KR20200031794A - The device for manufacturing thin sheet/film and the methid of the same - Google Patents
The device for manufacturing thin sheet/film and the methid of the same Download PDFInfo
- Publication number
- KR20200031794A KR20200031794A KR1020180110675A KR20180110675A KR20200031794A KR 20200031794 A KR20200031794 A KR 20200031794A KR 1020180110675 A KR1020180110675 A KR 1020180110675A KR 20180110675 A KR20180110675 A KR 20180110675A KR 20200031794 A KR20200031794 A KR 20200031794A
- Authority
- KR
- South Korea
- Prior art keywords
- roll
- sheet
- forming
- film
- rolling
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/22—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length
- B29C43/24—Calendering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/44—Compression means for making articles of indefinite length
- B29C43/46—Rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/52—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0011—Combinations of extrusion moulding with other shaping operations combined with compression moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
Abstract
Description
본 발명은 열가소성 수지를 성형하여 가구 표면재, 인테리어, 표면장식 등의 용도에 적용되는 폭이 넓고 두께가 얇은 시트/필름의 롤 성형 장치 및 롤 성형 방법에 관한 것으로, The present invention relates to a roll forming apparatus and a roll forming method for a wide and thin sheet / film that is applied to applications such as furniture surface materials, interiors, and surface decoration by molding a thermoplastic resin.
보다 구체적으로, 압출기에서 용융, 혼련이 이루어진 용융수지를 T-다이를 통해 막 상태로 압출하여 두 개 이상의 압연 롤에서 뱅크를 형성하여 혼련, 압연 성형 과정을 순차적으로 거치면서 이후 배치되는 한 쌍의 성형 롤 및 복수의 냉각 롤을 거치면서 폭이 넓고 두께가 얇은 시트/필름을 성형하는 롤 성형 장치 및 롤 성형 방법에 관한 것이다.More specifically, the melted and kneaded melted resin in an extruder is extruded in a membrane state through a T-die to form a bank in two or more rolling rolls, sequentially passing through the kneading and rolling forming process, and then a pair disposed thereafter. It relates to a roll forming apparatus and a roll forming method for forming a sheet / film having a wide width and a thin thickness while passing through a forming roll and a plurality of cooling rolls.
일반적으로, 열가소성 수지의 성형 법에는 금속 롤 성형 법과 캘린더 성형 법이 있다. In general, the thermoplastic resin forming method includes a metal roll forming method and a calender forming method.
금속 롤 성형 법은 압출기에서 용융, 혼련이 이루어진 용융수지를 T-다이를 통해 막 상태로 압출하여 한 쌍의 성형 롤 사이에 공급하고 협압하여 일측의 성형 롤 표면에 감기면서 소정의 두께로 성형된다. 성형 롤은 터치 롤과 메인 롤로 구성되는 것으로, 터치 롤과 메인 롤은 고 강성의 금속으로 구성되고, 터치 롤과 메인 롤은 내부로 순환되는 유체에 의해 냉각하도록 되어 있다. 고 강성의 금속으로 이루어진 터치 롤과 메인 롤은 고 선압의 압력에서도 표면 변형이 없고, 용융수지의 잉여분이 모여 뱅크가 형성된다.In the metal roll forming method, the melted and kneaded melted resin is extruded in a film state through a T-die in an extruder, supplied between a pair of forming rolls, and pressed to form a predetermined thickness while being wound on the forming roll surface of one side. . The forming roll is composed of a touch roll and a main roll. The touch roll and the main roll are made of a high rigidity metal, and the touch roll and the main roll are cooled by a fluid circulated therein. The touch roll and the main roll made of a high-rigidity metal have no surface deformation even at a high linear pressure, and a surplus of molten resin is collected to form a bank.
위 성형 법을 금속 롤 성형 법이라고 하는데, 두께가 얇은 시트/필름의 성형을 위해서는 고 강성의 금속으로 이루어진 터치 롤을 가요성과 탄성을 가지는 금속제 박막의 외통을 갖춘 금속 탄성 롤을 적용하고 있다.The above forming method is referred to as a metal roll forming method, and for forming a thin sheet / film, a metal elastic roll having an outer tube made of a metal thin film having flexibility and elasticity is applied to a touch roll made of a metal having high rigidity.
예를 들면 도 6에 도시된 바와 같이, 두 개의 롤 중에 하나는 메인 롤인 금속 롤(52)로서 용융수지를 이끌어주는 롤이고, 다른 하나는 롤 외통을 가요성과 탄성을 갖추어 얇은 막 상태의 용융수지를 금속 롤(52) 표면에 밀착시키는 금속 탄성 롤(51)로서, T-다이(10)를 통해 얇은 막 상태로 압출되는 용융수지를 협압하여 소정 두께의 표면을 갖춘 제품이 얻어진다.For example, as shown in FIG. 6, one of the two rolls is a roll that guides the molten resin as a
즉 금속 롤은 고 강성의 금속으로 구성되고, 금속 탄성 롤은 얇은 막 상태의 용융수지를 금속 롤 표면에 균일하게 힘을 가하여 고르게 밀착 시킬 수 있어야하고(L), 또 한편으로는 롤 표면에 상처가 나지 않게 하기 위하여 롤 외통이 탄성을 가지도록, 즉 가요성을 가지는 금속제 박막 외통으로 이루어진 금속 탄성 롤이 적용되고 있다.That is, the metal roll is composed of a high-rigidity metal, and the metal elastic roll must be able to adhere evenly by applying a uniform force to the surface of the metal roll with a thin film molten resin (L), and on the other hand, the wound on the roll surface In order to prevent it from appearing, a metal elastic roll made of a thin film outer cylinder made of metal is used so that the roll outer cylinder has elasticity, that is, flexibility.
상기 금속 롤 성형 법에 있어서 뱅크의 량은 용융수지에 가해지는 성형 압과 롤 간의 간격, 융용 수지의 온도와 점도에 따라 뱅크 량이 조절되는데, In the metal roll forming method, the bank amount is adjusted according to the molding pressure applied to the molten resin and the interval between the rolls and the temperature and viscosity of the molten resin.
두꺼운 시트를 성형할 경우에는 뱅크 량이 많아도 쿠션성에 의해 성형에 어려움이 없지만, 시트의 두께가 얇아질수록 막 상태의 용융수지가 빠르게 냉각되어 뱅크 량을 줄일 필요가 있고, 허용하는 이상으로 뱅크 량이 많아지면 시트 표면에 뱅크 마크로 불리는 횡파상의 요철 모양이 발생한다. In the case of forming a thick sheet, there is no difficulty in molding due to cushioning properties even with a large amount of banks, but the thinner the sheet thickness, the faster the molten resin in the film state needs to be cooled and the banks need to be reduced. On the surface of the ground sheet, a transversely uneven shape called a bank mark occurs.
또한 상기 금속 롤 성형 법에 있어서 T-다이는 얇은 막 상태로 압출되는 용융수지의 폭 전체 두께를 정밀하게 제어하기 위하여 수동 또는 자동의 다이 닙 조절 장치가 이용되는데, 두께가 얇은 시트 일수록 T-다이의 닙 간격을 좁게 하고 정밀하게 조절하여야 한다.In addition, in the metal roll forming method, a manual or automatic die nip adjusting device is used to precisely control the entire thickness of the molten resin extruded in a thin film state, and the thinner the sheet, the more T-die. The nip spacing of the should be narrowed and adjusted precisely.
T-다이의 닙 간격을 좁게 조절하여 용융수지를 얇은 막 상태로 압출할 때 얇은 막의 표면에 다이라인 등이 발생하고, 이로 인하여 성형되는 시트/필름의 표면 상태가 불량해져 상품성이 떨어진다.When extruding the molten resin into a thin film state by adjusting the nip spacing of the T-die narrow, die lines and the like occur on the surface of the thin film, and thus the surface condition of the formed sheet / film is poor, resulting in poor productability.
그리고 폭이 넓고 두께가 얇은 시트/필름을 성형할 경우 물성 향상이나 강성을 얻기 위해 첨가제를 첨가하게 되는데, 첨가되는 첨가제나 첨가제의 첨가량에 의해서도 이러한 문제점이 현저하게 발생한다.In addition, when forming a sheet / film having a wide width and a thin thickness, additives are added to improve physical properties or to obtain rigidity. This problem is remarkably caused by the amount of additives or additives added.
즉, T-다이를 이용한 금속 롤 성형 법은 다른 성형 법에 비해 두께 정밀도 및 표면 평활성이 양호한 시트/필름을 성형할 수 있는 이점이 있으나, 두께가 얇은 시트/필름의 성형에서는 상기 언급된 문제점들이 발생하고 있다.That is, the metal roll forming method using the T-die has the advantage of being capable of forming a sheet / film having good thickness precision and surface smoothness compared to other forming methods, but the above-mentioned problems are formed in the molding of a thin sheet / film. Is occurring.
한편 도 5에 도시된 바와 같이, 캘린더 성형 법은 서로 반대 방향으로 회전하는 네 개 이상의 캘린더 롤(20)에서 시트/필름을 연속적으로 제조하는 것으로, 반 용융 상태의 수지를 용융 온도로 가열된 캘린더 롤을 거치면서 용융, 혼련, 압연하여 두께가 얇은 시트/필름의 성형이 가능하다.Meanwhile, as illustrated in FIG. 5, the calendar forming method is to continuously produce sheets / films in four or more
또한 캘린더 성형 법은 고속 생산이 가능하고, 원료를 교체할 때 압출 성형기에 비해 매우 짧은 시간에 교체할 수 있으므로 비용 절감 효과가 크고 생산성이 좋은 경제적인 이점을 가지고 있다.In addition, the calender forming method is capable of high-speed production, and when replacing raw materials, it can be replaced in a very short time compared to an extrusion molding machine, and thus has a cost-effective and economical advantage.
그러나 캘린더 성형 법에 의해 성형된 시트/필름은 금속 롤 성형 법에 의해 성형 된 시트/필름에 비해 두께 정밀도 및 표면 평활성이 우수하지 못하다.However, the sheet / film formed by the calender forming method does not have excellent thickness precision and surface smoothness compared to the sheet / film formed by the metal roll forming method.
캘린더 성형 법은 반 용융 상태의 용융수지를 네 개 이상의 캘린더 롤 사이에서 용융, 혼련, 압연하여 시트/필름을 성형하는 것으로, 반 용융 상태로 공급된 용융수지는 균일하지 않은 뱅크를 형성한다.The calender forming method is to melt, knead, and roll a molten resin in a semi-melted state between four or more calender rolls to form a sheet / film, and the molten resin supplied in a semi-melted state forms an uneven bank.
상기와 같이 캘린더 롤에서 용융, 혼련, 압연하여 성형할 때 균일하지 않은 뱅크에 의해 캘린더 롤의 표면 온도가 불균일하고 또한, 발열에 의해 용융수지의 온도가 높아져 롤 간의 전이가 어렵게 되어, 시트/필름의 두께 정밀도가 일정하지 않아 표면 평활성이 떨어져 고품질의 시트/필름을 성형하는 것이 곤란하다.When forming by melting, kneading, and rolling in a calender roll as described above, the surface temperature of the calender roll is non-uniform due to an uneven bank, and the temperature of the molten resin is increased due to heat generation, making transition between rolls difficult, and thus sheet / film. It is difficult to form a high quality sheet / film due to poor surface smoothness due to the inconsistent thickness precision of.
결정성 수지인 폴리프로필렌 수지는 고유의 점착 특성으로 인해 캘린더 롤 표면에 점착되는 현상이 발생한다. 특히 폴리염화비닐 성형체와 같은 연성을 부여할 경우 점착이 더욱 심해지고, 용융 강도가 약해져 캘린더 롤 간의 전이가 어려워져 시트/필름의 두께 정밀도가 불량해지고 표면 상태 및 외관 품질이 떨어진다.Polypropylene resin, which is a crystalline resin, has a phenomenon in that it adheres to the surface of a calender roll due to its inherent adhesive properties. In particular, when a ductility such as a polyvinyl chloride molded body is imparted, the adhesion becomes more severe, the melt strength becomes weak, and the transition between calender rolls becomes difficult, resulting in poor thickness accuracy of the sheet / film and poor surface condition and appearance quality.
그리고 캘린더 성형기는 압출 성형기에 비해 설비의 비용이 과다하고 설치 면적을 넓게 차지한다는 문제점도 있다.In addition, the calender forming machine has a problem that the cost of the equipment is excessive and the installation area is large compared to the extrusion molding machine.
따라서 기존 공지된 시트/필름의 롤 성형 법으로는 폭이 넓고 두께가 얇은 시트/필름 성형에는 한계가 있다.Therefore, the roll forming method of the known sheet / film has limitations in forming a sheet / film having a wide width and a thin thickness.
본 발명은 종래의 T-다이를 이용한 금속 롤 성형 법과, 캘린더 성형 법에서의 문제점을 극복하여, 폭이 넓고 두께가 얇은 시트/필름 특히, 열가소성 수지의 폴리프로필렌 수지를 박막의 시트/필름으로 성형 할 때에도 두께 정밀도 및 표면 평활성이 향상되고, 투명하고 표면 광택이 우수한 박막의 시트/필름을 성형할 수 있는 롤 성형 장치 및 롤 성형 방법을 제공하는 것을 목적으로 한다.The present invention overcomes the problems in the metal roll forming method using the conventional T-die and the calender forming method, forming a wide and thin sheet / film, particularly a thermoplastic resin polypropylene resin into a thin sheet / film. It is an object of the present invention to provide a roll forming apparatus and a roll forming method capable of forming a sheet / film of a thin film having improved thickness precision and surface smoothness, and having excellent transparency and surface gloss.
상기한 목적 달성을 위한 본 발명에 따른 시트/필름의 롤 성형 장치는,Roll forming apparatus of the sheet / film according to the present invention for achieving the above object,
T-다이 및 상기 T-다이 이후 배치되는 두 개 이상의 압연 롤을 포함하여,Comprising a T-die and two or more rolling rolls disposed after the T-die,
T-다이를 통해 막 상태로 압출되는 용융수지를 상기 압연 롤에서 뱅크를 형성하여 혼련, 압연 성형하는 것을 기술적 특징으로 한다.It is a technical feature of forming a bank in the rolling roll by kneading and rolling forming a molten resin extruded in a film state through a T-die.
또한 상기 압연 롤 이후 한 쌍의 성형 롤이 배치되고, 상기 성형 롤은 금속 탄성 롤과 금속 롤로 이루어지는 것을 기술적 특징으로 한다.In addition, a pair of forming rolls are disposed after the rolling roll, and the forming rolls are technically made of a metal elastic roll and a metal roll.
