JP7580903B2 - Squeeze container - Google Patents
Squeeze container Download PDFInfo
- Publication number
- JP7580903B2 JP7580903B2 JP2018204688A JP2018204688A JP7580903B2 JP 7580903 B2 JP7580903 B2 JP 7580903B2 JP 2018204688 A JP2018204688 A JP 2018204688A JP 2018204688 A JP2018204688 A JP 2018204688A JP 7580903 B2 JP7580903 B2 JP 7580903B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- oxygen barrier
- mass
- barrier layer
- squeeze container
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims description 118
- 239000001301 oxygen Substances 0.000 claims description 118
- 229910052760 oxygen Inorganic materials 0.000 claims description 118
- 230000004888 barrier function Effects 0.000 claims description 110
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 claims description 37
- -1 polyethylene Polymers 0.000 claims description 31
- 229920000573 polyethylene Polymers 0.000 claims description 30
- 239000004698 Polyethylene Substances 0.000 claims description 25
- 239000010410 layer Substances 0.000 description 234
- 239000000463 material Substances 0.000 description 29
- UFRKOOWSQGXVKV-UHFFFAOYSA-N ethene;ethenol Chemical compound C=C.OC=C UFRKOOWSQGXVKV-UHFFFAOYSA-N 0.000 description 25
- 239000004715 ethylene vinyl alcohol Substances 0.000 description 25
- 238000012360 testing method Methods 0.000 description 20
- 238000011156 evaluation Methods 0.000 description 17
- 229920005989 resin Polymers 0.000 description 17
- 239000011347 resin Substances 0.000 description 17
- 229920001684 low density polyethylene Polymers 0.000 description 15
- 239000004702 low-density polyethylene Substances 0.000 description 15
- 239000000047 product Substances 0.000 description 15
- 230000000052 comparative effect Effects 0.000 description 14
- 239000007788 liquid Substances 0.000 description 13
- 239000012790 adhesive layer Substances 0.000 description 11
- 239000000203 mixture Substances 0.000 description 9
- 229920003023 plastic Polymers 0.000 description 9
- 239000004033 plastic Substances 0.000 description 9
- 239000000796 flavoring agent Substances 0.000 description 8
- 235000019634 flavors Nutrition 0.000 description 8
- 229920001577 copolymer Polymers 0.000 description 6
- 235000019645 odor Nutrition 0.000 description 6
- 238000012546 transfer Methods 0.000 description 6
- 239000007789 gas Substances 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000000034 method Methods 0.000 description 5
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 4
- 229910052799 carbon Inorganic materials 0.000 description 4
- 230000006835 compression Effects 0.000 description 4
- 238000007906 compression Methods 0.000 description 4
- 238000004090 dissolution Methods 0.000 description 4
- 229920000554 ionomer Polymers 0.000 description 4
- 238000013508 migration Methods 0.000 description 4
- 230000005012 migration Effects 0.000 description 4
- 229920005672 polyolefin resin Polymers 0.000 description 4
- 229910021642 ultra pure water Inorganic materials 0.000 description 4
- 239000012498 ultrapure water Substances 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 3
- 239000005977 Ethylene Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 150000001299 aldehydes Chemical class 0.000 description 3
- 238000000071 blow moulding Methods 0.000 description 3
- 239000005038 ethylene vinyl acetate Substances 0.000 description 3
- 150000002576 ketones Chemical class 0.000 description 3
- 239000012466 permeate Substances 0.000 description 3
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 2
- 238000005033 Fourier transform infrared spectroscopy Methods 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- 239000004840 adhesive resin Substances 0.000 description 2
- 229920006223 adhesive resin Polymers 0.000 description 2
- 150000001336 alkenes Chemical class 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 230000000903 blocking effect Effects 0.000 description 2
- BXKDSDJJOVIHMX-UHFFFAOYSA-N edrophonium chloride Chemical compound [Cl-].CC[N+](C)(C)C1=CC=CC(O)=C1 BXKDSDJJOVIHMX-UHFFFAOYSA-N 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 229920001903 high density polyethylene Polymers 0.000 description 2
- 239000004700 high-density polyethylene Substances 0.000 description 2
- 235000008960 ketchup Nutrition 0.000 description 2
- 238000004898 kneading Methods 0.000 description 2
- 235000010746 mayonnaise Nutrition 0.000 description 2
- 239000008268 mayonnaise Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229920001179 medium density polyethylene Polymers 0.000 description 2
- 239000004701 medium-density polyethylene Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- 238000005191 phase separation Methods 0.000 description 2
- 238000007127 saponification reaction Methods 0.000 description 2
- 230000001954 sterilising effect Effects 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- 229920002126 Acrylic acid copolymer Polymers 0.000 description 1
- 244000056139 Brassica cretica Species 0.000 description 1
- 235000003351 Brassica cretica Nutrition 0.000 description 1
- 235000003343 Brassica rupestris Nutrition 0.000 description 1
- 229920010126 Linear Low Density Polyethylene (LLDPE) Polymers 0.000 description 1
- 229920003354 Modic® Polymers 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- 239000004708 Very-low-density polyethylene Substances 0.000 description 1
- 244000195452 Wasabia japonica Species 0.000 description 1
- 235000000760 Wasabia japonica Nutrition 0.000 description 1
- 244000273928 Zingiber officinale Species 0.000 description 1
- 235000006886 Zingiber officinale Nutrition 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 150000008065 acid anhydrides Chemical class 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 150000001408 amides Chemical group 0.000 description 1
- 150000008064 anhydrides Chemical class 0.000 description 1
- QKSKPIVNLNLAAV-UHFFFAOYSA-N bis(2-chloroethyl) sulfide Chemical compound ClCCSCCCl QKSKPIVNLNLAAV-UHFFFAOYSA-N 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 125000002915 carbonyl group Chemical group [*:2]C([*:1])=O 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 235000019219 chocolate Nutrition 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 230000001143 conditioned effect Effects 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000002537 cosmetic Substances 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- GDVKFRBCXAPAQJ-UHFFFAOYSA-A dialuminum;hexamagnesium;carbonate;hexadecahydroxide Chemical class [OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Al+3].[Al+3].[O-]C([O-])=O GDVKFRBCXAPAQJ-UHFFFAOYSA-A 0.000 description 1
- 238000012850 discrimination method Methods 0.000 description 1
- 238000010828 elution Methods 0.000 description 1
- 150000002148 esters Chemical group 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- 235000008397 ginger Nutrition 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 235000015094 jam Nutrition 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- 239000012046 mixed solvent Substances 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 235000010460 mustard Nutrition 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920001748 polybutylene Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 238000004659 sterilization and disinfection Methods 0.000 description 1
- 239000000606 toothpaste Substances 0.000 description 1
- 229940034610 toothpaste Drugs 0.000 description 1
- 229920001866 very low density polyethylene Polymers 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Rigid or semi-rigid containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material or by deep-drawing operations performed on sheet material
- B65D1/02—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Rigid or semi-rigid containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material or by deep-drawing operations performed on sheet material
- B65D1/32—Containers adapted to be temporarily deformed by external pressure to expel contents
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/06—Polyethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L29/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal or ketal radical; Compositions of hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Compositions of derivatives of such polymers
- C08L29/02—Homopolymers or copolymers of unsaturated alcohols
- C08L29/04—Polyvinyl alcohol; Partially hydrolysed homopolymers or copolymers of esters of unsaturated alcohols with saturated carboxylic acids
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/80—Packaging reuse or recycling, e.g. of multilayer packaging
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Medicinal Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Wrappers (AREA)
Description
本発明は、スクイズ容器に関する。 The present invention relates to a squeeze container.
包装容器としては、一般的に金属缶、ガラスビン、各種プラスチック容器等が使用されている。これらの中でもプラスチック容器は成形が容易であり、安価に製造できるため、各種用途に広く使用されている。例えば、プラスチック容器はケチャップ、マヨネーズ等を内容物として収容し、胴部を押すことで内容物を押し出すスクイズ容器として使用されている。これらの包装容器には、容器内に残留する酸素や容器の壁を透過する酸素による内容物の変質や、フレーバーの低下が抑制されることが求められる。特に、金属缶やガラスビンでは容器の壁を通じての酸素透過は生じないが、プラスチック容器では容器の壁を通じての酸素透過が生じる場合がある。 Metal cans, glass bottles, various plastic containers, etc. are commonly used as packaging containers. Of these, plastic containers are easy to mold and can be manufactured at low cost, so they are widely used for various purposes. For example, plastic containers are used as squeeze containers that hold ketchup, mayonnaise, etc., and the contents are pushed out by squeezing the body. These packaging containers are required to prevent deterioration of the contents and loss of flavor caused by oxygen remaining in the container or oxygen that permeates the container wall. In particular, oxygen does not permeate through the container wall in metal cans and glass bottles, but oxygen may permeate through the container wall in plastic containers.
前記酸素透過を抑制するため、プラスチック容器を多層構造とすることが行われている。例えば、プラスチック容器を構成する層として、オレフィン系樹脂を含む外層及び内層に加えて、エチレン-ビニルアルコール共重合体(以下、EVOHとも示す)等の酸素バリア性樹脂を含む酸素バリア層を設けることが行われている(例えば特許文献1)。これらの層は、一般的に接着性樹脂を含む接着層を介して互いに接着されている。一方、特許文献2には、前記多層構造を形成する際に、特に各層の間に前記接着層を設けることなく、ポリオレフィンを主体とする内外層とEVOHを主体とする中間層を積層した際の接着力を増強する多層包装材が開示されている。
In order to suppress the oxygen permeation, plastic containers are made to have a multi-layer structure. For example, in addition to outer and inner layers containing an olefin resin, an oxygen barrier layer containing an oxygen barrier resin such as an ethylene-vinyl alcohol copolymer (hereinafter also referred to as EVOH) is provided as the layers constituting the plastic container (for example, Patent Document 1). These layers are generally bonded to each other via an adhesive layer containing an adhesive resin. Meanwhile,
EVOHを主成分として含む酸素バリア層により酸素透過を抑制する場合、容器内に水分を多く含む内容物を保存すると、その湿度により酸素バリア層の酸素バリア性が低下する。これを防ぐため、酸素バリア層は通常湿度の低い側、すなわち出来るだけ容器の外側に配置される。また、容器の層構成を簡略化するため、通常酸素バリア層は単層として設けられる。一方、ダイレクトブロー成形により容器を製造する際に、バリなどのスクラップが多量に排出されるため、低コスト化や環境保全の観点からこれを粉砕し、バージン材と混合して、容器の一部(リグラインド層)としてリサイクルすることが通常行われている。また、前述したように、酸素バリア層は出来るだけ容器の外側に配置されるため、リグラインド層は通常酸素バリア層より内側に配置される。 When oxygen permeation is suppressed by an oxygen barrier layer containing EVOH as a main component, if a content containing a large amount of moisture is stored in the container, the oxygen barrier properties of the oxygen barrier layer will decrease due to the humidity. To prevent this, the oxygen barrier layer is usually placed on the side with lower humidity, that is, as far outward as possible from the container. Also, to simplify the layer structure of the container, the oxygen barrier layer is usually provided as a single layer. On the other hand, when manufacturing containers by direct blow molding, a large amount of scrap such as burrs is discharged, and from the viewpoint of cost reduction and environmental conservation, this is usually crushed, mixed with virgin material, and recycled as part of the container (regrind layer). Also, as mentioned above, the oxygen barrier layer is placed as far outward as possible from the container, so the regrind layer is usually placed inside the oxygen barrier layer.
近年、プラスチック容器に詰められる内容物の多様化により、容器由来の臭気をこれまでにも増して抑制することが求められるようになっている。リグラインド層は、熱履歴を受けた材料を含むため、臭気の要因になると考えられている。特許文献3には、プラスチック容器に含まれ得る酸素吸収性層由来の臭気成分の内部及び外部への移行を防ぐために、臭気バリア層を設けることが記載されている。
In recent years, with the diversification of contents packed into plastic containers, there is an increased demand to suppress odors originating from the containers. The regrind layer contains materials that have been subjected to heat history, and is therefore thought to be a cause of odor.
リグラインド層由来の臭気成分を十分に遮断する観点から、本発明者らはリグラインド層の両側にEVOH単体からなる酸素バリア層を配置することを試みた。しかしながら、EVOH単体からなる酸素バリア層を複数配置すると、スクイズ容器として用いる場合に剛性が高くなり、スクイズ性が低下した。 From the viewpoint of sufficiently blocking odorous components originating from the regrind layer, the inventors attempted to place oxygen barrier layers made of EVOH alone on both sides of the regrind layer. However, when multiple oxygen barrier layers made of EVOH alone were placed, the rigidity increased when used as a squeeze container, and the squeezability decreased.
本発明は、リグラインド層由来の臭気の内容物への移行を抑制でき、かつ、スクイズ性が高いスクイズ容器を提供することを目的とする。 The present invention aims to provide a squeeze container that can suppress the transfer of odors from the regrind layer to the contents and has high squeezability.
本発明に係るスクイズ容器は、外側から順に、酸素バリア層Aと、リグラインド層と、酸素バリア層Bとをこの順序で含むスクイズ容器であって、
前記酸素バリア層A及び前記酸素バリア層Bが、それぞれエチレン-ビニルアルコール共重合体と、ポリエチレンと、相容化剤と、を含む。
The squeeze container according to the present invention is a squeeze container including, from the outside, an oxygen barrier layer A, a regrind layer, and an oxygen barrier layer B in this order,
The oxygen barrier layer A and the oxygen barrier layer B each contain an ethylene-vinyl alcohol copolymer, polyethylene, and a compatibilizer.
本発明によれば、リグラインド層由来の臭気の内容物への移行を抑制でき、かつ、スクイズ性が高いスクイズ容器を提供することができる。 The present invention provides a squeeze container that can suppress the transfer of odors from the regrind layer to the contents and has high squeezability.
本発明に係るスクイズ容器は、外側から順に、酸素バリア層Aと、リグラインド層と、酸素バリア層Bとをこの順序で含む。また、前記酸素バリア層A及び前記酸素バリア層Bは、それぞれエチレン-ビニルアルコール共重合体と、ポリエチレンと、相容化剤と、を含む。すなわち、前記酸素バリア層Aは、エチレン-ビニルアルコール共重合体と、ポリエチレンと、相容化剤と、を含み、前記酸素バリア層Bは、エチレン-ビニルアルコール共重合体と、ポリエチレンと、相容化剤と、を含む。 The squeeze container according to the present invention includes, from the outside, an oxygen barrier layer A, a regrind layer, and an oxygen barrier layer B, in this order. The oxygen barrier layer A and the oxygen barrier layer B each include an ethylene-vinyl alcohol copolymer, polyethylene, and a compatibilizer. That is, the oxygen barrier layer A includes an ethylene-vinyl alcohol copolymer, polyethylene, and a compatibilizer, and the oxygen barrier layer B includes an ethylene-vinyl alcohol copolymer, polyethylene, and a compatibilizer.
本発明に係るスクイズ容器では、酸素透過を抑制するためにリグラインド層より外側に酸素バリア層Aが設けられているだけでなく、リグラインド層より内側にも酸素バリア層Bが別途設けられているため、リグラインド層に含まれる臭気成分の内容物への移行を抑制することができる。また、EVOH単体からなる酸素バリア層は剛性が高いが、本発明に係るスクイズ容器では、EVOH以外に、ポリエチレンと、相容化剤と、を含む酸素バリア層A及び酸素バリア層Bを用いるため、剛性が低く、スクイズ性(押し出し性)が高い。さらに、前記酸素バリア層A及び前記酸素バリア層Bは接着性を有するため、接着層を別途配置する必要がなく、製造工程を簡略化することができる。以下、本発明の詳細について説明する。 In the squeeze container according to the present invention, not only is an oxygen barrier layer A provided outside the regrind layer to suppress oxygen permeation, but an oxygen barrier layer B is also provided inside the regrind layer, so that the migration of odorous components contained in the regrind layer to the contents can be suppressed. In addition, an oxygen barrier layer made of EVOH alone has high rigidity, but the squeeze container according to the present invention uses oxygen barrier layer A and oxygen barrier layer B containing polyethylene and a compatibilizer in addition to EVOH, so that the rigidity is low and the squeezeability (extrusion property) is high. Furthermore, since the oxygen barrier layer A and the oxygen barrier layer B have adhesive properties, there is no need to provide a separate adhesive layer, and the manufacturing process can be simplified. The details of the present invention will be described below.
本発明に係るスクイズ容器の一例を図1に示す。図1に示されるスクイズ容器は、キャップにより開閉が可能である口部1と、スクイズ容器の中央部である胴部2と、底部3とを備える。胴部2を押すことで、内容物は口部1から外部へ押し出される。なお、本発明に係るスクイズ容器は胴部2の形状が横断面において、何れの形状であってもよく、また、底部3を有さなくでもよく、例えば胴部2の末端部分が融着又は折り畳まれることで封止されたチューブ状の形態であってもよい。
An example of a squeeze container according to the present invention is shown in FIG. 1. The squeeze container shown in FIG. 1 has a mouth 1 that can be opened and closed with a cap, a
本発明に係るスクイズ容器は、外側から順に、酸素バリア層Aと、リグラインド層と、酸素バリア層Bとをこの順序で含めば、その層構成は特に限定されない。例えば、前記スクイズ容器は、酸素バリア層A、リグラインド層、及び酸素バリア層B以外に、外層と内層を含むことができ、さらに他の層を含んでもよい。前記他の層としては、例えば後述するバージン材からなるバージン層等が挙げられる。なお、前記スクイズ容器は酸素吸収性を有する酸素吸収層を含まないことが好ましい。また、酸素バリア層A及び酸素バリア層Bは接着性を有するため、前記スクイズ容器は酸素バリア層A及び酸素バリア層B以外の一般的な接着層を含まないことが好ましい。ここで、一般的な接着層とは、酸素バリア性を有する材料等を含まない接着性樹脂からなる層を示し、例えば変性ポリオレフィン樹脂からなる層である。また、前記スクイズ容器は酸素バリア層を少なくとも2層有するが、3層以上有してもよい。 The squeeze container according to the present invention is not particularly limited in its layer structure, so long as it includes, from the outside, an oxygen barrier layer A, a regrind layer, and an oxygen barrier layer B in this order. For example, the squeeze container may include an outer layer and an inner layer in addition to the oxygen barrier layer A, the regrind layer, and the oxygen barrier layer B, and may further include other layers. Examples of the other layers include a virgin layer made of a virgin material, which will be described later. It is preferable that the squeeze container does not include an oxygen absorbing layer having oxygen absorption properties. In addition, since the oxygen barrier layer A and the oxygen barrier layer B have adhesive properties, it is preferable that the squeeze container does not include a general adhesive layer other than the oxygen barrier layer A and the oxygen barrier layer B. Here, the general adhesive layer refers to a layer made of an adhesive resin that does not include a material having oxygen barrier properties, and is, for example, a layer made of a modified polyolefin resin. In addition, the squeeze container has at least two oxygen barrier layers, but may have three or more layers.
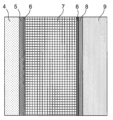
前記スクイズ容器は、例えば、外層/酸素バリア層A/リグラインド層/酸素バリア層B/内層の5層構成を有していてもよく、外層/酸素バリア層A/バージン層/リグラインド層/酸素バリア層B/内層の6層構成を有していてもよく、外層/酸素バリア層A/バージン層/リグラインド層/バージン層/酸素バリア層B/内層の7層構成を有していてもよい。一例として、図2に、外層4/酸素バリア層A5/バージン層6/リグラインド層7/バージン層6/酸素バリア層B8/内層9の7層構成を有するスクイズ容器の断面図を示す。
The squeeze container may have, for example, a five-layer structure of outer layer/oxygen barrier layer A/regrind layer/oxygen barrier layer B/inner layer, a six-layer structure of outer layer/oxygen barrier layer A/virgin layer/regrind layer/oxygen barrier layer B/inner layer, or a seven-layer structure of outer layer/oxygen barrier layer A/virgin layer/regrind layer/virgin layer/oxygen barrier layer B/inner layer. As an example, FIG. 2 shows a cross-sectional view of a squeeze container having a seven-layer structure of
スクイズ容器の胴部における最も薄い部分の厚みは、180~1500μmが好ましく、200~1200μmがより好ましく、300~1100μmがさらに好ましい。前記厚みが180μm以上であることにより、スクイズ時に容器が変形したり破損したりすることなく、内容物を安定して保存できる。また、前記厚みが1500μmを超えるとスクイズが困難となる。なお、ここでスクイズ容器の胴部とは、口部を除いた内容物収容部であって、底部の接地面上5mmより上の範囲の部分を示す。
The thickness of the thinnest part of the body of the squeeze container is preferably 180 to 1500 μm, more preferably 200 to 1200 μm, and even more preferably 300 to 1100 μm. By having the thickness of 180 μm or more, the container does not deform or break when squeezed, and the contents can be stably stored. Furthermore, if the thickness exceeds 1500 μm, squeezing becomes difficult. Note that the body of the squeeze container here refers to the content storage part excluding the mouth, and the part in the
スクイズ容器内に85℃の超純水を充填して封止した後、10分間転倒殺菌を行い、室温まで冷却して一週間保管した後の、前記超純水に含まれるTOC(Total Organic Carbon、全有機炭素)量は、0.7質量ppm未満であることが好ましく、0.5質量ppm以下であることがより好ましく、0.4質量ppm以下であることがさらに好ましい。前記TOC量は、リグラインド層に含まれるアルデヒド、ケトン等の臭気成分が内容物へ移行する量を示す指標となる値であり、前記TOC量が少ないほど、臭気成分の内容物へ移行が少ないことを示す。前記TOC量が0.7質量ppm未満であることにより、臭気成分の内容物へ移行が十分に抑制される。なお、TOC量の測定は、全有機炭素計(商品名:TOC-V CPH、(株)島津製作所製)を用いて測定することができる。 After filling a squeeze container with ultrapure water at 85°C and sealing it, sterilizing it by inversion for 10 minutes, cooling it to room temperature, and storing it for one week, the TOC (Total Organic Carbon) amount contained in the ultrapure water is preferably less than 0.7 ppm by mass, more preferably 0.5 ppm by mass or less, and even more preferably 0.4 ppm by mass or less. The TOC amount is an index value indicating the amount of odorous components such as aldehydes and ketones contained in the regrind layer that transfer to the contents, and the smaller the TOC amount, the less odorous components transfer to the contents. When the TOC amount is less than 0.7 ppm by mass, the transfer of odorous components to the contents is sufficiently suppressed. The TOC amount can be measured using a total organic carbon meter (product name: TOC-V CPH, manufactured by Shimadzu Corporation).
スクイズ容器の剛性について、スクイズ容器の縦方向(スクイズ容器の口部から底部へ向かう方向)の圧縮強度は70N以下であることが好ましく、40~70Nであることがより好ましい。前記圧縮強度が70N以下であることにより、スクイズ容器の内容物を容易に外部へ押し出すことができ、スクイズ性が向上する。また、前記圧縮強度が40N以上であることにより、容器の自立性が向上する。なお、前記圧縮強度は以下の方法により測定される値である。スクイズ容器内に内容物充填量と同量の水を充填し、23℃で24時間コンディショニングを行った後、圧縮試験機を用いてスクイズ容器の縦方向に圧縮を行い、圧縮強度を測定する。圧縮は、20mm/min、Vノッチなしの条件で行う。圧縮試験機としては、テンシロン万能試験機(商品名:RTG-1310、(株)エー・アンド・デイ製)を用いることができる。 Regarding the rigidity of the squeeze container, the compressive strength in the vertical direction (direction from the mouth of the squeeze container to the bottom) of the squeeze container is preferably 70N or less, and more preferably 40 to 70N. When the compressive strength is 70N or less, the contents of the squeeze container can be easily pushed out to the outside, improving the squeezability. Furthermore, when the compressive strength is 40N or more, the container can be made to stand on its own. The compressive strength is a value measured by the following method. The squeeze container is filled with water in an amount equal to the amount of the contents, and after conditioning at 23°C for 24 hours, the squeeze container is compressed in the vertical direction using a compression tester to measure the compressive strength. Compression is performed at 20mm/min, without a V-notch. As the compression tester, a Tensilon universal testing machine (product name: RTG-1310, manufactured by A&D Co., Ltd.) can be used.
(酸素バリア層A及び酸素バリア層B)
酸素バリア層A及び酸素バリア層Bは、それぞれEVOHと、ポリエチレンと、相容化剤とを含む。酸素バリア層A及び酸素バリア層Bはガスバリア性を有するEVOHを含むため、酸素及びリグラインド層に含まれる臭気成分の透過を遮断する機能を有する。また、EVOHとポリエチレンとは相容化剤によって相容化されて均質に分布しているため、ポリエチレンに由来して、酸素バリア層A及び酸素バリア層Bは、外層、内層やリグラインド層に対して優れた接着性を示す。なお、酸素バリア層Aと酸素バリア層Bの組成や厚み(質量比率)は同じであってもよく、異なっていてもよい。
(Oxygen Barrier Layer A and Oxygen Barrier Layer B)
The oxygen barrier layer A and the oxygen barrier layer B each contain EVOH, polyethylene, and a compatibilizer. Since the oxygen barrier layer A and the oxygen barrier layer B contain EVOH having gas barrier properties, they have the function of blocking the permeation of oxygen and odorous components contained in the regrind layer. In addition, since EVOH and polyethylene are made compatibilized by the compatibilizer and distributed homogeneously, the oxygen barrier layer A and the oxygen barrier layer B exhibit excellent adhesion to the outer layer, inner layer, and regrind layer due to the polyethylene. The composition and thickness (mass ratio) of the oxygen barrier layer A and the oxygen barrier layer B may be the same or different.
EVOHとしては、エチレン含有量が20~60モル%のエチレン-酢酸ビニル共重合体を、ケン化度が96モル%以上、特に99モル%以上となるようにケン化して得られる共重合体ケン化物が好ましい。前記エチレン含有量は、ガスバリア性の観点から20~38モル%であることが好ましい。前記EVOH(エチレン-酢酸ビニル共重合体ケン化物)は、フェノール/水の質量比が85/15の混合溶媒中、30℃で測定して0.01dl/g以上、特に0.05dl/g以上の固有粘度を有することができる。 EVOH is preferably a saponified copolymer obtained by saponifying an ethylene-vinyl acetate copolymer having an ethylene content of 20 to 60 mol% so that the degree of saponification is 96 mol% or more, particularly 99 mol% or more. From the viewpoint of gas barrier properties, the ethylene content is preferably 20 to 38 mol%. The EVOH (saponified ethylene-vinyl acetate copolymer) can have an intrinsic viscosity of 0.01 dl/g or more, particularly 0.05 dl/g or more, measured at 30°C in a mixed solvent having a phenol/water mass ratio of 85/15.
ポリエチレンとしては、低密度ポリエチレン(以下、LDPEとも示す)が好ましい。LDPEは、密度が0.910g/cm3以上0.930g/cm3未満の範囲内であるポリエチレンであり、線状低密度ポリエチレンも含まれる。成形時におけるEVOHとの相分離等を抑制し、層間剥離を防止する観点から、LDPEの190℃、2.16kg荷重でのメルトフローレート(MFR)は、0.1g/10min以上であることが好ましい。また、該MFRは成形性の観点から30g/10min以下であることが好ましい。該MFRは0.3~10g/10minであることがより好ましい。 The polyethylene is preferably low-density polyethylene (hereinafter, also referred to as LDPE). LDPE is a polyethylene having a density in the range of 0.910 g/cm 3 or more and less than 0.930 g/cm 3 , and includes linear low-density polyethylene. From the viewpoint of suppressing phase separation with EVOH during molding and preventing delamination, the melt flow rate (MFR) of LDPE at 190° C. and a load of 2.16 kg is preferably 0.1 g/10 min or more. From the viewpoint of moldability, the MFR is preferably 30 g/10 min or less. The MFR is more preferably 0.3 to 10 g/10 min.
相容化剤は、EVOHとポリエチレンとを相容化させ、両者の相分離構造のサイズを小さくし、EVOHとポリエチレンとの凝集力を高めるために使用される。相容化剤としては、例えばマレイン酸、イタコン酸、フマル酸等のカルボン酸又はその無水物、マレイン酸-ポリエチレン共重合体、無水マレイン酸-ポリエチレン共重合体、アミド、エステルなどでグラフト変性されたグラフト変性オレフィン樹脂、エチレン-(メタ)アクリル酸共重合体、エチレン-酢酸ビニル共重合体、ケン化度が20~100%であるエチレン-酢酸ビニル共重合体ケン化物、エチレン含有量が85%以上であるエチレン-ビニルアルコール共重合体、ハイドロタルサイト化合物、アイオノマー(イオン架橋オレフィン系共重合体)等が挙げられる。これらは一種を用いてもよく、二種以上を併用してもよい。これらの中でも、相容化剤としては、EVOHと化学反応を起こす酸・酸無水物を有さない樹脂が好ましく、特にアイオノマーが好ましい。 The compatibilizer is used to make EVOH and polyethylene compatible, reduce the size of the phase separation structure of the two, and increase the cohesive force between EVOH and polyethylene. Examples of the compatibilizer include carboxylic acids or their anhydrides such as maleic acid, itaconic acid, and fumaric acid, maleic acid-polyethylene copolymers, maleic anhydride-polyethylene copolymers, graft-modified olefin resins graft-modified with amides and esters, ethylene-(meth)acrylic acid copolymers, ethylene-vinyl acetate copolymers, saponified ethylene-vinyl acetate copolymers with a saponification degree of 20 to 100%, ethylene-vinyl alcohol copolymers with an ethylene content of 85% or more, hydrotalcite compounds, and ionomers (ion-crosslinked olefin copolymers). These may be used alone or in combination of two or more. Among these, the compatibilizer is preferably a resin that does not have an acid or acid anhydride that chemically reacts with EVOH, and in particular, an ionomer.
前記酸素バリア層A及び前記酸素バリア層Bはそれぞれ、EVOHとポリエチレンとを95:5~50:50の質量比で含むことが好ましく、90:10~55:45の質量比で含むことがより好ましく、85:15~60:40の質量比で含むことがさらに好ましく、80:20~65:35の質量比で含むことが特に好ましい。さらに、前記酸素バリア層A及び前記酸素バリア層Bはそれぞれ、EVOHとポリエチレンとの合計量100質量部当たり1~49質量部の相容化剤を含むことが好ましく、2~40質量部の相容化剤を含むことがより好ましく、3~30質量部の相容化剤を含むことがさらに好ましく、4~20質量部の相容化剤を含むことが特に好ましい。前記酸素バリア層A及び前記酸素バリア層Bが、それぞれEVOHと、ポリエチレンと、相容化剤とを前記質量比率の範囲内で含むことにより、ガスバリア性を維持しつつ、スクイズ容器の剛性を低くすることができる。 Each of the oxygen barrier layers A and B preferably contains EVOH and polyethylene in a mass ratio of 95:5 to 50:50, more preferably 90:10 to 55:45, even more preferably 85:15 to 60:40, and particularly preferably 80:20 to 65:35. Furthermore, each of the oxygen barrier layers A and B preferably contains 1 to 49 parts by mass of a compatibilizer per 100 parts by mass of the total amount of EVOH and polyethylene, more preferably 2 to 40 parts by mass of a compatibilizer, even more preferably 3 to 30 parts by mass of a compatibilizer, and particularly preferably 4 to 20 parts by mass of a compatibilizer. By each of the oxygen barrier layers A and B containing EVOH, polyethylene, and a compatibilizer within the above mass ratio range, the rigidity of the squeeze container can be reduced while maintaining the gas barrier properties.
EVOH、ポリエチレン、及び相容化剤の混合は、例えば押出機や射出機に設けられている混練部で溶融混練することにより実施することができる。 The EVOH, polyethylene, and compatibilizer can be mixed, for example, by melt-kneading in a kneading section provided in an extruder or injector.
前記スクイズ容器の質量に対する、前記酸素バリア層A及び前記酸素バリア層Bの合計の質量の割合は、1~30質量%であることが好ましく、3~20質量%であることがより好ましく、5~10質量%であることがさらに好ましい。前記割合が1質量%以上であることにより、酸素及びリグラインド層に含まれる臭気成分の透過を十分に遮断することができる。また、前記割合が30質量%以下であることにより、スクイズ性を向上させることができる。 The ratio of the total mass of the oxygen barrier layer A and the oxygen barrier layer B to the mass of the squeeze container is preferably 1 to 30% by mass, more preferably 3 to 20% by mass, and even more preferably 5 to 10% by mass. When the ratio is 1% by mass or more, the permeation of oxygen and odorous components contained in the regrind layer can be sufficiently blocked. Furthermore, when the ratio is 30% by mass or less, the squeezability can be improved.
前記スクイズ容器の質量に対する、前記酸素バリア層Bの質量の割合は、0.5~15質量%であることが好ましく、1.5~10質量%であることがより好ましく、2.5~5質量%であることがさらに好ましい。前記割合が0.5質量%以上であることにより、リグラインド層に含まれる臭気成分の透過を十分に遮断することができる。また、前記割合が15質量%以下であることにより、スクイズ性を向上させることができる。なお、前記スクイズ容器の質量に対する、前記酸素バリア層Aの質量の割合の好ましい範囲についても、前記酸素バリア層Bと同様である。 The ratio of the mass of the oxygen barrier layer B to the mass of the squeeze container is preferably 0.5 to 15 mass%, more preferably 1.5 to 10 mass%, and even more preferably 2.5 to 5 mass%. When the ratio is 0.5 mass% or more, the permeation of odorous components contained in the regrind layer can be sufficiently blocked. Furthermore, when the ratio is 15 mass% or less, the squeezability can be improved. The preferred range of the ratio of the mass of the oxygen barrier layer A to the mass of the squeeze container is the same as that of the oxygen barrier layer B.
(リグラインド層)
リグラインド層はリプロ層とも呼ばれ、成形開始時に排出される樹脂やバリなどの容器以外の部分を粉砕したスクラップ樹脂を含む層である。即ち、スクラップ樹脂は容器に含まれる各層を構成する材料の混合物であり、リグラインド層は該混合物を含む層である。該スクラップ樹脂を再利用することにより、未使用の樹脂であるバージン材の使用量を低減できるため、環境保全の観点から好ましく、また製造コストを低減できる。しかし、前記スクラップ樹脂は熱履歴を有するため、樹脂の分解物であるアルデヒドやケトン等のカルボニル基含有化合物等の臭気成分を含む。本発明に係るスクイズ容器では、該臭気成分の内容物への移行を、酸素バリア層Bによって遮断する。
(Regrind layer)
The regrind layer is also called a repro layer, and is a layer containing scrap resin obtained by crushing the resin and burrs discharged at the start of molding, which are parts other than the container. In other words, the scrap resin is a mixture of materials constituting each layer contained in the container, and the regrind layer is a layer containing the mixture. By reusing the scrap resin, the amount of virgin material, which is unused resin, can be reduced, which is preferable from the viewpoint of environmental conservation and also reduces manufacturing costs. However, since the scrap resin has a thermal history, it contains odorous components such as carbonyl group-containing compounds such as aldehydes and ketones, which are decomposition products of the resin. In the squeeze container according to the present invention, the oxygen barrier layer B blocks the migration of the odorous components to the contents.
リグラインド層は、前記スクラップ樹脂以外に、前記バージン材を併用することもできる。前記バージン材としては、例えばLDPE等を用いることができる。しかし、リグラインド層中の前記スクラップ樹脂の割合は1~100質量%であることが好ましい。すなわち、リグラインド層は前記スクラップ樹脂からなってもよい。 The regrind layer can be made of the scrap resin as well as the virgin material. For example, LDPE can be used as the virgin material. However, it is preferable that the proportion of the scrap resin in the regrind layer is 1 to 100% by mass. In other words, the regrind layer can be made of the scrap resin.
前記スクイズ容器の質量に対するリグラインド層の質量の割合は特に限定されないが、例えば30~80質量%であることができ、35~70質量%であることが好ましく、40~60質量%であることがより好ましい。 The ratio of the mass of the regrind layer to the mass of the squeeze container is not particularly limited, but can be, for example, 30 to 80% by mass, preferably 35 to 70% by mass, and more preferably 40 to 60% by mass.
なお、スクイズ容器に含まれる層がリグラインド層であることは、例えば、ミクロトームで作製した切片の光学顕微鏡観察、フーリエ変換赤外分光光度計を用いた材料分析、または、それらの組合せによって確認可能である。具体的には、光学顕微鏡観察では、屈折率の異なる材料が分散した海島状に観察されたり、フーリエ変換赤外分光光度計を用いた材料分析では、ポリエチレンの他にEVOHに特徴的なOH基の伸縮振動に基づくスペクトルが認められたりする。 The fact that the layer in the squeeze container is a regrind layer can be confirmed, for example, by optical microscopic observation of a slice prepared with a microtome, material analysis using a Fourier transform infrared spectrophotometer, or a combination of these. Specifically, in optical microscopic observation, materials with different refractive indices are observed to be dispersed like islands in a sea, and in material analysis using a Fourier transform infrared spectrophotometer, a spectrum based on the stretching vibration of OH groups characteristic of EVOH in addition to polyethylene is observed.
(外層、内層)
外層及び内層はオレフィン系樹脂を含むことができる。オレフィン系樹脂としては、低密度ポリエチレン(LDPE)、中密度ポリエチレン(MDPE)、高密度ポリエチレン(HDPE)、線状低密度ポリエチレン(LLDPE)、線状超低密度ポリエチレン(LVLDPE)等のポリエチレンや、ポリプロピレン、エチレン-プロピレン共重合体、ポリブテン-1、エチレン-ブテン-1共重合体、プロピレン-ブテン-1共重合体、エチレン-プロピレン-ブテン-1共重合体、エチレン-酢酸ビニル共重合体、イオン架橋オレフィン共重合体(アイオノマー)等が挙げられる。これらは一種を用いてもよく、二種以上を併用してもよい。これらの中でも、酸素バリア層A及び酸素バリア層Bとの接着性がより高い観点からポリエチレンが好ましく、低密度ポリエチレン(LDPE)がより好ましい。
(Outer layer, inner layer)
The outer layer and the inner layer may contain an olefin-based resin. Examples of the olefin-based resin include polyethylene such as low-density polyethylene (LDPE), medium-density polyethylene (MDPE), high-density polyethylene (HDPE), linear low-density polyethylene (LLDPE), and linear very low-density polyethylene (LVLDPE), as well as polypropylene, ethylene-propylene copolymer, polybutene-1, ethylene-butene-1 copolymer, propylene-butene-1 copolymer, ethylene-propylene-butene-1 copolymer, ethylene-vinyl acetate copolymer, and ion-crosslinked olefin copolymer (ionomer). These may be used alone or in combination of two or more. Among these, polyethylene is preferred from the viewpoint of higher adhesion to the oxygen barrier layer A and the oxygen barrier layer B, and low-density polyethylene (LDPE) is more preferred.
外層を構成する材料と、内層を構成する材料とは同じであってもよく、異なっていてもよい。また、外層及び内層は、必要に応じて、滑剤、改質剤、顔料、紫外線吸収剤等を含んでもよい。 The material constituting the outer layer and the material constituting the inner layer may be the same or different. Furthermore, the outer layer and the inner layer may contain lubricants, modifiers, pigments, ultraviolet absorbers, etc., as necessary.
スクイズ容器の質量に対する外層の質量の割合は特に限定されないが、例えば5~30質量%であることができ、10~20質量%であることが好ましい。スクイズ容器の質量に対する内層の質量の割合は特に限定されないが、例えば10~40質量%であることができ、15~30質量%であることが好ましい。 The ratio of the mass of the outer layer to the mass of the squeeze container is not particularly limited, but can be, for example, 5 to 30% by mass, and preferably 10 to 20% by mass. The ratio of the mass of the inner layer to the mass of the squeeze container is not particularly limited, but can be, for example, 10 to 40% by mass, and preferably 15 to 30% by mass.
(バージン層)
本発明に係るスクイズ容器は、必要に応じてバージン層を含むことができる。バージン層に含まれるバージン材としては、前述したリグラインド層に含まれ得るバージン材が挙げられる。前記スクイズ容器がバージン層を有する場合、前記スクイズ容器の質量に対するバージン層の質量の割合は特に限定されないが、例えば0.1~5質量%であることができる。
(Virgin layer)
The squeeze container according to the present invention may contain a virgin layer as necessary. Examples of the virgin material contained in the virgin layer include the virgin material that may be contained in the regrind layer. When the squeeze container has a virgin layer, the ratio of the mass of the virgin layer to the mass of the squeeze container is not particularly limited, but may be, for example, 0.1 to 5 mass%.
(スクイズ容器の製造方法)
本発明に係るスクイズ容器の製造方法は特に限定されないが、例えば外側から順に、酸素バリア層Aと、リグラインド層と、酸素バリア層Bとをこの順序で含むチューブ状のパリソンを製造する工程と、前記パリソンを金型で挟んで前記パリソンをピンチオフするとともに融着させ、前記パリソンの内部に気体を吹き込んで成形する工程と、を含むことができる。具体的には、まず、チューブ容器を構成する各層の材料を、多層多重ダイスを使用して共押出しすることでチューブ状のパリソンを製造する。次に、溶融押出されたパリソンを金型内に供給し、パリソンを金型で両側から挟んでパリソンをピンチオフすると共に融着する。次に、パリソンの内部に空気などの圧縮気体を吹き込んで膨張させ、容器の形状に成形する。その後、冷却し、金型を開いて成形品を取り出す。
(Method of manufacturing squeeze container)
The method for producing the squeeze container according to the present invention is not particularly limited, but may include, for example, a step of producing a tubular parison including, in this order from the outside, an oxygen barrier layer A, a regrind layer, and an oxygen barrier layer B, and a step of sandwiching the parison between dies to pinch off and fuse the parison, and blowing gas into the parison to mold it. Specifically, first, the materials of each layer constituting the tubular container are co-extruded using a multi-layer multiple die to produce a tubular parison. Next, the melt-extruded parison is fed into a die, and the parison is sandwiched between the dies from both sides to pinch off and fuse the parison. Next, compressed gas such as air is blown into the parison to expand it and mold it into the shape of a container. After that, it is cooled, and the die is opened to remove the molded product.
(用途)
本発明に係るスクイズ容器は、わさび、しょうが、からし、ケチャップ、マヨネーズ、ジャム、チョコレート等の粘性食品、練歯磨、化粧品等を収容し、保存するための容器として用いることができる。本発明に係るスクイズ容器を用いることで、容器自体の臭気の内容物への移行を抑制することができる。また、本発明に係るスクイズ容器はスクイズ性が高いため、内容物を容易に外部へ押し出すことができる。
(Application)
The squeeze container according to the present invention can be used as a container for storing and preserving viscous foods such as wasabi, ginger, mustard, ketchup, mayonnaise, jam, and chocolate, toothpaste, cosmetics, etc. By using the squeeze container according to the present invention, it is possible to suppress the transfer of odors from the container itself to the contents. In addition, since the squeeze container according to the present invention has high squeezability, the contents can be easily pushed out to the outside.
以下、本発明を実施例により更に具体的に説明するが、本発明はこれらの実施例によって限定されるものではない。実施例1及び比較例1により得られたボトルのフレーバー評価、溶出性評価、及び剛性評価は、以下の方法により行った。 The present invention will be described in more detail below with reference to examples, but the present invention is not limited to these examples. The flavor evaluation, dissolution evaluation, and rigidity evaluation of the bottles obtained in Example 1 and Comparative Example 1 were performed by the following methods.
[フレーバー評価]
実施例1及び比較例1により得られたボトル内に、85℃の超純水を400g充填し、口部をシール材で封止した。10分間転倒殺菌を行った後、流水中で室温まで冷却し、一週間保管した。保管後のボトル内の超純水(以下、試験液とも示す)のフレーバーを、以下の3点識別・嗜好法により評価した。
[Flavor evaluation]
The bottles obtained in Example 1 and Comparative Example 1 were filled with 400 g of ultrapure water at 85° C., and the mouths were sealed with a sealant. After sterilization by inversion for 10 minutes, the bottles were cooled to room temperature in running water and stored for one week. The flavor of the ultrapure water (hereinafter also referred to as the test liquid) in the bottles after storage was evaluated by the following three-point discrimination and preference method.
(3点識別・嗜好法)
パネル10名により、実施例1の試験液及び比較例1の試験液を用いて、3点識別法により識別テストを行った。具体的には、2つの実施例1の試験液及び1つの比較例1の試験液の3つの試験液の組み合わせ、又は、2つの比較例1の試験液及び1つの実施例1の試験液の3つの試験液の組み合わせ、をパネルに提示し、1つだけ異なる試験液を当てる識別テストを、パネル1名に対して2回行った。回答数(20)に対する正解数を表1に示す。
また、嗜好テストとして、前記識別テストに正解したパネルに対して、識別した試験液のいずれが好ましいフレーバーであるかについて問合せた。結果を表1に示す。
(Three-point discrimination/preference method)
A discrimination test was conducted by a panel of 10 members using the test liquid of Example 1 and the test liquid of Comparative Example 1 by a three-point discrimination method. Specifically, a combination of three test liquids, two of the test liquids of Example 1 and one of the test liquids of Comparative Example 1, or a combination of three test liquids, two of the test liquids of Comparative Example 1 and one of the test liquids of Example 1, was presented to the panel, and a discrimination test in which each panel member had to guess only one different test liquid was conducted twice. The number of correct answers out of the total number of answers (20) is shown in Table 1.
In addition, as a preference test, the panelists who answered the discrimination test correctly were asked which of the discriminated test liquids they preferred. The results are shown in Table 1.
[溶出性評価]
前記フレーバー評価における実施例1の試験液及び比較例1の試験液について、TOC(Total Organic Carbon、全有機炭素)量を、全有機炭素計(商品名:TOC-V CPH、(株)島津製作所製)を用いて測定した。該測定を3回行い、その平均値を算出した。結果を表1に示す。
[Evaluation of dissolution]
The TOC (Total Organic Carbon) amount of the test liquid of Example 1 and the test liquid of Comparative Example 1 in the flavor evaluation was measured using a total organic carbon meter (product name: TOC-V CPH, manufactured by Shimadzu Corporation). The measurement was performed three times, and the average value was calculated. The results are shown in Table 1.
[剛性評価]
実施例1及び比較例1により得られたボトル内に水400gを充填し、23℃で24時間コンディショニングを行った。圧縮試験機(テンシロン万能試験機、商品名:RTG-1310、(株)エー・アンド・デイ製)を用いて、ボトルの縦方向(ボトルの口部から底部へ向かう方向)に圧縮を行い(20mm/min、Vノッチなし)、圧縮強度を測定した。測定は24本行い、平均した結果を表1に示す。
[Rigidity evaluation]
The bottles obtained in Example 1 and Comparative Example 1 were filled with 400 g of water and conditioned at 23° C. for 24 hours. Using a compression tester (Tensilon universal testing machine, product name: RTG-1310, manufactured by A&D Co., Ltd.), the bottles were compressed in the vertical direction (direction from the mouth of the bottle to the bottom) (20 mm/min, no V-notch) to measure the compressive strength. Measurements were performed on 24 bottles, and the average results are shown in Table 1.
[実施例1]
内層、外層、及びバージン層用の材料として、LDPE(商品名:LB420M、日本ポリエチレン(株)製)を準備した。酸素バリア層A及びBの材料として、EVOH(商品名:DC3203RB、日本合成(株)製)70質量部、LDPE(商品名:LB420M、日本ポリエチレン(株)製)20質量部、及び相容化剤としてのアイオノマー樹脂(商品名:ハイミラン1601、三井・デュポンポリケミカル社製)10質量部を含む混合物を準備した。リグラインド層の材料として、LDPE(商品名:LB420M、日本ポリエチレン(株)製)60質量部と、再利用した各層材料の混合物(スクラップ樹脂)40質量部と、の混合物を準備した。内層、外層及びバージン層、酸素バリア層A及びB、並びにリグラインド層の各材料を3つの押出機にそれぞれ投入し、外層/酸素バリア層A/バージン層/リグラインド層/酸素バリア層B/内層の6層からなる多層パリソンを押出した。次いで、前記多層パリソンを用いてダイレクトブロー成形により成形し、容量420ml、質量18gのスクイズ容器であるボトルを得た。
[Example 1]
LDPE (product name: LB420M, manufactured by Nippon Polyethylene Co., Ltd.) was prepared as a material for the inner layer, outer layer, and virgin layer. A mixture containing 70 parts by mass of EVOH (product name: DC3203RB, manufactured by Nippon Synthetic Co., Ltd.), 20 parts by mass of LDPE (product name: LB420M, manufactured by Nippon Polyethylene Co., Ltd.), and 10 parts by mass of ionomer resin (product name: Himilan 1601, manufactured by Mitsui DuPont Polychemicals Co., Ltd.) as a compatibilizer was prepared as a material for the oxygen barrier layers A and B. A mixture of 60 parts by mass of LDPE (product name: LB420M, manufactured by Nippon Polyethylene Co., Ltd.) and 40 parts by mass of a mixture of reused layer materials (scrap resin) was prepared as a material for the regrind layer. The materials for the inner layer, outer layer, virgin layer, oxygen barrier layers A and B, and regrind layer were fed into three extruders, respectively, to extrude a multi-layer parison consisting of six layers: outer layer/oxygen barrier layer A/virgin layer/regrind layer/oxygen barrier layer B/inner layer. The multi-layer parison was then molded by direct blow molding to obtain a bottle, which was a squeeze container with a volume of 420 ml and a mass of 18 g.
前記ボトルの胴部における最も薄い部分の厚みは300μmであった。また、各層の質量分率は、外層(15.0質量%)/酸素バリア層A(3.3質量%)/バージン層(1.0質量%)/リグラインド層(52.4質量%)/酸素バリア層B(3.3質量%)/内層(25.0質量%)であった。 The thickness of the thinnest part of the body of the bottle was 300 μm. The mass fraction of each layer was outer layer (15.0 mass%)/oxygen barrier layer A (3.3 mass%)/virgin layer (1.0 mass%)/regrind layer (52.4 mass%)/oxygen barrier layer B (3.3 mass%)/inner layer (25.0 mass%).
前記ボトルに対して、前記フレーバー評価、溶出性評価、及び剛性評価を行った。結果を表1に示す。 The bottles were subjected to the flavor evaluation, dissolution evaluation, and rigidity evaluation. The results are shown in Table 1.
[比較例1]
内層及び外層用の材料として、LDPE(商品名:LB420M、日本ポリエチレン(株)製)を準備した。酸素バリア層の材料として、EVOH(商品名:DC3203RB、日本合成(株)製)を準備した。接着層の材料として、変性ポリオレフィン樹脂(商品名:モディックL522、三菱化学(株)製)を準備した。リグラインド層の材料として、LDPE(商品名:LB420M、日本ポリエチレン(株)製)60質量部と、再利用した各層材料の混合物(スクラップ樹脂)40質量部と、の混合物を準備した。内層及び外層、酸素バリア層、接着層、並びにリグラインド層の各材料を4つの押出機にそれぞれ投入し、外層/接着層/酸素バリア層/接着層/リグラインド層/内層の6層からなる多層パリソンを押出した。次いで、前記多層パリソンを用いてダイレクトブロー成形により成形し、容量420ml、質量18gのスクイズ容器であるボトルを得た。
[Comparative Example 1]
LDPE (product name: LB420M, manufactured by Nippon Polyethylene Co., Ltd.) was prepared as the material for the inner layer and the outer layer. EVOH (product name: DC3203RB, manufactured by Nippon Synthetic Co., Ltd.) was prepared as the material for the oxygen barrier layer. Modified polyolefin resin (product name: Modic L522, manufactured by Mitsubishi Chemical Co., Ltd.) was prepared as the material for the adhesive layer. A mixture of 60 parts by mass of LDPE (product name: LB420M, manufactured by Nippon Polyethylene Co., Ltd.) and 40 parts by mass of a mixture of reused materials of each layer (scrap resin) was prepared as the material for the regrind layer. Each material of the inner layer, outer layer, oxygen barrier layer, adhesive layer, and regrind layer was respectively put into four extruders, and a multilayer parison consisting of six layers of outer layer/adhesive layer/oxygen barrier layer/adhesive layer/regrind layer/inner layer was extruded. Next, the multilayer parison was molded by direct blow molding to obtain a bottle, which is a squeeze container with a volume of 420 ml and a mass of 18 g.
