RU2014194C1 - Устройство для сварки продольных швов тонкостенных обечаек - Google Patents
Устройство для сварки продольных швов тонкостенных обечаекInfo
- Publication number
- RU2014194C1 RU2014194C1 SU5022223A RU2014194C1 RU 2014194 C1 RU2014194 C1 RU 2014194C1 SU 5022223 A SU5022223 A SU 5022223A RU 2014194 C1 RU2014194 C1 RU 2014194C1
- Authority
- RU
- Russia
- Prior art keywords
- shell
- wedge
- mandrel
- thin
- welding
- Prior art date
Links
Images

Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
Использование: для сварки продольных швов тонкостенных обечаек. Сущность изобретения: устройство для сварки продольных швов тонкостенных обечаек содержит консольную оправку 1, на которую помещают обечайку 2, кольцевым толкателем 3 перемещают обечайку 2 вдоль оправки 1 и надвигают на заходную клиновую поверхность фиксатор свариваемого стыка. При перемещении ложемента и одновременном подъеме клинового фиксатора свариваемого стыка 4 торцы кромок обейчаки скользят по клиновой поверхности фиксатора навстречу друг другу и совмещаются в одной плоскости. 1 з.п.ф-лы, 3 ил.
Description
Изобретение относится к вспомогательным устройствам для установки и крепления изделий в положении для сварки и может быть использовано для сварки продольных швов тонкостенных обечаек.
Известна установка для сборки и сварки продольных швов тонкостенных обечаек/ содержащая ложемент/ смонтированный с возможностью его перемещения/ фиксатор положения свариваемого стыка и сварочную головку (см. авт. св. СССР N 1011355/ кл. В 23 К 37/04/ опубл.1983).
Недостатком известного устройства является возможность смещения стыка кромок обечайки при сведении их под сварку/ что приводит к неровности сварочного шва.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является устройство для сборки и сварки продольных швов короткомерных тонкостенных обечаек/ содержащее сварочную головку/ ложемент/ выполненный в виде призмы с V-образным вырезом/ консульную оправку и фиксатор положения свариваемого стыка.
Недостатком известного устройства является возможность смещения кромок обечайки на стыке при сведении их/ что приводит к неровности сварного шва.
Целью изобретения является повышение точности стыка кромок обечайки перед сваркой и ровности сварного шва.
Поставленная цель достигается тем/ что в устройстве для сварки продольных швов тонкостенных обечаек/ содержащем ложемент/ смонтированный на основании с возможностью его перемещения/ консольную оправку/ клиновой фиксатор положения свариваемого стыка и сварочную головку/ согласно изобретения/ ложемент выполнен в виде двух полуколец/ диаметр которых равен наружному диаметру обечайки/ консольная оправка дополнительно снабжена кольцевым толкателем перемещения обечайки по оправке/ клиновой фиксатор положения свариваемого стыка выполнен с дополнительной заходной клиновой поверхностью/ причем длина полуколец ложемента не менее длины обечайки.
Выполнение клинового фиксатора положения свариваемого стыка с дополнительной заходной клиновой поверхностью позволяет при перемещении обечайки под действием толкателя по оправке в ложемент/ надвигая ее продольные кромки на конусность клинового фиксатора/ расположенного по ходу обечайки/ выравнять кромки по торцам. При подъеме клинового фиксатора и одновременном обжатии наружной поверхности обечайки ложементом/ выполненным в виде двух полуколец/ диаметр которых равен наружному диаметру обечайки/ а длина не меньше длины обечайки/ совместить кромки стыка обечайки/ скользящие по клиновой поверхности фиксатора навстречу друг другу/ в одной плоскости.
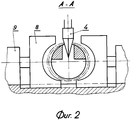
На фиг. 1 приведено предлагаемое устройство/ общий вид на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - сечение Б-Б; на фиг. 1/ показывающее форму клинового фиксатора положения свариваемого стыка (увеличено).
Устройство для сварки продольных швов тонкостенных обечаек содержит консольно закрепленную оправку 1/ имеющую концевой паз/ снабженную для перемещения обечайки 2 кольцевым толкателем 3/ клиновый фиксатор положения свариваемого стыка 4/ связанный с силовым приводом 5/ а также установленный на основании 6/ имеющем привод 7/ ложемент 8/ выполненный в виде двух полуколец/ снабженных приводами 9.
Устройство для сварки продольных швов тонкостенных обечаек работает следующим образом.
Сформированную заготовку обечайки 2 помещают на оправку 1/ толкателем 3 перемещают обечайку вдоль оправки 1 и надвигают обечайку на дополнительную заходную клиновую поверхность фиксатора положения свариваемого стыка 4/ введенного в концевой паз оправки 1/ при раскрытом ложементе 8/ при этом выравниваются кромки по торцам обечайки. Под действием силового привода 9 полукольца ложемент 8 перемещается по основанию 6 и упирается в обечайку 2. При этом обечайка прижимается продольными кромками к клиновому фиксатору положения свариваемого стыка 4. При дальнейшем перемещении ложемента 8 и одновременном подъеме клинового фиксатора положения свариваемого стыка 4 торцы кромок скользят по клиновой части фиксатора положения свариваемого стыка навстречу друг другу и совмещаются в одной плоскости. После выхода клинового фиксатора положения свариваемого стыка 4 и смыкания кромок обечайки 2 ложемент перемещается под действием силового привода 7 в зону сварки/ где производится сварка обечайки.
Устройство для сварки продольных швов тонкостенных обечаек позволяет одним технологическим приемом свести кромки/ выравнять их по торцам/ совместить кромки в одной плоскости и выставить стык под сварку.
Claims (2)
1. УСТРОЙСТВО ДЛЯ СВАРКИ ПРОДОЛЬНЫХ ШВОВ ТОНКОСТЕННЫХ ОБЕЧАЕК, содержащее ложемент, смонтированный на основании с возможностью его перемещения, консольную оправку, клиновой фиксатор положения свариваемого стыка и сварочную головку, отличающееся тем, что ложемент выполнен в виде двух полуколец, диаметр которых равен наружному диаметру обечайки, консольная оправка снабжена кольцевым толкателем для перемещения обечайки по оправке, а клиновой фиксатор положения свариваемого стыка выполнен с дополнительной заходной клиновой поверхностью.
2. Устройство по п. 1, отличающееся тем, что длина ложемента не менее длины обечайки.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU5022223 RU2014194C1 (ru) | 1992-01-20 | 1992-01-20 | Устройство для сварки продольных швов тонкостенных обечаек |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU5022223 RU2014194C1 (ru) | 1992-01-20 | 1992-01-20 | Устройство для сварки продольных швов тонкостенных обечаек |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2014194C1 true RU2014194C1 (ru) | 1994-06-15 |
Family
ID=21594434
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| SU5022223 RU2014194C1 (ru) | 1992-01-20 | 1992-01-20 | Устройство для сварки продольных швов тонкостенных обечаек |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2014194C1 (ru) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7208009B2 (en) | 1996-12-26 | 2007-04-24 | Medinol, Ltd. | Stent fabrication method |
| US7959664B2 (en) | 1996-12-26 | 2011-06-14 | Medinol, Ltd. | Flat process of drug coating for stents |
| US8828077B2 (en) | 2006-03-15 | 2014-09-09 | Medinol Ltd. | Flat process of preparing drug eluting stents |
| RU187732U1 (ru) * | 2018-06-21 | 2019-03-15 | Федеральное Государственное Унитарное Предприятие "Научно-Производственное Объединение "Техномаш" | Устройство для аргонодуговой сварки продольных швов обечаек |
-
1992
- 1992-01-20 RU SU5022223 patent/RU2014194C1/ru active
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7208009B2 (en) | 1996-12-26 | 2007-04-24 | Medinol, Ltd. | Stent fabrication method |
| US7959664B2 (en) | 1996-12-26 | 2011-06-14 | Medinol, Ltd. | Flat process of drug coating for stents |
| US8828077B2 (en) | 2006-03-15 | 2014-09-09 | Medinol Ltd. | Flat process of preparing drug eluting stents |
| RU187732U1 (ru) * | 2018-06-21 | 2019-03-15 | Федеральное Государственное Унитарное Предприятие "Научно-Производственное Объединение "Техномаш" | Устройство для аргонодуговой сварки продольных швов обечаек |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4063676A (en) | Friction welding methods and apparatus | |
| US4345137A (en) | Method of welding several optical fibers end to end in layers and a device for welding in accordance with said method | |
| CA2290395A1 (en) | Welding assembly for friction stir welding | |
| RU2014194C1 (ru) | Устройство для сварки продольных швов тонкостенных обечаек | |
| ES8701564A1 (es) | Mandril interno destinado a cooperar en la realizacion de una operacion de acoplamiento cabeza a cabeza de dos seccionesde tubos. | |
| SE8900201L (ru) | ||
| US3182988A (en) | Welding fixture | |
| CA2015723A1 (en) | Method of and apparatus for applying top end stops on to a slide fastener chain | |
| ES2022949B3 (es) | Procedimiento para soldadura de extremos de tubo con un fondo de tubo | |
| CA1190067A (en) | Method of joining metal elements by explosion welding | |
| US4483477A (en) | Clamping device for tubes to be welded together | |
| US3973765A (en) | Pipefitter's jig | |
| FI905452A0 (fi) | Kallpressvetningsfoerfarande och -anordning. | |
| JPS57142729A (en) | Joining device for tube | |
| SU919844A1 (ru) | Устройство дл сведени кромок обечаек под сварку | |
| SU1180209A1 (ru) | Способ сварки трением | |
| SU1450925A1 (ru) | Устройство дл зажима деталей | |
| SU554123A1 (ru) | Внутреннее формирующее устройство дл сварки кольцевых швов | |
| SU1011355A1 (ru) | Установка дл сборки и сварки продольных швов тонкостенных обечаек | |
| RU1808598C (ru) | Способ сборки свариваемых кромок обечайки | |
| SU371043A1 (ru) | Способ холодной сварки сдвигом | |
| SU929379A1 (ru) | Приспособление дл сборки деталей типа труб | |
| SU1194593A1 (ru) | Устройство дл закреплени поршней | |
| ZA866747B (en) | Method of making components of steel with high-strength and simultaneously high toughness which retain these properties also after a hot forming operation | |
| JPS5581098A (en) | Jig for butt welding |