KR20180098465A - dlp3d printer - Google Patents
dlp3d printer Download PDFInfo
- Publication number
- KR20180098465A KR20180098465A KR1020170025144A KR20170025144A KR20180098465A KR 20180098465 A KR20180098465 A KR 20180098465A KR 1020170025144 A KR1020170025144 A KR 1020170025144A KR 20170025144 A KR20170025144 A KR 20170025144A KR 20180098465 A KR20180098465 A KR 20180098465A
- Authority
- KR
- South Korea
- Prior art keywords
- printer
- lcd
- pixel
- dlp
- light
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
- B29C64/129—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified characterised by the energy source therefor, e.g. by global irradiation combined with a mask
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
Abstract
현재 광경화 3d프린터를 이용하여 제품 시제품제작등에 많이 사용하고 있는데 주로 반지,이어폰,악세사리등 소형의 제품에 집중되고 있는데 lcd및dlp해상도가 낮아 소형의경우 픽셀당 0.05~0.15mm까지 비교적 정밀한 형상을 만들수 있으나 중대형의 경우 픽셀당 0.2~1mm 정도의 비교적 오차가 커 제품에 계단형상이 누에보일정도로 정밀도가 많이떨어진다
픽셀당 정밀도가 낮아 계단형상이 심하게 생기는 문제를 보정하여 계단을 스므스하게 완하 하는 기술을 개발하고자한다
광경화방식의 3d프린터는 레이저를 빛을 반사미러를 회전시켜 xy좌표로 선을그리며움직여 조형하는 sla방식 3d프린터,dlp 프로젝터에서 출력되는 2차원 영상데이터를이용해 조형하는 dlp 3d프린터, lcd를 이용해 lcd에 출력되는 2차원 영상데이터를이용해 조형하는 lcd 3d프린터등으로 나뉘며 sla방식은 벡터움직임으로 데이터를 조형해 정밀도가 높으며 dlp,lcd방식은 해상도와 픽셀정밀도에 영향을 받는데 현재 작은사이즈는 픽셀크기가 0.05mm까지 가능하나 큰사이즈는 정밀도가 0.2~1mm이상도 나오며 조형된 조형물정밀도는 픽셀크기에 해당하는 계단현상이 생긴다
기존 dlp 3d프린터,lcd 3d프린터를 xy로 이동하는 테이블 위에 설치하여 빛을 조사시 dot에 의해 생성되는 계단형상을 픽셀1칸에 해당하는거리를 lcd화면,dlp프로젝터를 xy축으로 대각선 벡터이동(보간이동)시겨 계단형상을 완화하는 광경화 3d프린터이다.
픽셀1칸에 해당하는 거리를 lcd화면,dlp프로젝터를 xy축으로 대각선 벡터이동(보간이동)을 무조건 움직여도 계단형상이 많이 완화되나 소프트웨어적으로 보정해야 할부분을 오른쪽대각선 방향움직임,왼쪽대각선 움직임 에 해당하는 각각의 보정 데이터 추출한후 오른쪽데이터에 대한 빛을 on후 오른쪽대각선으로 1픽셀 데이터만큼 움직인 후 빛을 off후 다시 왼쪽데이터에 대한 빛을 on후 왼쪽대각선으로 1픽셀데이터만큼 움직인후 빛을 off하는 식으로 보정 하면 되는 것이다 Currently, it is mainly used in small products such as rings, earphones, and accessories. It has a low resolution of lcd and dlp, so it is possible to produce a relatively precise shape from 0.05 to 0.15 mm per pixel in a small size. However, in the case of medium and large size, there is a relatively large error of about 0.2 to 1 mm per pixel, and the accuracy of the product is so low that the step shape is visible to the silk
We want to develop a technique that smoothes the stairs by correcting the problem that the stair shape becomes severe due to the low precision per pixel
The optical curing type 3d printer is a sla method 3d printer which rotates a laser by rotating a mirror of light and draws a line in xy coordinates, a dlp 3d printer that forms by using two-dimensional image data output from a dlp projector, and the lcd 3d printer which forms the image by using the two-dimensional image data output to the lcd. The sla method forms the data by the vector motion and the precision is high. The dlp and lcd methods are influenced by the resolution and the pixel precision. Can be up to 0.05mm, but the large size is more than 0.2 ~ 1mm in precision, and the accuracy of the formed sculpture results in a staircase corresponding to the pixel size
The existing dlp 3d printer and the lcd 3d printer are installed on a table that moves to xy. When the light is irradiated, the stair shape generated by the dot is divided into a lcd screen and a diagonal vector movement of the dlp projector in the xy axis Interpolation movement), and is a photo-curing 3d printer that relaxes the step shape.
The distance of 1 pixel corresponds to the lcd screen, and the dlp projector is moved diagonally to the xy axis. However, the software needs to compensate for the staircase shape even if it moves unconditionally. However, After extracting each corresponding correction data, turn on the light for the right data, move it by one pixel data on the right diagonal, turn off the light, turn on the light for the left data again, move the light for one pixel on the left diagonal, quot; off "

Description
dlp3d프린터,lcd3d프린터,dlp프로젝터,lcd,uv,광경화dlp3d printer, lcd3d printer, dlp projector, lcd, uv, photo curing
현재 광경화 3d프린터를 이용하여 제품 시제품제작등에 많이 사용하고 있는데 주로 반지,이어폰,악세사리등 소형의 제품에 집중되고 있는데 lcd및dlp해상도가 낮아 소형의경우 픽셀당 0.05~0.15mm까지 비교적 정밀한 형상을 만들수 있으나 중대형의 경우 픽셀당 0.2~1mm 정도의 비교적 오차가 커 제품에 계단형상이 누에보일정도로 정밀도가 많이떨어진다Currently, it is mainly used in small products such as rings, earphones, and accessories. It has a low resolution of lcd and dlp, so it is possible to produce a relatively precise shape from 0.05 to 0.15 mm per pixel in a small size. However, in the case of medium and large size, there is a relatively large error of about 0.2 to 1 mm per pixel, and the accuracy of the product is so low that the step shape is visible to the silk
픽셀당 정밀도가 낮아 계단형상이 심하게 생기는 문제를 보정하여 계단을 스므스하게 완하 하는 기술을 개발하고자한다We want to develop a technique that smoothes the stairs by correcting the problem that the stair shape becomes severe due to the low precision per pixel
빛을조사하는 lcd화면,dlp프로젝터를 xy축으로 미세하게 빛을 조사하는상태로 움직이는 액튜에이터를 달아 dot에 의해 생성되는 계단형상을 픽셀1칸에 해당하는거리를 lcd화면,dlp프로젝터를 xy축으로 대각선 벡터이동(보간이동)시겨 계단형상을 완화하는 방법을 적용 하고자한다 Lcd screen for illuminating light, dlp An actuator that moves the projector in a state of irradiating the light in the xy direction with a light beam. The stair shape generated by the dot is a distance corresponding to one pixel in the lcd screen, and the dlp projector in the xy axis We apply a method to relax the step shape by diagonal vector movement (interpolation movement)
lcd화면,dlp프로젝터 해상도가 낮아 픽셀크기가 커 계단형상도 큰 문제를 픽셀1칸에 해당하는 거리를 xy축으로 대각선 벡터이동(보간이동)시겨 계단형상을 완화하는 효과가있다.lcd screen, dlp projector It is effective to alleviate stair shape by diagonally vector movement (interpolation movement) of the distance corresponding to one pixel to the xy axis because the resolution is low and the pixel size is large and the stair shape is large.
가)기존 dlp방식의 구성도
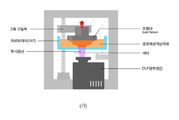
나)xy미세이동부를 갖는 lcd,dlp방식의 구성도
다)기존 lcd,dlp방식의 조형된 계단모양
라) 보정된 조형된 계단모양A) Configuration of existing dlp system
B) Constitution of lcd and dlp system with xy fine movement part
C) Original lcd, dlp shaped staircase shape
D) Calibrated modeled stair shape
광경화방식의 3d프린터는 레이저를 빛을 반사미러를 회전시켜 xy좌표로 선을그리며움직여 조형하는 sla방식 3d프린터,dlp 프로젝터에서 출력되는 2차원 영상데이터를이용해 조형하는 dlp 3d프린터, lcd를 이용해 lcd에 출력되는 2차원 영상데이터를이용해 조형하는 lcd 3d프린터등으로 나뉘며 sla방식은 벡터움직임으로 데이터를 조형해 정밀도가 높으며 dlp,lcd방식은 해상도와 픽셀정밀도에 영향을 받는데 현재 작은사이즈는 픽셀크기가 0.05mm까지 가능하나 큰사이즈는 정밀도가 0.2~1mm이상도 나오며 조형된 조형물정밀도는 픽셀크기에 해당하는 계단현상이 생긴다The optical curing type 3d printer is a sla method 3d printer which rotates a laser by rotating a mirror of light and draws a line in xy coordinates, a dlp 3d printer that forms by using two-dimensional image data output from a dlp projector, and the lcd 3d printer which forms the image by using the two-dimensional image data output to the lcd. The sla method forms the data by the vector motion and the precision is high. The dlp and lcd methods are influenced by the resolution and the pixel precision. Can be up to 0.05mm, but the large size is more than 0.2 ~ 1mm in precision, and the accuracy of the formed sculpture results in a staircase corresponding to the pixel size
기존 dlp 3d프린터,lcd 3d프린터를 xy로 이동하는 테이블 위에 설치하여 빛을 조사시 dot에 의해 생성되는 계단형상을 픽셀1칸에 해당하는거리를 lcd화면,dlp프로젝터를 xy축으로 대각선 벡터이동(보간이동)시겨 계단형상을 완화하는 광경화 3d프린터이다.The existing dlp 3d printer and the lcd 3d printer are installed on a table that moves to xy. When the light is irradiated, the stair shape generated by the dot is divided into a lcd screen and a diagonal vector movement of the dlp projector in the xy axis Interpolation movement), and is a photo-curing 3d printer that relaxes the step shape.
픽셀1칸에 해당하는 거리를 lcd화면,dlp프로젝터를 xy축으로 대각선 벡터이동(보간이동)을 무조건 움직여도 계단형상이 많이 완화되나 소프트웨어적으로 보정해야 할부분을 오른쪽대각선 방향움직임,왼쪽대각선 움직임 에 해당하는 각각의 보정 데이터 추출한후 오른쪽데이터에 대한 빛을 on후 오른쪽대각선으로 1픽셀 데이터만큼 움직인 후 빛을 off후 다시 왼쪽데이터에 대한 빛을 on후 왼쪽대각선으로 1픽셀데이터만큼 움직인후 빛을 off하는 식으로 보정 하면 되는 것이다 The distance of 1 pixel corresponds to the lcd screen, and the dlp projector is moved diagonally to the xy axis. However, the software needs to compensate for the staircase shape even if it moves unconditionally. However, After extracting each corresponding correction data, turn on the light for the right data, move it by one pixel data in the right diagonal, turn off the light, turn on the light for the left data again, move the light for 1 pixel on the left diagonal, quot; off "
1.광경화 3d프린터
2.광경화 빛조사장치
3.z축 구동부
3-1.z축모터
3-2.z축스크류
4.조형대
5.재료트레이(vat)
6.광경화수지
7.조형된작업물
8.투사광선
9.셔터
10.xy이송테이블
10-1.y이송축
10-2.y이송모터
10-3,x이송축
10-4.x이송모터1. Photocurable 3d printer
2. Photocuring light irradiation device
3.z axis driver
3-1.z Axis motor
3-2.z Axial screw
4. Modeling
5. Material tray (vat)
6. Photocurable resin
7. Molded work
8. Projection beam
9. Shutter
10.xy transport table
10-1.y Feed axis
10-2.y Transfer Motor
10-3, x transport axis
10-4.x Feed Motor
Claims (1)
광경화 빛 조사장치를 x축,y축으로 자동이송이 가능하도록 하여 픽셀계단형상을 보정할수 있도록 한 광경화 방식의 3d 프린터In a photocurable 3d printer
Optical curing 3d printer that can automatically correct the pixel step shape by allowing the light irradiation device to be automatically transferred to the x- and y-axes
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020170025144A KR20180098465A (en) | 2017-02-25 | 2017-02-25 | dlp3d printer |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020170025144A KR20180098465A (en) | 2017-02-25 | 2017-02-25 | dlp3d printer |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20180098465A true KR20180098465A (en) | 2018-09-04 |
Family
ID=63598212
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020170025144A Withdrawn KR20180098465A (en) | 2017-02-25 | 2017-02-25 | dlp3d printer |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20180098465A (en) |
-
2017
- 2017-02-25 KR KR1020170025144A patent/KR20180098465A/en not_active Withdrawn
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9862147B2 (en) | Method of stereolithography fabrication and photo-curing photosensitive resin | |
| US12208570B2 (en) | 3D printing of an intraocular lens having smooth, curved surfaces | |
| EP2186625B1 (en) | Method for manufacturing a three-dimensional object | |
| JP4937044B2 (en) | Method of forming a three-dimensional object layer by layer | |
| JP5024001B2 (en) | Stereolithography apparatus and stereolithography method | |
| US20150034007A1 (en) | Compact apparatus for producing a three-dimensional object by hardening a photocuring material | |
| KR101407048B1 (en) | 3D line scan printing device and thereof method | |
| KR101504419B1 (en) | Three dimensional printer and three dimensional printing method | |
| JP2006285262A (en) | Improved edge smoothness with low resolution projected image for use in solid imaging | |
| CN104093547A (en) | 3d printing system | |
| EP3589491B1 (en) | Three dimensional printing system with overlapping light engines | |
| CN114474732A (en) | Data processing method, system, 3D printing method, device and storage medium | |
| CN101650446A (en) | Transverse manufacturing method of binary optical component | |
| JP5071114B2 (en) | Stereolithography apparatus and stereolithography method | |
| EP3560712B1 (en) | Three-dimensional printing system | |
| TW202045339A (en) | A new type of equipment using slides for 3d printing | |
| KR20180098465A (en) | dlp3d printer | |
| CN108278966A (en) | SLA precision calibrations system and scaling method | |
| CN109664502A (en) | Three-dimensional printing device | |
| CN207833219U (en) | Using the light path system of the superhigh precision 3D printing of MLA technologies | |
| KR101918979B1 (en) | Apparatus for printing 3-dimensonal object using both laser scanner and dlp projector | |
| US20210302829A1 (en) | Method and apparatus to improve frame cure imaging resolution for extrusion control | |
| CA3052115C (en) | 3d printing of an intraocular lens having smooth, curved surfaces |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20170225 |
|
| PG1501 | Laying open of application | ||
| PC1203 | Withdrawal of no request for examination | ||
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |