KR20210087138A - Rolling apparatus for alkali metal or alkali metal alloy and method for rolling of alkali metal or alkali metal alloy using the same - Google Patents
Rolling apparatus for alkali metal or alkali metal alloy and method for rolling of alkali metal or alkali metal alloy using the same Download PDFInfo
- Publication number
- KR20210087138A KR20210087138A KR1020200000054A KR20200000054A KR20210087138A KR 20210087138 A KR20210087138 A KR 20210087138A KR 1020200000054 A KR1020200000054 A KR 1020200000054A KR 20200000054 A KR20200000054 A KR 20200000054A KR 20210087138 A KR20210087138 A KR 20210087138A
- Authority
- KR
- South Korea
- Prior art keywords
- alkali metal
- roll
- rolling
- metal material
- gap
- Prior art date
Links
- 238000005096 rolling process Methods 0.000 title claims abstract description 115
- 238000000034 method Methods 0.000 title claims abstract description 19
- 150000001340 alkali metals Chemical class 0.000 title claims description 84
- 229910052783 alkali metal Inorganic materials 0.000 title claims description 80
- 229910000573 alkali metal alloy Inorganic materials 0.000 title claims description 35
- 239000007769 metal material Substances 0.000 claims abstract description 72
- 238000001514 detection method Methods 0.000 claims abstract description 47
- 229910052751 metal Inorganic materials 0.000 claims abstract description 47
- 239000002184 metal Substances 0.000 claims abstract description 47
- 238000004804 winding Methods 0.000 claims abstract description 16
- 229910045601 alloy Inorganic materials 0.000 claims description 3
- 239000000956 alloy Substances 0.000 claims description 3
- 238000007665 sagging Methods 0.000 abstract description 14
- 230000007547 defect Effects 0.000 abstract description 5
- 239000000463 material Substances 0.000 abstract 2
- 229910001092 metal group alloy Inorganic materials 0.000 abstract 2
- 239000004744 fabric Substances 0.000 description 18
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- 239000011889 copper foil Substances 0.000 description 4
- 239000011734 sodium Substances 0.000 description 4
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 2
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 2
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 229910052744 lithium Inorganic materials 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 229910052700 potassium Inorganic materials 0.000 description 2
- 239000011591 potassium Substances 0.000 description 2
- 229910052708 sodium Inorganic materials 0.000 description 2
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 1
- 230000005856 abnormality Effects 0.000 description 1
- 239000000306 component Substances 0.000 description 1
- 239000008358 core component Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- -1 lithium (Li) Chemical class 0.000 description 1
- 229910001416 lithium ion Inorganic materials 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 238000002604 ultrasonography Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/58—Roll-force control; Roll-gap control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B3/00—Rolling materials of special alloys so far as the composition of the alloy requires or permits special rolling methods or sequences ; Rolling of aluminium, copper, zinc or other non-ferrous metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B38/00—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2271/00—Mill stand parameters
- B21B2271/02—Roll gap, screw-down position, draft position
Abstract
Description
본 발명은 알칼리 금속 또는 알칼리 금속 합금 압연 장치 및 이를 이용한 알칼리 금속 또는 알칼리 금속 합금의 압연 방법에 관한 것으로서, 더욱 상세하게는, 롤 갭의 편차로 인한 원단의 처짐을 자동으로 감지하여 실시간으로 롤 갭이 자동 조절됨으로써, 제품의 좌우 두께 편차 및 이에 의해 발생하는 사행, 권취 불량 및 원단 파단 등의 문제를 해소할 수 있는, 알칼리 금속 또는 알칼리 금속 합금 압연 장치 및 이를 이용한 알칼리 금속 또는 알칼리 금속 합금의 압연 방법에 관한 것이다.The present invention relates to an alkali metal or alkali metal alloy rolling apparatus and a method for rolling an alkali metal or alkali metal alloy using the same, and more particularly, to automatically detect the sagging of the fabric due to the deviation of the roll gap in real time by detecting the roll gap By this automatic adjustment, an alkali metal or alkali metal alloy rolling apparatus and an alkali metal or alkali metal alloy rolling using the same, which can solve problems such as the left and right thickness deviation of the product and the meandering, winding defect, and fabric breakage caused thereby it's about how
일반적으로, 다른 금속에 비하여 매우 무른 성질을 가지는 리튬(Li), 소듐(Na) 및 포타슘(K) 등의 알칼리 금속이나 이의 합금 호일을 생산하기 위해서는 후막(thick film) 호일을 압연하는 공정이 필요하다. 하지만, 압연 시 좌우 롤 갭(Roll Gap)에 차이가 나는 경우에는, 제품의 좌우 두께 편차뿐만 아니라 갭이 적은 쪽의 원단이 정체되어 사행이 필연적으로 발생하며, 심한 경우에는 속도 차이로 인하여 반대 쪽(갭이 큰 쪽)의 원단이 찢어지는 파단 현상이 발생하기도 한다.In general, in order to produce an alkali metal or alloy foil thereof such as lithium (Li), sodium (Na) and potassium (K), which has very soft properties compared to other metals, a process of rolling a thick film foil is required Do. However, if there is a difference in the left and right roll gaps during rolling, not only the left and right thickness deviation of the product, but also the fabric on the side with the smaller gap stagnates, which inevitably causes meandering, and in severe cases, due to the speed difference, A fracture phenomenon in which the fabric of (the side with a larger gap) is torn may occur.
특히, 알칼리 금속의 경우, 상기한 바와 같이 다른 금속에 비해 매우 무르고, 따라서, 사행을 극복할만큼 큰 장력을 주기 어려워, 작은 갭 차이에도 상기와 같은 현상이 보다 두드러지게 발생한다. 더욱이, 압연 장치의 구동 중에는 좌우 롤 갭을 직접적으로 측정하기가 사실상 불가능하여, 상기의 문제점을 극복하기가 매우 어렵다는 문제점도 가지고 있다.In particular, in the case of alkali metal, as described above, it is very soft compared to other metals, and therefore, it is difficult to apply a large tension to overcome the meandering, and the above phenomenon occurs more conspicuously even with a small gap difference. Moreover, it is virtually impossible to directly measure the left and right roll gaps while the rolling apparatus is being driven, so it is very difficult to overcome the above problems.
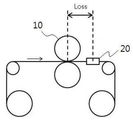
도 1은 통상적인 롤 갭 조절 장치의 측면 모식도이다. 이에, 관련 업계에서는, 상기와 같은 문제점을 해결하기 위하여, 도 1에 도시된 바와 같이, 압연 롤(10)을 통과한 제품을 두께 측정 장치(20)로 실측한 후 이를 피드백하여 롤 갭을 조절하는 데에 그치고 있어, 시간과 비용의 소모가 막대한 실정이다. 또한, 상기와 같이 압연 롤(10)을 통과한 제품과 두께 측정 장치(20) 간의 거리로 인해 피드백에 딜레이가 발생할 수밖에 없으며(즉, 즉각적인 피드백 불가능), 따라서, 이와 같은 경우에도, (두께 편차로 인한) 제품 수율의 저하, 사행, 권취 불량 및 원단 파단 현상 등의 발생이 불가피하다.1 is a schematic side view of a conventional roll gap adjusting device. Accordingly, in the related industry, in order to solve the above problems, as shown in FIG. 1 , the product passing through the
한편, 대한민국 특허등록 제10-0831202호는 높은 압하력 및 무거운 무게의 롤에서도 사용 가능한 온도 조절형 롤갭 조절 장치를 개시하고 있으며, 압연롤의 양 측면에 상부 롤 쵸크와 하부 롤 쵸크를 각각 구비하고, 그 사이에 발열체 및 금속 블럭을 삽입하여, 금속 블럭의 온도에 따른 열팽창계수로 롤갭을 조절하는 특징을 나타내고 있다. 하지만, 제0831202호는 제품 상태에 대한 모니터링이나 피드백 없이 단순히 롤갭을 조절하는 방식에 대해서만 기술하고 있어 기구적인 공차에서 오는 롤갭의 편차를 근본적으로 해결하기 어려우며, 금속 블록의 가열 및 냉각 시 시간이 걸리기 때문에 롤갭의 조절이 즉각적으로 이루어지기 어려운 문제점을 가지고 있다. 또한, 금속 블록의 열팽창 범위가 제한적이기 때문에 롤갭의 조절 범위 역시 제한적일 수 밖에 없으며, 압연롤 주변으로부터 오는 발열로 인하여, 원단의 변형이 일어날 우려가 매우 크고, 안전성에도 영향을 미치는 문제가 발생할 소지가 있다.On the other hand, Republic of Korea Patent Registration No. 10-0831202 discloses a temperature-controlled roll gap control device that can be used even in high-pressure and heavy-weight rolls, each having an upper roll choke and a lower roll choke on both sides of the rolling roll, , by inserting a heating element and a metal block between them, the roll gap is controlled by the coefficient of thermal expansion according to the temperature of the metal block. However, since No. 0831202 describes a method of simply adjusting the roll gap without monitoring or feedback on the product status, it is difficult to fundamentally solve the roll gap deviation from the mechanical tolerance, and it takes time to heat and cool the metal block. Therefore, there is a problem in that it is difficult to adjust the roll gap immediately. In addition, since the range of thermal expansion of the metal block is limited, the control range of the roll gap is also limited, and due to the heat from around the rolling roll, there is a very high possibility that the deformation of the fabric may occur, and there is a possibility that a problem affecting safety may occur. have.
또한, 대한민국 특허등록 제10-1803490호는 동박의 가압 롤러 통과 시 동박이 굴곡지거나 처지지 않고, 동박의 이동 속도 조절 시 가압 롤러가 순간적으로 이동하여 유연하게 대처할 수 있는 전지용 동박 제조 장치에 관한 것으로서, 리튬이온전지용 동박 등의 금속을 가압 롤러로 이송 가압하고, 이송 가압 중 제어부의 감지부(초음파/적외선 센서 등)에서 금속의 처짐 정도를 수신하여 구동 모터의 속도를 제어함으로써 금속의 처짐을 방지한다는 내용을 개시하고 있다. 하지만, 제1803490호는 원단 처짐을 감지한 후 가압 롤러를 회전시키는 전동부 구동 모터의 속도를 제어하거나 이송 롤러를 상하 이동시키는 것에 불과하여 상기의 문제점들을 근본적으로 해결하기가 어렵고, 감지 센서가 하나에 불과하여 금속의 처짐을 온전히 파악하는 데에 어려움이 있다.In addition, Republic of Korea Patent Registration No. 10-1803490 relates to an apparatus for manufacturing copper foil for batteries that does not bend or sag when the copper foil passes through the pressure roller, and the pressure roller moves instantaneously when controlling the moving speed of the copper foil to flexibly cope with it. , metal such as copper foil for lithium ion batteries is transferred and pressurized with a pressure roller, and the metal sag is prevented by receiving the degree of deflection of the metal from the sensing unit (ultrasound/infrared sensor, etc.) of the control unit during transfer and pressurization to control the speed of the drive motor It is disclosing what to do. However, in No. 1803490, it is difficult to fundamentally solve the above problems because it is only to control the speed of the electric motor driving motor that rotates the pressure roller after detecting the sagging of the fabric or to move the transfer roller up and down, and the detection sensor is Therefore, it is difficult to fully understand the deflection of the metal.
따라서, 두께 편차로 인한 제품 수율의 저하, 사행, 권취 불량 및 원단 파단 현상 등의 발생을 방지할 수 있는 보다 근본적인 해결책이 요구된다.Therefore, there is a need for a more fundamental solution that can prevent the occurrence of deterioration of product yield due to thickness deviation, meandering, poor winding, and fabric breakage.
본 발명의 목적은, 롤 갭의 편차로 인한 원단의 처짐을 자동으로 감지하여 실시간으로 롤 갭이 자동 조절됨으로써, 제품의 좌우 두께 편차 및 이에 의해 발생하는 사행, 권취 불량 및 원단 파단 등의 문제를 해소할 수 있는, 알칼리 금속 또는 알칼리 금속 합금 압연 장치 및 이를 이용한 알칼리 금속 또는 알칼리 금속 합금의 압연 방법을 제공하는 것이다.An object of the present invention is to automatically detect the sagging of the fabric due to the deviation of the roll gap and automatically adjust the roll gap in real time, thereby solving problems such as the left and right thickness deviation of the product and the meandering, winding defect, and fabric breakage caused by this It is to provide an alkali metal or alkali metal alloy rolling apparatus and a method for rolling an alkali metal or alkali metal alloy using the same, which can be eliminated.
상기 목적을 달성하기 위하여, 본 발명은, 시트 형태의 알칼리 금속재를 공급하는 언-와인더; 상기 언-와인더로부터 공급된 알칼리 금속재를 압연하는 한 쌍 이상의 압연롤; 상기 압연롤에서 압연된 알칼리 금속재를 권취하는 리-와인더; 상기 언-와인더와 압연롤의 사이에 구비되어 상기 언-와인더로부터 압연롤로 이송되는 알칼리 금속재의 처짐 정도를 감지하는 2개 이상의 금속재 처짐 감지 센서; 및 상기 금속재 처짐 감지 센서로부터 정보를 수신하여, 알칼리 금속재의 처짐 시 상기 압연롤의 롤 갭을 조절하는 롤-갭 조절기;를 포함하는 알칼리 금속 또는 알칼리 금속 합금 압연 장치를 제공한다.In order to achieve the above object, the present invention, an unwinder for supplying an alkali metal material in the form of a sheet; at least one pair of rolling rolls for rolling the alkali metal material supplied from the unwinder; a re-winder for winding the alkali metal material rolled on the rolling roll; two or more metal material sag detection sensors provided between the unwinder and the rolling roll to detect the degree of deflection of the alkali metal material transferred from the unwinder to the rolling roll; and a roll-gap adjuster that receives information from the metal material sag detection sensor and adjusts the roll gap of the rolling roll when the alkali metal material sags. It provides an alkali metal or alkali metal alloy rolling apparatus comprising a.
또한, 본 발명은, (a) 언-와인더로부터 풀려 나온 시트 형태의 알칼리 금속재를 한 쌍 이상의 압연롤 방향으로 이송시키는 단계; (b) 상기 이송된 알칼리 금속재를 상기 압연롤에 통과시켜 압연하는 단계; 및 (c) 상기 압연된 알칼리 금속재를 리-와인더로 권취하는 단계;를 포함하며, 상기 언-와인더와 압연롤의 사이에 구비된 2개 이상의 금속재 처짐 감지 센서가 상기 언-와인더로부터 압연롤로 이송되는 알칼리 금속재의 처짐 정도를 감지하고, 상기 금속재 처짐 감지 센서와 연동된 롤-갭 조절기는 상기 금속재 처짐 감지 센서를 통한 알칼리 금속재의 처짐 감지 시 상기 압연롤의 롤 갭을 실시간으로 자동 조절하는 것을 특징으로 하는, 알칼리 금속 또는 알칼리 금속 합금의 압연 방법을 제공한다.In addition, the present invention, (a) the step of transferring the sheet-shaped alkali metal material released from the unwinder in the direction of one or more pairs of rolling rolls; (b) rolling the transferred alkali metal material through the rolling roll; and (c) winding the rolled alkali metal material with a re-winder, wherein two or more metal material sag detection sensors provided between the un-winder and the rolling roll are removed from the un-winder. Detects the degree of sag of the alkali metal transferred to the rolling roll, and the roll-gap adjuster interlocked with the metal sag detection sensor automatically adjusts the roll gap of the rolling roll in real time when the sag of the alkali metal material is detected through the metal sag detection sensor It provides a rolling method of an alkali metal or alkali metal alloy, characterized in that.
본 발명에 따른 알칼리 금속 또는 알칼리 금속 합금 압연 장치 및 이를 이용한 알칼리 금속 또는 알칼리 금속 합금의 압연 방법은, 롤 갭의 편차로 인한 원단의 처짐을 자동으로 감지하여 실시간으로 롤 갭이 자동 조절됨으로써, 제품의 좌우 두께 편차 및 이에 의해 발생하는 사행, 권취 불량 및 원단 파단 등의 문제를 해소할 수 있는 장점을 가진다.The alkali metal or alkali metal alloy rolling apparatus according to the present invention and the method of rolling an alkali metal or alkali metal alloy using the same, by automatically detecting the sagging of the fabric due to the deviation of the roll gap and automatically adjusting the roll gap in real time, the product It has the advantage of being able to solve problems such as the left and right thickness deviation of , meandering, winding defect, and fabric breakage caused by it.
도 1은 통상적인 롤 갭 조절 장치의 측면 모식도이다.
도 2는 본 발명의 일 실시예에 따른 알칼리 금속 또는 알칼리 금속 합금 압연 장치의 측면 모식도(a) 및 상기 압연 장치 중 금속재 처짐 감지 센서가 작동할 때의 모습을 보여주는 정면 모식도(b)이다.1 is a schematic side view of a conventional roll gap adjusting device.
2 is a schematic side view (a) of an alkali metal or alkali metal alloy rolling apparatus according to an embodiment of the present invention and a front schematic view (b) showing a state when the metal sag detection sensor of the rolling apparatus operates.
이하, 첨부된 도면을 참조하여, 본 발명을 상세히 설명한다.Hereinafter, with reference to the accompanying drawings, the present invention will be described in detail.
도 2는 본 발명의 일 실시예에 따른 알칼리 금속 또는 알칼리 금속 합금 압연 장치의 측면 모식도(a) 및 상기 압연 장치 중 금속재 처짐 감지 센서가 작동할 때의 모습을 보여주는 정면 모식도(b)이다.2 is a schematic side view (a) of an alkali metal or alkali metal alloy rolling apparatus according to an embodiment of the present invention and a front schematic view (b) showing a state when the metal sag detection sensor of the rolling apparatus operates.
본 발명에 따른 알칼리 금속 또는 알칼리 금속 합금 압연 장치는, 도 2에 도시된 바와 같이, 시트 형태의 알칼리 금속재(200)를 공급하는 언-와인더(100), 상기 언-와인더(100)로부터 공급된 알칼리 금속재(200)를 압연하는 한 쌍 이상의 압연롤(300), 상기 압연롤(300)에서 압연된 알칼리 금속재(200)를 권취하는 리-와인더(400), 상기 언-와인더(100)와 압연롤(300)의 사이에 구비되어 상기 언-와인더(100)로부터 압연롤(300)로 이송되는 알칼리 금속재(200)의 처짐 정도를 감지하는 2개 이상의 금속재 처짐 감지 센서(500) 및 상기 금속재 처짐 감지 센서(500)로부터 정보를 수신하여, 알칼리 금속재(200)의 처짐 시 상기 압연롤(300)의 롤 갭을 조절하는 롤-갭 조절기(도시되지 않음)를 포함한다.Alkali metal or alkali metal alloy rolling apparatus according to the present invention, as shown in FIG. 2, from the
본 출원인은 통상적인 금속 압연 장치가 가지고 있던 문제점들, 즉, 롤 갭의 편차로 인한 원단의 좌우 두께 편차 및 이에 의해 발생하는 사행, 권취 불량 및 원단 파단 등의 문제에 대해 지속적으로 고찰해 왔으며, 연구를 거듭한 결과, 본 발명의 금속재 처짐 감지 센서와 롤-갭 조절기의 연동을 통하여 상기의 문제점들을 해소할 수 있도록 하였고, 이와 같은 본 발명은 지금까지 찾아볼 수 없었던 본 출원인 고유의 발명이라 할 수 있다.The present applicant has been continuously considering the problems of conventional metal rolling equipment, that is, the deviation of the left and right thickness of the fabric due to the deviation of the roll gap, and the problems such as meandering, winding defect, and fabric breakage caused by this, As a result of repeated research, it was possible to solve the above problems through the interlocking of the metal sag sensor of the present invention and the roll-gap regulator, and this invention is the applicant's own invention that has not been found so far. can
즉, 본 발명에 따른 알칼리 금속 또는 알칼리 금속 합금 압연 장치는, 통상적인 압연 장치에 금속재 처짐 감지 센서와 롤-갭 조절기를 추가로 적용한 것으로서, 상기 금속재 처짐 감지 센서가 압연롤의 롤 갭 좌우 편차로 인한 원단(알칼리 금속재)의 처짐을 자동으로 감지하면, 상기 롤-갭 조절기가 실시간으로 롤 갭을 자동 조절하게 되며, 이를 통해, 제품의 좌우 두께 편차 및 이에 의해 발생하는 사행, 권취 불량 및 원단 파단 등의 문제를 해소할 수 있는 것이다.That is, in the alkali metal or alkali metal alloy rolling apparatus according to the present invention, a metal material sag detection sensor and a roll-gap adjuster are additionally applied to a conventional rolling apparatus, and the metal material deflection detection sensor is a roll gap left and right deviation of the rolling roll. When the sagging of the fabric (alkali metal) is automatically detected, the roll-gap adjuster automatically adjusts the roll gap in real time. It can solve problems such as
이하, 본 발명의 알칼리 금속 또는 알칼리 금속 합금 압연 장치에 대해 보다 구체적으로 설명한다. 도 2를 참조하면, 상기 언-와인더(100)는 시트 형태의 알칼리 금속재(200)를 압연롤(300) 측으로 공급하기 위한 것이고, 상기 리-와인더(400)는 압연롤(300)에서 압연된 알칼리 금속재(200)를 권취하기 위한 것으로서, 이들 구성은 통상적인 것이므로 구체적인 설명은 생략하도록 한다. 또한, 상기 알칼리 금속재는 리튬(Li), 소듐(Na) 및 포타슘(K) 등의 일반적인 알칼리 금속 또는 상기 알칼리 금속을 포함한 합금일 수 있으나, 알칼리 금속이 아니더라도 본 발명의 압연 장치를 통해 효과상 이점이 있을 수 있는 금속이라면 특별한 제한 없이 적용될 수 있다. 그밖에, 상기 언-와인더(100)와 압연롤(300)의 사이, 그리고, 상기 압연롤(300)과 리-와인더(400)의 사이 각각에는, 상기 알칼리 금속재를 보다 효율적이고 유연하게 이송시킬 수 있는 이송롤(200)이 하나 이상 구비될 수 있다. Hereinafter, the alkali metal or alkali metal alloy rolling apparatus of this invention is demonstrated more concretely. Referring to FIG. 2 , the
본 발명의 핵심 구성 요소 중 하나인 금속재 처짐 감지 센서(500)는, 상기 언-와인더(100)와 압연롤(300)의 사이에 구비되어, 상기 언-와인더(100)로부터 압연롤(300)로 이송되는 알칼리 금속재(200)의 처짐 정도를 감지하기 위한 것이다. 한편, 상기 알칼리 금속재(200)의 처짐 현상은 (압연)롤 갭의 편차로 인해 발생되는 것이고, 따라서, 상기 알칼리 금속재(200)의 처짐 정도는 압연롤(300)의 (금속재)투입부 인근에서 가장 크게 나타나게 된다.The
이러한 이유로, 상기 금속재 처짐 감지 센서(500)는 압연롤(300)의 투입부에 최대한 근접하여 위치하는 것이 바람직하다. 또한, 상기 언-와인더(100)와 압연롤(300)의 사이에 이송롤(200)이 하나 이상 구비되는 경우에는, 도 2의 a에 도시된 바와 같이, 상기 압연롤(300)에 가장 가깝게 위치한 이송롤(200)과 압연롤(300)의 사이에 상기 금속재 처짐 감지 센서(500)가 설치되는 것이 좋다. 한편, 상기 금속재 처짐 감지 센서(500)는 금속재(원단)와의 거리를 측정하는 방식을 통해, 상기 알칼리 금속재(200)의 처짐을 감지할 수 있으며, 따라서, 상기 금속재 처짐 감지 센서(500)는 상기 알칼리 금속재(200)의 상부에 위치하는 것이 바람직할 수 있다.For this reason, it is preferable that the metal material
상기 금속재 처짐 감지 센서(500)는 대상 물체와의 거리 측정이 가능하고, 또한, 특정 거리를 벗어날 시에는 서버나 조절 장치 등으로 이상 감지 신호를 직접적으로 보낼 수 있는 통상적인 센서일 수 있는 등, 상기의 조건을 만족하는 수단이라면 특별한 제한 없이 사용될 수 있으며, 레이저 센서, 초음파 센서 및 적외선 센서 등을 예로 들 수 있다.The metal
또한, 상기 금속재 처짐 감지 센서(500)는, 금속재(200)의 좌우 처짐 정도를 보다 명확히 감지할 수 있도록, 2개 이상 설치되어야 한다. 예를 들어, 상기 금속재 처짐 감지 센서(500)가 2개 설치되는 경우에는, 도 2의 b에 도시된 바와 같이, 금속재(200)의 너비 방향으로 양단 상부 각각에 센서가 하나씩 위치할 수 있다(500a, 500b). 즉, 이와 같이 금속재 처짐 감지 센서(500)를 2개 사용/설치하는 경우, 하나의 금속재 처짐 감지 센서(500a)는 금속재(200)의 처짐을 감지하게 되고, 다른 하나의 금속재 처짐 감지 센서(500b)는 금속재(200)의 들려진 상태 또는 정상적인 상태를 감지하게 되어, 각 센서(500a, 500b)는 각각의 감지 신호를 서버나 롤-갭 조절기 등에 즉각적으로 송신하게 된다.In addition, two or more of the metal material
상기와 같이 금속재 처짐 감지 센서(500b)로부터 처짐 감지 신호가 보내지면, 이를 인식한(수신한) 롤-갭 조절기가 실시간으로 압연롤(300)의 롤 갭을 자동 조절하게 된다. 즉, 다시 말해, 상기 롤-갭 조절기(도시되지 않음)는 상기 금속재 처짐 감지 센서(500)와 긴밀하게 연동되어 있어, 상기 금속재 처짐 감지 센서(500)를 통한 알칼리 금속재(200)의 처짐 감지 시, 그 처짐의 정도에 따라 상기 압연롤(300)의 롤 갭을 즉각적으로 자동 조절하는 본 발명의 핵심 구성 요소 중 다른 하나이다.When the sag detection signal is sent from the metal
상기 롤-갭 조절기는 기계적인 슬라이딩을 이용하는 방식 또는 유압 실린더를 이용하는 방식 등 롤-갭의 조절이 가능한 방식을 가지는 것일 수 있다. 또한, 상기 롤-갭 조절기는 편의상 상기 압연롤(300)의 인근에 설치되는 것이 바람직하나, 상기 금속재 처짐 감지 센서(500)로부터 감지 신호를 받아 실시간으로 상기 압연롤(300)의 롤 갭을 조절할 수만 있다면 그 설치 위치에는 특별한 제한이 없다.The roll-gap adjuster may have a method capable of adjusting the roll-gap, such as a method using mechanical sliding or a method using a hydraulic cylinder. In addition, the roll-gap adjuster is preferably installed in the vicinity of the
상기 롤-갭 조절기를 통한 롤 갭 조절은, 상기 압연롤(300) 전체를 움직이는 것이 아니고 편차가 발생한 압연롤의 일부분만을 조절하는 것이어서, 피드백 딜레이가 거의 없고 조절에 의한 오차를 최소화 할 수 있으며, 이에 따라, 제품 수율의 저하, 사행, 권취 불량 및 원단 파단의 발생까지도 방지 또는 최소화 할 수 있다.The roll-gap adjustment through the roll-gap adjuster does not move the entire
보다 구체적으로, 상기 롤-갭 조절기가 금속재 처짐 감지 센서(500)로부터 처짐 감지 신호를 수신하면, 상기 롤-갭 조절기는 금속재의 처짐이 발생한 측의 (압연)롤 갭을 증가시키거나 반대 측의 (압연)롤 갭을 줄임으로써, 정체된 금속재 부위를 해소시킬 수 있고, 이를 통해 금속재의(원단의) 처짐 또한 복구시킬 수 있다.More specifically, when the roll-gap adjuster receives a deflection detection signal from the metal material
한편, 상기 롤-갭 조절기는 금속재(200)의 처짐 정도에 따라 롤 갭을 가변적으로 조절시킬 수 있으며, 예를 들어, 처짐 정도가 1 mm 이상인 경우에는 롤 갭을 약 2 ㎛ 단위로 조절하는 것이 바람직할 수 있고, 처짐 정도가 1 mm 미만인 경우에는 롤 갭을 약 0.5 ㎛ 단위로 조절하는 것이 바람직할 수 있다.On the other hand, the roll-gap adjuster can variably adjust the roll gap according to the degree of deflection of the
다음으로, 본 발명에 따른 압연 장치를 이용한 알칼리 금속 또는 알칼리 금속 합금의 압연 방법에 대하여 간략히 설명한다. 상기 알칼리 금속 또는 알칼리 금속 합금의 압연 방법은, (a) 언-와인더로부터 풀려 나온 시트 형태의 알칼리 금속재를 한 쌍 이상의 압연롤 방향으로 이송시키는 단계, (b) 상기 이송된 알칼리 금속재를 상기 압연롤에 통과시켜 압연하는 단계 및 (c) 상기 압연된 알칼리 금속재를 리-와인더로 권취하는 단계를 포함하며, 상기 언-와인더와 압연롤의 사이에 구비된 2개 이상의 금속재 처짐 감지 센서가 상기 언-와인더로부터 압연롤로 이송되는 알칼리 금속재의 처짐 정도를 감지하고, 상기 금속재 처짐 감지 센서와 연동된 롤-갭 조절기는 상기 금속재 처짐 감지 센서를 통한 알칼리 금속재의 처짐 감지 시 상기 압연롤의 롤 갭을 실시간으로 자동 조절하는 것을 특징으로 한다.Next, a method of rolling an alkali metal or an alkali metal alloy using the rolling apparatus according to the present invention will be briefly described. The method of rolling the alkali metal or alkali metal alloy includes the steps of (a) transferring an alkali metal material in the form of a sheet released from an unwinder in the direction of one or more pairs of rolling rolls, (b) rolling the transferred alkali metal material Rolling through a roll and (c) winding the rolled alkali metal material with a re-winder, wherein two or more metal material sag detection sensors provided between the unwinder and the rolling roll The roll of the rolling roll detects the degree of sag of the alkali metal material transferred from the unwinder to the rolling roll, and the roll-gap adjuster interlocked with the metal sag detection sensor detects the sag of the alkali metal material through the metal sag sensor. It is characterized in that the gap is automatically adjusted in real time.
Claims (13)
상기 언-와인더로부터 공급된 알칼리 금속재를 압연하는 한 쌍 이상의 압연롤;
상기 압연롤에서 압연된 알칼리 금속재를 권취하는 리-와인더;
상기 언-와인더와 압연롤의 사이에 구비되어 상기 언-와인더로부터 압연롤로 이송되는 알칼리 금속재의 처짐 정도를 감지하는 2개 이상의 금속재 처짐 감지 센서; 및
상기 금속재 처짐 감지 센서로부터 정보를 수신하여, 알칼리 금속재의 처짐 시 상기 압연롤의 롤 갭을 조절하는 롤-갭 조절기;를 포함하는 알칼리 금속 또는 알칼리 금속 합금 압연 장치.an unwinder for supplying an alkali metal material in the form of a sheet;
at least one pair of rolling rolls for rolling the alkali metal material supplied from the unwinder;
a re-winder for winding the alkali metal material rolled by the rolling roll;
two or more metal material sag detection sensors provided between the unwinder and the rolling roll to detect the degree of deflection of the alkali metal material transferred from the unwinder to the rolling roll; and
Alkali metal or alkali metal alloy rolling apparatus comprising a; by receiving information from the metal material sag detection sensor, and adjusts the roll gap of the rolling roll when the alkali metal material sags.
(b) 상기 이송된 알칼리 금속재를 상기 압연롤에 통과시켜 압연하는 단계; 및
(c) 상기 압연된 알칼리 금속재를 리-와인더로 권취하는 단계;를 포함하며,
상기 언-와인더와 압연롤의 사이에 구비된 2개 이상의 금속재 처짐 감지 센서가 상기 언-와인더로부터 압연롤로 이송되는 알칼리 금속재의 처짐 정도를 감지하고,
상기 금속재 처짐 감지 센서와 연동된 롤-갭 조절기는 상기 금속재 처짐 감지 센서를 통한 알칼리 금속재의 처짐 감지 시 상기 압연롤의 롤 갭을 실시간으로 자동 조절하는 것을 특징으로 하는, 알칼리 금속 또는 알칼리 금속 합금의 압연 방법.(a) transferring the alkali metal material in the form of a sheet released from the unwinder in the direction of one or more pairs of rolling rolls;
(b) rolling the transferred alkali metal material through the rolling roll; and
(c) winding the rolled alkali metal material with a re-winder;
Two or more metal material sag detection sensors provided between the unwinder and the rolling roll detect the deflection degree of the alkali metal material transferred from the unwinder to the rolling roll,
The roll-gap adjuster interlocked with the metal sag detection sensor automatically adjusts the roll gap of the rolling roll in real time when the sag of the alkali metal is detected through the metal sag detection sensor, characterized in that the alkali metal or alkali metal alloy rolling method.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020200000054A KR20210087138A (en) | 2020-01-02 | 2020-01-02 | Rolling apparatus for alkali metal or alkali metal alloy and method for rolling of alkali metal or alkali metal alloy using the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020200000054A KR20210087138A (en) | 2020-01-02 | 2020-01-02 | Rolling apparatus for alkali metal or alkali metal alloy and method for rolling of alkali metal or alkali metal alloy using the same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20210087138A true KR20210087138A (en) | 2021-07-12 |
Family
ID=76859311
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020200000054A KR20210087138A (en) | 2020-01-02 | 2020-01-02 | Rolling apparatus for alkali metal or alkali metal alloy and method for rolling of alkali metal or alkali metal alloy using the same |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20210087138A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE212022000200U1 (en) | 2021-07-02 | 2024-02-20 | Lg Energy Solution, Ltd. | Electrode arrangement |
-
2020
- 2020-01-02 KR KR1020200000054A patent/KR20210087138A/en active Search and Examination
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE212022000200U1 (en) | 2021-07-02 | 2024-02-20 | Lg Energy Solution, Ltd. | Electrode arrangement |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11858022B2 (en) | Method and apparatus for controlling metal strip profile during rolling with direct measurement of process parameters | |
| KR940010444B1 (en) | Rolling installation for and rolling method of continuous cast strip | |
| US20100192660A1 (en) | Method for adjusting a state of a rolling stock, particularly a near-net strip | |
| US6874724B2 (en) | Method and device for reeling up in the proper position a hot-rolled strip in a reeling installation | |
| US11358324B2 (en) | Straining device and method for extending a film web | |
| KR101100535B1 (en) | Apparatus for controlling coiling shape of hot rolling coil using temperature of width direction and method thereof | |
| KR20110079750A (en) | Method and device for processing a slab | |
| KR20210087138A (en) | Rolling apparatus for alkali metal or alkali metal alloy and method for rolling of alkali metal or alkali metal alloy using the same | |
| JP2010540250A5 (en) | ||
| US20230311182A1 (en) | Flatness-measuring device, hot-rolling mill and method for operating a flatness-measuring device | |
| JP4505550B2 (en) | Rolling method and rolling apparatus for metal sheet | |
| JP5672646B2 (en) | Thick steel plate stop position control method | |
| CN107671126A (en) | The horizontal control method of the upper and lower working roll of steekle mill | |
| JP2018158365A (en) | Hot rolling method and hot rolling device | |
| JP2013128978A (en) | Side guide device and side guide method | |
| US20070240584A1 (en) | Method for operating a calendar machine for plastic melts | |
| CN116507432A (en) | Stabilizing rolled stock during opening and/or closing of a rolling stand | |
| KR101482416B1 (en) | Apparatus for reducing rolling chattering | |
| KR20180129350A (en) | Cold rolling mill | |
| KR20170010235A (en) | Apparatus for detecting strip steering of finishing mill and method of detecting thereof | |
| JP4330132B2 (en) | Temper rolling method | |
| JP5470972B2 (en) | Manufacturing method of hot-rolled steel strip | |
| WO2020255792A1 (en) | Method for controlling conveying device, and conveying device | |
| KR101008368B1 (en) | Apparatus for controlling strip loop in annealing furnace | |
| JP3418740B2 (en) | Meandering prevention method for skin pass mill |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination |