RU2138373C1 - Tap for cutting of thread in blind holes - Google Patents
Tap for cutting of thread in blind holes Download PDFInfo
- Publication number
- RU2138373C1 RU2138373C1 RU98113821A RU98113821A RU2138373C1 RU 2138373 C1 RU2138373 C1 RU 2138373C1 RU 98113821 A RU98113821 A RU 98113821A RU 98113821 A RU98113821 A RU 98113821A RU 2138373 C1 RU2138373 C1 RU 2138373C1
- Authority
- RU
- Russia
- Prior art keywords
- tap
- cutting
- cutting part
- blind holes
- thread
- Prior art date
Links
Images
Landscapes
- Automatic Control Of Machine Tools (AREA)
Abstract
Description
Изобретение относится к области машиностроения и может быть использовано при нарезании глухих резьб в условиях автоматизированного производства, особенно при обработке вязких конструкционных материалов. The invention relates to mechanical engineering and can be used when cutting blind threads in automated production conditions, especially when processing viscous structural materials.
Одной из основных проблем при нарезании метчиками глухих отверстий в деталях (например, балки задней подвески автомобиля, поворотный кулак и др.) является их поломка в начальный момент выкручивания (реверса). Это приводит к появлению неисправимого брака (выжигание метчиков - очень дорогостоящая операция) и к простою автоматизированного оборудования. One of the main problems when tapping blind holes in parts (for example, beams of the rear suspension of a car, steering knuckle, etc.) is their failure at the initial moment of twisting (reverse). This leads to the appearance of an incorrigible marriage (burning taps is a very expensive operation) and to the downtime of automated equipment.
Основная причина поломки метчиков в начальный момент их выкручивания связана с попаданием стружек 1 под затыловочную часть зуба (фиг. 1) в зоне режущей части. В результате происходит заклинивание метчика, увеличение тангенциальных сил выкручивания, а следовательно, и резкое возрастание момента трения боковых сторон профиля метчика о нарезанную резьбу. The main reason for the breakdown of the taps at the initial moment of their unscrewing is associated with the ingress of chips 1 under the back of the tooth (Fig. 1) in the area of the cutting part. As a result, the tap is jammed, the tangential twisting forces increase, and consequently, the moment of friction of the lateral sides of the tap profile against the cut thread increases sharply.
Имеются работы, в которых с целью уменьшения поломки метчиков при их выкручивании предлагается ряд конструктивных решений. Так, например, первые витки на режущем участке метчика имеют двухзаборную часть. Или зубья режущей части имеют треугольный и скругленный профиль вершины зубьев, которые чередуются в шахматном порядке. Ближайшим аналогом предложенного изобретения является известный метчик для нарезания резьбы в глухих отверстиях, включающий хвостовик, калибрующую часть и режущую часть, которая со стороны торца метчика, включая заборный конус, имеет две перпендикулярные щелевидные прорези [1]. There are works in which, in order to reduce the breakage of taps when they are twisted, a number of design solutions are proposed. So, for example, the first turns on the cutting section of the tap have a double-intake part. Or the teeth of the cutting part have a triangular and rounded profile of the top of the teeth, which alternate in a checkerboard pattern. The closest analogue of the proposed invention is a well-known tap for cutting threads in blind holes, including a shank, a calibrating part and a cutting part, which has two perpendicular slit-like cuts from the side of the tap end, including the intake cone [1].
Однако все перечисленные конструктивные решения только частично решают описанную выше проблему и не позволяют полностью исключить поломку метчиков при их выкручивании из глухих отверстий. However, all of the above structural solutions only partially solve the problem described above and do not completely eliminate the breakage of the taps when they are unscrewed from the blind holes.
Для исключения поломки метчиков при нарезании резьбы в глухих отверстиях, а следовательно, для повышения надежности работы автоматических линий авторами предлагается следующее конструктивное решение. In order to avoid breakage of taps when threading in blind holes, and therefore, to increase the reliability of automatic lines, the authors propose the following constructive solution.
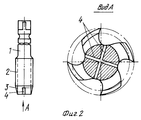
Со стороны торца метчика вдоль оси режущей части (заборный корпус) делается две перпендикулярные щелевидные прорези глубиной от 0,3 до 0,6 длины режущей части метчика (фиг.2). Ширина прорезей лежит в пределах 0,1-0,5 мм, где меньшие значения соответствуют метчикам малого диаметра. From the end face of the tap along the axis of the cutting part (intake housing) two perpendicular slit-shaped slots are made with a depth of 0.3 to 0.6 of the length of the cutting part of the tap (Fig. 2). The width of the slots lies in the range of 0.1-0.5 mm, where smaller values correspond to taps of small diameter.
На фиг.2 изображено предлагаемое устройство. Figure 2 shows the proposed device.
Хвостовая часть 1, калибрующая часть 2, режущая часть 3, перпендикулярные щелевидные прорези 4. Tail part 1, calibrating
Данная конструкция позволяет автоматически изменить динамическую жесткость метчика в его режущей части при нарезании резьбы и при выкручивании. Так, при нарезании резьбы вследствие действия тангенциальных сил резания на переднюю поверхность режущих зубьев происходят изменения кинематических углов резания, т.е. имеет место разворот лепестков режущей части в пределах ширины прорези. Вследствие этого несколько увеличивается диаметр рабочей части метчика. При выкручивании (завершение процесса нарезания глухого отверстия) метчика вследствие изменения направления тангенциальной силы на противоположную происходит разворот лепестков режущей части в другом направлении и несколько уменьшается диаметр режущей части метчика. This design allows you to automatically change the dynamic stiffness of the tap in its cutting part when threading and twisting. So, when threading due to the action of tangential cutting forces on the front surface of the cutting teeth, changes in the kinematic angles of cutting occur, i.e. there is a spread of the petals of the cutting part within the width of the slot. As a result, the diameter of the working part of the tap increases slightly. When twisting (completion of the blind hole cutting process) of the tap due to a change in the direction of the tangential force to the opposite direction, the petals of the cutting part turn in the other direction and the diameter of the cutting part of the tap decreases slightly.
Если под затыловочную поверхность зубьев режущей части попадает стружка, то сжатие лепестков и их разворот происходит значительно больше, но в пределах ширины прорезей и фактической жесткости системы метчик - стружка - обработанная поверхность. If shavings fall under the occipital surface of the teeth of the cutting part, the compression of the petals and their turn occurs much more, but within the width of the slots and the actual rigidity of the tap-chip-machined surface system.
Источники информации
1. Патент DE 700547, В 23 G 5/06, 1940, 3 стр.Sources of information
1. Patent DE 700547, 23 G 5/06, 1940, 3 pp.
Claims (1)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU98113821A RU2138373C1 (en) | 1998-07-13 | 1998-07-13 | Tap for cutting of thread in blind holes |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU98113821A RU2138373C1 (en) | 1998-07-13 | 1998-07-13 | Tap for cutting of thread in blind holes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU98113821A RU98113821A (en) | 1999-09-20 |
| RU2138373C1 true RU2138373C1 (en) | 1999-09-27 |
Family
ID=20208641
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU98113821A RU2138373C1 (en) | 1998-07-13 | 1998-07-13 | Tap for cutting of thread in blind holes |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2138373C1 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2179095C2 (en) * | 1999-10-26 | 2002-02-10 | Акционерное общество открытого типа "Казанское моторостроительное производственное объединение" | Tap for threading dead openings |
| RU2202450C2 (en) * | 2001-02-19 | 2003-04-20 | Московский государственный индустриальный университет | Screw tap for cutting thread in dead openings |
| RU2215622C2 (en) * | 2001-12-21 | 2003-11-10 | Калашников Владислав Алексеевич | Method for cutting dead threads by means of comb |
| RU2246382C1 (en) * | 2003-07-08 | 2005-02-20 | Федеральное государственное унитарное предприятие "Воронежский механический завод" | Tap |
| RU2327550C2 (en) * | 2003-05-23 | 2008-06-27 | Иван Владимирович Коробицин | Tool for thread cutting in openings (variants) |
| RU2415737C1 (en) * | 2010-02-08 | 2011-04-10 | Государственное образовательное учреждение высшего профессионального образования "Алтайский государственный технический университет им. И.И. Ползунова" (АлтГТУ) | Tap for dead holes |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1679234A (en) * | 1926-08-13 | 1928-07-31 | Justus P Seeburg | Thread-cutting tap |
| EP0072250A1 (en) * | 1981-08-10 | 1983-02-16 | Mars U.K. Limited | Potato products |
-
1998
- 1998-07-13 RU RU98113821A patent/RU2138373C1/en active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1679234A (en) * | 1926-08-13 | 1928-07-31 | Justus P Seeburg | Thread-cutting tap |
| EP0072250A1 (en) * | 1981-08-10 | 1983-02-16 | Mars U.K. Limited | Potato products |
Non-Patent Citations (1)
| Title |
|---|
| Справочник конструктора-инструментальщика/Под общей ред.Баранчикова В.И. - М.: Машиностроение, 1994, с.378. * |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2179095C2 (en) * | 1999-10-26 | 2002-02-10 | Акционерное общество открытого типа "Казанское моторостроительное производственное объединение" | Tap for threading dead openings |
| RU2202450C2 (en) * | 2001-02-19 | 2003-04-20 | Московский государственный индустриальный университет | Screw tap for cutting thread in dead openings |
| RU2215622C2 (en) * | 2001-12-21 | 2003-11-10 | Калашников Владислав Алексеевич | Method for cutting dead threads by means of comb |
| RU2327550C2 (en) * | 2003-05-23 | 2008-06-27 | Иван Владимирович Коробицин | Tool for thread cutting in openings (variants) |
| RU2246382C1 (en) * | 2003-07-08 | 2005-02-20 | Федеральное государственное унитарное предприятие "Воронежский механический завод" | Tap |
| RU2415737C1 (en) * | 2010-02-08 | 2011-04-10 | Государственное образовательное учреждение высшего профессионального образования "Алтайский государственный технический университет им. И.И. Ползунова" (АлтГТУ) | Tap for dead holes |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5141376A (en) | Self drilling screw | |
| US6328516B1 (en) | Screw with cutting edge | |
| CZ2000542A3 (en) | Countersink head screw | |
| US5112168A (en) | Tap with tapered thread | |
| EP0767024B1 (en) | Thread forming tap | |
| CN1077475C (en) | Methods and cutting inserts for threading | |
| SE522664C2 (en) | Cutting thread pin and procedure for its manufacture | |
| WO1998046388A1 (en) | Tool producing internal thread | |
| CZ2000541A3 (en) | Countersunk screw | |
| RU2138373C1 (en) | Tap for cutting of thread in blind holes | |
| US5059069A (en) | Insert for thread cutting | |
| US4425066A (en) | Drill screw | |
| KR20050010707A (en) | Screw-tap | |
| US5725336A (en) | Thread tapping cutting tool | |
| JPS5854926B2 (en) | Cutting head for high-speed surface milling | |
| CN1143406A (en) | Lamina-shaped borepiece for self-boring fastening elements | |
| RU2202450C2 (en) | Screw tap for cutting thread in dead openings | |
| AU2010200536B2 (en) | Self-drilling screw | |
| EP1850016B1 (en) | Saw Tooth Screw | |
| GB2359603A (en) | A screw having cutting teeth formed on threads | |
| JP3251238U (en) | Screw-in parts | |
| CA2512042C (en) | A screw with a double thread and a recess in the side of the shank | |
| RU2087271C1 (en) | Tap | |
| RU2151673C1 (en) | Screw tap | |
| JPH0577885B2 (en) |