KR100926342B1 - A combined processing facilities with work of inclination direction - Google Patents
A combined processing facilities with work of inclination direction Download PDFInfo
- Publication number
- KR100926342B1 KR100926342B1 KR1020080137429A KR20080137429A KR100926342B1 KR 100926342 B1 KR100926342 B1 KR 100926342B1 KR 1020080137429 A KR1020080137429 A KR 1020080137429A KR 20080137429 A KR20080137429 A KR 20080137429A KR 100926342 B1 KR100926342 B1 KR 100926342B1
- Authority
- KR
- South Korea
- Prior art keywords
- block
- cutting
- tool
- base frame
- variable
- Prior art date
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C1/00—Milling machines not designed for particular work or special operations
- B23C1/12—Milling machines not designed for particular work or special operations with spindle adjustable to different angles, e.g. either horizontal or vertical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C1/00—Milling machines not designed for particular work or special operations
- B23C1/007—Milling machines not designed for particular work or special operations movable milling machines, e.g. on rails
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C1/00—Milling machines not designed for particular work or special operations
- B23C1/08—Milling machines not designed for particular work or special operations with a plurality of vertical working-spindles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Machine Tool Units (AREA)
Abstract
Description
본 발명은 공구대블럭은 수직방향에서만 가변되는 하나의 블럭과 수직방향에서 가변하면서 각도조절이 가능토록 설치되는 다른 하나의 블럭으로 통하여 복수의 절삭공구를 장착시켜 다양한 작업이 가능하면서 작업효율을 현저히 높일 수 있도록 하는 경사 가공이 가능한 복합 가공기에 관한 것이다.According to the present invention, the tool block is equipped with a plurality of cutting tools through one block which is only variable in the vertical direction and the other block which is installed to be variable in the vertical direction so that the angle can be adjusted. The present invention relates to a multi-task machine capable of inclined machining.
일반적으로 수치제어 밀링기는 하나의 스핀들이 설치된 Z축 슬라이더가 구비되어 있으며, 공작물을 가공할 경우 공구대에 여러 기능의 공구를 절삭 공정순으로 고정하여 두고 한 공정이 끝날 때마다 공구대를 회전시켜 다음에 가공되는 공구를 교환하고, Z축 슬라이더 및 스핀들이 입력된 프로그램에 의하여 자동제어 구동되는 일련의 수치제어작업을 통하여 공작물의 조각 가공작업이 이루어진다.In general, numerically controlled milling machines are equipped with a Z-axis slider with one spindle.In the case of machining a workpiece, tools with various functions are fixed to the tool bar in the cutting process order and the tool bar is rotated after each process. The workpiece is machined through a series of numerical control operations in which the Z-axis slider and the spindle are automatically controlled by an input program.
그리고, 상기와 같은 공작물의 가공은 단 한 종류의 절삭작업으로 완성되는 경우는 드물고 다단계의 작업을 필요로 하는 경우가 많으며, 각각의 작업시마다 공구를 자동 교환하거나 특수한 경우에는 공작기계를 변경하여 사용한다.In addition, the machining of such a workpiece is rarely completed by only one type of cutting operation, and often requires a multi-step operation, and the tool is automatically replaced or changed in a special case for each operation. do.
이러한 기술과 관련하여 등록실용신안 제331503호에 밀링기(1)가 개시되어 있으며 그 구성은 도1a,b에서와 같이, 회전공구대(50)에 대기하고 있는 다양한 공구의 자동교환척킹용 메인 스핀들장치(10)가 설치되는 Z축 슬라이더(30) 일측에 마이너 스핀들장치(20)가 설치되고, 각각의 스핀들장치(10)(20)에는 일반적인 구성으로서 스핀들(11)(21) 하부에 경면가공공구(73) 및 공구(70)가 장착되기 위한 척(15)(25)이 구비된다.In connection with this technique, a mill 1 is disclosed in Korean Utility Model Registration No. 331503, and its configuration is shown in FIGS. 1A and 1B. A
그리고, 상기 마이너 스핀들장치(20)의 하단부에 위치되며 공구가 장착된 척(25)은 상기 메인 스핀들장치(10)에 장착된 척(15)에 비하여 공작물(2)이 장착되는 테이블(60)로부터 멀리 설치되는 구성으로 이루어 진다.And, the
그러나, 상기와 같은 밀링기는, 한 방향으로만 이동하도록 설치되는 Z축슬라이더(30)의 구조상 제약에 의해 공구(70)를 장착하기 위한 스핀들장치(10)(20)의 설치면적이 축소되어 다양한 공구의 장착이 힘들게 됨으로써 하나의 장비로서 공작물의 다양한 가공이 힘들게 되는 단점이 있는 것이다.However, the milling machine as described above reduces the installation area of the
상기와 같은 종래의 문제점들을 개선하기 위한 본 발명의 목적은, 하나의 가공기에 복수의 절삭유니트를 구비하여 절삭효율을 극대화 시킬수 있도록 하고, 절삭유니트의 동시 사용 및 개별사용이 가능토록 되어 절삭시간을 단축 시킬 수 있도록 하며, 조각작업과 정밀절삭이 하나의 장치에 의해 수행할 수 있도록 하여 별도의 조각기와 절삭기를 각각 구비하여야 하는 문제점을 해소할 수 있도록 하는 경사 가공이 가능한 복합 가공기를 제공하는 데 있다.An object of the present invention for improving the conventional problems as described above, by providing a plurality of cutting units in one machine to maximize the cutting efficiency, the simultaneous use and separate use of the cutting units to enable cutting time The present invention provides a multi-task machine that can be inclined to reduce the problem and solve the problem of having a separate engraver and a cutting machine by enabling engraving and precision cutting by a single device. .
본 발명은 상기 목적을 달성하기 위하여, 작업테이블이 구비되는 베이스프레임;The present invention to achieve the above object, the base frame is provided with a work table;
상기 베이스프레임의 상부에서 설치되는 동작프레임;An operation frame installed at an upper portion of the base frame;
상기 동작프레임에 연결되어 수평방향으로 이송토록 설치되고, 수직방향에서만 가변되는 하나의 블럭과 수직방향에서 가변하면서 각도조절이 가능토록 설치되는 다른 하나의 블럭이 각각 구비되는 공구대블럭을 포함하는 구성으로 이루어 진 경사 가공이 가능한 복합 가공기를 제공한다.It is connected to the operation frame is installed to be transported in the horizontal direction, and a block including a tool block which is provided with one block that is variable only in the vertical direction and the other block is installed so that the angle is adjustable in the vertical direction, respectively. Provides a multi-task machine capable of gradient processing consisting of.
본 발명에 의하면, 최대의 절삭기를 장착하여 절삭효율을 극대화 시키고, 절삭기의 동시 사용 및 개별사용이 가능하여 절삭시간을 단축 시키며, 조각작업과 정밀절삭이 하나의 장치에 의해 수행하여 별도의 조각기와 절삭기를 각각 구비하여야 하는 문제점을 해소하고, 각각 이송되는 공작대 및 작업테이블을 통하여 작업의 효율을 높이는 효과가 있는 것이다.According to the present invention, it is equipped with the maximum cutting machine to maximize the cutting efficiency, the simultaneous use of the cutting machine and the individual use is possible to shorten the cutting time, the engraving work and precision cutting is performed by a single device to separate To solve the problem of having to have a cutting machine, respectively, there is an effect of increasing the efficiency of the work through the work table and the work table to be transferred respectively.
이하, 첨부된 도면에 의거하여 본 발명의 실시예를 상세하게 설명하면 다음과 같다.Hereinafter, exemplary embodiments of the present invention will be described in detail with reference to the accompanying drawings.
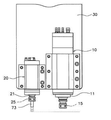
도2 및 도3은 각각 본 발명에 따른 복합가공기를 도시한 사시도 및 정면도이고, 도4 및 도5는 각각 본 발명의 다른 실시예에 따른 복합가공기를 도시한 정면도이며, 도6은 본 발명의 또 다른 실시예에 따른 복합가공기를 도시한 정면도이다. 2 and 3 are respectively a perspective view and a front view showing a multi-processing machine according to the present invention, Figures 4 and 5 are respectively a front view showing a multi-processing machine according to another embodiment of the present invention, Figure 6 is a view of the present invention Front view showing a multi-processing machine according to another embodiment.
본 발명은, 베이스프레임(100)과 동작프레임(200) 및 상기 동작프레임(200)에 설치되는 공구대블럭(300)으로 이루어 진다.The present invention consists of a
상기 베이스프레임(100)은, 그 상부면에 작업테이블(150)이 설치된다.The
한편, 상기 작업테이블(150)은, 베이스프레임(100)의 상측에서 길이방향의 왕복 이동이 가능토록 설치된다.On the other hand, the work table 150 is installed to enable the reciprocating movement in the longitudinal direction from the upper side of the
상기 베이스프레임(100)의 상부에 설치되는 동작프레임(200)은, 상기 베이스프레임(100)의 길이방향에서 작업테이블(150)과의 사이에 일정공간을 갖도록 설치된다.The
한편, 상기 동작프레임(200)은, 상기 베이스프레임(100)의 길이방향에서 왕복 이동이 가능토록 설치된다.On the other hand, the
상기 동작프레임(200)에 연결되는 공구대블럭(300)은, 상기 동작프레임(200)에 연결되어 수평방향으로 이송토록 설치된다.The
또한, 상기 공구대블럭(300)은, 수직방향에 복수의 제1,2가변블럭(310)(350)이 구비되어 수직방향에서 높이조절토록 되면서 상기 제1,2가변블럭에는 제1,2절삭유니트(315)(355)가 각각 구비된다.In addition, the
그리고, 상기 제1가변블럭(310)은, 그 전방에 제1절삭공구(315-1)가 장착되는 제1절삭유니트(315)가 고정 설치된다.The
더하여, 상기 제2가변블럭(350)은, 제2절삭공구(355-1)가 장착되는 제2절삭유니트(355)가 회전수단(357)을 통하여 제2가변블럭(350)의 전방에서 회전토록 설치된다.In addition, the
상기 회전수단(357)은, 구동모터(357-1)에 연결되는 주동기어(357-2)와 이에 치합되면서 제2절삭유니트에 구비되는 종동기어(357-3)로서 이루어 진다.The rotating
또한, 상기 제1절삭공구는, 플라즈마나 레이져등을 이용한 절삭기, 절삭날을 이용한 조각기, V컷유니트 중에서 선택되는 하나 이상인 절삭공구로서 이루어 진다.The first cutting tool may be a cutting tool which is at least one selected from a cutting machine using a plasma or a laser, a engraving machine using a cutting edge, and a V-cut unit.
계속하여, 상기 제2절삭공구는, 하나의 구동모터를 통하여 복수의 절삭공구가 동시에 회전토록 설치된다.Subsequently, the second cutting tool is provided such that a plurality of cutting tools are rotated at the same time through one driving motor.
그리고, 상기 제2절삭공구는, 상이한 각도에서 회전력이 전달되도록 설치된다.The second cutting tool is installed so that rotational force is transmitted at different angles.
또한, 상기 작업테이블, 고정블럭, 가변블럭, 동작프레임중 어느 하나를 동작토록 이송수단(400)이 구비되며, 상기 이송수단은, 구동모터(401)와 회전기어(403) 및 상기 회전기어(405)에 치합되는 연결블럭(407), 엘엠가이드(409)로서 이루어진다.In addition, a
그리고, 상기 제2절삭유니트는, 하나의 구동모터를 통하여 복수의 절삭공구가 동시에 회전토록 설치되고, 상이한 각도에서 회전력이 전달되도록 설치되는 수직방향에서의 변위 조절이 가능한 복합 가공기를 제공한다.The second cutting unit provides a multi-task machine capable of adjusting displacement in a vertical direction in which a plurality of cutting tools are installed to rotate at the same time through one driving motor and are installed to transmit rotational force at different angles.
한편, 상기 동작프레임(200)은, 고정지주(210)와 그 상단에 하단이 연결되는 가변지주(230)로서 이루어져 승하강수단(250)의 동작시 높이조절이 가능토록 설치된다. On the other hand, the
그리고, 상기 승하강수단(250)은, 유압 또는 공압에 의해 동작하는 실린더, 볼스크류등의 기계적인 동작에 의해 승하강하도록 설치된다.The lifting means 250 is provided to move up and down by mechanical operations such as a cylinder, a ball screw, or the like operated by hydraulic pressure or pneumatic pressure.
상기와 같은 구성으로 이루어 진 본 발명의 동작을 설명한다.The operation of the present invention made of the above configuration will be described.
도2 내지 도6에서와 같이, 베이스프레임(100)을 중심으로 그 상부에 위치토록 되는 동작프레임(200)이 이송되거나 고정설치되는 제1방식과, 상기 베이스프레임(100)을 중심으로 그 상부에서 작업테이블(150)이 이송되거나 고정설치되는 제2방식의 적용이 가능토록 된다.2 to 6, a first method in which the
또한, 상기 동작프레임(200) 역시 공구대블럭(300)이 동작프레임(200)의 길이방향을 따라 이동가능토록 된다.In addition, the
즉, 상기와 같은 동작프레임(200)과 작업테이블(150) 및 공구대블럭(300)은 그 조합에 의해 공구대블럭(300)의 제1,2절삭유니트(315)(355)에 구비되는 제1,2절삭공구(315-1)(355-1)가 작업테이블(150)에 장착되는 공작물을 중심으로 다양한 방향으로 이동할 수 있게 된다.That is, the
더하여, 상기 공구대블럭(300)에 구비되는 제1,2절삭유니트(315)(355) 역시 공구대블럭(300)의 높이 방향에서 가변토록 되어 작업테이블(150)에 장착되는 공작물의 높이방향에서 가변되면서 일정깊이로 가공할 수 있게 된다.In addition, the first and
그리고, 상기 공구대블럭(300)에 구비되는 2절삭유니트(355)은 제2가변블럭(350)이 회전수단(357)을 통하여 연결되어 공구대블럭(300)을 중심으로 상,하향된 상태에서 회전가능토록 되어 원하는 각도에서 원하는 깊이로 공작물을 가공할 수 있게 된다.In addition, the two
이상에서와 같이 상대운동을 하는 작업테이블, 동작프레임, 공구대블럭, 공구대블럭의 제1,2가변블럭은, 구동모터(401)와 회전기어(403) 및 상기 회전기어(405)에 치합되는 연결블럭(407),엘엠가이드(409)로서 이루어진 이송수단(400)이 구비되어 원하는 방향으로 이송토록 된다.As described above, the first and second variable blocks of the work table, the operation frame, the tool block, and the tool block of the relative motion are engaged with the
그리고, 상기 이송수단은, 구동모터(401)의 회전시 이에 연결되는 회전기어(403)가 회전하면서 운동을 원하는 상대물에 지지되는 연결블럭(407)에 치합되는 상태로 상대물을 이동시키고, 상기 상대물은 엘엠가이드(409)을 통하여 일정한 경로로 이동하게 된다.Then, the transfer means, when the
또한, 상기 회전수단은, 제2가변블럭(350)에 연결되는 구동모터(357-1)의 회전시 이에 연결되는 주동기어(357-2)가 회전되면서 이에 치합되는 제2절삭유니트의 종동기어(357-3)회전시켜 상기 제2절삭유니트가 제2가변블럭을 중심으로 일정방향으로 회전토록 된다.In addition, the rotating means is a driven gear of the second cutting unit that is engaged with the main gear 357-2 connected thereto when the driving motor 357-1 connected to the
한편, 상기 동작프레임(200)은, 고정지주(210)와 그 상단에 하단이 연결되는 가변지주(230)로서 이루어져 승하강수단(250)의 동작시 그 높이조절이 가능토록 설치되어 높이가 증가되는 공작물의 가공도 용이하게 수행토록 된다. On the other hand, the
또한, 상기 제1절삭공구는, 플라즈마나 레이져등을 이용한 절삭기, 절삭날을 이용한 조각기, V컷유니트 중에서 선택되는 하나 이상인 절삭공구로서 이루어져 다양한 작업이 가능토록 되며, 상기 제2절삭공구역시 하나의 구동모터를 통하여 복수의 절삭공구가 동시에 회전토록 설치되거나 상이한 각도에서 회전력이 전달되도록 설치되어 원하는 위치에서 다양한 작업이 가능토록 되는 것이다.In addition, the first cutting tool is made of a cutting tool which is one or more selected from among a cutting machine using a plasma or a laser, an engraver using a cutting edge, a V-cut unit, and various operations are possible. A plurality of cutting tools are installed to rotate at the same time through the drive motor or installed to transmit rotational force at different angles so that various operations can be performed at desired positions.
즉, 상기 제1,2절삭공구는, 베이스프레임(100)의 상부에 공작물을 올려놓은 후 플라즈마나 레이져등을 통하여 공작물의 절삭작업을 수행하고, 조각기 또는 V컷유니트를 통하여 글자나 모양등의 조각등을 수행토록 한다.That is, the first and second cutting tools, after placing the workpiece on the upper portion of the
이상과 같이 본 발명은 베이스프레임(100)을 중심으로 작업테이블의 이동, 상기 베이스프레임(100)을 중심으로 동작프레임의 이동, 상기 동작프레임을 중심으로한 공구대블럭의 이동이 가능토록 되는 구성으로 작업테이블에 놓여질 때 진공으로 흡착되는 공작물이 평면상에서 좌,우이송 및 전,후이송되면서 회전토록 되어 가공이 용이하게 이루어지게 되는 것이다.As described above, the present invention is configured to enable the movement of the worktable around the
도1a,b는 각각 종래의 밀링기를 도시한 정면도 및 요부 정면도 이다.1A and 1B are front and main part front views respectively showing a conventional mill.
도2 및 도3은 각각 본 발명에 따른 복합가공기를 도시한 사시도 및 정면도이다.2 and 3 are a perspective view and a front view respectively showing a multi-processing machine according to the present invention.
도4 및 도5는 각각 본 발명의 다른 실시예에 따른 복합가공기를 도시한 정면도이다.4 and 5 are each a front view showing a multi-processing machine according to another embodiment of the present invention.
도6은 본 발명의 또 다른 실시예에 따른 복합가공기를 도시한 정면도이다.Figure 6 is a front view showing a multi-processing machine according to another embodiment of the present invention.
*도면의 주요 부분에 대한 부호의 설명** Description of the symbols for the main parts of the drawings *
100...베이스프레임 150...작업테이블100 ...
200...동작프레임 210...고정지주200 ...
230...가변지주 300...공구대블럭230 ...
310...고정블럭 350...가변블럭310 ...
409...엘엠가이드409 ... LM Guide
Claims (8)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/KR2009/000390 WO2009093877A2 (en) | 2008-01-25 | 2009-01-24 | Complex machining center |
| CN2009801079395A CN101959639A (en) | 2008-01-25 | 2009-01-24 | Complex machining center |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020080100777 | 2008-10-14 | ||
| KR20080100777 | 2008-10-14 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR100926342B1 true KR100926342B1 (en) | 2009-11-10 |
Family
ID=41561577
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020080137429A KR100926342B1 (en) | 2008-01-25 | 2008-12-30 | A combined processing facilities with work of inclination direction |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR100926342B1 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100994251B1 (en) * | 2009-11-16 | 2010-11-12 | 김복인 | A combined processing facilities with polishing and c-cutting |
| KR101079283B1 (en) * | 2010-12-03 | 2011-11-04 | 김복인 | A large-sized cutter which prevent an transformed of working environment |
| KR101174021B1 (en) | 2010-06-16 | 2012-08-20 | 한국항공우주산업 주식회사 | Multi-tool transfer device and automatic fastening apparatus using the same |
| KR101327274B1 (en) * | 2011-11-14 | 2013-11-15 | 안동준 | A combined Processing device for product using multi-axial Machine |
| KR101461104B1 (en) * | 2014-03-19 | 2014-11-13 | (주)신한석재 | Multi-lined bushhammering machine and bushhammering method using by the machine, and stone panel made by the method |
| CN114453614A (en) * | 2022-03-11 | 2022-05-10 | 唐山学院 | Small-size drilling machine capable of adjusting position and angle |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5310296A (en) * | 1993-05-18 | 1994-05-10 | Ryobi Motor Products | Plunge router with an elastically mounted bushing |
| KR20030044818A (en) * | 2001-11-30 | 2003-06-09 | 도시바 기카이 가부시키가이샤 | Machine tool |
| KR20040002748A (en) * | 2002-06-28 | 2004-01-07 | 도시바 기카이 가부시키가이샤 | Gantry type machine tool |
| KR100762353B1 (en) * | 2007-04-04 | 2007-10-02 | (주) 명성테크 | Electric rail car roof private use processing apparatus |
-
2008
- 2008-12-30 KR KR1020080137429A patent/KR100926342B1/en not_active IP Right Cessation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5310296A (en) * | 1993-05-18 | 1994-05-10 | Ryobi Motor Products | Plunge router with an elastically mounted bushing |
| KR20030044818A (en) * | 2001-11-30 | 2003-06-09 | 도시바 기카이 가부시키가이샤 | Machine tool |
| KR20040002748A (en) * | 2002-06-28 | 2004-01-07 | 도시바 기카이 가부시키가이샤 | Gantry type machine tool |
| KR100762353B1 (en) * | 2007-04-04 | 2007-10-02 | (주) 명성테크 | Electric rail car roof private use processing apparatus |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100994251B1 (en) * | 2009-11-16 | 2010-11-12 | 김복인 | A combined processing facilities with polishing and c-cutting |
| KR101174021B1 (en) | 2010-06-16 | 2012-08-20 | 한국항공우주산업 주식회사 | Multi-tool transfer device and automatic fastening apparatus using the same |
| KR101079283B1 (en) * | 2010-12-03 | 2011-11-04 | 김복인 | A large-sized cutter which prevent an transformed of working environment |
| KR101327274B1 (en) * | 2011-11-14 | 2013-11-15 | 안동준 | A combined Processing device for product using multi-axial Machine |
| KR101461104B1 (en) * | 2014-03-19 | 2014-11-13 | (주)신한석재 | Multi-lined bushhammering machine and bushhammering method using by the machine, and stone panel made by the method |
| CN114453614A (en) * | 2022-03-11 | 2022-05-10 | 唐山学院 | Small-size drilling machine capable of adjusting position and angle |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100911764B1 (en) | A processor for both carving and cutting, V-cut | |
| CN101157255B (en) | Multifunctional stone machining center with 8-axes 5-linkage function | |
| KR100926342B1 (en) | A combined processing facilities with work of inclination direction | |
| CN101314188A (en) | Two-sided lathe bed miller | |
| KR101082972B1 (en) | Processing apparatus for two heads milling | |
| CN106736630B (en) | Pentahedron processing machine | |
| CN105328230B (en) | A kind of cylinder reboring machine and its method of double cutter heads | |
| CN106624084A (en) | Gantry type double-head computer numerical control (CNC) milling machine for hub machining | |
| CN210677900U (en) | Multi-angle hole milling device for refrigerator handle | |
| KR100890644B1 (en) | A multipurpose carving machine with v-cutting | |
| KR100928288B1 (en) | Combined machines with individually movable cutting machines | |
| KR100957609B1 (en) | A exclusive processing facilities for v-groove | |
| KR100910590B1 (en) | A multipurpose carving machine with the movement of both direction | |
| KR100998347B1 (en) | A dial carving machine with cut a groove which diverse pattern | |
| KR100925038B1 (en) | A processor with synchronous mobile table and frame | |
| KR100932540B1 (en) | A combined processing facilities with processing many faces | |
| KR100977837B1 (en) | a multipurpose carving machine with fine-cutting unit | |
| CN203019157U (en) | Horizontal composite processing center | |
| KR100930640B1 (en) | A combined processing facilities with a double performance of many operations | |
| JPH03149146A (en) | Automatic engraving board | |
| CN212443615U (en) | Multifunctional wire cutting machine | |
| KR100928287B1 (en) | A carving machine with a double working in multidirection | |
| JP2011042031A (en) | Mounting hole processing device for exterior panel | |
| CN111673212A (en) | Multifunctional wire cutting machine | |
| KR101133598B1 (en) | The glass processing apparatus for touch screen panel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| A302 | Request for accelerated examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20130507 Year of fee payment: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20131104 Year of fee payment: 5 |
|
| LAPS | Lapse due to unpaid annual fee |