KR20200067338A - Fiber reinforced composite material having a hollow section and methode for manufacturing the same - Google Patents
Fiber reinforced composite material having a hollow section and methode for manufacturing the same Download PDFInfo
- Publication number
- KR20200067338A KR20200067338A KR1020180154107A KR20180154107A KR20200067338A KR 20200067338 A KR20200067338 A KR 20200067338A KR 1020180154107 A KR1020180154107 A KR 1020180154107A KR 20180154107 A KR20180154107 A KR 20180154107A KR 20200067338 A KR20200067338 A KR 20200067338A
- Authority
- KR
- South Korea
- Prior art keywords
- reinforced composite
- fiber
- layer
- continuous fibers
- reinforcing fiber
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/04—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8145—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the constructional aspects of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/81459—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the constructional aspects of the pressing elements, e.g. of the welding jaws or clamps being a filled deformable bladder, e.g. bladder filled with oil, with granules or with a meltable solid material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L9/00—Rigid pipes
- F16L9/14—Compound tubes, i.e. made of materials not wholly covered by any one of the preceding groups
- F16L9/147—Compound tubes, i.e. made of materials not wholly covered by any one of the preceding groups comprising only layers of metal and plastics with or without reinforcement
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Materials Engineering (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Moulding By Coating Moulds (AREA)
- Laminated Bodies (AREA)
- Manufacturing & Machinery (AREA)
- Textile Engineering (AREA)
- Composite Materials (AREA)
Abstract
Description
본 발명은 중공 단면을 가진 섬유강화복합재료 및 이의 제조방법에 관한 것이다.The present invention relates to a fiber-reinforced composite material having a hollow cross section and a method for manufacturing the same.
섬유강화복합재료는 유리섬유 또는 탄소섬유가 단섬유, 장섬유, 연속섬유의 형상으로 수지에 함침된 소재를 일컫는다. 섬유강화복합재료는 두 가지 이상의 재료를 조합시켜, 소재 단독으로는 가질 수 없는 기능을 발휘하는 재료로 강화재의 역할을 하는 섬유와 수지 기지재료(matrix)를 포함하여 구성된다. The fiber-reinforced composite material refers to a material in which glass fibers or carbon fibers are impregnated into resin in the form of short fibers, long fibers, and continuous fibers. The fiber-reinforced composite material is composed of two or more kinds of materials, and includes fibers and resin matrixes that serve as reinforcing materials as materials that can not have a function alone.
널리 쓰이고 있는 섬유 강화재로는 유리섬유(Glass Fiber: GF) 또는 탄소섬유(Carbon Fiber: CF) 등이 있으며, 단섬유 강화재, 장섬유 강화재, 연속섬유 강화재 등이 있다. 수지 기재재료로는 열경화성 수지 또는 열가소성 수지 등이 사용되고 있다. Widely used fiber reinforcement materials include glass fiber (GF) or carbon fiber (CF), short fiber reinforcement, long fiber reinforcement, and continuous fiber reinforcement. As a resin base material, a thermosetting resin or a thermoplastic resin is used.
섬유 강화재들이 일방향으로 배향된 UD(Unidirctional) 프리프레그 시트들이 적층된 적층형 섬유강화복합재료는, 복수 개의 UD 프리프레그들을 높이 방향으로 적층해나가므로, 3차원 형상을 구현하는데 있어서 제한이 있다.The laminated fiber-reinforced composite material in which UD (Unidirctional) prepreg sheets in which fiber reinforcement materials are oriented in one direction are stacked is stacked in a height direction, thereby limiting implementation of a three-dimensional shape.
일정한 중공 단면을 가진 섬유강화복합재료는 비물성이 극대화된 관형 구조체이다. 일정한 중공 단면을 가진 섬유강화복합재료는 일반적으로 인발성형공정을 통해 직선 형태로 얻어진다. The fiber-reinforced composite material having a constant hollow cross-section is a tubular structure with maximized specific properties. Fiber-reinforced composite materials having a uniform hollow cross-section are generally obtained in a straight form through a pultrusion process.
높은 공정 난이도와 낮은 생산성으로 인해 인발성형공정을 이용한 꺾인 형태의 관형 구조체의 제조는 비효율적이다. Due to the high process difficulty and low productivity, the production of a curved tubular structure using a pultrusion process is inefficient.
본 발명은 블래더 프레스 성형기술을 이용하여 얻어진 꺾인 형태의 중공 단면을 가진 섬유강화복합재료 및 이의 제조방법을 제공하고자 한다. The present invention is to provide a fiber-reinforced composite material having a hollow cross section of a bent shape obtained using a bladder press molding technology and a method for manufacturing the same.
본 발명에 따른 중공 단면을 가진 섬유강화복합재료는 제1 섬유강화복합재료 파이프, 제2 섬유강화복합재료 파이프 및 제3 섬유강화복합재료 파이프를 포함한다. The fiber reinforced composite material having a hollow cross section according to the present invention includes a first fiber reinforced composite pipe, a second fiber reinforced composite pipe and a third fiber reinforced composite pipe.
상기 제1 섬유강화복합재료 파이프는 제1 수지 기지재료 및 제1 보강섬유층을 포함한다. 상기 제2 섬유강화복합재료 파이프는 제2 수지 기지재료 및 제2 보강섬유층을 포함한다. 상기 제3 섬유강화복합재료 파이프는 제3 수지 기지재료 및 제3 보강섬유층을 포함한다. The first fiber reinforced composite material pipe includes a first resin matrix material and a first reinforcing fiber layer. The second fiber-reinforced composite material pipe includes a second resin matrix material and a second reinforcing fiber layer. The third fiber reinforced composite pipe includes a third resin matrix material and a third reinforcing fiber layer.
상기 제3 섬유강화복합재료 파이프는 상기 제1 섬유강화복합재료 파이프와 상기 제2 섬유강화복합재료 파이프를 연결하며, 상기 제1 섬유강화복합재료 파이프에 연결된 일단부, 상기 제2 섬유강화복합재료 파이프에 연결된 타단부 및 상기 일단부와 상기 타단부를 잇는 꺾임부를 포함한다. The third fiber reinforced composite pipe connects the first fiber reinforced composite pipe and the second fiber reinforced composite pipe, and one end connected to the first fiber reinforced composite pipe, the second fiber reinforced composite material It includes the other end connected to the pipe and a bent portion connecting the one end and the other end.
본 발명에 따른 중공 단면을 가진 섬유강화복합재료의 제조방법은 일단부와 타단부를 잇는 꺾임부를 포함하는 블래더(bladder)를 이용하여 상기 중공 단면을 가진 섬유강화복합재료를 제조하는 방법이며, 하기 (a) 단계 내지 (e) 단계를 포함한다: The method for manufacturing a fiber-reinforced composite material having a hollow cross-section according to the present invention is a method of manufacturing a fiber-reinforced composite material having a hollow cross-section using a bladder including a bent portion connecting one end and the other end, The steps (a) to (e) include:
(a) 단계: 상기 블래더의 일단부를 제1 수지 기지재료 및 제1 보강섬유층을 포함하는 제1 섬유강화복합재료 파이프의 중공으로 삽입하는 단계;Step (a): inserting one end of the bladder into the hollow of the first fiber-reinforced composite pipe comprising a first resin matrix material and a first reinforcing fiber layer;
(b) 단계: 상기 블래더의 타단부를 제2 수지 기지재료 및 제2 보강섬유층을 포함하는 제2 섬유강화복합재료 파이프의 중공으로 삽입하는 단계;Step (b): inserting the other end of the bladder into the hollow of the second fiber-reinforced composite pipe comprising a second resin matrix material and a second reinforcing fiber layer;
(c) 단계: 상기 블래더의 꺽임부 상에 제3 수지 기지재료 및 제3 보강섬유층을 포함하는 섬유강화복합재료 시트들을 적층하고, (c) step: laminating a sheet of a fiber-reinforced composite material including a third resin matrix material and a third reinforcing fiber layer on the bend of the bladder,
블래더 프레스 성형으로 상기 블래더의 꺾임부의 외곽을 감싸며 상기 제1 섬유강화복합재료 파이프 및 상기 제2 섬유강화복합재료 파이프를 연결하는 제3 섬유강화복합재료 파이프를 생성하는 단계; 및 Generating a third fiber-reinforced composite pipe that surrounds the outside of the bend of the bladder and connects the first fiber-reinforced composite pipe and the second fiber-reinforced composite pipe by bladder press molding; And
(d) 단계: 상기 블래더를 제거하는 단계.(d) step: removing the bladder.
본 발명은 블래더 프레스 성형기술을 이용하여 꺾인 형태의 중공 단면을 가진 섬유강화복합재료를 높은 공정효율로 제조할 수 있다.The present invention can manufacture a fiber-reinforced composite material having a hollow cross section in a bent shape using a bladder press molding technique with high process efficiency.
도 1은 중공 단면을 가진 섬유강화복합재료의 모식도이다.
도 2는 중공 단면을 가진 섬유강화복합재료의 제조방법의 모식도이다.1 is a schematic view of a fiber-reinforced composite material having a hollow cross section.
2 is a schematic view of a method of manufacturing a fiber reinforced composite material having a hollow cross section.
발명의 이점 및 특징, 그리고 그것들을 달성하는 방법은 첨부되는 도면과 함께 상세하게 후술되는 실시형상들과 실험예들을 참조하면 명확해질 것이다. 첨부된 도면은 본 명세서에 개시된 기술의 사상을 쉽게 이해할 수 있도록 하기 위한 것일 뿐, 첨부된 도면에 의해 그 기술의 사상이 제한되는 것으로 해석되어서는 아니됨을 유의해야 한다.Advantages and features of the present invention, and methods for achieving them will be clarified with reference to embodiments and experimental examples described below in detail together with the accompanying drawings. It should be noted that the accompanying drawings are only for facilitating understanding of the spirit of the technology disclosed in this specification, and should not be interpreted as limiting the spirit of the technology by the accompanying drawings.
또한, 발명은 이하에서 개시되는 내용에 한정되는 것이 아니라 다양한 형상으로 구현될 수 있으며, 이하에서 개시되는 내용은 발명의 개시가 완전하도록 하며, 발명이 속하는 기술분야에서 통상의 지식을 가진 자에게 발명의 범주를 완전하게 알려주기 위해 제공되는 것이고, 발명은 청구항의 범주에 의해 정의될 뿐이다. In addition, the invention is not limited to the contents disclosed below, but may be embodied in various shapes, and the contents disclosed below make the disclosure of the invention complete and invent to those skilled in the art to which the invention pertains. It is provided to fully inform the scope of and the invention is only defined by the scope of the claims.
관련된 공지 기술에 대한 구체적인 설명이 기술의 요지를 흐릴 수 있다고 판단되는 경우 그 상세한 설명을 생략할 수 있다. 명세서 전체에 걸쳐 동일 참조 부호는 동일 구성 요소를 지칭한다. 도면에서 층 및 영역들의 크기 및 상대적인 크기는 설명의 명료성을 위해 과장된 것일 수 있다.When it is determined that the detailed description of the related known technology may obscure the gist of the technology, the detailed description may be omitted. The same reference numerals refer to the same components throughout the specification. In the drawings, the sizes and relative sizes of layers and regions may be exaggerated for clarity of explanation.
비록 제1, 제2 등이 다양한 구성요소들을 서술하기 위해서 사용되나, 이들 구성요소들은 이들 용어에 의해 제한되지 않음은 물론이다. 이들 용어들은 단지 하나의 구성요소를 다른 구성요소와 구별하기 위하여 사용하는 것으로, 특별히 반대되는 기재가 없는 한, 제1 구성요소는 제2 구성요소일 수도 있음은 물론이다.Although the first, second, etc. are used to describe various components, it goes without saying that these components are not limited by these terms. These terms are only used to distinguish one component from other components, and of course, the first component may be the second component, unless otherwise specified.
명세서 전체에서, 특별히 반대되는 기재가 없는 한, 각 구성요소는 단수일 수도 있고 복수일 수도 있다. Throughout the specification, unless otherwise specified, each component may be singular or plural.
명세서 전체에서, 어떤 부분이 어떤 구성요소를 "포함하는(including)", "가진(having)" 이라고 할 때, 이는 특별히 반대되는 기재가 없는 한 다른 구성요소를 제외하는 것이 아니라 다른 구성요소를 더 포함할 수 있는 것을 의미한다. Throughout the specification, when a part is referred to as "including" or "having" a component, it does not exclude other components unless specifically stated to the contrary. It means what can be included.
명세서 전체에서, "A 및/또는 B" 라고 할 때, 이는 특별한 반대되는 기재가 없는 한, A, B 또는 A 및 B 를 의미하며, "C 내지 D" 라고 할 때, 이는 특별한 반대되는 기재가 없는 한, C 이상이고 D 이하인 것을 의미한다.Throughout the specification, when referring to “A and/or B”, this means A, B or A and B unless specifically stated otherwise, when referring to “C to D”, this refers to Unless otherwise, it means that it is C or more and D or less.
소자(elements) 또는 층이 다른 소자 또는 층의 "위(on)" 또는 "상(on)"으로 지칭되는 것은 다른 소자 또는 층의 바로 위 뿐만 아니라 중간에 다른 층 또는 다른 소자를 개재한 경우를 모두 포함한다. 반면, 소자가 "직접 위(directly on)" 또는 "바로 위"로 지칭되는 것은 중간에 다른 소자 또는 층을 개재하지 않은 것을 나타낸다.Elements or layers referred to as "on" or "on" of another element or layer are not only directly above the other element or layer, but also when intervening another layer or other element in the middle. All inclusive. On the other hand, when a device is referred to as “directly on” or “directly above”, it indicates that no other device or layer is interposed therebetween.
공간적으로 상대적인 용어인 "아래(below)", "아래(beneath)", "하부(lower)", "위(above)", "상부(upper)" 등은 도면에 도시되어 있는 바와 같이 하나의 소자 또는 구성 요소들과 다른 소자 또는 구성 요소들과의 상관관계를 용이하게 기술하기 위해 사용될 수 있다. 공간적으로 상대적인 용어는 도면에 도시되어 있는 방향에 더하여 사용시 또는 동작시 소자의 서로 다른 방향을 포함하는 용어로 이해되어야 한다. The spatially relative terms “below”, “beneath”, “lower”, “above”, “upper”, etc., are as shown in the figure. It can be used to easily describe the correlation of a device or components with other devices or components. The spatially relative terms should be understood as terms including different directions of the device in use or operation in addition to the directions shown in the drawings.
이하, 도면을 참고하여, 발명에 대해 보다 상세하게 설명하기로 한다. Hereinafter, the present invention will be described in more detail with reference to the drawings.
<중공 단면을 가진 섬유강화복합재료><Fiber reinforced composite material with hollow cross section>
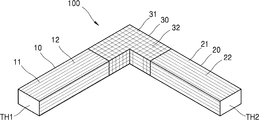
도 1은 중공 단면을 가진 섬유강화복합재료(100)의 모식도이다. 도 1을 참조하면, 중공 단면을 가진 섬유강화복합재료(100)는 제1 섬유강화복합재료 파이프(10), 제2 섬유강화복합재료 파이프(20) 및 제3 섬유강화복합재료 파이프(30)를 포함한다. 1 is a schematic diagram of a fiber-reinforced
제1 섬유강화복합재료 파이프(10), 제2 섬유강화복합재료 파이프(20) 및 제3 섬유강화복합재료 파이프(30)는 모두 수지 기지재료(11, 21, 31)와 보강섬유층(12, 22, 32)을 포함한다. The first fiber-reinforced
수지 기지재료(11, 21, 31)는 열가소성 플라스틱으로 구성될 수 있으며, 열가소성 플라스틱의 예로는, 폴리페닐린 설파이트 (polyphenylene sulfide, PPS), 폴리카보네이트 (polycarbonate, PC), 폴리아마이드 (polyamide, PA) 중 적어도 하나를 들 수 있다.Resin base material (11, 21, 31) may be composed of a thermoplastic, examples of the thermoplastic, polyphenylene sulfide (polyphenylene sulfide, PPS), polycarbonate (polycarbonate, PC), polyamide (polyamide, PA).
보강섬유층(12, 22, 32)은 장섬유 보강섬유, 단섬유 보강섬유, 연속 보강섬유 중 적어도 하나를 포함할 수 있다. 장섬유 보강섬유, 단섬유 보강섬유 또는 연속 보강섬유는, 예를 들어, 유리 섬유, 탄소 섬유, 아라미드 섬유, 폴리프로필렌 섬유, 폴리에틸렌테레프탈레이트 섬유, 폴리부틸렌테레프탈레이트 섬유, 폴리에틸렌 섬유 또는 천연 섬유 등일 수 있다. The reinforcing
제1 섬유강화복합재료 파이프(10)는 직선형 파이프일 수 있고, 이 때, 제1 섬유강화복합재료 파이프(10)는 제1 수지 기지재료(11)와 제1 섬유강화복합재료 파이프(10)의 중공(TH1)을 따라 일방향 배향된 연속섬유들로 이루어진 제1 보강섬유층(12)을 포함한다. The first fiber-reinforced
제2 섬유강화복합재료 파이프(20)는 직선형 파이프일 수 있고, 이 때, 제2 섬유강화복합재료 파이프(20)는 제2 수지 기지재료(21)와 제2 섬유강화복합재료 파이프(20)의 중공(TH2)을 따라 일방향 배향된 연속섬유들로 이루어진 제2 보강섬유층(22)을 포함한다.The second fiber-reinforced
제1 섬유강화복합재료 파이프(10)와 제2 섬유강화복합재료 파이프(20)는 제1 보강섬유층(12)의 연속섬유들의 일방향 배향방향과 제2 보강섬유층(22)의 연속섬유들의 일방향 배향방향은 서로 평행하지 않도록 배치되며, 제3 섬유강화복합재료 파이프(30)는 제1 섬유강화복합재료 파이프(10)와 제2 섬유강화복합재료 파이프(20)를 연결한다. The first fiber-reinforced
제3 섬유강화복합재료 파이프(30)는 일단부, 타단부 및 일단부와 타단부를 잇는 꺽임부를 포함하는 꺾임선형 파이프이며, 일단부는 제1 섬유강화복합재료 파이프(10)에 연결되고 타단부는 제2 섬유강화복합재료 파이프(20)에 연결된다. The third fiber-reinforced
제3 섬유강화복합재료 파이프(30)는 제3 수지 기지재료(31)와 제3 보강섬유층(32)을 포함하며, 제3 보강섬유층(32)은 1축 강화섬유층 또는 다축 강화섬유층일 수 있다. The third fiber-reinforced
제3 보강섬유층(32)은 1축 강화섬유층일 수 있으며, 1축 강화섬유층은 제1 일방향 배향된 연속섬유들의 적층체일 수 있고, 일방향 배향된 연속섬유들의 적층체는 1층과 1층 상에 배치된 2층을 포함하며, 1층의 연속섬유들의 일방향 배향방향과 2층의 연속섬유들의 일방향 배향방향이 서로 평행하다.The third reinforcing
이 때, 제1 보강섬유층(12)의 연속섬유들의 일방향 배향방향 및 제2 보강섬유층(22)의 연속섬유들의 일방향 배향방향 중 적어도 하나와 제3 보강섬유층(32)의 1축 강화섬유층 내의 연속섬유들의 일방향 배향방향은 서로 평행하지 않을 수 있다.At this time, at least one of the unidirectional orientation direction of the continuous fibers of the first reinforcing
제3 보강섬유층(32)은 다축 강화섬유층일 수 있으며, 다축 강화섬유층은 제2 일방향 배향된 연속섬유들의 적층체, 연속섬유들의 직조직물 원단들의 적층체, 연속섬유들의 비굴곡 강화섬유 직물(non-crimp fabric; NCF) 원단들의 적층체 및 이들의 조합 중 어느 하나일 수 있다. 제2 일방향 배향된 연속섬유들의 적층체는 1층과 1층 상에 배치된 2층을 포함하며, 1층의 연속섬유들의 일방향 배향방향과 2층의 연속섬유들의 일방향 배향방향이 서로 평행하지 않다. The third reinforcing
<중공 단면을 가진 섬유강화복합재료의 제조방법><Method of manufacturing a fiber reinforced composite material having a hollow cross section>
섬유강화복합재료 파이프(10, 20, 30), 수지 기지재료(11, 21, 31), 보강섬유층(12, 22, 32) 등에 대한 중복된 설명은 이하 생략하기로 한다.Duplicate description of the fiber-reinforced composite material pipe (10, 20, 30), resin matrix material (11, 21, 31), reinforcing fiber layer (12, 22, 32) will be omitted below.
도 2에는 중공 단면을 가진 섬유강화복합재료(100)의 제조방법이 모식적으로 도시되어 있으며, 도 2를 참조하면, 제3 섬유강화복합재료 파이프(30)와 중공 단면을 가진 섬유강화복합재료(100)는 블래더 프레스 성형을 이용하여 얻어질 수 있다. 2 schematically shows a method of manufacturing a fiber reinforced composite material having a hollow cross section, and referring to FIG. 2, a third fiber reinforced
블래더 프레스 성형은 블래더 프레스 내부에 블래더를 장착하고 이 블래더에 압력을 가하여 제품을 성형하는 공법으로 복잡한 형상의 제품을 비교적 간단한 공정으로 생산할 수 있기 때문에, 가공시간가 가공비용의 절감효과가 있다. Bladder press molding is a method of forming a product by mounting a bladder inside the bladder press and applying pressure to the bladder, so that products with complex shapes can be produced in a relatively simple process, so processing time reduces the processing cost. have.
중공 단면을 가진 섬유강화복합재료(100)의 제조방법은 일단부(201)와 타단부(202)를 잇는 꺾임부(203)를 포함하는 블래더(bladder)(200)를 이용하며, 하기 (a) 단계 내지 (e) 단계를 포함한다. The manufacturing method of the fiber-reinforced
(a) 단계와 (b) 단계를 거쳐, 블래더(200)의 일단부(201)와 타단부(202)에는 각각 섬유강화복합재료 파이프(10, 20)이 장착된다. (c) 단계에서와 같이 꺽임부(203) 상에 섬유강화복합재료 시트들(300)을 배치시킨 뒤 블래더(200)의 내압을 유지한 채로 프레스 금형 내에서 제3 섬유강화복합재료 파이프(30)를 생성할 수 있고, (d) 단계에서 블래더(200)를 제거하여 중공 단면을 가진 섬유강화복합재료(100)를 제조할 수 있다. After the steps (a) and (b), the fiber reinforced
(a) 단계: 블래더(200)의 일단부(201)를 제1 섬유강화복합재료 파이프(10)의 중공(TH1)으로 삽입하는 단계, 이 때, 제1 섬유강화복합재료 파이프(10)는 제1 수지 기지재료(11) 및 제1 보강섬유층(12)를 포함한다. Step (a): inserting one
(b) 단계: 블래더(200)의 타단부(202)를 제2 섬유강화복합재료 파이프(20)의 중공(TH2)으로 삽입하는 단계, 이 때, 제2 섬유강화복합재료 파이프(20)는 제2 수지 기지재료(21) 및 제2 보강섬유층(22)를 포함한다.(B) step: inserting the
(c) 단계: 블래더(200)의 꺽임부(203)의 상에 섬유강화복합재료 시트들(300)을 적층한 뒤, 블래더 프레스 성형을 이용하여 블래더(200)의 꺾임부(203)의 외곽을 깜싸며 제1 섬유강화복합재료 파이프(10) 및 제2 섬유강화복합재료 파이프(20)를 연결하는 제3 섬유강화복합재료 파이프(30)를 생성하는 단계. (c) Step: After laminating the sheets of the fiber-reinforced
섬유강화복합재료 시트들(300)은 제3 수지 기지재료(31) 및 제3 보강섬유층(32)을 포함한다. The fiber-reinforced
제1 섬유강화복합재료 파이프(10)와 제2 섬유강화복합재료 파이프(20)는 제1 보강섬유층(12)의 연속섬유들의 일방향 배향방향과 제2 보강섬유층(22)의 연속섬유들의 일방향 배향방향은 서로 평행하지 않도록 배치된다. The first fiber-reinforced
블래더(200)는 중공(TH1, TH2)의 형태를 유지하기 위해 일정한 내압을 유지한다. The
(d) 단계: 블래더(200)를 제거하는 단계.(d) Step: Removing the
이상 첨부된 도면을 참조하여 실시예들을 설명하였으나, 발명은 상기 실시예들에 한정되는 것이 아니라 각 실시예에 개시된 내용들을 조합하여 서로 다른 다양한 형상으로 제조될 수 있으며, 발명이 속하는 기술분야에서 통상의 지식을 가진 자는 발명의 기술적 사상이나 필수적인 특징을 변경하지 않고서 다른 구체적인 형상으로 실시될 수 있다는 것을 이해할 수 있을 것이다. 그러므로 이상에서 기술한 실시예들은 모든 면에서 예시적인 것이며 한정적이 아닌 것으로 이해해야만 한다.Although the embodiments have been described with reference to the accompanying drawings, the invention is not limited to the above embodiments, and may be manufactured in various different shapes by combining the contents disclosed in each embodiment, and it is common in the art to which the invention pertains. Those skilled in the art will understand that the invention can be implemented in other specific shapes without changing the technical spirit or essential features of the invention. Therefore, it should be understood that the embodiments described above are illustrative in all respects and not restrictive.
100: 중공 단면을 가진 섬유강화복합재료
10: 제1 섬유강화복합재료 파이프
20: 제2 섬유강화복합재료 파이프
30: 제3 섬유강화복합재료 파이프100: fiber reinforced composite material having a hollow cross section
10: 1st fiber reinforced composite pipe
20: second fiber-reinforced composite pipe
30: 3rd fiber reinforced composite pipe
Claims (8)
제2 수지 기지재료 및 제2 보강섬유층을 포함하는 제2 섬유강화복합재료 파이프; 및
제3 수지 기지재료 및 제3 보강섬유층을 포함하며, 상기 제1 섬유강화복합재료 파이프와 상기 제2 섬유강화복합재료 파이프를 연결하고 상기 제1 섬유강화복합재료 파이프에 연결되는 일단부와 상기 제2 섬유강화복합재료 파이프에 연결되는 타단부를 잇는 꺾임부를 포함하는 제3 섬유강화복합재료 파이프;
를 포함하는 중공 단면을 가진 섬유강화복합재료.A first fiber reinforced composite pipe comprising a first resin matrix material and a first reinforcing fiber layer;
A second fiber reinforced composite pipe comprising a second resin matrix material and a second reinforcing fiber layer; And
A third resin base material and a third reinforcing fiber layer, the first fiber reinforced composite pipe and the second fiber reinforced composite pipe connected to the first fiber reinforced composite pipe and one end connected to the pipe 2 a third fiber-reinforced composite pipe including a bent portion connecting the other end connected to the fiber-reinforced composite pipe;
Fiber reinforced composite material having a hollow cross-section comprising a.
상기 제1 보강섬유층은 상기 제1 섬유강화복합재료 파이프의 중공을 따라 일방향 배향된 연속섬유들로 이루어지며,
상기 제2 보강섬유층은 상기 제2 섬유강화복합재료 파이프의 중공을 따라 일방향 배향된 연속섬유들로 이루어지고,
상기 제1 보강섬유층의 연속섬유들의 일방향 배향방향과 상기 제2 보강섬유층의 연속섬유들의 일방향 배향방향이 서로 평행하지 않은
중공 단면을 가진 섬유강화복합재료.According to claim 1,
The first reinforcing fiber layer is made of continuous fibers oriented in one direction along the hollow of the first fiber-reinforced composite pipe,
The second reinforcing fiber layer is made of continuous fibers oriented in one direction along the hollow of the second fiber reinforced composite pipe,
The orientation direction of the continuous fibers of the first reinforcing fiber layer and the orientation direction of the continuous fibers of the second reinforcing fiber layer are not parallel to each other.
Fiber reinforced composite material with hollow cross section.
상기 제3 보강섬유층은 다축 강화섬유층이며,
상기 다축 강화섬유층은 일방향 배향된 연속섬유들의 적층체, 연속섬유들의 직조직물 원단들의 적층체, 연속섬유들의 비굴곡 강화섬유 직물(non-crimp fabric; NCF) 원단들의 적층체 및 이들의 조합 중 어느 하나이며,
상기 일방향 배향된 연속섬유들의 적층체는 1층과 상기 1층 상에 배치된 2층을 포함하며, 상기 1층의 연속섬유들의 일방향 배향방향과 상기 2층의 연속섬유들의 일방향 배향방향이 서로 평행하지 않은
중공 단면을 가진 섬유강화복합재료.According to claim 2,
The third reinforcing fiber layer is a multi-axis reinforcing fiber layer,
The multi-axis reinforcing fiber layer is any one of a laminate of continuous fibers oriented in one direction, a laminate of nonwoven fabrics of continuous fibers, a non-crimp fabric of continuous fibers (NCF) fabrics, and combinations thereof. One,
The laminate of the unidirectionally oriented continuous fibers includes one layer and two layers disposed on the one layer, and the unidirectional orientation of the continuous fibers of the first layer and the unidirectional orientation of the continuous fibers of the two layers are parallel to each other. Not
Fiber reinforced composite material with hollow cross section.
상기 제3 보강섬유층은 1축 강화섬유층이며,
상기 1축 강화섬유층은 일방향 배향된 연속섬유들의 적층체이고,
상기 일방향 배향된 연속섬유들의 적층체는 1층과 상기 1층 상에 배치된 2층을 포함하며, 상기 1층의 연속섬유들의 일방향 배향방향과 상기 2층의 연속섬유들의 일방향 배향방향이 서로 평행한
중공 단면을 가진 섬유강화복합재료.According to claim 2,
The third reinforcing fiber layer is a one-axis reinforcing fiber layer,
The uniaxial reinforced fiber layer is a stack of continuous fibers oriented in one direction,
The laminate of the unidirectionally oriented continuous fibers includes one layer and two layers disposed on the one layer, and the unidirectional orientation of the continuous fibers of the first layer and the unidirectional orientation of the continuous fibers of the two layers are parallel to each other. One
Fiber reinforced composite material with hollow cross section.
(a) 단계: 상기 블래더의 일단부를 제1 수지 기지재료 및 제1 보강섬유층을 포함하는 제1 섬유강화복합재료 파이프의 중공으로 삽입하는 단계;
(b) 단계: 상기 블래더의 타단부를 제2 수지 기지재료 및 제2 보강섬유층을 포함하는 제2 섬유강화복합재료 파이프의 중공으로 삽입하는 단계;
(c) 단계: 상기 블래더의 꺽임부 상에 제3 수지 기지재료 및 제3 보강섬유층을 포함하는 섬유강화복합재료 시트들을 적층하고,
블래더 프레스 성형으로 상기 블래더의 꺾임부의 외곽을 감싸며 상기 제1 섬유강화복합재료 파이프 및 상기 제2 섬유강화복합재료 파이프를 연결하는 제3 섬유강화복합재료 파이프를 생성하는 단계; 및
(d) 단계: 상기 블래더를 제거하는 단계.Method for manufacturing a fiber-reinforced composite material having a hollow cross section according to claim 1 using a bladder (bladder) including a bent portion connecting one end and the other end, comprising the steps (a) to (e) How to:
Step (a): inserting one end of the bladder into the hollow of the first fiber-reinforced composite pipe comprising a first resin matrix material and a first reinforcing fiber layer;
Step (b): inserting the other end of the bladder into the hollow of the second fiber-reinforced composite pipe comprising a second resin matrix material and a second reinforcing fiber layer;
(c) step: laminating sheets of a fiber-reinforced composite material including a third resin matrix material and a third reinforcing fiber layer on a bent portion of the bladder,
Generating a third fiber-reinforced composite pipe which surrounds the outer portion of the bend of the bladder and connects the first fiber-reinforced composite pipe and the second fiber-reinforced composite pipe by bladder press molding; And
(d) step: removing the bladder.
상기 제1 보강섬유층은 상기 제1 섬유강화복합재료 파이프의 중공을 따라 일방향 배향된 연속섬유들로 이루어지며,
상기 제2 보강섬유층은 상기 제2 섬유강화복합재료 파이프의 중공을 따라 일방향 배향된 연속섬유들로 이루어지고,
상기 제1 보강섬유층의 연속섬유들의 일방향 배향방향과 상기 제2 보강섬유층의 연속섬유들의 일방향 배향방향이 서로 평행하지 않은
중공 단면을 가진 섬유강화복합재료의 제조방법.The method of claim 5,
The first reinforcing fiber layer is made of continuous fibers oriented in one direction along the hollow of the first fiber-reinforced composite pipe,
The second reinforcing fiber layer is made of continuous fibers oriented in one direction along the hollow of the second fiber reinforced composite pipe,
The orientation direction of the continuous fibers of the first reinforcing fiber layer and the orientation direction of the continuous fibers of the second reinforcing fiber layer are not parallel to each other.
Method for manufacturing a fiber reinforced composite material having a hollow cross section.
상기 제3 보강섬유층은 다축 강화섬유층이며,
상기 다축 강화섬유층은 일방향 배향된 연속섬유들의 적층체, 연속섬유들의 직조직물 원단들의 적층체, 연속섬유들의 비굴곡 강화섬유 직물(non-crimp fabric; NCF) 원단들의 적층체 및 이들의 조합 중 어느 하나이며,
상기 일방향 배향된 연속섬유들의 적층체는 1층과 상기 1층 상에 배치된 2층을 포함하며, 상기 1층의 연속섬유들의 일방향 배향방향과 상기 2층의 연속섬유들의 일방향 배향방향이 서로 평행하지 않은
중공 단면을 가진 섬유강화복합재료의 제조방법.The method of claim 6,
The third reinforcing fiber layer is a multi-axis reinforcing fiber layer,
The multi-axis reinforcing fiber layer is any one of a laminate of continuous fibers oriented in one direction, a laminate of nonwoven fabrics of continuous fibers, a non-crimp fabric of continuous fibers (NCF) fabrics, and combinations thereof. One,
The laminate of the unidirectionally oriented continuous fibers includes one layer and two layers disposed on the one layer, and the unidirectional orientation of the continuous fibers of the first layer and the unidirectional orientation of the continuous fibers of the two layers are parallel to each other. Not
Method for manufacturing a fiber reinforced composite material having a hollow cross section.
상기 제3 보강섬유층은 1축 강화섬유층이며,
상기 1축 강화섬유층은 일방향 배향된 연속섬유들의 적층체이고,
상기 일방향 배향된 연속섬유들의 적층체는 1층과 상기 1층 상에 배치된 2층을 포함하며, 상기 1층의 연속섬유들의 일방향 배향방향과 상기 2층의 연속섬유들의 일방향 배향방향이 서로 평행한
중공 단면을 가진 섬유강화복합재료의 제조방법.The method of claim 6,
The third reinforcing fiber layer is a one-axis reinforcing fiber layer,
The uniaxial reinforced fiber layer is a stack of continuous fibers oriented in one direction,
The laminate of the unidirectionally oriented continuous fibers includes one layer and two layers disposed on the one layer, and the unidirectional orientation of the continuous fibers of the first layer and the unidirectional orientation of the continuous fibers of the two layers are parallel to each other. One
Method for manufacturing a fiber reinforced composite material having a hollow cross section.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180154107A KR102401275B1 (en) | 2018-12-04 | 2018-12-04 | Fiber reinforced composite material having a hollow section and methode for manufacturing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180154107A KR102401275B1 (en) | 2018-12-04 | 2018-12-04 | Fiber reinforced composite material having a hollow section and methode for manufacturing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200067338A true KR20200067338A (en) | 2020-06-12 |
| KR102401275B1 KR102401275B1 (en) | 2022-05-23 |
Family
ID=71088205
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180154107A KR102401275B1 (en) | 2018-12-04 | 2018-12-04 | Fiber reinforced composite material having a hollow section and methode for manufacturing the same |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102401275B1 (en) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63193811A (en) * | 1987-02-06 | 1988-08-11 | Jitensha Sangyo Shinko Kyokai | Manufacture of deformed pipe made of carbon-fiber-reinforced resin |
| JPH07223271A (en) * | 1993-12-16 | 1995-08-22 | Toray Ind Inc | Bent pipe and method and apparatus for producing the same |
| JP2016159544A (en) * | 2015-03-03 | 2016-09-05 | 本田技研工業株式会社 | Axial composite member and manufacturing method therefor |
| KR20190055376A (en) * | 2017-11-15 | 2019-05-23 | 도레이첨단소재 주식회사 | Reinforcement member for car pillar and manufacturing method for the same |
-
2018
- 2018-12-04 KR KR1020180154107A patent/KR102401275B1/en active IP Right Grant
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63193811A (en) * | 1987-02-06 | 1988-08-11 | Jitensha Sangyo Shinko Kyokai | Manufacture of deformed pipe made of carbon-fiber-reinforced resin |
| JPH07223271A (en) * | 1993-12-16 | 1995-08-22 | Toray Ind Inc | Bent pipe and method and apparatus for producing the same |
| JP2016159544A (en) * | 2015-03-03 | 2016-09-05 | 本田技研工業株式会社 | Axial composite member and manufacturing method therefor |
| KR20190055376A (en) * | 2017-11-15 | 2019-05-23 | 도레이첨단소재 주식회사 | Reinforcement member for car pillar and manufacturing method for the same |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102401275B1 (en) | 2022-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5597134B2 (en) | Molding method of molding material | |
| US11155046B2 (en) | Fabrication of complex-shaped composite structures | |
| JP6446047B2 (en) | Continuous fiber reinforced resin composite and molded product thereof | |
| JP6085798B2 (en) | COMPOSITE MATERIAL FOR 3D SHAPE FORMING AND ITS MANUFACTURING METHOD | |
| JP6138045B2 (en) | Method for producing high-weight carbon fiber sheet for RTM method and RTM method | |
| US10562243B2 (en) | FRP shaping jig and method of shaping FRP structure | |
| JP2006501085A (en) | Manufacturing method of composite material | |
| RU2015105791A (en) | STAPED UNIDIRECTIONAL OR MULTI-AXIS REINFORCING FILLER AND METHOD OF ITS OBTAINING | |
| KR102307989B1 (en) | Fiber reinforced composite material having a hollow section and method for manufacturing the same | |
| US11173687B2 (en) | Reinforced substrate for composite material, composite material, and method for manufacturing reinforced substrate for composite material | |
| JP2008290421A (en) | Manufacturing method of molding comprising prepreg laminate | |
| RU2015105815A (en) | ONE-DIRECTIONAL REINFORCING FILLER AND METHOD FOR OBTAINING A UNIDIRECTED REINFORCING FILLER | |
| WO2017212835A1 (en) | Reinforced base material for composite material component, composite material component, and method for manufacturing same | |
| WO2020138473A1 (en) | Method for manufacturing preform, method for manufacturing composite material molded article, and mold | |
| JP2009161886A (en) | Reinforced fiber substrate, preform, composite material and method for producing the same | |
| JP6938987B2 (en) | Method for manufacturing reinforcing fiber base material, manufacturing method for reinforcing fiber preform, and manufacturing method for fiber reinforced composite material molded product | |
| JPWO2019012983A1 (en) | Fiber structure and fiber reinforced composite material | |
| JP2007269034A (en) | Fiber-reinforced composite material | |
| KR20200067338A (en) | Fiber reinforced composite material having a hollow section and methode for manufacturing the same | |
| US20180072025A1 (en) | Stacked material for forming composite material | |
| JP6650296B2 (en) | Substrate for fiber reinforced plastic, multilayer substrate for fiber reinforced plastic, preform for fiber reinforced plastic, and method for producing the same | |
| JP2013220609A (en) | Method of molding fiber-reinforced plastic structure, reinforced fiber sheet for vartm, and fiber-reinforced plastic structure | |
| US20210060918A1 (en) | Method for manufacturing composite material | |
| JP7240559B2 (en) | Manufacturing method for intermediate products of aircraft parts and aircraft parts | |
| JP2014163016A (en) | Multi-axis stitched substrate for reinforcement, woven fabric for reinforcement and carbon fiber reinforcement composite material, and method for producing them |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |