KR20170084490A - Cutting system and method for preparing super absorbent polymer using the same - Google Patents
Cutting system and method for preparing super absorbent polymer using the same Download PDFInfo
- Publication number
- KR20170084490A KR20170084490A KR1020160003584A KR20160003584A KR20170084490A KR 20170084490 A KR20170084490 A KR 20170084490A KR 1020160003584 A KR1020160003584 A KR 1020160003584A KR 20160003584 A KR20160003584 A KR 20160003584A KR 20170084490 A KR20170084490 A KR 20170084490A
- Authority
- KR
- South Korea
- Prior art keywords
- cutter
- belt conveyor
- cutting
- belt
- disposed
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/0006—Cutting members therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D3/00—Cutting work characterised by the nature of the cut made; Apparatus therefor
- B26D3/08—Making a superficial cut in the surface of the work without removal of material, e.g. scoring, incising
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
- B26D7/0625—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form by endless conveyors, e.g. belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/20—Cutting beds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/02—Making solutions, dispersions, lattices or gels by other methods than by solution, emulsion or suspension polymerisation techniques
- C08J3/03—Making solutions, dispersions, lattices or gels by other methods than by solution, emulsion or suspension polymerisation techniques in aqueous media
- C08J3/075—Macromolecular gels
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/12—Powdering or granulating
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Dispersion Chemistry (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
A cutting system according to an embodiment of the present invention includes a belt conveyor including a first belt surrounding at least two first rotating rollers and an outer circumferential surface of the first rotating rollers and conveying the object in one direction, A particleizer comprising a cutter spaced apart from the belt conveyor and partially cutting the object, a particle conveyor and a cutter disposed below the cutter and granulating the partially cut object, and A first guide portion disposed in the space between the belt conveyor and the granulating device, and a second guide portion disposed on the upper portion of the granulating device and spaced from the first guide portion along the one direction, And a guide for providing the feed path so that the partially cut object is put into the cutter.
The method of manufacturing a superabsorbent resin according to another embodiment of the present invention can improve the cutting efficiency of the hydrogel polymer by using the above cutting system.
Description
BACKGROUND OF THE INVENTION 1. Field of the Invention The present invention relates to a cutting system and a method of manufacturing a super absorbent resin using the same, and more particularly, to a cutting system capable of improving cutting efficiency of a hydrogel polymer sheet and a method of manufacturing a super absorbent resin using the same will be.
Super Absorbent Polymer (SAP) is a synthetic polymer material capable of absorbing liquids of about 500 to 1,000 times its own weight. It is used for hygiene products, garden soil removers, civil engineering, construction index materials, etc. And is widely used as a material of the substrate.
Wherein the superabsorbent resin is prepared by polymerizing hydrophilic monomers in a polymerization reactor to produce a hydrogel polymer, transferring the hydrogel polymer from the polymerization reactor to a cutter to cut and / or grind the hydrogel polymer sheet to form hydrated gel polymer particles Preparing hydrophilic polymer particles by drying the hydrogel polymer particles in a drier, and surface cross-linking step of increasing the cross-linking density of the surface area of the hydrophilic polymer particles.
When the viscosity of the hydrogel polymer is high, since the hydrogel polymer is not easily separated from the belt conveyor, the position where the hydrogel polymer is injected into the cutter becomes irregular, and when the hydrogel polymer has high elasticity, The hydrogel polymer particles can be produced in irregular shapes and irregular sizes.
When the hydrogel polymer particles are produced in an irregular shape and irregular size, the drying conditions of the hydrogel polymer particles become uneven, and thus the physical properties of the superabsorbent resin are deteriorated.
The present invention provides a cutting system capable of improving the cutting efficiency of the hydrogel polymer, and a method of manufacturing a superabsorbent resin using the same.
The present invention has been made in view of the above problems, and it is an object of the present invention to provide a method of manufacturing the same.
A cutting system according to an embodiment of the present invention includes a belt conveyor that includes at least two first rotating rollers and a first belt surrounding an outer peripheral surface of the first rotating rollers and conveys the object in one direction, And a cutter disposed in spaced relation to said belt conveyor and partially cutting said object, said cutter being disposed below said belt conveyor and said cutter and granulating the partially cut object, And a second guide portion disposed on the upper portion of the granulating device and spaced apart from the first guide portion along the one direction, wherein the second guide portion is disposed in a space between the belt conveyor and the granulating device, And a guide that provides a feed path for the partially cut object to be introduced into the cutter.
The second guide portion may be disposed in a space between the cutter and the granulating device.
The cutter may be disposed at the top of the belt conveyor with some or all of it.
The cutter may be disposed diagonally to the end of the belt conveyor.
The cutter may be, for example, a belt-type incisor comprising two or more second rotating rollers, a second belt surrounding the outer circumferential surface of the second rotating rollers, and a cutting means disposed on an outer circumferential surface of the second belt .
The belt cutter may be spaced apart from the end of the belt conveyor in an oblique direction, and a first axis passing through the rotation center of the first rotation rollers and a second axis passing through the rotation center of the second rotation rollers, It can be an acute angle.
On the other hand, the cutter may be a cutting roller including, for example, a rotating roller and cutting means disposed on the outer circumferential surface of the rotating roller.
A method for producing a superabsorbent resin according to another embodiment of the present invention is characterized by producing hydrogel polymer particles by cutting hydrogel polymer using the above cutting system. Specifically, the hydrophilic monomer composition is polymerized to obtain a water A polymerization step for producing a gel polymer, a dissolution step in which the hydrogel polymer disposed in the space between the belt conveyor and the incisor is partially incised using the incisor, a partially incised hydroscopic gel polymer supplied to the cutter of the granulation apparatus And a granulation step of cutting the partially incised hydrogel polymer using the cutter and producing hydrated gel polymer particles.
The details of other embodiments are included in the detailed description and drawings.
A cutting system according to an embodiment of the present invention is a cutting system that cuts an object partly using the cutter and forms a feed path for guiding the partially cut functional gel polymer to be positively put into the cutter by using the cutter , It is possible to improve the cutting efficiency of the object.
The method of manufacturing a superabsorbent resin according to another embodiment of the present invention can improve the cutting efficiency of the hydrogel polymer by using the above cutting system.
The effects according to the present invention are not limited by the contents exemplified above, and more various effects are included in the specification.
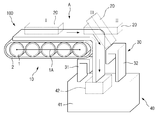
1 is a schematic configuration diagram of a cutting system according to an embodiment of the present invention.
Figure 2 is a schematic cross-sectional view of a belt-type cutter used in the cutting system of Figure 1;
3 is a schematic cross-sectional view of a cutting roller used in the cutting system of FIG.
BRIEF DESCRIPTION OF THE DRAWINGS The advantages and features of the present invention and the manner of achieving them will become apparent with reference to the embodiments described in detail below with reference to the accompanying drawings. The present invention may, however, be embodied in many different forms and should not be construed as being limited to the embodiments set forth herein. Rather, these embodiments are provided so that this disclosure will be thorough and complete, and will fully convey the scope of the invention to those skilled in the art. Is provided to fully convey the scope of the invention to those skilled in the art, and the invention is only defined by the scope of the claims. Like reference numerals refer to like elements throughout the specification. The dimensions and relative sizes of layers and regions in the figures may be exaggerated for clarity of illustration.
It is to be understood that when an element or layer is referred to as being "on" or " on "of another element or layer, All included. On the other hand, a device being referred to as "directly on" or "directly above" indicates that no other device or layer is interposed in between.
The terms spatially relative, "below", "beneath", "lower", "above", "upper" May be used to readily describe a device or a relationship of components to other devices or components. Spatially relative terms should be understood to include, in addition to the orientation shown in the drawings, terms that include different orientations of the device during use or operation.
Although the first, second, etc. are used to describe various components, it goes without saying that these components are not limited by these terms. These terms are used only to distinguish one component from another. Therefore, it goes without saying that the first component mentioned below may be the second component within the technical scope of the present invention.
As used herein, the term " incision "is defined to mean that there is a partially torn portion while maintaining the shape of the object, and the term" cutting " means that the object does not retain its shape, .
As used herein, the term "A and / or B" is defined to mean "A" or "B" or "A and B", and the terms "A to B" Is defined.
Figure 1 is a schematic plan view of a
Hereinafter, a
The
The
The
The
The
The belt cutter 20-1 has a
The belt cutter 20-1 is spaced apart from the end of the
The
The cutting means 23 may be spaced apart from each other on the outer circumferential surface of the
The
For example, when the
The
The
Hereinafter, with reference to FIG. 1 to FIG. 3, a method of manufacturing a superabsorbent resin according to another embodiment of the present invention will be described in detail.
The method for producing a superabsorbent resin is characterized in that the hydrogel polymer (A) is partially cut using the
The method for producing the superabsorbent resin includes a polymerization step, an incision step, a feed step and a granulation step.
The polymerization step is a step of preparing a hydrogel polymer (A) by polymerizing a hydrophilic monomer composition. The hydrophilic monomer composition may be composed of hydrophilic monomers, neutralizing agent, internal crosslinking agent and polymerization initiator. The hydrogel polymer (A) can be produced by polymerizing a hydrophilic monomer composition by a polymerization method such as thermal polymerization or photopolymerization.
Hydrophilic monomers can be used without limitation in any monomers commonly used in the manufacture of superabsorbent resins. For example, the hydrophilic monomer may be at least one water-soluble ethylenically unsaturated monomer selected from the group consisting of an anionic monomer and a salt thereof, a nonionic hydrophilic-containing monomer, and an amino group-containing unsaturated monomer and a quaternary product thereof.
Examples of the water-soluble ethylenically unsaturated monomer include acrylic acid, methacrylic acid, maleic anhydride, fumaric acid, crotonic acid, itaconic acid, 2- acryloylethanesulfonic acid, 2- methacryloylethanesulfonic acid, 2- (meth) At least one anionic monomer or salt thereof selected from the group consisting of monopropanesulfonic acid and 2- (meth) acrylamide-2-methylpropanesulfonic acid; (Meth) acrylamide, N-substituted (meth) acrylate, 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, methoxypolyethylene glycol Methacrylate; and at least one nonionic hydrophilic-containing monomer selected from the group consisting of (meth) acrylate; At least one amino group-containing unsaturated monomer selected from the group consisting of (N, N) -dimethylaminoethyl (meth) acrylate and (N, N) -dimethylaminopropyl (meth) acrylamide, But is not limited to this.
The concentration of the hydrophilic monomers may be appropriately selected in consideration of polymerization conditions, but may be, for example, in the range of 30 wt% or more to 60 wt% or less based on the weight of the hydrophilic monomer composition.
The neutralizing agent may serve to neutralize the hydrophilic monomers. Examples of the neutralizing agent include, but are not limited to, sodium hydroxide, sodium hydrogencarbonate, and the like. The neutralizing agent may be used within a range of neutralization degree of the hydrophilic monomer composition of not less than 65 mol% and not more than 75 mol%. However, it is not limited to this.
The internal cross-linking agent includes at least one functional group capable of reacting with the substituent of the hydrophilic monomers and at least one ethylenic unsaturated group or at least two functional groups capable of reacting with the substituent formed by hydrolyzing the substituents and hydrophilic monomers of the hydrophilic monomers, And the like can be used.
For example, the internal cross-linking agent is selected from the group consisting of bisacrylamide having 8 to 12 carbon atoms, bismethacrylamide having 8 to 12 carbon atoms, poly (meth) acrylate of polyol having 2 to 10 carbon atoms or poly (Meth) acrylate, (poly) propylene glycol di (meth) acrylate, trimethylolpropane tri (meth) acrylate, ethoxyl (3) ) -Trimethylol propane tri (meth) acrylate, ethoxyl (6) -trimethylol propane tri (meth) acrylate, ethoxyl (9) (Meth) acrylate glycerin tri (meth) acrylate, glycerin acrylate methacrylate, 2,2-bis [acryloxy) methyl] butyl acrylate (3EO), N, N'-methylenebis (Meth) acrylate (Meth) acrylate, propyleneoxy (meth) acrylate, glycerin, glycerin diacrylate, glycerin triacrylate, trimethylol triacrylate, triallylamine, tri Triethylene glycol, diethylene glycol, diethylene glycol, triethylene glycol, triethylene glycol, triethylene glycol, triethylene glycol, triethylene glycol,
The internal cross-linking agent may be contained in an amount of, for example, 0.01 part by weight to 0.5 part by weight based on 100 parts by weight of the hydrophilic monomers, but is not limited thereto.
The polymerization initiator may be at least one of a photopolymerization initiator, a thermal polymerization initiator, and an oxidation-reduction initiator. For example, a photopolymerization initiator and a thermal polymerization initiator may be used together as a polymerization initiator, or a thermal polymerization initiator and an oxidation-reduction initiator may be used together.
The photopolymerization initiator can initiate photopolymerization of the hydrophilic monomer composition when irradiated with ultraviolet light and the thermal polymerization initiator can initiate thermal polymerization of the hydrophilic monomer composition by heating and the oxidation- The polymerization of the hydrophilic monomer composition can be started. When the photopolymerization initiator and the thermal polymerization initiator are used together, polymerization by the thermal polymerization initiator may occur due to heat generated during the photopolymerization. When the oxidation-reduction initiator and the thermal polymerization initiator are used together, polymerization by the thermal polymerization initiator may occur due to heat generated during the oxidation-reduction reaction.
For example, the polymerization initiator may be selected from the group consisting of diethoxyacetophenone, 2-hydroxy-2-methyl-1-phenylpropan-1-one, 4- (2-hydroxyethoxy) phenyl- (2- Acetophenone derivatives such as propyl ketone and 1-hydroxycyclohexyl phenyl ketone; Benzoin alkyl ether compounds such as benzoin methyl ether, benzoin ethyl ether, benzoin isopropyl ether and benzoin isobutyl ether; benzophenone derivatives such as methyl o-benzoylbenzoate, 4-phenylbenzophenone, 4-benzoyl-4'-methyl-diphenyl sulfide and (4-benzoylbenzyl) trimethylammonium chloride; Thioxanthone-based compounds; Acylphosphine oxide derivatives such as bis (2,4,6-trimethylbenzoyl) -phenylphosphine oxide and diphenyl (2,4,6-trimethylbenzoyl) -phosphine oxide; Or an azo group such as 2-hydroxymethylpropionitrile, 2,2 '- (azobis (2-methyl-N- (1,1'-bis (hydroxymethyl) -2- hydroxyethyl) propionamide) (Sodium persulfate, Na 2 S 2 O 8 ), Potassium persulfate (K 2 S), sodium persulfate (Na 2 S 2 O 8 ), potassium persulfate 2 O 8 ), or a mixture thereof, but is not limited thereto.
If the polymerization initiator can exhibit polymerization initiating effect, the content thereof can be selected within an appropriate range and used. The photopolymerization initiator may be contained in an amount of, for example, 0.005 parts by weight to 0.5 parts by weight based on 100 parts by weight of the hydrophilic monomers, and the thermal polymerization initiator may be contained in an amount of 0.01 parts by weight or more per 100 parts by weight of the hydrophilic monomers To 0.5 parts by weight or less.
The incising step is a step in which the hydrogel polymer A placed in the space between the
The supplying step is a step of feeding the partially functionalized gel polymer (A) to the
The step of granulating is a step of cutting the partially cut hydrogel polymer (A) using a
The method for producing a superabsorbent resin comprises the steps of drying the hydrogel polymer (A) particles to prepare hydrophilic polymer particles, classifying the hydrophilic polymer particles into a predetermined size, mixing the hydrophilic polymer particles with the surface cross-linking agent, A surface cross-linking step of applying heat to increase the cross-linking density of the surface of the hydrophilic polymer particles, thereby improving the pressure absorption ability, and the like.
While the present invention has been particularly shown and described with reference to exemplary embodiments thereof, it is clearly understood that the same is by way of illustration and example only and is not to be taken by way of limitation, It will be understood by those skilled in the art that the present invention may be embodied in other specific forms without departing from the spirit or essential characteristics thereof. It is therefore to be understood that the above-described embodiments are illustrative in all aspects and not restrictive.
100: Cutting system
10: Belt Conveyor
20: incision machine
30: Guide
40: Particleizer
Claims (8)
A cutter disposed apart from the belt conveyor with the object therebetween and partially cutting the object;
A particleizer comprising a belt conveyor and a cutter disposed below the cutter and granulating the partially cut object; And
A first guide portion disposed in the space between the belt conveyor and the granulating device, and a second guide portion disposed on the upper portion of the granulating device and spaced from the first guide portion along the one direction, A guide for providing a feed path so that the partially cut object is put into the cutter;
≪ / RTI >
And the second guide portion is disposed in a space between the cutter and the granulating device.
Characterized in that part or all of it is arranged on top of said belt conveyor.
Wherein said incisors are spaced apart in an oblique direction relative to an end of said belt conveyor.
Wherein the cutter is a belt cutter comprising at least two second rotating rollers, a second belt surrounding the outer circumferential surface of the second rotating rollers, and a cutting means disposed at an outer circumferential surface of the second belt.
Wherein the belt cutter is spaced apart in an oblique direction with respect to an end of the belt conveyor, the first axis passing through the rotation center of the first rotation rollers and the second axis passing through the rotation center of the second rotation rollers are acute angles Wherein said cutting system comprises:
Wherein the cutter is a cutting roller comprising a rotating roller and cutting means disposed on an outer circumferential surface of the rotating roller.
A cutting step of partially cutting the hydrogel polymer disposed in the space between the belt conveyor and the cutter using the cutter;
Feeding a partially cut functional gel polymer to a cutter of the granulation device;
A granulation step of cutting the partially cut hydrogel polymer using the cutter and producing hydrogel polymer particles;
Absorbing resin. ≪ RTI ID = 0.0 > 11. < / RTI >
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160003584A KR20170084490A (en) | 2016-01-12 | 2016-01-12 | Cutting system and method for preparing super absorbent polymer using the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160003584A KR20170084490A (en) | 2016-01-12 | 2016-01-12 | Cutting system and method for preparing super absorbent polymer using the same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170084490A true KR20170084490A (en) | 2017-07-20 |
Family
ID=59443409
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160003584A KR20170084490A (en) | 2016-01-12 | 2016-01-12 | Cutting system and method for preparing super absorbent polymer using the same |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170084490A (en) |
-
2016
- 2016-01-12 KR KR1020160003584A patent/KR20170084490A/en not_active Application Discontinuation
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20170165861A1 (en) | Apparatus for cutting super absorbent polymer and method for preparing super absorbent polymer using same | |
| KR101126678B1 (en) | Polymerization reactores for the preparation of super absorbent polymer and preparation method thereof using the same | |
| KR101477252B1 (en) | Preparation method of super absorbent polymer | |
| EP3093298A1 (en) | Method for preparing superabsorbent polymer | |
| KR20150005886A (en) | Preparation method of super absorbent polymer | |
| KR20160078114A (en) | Chopper for manufacturing super absorbent polymer and method for manufacturing super absorbent polymer using the same | |
| US20160332315A1 (en) | Super absorbent resin cutting device and super absorbent resin manufacturing method using same | |
| CN112714770B (en) | Method for producing water-absorbent resin containing chelating agent | |
| TW201545850A (en) | Apparatus for preparing superabsorbent polymer and method of preparing superabsorbent polymer using the apparatus | |
| CN1323089C (en) | Method for manufacturing water absorbability fibre forming article | |
| KR102608042B1 (en) | Preparation method of super absorbent polymer | |
| KR20170084490A (en) | Cutting system and method for preparing super absorbent polymer using the same | |
| US20160326286A1 (en) | Method for preparing superabsorbent polymer | |
| EP3064269A1 (en) | Apparatus for manufacturing high absorbent resin and method for manufacturing high absorbent resin using same | |
| KR20120047036A (en) | Apparatus for preparing super absorbent polymer and preparation method of super absorbent polymer using the same | |
| TWI572657B (en) | Super absorbent polymer, method for preparing the same, and apparatus for preparing the same | |
| KR20170119803A (en) | Method for preparing super absorbent polymer | |
| WO2015108350A1 (en) | Super absorbent resin cutting device and super absorbent resin manufacturing method using same | |
| KR20160084671A (en) | Method for preparing super absorbent polymer | |
| KR102186951B1 (en) | Method for preparing super absorbent polymer | |
| KR20170052908A (en) | Method for preparing super absorbent polymer | |
| KR20170084491A (en) | Method for preparing super absorbent polymer | |
| KR20150116783A (en) | Method for preparing super absorbent polymer | |
| KR20180026982A (en) | Shredder for super adsorbent polymer and preparation method of super absorbent polymer using the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |