KR20120036466A - Laminate tube being formed with the barrier layer having an excellent porous property and manufacturing method thereof - Google Patents
Laminate tube being formed with the barrier layer having an excellent porous property and manufacturing method thereof Download PDFInfo
- Publication number
- KR20120036466A KR20120036466A KR1020100098164A KR20100098164A KR20120036466A KR 20120036466 A KR20120036466 A KR 20120036466A KR 1020100098164 A KR1020100098164 A KR 1020100098164A KR 20100098164 A KR20100098164 A KR 20100098164A KR 20120036466 A KR20120036466 A KR 20120036466A
- Authority
- KR
- South Korea
- Prior art keywords
- layer
- barrier layer
- laminate tube
- adhesive layer
- film
- Prior art date
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/15—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state
- B32B37/153—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state at least one layer is extruded and immediately laminated while in semi-molten state
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
Landscapes
- Laminated Bodies (AREA)
- Tubes (AREA)
Abstract
Description
The present invention relates to a laminate tube formed of a barrier layer having excellent air permeability and a method of manufacturing the same, and more particularly, to maintain the barrier property against ultraviolet rays or water vapor at a predetermined level or more, and to provide adequate air permeability to oxygen or a specific gas. According to the present invention, since it is used for the packaging of contents that essentially generate oxygen or gas, it is possible to prevent incidental damage such as explosion caused by gas generated by the gas tight packaging of the package and explosion due to excessive expansion, A laminate tube formed of an inexpensive, breathable barrier layer and a method of manufacturing the same.
In recent years, foodstuffs such as paste paste, hair dye, or toothpaste or ointment, such as medicinal products, have been widely used in multilayer laminate tubes for easy use of their contents, and these products are usually based on extrusion lamination. After bonding the layer with the adhesive resin to prepare a sheet state, it is cut into the appropriate size, through the printing process and the sealing process for the cylindrical molding, etc. to make a completed tube, and the packaging contents are filled here to complete the packaging.
As such a laminate tube, an ABL tube, which is conventionally an aluminum tube, has been formed by forming an adhesive layer on the upper and lower surfaces of an aluminum thin film as a base layer and then applying a polyethylene (PE) layer to the laminate. For example, the Republic of Korea Utility Model Registration No. 2003-0015144, "The inner surface layer of the tube forming the inner surface layer and the outer surface layer of the tube forming the outer surface of the tube, the gas barrier layer and the surface layer to prevent gas penetration into the tube and A multilayer laminate tube sheet composed of an adhesive resin layer for adhering a gas barrier layer, wherein the gas barrier layer is a multilayer of an aluminum thin plate, an adhesive layer, a plastic film, and an adhesive layer and an aluminum thin plate sequentially laminated. Laminate Tube Sheet ".
However, the ABL tube structure, which is a conventional aluminum laminate tube, has excellent barrier properties against gas and moisture because the aluminum thin plate is used as the barrier layer, but it is inconvenient to dent easily due to the deterioration of the restoring force due to the aluminum metal as the base layer. Of course, when the tube is bent, there are many problems such as the rigidity due to the hard feeling due to the metal as well as the possibility that the bent portion is cut or broken and the contents are leaked. Thus, in order to solve such a problem, A PBL tube using vinyl alcohol (EVOH) as a barrier layer has been proposed. For example, Korean Patent Application No. 2003-0004814 refers to a laminate tube having a plastic multilayer film structure and a manufacturing method thereof. "Have a plastic multilayer film structure A laminate tube, comprising: a first adhesive layer, a first adhesive layer, a second adhesive layer, a support layer, a third adhesive layer, and a tube, which prevent permeation of gas (oxygen) and moisture into a tube on a tube inner surface layer forming an inner surface of the tube The second barrier layer, the fourth adhesive layer and the tube outer surface layer forming the outer surface of the tube to prevent the permeation of gas (oxygen) and moisture of the tube is sequentially laminated, the first and second barrier layer is a polyolefin and Selected from the group consisting of derivatives thereof, polyvinylidene chloride coating film, ethylene vinyl alcohol copolymer, nylon MXD6, aluminum deposition film, polyvinyl alcohol deposition film, ceramic deposition transparent film, and aluminum oxide deposition transparent film, and Plastic multilayer fill, characterized in that it has an oxygen permeability of 1cc / m2 atm-24hr or less at 85% RH and a water permeability of 2g / m2-24hr or less at 38 ° C and 90% RH. Laminate Tubes with Different Structure ".
However, the laminate tube having the conventional plastic multilayer structure has a disadvantage in that the low permeability of the gas is not suitable for packaging a specific product having a lot of gas generation, and the manufacturing process is complicated and the manufacturing cost is high. In particular, the conventional laminate tube including the above invention does not have adequate breathability to generate a gas by the fermentation proceeds during the distribution during the distribution, such as red pepper paste or a product that generates a certain amount of oxygen, including hydrogen peroxide, such as hair dye 2 In the case of packaging, gas or oxygen generated from these packaged products cannot be properly discharged to the outside, and thus, the package is swelled and swelled and burst frequently. However, a solution to such a problem has not been proposed.
Accordingly, the present invention has been made in view of the above-described conventional technology, the main object of the present invention is to exhibit adequate air permeability for oxygen or a specific gas while maintaining the barrier property against the ultraviolet rays or water vapor, etc. When used for the packaging of essential contents such as oxygen or gas, the gas or oxygen generated from the packaged products can be properly discharged to the outside, and the ventilation is excellent to prevent the expansion or explosion of the packaged products. To provide a laminate tube formed of a barrier layer.
It is another object of the present invention to manufacture a laminate tube having the above excellent characteristics by a simpler means or method, thereby providing a manufacturing method that can effectively produce a laminate tube formed of a breathable barrier layer at low cost. It is for.
The present invention may also be aimed at achieving, in addition to the above-mentioned specific objects, other objects which can be easily derived by those skilled in the art from this and the overall description of the present specification.
The object of the present invention described above was achieved by knowing that the barrier layer is used in a laminate tube having a variety of conventional layer structures, so that the above-described conventional problems can be solved.
Laminated tube formed of a breathable barrier layer of the present invention for achieving the above object;
In a laminate tube composed of a multilayer structure of a barrier layer, an adhesive layer formed on the front and back surfaces thereof, and a synthetic resin film layer attached to the adhesive layer to form an outermost layer,
The barrier layer is made of polyethylene terephthalate (PET), and the synthetic resin film layer is made of polyethylene (polyehtylene; PE).
According to another configuration of the present invention, the barrier layer formed of polyethylene terephthalate (PET) is characterized in that the thickness of 12 to 25㎛.
According to another configuration of the present invention, the barrier layer is characterized in that the biaxially stretched polyethylene terephthalate to have a gas permeability of 15 to 25 Pa / 20 ㎛ / m 2 · atm · 24hr.
According to another configuration of the present invention, the barrier layer is characterized in that the biaxially stretched polyethylene terephthalate having an oxygen permeability of 5 to 15 Pa / 20 μm · m 2 · atm · 24hr at 35 ° C. and 85% RH.
According to another configuration of the present invention, the outermost layer composed of polyethylene (PE) is characterized in that the mono (mono) or three-layer PE film is applied.
According to another configuration of the invention, the adhesive layer is characterized in that formed by a urethane-based two-component adhesive.
Method for producing a laminate tube formed of a barrier layer having excellent air permeability for achieving another object of the present invention;
In the manufacture of a laminate tube composed of a multilayer structure of a barrier layer, an adhesive layer formed on the front and back surfaces thereof, and a synthetic resin film layer attached to the adhesive layer to form an outermost layer,
The barrier layer is made of polyethylene terephthalate (PET), and the synthetic film layer is made of polyethylene (PE).
Produced by a dry lamination method in which a PE film layer / adhesive layer / PET film layer / adhesive layer / PE film layer is sequentially laminated, or
T-die lamination (T-Die) to sequentially stack PE film layer / T-tie (low density polyethylene; LDPE) / adhesive layer / PET film layer / adhesive layer / T-tie (low density polyethylene; LDPE) / PE film layer lamination) characterized in that the manufacturing method.
Laminate tube formed of a barrier layer having excellent breathability of the present invention configured as described above uses a polyethylene terephthalate using a conventional aluminum thin plate as a barrier layer, so that the barrier to ultraviolet rays or water vapor is maintained above a certain level. The gas generated from the package when protecting the contents while ensuring the proper breathability for oxygen or a specific gas, and used for the packaging of the contents that occur oxygen or gas, which is essential over time during storage or distribution or depending on the external storage environment. In addition, the oxygen can be properly discharged to prevent damages such as the tube expanding or exploding due to excessive expansion, and also have excellent resilience, which is not only has bending stability, but also is convenient for consumers to use, and is also inexpensive. Can produce at cost By providing a high quality environmentally friendly laminate tube and a method of manufacturing the same, the above conventional problem is easily solved.
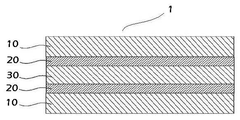
1 is a cross-sectional view of a laminate tube according to the first embodiment of the present invention,
2 is a cross-sectional view of a laminate tube according to another preferred embodiment of the present invention.
Hereinafter, preferred embodiments of the present invention will be described in more detail with reference to the accompanying drawings.
1 is a cross-sectional view of a laminate tube according to the first embodiment of the present invention, and FIG. 2 is a cross-sectional view of a laminate tube according to another preferred embodiment of the present invention.
The
In addition, according to another preferred embodiment of the present invention, the
According to a preferred embodiment of the present invention, the
PET film which is a barrier layer of the present invention having a thickness of 12 to 25㎛ as described above is subjected to pretreatment to remove dust and the like on the surface for lamination processing, and the
Next, the
According to another preferred embodiment of the present invention, the laminate tube of the present invention having a multilayer structure as described above has a gas permeability of 15 kPa / 20 µm · m 2 · atm · 24hr or more, preferably 15 to 25 GPa / 20 µm. Polyethylene terephthalate having a characteristic of having a gas permeability of m 2 · atm · 24 hr is used, and preferably biaxially stretched polyethylene terephthalate can be used for this purpose. If the gas permeability is less than 15㏄ / 20㎛ · ㎡ · atm · 24hr, the gas generated during the packaging of the product that generates a certain amount of gas by itself during fermentation such as red pepper paste is not discharged smoothly. Swelling and eventually popping problems are not desirable. On the contrary, if it exceeds 25㏄ / 20㎛ · ㎡ · atm · 24hr, it may cause the problem of blocking of water vapor or ultraviolet rays or deterioration of contents. It is not preferable because problems may occur.
According to still another preferred embodiment of the present invention, the laminate tube of the present invention having a multilayer structure as described above is a barrier layer having an oxygen permeability of 5 mW / 20 µm · m 2 · atm · at 35 ° C. and 85% RH. Polyethylene terephthalate which is 24 hours or more, Preferably it becomes 5-15 micrometers / 20 micrometer * m <2> * atm * 24hr can be used. If the oxygen permeability is less than 5 μs / 20 μm · m 2 · atm · 24hr, oxygen that may occur during distribution at high temperature with the hair dye agent 2 is not discharged smoothly, and the package swells and eventually bursts. Not.
Hereinafter, the present invention will be described in more detail with reference to the embodiments of the present invention. However, these examples are provided by way of example only to more specifically describe the present invention, and the scope of the present invention is not limited to these examples. It will be apparent to those of ordinary skill in the art.
Example 1
A polyethylene terephthalate film having a thickness of 20 μm was used as a barrier layer, and a PE film layer / adhesive layer / PET film layer / adhesive layer / PE film layer was sequentially laminated using a dry lamination method. It was produced in the form of a tube to obtain a laminate tube. At this time, the PET film was subjected to pretreatment to remove dust on the surface, the adhesive layer was formed to a thickness of 7㎛ using a urethane-based two-component adhesive, the PE film layer is the outermost layer formed on the adhesive layer is a single ( film of mono) layer was used.
Example 2
In the manufacture of laminate tube, T-die lamination method is applied to sequentially laminate PE film layer / T-die layer / adhesive layer / PET film layer / adhesive layer / T-die layer / PE film layer. The same procedure as in Example 1 was carried out except that low density polyethylene was used as the T-die layer.
Comparative Example 1
A laminated tube was obtained in the same manner as in Example 1 except that a 30 μm polyethylene terephthalate film was used as the barrier layer.
Comparative Example 2
A laminate tube was obtained in the same manner as in Example 2 except that a 30 μm polyethylene terephthalate film was used as the barrier layer.
Comparative Example 3
A laminate tube was prepared in the same manner as in Example 1 except that an aluminum thin film having a thickness of 20 μm was used as the barrier layer.
Comparative Example 4
A laminate tube was prepared in the same manner as in Example 1 except that a 20 μm ethylene vinyl alcohol (EVOH) film was used as the barrier layer.
Comparative Example 5
A laminate tube was prepared in the same manner as in Example 2 except that a 20 μm ethylene vinyl alcohol (EVOH) film was used as the barrier layer.
Experimental Example
Expansive experiment
Each of the kochujang and hair dye agents were packaged in the tubes prepared according to the examples and the comparative examples, respectively, and observed changes over time in the packaging state when stored at a high temperature of about 40 ℃. As a result, the package using the laminated tube obtained in Examples 1 and 2 had no change over time, such as the tube expanding until two months passed. On the other hand, in the case of Comparative Example 3, it was seen that the tube swelled after one week elapsed, and after about 10 days it was expanded to almost burst. In addition, in the case of Comparative Examples 1 and 2 it was observed that the tube swelled after 1 month elapsed, and the tube ruptured for 2 months, and in the case of Comparative Examples 4 and 5 also considerably swelled after about 20 days It has been observed that a dangerous condition has been observed, so that the tubes according to these comparative examples are difficult to utilize in the proper packaging for gases or oxygen generating materials.
In the present specification, only a few examples of various embodiments performed by the present inventors are described, but the technical idea of the present invention is not limited thereto, but may be variously modified and modified by those skilled in the art.
One ;
20;
Claims (7)
The barrier layer is formed of polyethylene terephthalate (PET), the synthetic resin film layer is a laminate tube formed of a highly breathable barrier layer, characterized in that consisting of polyethylene (polyehtylene; PE).
The barrier layer is made of polyethylene terephthalate (PET), and the synthetic film layer is made of polyethylene (PE).
Produced by a dry lamination method in which a PE film layer / adhesive layer / PET film layer / adhesive layer / PE film layer is sequentially laminated, or
T-die lamination (T-Die) to sequentially stack PE film layer / T-tie (low density polyethylene; LDPE) / adhesive layer / PET film layer / adhesive layer / T-tie (low density polyethylene; LDPE) / PE film layer A method for producing a laminate tube formed of a barrier layer having excellent breathability, characterized in that it is produced by a lamination method.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020100098164A KR20120036466A (en) | 2010-10-08 | 2010-10-08 | Laminate tube being formed with the barrier layer having an excellent porous property and manufacturing method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020100098164A KR20120036466A (en) | 2010-10-08 | 2010-10-08 | Laminate tube being formed with the barrier layer having an excellent porous property and manufacturing method thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20120036466A true KR20120036466A (en) | 2012-04-18 |
Family
ID=46138049
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020100098164A KR20120036466A (en) | 2010-10-08 | 2010-10-08 | Laminate tube being formed with the barrier layer having an excellent porous property and manufacturing method thereof |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20120036466A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170000170A (en) | 2015-06-23 | 2017-01-02 | 김재찬 | Method for preventing theft of aluminum laminate multi-layered sheet of aluminum laminate for preventing theft and the multilayer sheet |
-
2010
- 2010-10-08 KR KR1020100098164A patent/KR20120036466A/en not_active Application Discontinuation
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170000170A (en) | 2015-06-23 | 2017-01-02 | 김재찬 | Method for preventing theft of aluminum laminate multi-layered sheet of aluminum laminate for preventing theft and the multilayer sheet |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6798967B2 (en) | Sealant film, and packaging materials and packaging bags using it | |
| JP6035737B2 (en) | Lid and sealed container using the lid | |
| CN107848678B (en) | Disposable warm subsides multilayer film and disposable warm subsides for outer bag | |
| JP2005059559A (en) | Foamed sheet and its production method | |
| KR20120036466A (en) | Laminate tube being formed with the barrier layer having an excellent porous property and manufacturing method thereof | |
| JP6933282B2 (en) | Sealant film, and packaging materials and packaging bags using it | |
| JP2008265155A (en) | Laminated body, and its manufacturing method | |
| JP2009045767A (en) | Laminate for packaging | |
| JP2005305830A (en) | Laminated body for dispensing packaging and packaging bag for dispensing packaging using the same | |
| JP6746879B2 (en) | Sealant film, multilayer film, and package | |
| JP2002127333A (en) | Multi-layer film and laminate | |
| JP5682164B2 (en) | Packaging bag | |
| JP2016078349A (en) | Method for producing foam laminate, and said foam laminate | |
| JP5554534B2 (en) | Laminated film, container using the laminated film, and method for producing the container | |
| JP7404752B2 (en) | Laminates for highly resistant packaging materials | |
| JP2014221666A (en) | Film roll package | |
| JP3992502B2 (en) | Packaging bag | |
| KR101867878B1 (en) | Transmitted film and packaging film having the same and method of manufacturing same | |
| JP5810603B2 (en) | Method for producing easy peel packaging bag having non-adsorbability | |
| WO2016181827A1 (en) | Laminate for packaging having ultraviolet absorption layer | |
| JP2002178456A (en) | Biodegradable multilayer film | |
| JP2012076305A (en) | Laminate and method of manufacturing the same | |
| JP6984302B2 (en) | Foaming laminate and foaming laminate | |
| CN101654165A (en) | Long-acting barrier quality-guaranteeing food packaging material and manufacturing method thereof | |
| JP5682666B2 (en) | Packaging bag |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E601 | Decision to refuse application |