KR940004944B1 - Manufacturing apparatus for tab terminal - Google Patents
Manufacturing apparatus for tab terminal Download PDFInfo
- Publication number
- KR940004944B1 KR940004944B1 KR1019880002939A KR880002939A KR940004944B1 KR 940004944 B1 KR940004944 B1 KR 940004944B1 KR 1019880002939 A KR1019880002939 A KR 1019880002939A KR 880002939 A KR880002939 A KR 880002939A KR 940004944 B1 KR940004944 B1 KR 940004944B1
- Authority
- KR
- South Korea
- Prior art keywords
- tab terminal
- tab
- press
- wire
- aluminum wire
- Prior art date
Links
Images













Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES OR LIGHT-SENSITIVE DEVICES, OF THE ELECTROLYTIC TYPE
- H01G4/00—Fixed capacitors; Processes of their manufacture
- H01G4/002—Details
- H01G4/228—Terminals
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Fixed Capacitors And Capacitor Manufacturing Machines (AREA)
- Manufacturing Of Electrical Connectors (AREA)
Abstract
내용 없음.No content.
Description
제1도 탭단자의 제조 장치의 전체 구성을 나타낸 사시도.1 is a perspective view showing the overall configuration of a manufacturing apparatus of a tab terminal.
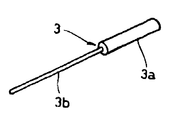
제2a도는 탭단자 구성체의 외관도, 제2b도는 탭단자의 외관도.FIG. 2A is an external view of a tab terminal structure, and FIG. 2B is an external view of a tab terminal structure.
제3도는 용접부의 구성 및 작용을 나타낸 설명도.3 is an explanatory diagram showing the configuration and operation of the welded portion.
제4도는 용접 공정의 작용 설명도.4 is an explanatory diagram of the operation of the welding process.
제5도는 CP선 커터의 구성 설명도.5 is a diagram illustrating the configuration of a CP line cutter.
제6도는 이재용 척부재의 주요부분 정면도.6 is a front view of the main part of the chuck member for the transfer material.
제7도는 제6도의 평면도.7 is a plan view of FIG.
제8도는 인덱스 테이블위에 설치한 반송용 척부재의 구성 설명도.8 is an explanatory diagram of a configuration of a conveying chuck member provided on an index table.
제9도는 제8도의 부분 단면 측면도.9 is a partial cross-sectional side view of FIG.
제10도는 반송용 척부재의 정면도.10 is a front view of the conveying chuck member.
제11도는 프레스부의 구성 설명도.11 is an explanatory view of the configuration of the press section.
제12도는 배출부의 구성 설명도.12 is an explanatory view of the configuration of the discharge unit.
제13도는 가동부의 구동기구를 나타낸 구성 설명도.Fig. 13 is an explanatory diagram of the structure showing the drive mechanism of the movable section.
제14도는 구동부의 구성 설명도.14 is an explanatory view of the configuration of a drive unit.
* 도면의 주요부분에 대한 부호의 설명* Explanation of symbols for main parts of the drawings
1 : 알루미늄선 2 : CP선1: aluminum wire 2: CP wire
3 : 탭(tap) 단자 구성체 3a : 탭형성부3: Tap
3b :리이드부 23 : 이재용 척(chuck) 부재3b: lead portion 23: chuck member for transfer
35 : 인덱스 테이블(index table) 48 : 하부펀치35 index table 48 lower punch
55 : 정렬용기 56a, 56b : 전자석55:
58 : 반전(反轉) 바아 61 : 고정부58: inversion bar 61: fixed part
W : 용접부 P : 프레스부W: Welding part P: Pressing part
T : 탭단자 R : 배출부T: Tap terminal R: Outlet
본 발명은 콘덴서의 전극을 구성하는 탭단자의 제조 장치에 관한 것이다.The present invention relates to an apparatus for manufacturing a tab terminal constituting an electrode of a capacitor.
콘덴서의 전극을 구성하는 탭단자는 탭형성부와 리이드부를 지니고 있으며, 탭형성부에 알루미늄박을 감아붙임에 따라 형성되므로 동 탭단자는 알루미늄선(線)과 CP선을 사용하며, 알루미늄선을 일정한 길이로 절단하여 CP선의 선단에 맞댄 상태에서 용접하고, CP선을 일정한 길이로 절단함에 따라서, 우선 탭형성부를 구성하는 짧은 알루미늄선 부분과 그보다 긴 CP선으로 리이드부로 된 탭단자 구성체를 형성한 다음, 탭단자 구성체에 있어서의 알루미늄선 부분을 프레스 수단으로 편평하게 되도록 가압 변형시킴과 동시에, 그것이 일정한 형상이 되도록 정형하여 탭형성부를 성형함에 따라 제조된다.The tab terminal constituting the electrode of the capacitor has a tab forming portion and a lead portion, and is formed by winding an aluminum foil on the tab forming portion. Therefore, the tab terminal uses aluminum wire and CP wire, By cutting to a certain length and welding it to the end of the CP line, and cutting the CP line to a certain length, first, a short aluminum wire portion constituting the tab forming portion and a tab terminal structure composed of a lead portion are formed from a longer CP line. Next, the aluminum wire portion in the tab terminal structure is pressed and deformed so as to be flattened by the press means, and shaped so as to have a constant shape, thereby forming the tab forming portion.
그리고, 전술한 바와같이 탭단자를 제조하기 위하여 알루미늄선과 CP선을 용접하는 용접 장치와, 탭단자 구성체를 프레스하여 정형하는 프레스 장치를 필요로 한다. 그런데, 종래 기술에서는 용접 장치와 프레스 장치를 각기 따로따로 설치하도록 한 것은 알려져 있다. 따라서, 이 용접 장치와 프레스 장치 사이에는 공작물의 이행을 하게 하기 위한 기구를 설치할 필요가 있으나, 그와 같은 공작물의 이행수단으로서 직전 피이터를 사용하고, 이 직전 피이터로 탭형성부와 리이드부 사이의 용접 부분을 끼워둔 상태에서 용접 장치로부터 프레스장치에 이송하도록 구성하여 왔다.As described above, in order to manufacture the tab terminal, a welding device for welding the aluminum wire and the CP wire and a press device for pressing and shaping the tab terminal structure are required. By the way, in the prior art, it is known that the welding apparatus and the press apparatus are separately provided. Therefore, it is necessary to provide a mechanism for shifting the workpiece between the welding device and the press device. However, a tap forming portion and a lead portion are used as the immediately preceding feeder as the means for transferring the workpiece. It has been comprised so that it may transfer from a welding apparatus to a press apparatus in the state which sandwiched the welding part in between.
그러나, 이와 같이 구성하면 장치 전체의 구성이 대형화함과 동시에 직전 피이터에 의한 탭단자 구성체의 이송을 고화 할 수 없게 될 뿐만 아니라, CP선과 알루미늄선 사이의 용접 부분의 형상이 일정하지 않기 때문에 용접 부분을 직진 피이터로 끼워두어 이송하도록 하였을 경우에는 그 반송이 현저히 불안정하게 되어 공작물의 장애가 발생한다던가 하는 불합리가 있어, 이 때문에 제조 효율이 나빠서 대량 생산에 부합할 수 없다고 하는 결점이 있었다.However, this configuration not only increases the overall configuration of the apparatus but also prevents the transfer of the tab terminal components by the previous feeder, and also prevents the shape of the weld portion between the CP wire and the aluminum wire from being constant. In the case where the portion is sandwiched by a straight line feeder, the conveyance becomes remarkably unstable, and there is an unreasonability that a failure of the workpiece occurs. Therefore, there is a drawback that the manufacturing efficiency is poor and the mass production cannot be met.
본 발명은 전술한 점에 비추어서 이루어 놓은 것으로, 그 목적으로 하는 바는 소형으로 콤팩트한 구성에 따라 극히 높은 효율로 고속으로 탭단자를 제조할 수 있는 탭단자의 제조장치를 제공함에 있다.SUMMARY OF THE INVENTION The present invention has been made in view of the foregoing, and an object thereof is to provide a tap terminal manufacturing apparatus capable of manufacturing a tab terminal at a high speed with extremely high efficiency according to a compact and compact configuration.
전술한 목적을 달성하기 위하여 본 발명은 알루미늄선을 일정한 길이로 절단하여 CP선의 선단에 맞닿게 하여 용접을 한 다음에, CP선을 일정한 길이로 절단함에 따라 탭단자 구성체를 형성하는 용접부와, 용접부에서 탭단자 구성체에 있어서의 CP선의 절단전의 상태로 고정하고, 절단후에 180°회전운동시킴에 따라 전술한 탭단자 구성체를 반전시키는 이재용 척부재와, 인덱스 테이블위에 설치되어 이재용 척부재로부터 탭단자 구성체를 받아서 인덱스 테이블을 회전운동시킴에 따라 프레스부에 반입하고, 탭단자 구성체의 알루미늄 선부를 프레스하여 편평하게 되도록 가압 변형시킴과 동시에, 일정한 형상으로 정형함에 따라 탭형성부를 성형하는 프레스부와, 이 프레스부에서 형성된 탭단자를 수납하는 수납부로 구성한 것을 특징으로 한다.In order to achieve the above object, the present invention is welded by cutting the aluminum wire to a certain length to abut the tip of the CP line to weld, then forming a tab terminal structure by cutting the CP line to a constant length, and a welded portion The chuck member for displacing the above described tab terminal structure by fixing it in the state before the cutting of the CP line in the tab terminal structure, and rotating 180 ° after the cutting, and the tab terminal structure installed on the index table from the chuck member for the displacing material. A press unit for carrying out the index table into the press unit by rotating the index table, pressing and deforming the aluminum wire of the tab terminal member to be flat, and shaping the tab forming unit according to shaping to a certain shape; Characterized in that it comprises a receiving portion for receiving the tab terminal formed in the press portion.
다음에, 본 발명의 실시예를 도면에 따라 상세히 설명한다.Next, embodiments of the present invention will be described in detail with reference to the drawings.
우선, 제1도는 탭단자의 제조 장치의 전체를 나타낸 것으로, 도면중에서 (1)은 탭부를 형성하는 알루미늄선, (2)는 리이드를 형성하는 CP선을 각기 나타내고 있으며, 이것들 알루미늄선 (1) 및 CP선(2)은 공급부(S)로부터 용접부(W)에 공급되도록 되어 있다.First, FIG. 1 shows the entire manufacturing apparatus of a tab terminal. In the drawing, reference numeral 1 denotes an aluminum wire forming a tab portion, and 2 denotes a CP wire forming a lead. These aluminum wires 1 And the
용접부에 공급된 알루미늄선(1) 및 CP선(2)은 용접부(W)에서 먼저 알루미늄선(1)을 일정한 길이로 절단하여 그것을 CP선(2)의 선단에 맞닿게 하여 용접함에 따라서 그것들 사이의 연결 고정 부착하여 제2a도에 나타낸 바와 같이 알루미늄선(1)으로 된 탭형성부(3a)와 CP선(2)으로 된 리이드부(3b)를 지닌 탭단자 구성체(3)가 형성된다. 이 탭단자 구성체(3)는 프레스부(P)에 반송되며, 이 프레스부(P)에서 탭형성부(3a)를 프레스하여 편평하게 되도록 가압 변형함과 함께, 이 편평 부분이 일정한 형상으로 되도록 정형하게 된다. 이에 따라서 제2a도에 나타낸 바와 같이, 탭단자(T)(콘덴서의 전극으로서 형성하는 경우에 있어서는 리이드부의 길이가 다른 한 쌍의 탭단자(T1), (T2)가 사용된다)가 형성되어서 배출부(R)에 배출되도록 되어 있다.The aluminum wire 1 and the
여기에서, 공급부(S)로서는 각기 길게 형성한 알루미늄선(1) 및 CP선(2)을 돌려감는 물레(4), (5)가 설치되어 있음과 동시에, 각 물레(4), (5)로부터 송출되는 알루미늄선(1), CP선(2)을 직선상태로 보내도록 교정하기 위한 가이드 로울러(6), (7)가 설치되어 있다.Here, as the supply part S, the
다음에, 용접부(W)는 제3도에 나타낸 바와같이 알루미늄선(1) 및 CP선(2)을 클램프(clamp)하여 끌어내기 위한 후송 방지 장치 부착의 보올클램프(8), (9)가 설치되어 있으며, 각 보올클램프(8), (9)는 슬라이더(10), (11)에 따라 가이드 로드(12), (13)에 잇따라서 왕복 이동할 수 있도록 되어 있다. 그리고, 각 슬라이더(10), (11)에는 제1도로부터 명백한 바와같이, 캠기구(도면에 없음)에 의하여 구동되는 레버(14), (15)에 따라 구동되며, 각 슬라이더(10), (11)가 전진할 때에는 각 보올클램프(8), (9)는 각기 알루미늄선(1) 및 CP선(2)을 클램프한 상태에서 끌어내고, 또 슬라이더(10), (11)가 후퇴할 때에는 보올클램프(8), (9)에 의한 클램프를 해제하도록 되어 있다.Next, as shown in FIG. 3, the welding portion W is provided with the
전술한 바와 같이 끌어낸 알루미늄선(1)은 알루미늄선 다이스(16)에 삽통되도록 되어 있다. 알루미늄선 다이스(16)의 선단의 측부에는 알루미늄선 커터(17)가 알루미늄선 다이스(16)의 선단면에 잇따라서 왕복 이동할 수 있도록 장착되어 있으며, 이 다이스(16)로부터 알루미늄선(1)을 일정량 돌출시킨 상태에서 커터(17)를 전진시킴에 따라 상기 알루미늄선(1)의 절단을 할 수 있도록 되어 있다. 그리고 이 알루미늄선(1)의 절단시에 알루미늄선(1)을 고정하여 절단된 알루미늄선(1)을 CP선(2)의 선단에 대면한 용접위치에 공급하기 위한 용접을 척부재(8)가 다이스(16)의 연장선상에서 왕복 이동할 수 있도록 설치되어 있다.As described above, the drawn aluminum wire 1 is inserted into the aluminum wire die 16. The
한편, 보올클램프(9)로부터 끌어낸 CP선(2)은 CP선 노즐(19)을 통과하도록 되어있으며, 또 CP선 노즐(19)에 있어서의 받침대부(19a) 위에는 CP선(2)을 받침대부(19a)에 세개 누리기 위한 스프링판(19b)가 설치되어 있고, CP선(2)은 받침대부(19a)와 스프링판(19b) 사이에 끼워있게 된다. 그리고, 스프링판(19b)에는 요동레버(20)에 부착한 압동구(壓動驅)(20a)가 붙었다 떨어졌다 할 수 있도록 설치되어 있으며, 이 압동구(20a)를 스프링판(19b)에 눌러닿게 함에 따라 용접시에 CP선(2)이 움직이지 않도록 고정할 수 있도록 되어 있다.On the other hand, the
그리고, 전술한 바와 같이 알루미늄선(1)이 CP선(2)의 선단과 대면하는 용접위치에 이동하였을 때에, 제4도에 나타낸 바와 같이, 그 용접을 척부재(18)와, CP선 노즐(19)사이에 전류를 흐르게 하여, 이와 함께 압동레버(21)에 의하여 용접용 척부재(18)를 가이드(18a)에 잇따라서 CP선(2)의 축선방향으로 향하여 눌러 움직임에 따라 알루미늄선(1)을 CP선(2)에 맞닿게 하여 용접을 할 수 있도록 되어 있다. 이와같이 용접용 척부재(18)에 고정시킨 알루미늄선(1)을 용접시에 CP선(2)의 축선방향으로 이동시키도록 함에 따라서 양자 사이에 중심 차이가 발생하는 것을 방지할 수 있도록 되어 있다. 이 용접을 한 다음에 CP선(2)을 일정한 길이가 되도록 절단하기 위하여 CP선 커터(22)를 설치하고 있다.As described above, when the aluminum wire 1 moves to the welding position facing the tip end of the
상기 CP선 커터(22)는 제5도에 나타낸 바와 같이 한 쌍의 회전날개(221a), (221b)를 지녔으며, 각 날개(221a), (221b)는 기대(222)에 설치한 회전부재(223a), (223b)에 따라 편심회전하는 마운트(224a), (224b)에 동심상으로 부착하여 회전부재(223a), (223b)를 회전구동함에 따라서 회전날개(221a), (221b)를 서로 반대방향으로 편심회전시켜서 그것들을 맞닿는다거나 이간시킬 수 있도록 되어 있다. 그리고, 이것들 회전날개(221a), (221b)는 CP선(2)의 선단부분을 V자 형상으로 절단하기 위하여 한쪽이 수평이고 다른 쪽이 그에 대하여 일정한 각도를 구비한 예각형상으로 형성되어 있다. 그리고, 회전날개(221a), (221b)가 마모하였을 때에는 회전부재(223a), (223b)에 잇따라서 일정 각도를 회전시킨 상태에서 고정하면 회전날개(221a), (221b)에 있어서의 원활한 CP선(2)의 절단을 할 수 있도록 되어 커터(22)의 교환빈도를 적게할 수 있도록 된다. 더욱이, 상기 커터는 위 칼날과 아래칼날로 된 왕복운동커터를 사용할 수 있다는 것은 더 말할 것도 없다.The
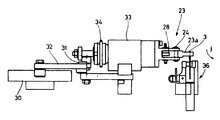
나아가서, 상기 용접부(W)에 있어서 알루미늄선(1)과 CP선(2)의 용접을 한 다음에 알루미늄선(1)의 부분을 이재용 척부재(23)로 고정할 수 있도록 되어 있다. 이재용 척부재(23)는 제6도 및 제7도에 나타낸 바와 같이 상하게 한 쌍의 척집게(23a), (23a)를 지녔으며, 각 척집게(23a)는 축(24)를 중심으로 하여 상하방향으로 요동할 수 있도록 되어 있다. 그리고, 척 집게(23a), (23a) 사이에는 보통 때에는 척개방 상태로 되도록 가압하는 척개방용 스프링(25)이 설치되어 있으며, 또 스프링(25)에 저항하여 척집게(23a)를 폐쇄시키기 위하여 척작동용 스프링(16)에 가압되 압동구(17)가 로울러(28), (29)에 맞닿는 상태에서 설치되어 있다. 압동구(27)에는 로드(29)가 연속 설치되어 있고, 로드(29)의 타단에는 캠(30)에 의하여 회동축(31)을 중심으로 하여 회전운동하게 되는 레버(32)가 맞닿고 있다. 나아가서, 척집게(23a), (23a)는 회전운동드럼(33)에 연결되어 있으며, 회전운동드럼(33)은 도면에 없는 캠기구에 의하여 구동되는 구동벨트(34)에 의하여 180°왕복 회전운동 하게 되어 이재용 척부재(23)에 의하여 물린 탭단자 구성체(3)를 반전시킬 수 있도록 되어 있다.Furthermore, after welding the aluminum wire 1 and the
전술한 바와 같이 하여 탭단자 구성체(3)가 이재용 척부재(23)에 따라 180°반전되었을 때에 제8도 및 제9도에 나타낸 바와 같이 탭단자 구성체의 리이드부(3b)는 인덱스 테이블(35)에 장착된 여러 개의 반소용 척부재(36)(도면에서는 8개의 전송용 척부재를 뜻한다)에 고정되도록 되어 있다. 이 반송용 척부재(36)는 탭단자 구성체(3)의 리이드부(3)를 좌우로부터 끼우는 한 쌍의 척부(36a), (36b)를 지녔으며, 한쪽 척부(36a)의 아암(37)은 좌우방향으로는 이동하지 않도록 유지된 고정척부를 구성하고, 다른쪽 척부(36b)는 움직일 수 있는 척부로, 이 척부(36b)는 아암(38)에 장착한 축(39)을 중심으로 하여 수평방향으로 회전 운동할 수 있는 척개방레버(40)에 부착되었으며, 이 척개방레버(40)는 스프링(41)의 작용에 따라서 항시 고정축의 척부(63a)에 맞닿는 방향으로 가압되어 있다.As described above, when the
또 척개방 레버(40)에는 제10도에 나타낸 바와 같이 작동 로울러(42)가 드리워 설치되어 있으며, 인덱스 테이블(35)이 회전운동하여 작동 로울러(42)가 이재용 척부재(23)와 대면하는 위치에 배치하였을 때에 그것과 맞닿는 작동부재 (도면에 없음)에 따라 작동 로울러(42)가 눌려 움직여져서 척개방 레버(40)를 스프링(41)에 저항하여 축(39)을 중심으로 회전운동 하여 척부(36b)를 척부(36a)로부터 이간시킨 척개방 위치로 되게 할 수 있는 구성으로 되어 있다. 나아가서, 이것들 각 척부(36a) 및 (36b)를 지지하는 아암(37), (38)은 수평축(43)에 끼워져서 상하방향으로 회전운동이 가능하도록 되어 있다. 그리고, 이것들 아암(37), (38)에는 돌기(44)가 연설되어 있으며, 돌기(44)는 보통때는 스프링(45)에 가압된 돌자(突子)(46)에 따라 상방으로 향하여 가세하도록 되어 있으며, 이런 상태에서 그 아암(37), (38)에 연결한 고정부품(47)이 인덱스 테이블(35)의 표면(35a)과 맞닿음에 따라 위치 결정되며, 반송용 척부재(36)가 프레스부(P)에 위치하였을 때에는 전술한 돌자(46)을 스프링(45)에 저항하는 방향으로 눌러 움직이게 하여 아암(37), (38)을 돌기(44)가 돌자(46) 위에 맞닿는 상태까지 수평축(43)을 중심으로 하여 하방으로 회전운동하도록 되어 있다.In addition, as shown in FIG. 10, the
전술한 바와 같이, 반송용 척부재(36)에 물린 탭단자(3)는 인덱스 테이블(35)이 일정각도(본 실시예에 있어서는 45°)씩 회전함에 따라 프레스부(P)에 까지 반송된다. 프레스부(P)에는 제11도에 나타낸 바와 같이 하부 펀치(48)와, 이 하부펀치(48)의 상방에 설치된 상부펀치(49)로 된 프레스 부재가 설치되어 있으며, 상기 상부펀치(49)는 캠등의 승강구동부재에 의하여 승강하도록 되어 있다. 또, 상부펀치(49)의 둘레이는 프레스된 탭단자 구성체(3)의 탭형성부(3a)가 일정한 형상으로 되도록 정형하기 위한 정형부재(50)가 설치되어 있으며, 이 정형부재(50)는 상부펀치(49)에 의하여 프레스를 할 때에는 상부펀치(49)와 함께 하강하고, 프레스가 완료한 다음에도 더욱 하강을 계속하여 편평하게 되도록 가압 변형된 탭형성부(3a)에 대하여 그것이 일정한 형상이 되도록 정형 가공할 수 있도록 되어 있으며, 이 때문에 정형부재(50)는 상부펀치(49)와는 별개로 그 위에 이것과 동기(同期)하여 구동하도록 되어 있다.As described above, the
여기에서, 공작물(3)은 반송용 척부재(36)에 이하여 하부펀치(48)의 상면보다 높은 위치에 지지된 상태에서 프레스부(P)에 반입하게 되어 하부펀치(48)에 대면하는 위치에 도달하였을 때에는 하부펀치(48)의 하방 위치에 설치한 해제용 푸셔(51)가 실린더, 솔레노이드 등의 구동수단에 따라 수평방향으로 돌출하도록 되어 있다. 상기 해제용 푸셔(51)가 돌자(46)가 스프링(45)에 저항하는 방향으로 압동하고, 반송용 척부재(36)의 지지를 해제하여 아암(37), (38)을 돌기(44)가 돌자(46)의 플랜지부(46a)로부터 떨어져서 그 주동부(周胴部)(46b) 위에 맞닿는 상태까지 수평축(43)을 중심으로 하여 하방으로 회전 운동시켜서 반송용 척부재(36)가 하강하며, 그것에 물린 공작물(3)의 태형성부(3a)를 하부 펀치(48)에 맞닿는 위치에 변위하게 할 수 있도록 되어 있다.Here, the
나아가서, 인덱스 테이블(35)에 있어서의 프레스부(P)의 하류측의 위치에는 전술한 바와 같이 하여 형성한 탭단자를 배출하는 배출부(R)가 설치되어 있다. 이 배출부는 제12도에 나타낸 바와 같이 탭단자(T)를 미끄러져 내리게 하는 슈우트(chute)(52)와, 이 슈우트(52)로부터 공급되는 탭단자(T)를 수용하여 그 방향성을 일치하게 하기 위한 정렬부(53)와, 이 정렬부(53)로부터 공급되는 탭단자(T)를 일정수 수납하는 수납상자(54)를 구비하는 구성으로 되어 있다. 정렬부(53)에는 상단이 개구하여 탭단자(T)가 투입되는 투입구를 지녔으며, 하단이 개폐할 수 있는 배출부로 된 정렬용기(55)를 지녔고, 정렬용기(55)의 양측에는 전자석(56a), (56b)이 서로 이극(異極)이 대면하는 상태로 하여 대향 배서되어 있으며, 이에 따라서 정렬용기(55) 내에 탭단자(T)의 축선방향으로 향하여 자력선을 형성할 수 있도록 되어 있다. 그리고, 정렬용기(55) 내에 투입된 탭단자(T)는 상기 자력선의 작용에 따라 정렬한 상태로 지지되어서 정렬용기(55)내에 일정수의 탭단자(T)가 투입되면 정렬용기(55)가 하강하여 수납상자(54)내에 들어가서 그 하단부를 개방함에 따라 수납상자(54)내에 탭단자(T)를 정렬시킨 상태에서 수납할 수 있도록 되어 있다.Furthermore, the discharge part R which discharges the tab terminal formed as mentioned above is provided in the position of the downstream side of the press part P in the index table 35. As shown in FIG. As shown in FIG. 12, the discharge part accommodates a
또, 탭단자(T)는 탭형성부(3a)의 부피가 큰 평판상의 부분에서 리이드부(3b)가 지름이 작은 선상부재로 되어 있으므로 수납상자(54)내에 모두 동일한 방향으로 수납시키면 부분적으로 부풀어 나오게 된다. 따라서, 정렬부(53)에 탭단자(T)를 수납시킬 경우에 있어서 그것을 적당히 그 방향을 반전시킬 필요가 있다. 이 때문에 슈우트(52)의 입구에는 로우터리 솔레노이드(57)에 의하여 수평방향으로 회전 운동하게 되는 공작물 반전 바아(58)가 설치되어 있으며, 이 공작물 반전 바아(57)가 슈우트(52)의 입구에 면하는 상태로 변위하였을 때에는 반송용 척부재(36)로부터 탭단자(T)가 이탈하면 그 탭형성부(3a)와 리이드부(3b)의 연설부분에 하방으로부터 맞닿아서 그것을 반전시킬 수 있도록 되어 있다.In addition, since the tab terminal T is a linear member having a small diameter in the bulky flat portion of the
상술한 공급부(S), 용접부(W), 프레스부(P) 및 배출부(R) 중, 용접부(W)와 프레스부(P)는 그 사이에 탭단자 구성체(3)을 옮겨 싣는 이재용 척부재(23)와 함께 장치 본체(60)에 유닛화한 상태로 하여 설치되어 있으며, 또 이 장치 본체(6)에는 공급부(S)와 배출부(R)가 부설되어 있다. 따라서, 장치 전체 구성의 소형화, 콤팩트화를 도모할 수 있게 된다.Of the above-mentioned supply part S, welding part W, press part P, and discharge part R, the welding part W and the press part P carry out the chuck for transfer materials which carry the
그런데, 탭단자는 콘덴서를 구성하는 것이기 때문에 리이드부의 길이가 다른 한쌍의 탭단자(T1), (T2)를 형성할 필요가 있다. 이와같이, 리이드부의 길이가 다른 한 쌍의 탭단자(T1), (T2)를 단일한 장치로 형성할 수 있도록 하기 위하여 레버(15)에 의한 CP선(2)의 이송량은 2단계로 변화하도록 되어 있다. 그리고, 이와 같이 하여 이송량을 바꾸어도 프레스부(P)에 있어서의 하부 펀치(48)위에 확실하게 탭단자 구성체(3)의 탭형성부(3a)가 위치하도록 하지 않으면 안된다. 그래서, 장치 본체(60)에 있어서 프레스부(P)를 구성하는 각 부재, 인덱스 테이블 및 이재용 척부재(23)는 고정부(61) 위에 설치되어 있으나, 용접부(W)를 구성하는 각 부재는 가동유닛(62)에 설치되어 있고, 가동유닛(62)은 제1도에서 화살표로 나타낸 바와 같이 고정부(61)에 근접·이간하는 방향으로 왕복 이동하게 할 수 있도록 되어 있다. 그리고, 상기 가동유닛(62)을 이동시키기 위하여 제13도에 나타낸 바와 같이, 가동 유닛(62)에는 이송나사(63)가 연결되어 있으며, 이 이송나사(63)는 장치 본체(60)에 설치한 조작핸들(64)에 연설되어서 그 조작핸들(64)을 수동으로 회전시킬 수 있도록 되어 있다.However, since the tab terminal constitutes a capacitor, it is necessary to form a pair of tab terminals T1 and T2 having different lengths of the lead portion. In this way, the feed amount of the
여기에서, 탭단자의 제조를 원활하게 하기 위하여는 용접으로부터 프레스에 이르기까지의 각 작동부재는 확실하게 동기한 상태에서 작동시킬 필요가 있다. 이러기 위하여, 제14도에 나타낸 바와같이 상술한 각 작동부재는 모우터(65)에 의하여 구동되도록 되어 있다. 그리고, 고정부(61)에 설치된 각 작동부재를 구동시키기 위하여 제1주축(66)이 설치되어 있으며, 또 가동유닛(62)에 장착한 각 작동부재를 구동시키기 위하여 제2주축(67)이 가동유닛(62)에 설치되어 있다. 이것을 제1, 제2의 각 주축(66), (67)을 회전시키기 위하여 모우터(65)와 제1주축(66) 사이 및 제1주축(66)과 제2주축(58) 사이에는 각기 동력전달용 체인(68), (69)이 감겨져 설치되어 있다.Here, in order to smoothly manufacture the tab terminal, it is necessary to operate each of the operating members from welding to the press in a surely synchronized state. To this end, as shown in FIG. 14, each of the above-mentioned operating members is driven by the
본 실시예에 상술한 바와 같이 구성되는 것으로 다음에 그 작동에 대하여 설명한다.It is constructed as described above in the present embodiment and the operation thereof will be described next.
먼저, 제3도에 나타낸 바와 같이 레버(14), (15)를 작동시킴에 따라서 보올클램프(8), (9)를 화살표(a), (b)로 나타낸 방향으로 이동시킴에 따라서 알루미늄선(1) 및 CP선(2)을 각기 알루미늄선 다이(16) 및 CP선 노즐(19)에서 끌어낸다. 여기에서, 알루미늄선(1) 및 CP선(2)은 탭단자 구성체(3)을 형성하였을 경우에 있어서의 탭형성부(3a) 및 리이드부(3b)의 길이치수에 상당하는 양만큼 끌어내도록 하지만, CP선(2)을 끌어낼 때에 그 선단은 CP선 커터(22)의 설치위치에 배치하게 된다. 더욱이, 이와같이 보올클램프(8), (9)의 전진에 따라서 알루미늄선(1) 및 CP선(2)이 끌려나온 다음에 나중에 설명하는 용접이 완료하여 CP선(2)의 절단이 완료하기까지 동안에 보올클램프(8), (9)는 화살표 (a), (b)와는 반대방향으로 이동하여 본래의 상태로 복귀한다.First, as shown in FIG. 3, as the
다음에, 용접용 척부재(18)가 화살표 (c) 방향으로 작동하여 알루미늄선 다이(16)로부터 돌출한 알루미늄선(1)을 파악하고 커터(17)가 도면중의 화살표 (d) 방향으로 이동하여 알루미늄선(1)의 절단을 한 다음 원래의 위치에 복귀한다. 그리하여, CP선 커터(22)를 작동시켜서 이 CP선 커터(22)에 있어서의 2개의 회전날개(221a), (221b)를 서로 반대방향으로 회전시킴에 따라서 맞대기 용접(butt welding)을 원활하게 하기 위하여 CP선(2)의 선단이 뾰죽한 상태로 되도록 절단하여 둔다.Next, the
그런 다음, 용접용 척부재(18)를 화살표 (f) 방향으로 이동시켜서 일정한 길이로 절단된 탭형성부(3a)를 구성하는 알루미늄선(1)을 CP선(2)에 대면하는 위치까지 이행시킨다. 이와 동시에 요동레버(20)를 화살표 (a)와 리이드부(3b)를 지닌 탭단자(T)를 제조할 수 있다.Then, the
이와 같이 하여 제조된 탭단자(T)는 인덱스 테이블(35)이 회전 운동하여 배출부(R)에 이행하는 반송용 척부재(36)에 의한 척이 해제되어서 탭단자(T)는 슈우트(52)에 낙하시키게 된다. 그리고, 탭단자(T)는 자체의 무게에 따라 슈우트(52)를 미끄러져 내려가서 정렬부(53)에 있어서의 정렬용기(55)내에 투입된다. 그리하여 , 정렬용기(55)의 양측에 설치된 전자석(56a), (56b)을 여자상태로 함에 따라 그 동안의 자계의 작용에 따라서 그 방향성이 가지런하게 된다. 그리고, 정렬용기(55)내에 일정수의 탭단자(T)가 정렬되면 전자석(56a), (56b)이 소자되어 상기 정렬용기(55)가 수납부로서의 수납상자(54)내에 잠입하는 상태로 하강하여 그 하단부를 개방함에 따라서 탭단자(T)를 수납상자(54)에 정렬시킨 상태로 수납할 수 있게 된다. 또, 공작물 반전 바아(58)를 반송용 척부재(36)에서 슈우트(52)로의 탭단자(T)의 낙하 궤적 내에 면하는 위치에 변위시키면 탭단자(T)는 그 탭부와 리이드부의 연속 설치부분이 공작물 반전 바아(58)와 맞닿아서 반전하게 되며, 수납 상자(54)내에는 탭단자(T)를 그 탭부가 한쪽을 향한 상태의 것과 이것과는 반대쪽을 향한 상태로 된 것과를 대략 같은수 수납 할 수 있게 되어서 부분적으로 부풀어오른다거나 하는 일이 없이 콤팩트하게 수납 할 수 있도록 된다.The tab terminal T manufactured in this way is released by the
상술한 작업을 순차 반복함에 따라서 연속적으로 탭단자(T)의 제조를 할 수 있게 된다.By sequentially repeating the above operations, it is possible to manufacture the tab terminal T continuously.
그리고, 용접부(W)에서 용접되어서 CP선(2)의 절단을 하기 전에 이재용 척부재(23)로 물려서 CP선(2)이 절단됨에 따라서 탭단자 구성체(3)가 절단 분리됨과 동시에 이재용 척부재(23)을 180°회전운동시킴에 따라 인덱스 테이블(35)에 설치한 반송용 척부재(36)에 이재하여 반송용 척부재(36)에 물린 그대로의 상태에서 프레스부(P)에 반송시켜서 프레스를 하도록 하였으므로 용접부분의 형상과는 관계없이 극히 고속으로, 더욱이 안정한 상태에서 탭단자(T)의 제조를 할 수 있어 그 제조 효율이 현저히 향상한다.Then, before the
또, 용접부(W)와 프레스부 사이에 이재용 척부재(23)를 기재시키도록 하고 있으므로, 용접부(W)에서 프레스부(P)로의 옮겨 싣는 것을 하기 위한 기구가 간략화됨에 따라 장치를 소형화, 콤팩트화 할 수 있도록 된다.Moreover, since the
나아가서, 반송용 척부재(36)로 공작물(3)을 물린 상태 그대로 그 탭구성체(3a)를 성형하도록 되어 있으므로, 고속으로 높은 효율로 탭구성체(3a)의 성형을 할 수 있는 동시에, 탭형성부(3a)를 하부펀치(48)에서 대략 수평으로 되도록 하여 맞닿게 한 상태에서 프레스할 수 있으므로 상하로부터 균일한 가압력을 작용시킬 수 있어서 확실하에 탭형성부(3a)의 중앙부분을 편평하게 되도록 프레스할 수 있도록 되어 고정밀도의 제품을 형성할 수 있게 된다.Furthermore, since the
또한, 리이드부(3b)의 길이가 다른 한 쌍의 탭단자(T1), (T2)를 형성할 필요가 있으나, 길다란 리이드부(3b)를 지닌 탭단자(T1)를 제조하려면 조작핸들(64)을 조작하여 가동유닛(62)을 고정부(61)에서 이간시켜 이것과 함께 레버(15)에 의한 CP선(2)의 이송량을 길게 하고, 또 짧은 리이드부(3b)를 지닌 탭단자(T2)를 제조하려면 조작핸들(55)에 의하여 가동유닛(62)을 고정부(61)에 근접시킴과 동시에 레버(15)에 의한 CP선(2)의 이송량을 짧게 한다. 이에 따라서, 리이드부(3b)의 길이가 바뀌어도 용접부(W)에 의하여 형성되는 탭단자 구성체에 있어서의 탭형성부(3a)의 선단이 일정한 위치까지 송출하게 되어 이재용 척부재(23)에 의한 탭단자 구성체(3)의 척위치는 항상 일정하게 되어, 이 때문에 이재용 척부재(23)을 반전시켜서 탭단자 구성체(3)를 인덱스 테이블(35)에 장착한 반송용 척부재(36)에 옮겨 실었을 때에 탭단자 구성체(3)의 탭형성부(3a)의 위치는 일정하게 된다. 따라서 인덱스 테이블(35)를 회전시켜서 프레스부(P)에까지 반송시켰을 때에 리이드부(3b)의 길이치수가 바뀌어도 탭형성부(3a)를 확실하게 하부펀치(48)의 위치에 배치할 수 있게 된다.In addition, although it is necessary to form a pair of tab terminals T1 and T2 having different lengths of the
그러나, 전술한 바와 같이 가동유닛(62)을 이동시켰을 때에 있어서는 용접부(W)를 구성하는 각 작동부재를 구동하는 제1주축(66)과 제2주축(67) 사이에 체인(69)이 감겨서 설치되어 있으며, 이 때문에 체인(69)이 신장하지만 이동량은 탭단자(T1)와 탭단자 (T2)의 길이의 차가 10mm 정도로 좋으므로 그 정도 체인(69)이 신장하여도 격별히 동력의 전달에 지장을 초래하는 일은 없다.However, when the
이상으로 상세히 설명한 바와 같이, 본 발명에 의하면 용접부와 프레스부는 이들 사이에 이재용 척부재를 개재시켜서 유닛화하여 장치 본체에 설치하도록 하였으므로 간단하고 소형인 이재기구에 의하여 탭단자 구성체를 고속으로 또한 안정한 상태에서 옮겨 실을 수 있게 되어 탭단자의 제조 효율이 극히 향상하며, 그 단위시간당의 제조량을 현저하게 향상시킬 수 있게 되었다.As described in detail above, according to the present invention, the welded portion and the press portion are unitized with a chuck member for transfer therebetween so as to be unitized and installed in the apparatus main body. Since it is possible to carry it on, the manufacturing efficiency of the tap terminal is greatly improved, and the production amount per unit time can be remarkably improved.
Claims (8)
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP62063976A JPS63232283A (en) | 1987-03-20 | 1987-03-20 | Manufacturing apparatus for tab terminal |
| JP62-63976 | 1987-03-20 | ||
| JP63976 | 1987-03-20 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR880011839A KR880011839A (en) | 1988-10-31 |
| KR940004944B1 true KR940004944B1 (en) | 1994-06-07 |
Family
ID=13244822
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019880002939A KR940004944B1 (en) | 1987-03-20 | 1988-03-19 | Manufacturing apparatus for tab terminal |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPS63232283A (en) |
| KR (1) | KR940004944B1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101417391B1 (en) * | 2012-11-05 | 2014-07-09 | 세방전지(주) | Strap arrange apparatus of battery |
-
1987
- 1987-03-20 JP JP62063976A patent/JPS63232283A/en active Granted
-
1988
- 1988-03-19 KR KR1019880002939A patent/KR940004944B1/en not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| JPS63232283A (en) | 1988-09-28 |
| JPH0437569B2 (en) | 1992-06-19 |
| KR880011839A (en) | 1988-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4175316A (en) | Wire lead clamping mechanism for wire lead production apparatus | |
| US4164808A (en) | Apparatus for producing sets of accurately and identically sized wire leads | |
| US4166315A (en) | Wire gathering mechanism for wire lead production apparatus | |
| GB1118861A (en) | Wire cutting and stripping machine | |
| US3672025A (en) | Terminal applicator | |
| US2954599A (en) | Lead making apparatus | |
| US4409734A (en) | Harness making apparatus and method | |
| KR940004944B1 (en) | Manufacturing apparatus for tab terminal | |
| EP0131436B1 (en) | Stripping apparatus for stripping coated wire | |
| US3018679A (en) | Apparatus for severing electrical leads from a continuous wire source | |
| US3848316A (en) | Lead wire assembly apparatus | |
| US4217937A (en) | Coil winding machine | |
| US3988092A (en) | Apparatus for making retractile cords | |
| CN210403502U (en) | Full-automatic coil automatic winding machine | |
| EP0278737A1 (en) | Method and apparatus for forming welded rings | |
| SU1191227A1 (en) | Line for manufacturing ribbed bimetallic pipes | |
| JPH0581165B2 (en) | ||
| US3351103A (en) | Apparatus for severing, feeding, and welding a predetermined length of wire | |
| US3704496A (en) | Machine for assembling contact sockets for electrical connections of the plug-and-socket type | |
| US4055033A (en) | Cam operated compression molding apparatus | |
| KR0128800B1 (en) | Process for making cassette spring | |
| CN220880091U (en) | Hemming equipment is used in metalwork processing | |
| JPH06290846A (en) | Device for crimping terminal of electric wire | |
| JP2529917B2 (en) | Ultra-small rectangular coil automatic manufacturing equipment | |
| CN215699604U (en) | Spring fastener processing equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| LAPS | Lapse due to unpaid annual fee |