또한 상기 성형 롤 이후 금속 탄성 롤이 추가 배치되는 것을 기술적 특징으로 한다.In addition, it is a technical feature that the metal elastic roll is additionally disposed after the forming roll.
또한 상기 성형 롤 이후 복수의 냉각 롤이 배치되어, 성형 롤 사이를 통과한 시트는 상기 냉각 롤 표면을 거치면서 시트의 양면을 번갈아 냉각하고, 시트가 냉각 롤과 냉각 롤 사이를 통과할 때 냉각 롤 표면에 밀착되어 감기면서 냉각이 이루어지는 것을 기술적 특징으로 한다.In addition, a plurality of cooling rolls are disposed after the forming roll, and the sheet passing between the forming rolls alternately cools both sides of the sheet while passing through the cooling roll surface, and when the sheet passes between the cooling roll and the cooling roll, the cooling roll It is technically characterized in that cooling is performed while being tightly wound on the surface.
또한 상기 압연 롤의 표면 온도를 융점+10도 이상 융점+50도 이하인 것을기술적 특징으로 한다.In addition, the surface temperature of the rolling roll is characterized in that the melting point + 10 degrees or more and melting point + 50 degrees or less.
또한 상기 두 개 이상의 압연 롤은 후방에 배치될수록 회전 속도가 빠르게 조절되는 것을 기술적 특징으로 한다.In addition, the two or more rolling rolls are characterized in that the rotation speed is adjusted quickly as it is disposed in the rear.
또한 상기 성형 롤의 표면 온도를 10도 이상 30도 이하로 하여 투명한 시트/필름을 성형하는 것을 기술적 특징으로 한다.In addition, it is a technical feature to form a transparent sheet / film by setting the surface temperature of the forming roll to 10 degrees or more and 30 degrees or less.
그리고 본 발명에 따른 시트/필름의 롤 성형 방법은,And the roll forming method of the sheet / film according to the present invention,
T-다이를 통해 막 상태로 압출되는 용융수지가 두 개 이상 배열된 압연 롤을 거치면서, 상기 압연 롤에서 뱅크를 형성하여 혼련, 압연 성형 과정을 거쳐 시트/필름으로 성형하는 것을 기술적 특징으로 한다.It is a technical feature of forming a bank from the rolled roll, kneading and rolling forming a sheet / film through a rolling roll in which two or more molten resins extruded in a film state through a T-die are arranged. .
또한 상기 압연 롤을 거친 후 성형 롤에서 협압하여 두께 정밀도와 표면 평활성이 향상된 시트로 성형되는 것을 기술적 특징으로 한다.In addition, it is characterized by being formed into a sheet having improved thickness precision and surface smoothness by subjecting it to a rolling roll after passing through the rolling roll.
또한 상기 압연 롤 간의 간격 조절과 상기 압연 롤의 회전 속도를 순차적으로 빠르게 조절함으로써 시트의 두께를 결정하는 것을 기술적 특징으로 한다.In addition, it is a technical feature to determine the thickness of the sheet by sequentially adjusting the spacing between the rolling rolls and the rotational speed of the rolling rolls sequentially.
본 발명에 의하면 압출기에서 용융, 혼련이 이루어진 용융수지를 T-다이를 통해 소정 두께의 막 상태로 압출하여 두 개 이상의 압연 롤 사이에서 뱅크를 형성하면서 순차적으로 혼련, 압연하여 얇은 두께의 용융수지 시트로 성형하는 공정과 박리 롤을 거쳐 얇은 두께로 형성된 용융수지 시트의 폭 전체를 성형 롤에서 균일한 협압과 동시에 냉각하는 공정을 거쳐 시트/필름의 두께 정밀도 및 표면 평활성이 향상된 폭이 넓고 두께가 얇은 시트/필름을 고속으로 성형할 수 있다.According to the present invention, a molten resin sheet melted and kneaded in an extruder is extruded through a T-die into a film having a predetermined thickness to form a bank between two or more rolling rolls, and then kneaded and rolled sequentially to form a thin sheet of molten resin. Through the process of forming with a releasing roll and the process of cooling the entire width of the molten resin sheet formed in a thin thickness at the same time with uniform pressure in the forming roll, the width and thickness of the sheet / film are improved and the thickness accuracy and surface smoothness are improved. Sheets / films can be molded at high speed.
도 1은 본 발명에 따른 롤 성형 장치 및 롤 성형 방법을 개략적으로 설명하기 위한 간략도.
도 2는 본 발명의 다른 실시예를 도시한 간략도.
도 3은 본 발명의 또다른 실시예를 도시한 간략도.
도 4는 도 2에 도시된 성형 롤 부분의 확대도.
도 5는 종래 캘린더 성형 법 설명을 위한 도면.
도 6은 종래 금속 롤 성형 법 설명을 위한 도면.1 is a schematic diagram for schematically explaining a roll forming apparatus and a roll forming method according to the present invention.
Figure 2 is a simplified diagram showing another embodiment of the present invention.
3 is a simplified diagram showing another embodiment of the present invention.
4 is an enlarged view of a portion of the forming roll shown in FIG. 2.
5 is a view for explaining a conventional calender forming method.
6 is a view for explaining a conventional metal roll forming method.
이하 도면을 참조하여 본 발명의 시트/필름의 롤 성형 장치 및 롤 성형 방법에 대해서 보다 구체적으로 설명한다.Hereinafter, a roll forming apparatus and a roll forming method of the sheet / film of the present invention will be described in more detail with reference to the drawings.
본 발명은 폭이 넓고 두께가 얇은 시트/필름을 성형하기 위한 것으로, 박막 시트(예를 들면, 시트의 두께가 0.06 이상 0.6mm 이하의 시트)라고 칭한다. 그리고 필름이란 시트보다 얇은 두께를 가진 것으로, 이하에서는 이들 모두를 박막 시트로 통칭하여 설명한다.The present invention is for forming a sheet / film having a wide width and a thin thickness, and is referred to as a thin film sheet (for example, a sheet having a thickness of 0.06 or more and 0.6 mm or less). In addition, a film has a thickness thinner than a sheet, and hereinafter, all of them are collectively described as a thin film sheet.
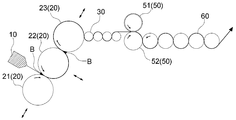
도 1에 도시된 바와 같이, 본 발명의 박막 시트의 롤 성형 장치는 압출기(도시하지 않음)에서 용융, 혼련이 이루어진 용융수지를 막 상태로 압출하는 T-다이(10)와 두 개 이상의 압연 롤(20)을 포함하는 것으로, As shown in Figure 1, the roll forming apparatus of the thin film sheet of the present invention is a T-
상기 압연 롤(20) 이후 박리 롤(30)과 성형 롤(50), 그리고 복수 의 냉각 롤(60)이 배치된다.After the
압출기는 열가소성 수지와 첨가물이 혼합된 조성물을 200 ~ 280도로 용융, 혼련하여 T-다이(10)를 통해 막 상태로 압출하여 압연 롤(20)에 공급한다. The extruder melts and kneads the composition in which the thermoplastic resin and additives are mixed at 200 to 280 degrees, extrudes them into a membrane state through the T-
상기 압연 롤(20)은 두 개 이상 배치되는 것으로, 도 1에는 세 개의 압연 롤(21, 22, 23)로 구성되고, T-다이를 통해 막 상태로 압출되는 용융수지는 세 개의 압연 롤(21, 22, 23)을 거치면서 두 개의 뱅크(B)가 형성된다.Two or more rolling rolls 20 are disposed, and FIG. 1 includes three rolling
그리고 압연 롤은 수평 형, 수직 형, 경사 형 등으로 배치할 수 있고, 압연 롤은 온도 제어 및 속도 제어(도시하지 않음)를 할 수 있다. 압연 롤 간의 간격 및 속도 조절은 서보 모터 및 정밀 기어박스를 적용하여 정밀하게 제어할 수 있는 것이 바람직하다.And the rolling roll can be arranged in a horizontal type, vertical type, inclined type, etc., and the rolling roll can be temperature controlled and speed controlled (not shown). It is preferable that the spacing and speed between the rolling rolls can be precisely controlled by applying a servo motor and a precision gearbox.
압연 롤(20)의 표면은 칠드 강으로 표면 처리된 롤을 적용하는 것이 바람직하고, 압연 롤(20)의 내부로 유체를 순환시켜 온도를 조절할 수 있다. 그리고 상기 압연 롤(20)은 종래의 롤을 사용할 수 있다.The surface of the rolling
즉 압연 롤(20)의 외통은 고강성의 금속으로 구성되어 고 선압의 성형 압력에서도 변형되지 않는다. 고 강성의 금속 외통과 내통 사이로 유체 순환 로가 형성되어 순환하는 유체에 의해 압연 롤(20)의 표면 온도를 조절할 수 있다.That is, the outer cylinder of the rolling
참고로, 열가소성 수지를 압연 롤을 이용하여 박막 시트를 성형 할 때 수지가 압연 롤 표면에 점착되는 것을 방지하는 수단으로, 특히, 폴리프로필렌 수지에 점착을 방지하거나 열 안정 효과를 높이기 위해서 점착 방지제를 첨가하는 방법이 제안되고 있다. For reference, when forming a thin film sheet using a rolling roll of a thermoplastic resin, as a means of preventing the resin from adhering to the rolling roll surface, in particular, an anti-sticking agent is used to prevent adhesion to the polypropylene resin or to increase the thermal stability effect. A method of addition has been proposed.
점착 방지제는 스테아린 산, 스테아릴 알코올, 스테아린 산 부틸, 왁스, 저분자량 폴리에틸렌, 유동 파라핀 등이 적용될 수 있는데, 이를 과다하게 첨가하면 오히려 혼련이 곤란하게 되거나 제품 표면에 배어 나오거나 투명성이 손상되거나 하는 등 열가소성 수지 시트 본래의 성능이 손상되는 문제가 있어 적당량으로 첨가하는 것이 바람직하다.The anti-sticking agent may be applied with stearic acid, stearyl alcohol, butyl stearate, wax, low molecular weight polyethylene, liquid paraffin, etc. If excessively added, kneading becomes difficult, or the transparency of the product is impaired. It is preferable to add in an appropriate amount because there is a problem that the original performance of the thermoplastic resin sheet is impaired.
이하 도 1을 참조하여 본 발명을 설명한다.Hereinafter, the present invention will be described with reference to FIG. 1.
압출기에서 수지를 용융, 혼련하여 T-다이를 통해 막 상태로 압출되는 용융수지는 압연 롤(20)의 제1 압연 롤(21)과 제2 압연 롤(22) 사이에서 뱅크(B)가 형성되어 혼련, 압연하여 압연 롤(21, 22)의 닙을 통과하면서 일차적으로 두께가 형성되고, 제2 압연 롤(22) 표면에 감겨져 제2 압연 롤(22)과 제3 압연(23) 롤 사이로 이송하여 뱅크가 형성되어 혼련, 압연하여 압연 롤(22, 23)의 닙을 통과하면서 이차적으로 소정 두께의 용융수지 시트로 형성된다.The molten resin that is melted and kneaded in an extruder and extruded in a film state through a T-die is formed with a bank B between the first rolling
그리고 마지막 제3 압연 롤(23)을 거친 용융수지 시트는 박리 롤(30)을 거쳐 한 쌍의 성형 롤(50)에서 협압과 동시에 냉각 고화되어 두께 정밀도 및 표면 평활성이 향상된 박막 시트로 성형된다.In addition, the molten resin sheet that has passed through the last third rolling
상기 박리 롤(30)은 마지막 제3 압연 롤(23) 표면에 접촉되어 감겨져 있는 용융수지 시트가 원활하게 박리될 수 있도록 한다.The
전술된 바와 같이 종래의 금속 롤 성형 법은 T-다이를 통해 얇은 막 상태로 압출되는 용융수지의 폭 전체 두께를 제어하기 위해 T-다이의 닙은 정밀하게 조절되어야 하는데, 성형하는 시트의 두께가 얇아질수록 T-다이의 닙 간격이 더욱 좁아지고 정밀하게 조절되어야 하고 이로 인하여 T-다이를 통해 얇은 막 상태로 압출되는 용융수지의 시트 표면에 다이라인이 발생하고, 발생된 다이라인이 성형 롤을 거치면서 성형된 시트 표면에 그대로 나타나는 문제점이 있었다. 또한 두께가 얇은 시트 성형을 위해 T-다이의 닙 간격이 일정하고 정밀하게 조절되어야 하는 어려움이 있었다.As described above, in the conventional metal roll forming method, the nip of the T-die must be precisely adjusted to control the overall thickness of the molten resin extruded through the T-die in a thin film state. As the thickness becomes thinner, the nip spacing of the T-die needs to be narrower and more precisely controlled. As a result, a die line is generated on the sheet surface of the molten resin extruded through the T-die in a thin film state, and the generated die line is formed into a roll. There was a problem that appears as it is on the surface of the molded sheet. In addition, there was a difficulty in that the nip spacing of the T-die must be uniformly and precisely controlled for forming a thin sheet.
그래서 본 발명에서는 용융수지를 T-다이(10)를 통해 소정 두께의 막 상태로 압출하여 두께가 얇은 시트를 성형하더라도, T-다이 이후 압연 롤(20)을 배치하여, 막 상태로 압출되는 용융수지가 압연 롤(20)을 통과하면서 2개의 뱅크가 형성되어 혼련이 이루어지고 압연하여 박리 롤(30)을 거치고 성형 롤(50)을 거치면서 두께가 결정되기에, 종래의 T-다이에 비해 좁은 닙 간격을 필요로 하지 않으며, 고 정밀도의 T-다이를 이용하지 않아도 된다.Thus, in the present invention, even if the molten resin is extruded through the T-die 10 into a film having a predetermined thickness to form a thin sheet, the rolling
즉 두께가 얇은 시트를 성형할 경우, 종래에는 정밀한 조절이 요구되는 T-다이의 닙을 통해 얇은 막 상태의 용융수지를 압출하여 성형 롤(51, 52/ 도 6 참조)에서 협압과 동시에 냉각하여 성형하는 것에 비해, That is, in the case of forming a thin sheet, by extruding a thin film of molten resin through a nip of a T-die, which requires precise control, it is cooled simultaneously with narrow pressure in a forming roll (see 51, 52 / FIG. 6). Compared to molding,
본 발명에서는 T-다이의 닙 간격을 넓게 하여 소정 두께의 막으로 형성된 용융수지를 압연 롤(20) 사이에 공급하여 압연 롤(20) 사이의 닙을 통과하면서 두께가 형성되는 과정이 2번 이루어져 정밀한 두께로 성형할 수 있고 다이라인 등의 발생 없이 성형할 수 있어, 종래의 정밀한 조절이 요구되는 T-다이를 필요로 하지 않아 생산성을 향상시킬 수 있다는 이점이 있다. 결국 본 발명에서는 T-다이에서 하나의 닙, 압연 롤(20)에서 두 개의 닙을 통과하는 것으로 세 개의 닙을 통과하게 된다. 그리고 T-다이(10)에서 압출되는 막 상태의 용융수지가 압연 롤(20)에서 균일하게 뱅크가 형성되도록, 용융수지를 소정의 폭으로 하여 균일하게 공급하기에 압연 롤(20)의 전 폭에 걸쳐 형성되는 뱅크는 균일하다.In the present invention, the process of forming the thickness while passing the nip between the rolling rolls 20 is made twice by supplying molten resin formed of a film of a predetermined thickness by increasing the nip spacing of the T-die between the rolling rolls 20. It has the advantage that it can be molded to a precise thickness and can be molded without the occurrence of a die line, thereby improving productivity by not requiring a T-die that requires conventional precise control. Consequently, in the present invention, one nip in the T-die and two nips in the rolling
상기 압연 롤(20)의 표면 온도는 융점+10도 이상 융점+50도 이하의 온도로 설정하는데, 종래의 캘린더 성형 법에서는 캘린더 롤의 표면 온도를 수지의 용융 온도로 높게 설정하여 성형하는 것과는 차이가 있다. 즉, 캘린더 성형 법에서는 캘린더 롤의 표면 온도를 수지의 용융 온도로 높게 설정하여 성형하는 것에 비해 본 발명에서는 압연 롤의 표면 온도를 융점+10도 이상 융점+50도 이하의 온도로 낮게 설정하여 저온으로 성형할 수 있기에 용융 강도가 낮은 수지의 성형에서도 생산성을 향상 시킬 수 있다.The surface temperature of the rolling
압연 롤(20)의 표면 온도가 융점보다 낮은 경우에는 시트의 표면이 거칠어지기 쉬워지거나 시트내의 잔류 변형이 커지기 때문에 수축률이 높아지거나 심한 경우에는 시트 그 자체를 얻을 수 없게 된다. When the surface temperature of the rolling
반대로, 압연 롤(20)의 표면 온도가 융점보다 너무 높아지면 용융수지 시트가 처지거나 롤 표면에 점착되어 성형하기가 어려워진다.Conversely, when the surface temperature of the rolling
본 발명에서는 압출기에서 미리 용융, 혼련이 이루어진 용융수지를 T-다이를 통해 압연 롤 (20)에 공급하기에 압연 롤(20)의 표면 온도를 수지의 융점+10도 이상 융점+50도 이하의 온도로 낮게 설정하는 것이 바람직하다. 이 범위의 온도에서는 용융 장력이 부족한 수지라도 저온으로 성형할 수 있기 때문에 용융수지 시트의 늘어짐을 최소화할 수 있고, 롤 표면에 점착을 방지할 수 있어 수축을 작게 할 수 있다.In the present invention, the surface temperature of the rolling
본 발명에 의해 성형되는 박막 시트의 두께 조절은 압연 롤(20)의 제1 압연 롤(21)과 제2 압연 롤(22) 사이의 간격, 제2 압연 롤(22)과 제3 압연 롤(23) 사이의 닙 간격을 조절하는 것과, 압연 롤(20)의 회전 속도를 순차적으로 빠르게 조절하는 것과, 그리고 박리 롤(30)의 회전 속도 및 성형 롤(50)의 회전 속도를 조절하여 최종적으로 시트의 두께를 결정할 수 있다.The thickness control of the thin film sheet formed by the present invention is the spacing between the first rolling
다음으로 상기 압연 롤(20) 및 박리 롤(30)을 거친 용융수지 시트는 한 쌍의 성형 롤(40) 사이에서 협압과 동시에 냉각이 이루어지고 복수의 냉각 롤(60)을 거치면서 두께 정밀도 및 표면 평활성이 향상된 박막 시트로 성형된다.Next, the molten resin sheet that has passed through the rolling
본 발명에 따른 성형 롤(50)은 금속 탄성 롤(51)과 고 강성의 금속 롤(52)로 이루어진다. The forming
제1 압연 롤, 제2 압연 롤, 제3 압연 롤(21, 22, 23) 사이를 통과하면서 혼련 및 압연하여 박리 롤(30)울 거친 용융수지 시트는 이송되어 금속 탄성 롤(51)과 금속 롤(52) 사이를 통과하면서,Kneading and rolling while passing between the first rolling roll, the second rolling roll, and the third rolling rolls 21, 22, and 23, the hot rolled molten resin sheet is transferred to the metal
용융수지 시트가 금속 탄성 롤(51)과 금속 롤(52) 사이에서 협압될 때, 금속 탄성 롤(51)이 용융수지 시트를 개재하여 금속 롤(52)의 외주 표면을 따라 접촉하면서 오목한 형상으로 탄성 변형된다. When the molten resin sheet is pressed between the metallic
이것에 의해 금속 탄성 롤(51)과 금속 롤(52) 사이에서 협압되는 용융수지 시트는 면 접촉하여 성형되기 때문에 금속 탄성 롤(51)과 금속 롤(52) 사이에서 협압되는 용융수지 시트는 균일하게 협압 되어 두께가 일정하고 표면 평활성이 향상된 시트를 성형할 수 있다.Thus, the molten resin sheet pressed between the metal
금속 탄성 롤(51)에서 시트의 면 접촉 거리(L1)는 2 ~10 mm가 바람직하고(도 4 참조), 금속 탄성 롤(51)과 금속 롤(52) 사이에서 시트를 협압하는 선압은 10kgf/cm ~ 50kgf/cm 범위 내에서 적절하게 조절될 수 있다. The surface contact distance (L1) of the sheet in the metallic
선압은 한 쌍의 롤을 서로 눌렀을 때의 롤 길이 방향 1cm 맞물려 작용하는 힘을 일컫는다. 시트를 협압할 때의 선압을 제어하는 방법으로는 금속 탄성 롤(51)을 금속 롤(52)에 가압하는 부분 사이에 코터를 설치하고, 이 코터의 조정에 의해 롤 간격이 조절되어 선압을 조절할 수 있다. 금속 탄성 롤(51)을 금속 롤(52)에 가압하는 방법으로는 유압, 에어 등을 이용하여 코터에 접촉할 때까지 가압하는 일반적인 방법을 적용할 수 있다.Line pressure refers to the force acting by engaging a pair of rolls in a lengthwise direction of 1 cm when they are pressed against each other. As a method of controlling the line pressure when the sheet is pressed, a coater is installed between the parts pressing the metal
금속 탄성 롤(51)은 금속 박막 외통(51a)을 구비한 금속 탄성 롤(51)이 바람직하고, 한국등록특허 제10-1604402호 (2016.03.11.등록)에 개시된 금속 탄성 롤이 적용될 수 있다.The metal
종래의 압출 성형 법에서 T-다이를 통해 얇은 막 상태로 압출되는 용융수지가 성형 롤에 접촉할 때까지의 거리에서 네크인(Necked-in) (용융수지 시트의 폭 감소)에 의해 양단부의 가장자리가 두꺼워져, 종래 고 강성의 금속 롤에서는 시트 양단부의 두꺼운 부분만 협압되기 때문에 시트의 중앙 부분을 협압하지 못하게 된다.In the conventional extrusion molding method, the edge of both ends by neck-in (reducing the width of the molten resin sheet) at a distance from the molten resin extruded through the T-die in a thin film state to contact the forming roll. Thickens, and in the conventional high-rigidity metal roll, only the thick portion of both ends of the sheet is compressed, so that the central portion of the sheet cannot be pressed.
그러나 본 발명에서는 압출기에서 수지를 용융, 혼련하고 T-다이를 통해 막 상태로 압출되는 용융수지는 융점+10도 이상 융점+50도 이하의 온도로 설정된 압연 롤(20)에서 혼련, 압연 과정을 2회 거치면서 냉각이 이루어져 낮은 온도에서 시트를 성형하기에 네크인(Necked-in)의 영향을 적게 받아 시트의 폭 수축을 줄일 수 있다.However, in the present invention, the resin melted and kneaded in an extruder and melted resin extruded in a membrane state through a T-die is kneaded and rolled in a rolling
본 발명의 금속 탄성 롤(51)은 금속 박막 외통(51a)을 구비하여 금속 박막 외통의 탄성 작용에 의해 시트의 폭 전체를 균일하게 협압 할 수 있어 두께가 일정하고 표면을 평활하게 성형할 수 있다.The metal
특히, 폭이 넓고 두께가 얇은 시트를 성형할 경우에 용융수지 시트와 성형 롤의 표면에서 밀착성이 저해되어 용융수지 시트의 폭 방향으로 불균일하게 밀착되는 부분이 생길 수 있어, 두께가 얇은 시트의 성형에는 유연성 있는 금속 탄성 롤이 유용하고 유효하다. Particularly, when forming a sheet having a wide width and a thin thickness, adhesion between the molten resin sheet and the forming roll may be inhibited, resulting in uneven adhesion in the width direction of the molten resin sheet, thereby forming a thin sheet. A flexible metal elastic roll is useful and effective.
금속 탄성 롤(51)의 금속 박막 외통(51a)은 탄소강이나 스테인리스강 등으로 구성되고, 그 두께는 0.6 - 3mm 정도가 바람직하다. 그리고 가요성을 갖추고, 용접 이음매가 없는 심리스 구조가 바람직하다.The metal thin film
금속 박막 외통(51a)의 표면을 경면으로 처리하여 표면 광택을 갖춘 시트를 얻을 수 있다. 그리고 표면을 요철이나 패턴 처리하면 시트 표면에 그 형상을 전사할 수 있다. 금속 박막 외통(51a)의 표면조도는 0.2S 이하가 바람직하다.The surface of the metal thin film
금속 롤(52)의 표면은 요철 또는 패턴으로 형성하여, 요철 또는 패턴이 형성된 시트를 얻을 수 있고, 금속 롤(52) 표면을 경면으로 하여, 경면으로 전사되어 표면 광택을 갖춘 시트를 얻을 수 있다. 금속 롤(52)의 표면 조도는 0.2S 이하가 바람직하다.The surface of the
금속 탄성 롤(51)의 내부 밀폐된 압력실에는 유체가 채워져 있다. 압력실에 채워져 있는 유체는 롤 내부로 순환하는 유체에 의해 냉각이 이루어진다. 그리고 금속 롤(52)은 외통과 내통 사이로 순환되는 유체에 의해 냉각이 이루어진다. 온도 조절 장치 및 유체 순환 장치(도시하지 않음)에 의해 금속 탄성 롤(51)과 금속 롤(52)의 표면 온도를 조절할 수 있다. The fluid pressure is filled in the pressure chamber inside the metal
두께가 0.6 mm 이하의 박막 시트는 냉각이 빠르게 이루어지므로 금속 탄성 롤(51)과 금속 롤(52)에서 협압하여 시트의 양면을 동시에 면 접촉하여 냉각하는 것이 필요하다.Since the thin film sheet having a thickness of 0.6 mm or less is cooled quickly, it is necessary to cool by contacting both surfaces of the sheet at the same time by narrowing the metal
그리고 금속 탄성 롤(51)과 금속 롤(52)은 서보 모터에 연결되어, 회전 속도 조정 장치(도시하지 않음)에 의해 각 롤의 회전 속도를 조정할 수 있도록 구성된다.Further, the metal
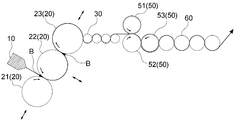
한편 본 발명에 따른 롤 성형 장치 및 롤 성형 방법은 도 2에 도시된 바와 같이 한 쌍의 성형 롤 이후 제2 금속 탄성 롤(53)을 추가 배치할 수 있다.Meanwhile, the roll forming apparatus and the roll forming method according to the present invention may further arrange the second metal
도 2에 도시된 바와 같이, 성형 롤(50)의 경우 금속 롤(52) 이후 제2 금속 탄성 롤(53)을 추가로 배치하여, 금속 롤(52)의 표면에 감겨져 이송하는 시트를 금속 롤(52)과 이후 배치되는 제2 금속 탄성 롤(53)에서 협압하여 면 접촉되어 냉각이 이루어진다.As shown in FIG. 2, in the case of the forming
한 쌍의 성형 롤(51, 52)을 거친 시트는 금속 롤(52) 이후 추가로 배치되는 제2 금속 탄성 롤(53)과 금속 롤(52) 사이에서 한 번 더 협압하여 균일하게 면 접촉하여 냉각이 이루어지기에 시트의 두께 정밀도 및 표면 평활성을 보다 향상시킬 수 있다.The sheet that has passed through the pair of forming
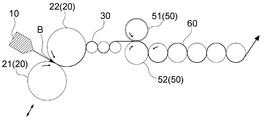
그리고 도 1에서는 T-다이 이후 배치되는 압연 롤을 세 개로 구성하였으나, 도 3에서는 T-다이 이후 배치되는 압연 롤을 두 개로 구성하는 것으로, 본 발명에서는 T-다이를 통해 막 상태로 압출되는 용융수지는 두 개 이상의 압연 롤에서 성형하는 것을 특징으로 한다.In FIG. 1, three rolling rolls are disposed after the T-die, but in FIG. 3, two rolling rolls are disposed after the T-die, and in the present invention, melt is extruded into a film state through the T-die. The resin is characterized by molding in two or more rolling rolls.
다음으로 본 발명은 성형 롤(50)의 표면 온도에 따라 투명한 시트 또는 불투명한 시트를 얻을 수 있다.Next, the present invention can obtain a transparent sheet or an opaque sheet according to the surface temperature of the forming
구체적으로, 박리 롤(30)을 거친 용융수지 시트의 온도는 80도 이상 융점 이하의 온도로 이송되어 성형 롤(50)에서 협압과 동시에 냉각이 이루어진다. 표면온도가 10도 이상 30도 이하로 설정된 성형 롤(50)에서 급냉시켜 투명하고, 표면 평활성이 향상되고, 표면 광택이 우수한 시트를 얻을 수 있다.Specifically, the temperature of the molten resin sheet that has passed through the
그리고 성형 롤(50)의 표면 온도가 80도 이상 결정화 온도 이하로 설정된 성형 롤(50)에서 냉각이 이루어지는 시트는 표면 평활성이 향상되고, 강성의 시트를 얻을 수 있다. In addition, the sheet on which the cooling is performed on the forming
다음으로 도 1 내지 도 3에 도시된 바와 같이, 성형 롤(50)을 거쳐 냉각이 이루어지는 시트는 이후 배치되는 복수의 냉각 롤(60)을 거치면서 시트의 양면이 번갈아 냉각되는데, Next, as shown in FIGS. 1 to 3, the sheet formed by cooling through the forming
본 발명에서는 성형 롤(50) 이후 복수의 냉각 롤(60)을 배치하여 시트가 냉각 롤(60) 표면을 거치면서 시트의 양면을 번갈아 냉각하여 시트 양면의 온도 편차를 최소화할 수 있어 평활한 시트를 고속으로 제조할 수 있다.In the present invention, a plurality of cooling rolls 60 are disposed after the forming
냉각 롤(60)은 강성의 금속 롤로서 성형 롤(50)을 거친 시트를 최종적으로 냉각하는 롤로서, 롤 내부를 순환하는 유체에 의해 냉각 롤(60)의 표면 온도를 조절할 수 있다. The
냉각 롤(50)은 2중관 구조의 일반적으로 사용되는 롤을 사용할 수 있고, 등록특허 제10-1781434호(2017년 9월 19일 등록)에서도 개시되어 있다.As the
냉각 롤(50)은 유체 온도 조절 장치 및 순환 장치(도시하지 않음)에 의해 표면 온도가 조절되고, 각 냉각 롤(60)은 모터에 연결되어 회전 장치(도시하지 않음)에 의해 속도를 제어할 수 있다.The
상기 냉각 롤(60)은 성형 롤(50)에서 협압과 동시에 냉각이 이루어지는 시트를 성형 롤(50) 이후 배치되는 냉각 롤(60)과 냉각 롤(60) 사이를 통과할 때 시트의 양면을 냉각 롤(60) 표면에 밀착시켜 냉각할 수 있다. The
시트 양면을 냉각 롤(60) 표면에 밀착시켜 그 사이로 공기가 빨려 들어가지 않도록 하여 공기층을 개재시키지 않고 시트를 냉각시킬 수 있어 시트를 냉각 롤(60) 표면에 고르게 밀착하여 시트와 열 교환이 빠르게 이루어져 냉각 효율을 향상시킬 수 있다.Both sides of the sheet are in close contact with the surface of the
그리고 시트를 냉각 롤(60) 표면에 밀착시킬 때 냉각 롤과 냉각 롤 간의 간격 조절은 냉각 롤(60)을 가압 하는 부분에 코터를 조정함으로써 롤 간격을 조절할 수 있다. 냉각 롤(60)과 냉각 롤(60)의 간격 조절은 유압, 에어 등을 사용하여 소정의 압력으로 코터에 접촉할 때까지 가압하는 방법을 적용할 수 있다. And when the sheet is in close contact with the surface of the
상기 냉각 롤(60)의 표면 온도는 20도 이상 50도 이하인 것이 바람직하다. It is preferable that the surface temperature of the
이상에서 본 발명을 설명함에 있어 첨부된 도면을 참조하여 본 발명을 설명하였으나 본 발명은 당업자에 의하여 다양한 수정, 변경 및 치환이 가능하고, 이러한 수정, 변경 및 치환은 본 발명의 보호범위에 속하는 것으로 해석되어야 한다.In describing the present invention in the above, the present invention has been described with reference to the accompanying drawings, but the present invention is capable of various modifications, alterations and substitutions by those skilled in the art, and such modifications, alterations and substitutions belong to the protection scope of the present invention. Should be interpreted.
* 도면의 주요 부분에 대한 부호의 설명 *
10: T-다이
B: 뱅크
20: 압연 롤, 캘린더 롤
21: 제1 압연 롤
22: 제2 압연 롤
23: 제3 압연 롤
30: 박리 롤
50: 성형 롤
51: 금속 탄성 롤
51a: 탄성 외통
52: 금속 롤
53: 제2 금속 탄성 롤
60: 냉각 롤* Explanation of reference numerals for main parts of drawings *
10: T-die B: bank
20: rolling roll, calender roll
21: 1st rolling roll 22: 2nd rolling roll
23: third roll
30: release roll
50: forming roll
51: metal
52: metal roll 53: second metal elastic roll
60: cooling roll
Claims (10)
상기 T-다이 이후 배치되는 두 개 이상의 압연 롤을 포함하여,
T-다이를 통해 막 상태로 압출되는 용융수지를 상기 압연 롤에서 뱅크를 형성하여 혼련, 압연 성형하는 것을 특징으로 하는 시트/필름의 롤 성형 장치.T-die; And
Including two or more rolling rolls disposed after the T-die,
Roll forming apparatus of a sheet / film, characterized in that the molten resin extruded in the form of a film through a T-die is kneaded and rolled by forming a bank in the rolling roll.
상기 압연 롤 이후 한 쌍의 성형 롤이 배치되고,
상기 성형 롤은 금속 탄성 롤과 금속 롤로 이루어지는 것을 특징으로 하는 시트/필름의 롤 성형 장치.According to claim 1,
A pair of forming rolls are disposed after the rolling roll,
The forming roll is a roll forming apparatus for a sheet / film, characterized in that it comprises a metal elastic roll and a metal roll.
상기 성형 롤 이후 금속 탄성 롤이 추가 배치되는 것을 특징으로 하는 시트/필름의 롤 성형 장치.According to claim 2,
Roll forming apparatus of a sheet / film, characterized in that the metal elastic roll is further disposed after the forming roll.
상기 성형 롤 이후 복수의 냉각 롤이 배치되어, 성형 롤 사이를 통과한 시트는 상기 냉각 롤 표면을 거치면서 시트의 양면을 번갈아 냉각하고,
시트가 냉각 롤과 냉각 롤 사이를 통과할 때 냉각 롤 표면에 밀착되어 감기면서 냉각이 이루어지는 것을 특징으로 하는 시트/필름의 롤 성형 장치.According to claim 2,
After the forming roll, a plurality of cooling rolls are disposed, and the sheet passing between the forming rolls alternately cools both sides of the sheet while passing through the cooling roll surface,
When the sheet passes between the cooling roll and the cooling roll, the roll forming apparatus of the sheet / film, characterized in that cooling is performed while being tightly wound on the surface of the cooling roll.
상기 압연 롤의 표면 온도를 융점+10도 이상 융점+50도 이하인 것을 특징으로 하는 시트/필름의 롤 성형 장치.According to claim 1,
The roll forming apparatus of a sheet / film, characterized in that the surface temperature of the rolling roll is at least +10 degrees and at least +50 degrees.
상기 두 개 이상의 압연 롤은 후방에 배치될수록 회전 속도가 빠르게 조절되는 것을 특징으로 하는 시트/필름의 롤 성형 장치.According to claim 1,
The roll forming apparatus of a sheet / film, characterized in that, as the two or more rolling rolls are disposed at the rear, the rotational speed is rapidly adjusted.
상기 성형 롤의 표면 온도를 10도 이상 30도 이하로 하여 투명한 시트/필름을 성형하는 것을 특징으로 하는 시트/필름의 롤 성형 장치. According to claim 2,
A sheet / film roll forming apparatus characterized by forming a transparent sheet / film by setting the surface temperature of the forming roll to 10 degrees or more and 30 degrees or less.
상기 압연 롤을 거친 후 성형 롤에서 협압하여 두께 정밀도와 표면 평활성이 향상된 시트로 성형되는 것을 특징으로 하는 시트/필름의 롤 성형 방법. The method of claim 8,
After the rolling roll, the sheet / film roll forming method is characterized in that it is formed into a sheet having improved thickness precision and surface smoothness by being compressed by a forming roll.
상기 압연 롤 간의 간격 조절과 상기 압연 롤의 회전 속도를 순차적으로 빠르게 조절함으로써 시트의 두께를 결정하는 것을 특징으로 하는 시트/필름의 롤 성형 방법.The method of claim 8,
A method of forming a sheet / film roll, characterized in that the thickness of the sheet is determined by sequentially and rapidly adjusting the spacing between the rolling rolls and the rotational speed of the rolling rolls.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180110675A KR102144770B1 (en) | 2018-09-17 | 2018-09-17 | The device for manufacturing thin sheet/film and the method of the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180110675A KR102144770B1 (en) | 2018-09-17 | 2018-09-17 | The device for manufacturing thin sheet/film and the method of the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200031794A true KR20200031794A (en) | 2020-03-25 |
| KR102144770B1 KR102144770B1 (en) | 2020-08-18 |
Family
ID=70001886
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180110675A KR102144770B1 (en) | 2018-09-17 | 2018-09-17 | The device for manufacturing thin sheet/film and the method of the same |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102144770B1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113927909A (en) * | 2021-09-23 | 2022-01-14 | 上海永利带业股份有限公司 | Manufacturing method and production line of reinforced baffle |
| KR102540489B1 (en) * | 2023-01-31 | 2023-06-05 | 송윤숙 | Manufacturing apparatus for resin sheet of thin sheet and thick sheet |
| KR20230150095A (en) | 2022-04-21 | 2023-10-30 | 주식회사에이엠피코리아 | Controlling Apparatus for Secondary Battery Producing and method thereof |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05228951A (en) * | 1992-02-21 | 1993-09-07 | Achilles Corp | Manufacturing method and system for olefin resin film and other resin films |
| KR100585541B1 (en) | 2003-05-20 | 2006-05-30 | 한화종합화학 주식회사 | Polypropylene composition provided by the calendering process for transparent film and sheet, and method for preparing polypropylene transparent film and sheet using the same |
| KR100860731B1 (en) | 2001-03-14 | 2008-09-29 | 스미또모 가가꾸 가부시끼가이샤 | Manufacturing method of film-like materials of resin and film-like materials of resin |
| KR20090039718A (en) * | 2006-07-18 | 2009-04-22 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | Calendering process for making an optical film |
| KR20120106875A (en) * | 2010-04-13 | 2012-09-26 | 가부시키가이샤 아이에이치아이 기카이 시스템 | Calender for testing |
| KR101604402B1 (en) * | 2015-07-30 | 2016-03-17 | (주)창영기계 | Roll for sheet/film forming and the method for sheet/film forming |
-
2018
- 2018-09-17 KR KR1020180110675A patent/KR102144770B1/en active IP Right Grant
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05228951A (en) * | 1992-02-21 | 1993-09-07 | Achilles Corp | Manufacturing method and system for olefin resin film and other resin films |
| KR100860731B1 (en) | 2001-03-14 | 2008-09-29 | 스미또모 가가꾸 가부시끼가이샤 | Manufacturing method of film-like materials of resin and film-like materials of resin |
| KR100585541B1 (en) | 2003-05-20 | 2006-05-30 | 한화종합화학 주식회사 | Polypropylene composition provided by the calendering process for transparent film and sheet, and method for preparing polypropylene transparent film and sheet using the same |
| KR20090039718A (en) * | 2006-07-18 | 2009-04-22 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | Calendering process for making an optical film |
| KR20120106875A (en) * | 2010-04-13 | 2012-09-26 | 가부시키가이샤 아이에이치아이 기카이 시스템 | Calender for testing |
| KR101604402B1 (en) * | 2015-07-30 | 2016-03-17 | (주)창영기계 | Roll for sheet/film forming and the method for sheet/film forming |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113927909A (en) * | 2021-09-23 | 2022-01-14 | 上海永利带业股份有限公司 | Manufacturing method and production line of reinforced baffle |
| CN113927909B (en) * | 2021-09-23 | 2024-01-02 | 上海永利带业股份有限公司 | Reinforced baffle manufacturing method and production line thereof |
| KR20230150095A (en) | 2022-04-21 | 2023-10-30 | 주식회사에이엠피코리아 | Controlling Apparatus for Secondary Battery Producing and method thereof |
| KR102540489B1 (en) * | 2023-01-31 | 2023-06-05 | 송윤숙 | Manufacturing apparatus for resin sheet of thin sheet and thick sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102144770B1 (en) | 2020-08-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102144770B1 (en) | The device for manufacturing thin sheet/film and the method of the same | |
| US4844766A (en) | Process for continuous production of termoplastic webs | |
| KR100847301B1 (en) | Method and apparatus for manufacturing thermoplastic synthetic resin sheet or film | |
| JP3194904B2 (en) | Roll equipment for sheet and film forming | |
| US5240666A (en) | Apparatus and method for producing plastic foils | |
| JPH01308616A (en) | Working treating method of material to be worked in roller-head device and roller-head device therefor | |
| US20100109185A1 (en) | Method and apparatus for manufacturing uneven thickness resin sheet | |
| KR20070026264A (en) | A method for producing the optical film | |
| JPH04194099A (en) | Patterned processing paper and its production | |
| CN101219578A (en) | Production process of embossed resin sheet material | |
| WO2012102178A1 (en) | Method and apparatus for producing resin film | |
| US20080209976A1 (en) | Forming Tool | |
| US2754544A (en) | Film extrusion die | |
| US20080088052A1 (en) | Method Of Producing A Resin Sheet | |
| EP0800905B1 (en) | Extrusion die for rigid foam sheet | |
| KR20100135745A (en) | Method for producing partially thick resin sheet | |
| CN101257982A (en) | Forming tools | |
| KR20190113343A (en) | The device for manufacturing thermoplastic-resin sheet/film | |
| US20220016866A1 (en) | Micro Embossing | |
| CN100516352C (en) | Method for producing polyurethane adhesive plaster | |
| JPH0482725A (en) | Preparation of thermoplastic resin film | |
| JPS5838119A (en) | Apparatus for producing synthetic resin plate | |
| JP2008284875A (en) | Manufacturing method for thermoplastic synthetic resin sheet or film, and apparatus therefor | |
| JPH03240518A (en) | Manufacture of polyvinyl chloride sheet | |
| US20120235318A1 (en) | Method for fabricating a polyolefin sheet using a roller device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| X091 | Application refused [patent] | ||
| J301 | Trial decision |
Free format text: TRIAL NUMBER: 2019101002688; TRIAL DECISION FOR APPEAL AGAINST DECISION TO DECLINE REFUSAL REQUESTED 20190812 Effective date: 20200526 |
|
| GRNO | Decision to grant (after opposition) | ||
| GRNT | Written decision to grant |