KR20180056841A - manufacturing method of non-woven fabric and non-woven fabric thereby - Google Patents
manufacturing method of non-woven fabric and non-woven fabric thereby Download PDFInfo
- Publication number
- KR20180056841A KR20180056841A KR1020160154669A KR20160154669A KR20180056841A KR 20180056841 A KR20180056841 A KR 20180056841A KR 1020160154669 A KR1020160154669 A KR 1020160154669A KR 20160154669 A KR20160154669 A KR 20160154669A KR 20180056841 A KR20180056841 A KR 20180056841A
- Authority
- KR
- South Korea
- Prior art keywords
- nonwoven fabric
- bending
- nonwoven
- manufacturing
- preheating
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/02—Loose filtering material, e.g. loose fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/1607—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/50—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by treatment to produce shrinking, swelling, crimping or curling of fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/0604—Arrangement of the fibres in the filtering material
- B01D2239/0618—Non-woven
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/065—More than one layer present in the filtering material
- B01D2239/0668—The layers being joined by heat or melt-bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/10—Filtering material manufacturing
Abstract
Description
본 발명은 부직포 필터의 제조방법 관한 것으로서, 접착제 사용을 최소화하여 친환경 부직포 필터를 제조할 수 있으면서 작업 공정을 개선한 부직포 필터의 제조방법에 관한 것이다.The present invention relates to a method of manufacturing a nonwoven filter, and more particularly, to a method of manufacturing a nonwoven filter which can produce an environmentally friendly nonwoven filter by minimizing the use of an adhesive and improve a working process.
부직포는 일정한 길이와 굵기를 가진 섬유를 카딩(carding)하여 시이트(sheet) 또는 웹(web)을 형성한 후, 니들 펀칭, 수류(water zet) 결합 등의 물리적 방법으로 결합시키거나, 케미칼 본딩(chemical bonding)에 의한 화학적 방법으로 결합시킨 펠트(felt) 형태의 섬유 제품을 말한다. 부직포는, 자동차 부품용, 의류용, 산업용 등의 여러 용도로 다양한 종류가 개발되어 사용되고 있다.The nonwoven fabric may be formed by carding a fiber having a predetermined length and thickness to form a sheet or a web and then bonding it by a physical method such as needle punching or water zetting, refers to a felt-type fiber product bonded by a chemical method by chemical bonding. Various types of nonwoven fabric have been developed and used for various purposes such as automobile parts, clothing, and industrial use.
이러한 부직포는 자동차, 공기청정기 등의 필터 소재로 많이 이용되고 있으며, 필터 성능을 높이기 위하여 주름을 형성시키고, 주름이 형성된 부직포를 다층 구조로 접합하여 필터로 이용하는 것이 일반적이다.Such nonwoven fabrics are widely used as filter materials for automobiles, air cleaners, etc. Generally, wrinkles are formed in order to improve filter performance, and wrinkled nonwoven fabrics are joined in a multilayer structure to be used as filters.
부직포를 이용한 필터에 관련된 선행기술에는 대한민국 특허청에 출원된 출원번호 제10-2007-0134911호(2007.12.21:출원일), 제10-2007-0026011호 (2007.03.16:출원일) 등이 있다.Prior art relating to a filter using a nonwoven fabric includes Application No. 10-2007-0134911 (filed on December 21, 2007) and 10-2007-0026011 (filed on March 16, 2007) filed in the Korean Intellectual Property Office.
이러한 부직포를 이용한 필터의 제조 방법은 적층과정에서 접착제의 과도한 사용으로 인하여 환경친화적이지 못하다는 문제점이 있다.The manufacturing method of the filter using such a nonwoven fabric has a problem that it is not environmentally friendly due to excessive use of the adhesive in the lamination process.
또한, 부직포의 경우 접착체가 아니라 열융착을 통해서 접합될 수 있으며, 이러한 열융착 부직포의 제조방법과 관련된 선행기술에는 대한민국 특허청에 출원된 출원번호 제10-2014-0147669호(2014.10.28:출원일) 등이 있다.Further, in the case of nonwoven fabric, the nonwoven fabric may be bonded by heat fusion, not by a bonding agent. Prior art relating to a method of manufacturing such a heat-sealable nonwoven fabric includes Application No. 10-2014-0147669 (filed on April 26, 2014) .
종래에는 이러한 열융착을 이용하여 필터를 제조하는 방법이 제시되지 못하고 있다.A method of manufacturing a filter using such a heat fusion has not been proposed in the related art.
본 발명에 따른 부직포 필터의 제조방법은 접착제의 과도한 사용을 요하지 않는 부직포 필터의 제조방법을 제공하는 것을 그 목적으로 한다.A method for manufacturing a nonwoven filter according to the present invention is to provide a method for manufacturing a nonwoven filter which does not require excessive use of an adhesive.
또한, 본 발명에 따른 부직포 필터의 제조방법은 부직포를 이용하여 필터를 생산하는 생산 효율을 향상시킬 수 있는 부직포 필터의 제조방법을 제공하는 것을 그 목적으로 한다.In addition, a method of manufacturing a nonwoven filter according to the present invention is to provide a method of manufacturing a nonwoven filter capable of improving the production efficiency of producing a filter using a nonwoven fabric.
본 발명에 따른 부직포 필터의 제조방법은 열융착형 제1 부직포 원단을 60 내지 80도씨로 예열시키는 예열단계와, 제1 부직포 원단을 외주면에 절곡부가 형성된 한 쌍의 절곡 롤러 사이에 통과시켜서 주름을 형성시키는 절곡 단계와, 상기 절곡 단계를 거친 제1 부직포와 열융착형 제2 부직포 원단을 130 내지 150도씨로 가열된 압착 롤러와 절곡부가 형성된 절곡 롤러 사이에 통과시켜서 열융착시키는 접합 단계와, 상기 접합 단계를 거친 제1 부직포와 제2 부직포 소재를 접착제를 이용하여 다층으로 접합시키는 적층 단계와, 상기 접착 단계를 거친 소재를 일정한 크기로 절단시키는 절단 단계를 포함하는 것을 특징으로 한다.A method of manufacturing a nonwoven filter according to the present invention includes a preheating step of preheating a heat-sealed first nonwoven fabric to 60-80 degrees Celsius, a first nonwoven fabric end passing between a pair of bending rollers having a bending part formed on an outer circumferential surface thereof, A bonding step of passing the first nonwoven fabric having been subjected to the bending step and the thermally fusible second nonwoven fabric end between a press roller heated to 130 to 150 degrees and a bending roller having a bending section to heat- A laminating step of laminating the first nonwoven fabric and the second nonwoven fabric that have undergone the bonding step to each other in a multilayered manner using an adhesive; and a cutting step of cutting the material having undergone the laminating step to a predetermined size.
그리고 상기 절곡 단계는 상기 한 쌍의 절곡 롤러는 40 내지 50도씨로 가열된 상태에서 주름을 형성시키는 것을 특징으로 한다.And the folding step is characterized in that the pair of folding rollers are formed in a state of being heated by 40 to 50 degrees of corrugation.
여기서, 상기 예열단계는 상기 한 쌍의 절곡 롤러를 가열시켜서 상기 접합 단계와 연속적으로 이루어지는 것을 특징으로 한다.Here, the preheating step is performed continuously with the joining step by heating the pair of bending rollers.
본 발명에 따른 부직포 필터의 제조방법은 열융착형 제1 부직포 원단을 예열시키고, 절곡 단계를 거쳐서 주름을 형성시키면서, 제2 부직포 원단과 열융착을 통해서 접합시키고, 접합된 소재를 적층시켜서 부직포 필터를 제조하므로 접착제 사용을 최소화할 수 있으면서도 부직포 필터 생산 효율을 향상시킬 수 있는 장점이 있다.A method for manufacturing a nonwoven filter according to the present invention comprises the steps of preheating a first nonwoven fabric of a heat-sealable type, forming a corrugation through a bending step, joining the first nonwoven fabric to a second nonwoven fabric through thermal fusion, It is possible to minimize the use of the adhesive and to improve the production efficiency of the nonwoven fabric filter.
도 1은 본 발명의 바람직한 일실시예에 따른 부직포 필터의 제조방법을 도시하는 순서도.
도 2는 본 발명의 바람직한 일실시예에 따른 부직포 필터의 제조방법을 도시하는 개념도.
도 3은 본 발명의 바람직한 다른 일실시예에 따른 부직포 필터의 제조방법을 도시하는 개념도.
도 4는 본 발명의 바람직한 다른 일실시예에 따른 부직포 필터의 제조방법에 의해서 제조된 부직포 필터의 단면도.1 is a flowchart showing a method of manufacturing a nonwoven filter according to a preferred embodiment of the present invention.
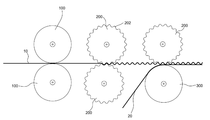
2 is a conceptual diagram showing a method of manufacturing a nonwoven filter according to a preferred embodiment of the present invention.
3 is a conceptual diagram showing a method of manufacturing a nonwoven filter according to another preferred embodiment of the present invention.
4 is a cross-sectional view of a nonwoven filter fabricated by a method of manufacturing a nonwoven filter according to another preferred embodiment of the present invention.
이하에서는 첨부된 도면을 참조하여 본 발명의 바람직한 일 실시 예를 상세하게 설명하고자 한다.Hereinafter, preferred embodiments of the present invention will be described in detail with reference to the accompanying drawings.
도 1은 본 발명의 바람직한 일실시예에 따른 부직포 필터의 제조방법을 도시하는 순서도이다.1 is a flowchart showing a method of manufacturing a nonwoven filter according to a preferred embodiment of the present invention.
도 1에 도시된 바와 같이 본 발명에 따른 부직포 필터의 제조방법은 예열 단계(S10), 절곡 단계(S20), 접합 단계(S30), 적층 단계(S40) 및 절단 단계(S50)를 포함하여 이루어진다.1, a method of manufacturing a nonwoven fabric filter according to the present invention includes a preheating step S10, a bending step S20, a bonding step S30, a laminating step S40, and a cutting step S50 .
먼저, 예열 단계는 열융착형 제1 부직포 원단을 60 내지 80도씨로 예열시키는 단계이며, 제1 부직포 원단에 주름을 형성시키기 위해서 일정 온도 이상으로 예열시키는 과정이다.First, the preheating step is a step of preheating the heat-sealable first nonwoven fabric to a temperature of 60 to 80 degrees, and preheating the first nonwoven fabric to a predetermined temperature or higher to form wrinkles.
부직포는 제조 공법에 따라서 습식 부직포(wet-laid non-woven fabric)와 건식부직포(dry-laid non-woven fabric)로 구분되며, 습식 부직포는 스펀본드 부직포(spun-bonded non-woven fabric), 스펀레이스 부직포(spunlace non-woven fabric), 멜트블로운 부직포(melt-blown non-woven fabric), 열융착 부직포(thermally bonded non-woven fabric)로 구분되고, 건식부직포는 건식적층(dry laying), 니들펀칭(needle punching), 스테치본드(stich bond), 케미칼본드(chemical bond)로 구분된다.The nonwoven fabric may be classified into a wet-laid nonwoven fabric and a dry-laid nonwoven fabric according to a manufacturing method. The wet nonwoven fabric may be a spun-bonded nonwoven fabric, A dry nonwoven fabric is classified into a spunlace nonwoven fabric, a melt-blown nonwoven fabric and a thermally bonded nonwoven fabric. The dry nonwoven fabric is classified into a dry laying, Punching (needle punching), stitch bond (stich bond), and chemical bond.
이 중에서 본 발명에 이용되는 열융착 부직포는 섬유와 수지의 결합으로 다공성 구조로 인하여 미세한 입자까지 걸러줄 수 있는 여과성이 좋으면서도 열융착에 의해서 쉽게 접합될 수 있는 특징으로 갖는다.Among them, the thermally fusible nonwoven fabric used in the present invention is characterized in that it has a good filtration ability to filter fine particles due to a porous structure due to the combination of fibers and resin, and can be easily bonded by thermal fusion.
도 2는 본 발명의 바람직한 일실시예에 따른 부직포 필터의 제조방법을 도시하는 개념도이다.2 is a conceptual view showing a method of manufacturing a nonwoven filter according to a preferred embodiment of the present invention.
도 2에 도시된 바와 같이 롤러 형태로 감겨진 제1 부직포 원단(10)은 한 쌍의 예열 롤러(100) 사이를 지나면서 일정한 온도인 60 내지 80도씨로 예열된다.As shown in FIG. 2, the first
여기서, 60도씨 이하로 예열되는 경우 주름형성이 용이하지 않고, 80도씨 이상으로 예열되는 경우 열변형이 일어나 일관된 주름 형성이 되지 않는 문제점이 있다.Here, if preheating to 60 degrees or less, wrinkle formation is not easy, and if it is preheated to 80 degrees or more, thermal deformation occurs, and consistent wrinkles can not be formed.
물론, 도 2에 도시된 롤러 형태의 예열 방식뿐만 아니라 히터를 이용한 예열 방식도 이용할 수 있다.Of course, a preheating method using a heater as well as the roller-type preheating method shown in Fig. 2 can be used.
이러한 예열 단계를 거친 제1 부직포 원단은 외주면에 절곡부가 형성된 한 쌍의 절곡 롤러 사이에 통과시켜서 주름을 형성시키는 절곡 단계를 거치게 된다.The first nonwoven fabric raw material having been subjected to the preheating step is passed through a pair of bending rollers having a bending portion formed on the outer peripheral surface thereof, and is subjected to a bending step of forming wrinkles.
도 2에 도시된 바와 같이 한 쌍의 절곡 롤러(200)의 외주면에는 절곡부(202)가 형성되고, 예열 단계를 거친 제1 부직포 원단(10)은 상기 한 쌍의 절곡 롤러(200) 사이를 통과하면서 주름이 형성된다.2, a
여기서, 상기 절곡 단계에 이용되는 한 쌍의 절곡 롤러는 40 내지 50도씨로 가열된 상태에서 주름을 형성시키는 것이 바람직하다.Here, it is preferable that the pair of bending rollers used in the bending step forms a wrinkle while being heated to 40 to 50 degrees.
이러한 절곡 단계를 거친 제1 부직포 원단은 제2 부직포 원단과 열융착되는 접합 단계를 거치게 된다.The first nonwoven fabric having been subjected to the bending step is subjected to a bonding step in which the second nonwoven fabric is thermally fused with the fabric.
도 2에 도시된 바와 같이 접합 단계에 이용되는 접합 수단은 130 내지 150도씨로 가열된 압착 롤러(300)와 절곡부가 형성된 절곡 롤러(200) 사이로 제1 부직포 원단(10)과 제2 부직포 원단(20)를 통과시키게 된다.As shown in FIG. 2, the joining means used in the joining step includes a first
접합 단계에서 부직포를 열융착시키는 압착 롤러(300)는 130도 이상으로 가열되어야 제2 부직포 원단(20)을 부분 용융시킬 수 있으며, 과도한 온도로 용융시키는 경우 압착 롤러(300) 외주면에 제2 부직포 원단(20)이 붙는 현상이 발생될 수 있다.The
이러한 접합 단계를 거친 소재는 접착제를 이용하여 다층으로 접합시키는 적층 단계와, 상기 접착 단계를 거친 소재를 일정한 크기로 절단시켜서 필터 형태로 제단하는 절단 단계를 거쳐서 최종 필터로 제조된다.The material that has undergone the bonding step is manufactured as a final filter through a laminating step of laminating the laminating material to a multilayer using an adhesive and a cutting step of cutting the laminating material into a filter shape.
여기서, 상기 예열단계는 상기 한 쌍의 절곡 롤러를 가열시켜서 상기 접합 단계와 연속적으로 이루어질 수 있다.Here, the preheating step may be continuous with the joining step by heating the pair of bending rollers.
도 3은 본 발명의 바람직한 다른 일실시예에 따른 부직포 필터의 제조방법을 도시하는 개념도이다.3 is a conceptual diagram showing a method of manufacturing a nonwoven filter according to another preferred embodiment of the present invention.
도 3에 도시된 바와 같이 예열 단계는 상부의 절곡 롤러(200a) 내부에 열매체유 또는 물을 가열시키서 일정한 온도 이상으로 가열시키고, 제1 부직포 원단(10)을 예열 시킴과 동시에 하부의 절곡 롤러(200b) 사이로 통과시켜서 주름을 형성시키는 방식으로 공정을 간소화시킬 수 있다.이러한 하부 절곡 롤러(200b)의 하측에는 압착 롤러(300)를 접촉시켜서 제2 부직포 원단과 열융착시키는 방식을 이용하면 보다 빠르게 열융착 과정을 수행할 수 있다.As shown in FIG. 3, in the preheating step, the heat medium oil or water is heated to a predetermined temperature or higher in the
도 4는 본 발명의 바람직한 다른 일실시예에 따른 부직포 필터의 제조방법에 의해서 제조된 부직포 필터의 단면도이다.4 is a cross-sectional view of a nonwoven filter fabricated by a method of manufacturing a nonwoven filter according to another preferred embodiment of the present invention.
도 4에 도시된 바와 같이 제1 부직포 원단(10)과 제2 부직포 원단(20)은 열융착에 의해서 접합되고, 이를 적층시키면 부직포 필터가 완성된다.(물론, 절단 단계를 거쳐야 한다.)As shown in FIG. 4, the first
이 과정에서 제1 부직포 원단의 산 부위에 접합되는 다른 제2 부직포 원단만 접착제를 이용하여 접합시키므로 종래의 부직포 필터의 제조 방법과 비교하여 접착제의 사용을 현저히 저감시킬 수 있게 된다.In this process, only the second nonwoven fabric bonded to the acid portion of the first nonwoven fabric is bonded using an adhesive, so that the use of the adhesive can be remarkably reduced as compared with the conventional method of manufacturing the nonwoven filter.
이상과 같이 본 발명은 부직포 필터의 제조방법을 제공하는 것을 주요한 기술적 사상으로 하고 있으며, 도면을 참고하여 상술한 실시 예는 단지 하나의 실시 예에 불과하므로 본 발명의 진정한 범위는 특허청구범위에 의해 결정되어야 한다.As described above, the present invention provides a method of manufacturing a nonwoven filter, and it is a principal technical idea of the present invention to provide a nonwoven filter. Should be determined.
10: 제1 부직포 원단
20: 제2 부직포 원단
100: 예열 롤러
200: 절곡 롤러
202: 절곡부
300: 압착 롤러10: First nonwoven fabric
20: second nonwoven fabric
100: preheating roller
200: Bending roller
202:
300: Compression roller
Claims (4)
열융착형 제1 부직포 원단을 60 내지 80도씨로 예열시키는 예열단계와;
제1 부직포 원단을 외주면에 절곡부가 형성된 한 쌍의 절곡 롤러 사이에 통과시켜서 주름을 형성시키는 절곡 단계와;
상기 절곡 단계를 거친 제1 부직포와 열융착형 제2 부직포 원단을 130 내지 150도씨로 가열된 압착 롤러와 절곡부가 형성된 절곡 롤러 사이에 통과시켜서 열융착시키는 접합 단계와;
상기 접합 단계를 거친 제1 부직포와 제2 부직포 소재를 접착제를 이용하여 다층으로 접합시키는 적층 단계와;
상기 접착 단계를 거친 소재를 일정한 크기로 절단시키는 절단 단계;를 포함하는 것을 특징으로 하는 부직포 필터의 제조방법.
In the method for producing a nonwoven filter,
A preheating step of preheating the heat-sealable first nonwoven fabric to 60 to 80 degrees Celsius;
A bending step of passing the first nonwoven fabric web between a pair of bending rollers formed with bending portions on the outer peripheral surface to form wrinkles;
Bonding the first nonwoven fabric having passed through the bending step and the thermally fusible second nonwoven fabric fabric between a press roller heated to 130 to 150 degrees and a bending roller having a bending section to thermally fuse the same;
A laminating step of laminating the first nonwoven fabric and the second nonwoven fabric that have undergone the bonding step to each other using an adhesive;
And cutting the material having passed through the adhering step to a predetermined size.
상기 절곡 단계는,
상기 한 쌍의 절곡 롤러는 40 내지 50도씨로 가열된 상태에서 주름을 형성시키는 것을 특징으로 하는 부직포 필터의 제조방법.
The method according to claim 1,
The bending step may include:
Wherein the pair of bending rollers are formed with wrinkles in a state of being heated to 40 to 50 degrees Celsius.
상기 예열단계는,
상기 한 쌍의 절곡 롤러를 가열시켜서 상기 접합 단계와 연속적으로 이루어지는 것을 특징으로 부직포 필터의 제조방법.
The method according to claim 1,
The preheating step may include:
And the pair of bending rollers are heated to be continuously connected to the joining step.
상기 부직포 필터의 제조방법에 의해서 제조되는 부직포 필터.
3. The method according to any one of claims 1 to 2,
A nonwoven filter produced by the method of manufacturing the nonwoven filter.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160154669A KR20180056841A (en) | 2016-11-21 | 2016-11-21 | manufacturing method of non-woven fabric and non-woven fabric thereby |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160154669A KR20180056841A (en) | 2016-11-21 | 2016-11-21 | manufacturing method of non-woven fabric and non-woven fabric thereby |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20180056841A true KR20180056841A (en) | 2018-05-30 |
Family
ID=62300517
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160154669A KR20180056841A (en) | 2016-11-21 | 2016-11-21 | manufacturing method of non-woven fabric and non-woven fabric thereby |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20180056841A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112481816A (en) * | 2020-11-23 | 2021-03-12 | 舒城娃娃乐儿童用品有限公司 | Inside and outside two rolling device of non-woven cotton material one shot forming |
| WO2021193998A1 (en) * | 2020-03-26 | 2021-09-30 | (주)라도 | Device for manufacturing filter paper of vehicle filter |
| KR20220161791A (en) * | 2021-05-31 | 2022-12-07 | 정덕화 | Device for adding parallel wrinkles in the vertical direction to the dental mask |
-
2016
- 2016-11-21 KR KR1020160154669A patent/KR20180056841A/en not_active Application Discontinuation
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021193998A1 (en) * | 2020-03-26 | 2021-09-30 | (주)라도 | Device for manufacturing filter paper of vehicle filter |
| CN112481816A (en) * | 2020-11-23 | 2021-03-12 | 舒城娃娃乐儿童用品有限公司 | Inside and outside two rolling device of non-woven cotton material one shot forming |
| CN112481816B (en) * | 2020-11-23 | 2021-09-24 | 舒城娃娃乐儿童用品有限公司 | Inside and outside two rolling device of non-woven cotton material one shot forming |
| KR20220161791A (en) * | 2021-05-31 | 2022-12-07 | 정덕화 | Device for adding parallel wrinkles in the vertical direction to the dental mask |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5842353B2 (en) | Bulky nonwoven fabric | |
| EP2855752B1 (en) | Textured elements incorporating non-woven textile materials and methods for manufacturing the textured elements | |
| JP3660602B2 (en) | Method of manufacturing pleatable filter material from nonwoven fabric | |
| US4478620A (en) | Air filter | |
| KR20180056841A (en) | manufacturing method of non-woven fabric and non-woven fabric thereby | |
| US8177931B2 (en) | Method for perforating heat meltable material | |
| RU2009111401A (en) | NONWOVEN COMPOSITE MATERIAL CONTAINING A PERFORATED ELASTIC FILM | |
| JP2005314842A5 (en) | ||
| WO2013091184A1 (en) | Needle-punched non-woven fabric, manufacturing method thereof and filter and sound absorbing material formed thereby | |
| US20170056836A1 (en) | Filter element and method for the production thereof | |
| US20120124862A1 (en) | Bi-component/binder fiber insole | |
| JP2007098378A (en) | Filter and drying furnace | |
| JP4361201B2 (en) | Sound-absorbing material including meltblown nonwoven fabric | |
| JP2004522868A5 (en) | ||
| KR20230002827A (en) | Non-woven fabric pleated in a zigzag pattern | |
| KR102142079B1 (en) | Filter material and filter elements made therefrom | |
| JP2009220313A (en) | Sound deadening and heat insulating material manufacturing method, and sound deadening and heat insulating material | |
| JP3653656B2 (en) | Laminated paper, laminated paper manufacturing method, and laminated paper manufacturing apparatus | |
| JP2000052467A (en) | Multi-ply lamination moldable nonwoven fabric laminate | |
| KR20060086557A (en) | Packing film combined with non-woven fabric and manufacturing method thereof | |
| JP2955872B2 (en) | Water-disintegratable nonwoven fabric and method for producing the same | |
| WO2012169394A1 (en) | Mesh body and manufacturing method thereof | |
| JP2015232419A (en) | Planar heater and manufacturing method of the same | |
| JPS6011147B2 (en) | Web joining method | |
| JP7116548B2 (en) | Non-woven wiper and manufacturing method thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |