RU156327U1 - Устройство для обработки металлов давлением - Google Patents
Устройство для обработки металлов давлением Download PDFInfo
- Publication number
- RU156327U1 RU156327U1 RU2015117298/02U RU2015117298U RU156327U1 RU 156327 U1 RU156327 U1 RU 156327U1 RU 2015117298/02 U RU2015117298/02 U RU 2015117298/02U RU 2015117298 U RU2015117298 U RU 2015117298U RU 156327 U1 RU156327 U1 RU 156327U1
- Authority
- RU
- Russia
- Prior art keywords
- symmetry
- axis
- receiving
- channel
- channels
- Prior art date
Links
- 239000002184 metal Substances 0.000 title claims abstract description 14
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 14
- 150000002739 metals Chemical class 0.000 title claims abstract description 6
- 239000011159 matrix material Substances 0.000 claims abstract description 10
- 239000000463 material Substances 0.000 description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
Images

Landscapes
- Heat Treatment Of Articles (AREA)
Abstract
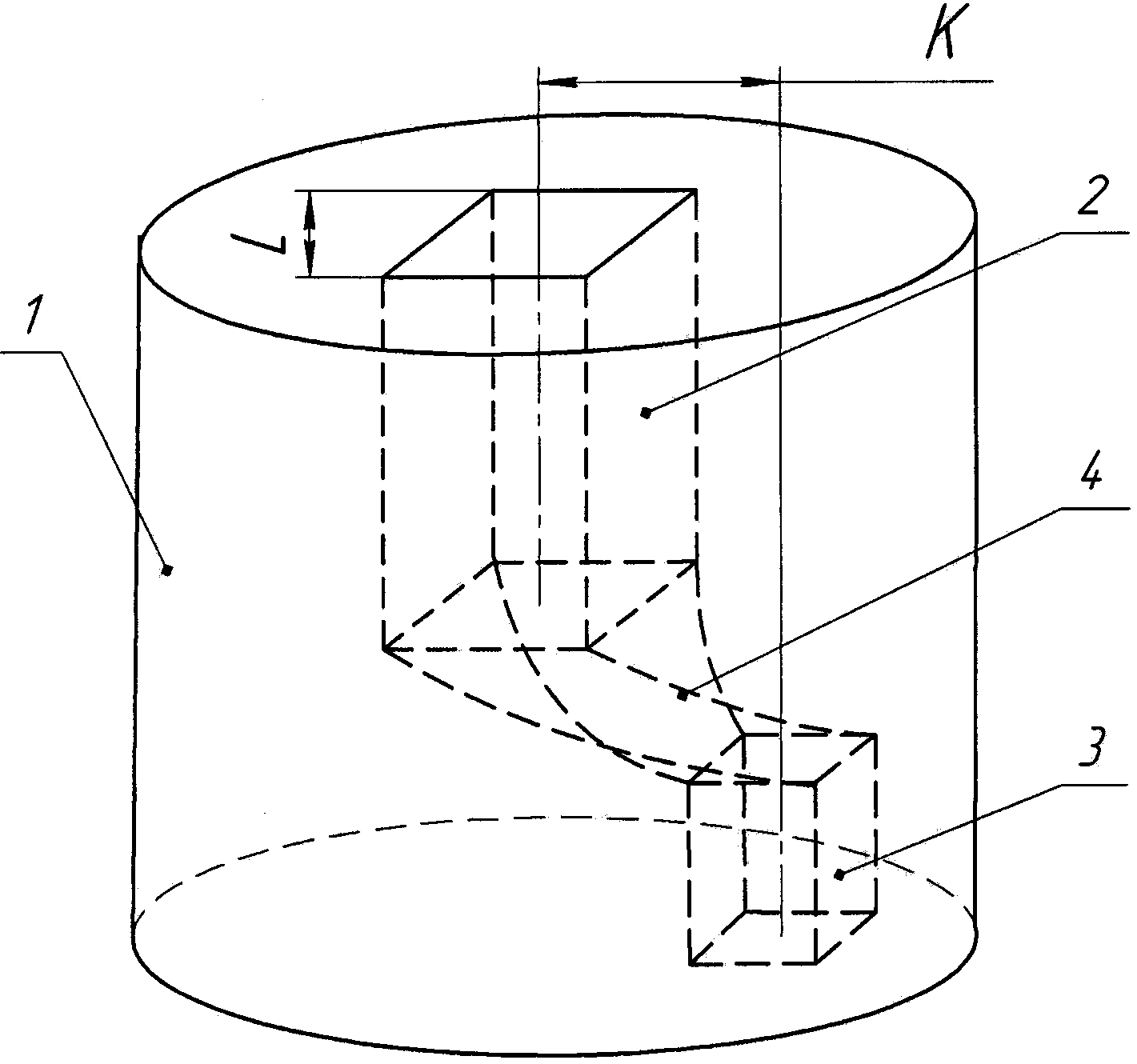
Устройство для обработки металлов давлением, содержащее матрицу с расположенными в ней пересекающимися каналами: приёмным, промежуточным и выходным, причём приёмный и выходной каналы расположены параллельно друг другу, их оси симметрии разнесены на расстояние K=(0,5-l,5)L, где L - расстояние между стенками приёмного канала, а внутренний угол между осями симметрии параллельных каналов и осью симметрии соединяющего их промежуточного канала составляет 90-120°, отличающееся тем, что промежуточный канал выполнен винтовой формы, при этом соотношение площадей его поперечного сечения на входе и выходе составляет 1,5-3,0.
Description
Полезная модель относится к обработке металлов давлением, а именно к устройствам, позволяющим упрочнять металл в процессе обработки.
Известно устройство (Копылов В.И. и др. Процессы пластического структурообразования металлов. Минск: Навука и тэхника, 1994, с. 26), имеющее два сообщенных канала, расположенных под углом один к другому.
Недостатком этого устройства является невысокая степень упрочнения за один цикл деформирования, т.к. заготовка меняет направление течения всего один раз, в процессе которого и происходит сдвиговая деформация и упрочнение металла. Известно, что величина деформации и степень упрочнения металлов находятся в прямой зависимости от величины угла пересечения каналов, причем, чем меньше угол, тем большая деформация накапливается.
Существенным недостатком является искажение торцевых участков заготовок, полученных после деформации на данном устройстве. Так, заготовка после деформации имеет заостренные под углом около 30° торцы. Для получения прямоугольных торцов необходимо механической обработкой удалять значительную часть металла, что существенно снижает коэффициент использования металла (КИМ). Также для обеспечения высокой степени упрочнения необходимо несколько раз деформировать, как правило, не менее 4 раз при угле пересечения каналов 90°, одну и ту же заготовку в оснастке, что увеличивает время обработки, и, соответственно, трудоемкость.
Также известно устройство для обработки металлов давлением, содержащее матрицу с двумя пересекающимися каналами, один из которых винтовой (Патент РФ №2292515, МПК B21C 25/00, опубл. 27.07.2006 г.). Устройство позволяет повысить интенсивность упрочнения за счет дополнительной деформации кручением в винтовом канале. Однако такая конструкция не позволяет устранить искажения торцевых участков заготовок после деформации на данном устройстве. Также для обеспечения высокой степени упрочнения необходимо несколько раз деформировать, 2-3 раза одну и ту же заготовку в оснастке, что увеличивает время обработки и, соответственно трудоемкость.
Наиболее близким по существу является устройство для обработки металлов давлением, содержащее матрицу с расположенными в ней тремя пересекающимися каналами, геометрически подобными в поперечном сечении - приемным, промежуточным и выходным (патент РФ №2181314, МПК B21D 25/00, опубл. 20.04.2002 г.).
Такая геометрия матрицы позволяет за счет двукратного изменения направления течения накопить суммарно большую степень деформации и более эффективно упрочнить металл. Однако требуется не менее 2-3 циклов обработки для обеспечения высокой степени упрочнения, что приводит к увеличению трудоемкости.
Задачей полезной модели является повышение эффективности упрочнения материала с одновременным снижением трудоемкости.
Поставленная задача достигается устройством, содержащим матрицу с расположенными в ней тремя пересекающимися каналами - приемным, промежуточным и выходным, причем приемный и выходной каналы выполнены параллельно друг другу, их оси симметрии разнесены на расстояние K=(0,5-1,5)L, где L - расстояние между стенками приемного канала, а внутренний угол между осями симметрии параллельных каналов и осью симметрии соединяющего их промежуточного канала, составляет 90-120°, в котором в отличие от прототипа промежуточный канал выполнен винтовой формы, причем соотношение площадей поперечного сечения промежуточного канала на входе и выходе составляет 1,5-3,0.
Предложенное конструктивное выполнение пересекающихся каналов позволяет обеспечить три акта сдвиговой деформации за один цикл деформирования, а также осуществлять деформацию заготовки редукцией за счет сужения промежуточного канала. При этом суммарный уровень накопленной деформации за счет сочетания сдвиговой и редукционной обработки достигает величин, обеспечивающих предельно высокую степень упрочнения материала заготовки. Таким образом, достаточно одного цикла обработки для достижения максимальных степеней упрочнения, что заметно снижает затраты на получение высокопрочных состояний обрабатываемых материалов.
Экспериментально при деформировании меди при комнатной температуре подтверждена эффективность упрочнения при использовании матрицы с заявляемыми соотношениями параметров каналов, выполненных в матрице.
Пример устройства с тремя пересекающимися каналами, приемный и выходной из которых параллельны и смещены относительно друг друга, а промежуточный выполнен винтовым, показан на чертеже, где изображена матрица 1, в которой приемный канал 2 и выходной канал 3 параллельны, и их оси симметрии смещены относительно друг друга на расстояние К. Они соединены промежуточным каналом 4 винтовой формы, ось симметрии которого пересекает оси параллельных каналов под внутренним углом, равным Ф. Расстояние между стенками приемного канала равно L.
Устройство работает следующим образом. В приемный вертикальный канал 2 матрицы 1 помещают заготовку и, прикладывая к ней давление, деформируют ее через канал 4 и канал 3. При деформации заготовка изменяет направление течения на угол Ф два раза, при этом редуцируется и извлекается из канала 3. При изменении направления течения осуществляется сдвиговая деформация, которая в сочетании с редуцированием обеспечивает упрочнение материала заготовки.
Таким образом, предложенное устройство позволяет с наибольшей производительностью и меньшей трудоемкостью упрочнять материал заготовки при одновременном повышении коэффициента использования металла.
Claims (1)
- Устройство для обработки металлов давлением, содержащее матрицу с расположенными в ней пересекающимися каналами: приёмным, промежуточным и выходным, причём приёмный и выходной каналы расположены параллельно друг другу, их оси симметрии разнесены на расстояние K=(0,5-l,5)L, где L - расстояние между стенками приёмного канала, а внутренний угол между осями симметрии параллельных каналов и осью симметрии соединяющего их промежуточного канала составляет 90-120°, отличающееся тем, что промежуточный канал выполнен винтовой формы, при этом соотношение площадей его поперечного сечения на входе и выходе составляет 1,5-3,0.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2015117298/02U RU156327U1 (ru) | 2015-05-06 | 2015-05-06 | Устройство для обработки металлов давлением |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2015117298/02U RU156327U1 (ru) | 2015-05-06 | 2015-05-06 | Устройство для обработки металлов давлением |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU156327U1 true RU156327U1 (ru) | 2015-11-10 |
Family
ID=54536487
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2015117298/02U RU156327U1 (ru) | 2015-05-06 | 2015-05-06 | Устройство для обработки металлов давлением |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU156327U1 (ru) |
-
2015
- 2015-05-06 RU RU2015117298/02U patent/RU156327U1/ru not_active IP Right Cessation
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105728493B (zh) | 一种组合式扭挤墩复合大塑性变形装置及成形方法 | |
| CN108262435B (zh) | 一种钛合金棒坯拔长锻造方法 | |
| CN104438415A (zh) | 金属坯料多向复合多通道螺旋挤压模具 | |
| SE535682C2 (sv) | Förfarande för kallformning av ett plåtstycke genom bockning eller pressformning | |
| FR3063027B1 (fr) | Ecrou a sertir et procede de fabrication d’un tel ecrou. | |
| RU2538130C1 (ru) | Способ радиальной ковки шестигранных профилей | |
| RU156327U1 (ru) | Устройство для обработки металлов давлением | |
| RU2333062C2 (ru) | Устройство для обработки металлов давлением угловым прессованием | |
| CN103978147A (zh) | 一种径向锻造渐进增量成形大齿高螺纹件的方法 | |
| JP6421441B2 (ja) | 冷間ロール成形方法 | |
| Solomon et al. | Effect of die shape on the metal flow pattern during direct extrusion process. | |
| RU2475320C2 (ru) | Устройство для одновременного равноканального углового прессования четырех заготовок | |
| CN103240301B (zh) | 一种细长杆金属零件校直方法及校直模具 | |
| RU141441U1 (ru) | Штамп для углового прессования | |
| RU2560474C2 (ru) | Способ непрерывного равноканального углового прессования металлических заготовок в виде прутка | |
| RU144975U1 (ru) | Штамп для углового прессования | |
| RU2181314C2 (ru) | Устройство для обработки металлов давлением | |
| RU161444U1 (ru) | Устройство непрерывного углового прессования | |
| RU2414319C1 (ru) | Способ обработки металлов давлением | |
| RU2265492C1 (ru) | Штамп для равноканального углового прессования | |
| KR100541221B1 (ko) | 비틀림압출용 금형 및 상기 금형을 이용한 금속소재의표면경화방법 | |
| RU2633430C2 (ru) | Устройство для оппозитного равноканального углового прессования | |
| RU2570605C1 (ru) | Устройство для канального углового прессования | |
| RU163796U1 (ru) | Устройство для канального углового прессования | |
| CN103530498A (zh) | 冷挤压模具磨损预测及减损方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM9K | Utility model has become invalid (non-payment of fees) |
Effective date: 20180507 |