KR20170109342A - Heating perss apparatus for manufacturing clear files - Google Patents
Heating perss apparatus for manufacturing clear files Download PDFInfo
- Publication number
- KR20170109342A KR20170109342A KR1020160033345A KR20160033345A KR20170109342A KR 20170109342 A KR20170109342 A KR 20170109342A KR 1020160033345 A KR1020160033345 A KR 1020160033345A KR 20160033345 A KR20160033345 A KR 20160033345A KR 20170109342 A KR20170109342 A KR 20170109342A
- Authority
- KR
- South Korea
- Prior art keywords
- heater
- heating
- folded
- jig
- clear file
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/52—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
- B29C2043/3602—Moulds for making articles of definite length, i.e. discrete articles with means for positioning, fastening or clamping the material to be formed or preforms inside the mould
Abstract
The present invention relates to a heating press apparatus for manufacturing a clear file, in which a clear file folded along a folding line is arranged in a jig to perform a heating pressing operation at a uniform temperature along a correct fold line during a subsequent heating press operation The jig 10 in which the clear file to be pressed is placed and the jig 10 disposed adjacent to the jig 10 are disposed in the vicinity of the jig 10, and the number of defective products can be reduced, the operation can be carried out simply and efficiently, And a heating press 20 which heats and presses the folded portion of the clear file. The jig 10 has a rectangular recess corresponding to the size of the clear file, and the recessed recessed portion 11 is formed on the side of the heating press 20 The heating press (20) comprises a fixed lower heater (21), a movable heater (21) movably disposed at a position in contact with a position spaced apart from the lower heater (25) is provided to heat the folded portion of the clear folded file so as to be completely folded. Thus, the folded clear file is arranged in the jig so as to be uniformly folded along the correct fold line It is possible to perform a heating pressing operation at a temperature to reduce defective products, to perform a simple and efficient operation, and to simplify the structure and reduce the manufacturing cost.
Description
BACKGROUND OF THE INVENTION 1. Field of the Invention The present invention relates to a heating press apparatus for manufacturing a clear file, and more particularly, to an improved heating press apparatus in which a clear file made of a polyethylene terephthalate (PET) sheet is heated and pressed to half-
In general, clear files are used to make documents and receipts in various sizes and shapes in the office or home. In particular, documents and receipts with relatively few copies are called file holders, which are made of transparent materials. And is widely used as a promotional article.
These clear files were mainly made of polyvinyl chloride (PVC) or polypropylene (PP).
Examples of such a clear file include a cover made of a synthetic resin such as polypropylene and an index clear file having a rectangular parallelepiped shape having fixing means for fixing the documents in the domestic registration office No. 20-0260070 (registered on December 26, 2001) .
In the case of a clear file made of PVC, there is a problem of environmental hormone problem, and there is a problem that the use of various printing methods is limited in that PP can be used only as an offset printing, for example, a relatively thick rectangular shape of about 200 microns And it is difficult to manufacture in the form of a thin sheet, and it is difficult to accommodate the design printing demands of various users. When a custom design is printed on a PP sheet using a conventional laser printer, there is a problem that the toner is not able to withstand a high temperature of 190 to 210 DEG C of the toner fixing device and deforms.
For this reason, when designing a PP sheet for a customer's demand, it is necessary to use a printing plate (copper plate) for offset printing and offset printing, so that it is necessary to have a production unit of several hundred sheets or more so that a small- There has been a problem that the manufacturing cost is increased and the demand for small quantity of the consumer can not be satisfied.
As an example of a manufacturing apparatus for manufacturing such a clear file, Japanese Laid-Open Patent Application No. 10-2009-0029326 (published on Mar. 23, 2009) discloses an index sucking means An index fixing jig for supporting an index by pushing the index to the outside of the file cover, lighthouse cutting means for covering the index, a lid support member for covering the lid support on the file cover, and a lid support for the recess of the lid support member. A lighthouse attachment means for attaching lighthouse secured to the lighthouse support member to the outside of the pile cover, an elastic support member for elastically supporting the lighthouse support member, To the index located at the folded portion of the file, the operation of attaching the index and the lid to the outside of the file is automated And a lanyard can be attached so that the lanyard can be easily folded on the folded portion of the file.
However, such a conventional file manufacturing apparatus has a complicated structure, and has a problem in that it requires a high manufacturing cost to make it difficult for a manufacturer of a small-sized sales promotion product to purchase.
In order to improve the printability of the surface of the polypropylene film, it is possible to easily print stationery and patterns, and as an improvement measure for realizing printing by applying the inkjet printing method, Korean Patent Publication No. 10-2006-0007717 Discloses a method of manufacturing a polypropylene film, comprising: an adhesive coating step of coating an adhesive on one side of a polypropylene film; A phosphorescent coating step of coating a photoresist after the adhesive coating; A printing step of printing on the surface of the substrate after the printing agent coating; And an enamel coating step of coating the surface with transparent enamel after printing is completed.
However, there has been a problem in that the preprocessing process for the printing method is complicated and the time and cost are increased in order to realize the design print of various orders upon the use of the polypropylene film.
As a means of solving the problems of clear piles of PVC or PP sheet, it is environmentally friendly and highly recyclable and has excellent mechanical strength, thermal characteristics, chemical resistance and moisture resistance, water resistance and transparency, and high quality polyethylene terephthalate (PET ) Sheet is proposed.
Particularly, among such PET sheets, surface-treated sheets are marketed so that prints printed on the surface of the sheets are not dropped off to improve printability. Thus, in order to meet the requirements of the purchaser by various printing methods such as laser printing, And the like.
However, PET has a merit that it can be formed into a strong and thin sheet and can be printed by laser printing. However, PET clear file or document holders have a drawback in that they have a large rigidity and tend to bulge in a folded portion, .
In order to reduce the lifting phenomenon of the folding part, an ultrasonic welding machine may be used to join the folding part. However, the ultrasonic welding machine is very expensive and small companies that manufacture clear file for a normal promotional article can not use such an ultrasonic welding machine It is required to provide a device which can more easily form a folded portion without hitting the folded portion.
The present invention was conceived to solve the problems of the prior art according to the manufacture of the clear file described above and provides a heating press apparatus for manufacturing a clear file having an improved structure so that the PET clear file can be flattened without making the folded portion smooth. The purpose.
In order to accomplish the above object, a heating press apparatus for manufacturing a clear file according to the present invention includes a jig in which a clear file to be pressed is placed, and a heating press disposed adjacent to the clear file for heating the folded portion of the clear file,
The jig has a rectangular shape corresponding to the size of the clear file and has an open groove on the side of the heating press,
The heating press includes a fixed lower heater and an upper heater movably arranged at a position in contact with a position spaced apart from the lower heater so that the folded portion of the clear folded file is heated and completely folded .
Further, the upper and lower heaters are provided with heating wires, and the upper and lower heaters are respectively provided as cooling means, a cooling water flow path is formed in a lower portion of the lower heater, a heater portion disposed on the lower portion is maintained at a predetermined temperature, It is preferable that the cooling water flow path is formed on the upper part of the heater and the heater part arranged below the cooling water flow path is maintained at a predetermined temperature.
The lower and upper heaters of the heating press are respectively supported by lower and upper holders, and the upper and lower holders are hinged at the opposite end, and the lower heater is fixed while the upper heater is separated from the lower heater by a spring The upper holder is pulled downward by the pulling member in the folding operation, and the upper heater is brought into contact with the lower heater to completely fold the folded portion of the clear pile disposed therebetween.
Also, the heating presses pressurize the upper and lower heaters with a force of 30 to 150 kgf for 0.1 to 3 seconds with respect to the clear pile at a heating temperature of 70 to 245 DEG C by the upper and lower heaters.
The heating press apparatus for manufacturing a clear file according to the present invention is capable of performing a heating pressing operation at a uniform temperature along a correct folding line during a subsequent heating press work by arranging a clear file folded along a folding line in a jig, The work can be performed simply and efficiently, and the manufacturing cost can be reduced by simplifying the structure.
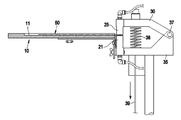
1 is a schematic perspective view of a heating press apparatus for manufacturing a clear file according to the present invention;
Fig. 2 is a schematic side view of the heating press apparatus of Fig. 1 showing a clear file placed on a jig for folding along a fold line. Fig.
3 is a side view showing a state in which the upper heating plate and the lower heating plate are in contact with each other so that the clear file is folded along the fold line in the heating press apparatus of FIG.
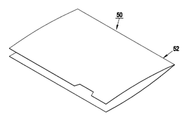
Figure 4 is a schematic perspective view of a clear file showing that the PET clear file is folded along the scoring line so that it is completely folded by the heating press device;
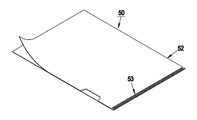
5 is a perspective view of the PET clear file folded completely along the fold line by the heating press apparatus of the present invention.
DETAILED DESCRIPTION OF THE PREFERRED EMBODIMENTS Hereinafter, the present invention will be described in detail with reference to the accompanying drawings.
1, a heating press apparatus 1 for manufacturing a clear file according to the present invention comprises a
A heating press apparatus (1) for manufacturing a clear file of the present invention is cut from a sheet into a clear pile shape, and performs a necessary pretreatment process, for example, back printing and then performs a folding process for finally folding.
To this end, the
Thus, when the operator places the clear file received in the conveyor belt or the cassette in the
As shown in FIG. 4, the
The worker presses the folded end portion of the
1 and 2, the
A cooling water flow path (not shown) is formed in a lower portion of the
The lower part of the
The pulling
2, first, the clear file to be supplied by the operator is placed in the
Thereafter, the
Then, by removing the force exerted on the pulling member, the clear file is lifted to the original position spaced apart by the spring and the end is folded to remove the flat file, so that the clear file is finally manufactured in the folded state of Fig.
In the heating press apparatus, the heating temperature by the upper and lower heaters is preferably between 70 and 245 ° C as the temperature range until the physical properties of the PET are changed while it is melted. Plastic deformation occurs at a temperature lower than 70 ° C It is not kept flat at the folded portion and is excited, and it is preferable that the PET melting point is lower than 245 ° C.
At this time, pressing the folded portion of the clear pile by the upper and lower heaters is performed by pressing the folded portion of the clear pile with a force of 30 to 150 kgf for 0.1 to 3 seconds so that the folded portion of the PET clear pile is kept in a flat plastic deformed state, And the pressing time are selected according to the heating temperature. That is, when the heating temperature is high, the pressing force can be made small and the pressing time can be shortened. When the heating temperature is relatively low, the pressing force and the pressing time are preferably long. By folding the folded portion of the clear pile made of PET by such heating temperature, pressing force, and pressing time, the folded portion can be plastically deformed and kept flat.
The heating press apparatus according to the present invention can produce a clear file with a rigid PET material, thereby providing a variety of printing to a clear file and enabling a clear file to be enhanced.
The heating press device for producing a clear file of the present invention can be used to flatten the folded end portion in producing a clear pile of PET material stronger than polypropylene which is a general clear pile material having rigidity.
1: Heating press device 10: Jig
11: recessed groove 20: heating press
21: Lower heater 25: Upper heater
26: cooling water flow path 26: cooling water flow path
30, 35: Holder 37: Hinge
38: Spring
Claims (4)
The jig 10 is formed in a square shape corresponding to the size of the clear file and has a recessed groove 11 opened on the side of the heating press 20,
The heating press 20 includes a fixed lower heater 21 and an upper heater 25 movably arranged at a position in contact with a position spaced apart from the lower heater so that the folded portion of the folded clear file And heating and pressing so as to be completely folded.
The upper and lower heaters 21 and 25 are provided with heating wires. Each of the upper and lower heaters is provided with a cooling water channel 23 at a lower portion of the lower heater 21 as a cooling means at an upper portion thereof, The heater section 24 is kept at a predetermined temperature and the cooling section 26 is formed in the upper part of the upper heater 25. The heater section 27 disposed below the heater section 27 is maintained at a predetermined temperature A heating press apparatus for manufacturing a clear file.
The lower and upper heaters of the heating press 20 are supported by the lower and upper holders 30 and 35 respectively and the upper and lower holders are connected to the hinge 37 at the opposite end and the lower heater is fixed The upper heater 35 is pulled downward by the pulling member 39 during the folding operation in a state of being separated by the spring 38 with respect to the lower heater so that the upper heater is brought into contact with the lower heater, And the folded portion of the file is completely folded.
Wherein the heating press is such that the upper and lower heaters are pressed against the clear pile at a force of 30 to 150 kgf for 0.1 to 3 seconds at a heating temperature of 70 to 245 DEG C by the upper and lower heaters. Heating pressing device.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160033345A KR20170109342A (en) | 2016-03-21 | 2016-03-21 | Heating perss apparatus for manufacturing clear files |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160033345A KR20170109342A (en) | 2016-03-21 | 2016-03-21 | Heating perss apparatus for manufacturing clear files |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170109342A true KR20170109342A (en) | 2017-09-29 |
Family
ID=60035379
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160033345A KR20170109342A (en) | 2016-03-21 | 2016-03-21 | Heating perss apparatus for manufacturing clear files |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170109342A (en) |
-
2016
- 2016-03-21 KR KR1020160033345A patent/KR20170109342A/en not_active Application Discontinuation
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TW557254B (en) | Bookbinding device and method | |
| US6056493A (en) | Desktop book binder having means for aligning sheets to be bound with a preformed binding material | |
| US9511620B2 (en) | Hot stamping machine | |
| CN109414895A (en) | The manufacturing method of Bag Making Machine and polybag | |
| EP2292445B1 (en) | A method for making an album automatically | |
| JP2013220536A (en) | Foil stamping device | |
| GB2241487A (en) | Bags for liquids and their manufacture | |
| WO1996009935A1 (en) | A method and apparatus for binding sheets using a printing substance | |
| JP2018084013A (en) | Apparatus for heating fabric, tray for holding fabric and method for applying image to fabric | |
| US7133058B2 (en) | Digital thermal transfer printer | |
| US20140227064A1 (en) | Binding apparatus and image forming apparatus | |
| JP3788584B2 (en) | Bookbinding apparatus and method | |
| KR20170109342A (en) | Heating perss apparatus for manufacturing clear files | |
| KR101796514B1 (en) | Method for manufacturing clear files | |
| AU2010292037B2 (en) | Laminating material and method of manufacturing | |
| EP2379338B1 (en) | Binding element for manufacturing a binding file and method which makes use of such a binding element for manufacturing the binding file | |
| US6599073B1 (en) | Desktop book binder having means for aligning sheets to be bound with a preformed binding materials | |
| KR100873988B1 (en) | Menufacturing method for book cover and bookbinding method using the same | |
| JPH08501034A (en) | Document pinching method and apparatus | |
| US9744788B2 (en) | Stamp-face platemaking device, medium holder, and medium holder manufacturing method | |
| KR20200121685A (en) | The apparatus for paper cup sealing | |
| ITTO990351A1 (en) | PLOTTER WITH FRICTION FEEDING WITH A TRANSMISSION WHEEL AND A MOTOR UNIT LATERALLY MOVING TO RECEIVE SHEETS WITH DI- | |
| US20100192522A1 (en) | Retractable Clip Press | |
| CN210148207U (en) | Production facility of low-cost sense of touch paper | |
| KR102516987B1 (en) | Manufacturing method of multiple purpose holder using polyethylene terephthalate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |