KR20230023025A - 비-가연성 에어로졸 제공 시스템에서 사용하기 위한 물품 - Google Patents
비-가연성 에어로졸 제공 시스템에서 사용하기 위한 물품 Download PDFInfo
- Publication number
- KR20230023025A KR20230023025A KR1020237001414A KR20237001414A KR20230023025A KR 20230023025 A KR20230023025 A KR 20230023025A KR 1020237001414 A KR1020237001414 A KR 1020237001414A KR 20237001414 A KR20237001414 A KR 20237001414A KR 20230023025 A KR20230023025 A KR 20230023025A
- Authority
- KR
- South Korea
- Prior art keywords
- aerosol
- article
- sheet
- generating material
- tobacco
- Prior art date
Links
Images




Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/12—Chemical features of tobacco products or tobacco substitutes of reconstituted tobacco
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/18—Treatment of tobacco products or tobacco substitutes
- A24B15/28—Treatment of tobacco products or tobacco substitutes by chemical substances
- A24B15/281—Treatment of tobacco products or tobacco substitutes by chemical substances the action of the chemical substances being delayed
- A24B15/283—Treatment of tobacco products or tobacco substitutes by chemical substances the action of the chemical substances being delayed by encapsulation of the chemical substances
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B3/00—Preparing tobacco in the factory
- A24B3/14—Forming reconstituted tobacco products, e.g. wrapper materials, sheets, imitation leaves, rods, cakes; Forms of such products
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/002—Cigars; Cigarettes with additives, e.g. for flavouring
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
- A24D1/025—Cigars; Cigarettes with special covers the covers having material applied to defined areas, e.g. bands for reducing the ignition propensity
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
- A24D1/027—Cigars; Cigarettes with special covers with ventilating means, e.g. perforations
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/20—Cigarettes specially adapted for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0204—Preliminary operations before the filter rod forming process, e.g. crimping, blooming
- A24D3/0212—Applying additives to filter materials
- A24D3/0216—Applying additives to filter materials the additive being in the form of capsules, beads or the like
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0275—Manufacture of tobacco smoke filters for filters with special features
- A24D3/0279—Manufacture of tobacco smoke filters for filters with special features with tubes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/04—Tobacco smoke filters characterised by their shape or structure
- A24D3/043—Tobacco smoke filters characterised by their shape or structure with ventilation means, e.g. air dilution
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/04—Tobacco smoke filters characterised by their shape or structure
- A24D3/048—Tobacco smoke filters characterised by their shape or structure containing additives
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/06—Use of materials for tobacco smoke filters
- A24D3/061—Use of materials for tobacco smoke filters containing additives entrapped within capsules, sponge-like material or the like, for further release upon smoking
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/06—Use of materials for tobacco smoke filters
- A24D3/062—Use of materials for tobacco smoke filters characterised by structural features
- A24D3/063—Use of materials for tobacco smoke filters characterised by structural features of the fibers
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/20—Devices using solid inhalable precursors
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
Abstract
비-가연성 에어로졸 제공 시스템에서 사용하기 위한 물품은 에어로졸 생성 재료의 공급원 및/또는 에어로졸 생성 재료의 공급원을 수용하기 위한 공동, 및 하류 섹션을 포함하고, 하류 섹션은 에어로졸 생성 재료의 공급원 및/또는 상기 공동의 원위 단부로부터 약 28 mm 내지 약 38 mm 사이의 위치에서 캡슐을 포함한다. 물품을 포함하는 비-가연성 에어로졸 제공 시스템이 또한 설명된다.
Description
본 발명은 비-가연성 에어로졸 제공 시스템에서 사용하기 위한 물품 및 비-가연성 에어로졸 제공 시스템에 관한 것이다.
특정 담배 산업 제품들은 사용 동안 에어로졸을 생성하며, 이는 사용자에 의해 흡입된다. 예컨대, 담배 가열 디바이스들은 담배와 같은 에어로졸 생성 기재를 가열하여 기재를 태우지는 않지만 가열함으로써 에어로졸을 형성한다. 그러한 담배 산업 제품들은 일반적으로 에어로졸이 통과하여 사용자의 입에 도달하는 마우스피스들을 포함한다.
본원에서 설명된 일부 구현예들에 따르면, 제1 양태에서, 비-가연성 에어로졸 제공 시스템에서 사용하기 위한 물품이 제공되며, 물품은 셀룰로스계 재료를 포함하는 래핑 재료에 의해 둘러싸인 에어로졸 생성 구성요소를 포함하며, 상기 셀룰로스계 재료는 제곱미터당 약 40 그램 초과의 평량(basis weight)을 갖는다.
본원에서 설명된 일부 구현예들에 따르면, 제2 양태에서, 비-가연성 에어로졸 제공 시스템에서 사용하기 위한 물품이 제공되며, 물품은 에어로졸 생성 재료의 로드를 포함하는 에어로졸 생성 구성요소를 포함하며, 상기 에어로졸 생성 재료의 로드는 30 mm 미만의 길이를 갖고 제1 래핑(wrapping) 재료로 래핑되고, 상기 에어로졸 생성 재료의 로드는 에어로졸 생성 재료의 로드 위로 적어도 부분적으로 연장되는 외부 래핑 재료로 래핑된다(wrapped).
본원에서 설명된 일부 구현예들에 따르면, 제3 양태에서, 비-가연성 에어로졸 제공 디바이스, 및 제1, 또는 제2 양태에 따른 물품을 포함하는 비-가연성 에어로졸 제공 시스템이 제공된다.
본 발명의 구현예들은 이제 단지 예로서, 첨부 도면들을 참조하여 설명될 것이다.
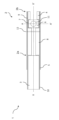
도 1a는 비-가연성 에어로졸 제공 디바이스와 함께 사용하기 위한 물품의 측단면도이며, 물품은 캡슐 함유 마우스피스를 포함한다.
도 1b는 도 1a에 도시된 캡슐-함유 마우스피스의 단면도이다.
도 2는 비-가연성 에어로졸 제공 디바이스의 단면도이다.
도 3은 도 3에 도시된 에어로졸 제공 디바이스의 하우징 내의 구성요소들의 간략화된 개략도이다.
도 4는 도 1에 도시된 물품이 디바이스에 삽입된, 도 2에 도시된 비-가연성 에어로졸 제공 디바이스의 단면도이다.
도 1a는 비-가연성 에어로졸 제공 디바이스와 함께 사용하기 위한 물품의 측단면도이며, 물품은 캡슐 함유 마우스피스를 포함한다.
도 1b는 도 1a에 도시된 캡슐-함유 마우스피스의 단면도이다.
도 2는 비-가연성 에어로졸 제공 디바이스의 단면도이다.
도 3은 도 3에 도시된 에어로졸 제공 디바이스의 하우징 내의 구성요소들의 간략화된 개략도이다.
도 4는 도 1에 도시된 물품이 디바이스에 삽입된, 도 2에 도시된 비-가연성 에어로졸 제공 디바이스의 단면도이다.
본원에서 사용되는 바와 같이, 용어 "전달 시스템"은 적어도 하나의 물질을 사용자에게 전달하는 시스템들을 포함하는 것으로 의도되며, 다음을 포함한다:
가연성 에어로졸 제공 시스템(combustible aerosol provision system)들, 이를테면, 시가렛(cigarette)들, 시가릴로(cigarillo)들, 시가(cigar)들, 및 파이프(pipe)들용, 손으로 만(roll-your-own) 또는 직접 만드는(make-your-own) 시가렛들용 담배(담배, 담배 파생품들, 팽화 담배, 재생 담배, 담배 대용품들 또는 다른 흡연 가능 재료에 기반하는지 여부);
에어로졸 생성 재료를 연소시키지 않고 에어로졸 생성 재료로부터 화합물들을 방출시키는 비-가연성 에어로졸 제공 시스템들, 이를테면, 에어로졸 생성 재료들의 조합을 사용하여 에어로졸을 생성하기 위한 전자 시가렛들, 담배 가열 제품들, 및 하이브리드 시스템(hybrid system)들; 및
로젠지(lozenge)들, 검(gum)들, 패치(patch)들, 흡입 가능한 분말들을 포함하는 물품들, 및 스누스(snus) 및 모이스트 스너프(moist snuff)를 포함하는 경구 담배와 같은 경구 제품들을 포함하나 이에 제한되지 않는, 에어로졸을 형성하지 않고 적어도 하나의 물질을 경구, 비강, 경피 또는 다른 방법으로 사용자에게 전달하는, 에어로졸 비함유 전달 시스템들(여기서, 적어도 하나의 물질은 니코틴(nicotine)을 포함할 수 있거나 포함하지 않을 수 있음).
본 개시내용에 따르면, "비-가연성" 에어로졸 제공 시스템은 에어로졸 제공 시스템(또는 그 구성요소)의 구성성분인 에어로졸 생성 재료가 사용자에게로의 적어도 하나의 물질의 전달을 용이하게 하기 위해 연소되거나 또는 태워지지 않는 것이다.
일부 구현예들에서, 전달 시스템은 동력(powered) 비-가연성 에어로졸 제공 시스템과 같은 비-가연성 에어로졸 제공 시스템이다.
일부 구현예들에서, 비-가연성 에어로졸 제공 시스템은 베이핑 디바이스(vaping device) 또는 전자 니코틴 전달 시스템(END)으로도 알려져 있는 전자 시가렛일 수 있으며, 에어로졸 생성 재료에 니코틴이 존재하는 것은 필수 조건이 아니라는 점이 유의된다.
일부 구현예들에서, 비-가연성 에어로졸 제공 시스템은 비연소식(heat-not-burn) 가열 시스템으로도 알려진 에어로졸 생성 재료 가열 시스템이다. 이러한 시스템의 예는 담배 가열 시스템이다.
일부 구현예들에서, 비-가연성 에어로졸 제공 시스템은 에어로졸 생성 재료들의 조합을 사용하여 에어로졸을 생성하기 위한 하이브리드 시스템이며, 이들 중 하나 또는 복수 개의 재료가 가열될 수 있다. 에어로졸 생성 재료들 각각은, 예컨대, 고체, 액체 또는 겔의 형태일 수 있고, 니코틴을 함유할 수 있거나 함유하지 않을 수 있다. 일부 구현예들에서, 하이브리드 시스템은 액체 또는 겔 에어로졸 생성 재료 및 고체 에어로졸 생성 재료를 포함한다. 고체 에어로졸 생성 재료는, 예컨대, 담배 또는 비-담배 제품을 포함할 수 있다.
전형적으로, 비-가연성 에어로졸 제공 시스템은 비-가연성 에어로졸 제공 디바이스 및 비-가연성 에어로졸 제공 디바이스와 함께 사용하기 위한 소모품을 포함할 수 있다.
일부 구현예들에서, 본 개시내용은 에어로졸 생성 재료를 포함하고 비-가연성 에어로졸 제공 디바이스들과 함께 사용되도록 구성된 소모품들에 관한 것이다. 이들 소모품들은 때때로 본 개시내용을 통해 물품들로 지칭된다.
본원에서 사용되는 용어들 '상류' 및 '하류'는 사용 중인 물품 또는 디바이스를 통해 끌어당겨지는 주류(mainstream) 에어로졸의 방향에 관련하여 정의된 상대적인 용어들이다.
일부 구현예들에서, 비-가연성 에어로졸 제공 시스템, 이를테면 이의 비-가연성 에어로졸 제공 디바이스는 전원 및 제어기를 포함할 수 있다. 전원은 예컨대 전기 전원(electric power source) 또는 발열 전원(exothermic power source)일 수 있다. 일부 구현예들에서, 발열 전원은 열 형태의 전력을 발열 전원에 근접한 에어로졸 생성 재료 또는 열 전달 재료에 분배하기 위해 에너지를 공급받을 수 있는 탄소 기재를 포함할 수 있다.
일부 구현예들에서, 비-가연성 에어로졸 제공 시스템은 소모품을 수용하기 위한 영역, 에어로졸 생성기, 에어로졸 생성 영역, 하우징, 마우스피스, 필터 및/또는 에어로졸 개질제를 포함할 수 있다.
일부 구현예들에서, 비-가연성 에어로졸 제공 디바이스와 함께 사용하기 위한 소모품은 에어로졸 생성 재료, 에어로졸 생성 구성요소, 에어로졸 생성 재료 저장 영역, 마우스피스, 에어로졸 생성 재료 전달 구성요소, 에어로졸 생성기, 에어로졸 생성 영역, 하우징, 래퍼(wrapper), 필터, 마우스피스, 및/또는 에어로졸 개질제를 포함할 수 있다.
일부 구현예들에서, 전달될 물질은 에어로졸 생성 재료 또는 에어로졸화되도록 의도되지 않은 재료일 수 있다. 적절한 경우, 두 재료는 하나 이상의 활성 성분들, 하나 이상의 향미들, 하나 이상의 에어로졸 형성제 재료들, 및/또는 하나 이상의 기능성 재료들을 포함할 수 있다.
일부 구현예들에서, 전달될 물질은 활성 물질을 포함한다.
본원에서 사용되는 바와 같은 활성 물질은 생리학적 활성 재료일 수 있으며, 이는 생리학적 반응을 달성하거나 또는 향상시키도록 의도된 재료이다. 활성 물질은, 예컨대, 기능성 식품들, 누트로픽스(nootropics), 향정신성 약물(psychoactive)들로부터 선택될 수 있다. 활성 물질은 천연 발생 또는 합성으로 수득될 수 있다. 활성 물질은, 예컨대, 니코틴, 카페인, 타우린, 테인, 비타민, 이를테면, B6 또는 B12 또는 C, 멜라토닌, 칸나비노이드들, 또는 이들의 구성성분들, 유도체들, 또는 조합들을 포함할 수 있다. 활성 물질은 담배, 대마초 또는 다른 보태니컬(botanical)의 하나 이상의 구성성분들, 유도체들 또는 추출물들을 포함할 수 있다.
일부 구현예들에서, 활성 물질은 니코틴을 포함한다. 일부 구현예들에서, 활성 물질은 카페인, 멜라토닌 또는 비타민 B12를 포함한다.
본원에 언급된 바와 같이, 활성 물질은 하나 이상의 보태니컬들 또는 이의 구성성분들, 유도체들 또는 추출물들을 포함하거나 이들로부터 유래될 수 있다. 본원에서 사용되는 바와 같이, 용어 "보태니컬"은 추출물들, 잎들, 나무 껍질, 섬유들, 줄기들, 뿌리들, 종자들, 꽃들, 과일들, 꽃가루, 껍질들, 껍데기들 등을 포함한(그러나, 이에 제한되지 않음), 식물(plant)들로부터 유도되는 임의의 재료를 포함한다. 대안적으로, 재료는 합성으로 획득되는, 보태니컬에 자연적으로 존재하는 활성 화합물을 포함할 수 있다. 재료는 액체, 기체, 고체, 분말, 먼지, 분쇄된 입자들, 과립들, 알갱이들, 조각들, 스트립들, 시트들 등의 형태일 수 있다. 예시적인 보태니컬들에는 담배, 유칼립투스, 팔각, 대마, 코코아, 대마초, 회향, 레몬그라스, 페퍼민트, 스피어민트, 루이보스, 카모마일, 아마, 생강, 은행, 개암, 히비스커스, 월계수, 감초, 말차, 마테, 오렌지 스킨, 파파야, 장미, 세이지, 녹차 또는 홍차와 같은 차, 타임, 정향, 계피, 커피, 아니시드(아니스), 바질, 월계수 잎, 카다몬, 고수풀, 커민, 육두구, 오레가노, 파프리카, 로즈마리, 사프란, 라벤더, 레몬 껍질, 민트, 주니퍼, 엘더플라워, 바닐라, 윈터그린, 소엽, 강황, 심황, 백단향, 고수, 베르가못, 오렌지 꽃, 머틀, 카시스, 발레리안, 피멘토, 메이스, 데미안, 마조람, 올리브, 레몬 밤, 레몬 바질, 골파, 카르비, 버베나, 타라곤, 제라늄, 뽕나무, 인삼, 테아닌, 테아크린, 마카, 아슈와간다, 다미아나, 구아라나, 엽록소, 바오밥 또는 이들의 임의의 조합이 있다. 민트는 다음 민트 품종들 중에서 선택될 수 있다: 멘타 아벤시스(Mentha arvensis), 멘타 씨.브이.(Mentha c.v.), 멘타 닐리아카(Mentha nilaca), 멘타 피페리타(Mentha piperita), 멘타 피페리타 시트라타 씨.브이.(Mentha piperita citrata c.v.), 멘타 피페리타 씨.브이.(Mentha piperita c.v.), 멘타 스피카타 크리스파(Mentha spicata crispa), 멘타 코르디폴리아(Mentha cordifolia), 멘타 롱기폴리아(Mentha longifolia), 멘타 수아베오렌스 바리에가타(Mentha suaveolens variegata), 멘타 풀레지움(Mentha pulegium), 멘타 스피카타 씨.브이(Mentha spicata c.v.) 및 멘타 수아베오렌스(Mentha suaveolens).
일부 구현예들에서, 활성 물질은 하나 이상의 보태니컬들 또는 이의 구성성분들, 유도체들 또는 추출물들을 포함하거나 이들로부터 유래되고, 보태니컬은 담배이다.
일부 구현예들에서, 활성 물질은 하나 이상의 보태니컬들 또는 이의 구성성분들, 유도체들 또는 추출물들을 포함하거나 이들로부터 유래되고, 보태니컬은 유칼립투스, 팔각, 코코아 및 대마로부터 선택된다.
일부 구현예들에서, 활성 물질은 하나 이상의 보태니컬들 또는 이의 구성성분들, 유도체들 또는 추출물들을 포함하거나 이들로부터 유래되고, 보태니컬은 루이보스 및 회향으로부터 선택된다.
일부 구현예들에서, 전달될 물질은 향미를 포함한다.
본원에서 사용되는 바와 같이, 용어 "향미(flavour)" 및 "향미제(flavourant)"는, 지역 규정(local regulation)들이 허용한다면, 성인 소비자들을 위해 제품에서 원하는 맛(taste) 또는 향(aroma)을 생성하는데 사용될 수 있는 재료들을 지칭한다. "향미" 및 "향미제"는 자연적으로 발생하는 향미 재료들, 보태니컬들, 보태니컬 추출물들, 합성하여 획득된 재료들, 또는 이들의 조합들(예컨대, 담배, 대마초, 감초, 수국, 유제놀, 일본 흰 나무 껍질 목련 잎, 카모마일, 호로 파, 정향, 단풍 나무, 말차, 멘톨, 일본 민트, 아니시드(아니스), 계피, 심황, 인도 향신료, 아시아 향신료, 허브, 윈터그린, 체리, 베리, 레드 베리, 크랜베리, 복숭아, 사과, 오렌지, 망고, 클레멘타인, 레몬, 라임, 열대 과일, 파파야, 대황, 포도, 두리안, 용과, 오이, 블루베리, 뽕나무, 감귤류, 드람브이, 버번, 스카치, 위스키, 진, 데킬라, 럼, 스피어민트, 페퍼민트, 라벤더, 알로에 베라, 카다몬, 셀러리, 카스카릴라, 육두구, 샌달우드, 베르가못, 제라늄, 카트, 나스와르, 빈랑, 시샤, 소나무, 허니 에센스, 로즈 오일, 바닐라, 레몬 오일, 오렌지 오일, 오렌지 블라썸, 벚꽃, 계수 나무, 캐러웨이, 코냑, 자스민, 일랑-일랑, 세이지, 회향, 와사비, 고추, 생강, 고수풀, 커피, 대마, 박하속의 임의의 종으로부터의 민트 오일, 유칼립투스, 팔각, 코코아, 레몬그라스, 루이보스, 아마, 은행 나무, 헤이즐, 히비스커스, 로렐, 메이트, 오렌지 스킨, 장미, 녹차 또는 홍차와 같은 차, 백리향, 주니퍼, 엘더플라워, 바질, 베이 잎, 커민, 오레가노, 파프리카, 로즈마리, 사프란, 레몬 껍질, 민트, 소엽, 강황, 고수풀, 머틀, 카시스, 발레리안, 피멘토, 메이스, 데미안, 마조람, 올리브, 레몬 밤, 레몬 바질, 골파, 카르비, 버베나, 타라곤, 리모넨, 티몰, 캄펜), 향미 증강제들, 쓴맛 수용체 부위 차단제들, 감각 수용체 부위 활성화제 또는 자극제들, 당류들 및/또는 당 대용물들(예컨대, 수크랄로스, 아세설팜 칼륨, 아스파탐, 사카린, 시클라메이트들, 락토오스, 자당, 포도당, 과당, 소르비톨 또는 만니톨), 및 목탄, 엽록소, 미네랄들, 보태니컬들 또는 입냄새 제거제들과 같은 다른 첨가제들을 포함할 수 있다. 이들은 인조(imitation), 합성 또는 천연 구성성분들 또는 이들의 혼합물들일 수 있다. 이들은 임의의 적합한 형태, 예컨대 오일과 같은 액체, 분말과 같은 고체, 또는 기체일 수 있다.
일부 구현예들에서, 향미는 멘톨, 스피어민트 및/또는 페퍼민트를 포함한다. 일부 구현예들에서, 향미는 오이, 블루베리, 감귤류 및/또는 레드베리의 향미 성분들을 포함한다. 일부 구현예들에서, 향미는 유제놀을 포함한다. 일부 구현예들에서, 향미는 담배로부터 추출된 향미 성분들을 포함한다. 일부 구현예들에서, 향미는 대마초로부터 추출된 향미 성분들을 포함한다.
일부 구현예들에서, 향미는 향기 또는 미각 신경에 부가하거나 이를 대신하여 제5 뇌 신경(삼차 신경)의 자극에 의해 일반적으로 화학적으로 유발되고 인지되는 체성 감각을 달성하도록 의도되는 감각제를 포함할 수 있으며, 이들은 가온(heating), 감온(cooling), 따끔거림, 마비 효과를 제공하는 제제들을 포함할 수 있다. 적합한 가온 효과제는 바닐릴 에틸 에테르일 수 있으나 이에 제한되지 않으며, 적합한 감온제는 유칼립톨, WS-3일 수 있으나 이에 제한되지 않는다.
에어로졸 생성 재료는, 예컨대, 임의의 다른 방식으로 가열, 조사 또는 에너지가 공급될 때, 에어로졸을 생성시킬 수 있는 재료이다. 에어로졸 생성 재료는, 활성 물질 및/또는 향미제들을 함유할 수 있거나 함유하지 않을 수 있는 고체, 액체 또는 겔의 형태일 수 있다. 에어로졸 생성 재료는 에어로졸 생성 시스템에서 사용하기 위해 물품에 포함될 수 있다.
본원에서 사용되는 바와 같이, 용어 "담배 재료"는 담배 또는 이의 파생물들 또는 대체물들을 포함하는 임의의 재료를 지칭한다. 담배 재료는 임의의 적합한 형태일 수 있다. 용어 "담배 재료"는 담배, 담배 파생품들, 팽화 담배, 재생 담배 또는 담배 대용품들 중 하나 이상을 포함할 수 있다. 담배 재료는 분쇄 담배, 담배 섬유, 대담배, 압출 담배, 담배 줄기, 담배 라미나, 재생 담배 및/또는 담배 추출물 중 하나 이상을 포함할 수 있다.
소모품은 에어로졸 생성 재료를 포함하거나 이로 구성된 물품이며, 이의 일부 또는 전부는 사용자에 의해 사용되는 동안 소비되도록 의도된다. 소모품은 에어로졸 생성 재료 저장 영역, 에어로졸 생성 재료 전달 구성요소, 에어로졸 생성 영역, 하우징, 래퍼, 마우스피스, 필터 및/또는 에어로졸 개질제와 같은 하나 이상의 다른 구성요소들을 포함할 수 있다. 소모품은 또한 에어로졸 생성 재료가 사용 중에 에어로졸을 생성하도록 열을 방출하는 가열기와 같은 에어로졸 생성기를 포함할 수 있다. 가열기는, 예컨대, 가연성 재료, 전기 전도에 의해 가열 가능한 재료, 또는 서셉터(susceptor)를 포함할 수 있다.
서셉터는 교번 자기장과 같은 다양한 자기장의 침투에 의해 가열될 수 있는 재료이다. 서셉터는 전기 전도성 재료일 수 있으므로, 가변 자기장에 의한 이의 침투는 가열 재료의 유도 가열을 야기한다. 가열 재료는 자성 재료일 수 있으므로, 가변 자기장에 의한 가열 재료의 침투는 가열 재료의 자기 히스테리시스 가열(magnetic hysteresis heating)을 야기한다. 서셉터는 전기 전도성 및 자성 둘 모두를 가질 수 있으므로, 서셉터는 가열 메커니즘들 둘 모두에 의해 가열될 수 있다. 가변 자기장을 생성시키도록 구성된 디바이스는 본원에서 자기장 발생기로 지칭된다.
에어로졸 개질제는, 예컨대, 에어로졸의 맛, 향미, 산도 또는 다른 특성을 변화시킴으로써 생성된 에어로졸을 개질시키도록 구성된, 전형적으로 에어로졸 생성 영역의 하류에 위치한 물질이다. 에어로졸 개질제는 에어로졸 개질제를 선택적으로 방출하도록 작동 가능한 에어로졸 개질제 방출 성분으로 제공될 수 있다.
에어로졸 개질제는, 예컨대, 첨가제 또는 흡수제일 수 있다. 에어로졸 개질제는, 예컨대, 향미제, 착색제, 물, 및 탄소 흡착제 중 하나 이상을 포함할 수 있다. 에어로졸 개질제는, 예컨대, 고체, 액체, 또는 겔일 수 있다. 에어로졸 개질제는 분말, 스레드(thread) 또는 과립 형태일 수 있다. 에어로졸 개질제는 여과 재료를 함유하지 않을 수 있다.
에어로졸 생성기는 에어로졸 생성 재료로부터 에어로졸이 생성되게 하도록 구성된 장치이다. 일부 구현예들에서, 에어로졸 생성기는 에어로졸 생성 재료로부터 하나 이상의 휘발물질들을 방출하여 에어로졸을 형성하도록 에어로졸 생성 재료에 열 에너지를 가하도록 구성된 가열기이다. 일부 구현예들에서, 에어로졸 생성기는 에어로졸이 가열 없이 에어로졸 생성 재료로부터 생성되게 하도록 구성된다. 예컨대, 에어로졸 생성기는 에어로졸 생성 재료에 진동, 증가된 압력, 또는 정전기 에너지 중 하나 이상을 가하도록 구성될 수 있다.
본원에서 설명된 필라멘트 토우 재료는 셀룰로스 아세테이트 섬유 토우(cellulose acetate fibre tow)를 포함할 수 있다. 필라멘트 토우는 또한 폴리비닐 알코올(polyvinyl alcohol)(PVOH), 폴리락트산(polylactic acid)(PLA), 폴리카프로락톤(polycaprolactone)(PCL), 폴리(1-4 부탄디올 숙시네이트)(poly(1-4 butanediol succinate))(PBS), 폴리(부틸렌 아디페이트-코-테레프탈레이트)(poly(butylene adipate-co-terephthalate))(PBAT), 전분 기반 재료들, 면, 지방족 폴리에스테르 재료들 및 다당류 중합체들 또는 이들의 조합과 같은, 섬유들을 형성하도록 사용되는 다른 재료들을 사용하여 형성될 수도 있다. 필라멘트 토우는 재료가 셀룰로스 아세테이트 토우인 경우 트리아세틴과 같은 토우에 적합한 가소제로 가소화되거나, 또는 토우는 가소화되지 않을 수 있다. 토우는 'Y' 형상 또는 'X' 형상과 같은 다른 단면, 필라멘트 당 2.5 내지 15 데니어(denier), 예컨대 필라멘트 당 8.0 내지 11.0 데니어의 필라멘트 데니어 값(filamentary denier value)들 및 5,000 내지 50,000, 예컨대 10,000 내지 40,000의 총 데니어 값들을 갖는 섬유들과 같은 임의의 적합한 사양을 가질 수 있다.
본원에서 설명된 도면들에서, 동일한 참조 번호들은 동등한 특징들, 물품들 또는 구성요소들을 예시하기 위해 사용된다.
도 1a는 캡슐-함유 마우스피스(2)를 포함하는 물품(1)의 측면 단면도이다. 도 1b는 도 1a에 도시된 캡슐-함유 마우스피스의 A-A' 라인을 통한 캡슐-함유 마우스피스의 단면도이다.
물품(1)은 마우스피스(2), 및 마우스피스(2)에 연결된 에어로졸 생성 섹션을 포함한다. 본 예에서, 마우스피스(2)는 재료의 바디(6)를 포함하며, 이 재료의 바디(6) 내에 에어로졸 개질제가 본 예에서는 캡슐(11)의 형태로 제공된다. 다른 예들에서, 에어로졸 개질제는 다른 형태들, 예컨대, 재료의 바디(6)에 주입된 재료로 제공될 수 있거나 또는 스레드(thread), 예컨대 또한 재료의 바디(6) 내에 배치될 수 있는 향미제 또는 다른 에어로졸 개질제를 지닌 스레드 상에 제공될 수 있다.
마우스피스(2)는 또한, 에어로졸 생성 재료(3)의 공급원의 바로 하류에 그리고 근처에 포지셔닝된, 냉각 요소로도 지칭되는 냉각 섹션(8)을 포함한다. 본 예에서, 냉각 섹션(8)은 에어로졸 생성 섹션과 인접한 관계에 있다. 재료의 바디(6)는 냉각 섹션(8)의 하류에 포지셔닝된다. 마우스피스(2)는 물품(1)의 마우스 단부에서, 재료의 바디(6)의 하류에 중공 관형 요소(4)를 추가로 포함한다.
캡슐(11)은 파괴 가능한 캡슐, 예컨대, 액체 페이로드(liquid payload)를 둘러싸는 고체의 부서지기 쉬운 쉘을 갖는 캡슐을 포함할 수 있다. 본 예에서, 단일 캡슐(11)이 사용된다. 캡슐(11)은 재료의 바디(6) 내에 완전히 임베딩된다. 즉, 캡슐(11)은 바디(6)를 형성하는 재료에 의해 완전히 둘러싸인다. 다른 예들에서, 복수의 파괴 가능한 캡슐들, 예컨대, 2, 3개 이상의 파괴 가능한 캡슐들이 재료의 바디(6) 내에 배치될 수 있다. 재료의 바디(6)의 길이는 필요한 캡슐들의 수를 수용하도록 증가될 수 있다. 복수의 캡슐들이 사용되는 예들에서, 개별 캡슐들은 서로 동일할 수 있거나, 또는 크기 및/또는 캡슐 페이로드의 면에서 서로 상이할 수 있다. 다른 예들에서, 다수의 재료의 바디들(6)이 제공될 수 있고, 각각의 바디는 하나 이상의 캡슐들을 함유한다.
캡슐(11)은 코어-쉘 구조를 갖는다. 다시 말해서, 캡슐(11)은 액체 제제, 예컨대, 향미제 또는 다른 제제를 캡슐화하는 쉘을 포함하며, 이는 본원에서 설명된 향미제들 또는 에어로졸 개질제들 중 임의의 하나일 수 있다. 캡슐의 쉘은 사용자에 의해 파열되어 향미제 또는 다른 제제를 재료의 바디(6) 내로 방출할 수 있다.
본 예에서, 캡슐(11)은 구형이고 약 3 mm의 직경을 갖는다. 다른 예들에서, 다른 형상들 및 크기들의 캡슐이 사용될 수 있다. 예컨대, 캡슐은 4 mm 미만, 또는 3.5 mm 미만, 또는 3.25 mm 미만의 직경을 가질 수 있다. 대안적인 구현예들에서, 캡슐은 약 3.25 mm 초과, 예컨대 3.5 mm 초과, 또는 4 mm 초과의 직경을 가질 수 있다. 캡슐(11)의 총 중량은 약 10 mg 내지 약 50 mg의 범위일 수 있다.
바람직하게는, 재료의 바디(6)의 길이는 약 15 mm 미만이다. 더욱 바람직하게는, 재료의 바디(6)의 길이는 약 12 mm 미만이다. 부가하여, 또는 대안으로서, 재료의 바디(6)의 길이는 적어도 약 5 mm이다. 바람직하게는, 재료의 바디(6)의 길이는 적어도 약 8 mm이다. 일부 바람직한 구현예들에서, 재료의 바디(6)의 길이는 약 5 mm 내지 약 15 mm, 더욱 바람직하게는 약 6 mm 내지 약 12 mm, 더욱 더 바람직하게는 약 6 mm 내지 약 12 mm, 가장 바람직하게는 약 6 mm, 7 mm, 8 mm, 9 mm 또는 10 mm이다. 본 예에서, 재료의 바디(6)의 길이는 10 mm이다.
본 예에서, 캡슐(11)은 재료의 바디(6) 내에서 종방향으로 중앙 포지션(position)에 위치된다. 즉, 캡슐(11)은, 캡슐(11)의 중심이 재료의 바디(6)의 각각의 단부로부터 5 mm가 되도록 포지셔닝된다(positioned). 본 예에서, 캡슐의 중심은 물품(1)의 상류 단부로부터 36 mm에 포지셔닝된다. 바람직하게는, 캡슐은, 캡슐의 중심이, 물품(1)의 상류 단부로부터 28 mm 내지 38 mm, 더욱 바람직하게는, 물품(1)의 상류 단부로부터 34 mm 내지 38 mm에 포지셔닝되도록 포지셔닝된다. 본 예에서, 캡슐의 중심은 마우스피스의 하류 단부(2b)로부터 12 mm에 포지셔닝된다. 이 포지션에 캡슐을 제공하는 것은, 사용 중에 가열되는 물품의 에어로졸 생성 섹션에 대한 캡슐의 근접도로 인해, 또한 에어로졸 생성 섹션으로부터 충분히 멀리 떨어져 있는 것으로 인해, 캡슐 내용물들의 개선된 휘발을 초래하며, 에어로졸 생성 섹션은 사용자가 캡슐에 용이하게 접근하여 자신의 손가락들로 캡슐을 파열시키는 것을 가능하게 하기 위해, 사용 중에, 에어로졸 제공 시스템에 삽입된다.
다른 예들에서, 캡슐(11)은 재료의 바디(6)에서 종방향 중심 포지션 이외의 포지션, 즉, 재료의 바디(6)의 상류 단부보다 하류 단부에 더 가깝거나, 또는 재료의 바디(6)의 하류 단부보다 상류 단부에 더 가깝게 위치될 수 있다.
재료의 바디(6)는 제1 플러그 랩(7)으로 래핑된다. 본 예에서, 제1 플러그 랩(7)은 플러그 랩의 재료가 캡슐(11)의 액체 페이로드에 대해 실질적으로 불침투성으로 만들기 위해 배리어 코팅을 포함한다. 대안적으로 또는 부가하여, 제2 플러그 랩(9) 및/또는 티핑 종이(5)는 플러그 랩 및/또는 티핑 종이의 재료를 캡슐(11)의 액체 페이로드에 대해 실질적으로 불침투성으로 만들기 위한 배리어 코팅을 포함할 수 있다.
바람직하게는, 제1 플러그 랩(7)은 50 gsm 미만, 더욱 바람직하게는 약 20 gsm 내지 40 gsm의 평량을 갖는다. 바람직하게는, 제1 플러그 랩(7)은 30 ㎛ 내지 60 ㎛, 더욱 바람직하게는 35 ㎛ 내지 45 ㎛의 두께를 갖는다. 바람직하게는, 제1 플러그 랩(7)은, 예컨대 100 Coresta 단위 미만, 예컨대, 50 Coresta 단위 미만의 투과성을 갖는 비-다공성 플러그 랩이다. 그러나, 다른 구현예들에서, 제1 플러그 랩(7)은, 예컨대 200 Coresta 단위 초과의 투과성을 갖는 다공성 플러그 랩일 수 있다.
본 예에서, 재료의 바디(6)는 필라멘트 토우로부터 형성된다. 본 예에서, 재료의 바디(6)에 사용되는 토우는 5의 d.p.f.(denier per filament) 및 25,000의 총 데니어를 갖는다. 본 구현예에서, 토우는 가소화된 셀룰로스 아세테이트 토우를 포함한다. 토우에 사용되는 가소제는 토우의 약 9 중량%를 차지한다. 본 구현예에서, 가소제는 트리아세틴이다. 다른 예들에서는, 재료의 바디(6)를 형성하기 위해 상이한 재료들이 사용될 수 있다. 예컨대, 토우보다는, 바디(6)는 예컨대, 시가렛들에 사용되는 것으로 알려진 종이 필터들과 유사한 방식으로 종이로부터 형성될 수 있다. 예컨대, 종이 또는 다른 셀룰로스계 재료는, 접혀서 그리고/또는 크림핑되어 바디(6)를 형성하는 시트 재료의 하나 이상의 부분들로서 제공될 수 있다. 시트 재료는 15 gsm 내지 60 gsm, 예컨대 20 내지 50 gsm의 평량을 가질 수 있다. 시트 재료는, 예컨대, 15 내지 25 gsm, 25 내지 30 gsm, 30 내지 40 gsm, 40 내지 45 gsm, 및 45 내지 50 gsm의 범위들 중 임의의 범위의 평량을 가질 수 있다. 부가적으로 또는 대안적으로, 시트 재료는 50 mm 내지 200 mm, 예컨대 60 mm 내지 150 mm, 또는 80 mm 내지 150 mm의 폭을 가질 수 있다. 예컨대, 시트 재료는 20 내지 50 gsm의 평량 및 80 mm 내지 150 mm의 폭을 가질 수 있다. 이는, 예컨대, 셀룰로스계 바디들이 본원에서 설명된 바와 같은 치수들을 갖는 물품에 대해 적절한 압력 강하들을 갖는 것을 가능하게 할 수 있다.
대안적으로, 바디(6)는 셀룰로스 아세테이트 이외의 토우들, 예컨대, 폴리락트산(PLA), 필라멘트 토우에 대해 본원에서 설명된 다른 재료들 또는 유사한 재료들로부터 형성될 수 있다. 토우는 바람직하게는 셀룰로스 아세테이트로부터 형성된다. 토우는, 셀룰로스 아세테이트로부터 형성되든 아니면 다른 재료들로부터 형성되든, 바람직하게는 적어도 5의 d.p.f.를 갖는다. 바람직하게는, 충분히 균일한 재료의 바디(6)를 달성하기 위해, 토우는 12 d.p.f. 이하, 바람직하게는 11 d.p.f. 이하, 및 더욱 더 바람직하게는 10 d.p.f. 이하의 필라멘트당 데니어를 갖는다.
재료의 바디(6)를 형성하는 토우의 총 데니어는 바람직하게는 최대 30,000, 더욱 바람직하게는 최대 28,000, 및 더욱 더 바람직하게는 최대 25,000이다. 이 총 데니어 값들은 감소된 비율의 마우스피스(2)의 단면적을 차지하는 토우를 제공하며 이는 더 높은 총 데니어 값들을 갖는 토우들보다 마우스피스(2)에 걸쳐 더 낮은 압력 강하를 초래한다. 재료의 바디(6)의 적절한 견고성을 위해, 토우는 바람직하게는 적어도 8,000, 및 더욱 바람직하게는 적어도 10,000의 총 데니어를 갖는다. 바람직하게는, 필라멘트당 데니어는 5 내지 12이고, 총 데니어는 10,000 내지 25,000이다. 바람직하게는 토우의 필라멘트들의 단면 형상은 'Y' 형상이지만, 다른 구현예들에서, 본원에서 제공된 바와 동일한 d.p.f. 및 총 데니어 값들을 갖는, 'X' 형상 필라멘트들과 같은 다른 형상들이 사용될 수 있다.
바디(6)를 형성하는 데 사용되는 재료에 관계없이, 바디(6)에 걸친 압력 강하는, 예컨대, 바디(6)의 길이 1 mm당 0.3 내지 5 mmWG, 예컨대, 바디(6)의 길이 1 mm당 0.5 mmWG 내지 2 mmWG일 수 있다. 예컨대, 압력 강하는 0.5 내지 1 mmWG/mm 길이, 1 내지 1.5 mmWG/mm 길이 또는 1.5 내지 2 mmWG/mm 길이일 수 있다. 바디(6)에 걸친 총 압력 강하는, 예컨대, 3 mmWG 내지 8 mWG, 또는 4 mmWG 내지 7 mmWG일 수 있다. 바디(6)에 걸친 총 압력 강하는 약 5, 6 또는 7 mmWG일 수 있다.
물품은 물품을 통해 흡인되는 에어로졸의 약 10%의 통기 레벨(ventilation level)을 갖는다. 대안적인 구현예들에서, 물품은 물품을 통해 흡인된 에어로졸의 1% 내지 20%, 예컨대 1% 내지 12%의 통기 레벨을 가질 수 있다.
이러한 레벨들에서의 통기는, 에어로졸 냉각 프로세스를 보조하면서, 마우스 단부(2b)에서 사용자에 의해 흡입되는 에어로졸의 일관성을 증가시키는 것을 돕는다. 통기는 물품(1)의 마우스피스(2) 내에 직접 제공된다. 본 예에서, 통기는 냉각 섹션(8) 내에 제공되며, 이는 에어로졸 생성 프로세스를 보조하는 데 특히 유익한 것으로 밝혀졌다. 통기는, 본 경우에, 마우스피스(2)의 하류의 마우스-단부(2b)로부터 13 mm에 포지셔닝된, 레이저 천공들의 단일 행으로서 형성되는 천공들(12)을 통해 제공된다. 대안적인 구현예들에서, 통기 천공들의 2개 이상의 행들이 제공될 수 있다. 이러한 천공들은 티핑 종이(5), 제2 플러그 랩(9) 및 냉각 섹션(8)을 통과한다. 대안적인 구현예들에서, 통기는 다른 위치들에서 마우스피스 내로, 예컨대 재료의 바디(6) 또는 제1 관형 요소(4) 내로 제공될 수 있다. 바람직하게는, 물품은, 천공들이 물품(1)의 상류 단부로부터 약 28 mm 이하, 바람직하게는 물품(1)의 상류 단부로부터 20 mm 내지 28 mm에 제공되도록 구성된다. 본 예에서, 애퍼처(aperture)들은 물품의 상류 단부로부터 약 25 mm에 제공된다.
바람직하게는, 마우스피스(2)는, 캡슐(11) 및 통기 홀들(12)이 마우스피스(2)에서 서로 종방향으로 오프셋되도록 구성된다. 예컨대, 통기 홀들(12)은 캡슐 포지션의 바로 상류에, 즉 캡슐 포지션의 약 1 mm 내지 약 10 mm의 상류에 제공될 수 있다.
본 예에서, 에어로졸 생성 섹션은 에어로졸 생성 재료(3)의 원통형 로드 형태의 에어로졸 생성 재료의 공급원을 포함한다. 다른 예들에서, 에어로졸 생성 섹션은 에어로졸 생성 재료의 공급원을 수용하기 위한 공동을 포함할 수 있다. 에어로졸 생성 재료는 에어로졸 생성 재료의 복수의 스트랜드(strand)들 또는 스트립(strip)들을 포함할 수 있다. 예컨대, 에어로졸 생성 재료는, 본원에서 아래에서 설명되는 바와 같이, 에어로졸화 가능한 재료의 복수의 스트랜드들 또는 스트립들 및/또는 비정질 고체의 복수의 스트랜드들 또는 스트립들을 포함할 수 있다. 일부 구현예들에서, 에어로졸 생성 재료는 에어로졸화 가능한 재료의 복수의 스트랜드들 또는 스트립들로 구성된다. 에어로졸 생성 재료는 크림핑되지 않는다(uncrimped). 대안적인 구현예들에서, 에어로졸 생성 재료는 크림핑될(crimped) 수 있다.
본 예에서, 에어로졸 생성 재료(3)의 원통형 로드는 에어로졸 생성 재료의 복수의 스트랜드들 및/또는 스트립들을 포함하고, 래퍼(10)에 의해 둘러싸인다.
에어로졸 생성 재료의 복수의 스트랜드들 또는 스트립들은 이들의 종방향 치수가 물품(1)의 종축(X-X')과 평행하게 정렬되도록 에어로졸 생성 섹션 내에 정렬될 수 있다. 대안적으로, 스트랜드들 또는 스트립들은 일반적으로, 정렬된 이들의 종방향 치수가 물품의 종축을 가로지르도록 배열될 수 있다.
적어도 약 10%, 20%, 30%, 40%, 50%, 60%, 70%, 80%, 90% 또는 95%의 복수의 스트랜드들 또는 스트립들은 이들의 종방향 치수가 물품의 종축과 평행하게 정렬되도록 배열될 수 있다. 스트랜드들 또는 스트립들의 대부분은, 이들의 종방향 치수들이 물품의 종축과 평행하게 정렬되도록 배열될 수 있다. 일부 구현예들에서, 약 95% 내지 약 100%의 복수의 스트랜드들 또는 스트립들은, 복수의 스트랜드들 또는 스트립들의 종방향 치수가 물품의 종축과 평행하게 정렬되도록 배열된다. 일부 구현예들에서, 실질적으로 모든 스트랜드들 또는 스트립들은 그들의 종방향 치수가 물품의 에어로졸 생성 섹션의 종축과 평행하게 정렬되도록 에어로졸 생성 섹션에 배열된다.
본 발명자들은, 대부분의 스트랜드들 또는 스트립들이 그들의 종축이 물품의 에어로졸 생성 섹션의 종축과 평행하도록 에어로졸 생성 섹션에 배열되는 경우, 에어로졸 생성기를 에어로졸 생성 재료에 삽입하는 데 필요한 힘은 비교적 낮을 수 있음을 발견하였다. 이는 사용하기 더 용이한 물품을 초래할 수 있다.
사용 중에, 에어로졸 생성 섹션은 약 15 내지 약 40 mm H2O의 압력 강하를 나타낼 수 있다. 일부 구현예들에서, 에어로졸 생성 섹션은 에어로졸 생성 섹션에 걸쳐 약 15 내지 약 30 mm H2O의 압력 강하를 나타낸다.
에어로졸 생성 재료는 에어로졸 생성 섹션 내에서 약 400 mg/㎤ 내지 약 900 mg/㎤의 패킹 밀도(packing density)를 가질 수 있다. 이보다 더 높은 패킹 밀도는 에어로졸 제공 디바이스의 에어로졸 생성기를 에어로졸 생성 재료에 삽입하고 압력 강하를 증가시키는 것을 어렵게 할 수 있다. 400 mg/㎤ 미만의 패킹 밀도는 물품의 강성을 감소시킬 수 있다. 또한, 패킹 밀도가 너무 낮으면, 에어로졸 생성 재료는 에어로졸 제공의 에어로졸 생성기를 효과적으로 파지하지 못할 수 있다.
에어로졸 생성 섹션의 적어도 약 70%의 체적은 에어로졸 생성 재료로 채워진다. 일부 구현예들에서, 약 75% 내지 약 85%의 공동 체적이 에어로졸 생성 재료로 채워진다.
본 예에서, 에어로졸 생성 재료(3)의 로드는 약 22.7 mm의 원주를 갖는다. 대안적인 구현예들에서, 에어로졸 생성 재료(3)의 로드는 임의의 적합한 원주, 예컨대 약 20 mm 내지 약 26 mm를 가질 수 있다.
물품(1)은 에어로졸 생성 섹션으로의 삽입을 위한 에어로졸 생성기를 포함하는 비-가연성 에어로졸 제공 디바이스에서 사용하도록 구성된다. 본 예에서, 에어로졸 생성기는 가열기이며, 물품은 에어로졸 생성 재료의 로드에 에어로졸 생성기를 수용하도록 구성된다.
본 구현예에서, 에어로졸 생성 재료의 로드를 둘러싸는 래퍼(10)는 제곱미터당 약 40 그램 초과의 평량을 갖는 셀룰로스계 재료를 포함한다. 예컨대, 셀룰로스계 재료는 약 40 gsm 내지 약 70 gsm의 범위의 평량을 가질 수 있다. 본 발명자들은 유리하게, 그러한 평량들이 에어로졸 생성 재료의 로드에 개선된 강성을 제공한다는 것을 발견하였다. 본 예에서, 래퍼(10)는 종이(paper) 래퍼를 포함한다.
약 40 gsm 초과의 평량을 갖는 래퍼들에 의해 제공되는 개선된 강성은, 에어로졸 생성 재료(3)의 로드를 예컨대 물품이 디바이스에 삽입되고 그리고/또는 열 발생기가 물품에 삽입될 때 사용 중에 물품이 받는 힘들 하에서의 구김(crumpling) 또는 다른 변형에 대해 더 내성이 있게 할 수 있다. 증가된 강성을 갖는 에어로졸 생성 재료의 로드를 제공하는 것은, 에어로졸 생성 재료의 종방향으로 정렬된 스트랜드들 또는 스트립들이, 스트랜드들 또는 스트립들이 정렬되지 않을 때보다 에어로졸 생성 재료의 로드에 더 적은 강성을 제공할 수 있기 때문에, 에어로졸 생성 재료의 복수의 스트랜드들 또는 스트립들의 종방향 치수가 종축과 평행하게 정렬되도록 에어로졸 생성 섹션 내에 정렬되는 경우 유익할 수 있다. 에어로졸 생성 재료의 로드의 개선된 강성은 물품이 사용 중에 물품이 받는 증가된 힘들을 견딜 수 있게 한다.
다른 구현예들에서, 래퍼(10)는 선택적으로, 래퍼의 재료를 실질적으로 수분 불침투성으로 만들기 위한 배리어 코팅을 포함한다. 예컨대, 래퍼(10) 상에 제공된 알루미늄 포일의 층은 에어로졸 생성 재료(3) 내의 에어로졸의 형성을 향상시키는 데 특히 효과적인 것으로 밝혀졌다. 예컨대, 약 4 ㎛ 내지 16 ㎛, 예컨대 약 6 ㎛의 두께를 갖는 알루미늄 포일의 층이 래퍼 상에 제공될 수 있다. 알루미늄 이외의 금속 층들 또는 포일도 사용될 수 있다. 래퍼의 총 두께는 바람직하게는 20 ㎛ 내지 90 ㎛, 더욱 바람직하게는 30 ㎛ 내지 60 ㎛이며, 이는 적절한 구조적 무결성 및 열 전달 특성들을 갖는 래퍼를 제공할 수 있다. 래퍼가 파손되기 전에 래퍼에 적용될 수 있는 인장력은 3,000 그램 힘 초과, 예컨대 3,000 내지 10,000 그램 힘 또는 3,000 내지 4,500 그램 힘일 수 있다.
본 예에서, 래퍼(10)는 또한 공기에 대해 실질적으로 불침투성이다. 대안적인 구현예들에서, 래퍼(10)는 바람직하게는 100 Coresta 단위 미만, 더욱 바람직하게는 60 Coresta 단위 미만의 투과성을 갖는다. 예컨대, 100 Coresta 단위 미만, 더욱 바람직하게는 60 Coresta 단위 미만의 투자율을 갖는 낮은 투과성 래퍼들이 에어로졸 생성 재료(3)의 에어로졸 형성을 개선하는 것으로 밝혀졌다. 이론으로 국한시키려는 것은 아니지만, 이는, 래퍼(10)를 통한 에어로졸 화합물들의 감소된 손실 때문인 것으로 가정된다. 래퍼(10)의 투과성은 담배 종이들, 필터 플러그 랩 및 필터 접합 종이로서 사용되는 재료들에 대한 공기 투과성의 결정에 관한 ISO 2965:2009에 따라 측정될 수 있다.
티핑 종이(tipping paper)(5)는 마우스피스(2)의 전체 길이 주위에 그리고 에어로졸 생성 재료의 로드(3)의 부분 위에 래핑되고, 마우스피스(2)와 로드(3)를 연결하기 위해 그 내부 표면에 접착제를 갖는다. 본 예에서, 에어로졸 생성 재료(3)의 로드는 제1 래핑 재료를 형성하는 래퍼(10)로 래핑되고, 티핑 종이(5)는 에어로졸 생성 재료(3)의 로드 위로 적어도 부분적으로 연장되는 외부 래핑 재료를 형성하여 마우스피스(2)와 로드(3)를 연결한다. 일부 예들에서, 티핑 종이는 에어로졸 생성 재료의 로드 위로 부분적으로만 연장될 수 있다.
본 예에서, 티핑 종이(5)는 마우스피스(2)와 로드(3) 사이에 안전한 부착을 제공하기 위해, 에어로졸 생성 재료(3)의 로드 위로 5 mm 연장되지만, 대안적으로, 로드(3) 위로 3 mm 내지 10 mm 또는 4 mm 내지 6 mm 연장될 수 있다. 티핑 종이는 20 gsm 초과의 평량, 예컨대 25 gsm 초과, 또는 바람직하게는 30 gsm 초과, 예컨대 37 gsm의 평량을 가질 수 있다. 이러한 범위들의 평량들은 물품(1) 주위를 래핑하고 종이 상의 종방향 랩 시임(lap seam)을 따라 자체 부착하기에 충분히 가요성이면서 허용되는 인장 강도를 갖는 티핑 종이를 초래하는 것으로 밝혀졌다. 본 예에서, 마우스피스(2) 주위를 래핑하면, 티핑 종이(5)의 외측 원주는 약 23 mm이다.
냉각 섹션(8)은 약 1 mm 내지 약 4 mm, 예컨대 약 2 mm 내지 약 4 mm의 내경을 갖는 중공 채널을 포함한다. 본 예에서, 중공 채널은 약 3 mm의 내경을 갖는다. 중공 채널은 냉각 섹션(8)의 전체 길이를 따라 연장된다. 본 예에서, 냉각 섹션(8)은 단일 중공 채널을 포함한다. 대안적인 구현예들에서, 냉각 섹션은 다수의 채널들, 예컨대 2개, 3개 또는 4개의 채널들을 포함할 수 있다. 본 예에서, 단일 중공 채널은 실질적으로 원통형이지만, 대안적인 구현예들에서는, 다른 채널 기하학적 구조들/단면들이 사용될 수 있다. 중공 채널은, 냉각 섹션(8) 내로 흡인된 에어로졸이 팽창되어 냉각될 수 있는 공간을 제공할 수 있다. 모든 구현예들에서, 냉각 섹션은, 사용 중에, 중공 채널(들)의 단면적을 제한하여, 냉각 섹션 내로의 담배의 변위를 제한하도록 구성된다.
에어로졸 생성기가 에어로졸 생성 재료(3)의 로드에 삽입될 때, 에어로졸 생성 재료의 스트랜드들 및/또는 스트립들은 냉각 섹션(8) 내로 종방향으로 변위될 수 있다. 본 발명자들은, 에어로졸 생성 재료의 공급원에 바로 인접하게 그리고 이 범위의 직경을 갖는 내부 채널을 포함하는 냉각 섹션(8)을 제공하는 것이, 에어로졸 생성기가 에어로졸 생성 재료의 로드 내에 삽입될 때 에어로졸 생성 재료의 스트랜드들 및/또는 스트립들의 종방향 변위를 유리하게 감소시킨다는 것을 발견하였다. 본 발명자들은, 사용 중에 에어로졸 생성 재료의 변위를 감소시키는 것이 유리하게는, 로드의 길이를 따라 그리고/또는 공동 내에서 에어로졸 생성 재료의 보다 일관된 패킹 밀도를 초래할 수 있으며, 이는 보다 일관된 및 개선된 에어로졸 생성을 야기할 수 있다는 것을 발견하였다.
에어로졸 생성 재료의 로드(3) 및 냉각 섹션(8)은 각각, 도 1에서 라인 X-X'로 표시된, 물품(1)의 종축에 수직으로 측정된 단면적을 갖는다. 냉각 섹션은, 냉각 섹션의 단면적의 최대 백분율이 하나 이상의 중공 채널에 의해, 예컨대 단면적의 약 45% 미만, 단면적의 약 32% 미만, 또는 약 단면적의 25%가 점유되도록 구성된다. 본 예에서, 냉각 섹션의 단면적의 약 31%가 중공 채널에 의해 점유된다. 부가적으로 또는 대안적으로, 냉각 섹션의 단면적의 적어도 약 4%, 또는 적어도 약 6%, 또는 적어도 약 8%가 중공 채널에 의해 점유될 수 있다. 일부 예들에서, 냉각 섹션의 단면적의 4% 내지 32%가 중공 채널에 의해 점유된다. 표 1은 냉각 섹션 직경들의 범위에 대해 3 또는 3.9 mm의 내경의 중공 채널에 의해 점유되는 냉각 섹션 단면적의 예시적인 백분율들을 제공한다. 이 계산의 목적을 위해, 냉각 섹션의 단면적은 티핑 종이가 적용되지 않은 냉각 섹션의 직경에 기반하여 계산되고, 측정은 에어로졸 생성 섹션에 직접 접하는 냉각 섹션의 치수들에 기반한다.

표 1
냉각 섹션(8)은 바람직하게는 예컨대 캘리퍼를 사용하여 측정될 수 있는 반경 방향의 벽 두께를 갖는다. 냉각 섹션의 주어진 외경에 대해, 냉각 섹션(8)의 벽 두께는 냉각 섹션(8)의 벽들에 의해 둘러싸인 공동에 대한 내경을 규정한다. 냉각 섹션(8)은 적어도 약 1.5 mm 내지 최대 약 2 mm의 벽 두께를 가질 수 있다. 본 예에서, 냉각 섹션(8)은 약 1.5 mm의 벽 두께를 갖는다. 본 발명자들은 유리하게는, 이 범위 내의 벽 두께를 갖는 냉각 섹션(8)을 제공하는 것이, 에어로졸 생성기가 물품에 삽입될 때 에어로졸 생성 재료의 스트랜드들 및/또는 스트립들의 종방향 변위를 감소시킴으로써, 사용 중에, 에어로졸 생성 섹션에서의 에어로졸 생성 재료의 공급원의 보유력을 개선한다는 것을 발견하였다.
냉각 섹션(8)은 필라멘트 토우(filamentary tow)로부터 형성된다. 냉각 섹션(8)을 형성하기 위해, 버티드 시임(butted seam)들로 평행하게 감긴 복수의 종이 층들; 또는 나선형으로 감긴 종이 층들, 판지 튜브들, 파피에 마세( ) 타입 프로세스를 사용하여 형성된 튜브들, 성형 또는 압출 플라스틱 튜브들 등과 같은 다른 구성들이 사용될 수 있다. 냉각 섹션(8)은, 제조 동안 그리고 물품(1)이 사용되는 동안 발생할 수 있는 축방향 압축력들 및 굽힘 모멘트들을 견디기에 충분한 강성을 갖도록 제조된다.
) 타입 프로세스를 사용하여 형성된 튜브들, 성형 또는 압출 플라스틱 튜브들 등과 같은 다른 구성들이 사용될 수 있다. 냉각 섹션(8)은, 제조 동안 그리고 물품(1)이 사용되는 동안 발생할 수 있는 축방향 압축력들 및 굽힘 모멘트들을 견디기에 충분한 강성을 갖도록 제조된다.
냉각 섹션(8)의 벽 재료는, 에어로졸 생성 재료(3)에 의해 생성된 에어로졸의 적어도 90%가 냉각 섹션(8)의 벽 재료를 통과하기보다는 하나 이상의 중공 채널들을 종방향으로 통과하도록 비교적 비-다공성일 수 있다. 예컨대, 에어로졸 생성 재료(3)에 의해 생성된 에어로졸의 적어도 92% 또는 적어도 95%는 하나 이상의 중공 채널들을 종방향으로 통과할 수 있다.
냉각 섹션(8)을 형성하는 필라멘트 토우는 바람직하게는 45,000 미만, 더욱 바람직하게는 42,000 미만의 총 데니어를 갖는다. 이러한 총 데니어는 너무 조밀하지 않은 냉각 섹션(8)의 형성을 가능하게 하는 것으로 밝혀졌다. 바람직하게는, 총 데니어는 적어도 20,000, 더욱 바람직하게는 적어도 25,000이다. 바람직한 구현예들에서, 냉각 섹션(8)을 형성하는 필라멘트 토우는 25,000 내지 45,000, 더욱 바람직하게는 35,000 내지 45,000의 총 데니어를 갖는다. 바람직하게는 토우의 필라멘트들의 단면 형상은 'Y' 형상이지만, 다른 구현예들에서 'X' 형상의 필라멘트들과 같은 다른 형상들이 사용될 수 있다.
냉각 섹션(8)을 형성하는 필라멘트 토우는 바람직하게는 3 초과의 필라멘트당 데니어를 갖는다. 이 필라멘트당 데니어는 너무 조밀하지 않은 관형 요소(4)의 형성을 가능하게 하는 것으로 밝혀졌다. 바람직하게는, 필라멘트당 데니어는 적어도 4, 더욱 바람직하게는 적어도 5이다. 바람직한 구현예들에서, 중공 관형 요소(4)를 형성하는 필라멘트 토우는 4 내지 10, 더욱 바람직하게는 4 내지 9의 필라멘트당 데니어를 갖는다. 일 예에서, 냉각 섹션(8)을 형성하는 필라멘트 토우는 셀룰로스 아세테이트로부터 형성되고 18% 가소제, 예컨대 트리아세틴을 포함하는 8Y40,000 토우를 갖는다.
바람직하게는, 냉각 섹션(8)을 형성하는 재료의 밀도는 적어도 약 0.20 g/cc(grams per cubic centimeter), 더욱 바람직하게는 적어도 약 0.25 g/cc이다. 바람직하게는, 냉각 섹션(8)을 형성하는 재료의 밀도는 약 0.80 g/cc(grams per cubic centimeter) 미만, 더욱 바람직하게는 0.6 g/cc 미만이다. 일부 구현예들에서, 냉각 섹션(8)을 형성하는 재료의 밀도는 0.20 내지 0.8 g/cc, 더욱 바람직하게는 0.3 내지 0.6 g/cc, 또는 0.4 g/cc 내지 0.6 g/cc 또는 약 0.5 g/cc이다. 이러한 밀도들은, 더 조밀한 재료에 의해 제공되는 개선된 견고성과 물품의 전체 중량의 최소화 사이의 양호한 균형을 제공하는 것으로 밝혀졌다. 본 발명의 목적들을 위해, 냉각 섹션(8)을 형성하는 재료의 "밀도"는 임의의 가소제가 포함된 요소를 형성하는 임의의 필라멘트 토우의 밀도를 지칭한다. 밀도는 냉각 섹션(8)을 형성하는 재료의 총 중량을 냉각 섹션(8)을 형성하는 재료의 총 체적으로 나눔으로써 결정될 수 있으며, 여기서, 총 체적은 예컨대 캘리퍼스들을 사용하여 취한, 냉각 섹션(8)을 형성하는 재료의 적절한 측정들을 사용하여 계산될 수 있다. 필요한 경우, 적절한 치수들이 현미경을 사용하여 측정될 수 있다.
바람직하게는, 냉각 섹션(8)의 길이는 약 30 mm 미만이다. 더욱 바람직하게는, 냉각 섹션(8)의 길이는 약 25 mm 미만이다. 더욱 더 바람직하게는, 냉각 섹션(8)의 길이는 약 20 mm 미만이다. 부가하여, 또는 대안으로서, 냉각 섹션(8)의 길이는 바람직하게는 적어도 약 10 mm이다. 바람직하게는, 냉각 섹션(8)의 길이는 적어도 약 15 mm이다. 일부 바람직한 구현예들에서, 냉각 섹션(8)의 길이는 약 15 mm 내지 약 20 mm, 더욱 바람직하게는 약 16 mm 내지 약 19 mm이다. 본 예에서, 냉각 섹션(8)의 길이는 19 mm이다.
냉각 섹션(8)은, 냉각 섹션으로서 작용하는 마우스피스(2) 내에 에어 갭(air gap)을 한정하고, 그 주위에 위치한다. 에어 갭은 챔버를 제공하며, 그 챔버를 통해 에어로졸 생성 재료(3)에 의해 생성된 가열된 휘발된 성분들이 유동한다. 냉각 섹션(8)은 에어로졸 축적을 위한 챔버를 제공하도록 중공이지만, 제조 동안 그리고 물품(1)이 사용되는 동안 발생할 수 있는 축방향 압축력들 및 굽힘 모멘트들을 견디기에 충분히 강성이다. 냉각 섹션(8)은 에어로졸 생성 재료(3)와 재료의 바디(6) 사이에 물리적 변위를 제공한다. 냉각 섹션(8)에 의해 제공되는 물리적 변위는 냉각 섹션(8)의 길이에 걸쳐 열 구배를 제공할 수 있다.
바람직하게는, 마우스피스(2)는 110 ㎣보다 큰 내부 체적을 갖는 공동을 포함한다. 적어도 이 체적의 공동을 제공하는 것은 개선된 에어로졸의 형성을 가능하게 하는 것으로 밝혀졌다. 더욱 바람직하게는, 마우스피스(2)는, 에어로졸의 추가의 개선을 가능하게 하는, 110 ㎣ 초과, 그리고 더욱 더 바람직하게는 130 ㎣ 초과의 내부 체적을 갖는, 예컨대 냉각 섹션(8) 내에 형성된 공동을 포함한다. 일부 예들에서, 내부 공동은 약 130 ㎣ 내지 약 230 ㎣, 예컨대 약 134 ㎣ 또는 227 ㎣의 체적을 포함한다.
냉각 섹션(8)은, 냉각 섹션(8)의 제1 상류 단부로 들어가는 가열된 휘발된 성분과 냉각 섹션(8)의 제2 하류 단부에서 빠져나가는 가열된 휘발된 성분 사이에 적어도 40℃의 온도차를 제공하도록 구성될 수 있다. 냉각 섹션(8)은 바람직하게는, 냉각 섹션(8)의 제1 상류 단부로 들어가는 가열된 휘발된 성분과 냉각 섹션(8)의 제2 하류 단부에서 빠져나가는 가열된 휘발된 성분 사이에 적어도 60℃, 바람직하게는 적어도 80℃, 및 더욱 바람직하게는 적어도 100℃의 온도차를 제공하도록 구성될 수 있다. 냉각 섹션(8)의 길이에 걸친 이러한 온도차는 에어로졸 생성 재료(3)가 가열될 때 온도 민감성 재료의 바디(6)를 에어로졸 생성 재료(3)의 높은 온도들로부터 보호한다.
재료의 바디(6) 및 중공 관형 요소(4) 각각은 실질적으로 원통형인 전체 외부 형상을 한정하고, 공통 종축을 공유한다.
도 1에 도시된 바와 같이, 물품(1)의 마우스피스(2)는 에어로졸 생성 재료(3)의 로드에 인접한 상류 단부(2a) 및 에어로졸 생성 재료(3)의 로드로부터 원위의 하류 단부(2b)를 포함한다. 하류 단부(2b)에서, 마우스피스(2)는 필라멘트 토우로부터 형성된 중공 관형 요소(4)를 갖는다. 이는 유리하게는 물품(1")이 사용 중일 때 소비자의 입과 접촉하게 되는 마우스피스의 하류 단부(2b)에서 마우스피스(2)의 외부 표면의 온도를 상당히 감소시키는 것으로 밝혀졌다. 또한, 관형 요소(4)의 사용은 또한 관형 요소(4)의 상류에서도 마우스피스(2)의 외부 표면의 온도를 상당히 감소시키는 것으로 밝혀졌다. 이론으로 국한시키려는 것은 아니지만, 이는 관형 요소(4)가 에어로졸을 마우스피스(2)의 중심에 더 가깝게 보내고, 따라서 에어로졸로부터 마우스피스(2)의 외부 표면으로의 열 전달을 감소시키기 때문인 것으로 추측된다.
중공 관형 요소(4)의 "벽 두께"는 반경 방향에서 튜브(4)의 벽의 두께에 상응한다. 이는 예컨대 캘리퍼를 사용하여 측정될 수 있다. 벽 두께는 유리하게는 0.9 mm 초과, 및 더욱 바람직하게는 1.0 mm 이상이다. 바람직하게는, 벽 두께는 중공 관형 요소(4)의 전체 벽 주위에서 실질적으로 일정하다. 그러나, 벽 두께가 실질적으로 일정하지 않은 경우, 벽 두께는 바람직하게는 중공 관형 요소(4) 주위의 임의의 지점에서 0.9 mm 초과, 더욱 바람직하게는 1.0 mm 이상이다. 본 예에서, 중공 관형 요소(4)의 벽 두께는 약 1.3 mm이다.
바람직하게는, 중공 관형 요소(4)의 길이는 약 20 mm 미만이다. 더욱 바람직하게는, 중공 관형 요소(4)의 길이는 약 15 mm 미만이다. 더욱 더 바람직하게는, 중공 관형 요소(4)의 길이는 약 10 mm 미만이다. 부가하여, 또는 대안으로서, 중공 관형 요소(4)의 길이는 적어도 약 5 mm이다. 바람직하게는, 중공 관형 요소(4)의 길이는 적어도 약 6 mm이다. 일부 바람직한 구현예들에서, 중공 관형 요소(4)의 길이는 약 5 mm 내지 약 20 mm, 더욱 바람직하게는 약 6 mm 내지 약 10 mm, 더욱 더 바람직하게는 약 6 mm 내지 약 8 mm, 가장 바람직하게는 약 6 mm, 7 mm 또는 약 8 mm이다. 본 예에서, 중공 관형 요소(4)의 길이는 7 mm이다.
바람직하게는, 중공 관형 요소(4)의 밀도는 적어도 약 0.25 g/cc(gram per cubic centimetre), 더욱 바람직하게는 적어도 약 0.3 g/cc이다. 바람직하게는, 중공 관형 요소(4)의 밀도는 약 0.75 g/cc(gram per cubic centimetre) 미만, 더욱 바람직하게는 0.6 g/cc 미만이다. 일부 구현예들에서, 중공 관형 요소(4)의 밀도는 0.25 내지 0.75 g/cc, 더욱 바람직하게는 0.3 내지 0.6 g/cc, 및 더욱 바람직하게는 0.4 g/cc 내지 0.6 g/cc 또는 약 0.5 g/cc이다. 이러한 밀도들은 더 조밀한 재료에 의해 제공되는 개선된 견고성 및 저밀도 재료의 더 낮은 열 전달 특성들 사이에 우수한 균형을 제공하는 것으로 밝혀졌다. 본 발명의 목적들을 위해, 중공 관형 요소(4)의 "밀도"는 임의의 가소제가 혼입된 요소를 형성하는 필라멘트 토우의 밀도를 지칭한다. 밀도는 중공 관형 요소(4)의 총 중량을 중공 관형 요소(4)의 총 체적으로 나눔으로써 결정될 수 있으며, 여기서 총 체적은 예컨대 캘리퍼들을 사용하여 취해진, 중공 관형 요소(4)의 적절한 측정들을 사용하여 계산될 수 있다. 필요한 경우, 적절한 치수들이 현미경을 사용하여 측정될 수 있다.
중공 관형 요소(4)를 형성하는 필라멘트 토우는 바람직하게는 45,000 미만, 더욱 바람직하게는 42,000 미만의 총 데니어를 갖는다. 이러한 총 데니어는 너무 조밀하지 않은 관형 요소(4)의 형성을 가능하게 하는 것으로 밝혀졌다. 바람직하게는, 총 데니어는 적어도 20,000, 더욱 바람직하게는 적어도 25,000이다. 바람직한 구현예들에서, 중공 관형 요소(4)를 형성하는 필라멘트 토우는 25,000 내지 45,000, 더욱 바람직하게는 35,000 내지 45,000의 총 데니어를 갖는다. 바람직하게는 토우의 필라멘트들의 단면 형상은 'Y' 형상이지만, 다른 구현예들에서 'X' 형상의 필라멘트들과 같은 다른 형상들이 사용될 수 있다.
중공 관형 요소(4)를 형성하는 필라멘트 토우는 바람직하게는 3 초과의 필라멘트당 데니어를 갖는다. 필라멘트 당 이러한 데니어는 너무 조밀하지 않은 관형 요소(4)의 형성을 가능하게 하는 것으로 밝혀졌다. 바람직하게는, 필라멘트당 데니어는 적어도 4, 더욱 바람직하게는 적어도 5이다. 바람직한 구현예들에서, 중공 관형 요소(4)를 형성하는 필라멘트 토우는 4 내지 10, 더욱 바람직하게는 4 내지 9의 필라멘트당 데니어를 갖는다. 일 예에서, 중공 관형 요소(4)를 형성하는 필라멘트 토우는 셀룰로스 아세테이트로부터 형성되고 18% 가소제, 예컨대, 트리아세틴을 포함하는 7.3Y36,000 토우를 갖는다.
중공 관형 요소(4)는 바람직하게는 3.0 mm 초과의 내경을 갖는다. 이보다 작은 직경들은 마우스피스(2)를 통해 소비자의 입으로 통과하는 에어로졸의 속도를 바람직한 것보다 더 많이 증가시켜, 에어로졸이 너무 따뜻해지게 되어, 예컨대, 40℃ 초과 또는 45℃ 초과의 온도에 도달하게 할 수 있다. 더욱 바람직하게는, 중공 관형 요소(4)는 3.1 mm 초과, 및 더욱 더 바람직하게는 3.5 mm 또는 3.6 mm 초과의 내경을 갖는다. 일 구현예에서, 중공 관형 요소(4)의 내경은 약 4.7 mm이다.
중공 관형 요소(4)는 바람직하게는 15 중량% 내지 22 중량%의 가소제를 포함한다. 셀룰로스 아세테이트 토우의 경우, 가소제는 바람직하게는 트리아세틴이지만, 폴리에틸렌 글리콜(PEG)과 같은 다른 가소제들이 사용될 수 있다. 더욱 바람직하게는, 중공 관형 요소(4)는 16 중량% 내지 20 중량%의 가소제, 예컨대, 약 17 중량%, 약 18 중량% 또는 약 19 중량%의 가소제를 포함한다.
본 예에서, 제1 중공 관형 요소(4), 재료의 바디(6) 및 냉각 섹션(8)은, 3개의 섹션들 모두를 래핑하는 제2 플러그 랩(9)을 사용하여 결합된다. 바람직하게는, 제2 플러그 랩(9)은 50 gsm 미만, 더욱 바람직하게는 약 20 gsm 내지 45 gsm의 평량을 갖는다. 바람직하게는, 제2 플러그 랩(9)은 30 ㎛ 내지 60 ㎛, 더욱 바람직하게는 35 ㎛ 내지 45 ㎛의 두께를 갖는다. 제2 플러그 랩(9)은 바람직하게는, 100 Coresta 단위 미만, 예컨대, 50 Coresta 단위 미만의 투과성을 갖는 비-다공성 플러그 랩이다. 그러나, 대안적인 구현예들에서, 제2 플러그 랩(9)은, 예컨대 200 Coresta 단위 초과의 투과성을 갖는 다공성 플러그 랩일 수 있다.
본 예에서, 물품(1)은 약 23 mm의 외측 원주를 갖는다. 다른 예들에서, 물품은, 예컨대 20 mm 내지 26 mm의 외측 원주를 갖는, 본원에서 설명된 포맷들 중 임의의 포맷으로 제공될 수 있다. 물품이 에어로졸을 방출하기 위해 가열되어야 하기 때문에, 이 범위 내의 더 낮은 외측 원주들, 예컨대 23 mm 미만의 원주들을 갖는 물품들을 사용하여 개선된 가열 효율이 달성될 수 있다. 가열을 통해 개선된 에어로졸을 달성하기 위해, 적합한 제품 길이를 유지하면서, 19 mm 초과의 물품 원주들이 또한 특히 효과적인 것으로 밝혀졌다. 20 mm 내지 24 mm, 및 더욱 바람직하게는 20 mm 내지 23 mm의 원주들을 갖는 물품들은 효율적인 가열을 가능하게 하면서 효과적인 에어로졸 전달을 제공하는 것 사이의 양호한 균형을 제공하는 것으로 밝혀졌다. 에어로졸 생성 재료의 로드(3)는 바람직하게는 약 25 mm 미만, 바람직하게는 약 20 mm 미만, 바람직하게는 약 15 mm 미만의 길이를 갖는다. 본 예에서, 에어로졸 생성 재료의 로드(3)는 약 12 mm의 길이를 갖는다.
에어로졸 생성 재료는 에어로졸화 가능한 재료의 시트 또는 파쇄된 시트를 포함한다. 에어로졸화 가능한 재료는 가열될 때 에어로졸을 생성하도록 배열된다.
시트 또는 파쇄된 시트는 제1 표면, 및 제1 표면 반대편의 제2 표면을 포함한다. 제1 및 제2 표면들의 치수들은 동일하다. 시트 또는 파쇄된 시트의 제1 및 제2 표면들은 임의의 형상을 가질 수 있다. 예컨대, 제1 및 제2 표면들은 정사각형, 직사각형, 장타원형 또는 원형일 수 있다. 불규칙한 형상들이 또한 예상된다.
시트 또는 파쇄된 시트의 제1 및/또는 제2 표면들은 비교적 균일할 수 있거나(예컨대, 이들은 비교적 평활할 수 있음), 이들은 고르지 않거나 불규칙할 수 있다. 예컨대, 시트의 제1 및/또는 제2 표면들은 비교적 거친 표면을 한정하도록 텍스처링될(textured) 수 있거나 또는 패터닝될(patterned) 수 있다. 일부 구현예들에서, 제1 및/또는 제2 표면들은 비교적 거칠다.
제1 및 제2 표면들의 평활도는 다수의 팩터들, 이를테면 시트 또는 파쇄된 시트의 면적 밀도, 에어로졸화 가능한 재료를 구성하는 구성요소들의 성질, 또는 재료의 표면들이 조작되었는지, 예컨대, 재료의 표면들에 패턴(pattern) 또는 텍스처(texture)를 부여하도록 엠보싱, 스코어링되었는지(scored) 또는 다른 방식으로 변경되었는지의 여부에 의해 영향을 받을 수 있다.
제1 및 제2 표면들의 영역들 각각은 제1 치수(예컨대, 폭) 및 제2 치수(예컨대, 길이)에 의해 규정된다. 제1 및 제2 치수들의 측정들은 1:1 또는 1:1 초과의 비율을 가질 수 있고, 따라서 시트 또는 파쇄된 시트는 1:1 또는 1:1 초과의 "종횡비"를 가질 수 있다. 본원에서 사용되는 바와 같이, 용어 "종횡비"는 제1 표면 또는 제2 표면의 제1 치수의 측정치 대 제1 표면 또는 제2 표면의 제2 치수의 측정치의 비율이다. "1:1의 종횡비"는 제1 치수(예컨대, 폭)의 측정치와 제2 치수(예컨대, 길이)의 측정치가 동일하다는 것을 의미한다. 제1 치수(예컨대, 폭)의 측정치 및 제2 치수(예컨대, 길이)의 측정치인 "1:1보다 큰 종횡비"는 상이하다. 일부 구현예들에서, 시트 또는 파쇄된 시트의 제1 및 제2 표면들은 1:1 초과, 이를테면 1:2, 1:3, 1:4, 1:5, 1:6, 1:7 이상의 종횡비를 갖는다.
파쇄된 시트는 에어로졸화 가능한 재료의 하나 이상의 스트랜드들 또는 스트립들을 포함할 수 있다. 일부 구현예들에서, 파쇄된 시트는 에어로졸화 가능한 재료의 복수의(예컨대, 2개 이상)의 스트랜드들 또는 스트립들을 포함한다. 에어로졸화 가능한 재료의 스트랜드들 또는 스트립들은 1:1의 종횡비를 가질 수 있다. 일 구현예에서, 에어로졸화 가능한 재료의 스트랜드들 또는 스트립들은 1:1 초과의 종횡비를 갖는다. 일부 구현예들에서, 에어로졸화 가능한 재료의 스트랜드들 또는 스트립들은 약 1:5 내지 약 1:16, 또는 약 1:5, 1:6, 1:7, 1:8, 1:9, 1:10, 1:11 또는 1:12의 종횡비를 갖는다. 스트랜드들 또는 스트립들의 종횡비가 1:1보다 큰 경우, 스트랜드들 또는 스트립들은 스트랜드 또는 스트립의 제1 단부와 스트랜드 또는 스트립의 제2 단부 사이에서 연장되는, 종방향 치수, 또는 길이를 포함한다.
파쇄된 시트가 재료의 복수의 스트랜드들 또는 스트립들을 포함하는 경우, 각각의 스트랜드 또는 스트립의 치수들은 상이한 스트랜드들 또는 스트립들 사이에서 변할 수 있다. 예컨대, 파쇄된 시트는 제1 집단의 스트랜드들 또는 스트립들 및 제2 집단의 스트랜드들 또는 스트립들을 포함할 수 있으며, 여기서 제1 집단의 스트랜드들 또는 스트립들의 치수들은 제2 집단의 스트랜드들 또는 스트립들의 치수들과 상이하다. 다시 말해서, 복수의 스트랜드들 또는 스트립들은 제1 종횡비를 갖는 스트랜드들 또는 스트립들의 제1 집단 및 제1 종횡비와 상이한 제2 종횡비를 갖는 스트랜드들 또는 스트립들의 제2 집단을 포함할 수 있다.
에어로졸화 가능한 재료의 스트랜드들 또는 스트립들의 제1 치수 또는 절단 폭은 0.9 mm 내지 1.5 mm이다. 본 발명자들은, 0.9 mm 미만의 절단 폭을 갖는 에어로졸화 가능한 재료의 스트랜드들 또는 스트립들이 비-가연성 에어로졸 제공 시스템에서 사용하기 위해 물품에 통합될 때, 물품에 걸친 압력 강하는 물품을 비-가연성 에어로졸 제공 디바이스에서 사용하기에 부적합하게 만드는 레벨로 증가될 수 있다는 것을 발견하였다. 그러나, 스트랜드들 또는 스트립들이 2 mm 초과의(예컨대, 2 mm 보다 큰) 절단 폭을 가지면, 에어로졸화 가능한 재료의 스트랜드들 또는 스트립들을 물품의 제조 동안 그 물품에 삽입하는 것이 어려울 수 있다. 바람직한 구현예에서, 에어로졸화 가능한 재료의 스트랜드들 또는 스트립들의 절단 폭은 약 1 mm 내지 1.5 mm이다.
재료의 스트랜드들 또는 스트립들은 에어로졸화 가능한 재료의 시트를 파쇄함으로써 형성된다. 에어로졸화 가능한 재료의 시트는, 절단 폭에 추가하여, 에어로졸화 가능한 재료의 스트랜드들 또는 스트립들에 대한 절단 길이를 규정하기 위해, 예컨대 크로스-컷(cross-cut) 타입 파쇄 프로세스에서 폭-방향으로 절단될 수 있다. 파쇄된 에어로졸화 가능한 재료의 절단 길이는 바람직하게는, 적어도 5 mm, 예컨대 적어도 10 mm, 또는 적어도 20 mm이다. 파쇄된 에어로졸화 가능한 재료의 절단 길이는 60 mm 미만, 50 mm 미만, 또는 40 mm 미만일 수 있다.
일부 구현예들에서, 에어로졸화 가능한 재료의 복수의 스트랜드들 또는 스트립들이 제공되며, 에어로졸화 가능한 재료의 복수의 스트랜드들 또는 스트립들 중 적어도 하나는 약 10 mm 초과의 길이를 갖는다. 에어로졸화 가능한 재료의 복수의 스트랜드들 또는 스트립들 중 적어도 하나는 대안적으로 또는 부가하여, 약 10 mm 내지 약 60 mm, 또는 약 20 mm 내지 약 50 mm의 길이를 가질 수 있다. 에어로졸화 가능한 재료의 복수의 스트랜드들 또는 스트립들 각각은 약 10 mm 내지 약 60 mm, 또는 약 20 mm 내지 약 50 mm의 길이를 가질 수 있다.
에어로졸화 가능한 재료의 시트 또는 파쇄된 시트는 적어도 약 100 ㎛의 두께를 갖는다. 시트 또는 파쇄된 시트는 적어도 약 120 ㎛, 140 ㎛, 160 ㎛, 180 ㎛ 또는 200 ㎛의 두께를 가질 수 있다. 일부 구현예들에서, 시트 또는 파쇄된 시트는 약 150 ㎛ 내지 약 300 ㎛, 약 151 ㎛ 내지 약 299 ㎛, 약 152 ㎛ 내지 약 298 ㎛, 약 153 ㎛ 내지 약 297 ㎛, 약 154 ㎛ 내지 약 296 ㎛, 약 155 ㎛ 내지 약 295 ㎛, 약 156 ㎛ 내지 약 294 ㎛, 약 157 ㎛ 내지 약 293 ㎛, 약 158 ㎛ 내지 약 292 ㎛, 약 159 ㎛ 내지 약 291 ㎛ 또는 약 160 ㎛ 내지 약 290 ㎛의 두께를 갖는다. 일부 구현예들에서, 시트 또는 파쇄된 시트는 약 170 ㎛ 내지 약 280 ㎛, 약 180 내지 약 270 ㎛, 약 190 내지 약 260 ㎛, 약 200 ㎛ 내지 약 250 ㎛ 또는 약 210 ㎛ 내지 약 240 ㎛의 두께를 갖는다.
시트 또는 파쇄된 시트의 두께는 제1 표면과 제2 표면 사이에서 변할 수 있다. 일부 구현예들에서, 에어로졸화 가능한 재료의 개별적인 스트립 또는 피스(piece)는 개별적인 스트립 또는 피스의 영역에 걸쳐 약 100 ㎛의 최소 두께를 갖는다. 일부 경우들에서, 에어로졸화 가능한 재료의 개별적인 스트립 또는 피스는 개별적인 스트립 또는 피스의 영역에 걸쳐 약 0.05 mm 또는 약 0.1 mm의 최소 두께를 갖는다. 일부 경우들에서, 에어로졸화 가능한 재료의 개별적인 스트립, 스트랜드 또는 피스는 개별적인 스트립, 스트랜드 또는 피스의 영역에 걸쳐 약 1.0 mm의 최대 두께를 갖는다. 일부 경우들에서, 에어로졸화 가능한 재료의 개별적인 스트립 또는 피스는 개별적인 스트립 또는 피스의 영역에 걸쳐 약 0.5 mm 또는 약 0.3 mm의 최대 두께를 갖는다.
시트의 두께는 ISO 534:2011 "Paper and Board-Determination of Thickness"를 사용하여 결정될 수 있다.
본 발명자들은, 에어로졸화 가능한 재료의 시트 또는 파쇄된 시트가 너무 두껍다면, 가열 효율이 손상될 수 있다는 것을 확립하였다. 이는 사용 중 전력 소비, 예컨대 에어로졸화 가능한 재료로부터의 향미의 방출을 위한 전력 소비에 악영향을 미칠 수 있다. 반대로, 에어로졸화 가능한 재료가 너무 얇다면, 제조 및 핸들링이 어려울 수 있으며; 매우 얇은 재료는 주조하기가 더 어려울 수 있고, 사용 중에 깨지기 쉬워 에어로졸 형성을 손상시킬 수 있다.
에어로졸화 가능한 재료의 시트 또는 파쇄된 시트가 너무 얇다면(예컨대, 100 ㎛ 미만), 에어로졸화 가능한 재료가 물품에 포함될 때 에어로졸화 가능한 재료의 충분한 패킹을 달성하기 위해 파쇄된 시트의 절단 폭을 증가시키는 것이 필요할 수 있다. 이전에 논의된 바와 같이, 파쇄된 시트의 절단 폭을 증가시키는 것은 압력 강하를 증가시킬 수 있으며, 이는 바람직하지 않다.
약 100 g/㎡ 내지 약 250 g/㎡의 면적 밀도와 함께, 적어도 약 100 ㎛의 두께를 갖는 시트 또는 파쇄된 시트는, 시트 또는 파쇄된 시트가 제조 동안 찢어지거나, 분할되거나 또는 다른 방식으로 변형되는 경향이 적다고 가정하였다. 적어도 약 100 ㎛의 두께는 시트 또는 파쇄된 시트의 전체 구조적 무결성 및 강도에 긍정적인 영향을 미칠 수 있다. 예컨대, 이는 양호한 인장 강도를 가질 수 있고, 이에 따라, 상대적으로 프로세싱하기 쉬울 수 있다.
시트 또는 파쇄된 시트의 두께는 또한, 면적 밀도와 관계가 있는 것으로 생각된다. 즉, 시트 또는 파쇄된 시트의 두께를 증가시키는 것은 시트 또는 파쇄된 시트의 면적 밀도를 증가시킬 수 있다.
반대로, 시트 또는 파쇄된 시트의 두께를 감소시키는 것은 시트 또는 파쇄된 시트의 면적 밀도를 감소시킬 수 있다. 의심을 피하기 위해, 본원에서 면적 밀도에 대한 참조가 이루어지는 경우, 이는 에어로졸화 가능한 재료의 주어진 스트립, 스트랜드, 피스 또는 시트에 대해 계산된 평균 면적 밀도를 지칭하며, 면적 밀도는 에어로졸화 가능한 재료의 주어진 스트립, 스트랜드, 피스 또는 시트의 표면적 및 중량을 측정함으로써 계산된다.
에어로졸 생성 재료의 시트 또는 파쇄된 시트는 약 100 g/㎡ 내지 약 250 g/㎡의 면적 밀도를 갖는다. 시트 또는 파쇄된 시트는 약 110 g/㎡ 내지 약 240 g/㎡, 약 120 g/㎡ 내지 약 230 g/㎡, 약 130 g/㎡ 내지 약 220 g/㎡ 또는 약 140 g/㎡ 내지 약 210 g/㎡의 면적 밀도를 가질 수 있다. 일부 구현예들에서, 시트 또는 파쇄된 시트는 약 130 g/㎡ 내지 약 190 g/㎡, 약 140 g/㎡ 내지 약 180 g/㎡, 약 150 g/㎡ 내지 약 170 g/㎡의 면적 밀도를 갖는다. 바람직한 구현예에서, 시트 또는 파쇄된 시트는 약 160 g/㎡의 면적 밀도를 갖는다.
약 100 g/㎡ 내지 약 250 g/㎡의 면적 밀도가 시트 또는 파쇄된 시트의 강도 및 가요성에 기여하는 것으로 여겨진다. 또한, 본 발명자들은, 약 180 gsm의 면적 밀도 및 220-230 ㎛의 최소 두께를 갖는 에어로졸화 가능한 재료의 파쇄된 시트를 포함하는 로드가, 비-가연 에어로졸 제공 디바이스에서 가열될 때 로드 내에 원하는 중량(예컨대, 약 300 mg)의 담배 재료를 유지하고 허용 가능한 관능 특성(예컨대, 맛 및 냄새)을 전달하면서 에어로졸화 가능한 재료가 로드 내에 제자리에 유지되도록 패킹될 수 있음을 발견하였다.
시트 또는 파쇄된 시트의 가요성은, 시트 또는 파쇄된 시트의 두께 및 면적 밀도에 적어도 부분적으로 의존하는 것으로 고려된다. 더 두꺼운 시트 또는 파쇄된 시트는 더 얇은 시트 또는 파쇄된 시트보다 덜 가요성일 수 있다. 또한, 시트의 면적 밀도가 클수록, 시트 또는 파쇄된 시트는 가요성이 적다. 본원에서 설명된 에어로졸화 가능한 재료의 결합된 두께 및 면적 밀도는 비교적 가요성인 시트 또는 파쇄된 시트를 제공하는 것으로 생각된다. 에어로졸화 가능한 재료가 비-가연성 에어로졸 제공 디바이스에서 사용하기 위해 물품에 포함될 때, 이 가요성은 다양한 이점들을 발생시킬 수 있다. 예컨대, 스트랜드들 또는 스트립들은 에어로졸 생성 재료 내로 에어로졸 생성기가 삽입될 때 쉽게 변형되고 휘어질 수 있어서, 에어로졸 생성기(예컨대, 가열기)의 재료 내로의 삽입을 가능하게 하고, 또한 에어로졸화 가능한 재료에 의한 에어로졸 생성기의 보유력을 개선할 수 있다.
본 발명자들은, 에어로졸 생성 재료의 시트 또는 파쇄된 시트의 면적 밀도가 시트 또는 파쇄된 시트의 제1 및 제2 표면들의 거칠기에 영향을 미친다는 것을 발견하였다. 면적 밀도를 변경함으로써, 제1 및/또는 제2 표면들의 거칠기가 맞춰질 수 있다.
에어로졸 생성 재료의 시트 또는 파쇄된 시트의 평균 체적 밀도는 시트의 두께 및 시트의 면적 밀도로부터 계산될 수 있다. 평균 체적 밀도는 약 0.2 g/㎤, 약 0.3 g/㎤ 또는 약 0.4 g/㎤ 초과일 수 있다. 일부 구현예들에서, 평균 체적 밀도는 약 0.2 g/㎤ 내지 약 1 g/㎤, 약 0.3 g/㎤ 내지 약 0.9 g/㎤, 약 0.4 g/㎤ 내지 약 0.9 g/㎤, 약 0.5 g/㎤ 내지 약 0.9 g/㎤ 또는 약 0.6 g/㎤ 내지 약 0.9 g/㎤이다.
본 개시내용의 양태에 따르면, 담배 재료, 에어로졸 형성제(aerosol-former) 재료 및 결합제를 포함하는, 에어로졸화 가능한 재료의 시트 또는 파쇄된 시트를 포함하는 에어로졸 생성 재료가 제공되며, 시트 또는 파쇄된 시트는 약 0.4 g/㎤ 초과의 밀도를 갖는다. 일부 구현예들에서, 밀도는 약 0.4 g/㎤ 내지 약 2.9 g/㎤, 약 0.4 g/㎤ 내지 약 1 g/㎤, 약 0.6 ㎤ 내지 약 1.6 ㎤ 또는 약 1.6 ㎤ 내지 약 2.9 ㎤이다.
시트 또는 파쇄된 시트는 적어도 4 N/15 mm의 인장 강도를 가질 수 있다.
본 발명자들은, 시트 또는 파쇄된 시트가 4 N/15 mm 미만의 인장 강도를 갖는 경우, 시트 또는 파쇄된 시트가 이 시트 또는 파쇄된 시트의 제조 및/또는 비-가연성 에어로졸 제공 시스템에서의 사용을 위한 물품으로의 후속 포함 동안 찢어지거나, 파손되거나 또는 달리 변형되기 쉽다는 것을 발견하였다. 인장 강도는 ISO 1924:2008을 사용하여 측정될 수 있다.
에어로졸 생성 재료는 담배 재료를 포함한다. 에어로졸화 가능한 재료의 시트 또는 파쇄된 시트는 담배 재료를 포함한다.
담배 재료는 미립자 또는 입상 재료일 수 있다. 일부 구현예들에서, 담배 재료는 분말이다. 대안적으로 또는 부가하여, 담배 재료는 담배의 스트립들, 스트랜드들 또는 섬유들을 포함할 수 있다. 예컨대, 담배 재료는 담배의 입자들, 과립들, 섬유들, 스트립들 및/또는 스트랜드들을 포함할 수 있다. 일부 구현예들에서, 담배 재료는 담배 재료의 입자들 또는 과립들로 구성된다.
담배 재료의 밀도는, 더 낮은 밀도들, 예컨대 900 mg/cc 미만의 밀도들을 갖는 재료를 통해 열이 전도되는 속도에 영향을 미쳐서, 재료를 통해 더 느리게 열을 전도하고, 따라서 에어로졸의 더 지속적인 방출을 가능하게 한다.
담배 재료는 약 900 mg/cc 미만의 밀도를 갖는 재생 담배 재료, 예컨대 종이 재생 담배 재료를 포함할 수 있다. 예컨대, 에어로졸 생성 재료는 약 800 mg/cc 미만의 밀도를 갖는 재생 담배 재료를 포함한다. 대안적으로 또는 부가하여, 에어로졸 생성 재료는 적어도 350 mg/cc의 밀도를 갖는 재생 담배 재료를 포함할 수 있다.
재생 담배 재료는 파쇄된 시트의 형태로 제공될 수 있다. 재생 담배 재료의 시트는 임의의 적합한 두께를 가질 수 있다. 재생 담배 재료는 적어도 약 0.145 mm, 예컨대 적어도 약 0.15 mm, 또는 적어도 약 0.16 mm의 두께를 가질 수 있다. 재생 담배 재료는 약 0.30 mm 또는 0.25 mm의 최대 두께를 가질 수 있으며, 예컨대, 재생 담배 재료의 두께는 약 0.22 mm 미만 또는 약 0.2 mm 미만일 수 있다. 일부 구현예들에서, 재생 담배 재료는 0.175 mm 내지 0.195 mm 범위의 평균 두께를 가질 수 있다.
일부 구현예들에서, 담배는 미립자 담배 재료이다. 미립자 담배 재료의 각각의 입자는 최대 치수를 가질 수 있다. 본원에서 사용되는 바와 같이, 용어 "최대 치수"는, 담배의 입자 또는 입자 표면 상의 임의의 지점으로부터 동일한 담배의 입자 또는 입자 표면 상의 임의의 다른 표면 지점까지의 최장 직선 거리를 지칭한다. 미립자 담배 재료의 입자의 최대 치수는 주사 전자 현미경(scanning electron microscopy; SEM)을 사용하여 측정될 수 있다.
담배 재료의 각각의 입자의 최대 치수는 최대 약 200 ㎛일 수 있다. 일부 구현예들에서, 담배 재료의 각각의 입자의 최대 치수는 최대 약 150 ㎛이다.
담배 재료의 입자들의 집단은 적어도 약 100 ㎛의 입자 크기 분포(D90)를 가질 수 있다. 일부 구현예들에서, 담배 재료의 입자들의 집단은 약 110 ㎛, 적어도 약 120 ㎛, 적어도 약 130 ㎛, 적어도 약 140 ㎛ 또는 적어도 약 ㎛의 입자 크기 분포(D90)를 갖는다. 일 구현예에서, 담배 재료의 입자들의 집단은 약 150 ㎛의 입자 크기 분포(D90)를 갖는다. 시브 분석은 또한, 담배 재료의 입자들의 입자 크기 분포를 결정하는 데 사용될 수 있다.
적어도 약 100 ㎛의 입자 크기 분포(D90)가 에어로졸화 가능한 재료의 시트 또는 파쇄된 시트의 인장 강도에 기여하는 것으로 생각된다.
본 발명자들은, 100 ㎛ 미만의 입자 크기 분포(D90)가 양호한 인장 강도를 갖는 에어로졸화 가능한 재료의 시트 또는 파쇄된 시트를 제공한다는 것을 발견하였다. 그러나, 시트 또는 파쇄된 시트에 그러한 미세 입자들의 담배 재료를 포함시키는 것은 시트 또는 파쇄된 시트의 밀도를 증가시킬 수 있다. 시트 또는 파쇄된 시트가 비-가연성 에어로졸 제공 시스템에서 사용하기 위해 물품에 포함될 때, 이 더 높은 밀도는 담배 재료의 충전-값(fill-value)을 감소시킬 수 있다. 유리하게는, 본 발명자들은, 입자 크기 분포(D90)가 적어도 약 100 ㎛인 경우, 만족스러운 인장 강도와 적합한 밀도(그리고 그에 따른 충전-값) 사이의 균형이 달성될 수 있다는 것을 발견하였다.
미립자 담배 재료의 입자 크기는 또한, 에어로졸 생성 재료의 시트 또는 파쇄된 시트의 거칠기에 영향을 미칠 수 있다. 비교적 큰 입자들의 담배 재료를 포함시킴으로써 에어로졸 생성 재료의 시트 또는 파쇄된 시트를 형성하는 것이 에어로졸 생성 재료의 시트 또는 파쇄된 시트의 밀도를 감소시키는 것으로 가정된다.
담배 재료는 담배 식물의 임의의 부분으로부터 얻어진 담배를 포함할 수 있다. 일부 구현예들에서, 담배 재료는 담배 잎을 포함한다.
시트 또는 파쇄된 시트는 5 중량% 내지 약 90 중량%의 담배 잎을 포함할 수 있다.
담배 재료는 라미나(lamina) 담배 및/또는 담배 줄기, 이를테면 주맥 줄기(midrib stem)를 포함할 수 있다. 라미나 담배는 시트 또는 파쇄된 시트 및/또는 담배 재료의 0 중량% 내지 약 100 중량%, 약 20 중량% 내지 약 100 중량%, 약 40 중량% 내지 약 100 중량%, 약 40 중량% 내지 약 95 중량%, 약 45 중량% 내지 약 90 중량%, 약 50 중량% 내지 약 85 중량% 또는 약 55 중량% 내지 약 80 중량%의 양으로 존재할 수 있다. 일부 구현예들에서, 담배 재료는 라미나 담배 재료로 구성되거나 이를 필수적 요소로 하여 구성된다.
담배 재료는 시트 또는 파쇄된 시트의 0 중량% 내지 약 100 중량%, 약 0 중량% 내지 약 50 중량%, 약 0 내지 약 25 중량%, 약 0 내지 약 20 중량%, 약 5 내지 약 15 중량%의 양으로 담배 줄기를 포함할 수 있다.
일부 구현예들에서, 담배 재료는 라미나와 담배 줄기의 조합을 포함한다. 일부 구현예들에서, 담배 재료는 에어로졸화 가능한 재료의 시트 또는 파쇄된 시트의 약 40 중량% 내지 약 95 중량%의 양의 라미나 및 약 5 중량% 내지 약 60 중량%의 양의 줄기, 또는 약 60 중량% 내지 약 95 중량%의 양의 라미나 및 약 5 중량% 내지 약 40 중량%의 양의 줄기, 또는 약 80 중량% 내지 약 95 중량%의 양의 라미나 및 약 5 중량% 내지 약 20 중량%의 양의 줄기를 포함할 수 있다.
본 발명자들은, 줄기를 포함시키는 것이 에어로졸화 가능한 재료의 점착성을 감소시킬 수 있다는 것을 발견하였다. 본 발명자들은 놀랍게도, 줄기 담배를 포함하는 담배 재료를 에어로졸화 가능한 재료에 포함시키는 것이 에어로졸화 가능한 재료의 파열 강도를 증가시킬 수 있다는 것을 또한 발견하였다.
에어로졸화 가능한 재료의 시트 또는 파쇄된 시트는 적어도 약 75 g, 적어도 약 100 g 또는 적어도 약 200 g의 파열 강도를 가질 수 있다.
파열 강도가 너무 낮으면, 시트 또는 파쇄된 시트는 비교적 취성이 있을 수 있다. 결과로서, 에어로졸화 가능한 재료를 제조하는 프로세스 동안 시트 또는 파쇄된 시트의 파손들이 발생할 수 있다. 예컨대, 시트가 절단 프로세스에 의해 파쇄된 시트를 형성하도록 파쇄될 때, 시트는, 절단될 때 산산이 부서지거나 또는 피스들 또는 파편들로 부서질 수 있다.
본원에서 설명된 담배 재료는 니코틴을 함유한다. 니코틴 함량은 담배 재료의 0.1 중량% 내지 3 중량%이고, 예컨대, 담배 재료의 0.5 중량% 내지 2.5 중량%일 수 있다. 추가로 또는 대안으로, 담배 재료는 담배 잎의 약 1 중량% 또는 약 1.5 중량% 초과의 니코틴 함량을 갖는 10 중량% 내지 90 중량%의 담배 잎을 함유한다. 담배 잎, 예컨대 각초 담배는, 예컨대, 담배 잎의 1 중량% 내지 5 중량%의 니코틴 함량을 가질 수 있다.
에어로졸화 가능한 재료의 시트 또는 파쇄된 시트는 시트 또는 파쇄된 시트의 약 0.1 중량% 내지 약 3 중량%의 양으로 니코틴을 포함할 수 있다.
본원에서 설명된 에어로졸 생성 재료에는 종이 재생 담배가 또한 존재할 수 있다. 종이 재생 담배는, 담배 공급원료가 용매로 추출되어 섬유질 재료를 포함하는 잔류물 및 가용물들의 추출한 후, 추출물(일반적으로 농축 후, 그리고 선택적으로 추가 프로세싱 후)이 섬유질 재료 상으로의 추출물의 증착에 의해 잔류물로부터 섬유질 재료와 재조합되는(일반적으로 섬유질 재료의 정제 후, 그리고 선택적으로 비-담배 섬유들의 일부의 부가와 함께) 프로세스에 의해 형성된 담배 재료를 지칭한다. 재조합 프로세스는 제지를 위한 프로세스와 유사하다.
종이 재생 담배는 당해 기술분야에 공지된 임의의 타입의 종이 재생 담배일 수 있다. 특정 구현예에서, 종이 재생 담배는, 담배 스트립들, 담배 줄기들, 및 전엽 담배 중 하나 이상을 포함하는 공급원료로 만들어진다. 추가의 구현예에서, 종이 재생 담배는, 담배 스트립들 및/또는 전엽 담배, 및 담배 줄기로 구성된 공급원료로 만들어진다. 그러나, 다른 구현예들에서, 스크랩(scrap)들, 미분(fine)들 및 위노잉(winnowing)들이 대안적으로 또는 부가적으로 공급원료에 사용될 수 있다.
본원에서 설명된 담배 재료에 사용하기 위한 종이 재생 담배는, 종이 재생 담배를 제조하기 위해 당업자들에게 공지된 방법들에 의해 제조될 수 있다.
구현예들에서, 종이 재생 담배는 에어로졸 생성 재료의 5 중량% 내지 90 중량%, 10 중량% 내지 80 중량%, 또는 20 중량% 내지 70 중량%의 양으로 존재한다.
에어로졸 생성 재료는 에어로졸 형성제 재료를 포함한다. 에어로졸 형성제 재료는 에어로졸을 형성할 수 있는 하나 이상의 구성성분들을 포함한다. 에어로졸 형성제 재료는, 글리세린, 글리세롤, 프로필렌 글리콜, 디에틸렌 글리콜, 트리에틸렌 글리콜, 테트라에틸렌 글리콜, 1,3-부틸렌 글리콜, 에리트리톨, 메조-에리트리톨, 에틸 바닐라레이트, 에틸 라우레이트, 디에틸 수베레이트, 트리에틸 시트레이트, 트리아세틴, 디아세틴 혼합물, 벤질 벤조에이트, 벤질 페닐 아세테이트, 트리부티린, 라우릴 아세테이트, 라우르산, 미리스트산, 및 프로필렌 카보네이트 중 하나 이상을 포함한다. 바람직하게는, 에어로졸 형성제 재료는 글리세롤 또는 프로필렌 글리콜이다.
에어로졸화 가능한 재료의 시트 또는 파쇄된 시트는 에어로졸 형성제 재료를 포함한다. 에어로졸 형성제 재료는 시트 또는 파쇄된 시트의 건조 중량 기준으로 최대 약 50 중량%의 양으로 제공된다. 일부 구현예들에서, 에어로졸 형성제 재료는, 시트 또는 파쇄된 시트의 건조 중량 기준으로 약 5 중량% 내지 약 40 중량%, 시트 또는 파쇄된 시트의 건조 중량 기준으로 약 10 중량% 내지 약 30 중량%, 또는 시트 또는 파쇄된 시트의 건조 중량 기준으로 약 10 중량% 내지 약 20 중량%의 양으로 제공된다.
시트 또는 파쇄된 시트는 또한, 물을 포함할 수 있다. 에어로졸화 가능한 재료의 시트 또는 파쇄된 시트는 에어로졸화 가능한 재료의 약 15 중량% 미만, 약 10 중량% 미만 또는 약 5 중량% 미만의 양으로 물을 포함할 수 있다. 일부 구현예들에서, 에어로졸화 가능한 재료는 에어로졸화 가능한 재료의 약 0 중량% 내지 약 15 중량% 또는 약 5 중량% 내지 약 15 중량%의 양으로 물을 포함한다.
에어로졸화 가능한 재료의 시트 또는 파쇄된 시트는 총량으로, 에어로졸화 가능한 재료의 시트 또는 파쇄된 시트의 약 30 중량% 미만 또는 에어로졸화 가능한 재료의 시트 또는 파쇄된 시트의 약 25 중량% 미만의 물 및 에어로졸 형성제 재료를 포함할 수 있다. 에어로졸화 가능한 재료의 시트 또는 파쇄된 시트의 약 30 중량% 미만의 양으로 물 및 에어로졸 형성제 재료를 에어로졸화 가능한 재료의 시트 또는 파쇄된 시트에 포함시키는 것은 시트의 점착성을 유리하게 감소시킬 수 있는 것으로 생각된다. 이는 프로세싱 동안 에어로졸화 가능한 재료가 다루어질 수 있는 용이성을 개선할 수 있다. 예컨대, 에어로졸화 가능한 재료의 시트를 롤링하여 재료의 보빈을 형성한 다음, 시트의 층들이 서로 달라붙지 않고 보빈을 푸는 것이 더 쉬울 수 있다. 점착성을 감소시키는 것은 또한, 파쇄된 재료의 스트랜드들 또는 스트립들이 서로 덩어리지거나 달라붙는 경향을 감소시켜, 최종 제품의 품질 및 프로세싱 효율을 추가로 개선할 수 있다.
시트 또는 파쇄된 시트는 결합제를 포함한다. 결합제는 에어로졸 생성 재료의 구성요소들을 결합하여 시트 또는 파쇄된 시트를 형성하도록 배열된다. 결합제는 담배 재료의 표면을 적어도 부분적으로 코팅할 수 있다. 담배 재료가 미립자 형태인 경우, 결합제는 담배의 입자들의 표면을 적어도 부분적으로 코팅하고 이들을 함께 결합시킬 수 있다.
결합제는, 알기네이트들, 펙틴들, 전분들(및 유도체들), 셀룰로스들(및 유도체들), 검들, 실리카 또는 실리콘 화합물들, 점토들, 폴리비닐 알코올, 및 이들의 조합들을 포함하는 군으로부터 선택된 하나 이상의 화합물들로부터 선택될 수 있다. 예컨대, 일부 구현예들에서, 결합제는 알기네이트들, 펙틴들, 하이드록시에틸 셀룰로스, 하이드록시프로필 셀룰로스, 카르복시메틸셀룰로스, 풀루란, 잔탄 검, 구아 검, 카라기난, 아가로스, 아카시아 검, 발연 실리카, PDMS, 소듐 실리케이트, 카올린 및 폴리비닐 알코올 중 하나 이상을 포함한다. 일부 경우들에서, 결합제는 알기네이트 및/또는 펙틴 또는 카라기난을 포함한다. 바람직한 구현예에서, 결합제는 구아 검을 포함한다.
결합제는 시트 또는 파쇄된 시트의 약 1 중량% 내지 약 20 중량%의 양으로, 또는 에어로졸화 가능한 재료의 시트 또는 파쇄된 시트의 1 중량% 내지 약 10 중량%의 양으로 존재할 수 있다. 예컨대, 결합제는 에어로졸화 가능한 재료의 시트 또는 파쇄된 시트의 약 1 중량%, 2 중량%, 3 중량%, 4 중량%, 5 중량%, 6 중량%, 7 중량%, 8 중량%, 9 중량% 또는 10 중량%의 양으로 존재할 수 있다.
에어로졸 생성 재료는 충전제를 포함할 수 있다. 일부 구현예들에서, 시트 또는 파쇄된 시트는 충전제를 포함한다. 충전제는 일반적으로 비-담배 구성요소(non-tobacco component), 즉, 담배에서 유래한 성분들을 포함하지 않는 구성요소이다. 충전제는 하나 이상의 무기 충전제 재료들, 이를테면, 탄산칼슘, 펄라이트, 질석, 규조토, 콜로이드 실리카, 산화마그네슘, 황산마그네슘, 탄산마그네슘, 및 적합한 무기 흡수제들, 이를테면, 분자체를 포함할 수 있다. 충전제는 목질 섬유 또는 펄프 또는 밀 섬유와 같은 비-담배 섬유일 수 있다. 충전제는 셀룰로스를 포함하는 재료일 수 있거나, 또는 재료는 셀룰로스의 유도체를 포함한다. 충전제 구성요소는 또한 비-담배 주조 재료 또는 비-담배 압출 재료일 수 있다.
충전제를 포함하는 특정 구현예들에서, 충전제는 섬유질이다. 예컨대, 충전제는 섬유질 유기 충전제 재료, 이를테면, 목재, 목재 펄프, 대마 섬유, 셀룰로스 또는 셀룰로스 유도체들일 수 있다. 이론으로 국한시키려는 것은 아니지만, 섬유질 충전제를 포함하는 것이 재료의 인장 강도를 증가시킬 수 있는 것으로 여겨진다.
충전제는 또한 에어로졸화 가능한 재료의 시트 또는 파쇄된 시트의 텍스처에 기여할 수 있다. 예컨대, 섬유질 충전제, 이를테면 목재 또는 목재 펄프는 비교적 거친 제1 표면 및 제2 표면을 갖는 에어로졸화 가능한 재료의 시트 또는 파쇄된 시트를 제공할 수 있다. 반대로, 분말형 초크와 같은 비-섬유질 미립자 충전제는 비교적 평활한 제1 표면 및 제2 표면을 갖는 에어로졸화 가능한 재료의 시트 또는 파쇄된 시트를 제공할 수 있다. 일부 구현예들에서, 에어로졸화 가능한 재료는 상이한 충전제 재료들의 조합을 포함한다.
충전제 구성요소는 시트 또는 파쇄된 시트의 0 내지 20 중량%의 양으로, 또는 시트 또는 파쇄된 시트의 1 내지 10 중량%의 양으로 존재할 수 있다. 일부 구현예들에서, 충전제 구성요소는 없다.
충전제는 에어로졸화 가능한 재료의 일반적인 구조적 특성들, 이를테면 에어로졸화 가능한 재료의 인장 강도 및 파열 강도를 개선하는 것을 도울 수 있다.
본원에서 설명된 조성들에서, 양들이 중량%로 주어지는 경우, 의심의 방지를 위해, 이는 구체적으로 반대로 표시되지 않는 한, 건조 중량 기준을 나타낸다. 따라서, 에어로졸 생성 재료 또는 에어로졸 생성 재료의 임의의 구성요소에 존재할 수 있는 임의의 물은 중량% 결정의 목적을 위해 완전히 무시된다. 본원에서 설명된 에어로졸 생성 재료의 수분 함량은 변할 수 있으며, 예컨대 5 내지 15 중량%일 수 있다. 본원에서 설명된 에어로졸 생성 재료의 수분 함량은 예컨대, 조성들이 유지되는 온도, 압력 및 습도 조건들에 따라 변할 수 있다. 수분 함량은 당업자들에게 공지된 바와 같이 칼-피셔(Karl-Fisher) 분석에 의해 결정될 수 있다. 다른 한편, 의심의 여지를 없애기 위해, 에어로졸 형성제 재료가 글리세롤 또는 프로필렌 글리콜과 같은 액체상인 구성요소인 경우에도, 물 이외의 임의의 구성요소가 에어로졸 생성 재료의 중량에 포함된다. 그러나, 에어로졸 생성 재료에 개별적으로 첨가되는 대신에 또는 그에 추가하여 에어로졸 생성 재료의 담배 성분에 또는 에어로졸 생성 재료의 충전제 성분(존재하는 경우)에 에어로졸 형성제 재료가 제공될 때, 에어로졸 형성제 재료는 담배 성분 또는 충전제 성분의 중량에 포함되는 것이 아니라, 본원에서 정의된 바와 같은 "에어로졸 형성제 재료"의 중량에 중량%로 포함된다. 담배 성분에 존재하는 다른 모든 성분들은 비-담배 기원(non-tobacco origin)(예컨대, 종이 재생 담배의 경우에는 비-담배 섬유들)일지라도 담배 성분의 중량에 포함된다.
본원의 에어로졸 생성 재료는 본원에서 설명된 향미들 중 임의의 향미와 같은 에어로졸 개질제를 포함할 수 있다. 일 구현예에서, 에어로졸 생성 재료는 멘톨을 포함한다. 에어로졸 생성 재료가 에어로졸 제공 시스템에서 사용하기 위해 물품에 포함될 때, 물품은 멘톨화 물품으로 지칭될 수 있다. 에어로졸 생성 재료는 0.5 mg 내지 20 mg의 멘톨, 0.7 mg 내지 20 mg의 멘톨, 1 mg 내지 18 mg 또는 8 mg 내지 16 mg의 멘톨을 포함할 수 있다. 본 예에서, 에어로졸 생성 재료는 16mg의 멘톨을 포함한다. 에어로졸 생성 재료는 1 중량% 내지 8 중량%의 멘톨, 바람직하게는 3 중량% 내지 7 중량%의 멘톨, 그리고 더욱 바람직하게는 4 중량% 내지 5.5 중량%의 멘톨을 포함할 수 있다. 일 구현예에서, 에어로졸 생성 재료는 4.7 중량%의 멘톨을 포함한다. 그러한 높은 레벨들의 멘톨 로딩은 높은 백분율의 재생 담배 재료, 예컨대, 중량 기준으로 50% 초과의 담배 재료를 사용하여 달성될 수 있다. 대안적으로 또는 부가적으로, 높은 체적의, 예컨대 담배 재료의 사용은 달성될 수 있는 멘톨 로딩의 레벨을 증가시킬 수 있으며, 예컨대, 이 경우 약 500 ㎣ 초과 또는 적합하게는 약 1000 ㎣ 초과의 에어로졸 생성 재료, 이를테면, 담배 재료가 사용된다.
일부 구현예들에서, 조성은 에어로졸 형성 "비정질 고체"를 포함하며, 이는 대안적으로 "모놀리식 고체(monolithic solid)"(즉, 비-섬유질)로 지칭될 수 있다. 일부 구현예들에서, 비정질 고체는 건조된 겔을 포함할 수 있다. 비정질 고체는 그 안에, 액체와 같은, 일부 유체를 보유할 수 있는 고체 재료이다.
일부 예들에서, 비정질 고체는:
- 1 내지 60 wt%의 겔화제;
- 0.1 내지 50 wt%의 에어로졸 형성제 재료; 그리고
- 0.1 내지 80 wt%의 향미;
를 포함하며, 이들 중량들은 건조 중량 기반으로 계산된다.
일부 추가의 구현예들에서, 비정질 고체는:
- 1 내지 50 wt%의 겔화제;
- 0.1 내지 50 wt%의 에어로졸 형성제 재료; 그리고
- 30 내지 60 wt%의 향미;
를 포함하며, 이들 중량들은 건조 중량 기반으로 계산된다.
비정질 고체 재료는 시트로 또는 파쇄된 시트 형태로 제공될 수 있다. 비정질 고체 재료는 이전에 설명된 에어로졸화 가능한 재료의 시트 또는 파쇄된 시트와 동일한 형태를 취할 수 있다.
적합하게는, 비정질 고체는 약 1wt%, 5wt%, 10wt%, 15wt%, 20wt%, 또는 25wt% 내지 약 60wt%, 50wt%, 45wt%, 40wt%, 또는 35wt%의 겔화제(모두 건조 중량 기준으로 계산됨)를 포함할 수 있다. 예컨대, 비정질 고체는 1-50wt%, 5-45wt%, 10-40wt%, 또는 20-35wt%의 겔화제를 포함할 수 있다. 일부 구현예들에서, 겔화제는 하이드로콜로이드를 포함한다. 일부 구현예들에서, 겔화제는 알기네이트들, 펙틴들, 전분들(및 유도체들), 셀룰로스들(및 유도체들), 검들, 실리카 또는 실리콘 화합물들, 점토들, 폴리비닐 알코올 및 이들의 조합들을 포함하는 군으로부터 선택된 하나 이상의 화합물들을 포함한다. 예컨대, 일부 구현예들에서, 겔화제는, 겔화제는 알기네이트들, 펙틴들, 하이드록시에틸 셀룰로스, 하이드록시프로필 셀룰로스, 카르복시메틸셀룰로스, 풀루란, 잔탄 검, 구아 검, 카라기난, 아가로스, 아카시아 검, 발연 실리카, PDMS, 소듐 실리케이트, 카올린 및 폴리비닐 알코올 중 하나 이상을 포함한다. 일부 경우들에서, 겔화제는 알기네이트 및/또는 펙틴을 포함하고, 비정질 고체의 형성 동안 경화제(이를테면, 칼슘 공급원)와 조합될 수 있다. 일부 경우들에서, 비정질 고체는 칼슘-가교된 알기네이트 및/또는 칼슘-가교된 펙틴을 포함할 수 있다.
일부 구현예들에서, 겔화제는 알기네이트를 포함하고, 알기네이트는 비정질 고체의 10 내지 30wt%의 양(건조 중량 기준으로 계산됨)으로 비정질 고체에 존재한다. 일부 구현예들에서, 알기네이트는 비정질 고체에 존재하는 유일한 겔화제이다. 다른 구현예들에서, 겔화제는 알기네이트 및 적어도 하나의 추가 겔화제, 이를테면, 펙틴을 포함한다.
일부 구현예들에서, 비정질 고체는 카라기난을 포함하는 겔화제를 포함할 수 있다.
적합하게는, 비정질 고체는 약 0.1wt%, 0.5wt%, 1wt%, 3wt%, 5wt%, 7wt% 또는 10% 내지 약 50wt%, 45wt%, 40wt%, 35wt%, 30wt% 또는 25wt%의 에어로졸 형성제 재료(모두 건조 중량 기반으로 계산됨)를 포함할 수 있다. 에어로졸 형성제 재료는 가소제로서 작용할 수 있다. 예컨대, 비정질 고체는 0.5-40wt%, 3-35wt% 또는 10-25wt%의 에어로졸 형성제 재료를 포함할 수 있다. 일부 경우들에서, 에어로졸 형성제 재료는 에리트리톨, 프로필렌 글리콜, 글리세롤, 트리아세틴, 소르비톨 및 자일리톨로부터 선택된 하나 이상의 화합물을 포함한다. 일부 경우들에서, 에어로졸 형성제 재료는 글리세롤을 포함하거나, 이를 필수적 요소로 하여 구성되거나, 이로 구성된다.
비정질 고체는 향미를 포함한다. 적합하게는, 비정질 고체는 약 80wt%, 70wt%, 60wt%, 55wt%, 50wt%, 또는 45wt% 이하의 향미를 포함할 수 있다.
일부 경우들에서, 비정질 고체는 적어도 약 0.1wt%, 1wt%, 10wt%, 20wt%, 30wt%, 35wt%, 또는 40wt%의 향미(모두 건조 중량 기준으로 계산됨)를 포함할 수 있다.
예컨대, 비정질 고체는 1-80wt%, 10-80wt%, 20-70wt%, 30-60wt%, 35-55wt% 또는 30-45wt%의 향미를 포함할 수 있다. 일부 경우들에서, 향미는 멘톨을 포함하거나, 이를 필수적 요소로 하여 구성되거나, 이로 구성된다.
일부 경우들에서, 비정질 고체는 제조 동안 용융된 향미를 유화시키는 유화제를 추가로 포함할 수 있다. 예컨대, 비정질 고체는 약 5wt% 내지 약 15wt%(건조 중량 기준으로 계산됨), 적합하게는 약 10wt%의 유화제를 포함할 수 있다. 유화제는 아카시아 검을 포함할 수 있다.
일부 구현예들에서, 비정질 고체는 하이드로겔이고, 습윤 중량 기준으로 계산된 약 20wt% 미만의 물을 포함한다. 일부 경우들에서, 하이드로겔은 습윤 중량 기준으로 계산하여 약 15wt%, 12wt% 또는 10wt% 미만의 물을 포함할 수 있다. 일부 경우들에서, 하이드로겔은 적어도 약 1wt%, 2wt% 또는 적어도 약 5wt%의 물(WWB)을 포함할 수 있다.
일부 구현예들에서, 비정질 고체는 활성 물질을 추가로 포함한다. 예컨대, 일부 경우들에서, 비정질 고체는 담배 재료 및/또는 니코틴을 추가로 포함한다. 일부 경우들에서, 비정질 고체는 5-60wt%(건조 중량 기준으로 계산됨)의 담배 재료 및/또는 니코틴을 포함할 수 있다. 일부 경우들에서, 비정질 고체는 약 1wt%, 5wt%, 10wt%, 15wt%, 20wt% 또는 25wt% 내지 약 70wt%, 60wt%, 50wt%, 45wt%, 40wt%, 35wt%, 또는 30wt%(건조 중량 기준으로 계산됨)의 활성 물질을 포함할 수 있다. 일부 경우들에서, 비정질 고체는 약 1wt%, 5wt%, 10wt%, 15wt%, 20wt% 또는 25wt% 내지 약 70wt%, 60wt%, 50wt%, 45wt%, 40wt%, 35wt%, 또는 30wt%(건조 중량 기준으로 계산됨)의 담배 재료를 포함할 수 있다. 예컨대, 비정질 고체는 10-50wt%, 15-40wt% 또는 20-35wt%의 담배 재료를 포함할 수 있다. 일부 경우들에서, 비정질 고체는 약 1wt%, 2wt%, 3wt% 또는 4wt% 내지 약 20wt%, 18wt%, 15wt% 또는 12wt%(건조 중량 기준으로 계산됨)의 니코틴을 포함할 수 있다. 예컨대, 비정질 고체는 1-20wt%, 2-18wt% 또는 3-12wt%의 니코틴을 포함할 수 있다.
일부 경우들에서, 비정질 고체는 담배 추출물과 같은 활성 물질을 포함한다. 일부 경우들에서, 비정질 고체는 5-60wt%(건조 중량 기준으로 계산됨)의 담배 추출물을 포함할 수 있다. 일부 경우들에서, 비정질 고체는 약 5wt%, 10wt%, 15wt%, 20wt% 또는 25wt% 내지 약 60wt%, 50wt%, 45wt% 또는 40wt%, 35wt% 또는 30wt%(건조 중량 기준으로 계산됨)의 담배 추출물을 포함할 수 있다. 예컨대, 비정질 고체는 10-50wt%, 15-40wt%, 또는 20-35wt%의 담배 추출물을 포함할 수 있다. 담배 추출물은 비정질 고체가 1wt%, 1.5wt%, 2wt% 또는 2.5 wt% 내지 약 6wt%, 5wt%, 4.5wt% 또는 4wt%(건조 중량 기준으로 계산됨)의 니코틴을 포함하도록 하는 농도로 니코틴을 함유할 수 있다.
일부 경우들에서, 담배 추출물로부터 비롯된 것 이외의 비정질 고체에는 니코틴이 없을 수 있다.
일부 구현예들에서, 비정질 고체는 담배 재료를 포함하지 않지만 니코틴을 포함한다. 일부 그러한 경우들에서, 비정질 고체는 약 1wt%, 2wt%, 3wt% 또는 4wt% 내지 약 20wt%, 18wt%, 15wt%, 또는 12wt%(건조 중량 기준으로 계산됨)의 니코틴을 포함할 수 있다. 예컨대, 비정질 고체는 1-20wt%, 2-18wt% 또는 3-12wt%의 니코틴을 포함할 수 있다.
일부 경우들에서, 활성 물질 및/또는 향미의 총 함량은 적어도 약 0.1wt%, 1wt%, 5wt%, 10wt%, 20wt%, 25wt%, 또는 30wt%일 수 있다. 일부 경우들에서, 활성 물질 및/또는 향미의 총 함량은 약 90wt%, 80wt%, 70wt%, 60wt%, 50wt% 또는 40wt% 미만(모두 건조 중량 기준으로 계산됨)일 수 있다.
일부 경우들에서, 담배 재료, 니코틴과 향미의 총 함량은 적어도 약 0.1wt%, 1wt%, 5wt%, 10wt%, 20wt%, 25wt% 또는 30wt%일 수 있다. 일부 경우들에서, 활성 물질 및/또는 향미의 총 함량은 약 90wt%, 80wt%, 70wt%, 60wt%, 50wt% 또는 40wt% 미만(모두 건조 중량 기준으로 계산됨)일 수 있다.
비정질 고체는 겔로부터 제조될 수 있고, 이러한 겔은 0.1-50wt%로 포함되는 용매를 추가로 포함할 수 있다. 그러나, 본 발명자들은 향미가 가용성인 용매를 포함하는 것이 겔 안정성을 감소시킬 수 있고 향미가 겔로부터 결정화될 수 있음을 확립하였다. 이와 같이, 일부 경우들에서, 겔은 향미가 가용성인 용매를 포함하지 않는다.
일부 구현예들에서, 비정질 고체는 60wt% 미만, 이를테면, 1wt% 내지 60wt%, 또는 5wt% 내지 50wt%, 또는 5wt% 내지 30wt%, 또는 10wt% 내지 20wt%의 충전제를 포함한다.
다른 구현예들에서, 비정질 고체는 20wt% 미만, 적합하게는 10wt% 미만 또는 5wt% 미만의 충전제를 포함한다. 일부 경우들에서, 비정질 고체는 1wt% 미만의 충전제를 포함하고, 일부 경우들에서, 충전제를 포함하지 않는다.
충전제는, 존재하는 경우, 하나 이상의 무기 충전제 재료들, 이를테면, 탄산칼슘, 펄라이트, 질석, 규조토, 콜로이드 실리카, 산화마그네슘, 황산마그네슘, 탄산마그네슘, 및 적합한 무기 흡수제들, 이를테면, 분자체를 포함할 수 있다. 충전제는 하나 이상의 유기 충전제 재료들, 이를테면 목재 펄프, 셀룰로스 및 셀룰로스 유도체들을 포함할 수 있다. 특정 경우들에서, 비정질 고체는 초크와 같은 탄산칼슘을 포함하지 않는다.
충전제를 포함하는 특정 구현예들에서, 충전제는 섬유질이다. 예컨대, 충전제는 섬유질 유기 충전제 재료, 이를테면 목재 펄프, 대마 섬유, 셀룰로스 또는 셀룰로스 유도체들일 수 있다. 이론으로 국한시키려는 것은 아니지만, 비정질 고체에 섬유질 충전제를 포함시키는 것은 재료의 인장 강도를 증가시킬 수 있는 것으로 여겨진다.
일부 구현예들에서, 비정질 고체는 담배 섬유들을 포함하지 않는다.
일부 예들에서, 시트 형태의 비정질 고체는 약 200 N/m 내지 약 1500 N/m의 인장 강도를 가질 수 있다. 일부 예들에서, 이를테면, 비정질 고체가 충전제를 포함하지 않는 경우, 비정질 고체는 200 N/m 내지 400 N/m, 또는 200 N/m 내지 300 N/m, 또는 약 250 N/m의 인장 강도를 가질 수 있다. 이러한 인장 강도들은, 비정질 고체 재료가 시트로서 형성된 후, 파쇄되어 에어로졸 생성 물품에 포함되는 구현예들에 특히 적합할 수 있다.
일부 예들에서, 이를테면 비정질 고체가 충전제를 포함하는 경우, 비정질 고체는 600 N/m 내지 1500 N/m, 또는 700 N/m 내지 900 N/m, 또는 약 800 N/m의 인장 강도를 가질 수 있다. 이러한 인장 강도들은, 비정질 고체 재료가 적합하게는 튜브의 형태의 롤링된 시트로서 에어로졸 생성 물품에 포함되는 구현예들에 특히 적합할 수 있다.
일부 경우들에서, 비정질 고체는 겔화제, 물, 에어로졸 형성제(aerosol-former) 재료, 향미, 및 선택적으로 활성 물질을 필수적 요소로 하여 구성되거나 이로 구성될 수 있다.
일부 경우들에서, 비정질 고체는 본질적으로 겔화제, 물, 에어로졸 형성제 재료, 향미 및 선택적으로 담배 재료 및/또는 니코틴 공급원을 필수적 요소로 하여 구성되거나 이로 구성될 수 있다.
비정질 고체는 하나 이상의 활성 물질들 및/또는 향미들, 하나 이상의 에어로졸 형성제 재료들, 및 선택적으로 하나 이상의 다른 기능성 재료를 포함할 수 있다.
에어로졸 생성 재료는 종이 재생 담배 재료를 포함할 수 있다. 조성물은 대안적으로 또는 부가적으로, 본원에서 설명된 담배 형태들 중 임의의 담배 형태를 포함할 수 있다. 에어로졸 생성 재료는 10 중량% 내지 90 중량%의 담배 잎을 포함하는 담배 재료를 포함하는 시트 또는 파쇄된 시트를 포함할 수 있으며, 에어로졸 형성제 재료는 시트 또는 파쇄된 시트의 최대 약 20 중량%의 양으로 제공되고, 담배 재료의 나머지는 종이 재생 담배를 포함한다.
에어로졸 생성 재료가 비정질 고체 재료를 포함하는 경우, 비정질 고체 재료는 멘톨을 포함하는 건조된 겔일 수 있다. 대안적인 구현예들에서, 비정질 고체는 본원에서 설명된 바와 같은 임의의 조성을 가질 수 있다.
본 발명자들은 유리하게는, 에어로졸화 가능한 재료의 시트 또는 파쇄된 시트를 포함하는 제1 구성요소 및 비정질 고체를 포함하는 제2 구성요소를 포함하는 에어로졸 생성 재료를 포함하는 개선된 물품이 생산될 수 있다는 것을 발견하였으며, 여기서 재료 특성들(예컨대, 밀도) 및 규격(예컨대, 두께, 길이, 및 절단 폭)은 본원에서 설명된 범위들 내에 속한다.
일부 경우들에서, 비정질 고체는 약 0.015 mm 내지 약 1.0 mm의 두께를 가질 수 있다. 적합하게는, 두께는 약 0.05 mm, 0.1 mm 또는 0.15 mm 내지 약 0.5 mm 또는 0.3 mm의 범위일 수 있다. 본 발명자들은, 약 0.09 mm의 두께를 갖는 재료가 사용될 수 있다는 것을 발견하였다. 비정질 고체는 하나 초과의 층을 포함할 수 있고, 본원에서 설명된 두께는 이러한 층들의 집합체 두께를 지칭한다.
비정질 고체 재료의 두께는, 당업자들에게 공지된 바와 같은 캘리퍼 또는 현미경, 이를테면 주사 전자 현미경, 또는 당업자들에게 공지된 임의의 다른 적합한 기법을 사용하여 측정될 수 있다.
본 발명자들은, 비정질 고체가 너무 두껍다면, 가열 효율이 손상될 수 있다는 것을 확립하였다. 이는 사용 중 전력 소비, 예컨대 비정질 고체로부터의 향미의 방출을 위한 전력 소비에 악영향을 미칠 수 있다. 반대로, 에어로졸 형성 비정질 고체가 너무 얇다면, 제조 및 핸들링이 어려울 수 있으며; 매우 얇은 재료는 주조하기가 더 어려울 수 있고, 사용 중에 깨지기 쉬워 에어로졸 형성을 손상시킬 수 있다. 일부 경우들에서, 비정질 고체의 개별적인 스트립 또는 피스는 개별적인 스트립 또는 피스의 영역에 걸쳐 약 0.015의 최소 두께를 갖는다. 일부 경우들에서, 비정질 고체의 개별적인 스트립 또는 피스는 개별적인 스트립 또는 피스의 영역에 걸쳐 약 0.05 mm 또는 약 0.1 mm의 최소 두께를 갖는다. 일부 경우들에서, 비정질 고체의 개별적인 스트립 또는 피스는 개별적인 스트립 또는 피스의 영역에 걸쳐 약 1.0 mm의 최대 두께를 갖는다. 일부 경우들에서, 비정질 고체의 개별적인 스트립 또는 피스는 개별적인 스트립 또는 피스의 영역에 걸쳐 약 0.5 mm 또는 약 0.3 mm의 최대 두께를 갖는다.
일부 경우들에서, 비정질 고체 두께는 그 영역에 걸쳐 25%, 20%, 15%, 10%, 5% 또는 1% 이하로 변동될 수 있다.
본 발명자들은, 주어진 백분율 미만으로 서로 상이한 면적 밀도 값들을 갖는 에어로졸화 가능한 재료의 시트 또는 파쇄된 시트 및 비정질 고체 재료를 제공하는 것이 이들 재료들의 혼합물에서 더 적은 분리를 초래한다는 것을 발견하였다. 일부 예들에서, 비정질 고체 재료의 면적 밀도는 에어로졸화 가능한 재료의 면적 밀도의 50% 내지 150%일 수 있다. 예컨대, 비정질 고체 재료의 면적 밀도는 에어로졸화 가능한 재료의 면적 밀도의 60% 내지 140%, 또는 에어로졸화 가능한 재료의 면적 밀도의 70% 내지 110%, 또는 에어로졸화 가능한 재료의 면적 밀도의 80% 내지 120%일 수 있다.
본원에서 설명된 구현예들에서, 비정질 고체 재료는 시트 형태로 물품에 포함될 수 있다. 시트 형태의 비정질 고체 재료는 파쇄된 후에 물품에 포함되어, 본원에서 설명된 에어로졸화 가능한 재료의 시트 또는 파쇄된 시트와 같은 에어로졸화 가능한 재료와 적합하게 혼합될 수 있다.
추가 구현예들에서, 비정질 고체 시트는 부가적으로, 평면 시트로서, 주름진 시트 또는 다발 시트로서, 크림핑된 시트로서, 또는 롤링된 시트로서(즉, 튜브의 형태로) 포함될 수 있다. 이러한 일부 경우들에서, 이러한 구현예들의 비정질 고체는 에어로졸화 가능한 재료를 포함하는 로드를 둘러싸는 시트와 같은 시트로서 에어로졸 생성 물품에 포함될 수 있다. 예컨대, 비정질 고체 시트는, 에어로졸화 가능한 재료, 이를테면, 담배를 둘러싸는 래핑지 상에 형성될 수 있다.
시트 형태의 비정질 고체는 약 30 g/㎡ 내지 약 150 g/㎡와 같은 임의의 적합한 면적 밀도를 가질 수 있다. 일부 경우들에서, 시트는 약 55 g/㎡ 내지 약 135 g/㎡, 또는 약 80 g/㎡ 내지 약 120 g/㎡, 또는 약 70 g/㎡ 내지 약 110 g/㎡, 또는 특히 약 90 내지 약 110 g/㎡, 또는 적합하게는 약 100 g/㎡의 단위 면적당 질량을 가질 수 있다. 이러한 범위들은 각초 담배의 밀도와 유사한 밀도를 제공할 수 있으며, 결과적으로, 용이하게 분리되지 않을 이러한 물질들의 혼합물이 제공될 수 있다. 이러한 면적 밀도들은 비정질 고체 재료가 파쇄된 시트로서 에어로졸 생성 물품에 포함되는 경우(아래에서 추가로 설명됨) 특히 적합할 수 있다. 일부 경우들에서, 시트는 약 30 내지 70 g/㎡, 40 내지 60 g/㎡, 또는 25 내지 60 g/㎡의 단위 면적당 질량을 가질 수 있고, 에어로졸화 가능한 재료, 이를테면 본원에서 설명된 에어로졸화 가능한 재료를 래핑하는 데 사용될 수 있다.
에어로졸 생성 재료는 본원에서 설명된 바와 같이 에어로졸화 가능한 재료와 비정질 고체 재료의 블렌드를 포함할 수 있다. 이러한 에어로졸 생성 재료는, 비정질 고체 재료 구성요소에 포함시킴으로써 에어로졸 생성 재료에 부가적인 향미가 도입될 수 있기 때문에, 사용 중에 바람직한 향미 프로파일을 에어로졸에 제공할 수 있다. 비정질 고체 재료에 제공되는 향미는, 담배 재료에 직접 첨가된 향미와 비교하여 비정질 고체 재료 내에 더 안정적으로 유지될 수 있어, 본 개시내용에 따라 생산된 물품들 사이에서 더 일관된 향미 프로파일을 야기할 수 있다.
위에서 설명된 바와 같이, 유리하게는, 적어도 350 mg/cc 내지 약 900 mg/cc 미만, 바람직하게는 약 600 mg/cc 내지 약 900 mg/cc의 밀도를 갖는 담배 재료는 에어로졸의 더 지속적인 방출을 초래하는 것으로 밝혀졌다. 일관된 향미 프로파일을 갖는 에어로졸을 제공하기 위해, 에어로졸 생성 재료의 비정질 고체 재료 성분은 로드 전체에 걸쳐 균등하게 분포되어야 한다. 본 발명자들은 유리하게는, 이것이 본원에서 설명된 바와 같은 두께를 갖도록 비정질 고체 재료를 주조하여 담배 재료의 면적 밀도와 유사한 면적 밀도를 갖는 비정질 고체 재료를 제공하고, 에어로졸 생성 재료 전체에 걸쳐 균일한 분포를 보장하기 위해 아래에서 설명되는 바와 같이 비정질 고체 재료를 프로세싱함으로써 달성될 수 있다는 것을 발견하였다.
위에서 언급된 바와 같이, 선택적으로, 에어로졸 생성 재료는 비정질 고체 재료의 복수의 스트립들을 포함한다. 에어로졸 생성 섹션이 에어로졸화 가능한 재료의 시트의 복수의 스트랜드들 및/또는 스트립들 및 비정질 고체 재료의 복수의 스트립들을 포함하는 경우, 적어도 2개의 구성요소들의 재료 특성들 및/또는 치수들은 구성요소들의 비교적 균일한 혼합이 가능함을 보장하기 위해, 그리고 에어로졸 생성 재료의 로드의 제조 동안 또는 제조 후 구성요소들의 분리 또는 비-혼합을 감소시키기 위해 다른 방식들로 적절하게 선택될 수 있다.
복수의 스트랜드들 또는 스트립들의 종방향 치수는 에어로졸 생성 섹션의 길이와 실질적으로 동일할 수 있다. 복수의 스트랜드들 및/또는 스트립들은 적어도 약 5 mm의 길이를 가질 수 있다.
도 2에서, 비-가연성 에어로졸 제공 디바이스(100)의 구현예의 구성요소들이 단순화된 방식으로 도시된다. 특히, 비-가연성 에어로졸 제공 디바이스(100)의 요소들은 도 2에서 축척대로 도시되지 않는다. 이 구현예의 이해와 관련이 없는 요소들은 도 2을 단순화하기 위해 생략되었다.
도 2에 도시된 바와 같이, 비-가연성 에어로졸 제공 디바이스(100)는 물품(1)을 수용하기 위한 영역(102)을 포함하는 하우징(101)을 갖는 비-가연성 에어로졸 제공 디바이스를 포함한다.
영역(102)은 물품(1)을 수용하도록 배열된다. 물품(1)이 영역(102)에 수용될 때, 에어로졸 생성 재료의 적어도 일부는 가열기(103)와 열적으로 근접하게 된다. 물품(1)이 영역(102)에 완전히 수용될 때, 에어로졸 생성 재료의 적어도 일부는 가열기(103)와 직접 접촉할 수 있다. 에어로졸 생성 재료는 상이한 온도들에서 다양한 휘발성 화합물들을 방출할 것이다. 전기 가열식 에어로졸 생성 시스템(100)의 최대 동작 온도를 제어함으로써, 선택된 휘발성 화합물들의 방출을 방지함으로써 바람직하지 않은 화합물들의 선택적 방출이 제어될 수 있다.
도 4에 도시된 바와 같이, 하우징(101) 내에 전기 에너지 공급부(104), 예컨대 재충전 가능한 리튬 이온 배터리가 존재한다. 제어기(105)는 가열기(103), 전기 에너지 공급부(104) 및 사용자 인터페이스(106), 예컨대 버튼 또는 디스플레이에 연결된다. 제어기(105)는 가열기(103)의 온도를 조절하기 위해 가열기(103)에 공급되는 전력을 제어한다. 전형적으로, 에어로졸 형성 기재는 섭씨 250도 내지 450도의 온도로 가열된다.
도 4는 물품(1)의 에어로졸 생성 재료(3) 내에 가열기(103)가 삽입되어 있는, 도 3에 도시된 타입의 비-가연성 에어로졸 제공 디바이스의 개략적인 단면도이다. 비-가연성 에어로졸 제공 디바이스는 사용자에 의한 에어로졸 생성 물품(1)의 소비를 위해 에어로졸 생성 물품(1)이 결합되어 있는 것으로 예시된다.
비-가연성 에어로졸 제공 디바이스의 하우징(101)은, 소비를 위한 에어로졸 생성 물품(1)을 수용하기 위한, 근위 단부(또는 마우스 단부)에서 개방된 공동 형태의 영역(102)을 한정한다. 공동의 원위 단부는 가열기(103)를 포함하는 가열 조립체에 의해 연결된다. 가열기(103)는 가열기의 활성 가열 영역이 공동 내에 위치되도록 가열기 마운트(mount)(미도시)에 의해 유지된다. 가열기(103)의 활성 가열 영역은 에어로졸 생성 물품(1)이 공동 내에 완전히 수용될 때 에어로졸 생성 물품(1)의 에어로졸 생성 섹션 내에 포지셔닝된다.
가열기(103)는 에어로졸 생성 재료(3)로의 삽입을 위해 구성된다. 가열기(103)는 일 지점에서 종결되는 블레이드(blade)의 형태로 형상화된다. 즉, 가열기는 가열기의 폭 치수보다 더 큰 길이 치수를 가지며, 가열기의 폭 치수는 가열기의 두께 치수보다 더 크다. 가열기의 제1 및 제2 면들은 가열기의 폭 및 길이에 의해 규정된다.
물품(1)이 공동 내로 밀릴 때, 가열기의 테이퍼링된 지점이 에어로졸 생성 재료(3)와 결합된다. 블레이드는 에어로졸 생성 재료(3)로부터의 용이한 삽입 및 제거를 위해 형상화된다. 물품(1)에 힘을 인가함으로써, 가열기는 에어로졸 생성 재료(3) 내로 침투한다. 물품(1)이 비-가연성 에어로졸 제공 디바이스와 적절하게 결합될 때, 가열기(103)는 에어로졸 생성 재료(3)에 삽입된다. 가열기가 작동될 때, 에어로졸 생성 재료(3)가 가온되고, 휘발성 물질들이 생성 또는 방출된다. 사용자가 마우스피스(2)를 끌어당기면 공기가 물품(1) 안으로 빨려 들어가고 휘발성 물질들이 응축되어 흡입 가능한 에어로졸을 형성한다. 이 에어로졸은 물품(1)의 마우스피스(2)를 통해 사용자의 입으로 전달된다.
본 발명자들은, 에어로졸 생성기가 비교적 쉽게 에어로졸화 가능한 재료에 삽입될 수 있다는 것을 발견하였다. 또한, 에어로졸 생성기가 에어로졸화 가능한 재료에 삽입되면, 물품이 단단히 유지된다. 이는 물품 및 디바이스를 사용하기 더 쉽게 하고, 또한 물품이 사용 동안 에어로졸 생성기로부터 변위될 가능성이 더 낮을 수 있기 때문에 더 안전하다.
본원에서 설명된 다양한 구현예들은 단지 이해를 돕고, 그리고 청구된 특징들을 교시하도록 제시된다. 이들 구현예들은 단지 구현예들의 대표적 샘플로서 제공되며 그리고 총망라하고 그리고/또는 배타적인 것은 아니다. 본원에서 설명된 이점들, 구현예들, 예들, 기능들, 특징들, 구조들 및/또는 다른 양태들은, 청구항들에 의해 규정된 바와 같은 본 발명의 범주에 대한 제한들 또는 청구항들과의 등가물에 대한 제한들로 고려되지 않으며, 그리고 다른 구현예들이 활용될 수 있고, 변경예들이 청구된 발명의 범주로부터 벗어나지 않고 이루어질 수 있음이 이해되어야 한다. 본 발명의 다양한 구현예들은 본원에 구체적으로 설명된 것 이외의 다른 개시된 요소들, 구성요소들, 특징들, 부품들, 단계들, 수단들 등의 적절한 조합들을 적합하게 포함하거나, 이들로 구성되거나, 또는 이들을 필수적 요소로 하여 구성될 수 있다. 게다가, 본 개시내용은 현재 청구된 것이 아니라 미래에 청구될 다른 발명들을 포함할 수 있다.
Claims (21)
- 비-가연성 에어로졸 제공 시스템에서 사용하기 위한 물품으로서, 상기 물품이 에어로졸 생성 재료의 공급원 및/또는 에어로졸 생성 재료의 공급원을 수용하기 위한 공동, 및 하류 섹션을 포함하고, 상기 하류 섹션은 상기 에어로졸 생성 재료의 공급원 및/또는 상기 공동의 원위 단부로부터 약 28 mm 내지 약 38 mm 사이의 위치에서 캡슐을 포함하는, 물품.
- 제1항에 있어서, 캡슐이 에어로졸 생성 재료의 공급원 및/또는 상기 공동의 원위 단부로부터 약 34 mm 내지 약 38 mm 사이에 위치되는, 물품.
- 제1항 또는 제2항에 있어서, 에어로졸 생성 재료의 공급원 및/또는 공동이 수분 불침투성 래퍼(wrapper)에 의해 둘러싸이는, 물품.
- 제3항에 있어서, 수분 불침투성 래퍼가 금속 층을 포함하며, 선택적으로, 상기 금속 층은 알루미늄으로부터 형성되는, 물품.
- 제4항에 있어서, 수분 불침투성 래퍼가 약 40 gsm 초과, 또는 약 45 gsm 초과, 또는 약 50 gsm 초과의 평량(basis weight)을 갖는, 물품.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 물품이 에어로졸 생성 재료의 공급원 및/또는 공동에 인접한 관형 섹션을 추가로 포함하고, 상기 관형 섹션은 약 1 mm 내지 약 4 mm, 또는 약 2.5 mm 내지 약 3.9 mm, 또는 약 2.7 mm 내지 약 3.5 mm, 또는 약 2.9 mm 내지 약 3.1 mm의 내경을 갖는, 물품.
- 제6항에 있어서, 관형 섹션이 섬유질 토우(fibrous tow)를 포함하는, 물품.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 에어로졸 생성 재료의 공급원 및/또는 공동이 약 11 mm 초과의 길이를 갖는, 물품.
- 제1항 내지 제8항 중 어느 한 항에 있어서, 에어로졸 생성 재료의 공급원 및/또는 공동이 약 20 mm 미만, 또는 약 18 mm 미만의 길이를 갖는, 물품.
- 제1항 내지 제9항 중 어느 한 항에 있어서, 물품이 길이가 적어도 46 mm, 또는 길이가 46 mm 내지 60 mm 또는 길이가 46 mm 내지 52 mm 범위, 또는 길이가 48 mm인, 물품.
- 제1항 내지 제10항 중 어느 한 항에 있어서, 에어로졸 생성 재료의 공급원이 종방향 치수를 갖고, 상기 에어로졸 생성 재료의 공급원이 종방향으로 정렬된 에어로졸 생성 재료의 복수의 스트랜드들 또는 스트립들을 포함하며, 선택적으로, 상기 에어로졸 생성 재료의 스트랜드들 또는 스트립들은 에어로졸 생성 재료의 공급원의 실질적으로 전체 길이를 따라 종방향으로 연장되는, 물품.
- 제11항에 있어서, 에어로졸 생성 재료가 재생 담배 재료를 포함하는, 물품.
- 제1항 내지 제12항 중 어느 한 항에 있어서, 물품이 약 25%, 약 20%, 약 12%, 약 10%, 약 5%, 또는 약 0%의 통기 레벨을 포함하는, 물품.
- 제13항에 있어서, 물품이 상류 단부 및 하류 단부를 가지며, 상기 통기 레벨이 애퍼처(aperture)들에 의해 제공되며, 상기 애퍼처들이 상기 물품의 상류 단부로부터 약 28 mm 이하, 상기 물품의 상류 단부로부터 20 mm 내지 28 mm, 또는 상기 물품의 상류 단부로부터 약 25 mm에 제공되는, 물품.
- 제14항에 있어서, 제6항 또는 제7항에 종속될 때, 상기 통기가 상기 관형 섹션 내에 제공되는, 물품.
- 제15항에 있어서, 상기 통기가 상기 하류 섹션 내에 제공되며, 선택적으로, 상기 통기는 캡슐의 바로 상류에 제공되는, 물품.
- 제1항 내지 제16항 중 어느 한 항에 있어서, 에어로졸 생성 재료가, 담배 재료, 에어로졸 형성제 재료 및 결합제를 포함하는 에어로졸화 가능한 재료의 시트 또는 파쇄된 시트를 포함하며, 상기 시트 또는 파쇄된 시트는 적어도 약 100 ㎛의 두께 및 약 100 g/㎡ 내지 약 250 g/㎡의 면적 밀도를 갖는, 물품.
- 제17항에 있어서, 에어로졸화 가능한 재료가 충전제를 포함하는, 물품.
- 제1항 내지 제18항 중 어느 한 항에 있어서, 상기 에어로졸 생성 재료가 크림핑되지 않은(uncrimped), 물품.
- 비-가연성 에어로졸 제공 시스템으로서, 비-가연성 에어로졸 제공 디바이스, 및 제1항 내지 제19항 중 어느 한 항에 따른 물품을 포함하는, 비-가연성 에어로졸 제공 시스템.
- 제20항에 있어서, 비-가연성 에어로졸 제공 디바이스가 물품의 에어로졸 생성 구성요소 내로 삽입하도록 구성된 가열 요소를 포함하는, 비-가연성 에어로졸 제공 시스템.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB2009166.6 | 2020-06-16 | ||
| GBGB2009166.6A GB202009166D0 (en) | 2020-06-16 | 2020-06-16 | Article for use in a non-combustible aerosol provision system |
| PCT/GB2021/051529 WO2021255452A1 (en) | 2020-06-16 | 2021-06-16 | Article for use in a non-combustible aerosol provision system |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20230023025A true KR20230023025A (ko) | 2023-02-16 |
Family
ID=71835515
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020237001414A KR20230023025A (ko) | 2020-06-16 | 2021-06-16 | 비-가연성 에어로졸 제공 시스템에서 사용하기 위한 물품 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20230217991A1 (ko) |
| EP (1) | EP4164420A1 (ko) |
| JP (1) | JP2023530901A (ko) |
| KR (1) | KR20230023025A (ko) |
| GB (1) | GB202009166D0 (ko) |
| WO (1) | WO2021255452A1 (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024017787A1 (en) * | 2022-07-20 | 2024-01-25 | Philip Morris Products S.A. | Aerosol-generating article with thick and light wrapper |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB201608947D0 (en) * | 2016-05-20 | 2016-07-06 | British American Tobacco Co | Consumable for aerosol generating device |
| EA039604B1 (ru) * | 2017-12-27 | 2022-02-16 | Джапан Тобакко Инк. | Курительное изделие |
| KR102330291B1 (ko) * | 2018-07-04 | 2021-11-24 | 주식회사 케이티앤지 | 궐련 |
| GB201812509D0 (en) * | 2018-07-31 | 2018-09-12 | Nicoventures Holdings Ltd | Aerosol generation |
-
2020
- 2020-06-16 GB GBGB2009166.6A patent/GB202009166D0/en not_active Ceased
-
2021
- 2021-06-16 EP EP21736660.8A patent/EP4164420A1/en active Pending
- 2021-06-16 KR KR1020237001414A patent/KR20230023025A/ko unknown
- 2021-06-16 US US18/002,140 patent/US20230217991A1/en active Pending
- 2021-06-16 WO PCT/GB2021/051529 patent/WO2021255452A1/en unknown
- 2021-06-16 JP JP2022575966A patent/JP2023530901A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| GB202009166D0 (en) | 2020-07-29 |
| JP2023530901A (ja) | 2023-07-20 |
| US20230217991A1 (en) | 2023-07-13 |
| WO2021255452A1 (en) | 2021-12-23 |
| EP4164420A1 (en) | 2023-04-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20230217989A1 (en) | Article for use in a non-combustible aerosol provision system | |
| WO2022034341A2 (en) | Articles | |
| US20230240352A1 (en) | Aerosol-generating material | |
| US20230217991A1 (en) | Article for use in a non-combustible aerosol provision system | |
| US20230232892A1 (en) | Article for use in a non-combustible aerosol provision system | |
| EP4355130A1 (en) | Article for use in a non-combustible aerosol provision system | |
| WO2022263842A1 (en) | Article for use in a non-combustible aerosol provision system | |
| WO2022263848A1 (en) | Heating element and article for use in a non-combustible aerosol provision system | |
| EP4355131A1 (en) | A body of aerosol-generating material for use with a non-combustible aerosol provision device | |
| WO2022263862A1 (en) | Component for an article and an article for use in a non-combustible aerosol provision system | |
| EP4355139A1 (en) | Article for use in a non-combustible aerosol provision system | |
| EP4355132A1 (en) | A component for use in a non-combustible aerosol provision system |