前記ボトルの胴部における最も薄い部分の厚みは300μmであった。また、各層の質量分率は、外層(15.0質量%)/接着層(1.0質量%)/酸素バリア層(2.4質量%)/接着層(1.0質量%)/リグラインド層(65.6質量%)/内層(15.0質量%)であった。 The thickness of the thinnest part of the body of the bottle was 300 μm. The mass fraction of each layer was outer layer (15.0 mass%)/adhesive layer (1.0 mass%)/oxygen barrier layer (2.4 mass%)/adhesive layer (1.0 mass%)/regrind layer (65.6 mass%)/inner layer (15.0 mass%).
前記ボトルに対して、前記フレーバー評価、溶出性評価、及び剛性評価を行った。結果を表1に示す。 The bottles were subjected to the flavor evaluation, dissolution evaluation, and rigidity evaluation. The results are shown in Table 1.

表1に示されるように、フレーバー評価(3点識別・嗜好法)において、実施例1は比較例1と有意に識別され、実施例1は比較例1よりも優位に好まれることが確認された。さらに、識別テストに正解したパネルの多くが、実施例1は比較例1に対して、プラスチック等の味及び臭いが弱いとコメントした。また、溶出性評価では、実施例1は比較例1よりもTOC量が少ないことが確認された。これらの評価より、実施例1では、リグラインド層に含まれるアルデヒド、ケトン等の臭気成分の内容物への移行が、リグラインド層と内層との間に存在する酸素バリア層Bによって一部遮断されたことが推測される。 As shown in Table 1, in the flavor evaluation (three-point discrimination/preference method), Example 1 was significantly discriminated from Comparative Example 1, and it was confirmed that Example 1 was preferred over Comparative Example 1. Furthermore, many of the panelists who answered the discrimination test correctly commented that Example 1 had a weaker taste and smell of plastic, etc., compared to Comparative Example 1. In addition, in the elution evaluation, it was confirmed that Example 1 had a lower TOC amount than Comparative Example 1. From these evaluations, it is inferred that in Example 1, the migration of odorous components such as aldehydes and ketones contained in the regrind layer to the contents was partially blocked by the oxygen barrier layer B present between the regrind layer and the inner layer.
また、剛性評価では、比較例1よりも実施例1の方が、圧縮強度が低く、剛性が低い、すなわちスクイズ性が高いことが確認された。比較例1では酸素バリア層の材料としてEVOH単体を用いたのに対し、実施例1では酸素バリア層A及びBの材料として、EVOH以外に、LDPEと相容化剤を含む混合物を用いており、これにより実施例1ではボトル全体の剛性が低下したと推測される。
本発明は以下の実施態様を含む。
[1]外側から順に、酸素バリア層Aと、リグラインド層と、酸素バリア層Bとをこの順序で含むスクイズ容器であって、
前記酸素バリア層A及び前記酸素バリア層Bが、それぞれエチレン-ビニルアルコール共重合体と、ポリエチレンと、相容化剤と、を含むスクイズ容器。
[2]前記酸素バリア層A及び前記酸素バリア層Bがそれぞれ、エチレン-ビニルアルコール共重合体とポリエチレンとを95:5~50:50の質量比で含み、さらに、エチレン-ビニルアルコール共重合体とポリエチレンとの合計量100質量部当たり1~49質量部の相容化剤を含む[1]に記載のスクイズ容器。
[3]前記スクイズ容器の質量に対する、前記酸素バリア層A及び前記酸素バリア層Bの合計の質量の割合が1~30質量%である[1]又は[2]に記載のスクイズ容器。
[4]前記スクイズ容器の質量に対する、前記酸素バリア層Bの質量の割合が0.5~15質量%である[1]から[3]のいずれかに記載のスクイズ容器。
[5]前記スクイズ容器の胴部における最も薄い部分の厚みが180~1500μmである[1]から[4]のいずれかに記載のスクイズ容器。
[6]前記スクイズ容器が、外層と、前記酸素バリア層Aと、前記リグラインド層と、前記酸素バリア層Bと、内層とをこの順序で含む[1]から[5]のいずれかに記載のスクイズ容器。
In addition, the rigidity evaluation confirmed that Example 1 had lower compressive strength and rigidity, i.e., higher squeezability, than Comparative Example 1. In Comparative Example 1, EVOH alone was used as the material for the oxygen barrier layer, whereas in Example 1, a mixture containing LDPE and a compatibilizer in addition to EVOH was used as the material for the oxygen barrier layers A and B. It is presumed that this caused the rigidity of the entire bottle to decrease in Example 1.
The present invention includes the following embodiments.
[1] A squeeze container including, in order from the outside, an oxygen barrier layer A, a regrind layer, and an oxygen barrier layer B,
The oxygen barrier layer A and the oxygen barrier layer B each contain an ethylene-vinyl alcohol copolymer, polyethylene, and a compatibilizer.
[2] The oxygen barrier layer A and the oxygen barrier layer B each contain an ethylene-vinyl alcohol copolymer and polyethylene in a mass ratio of 95:5 to 50:50, and further contain 1 to 49 parts by mass of a compatibilizer per 100 parts by mass of the total amount of the ethylene-vinyl alcohol copolymer and the polyethylene. [1] The squeeze container described in.
[3] The squeeze container according to [1] or [2], wherein the ratio of the total mass of the oxygen barrier layer A and the oxygen barrier layer B to the mass of the squeeze container is 1 to 30 mass%.
[4] The squeeze container according to any one of [1] to [3], wherein the mass ratio of the oxygen barrier layer B to the mass of the squeeze container is 0.5 to 15 mass%.
[5] The squeeze container according to any one of [1] to [4], wherein the thickness of the thinnest part of the body of the squeeze container is 180 to 1500 μm.
[6] The squeeze container according to any one of [1] to [5], wherein the squeeze container includes an outer layer, the oxygen barrier layer A, the regrind layer, the oxygen barrier layer B, and an inner layer in this order.
1 口部
2 胴部
3 底部
4 外層
5 酸素バリア層A
6 バージン層
7 リグラインド層
8 酸素バリア層B
9 内層
1
6
9 Inner layer
Claims (5)
前記酸素バリア層A及び前記酸素バリア層Bが、それぞれエチレン-ビニルアルコール共重合体と、ポリエチレンと、相容化剤と、を含み、
前記酸素バリア層A及び前記酸素バリア層Bがそれぞれ、エチレン-ビニルアルコール共重合体とポリエチレンとを80:20~65:35の質量比で含み、さらに、エチレン-ビニルアルコール共重合体とポリエチレンとの合計量100質量部当たり4質量部以上20質量部未満の相容化剤を含む、スクイズ容器。 A squeeze container including, in order from the outside, an oxygen barrier layer A, a regrind layer, and an oxygen barrier layer B,
The oxygen barrier layer A and the oxygen barrier layer B each contain an ethylene-vinyl alcohol copolymer, polyethylene, and a compatibilizer,
The oxygen barrier layer A and the oxygen barrier layer B each contain an ethylene-vinyl alcohol copolymer and polyethylene in a mass ratio of 80:20 to 65:35, and further contain 4 parts by mass or more and less than 20 parts by mass of a compatibilizer per 100 parts by mass of the total amount of the ethylene-vinyl alcohol copolymer and the polyethylene.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018204688A JP7580903B2 (en) | 2018-10-31 | 2018-10-31 | Squeeze container |
| PCT/JP2019/035704 WO2020090242A1 (en) | 2018-10-31 | 2019-09-11 | Squeeze container |
| JP2022208264A JP2023036850A (en) | 2018-10-31 | 2022-12-26 | squeeze container |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018204688A JP7580903B2 (en) | 2018-10-31 | 2018-10-31 | Squeeze container |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022208264A Division JP2023036850A (en) | 2018-10-31 | 2022-12-26 | squeeze container |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020070050A JP2020070050A (en) | 2020-05-07 |
| JP7580903B2 true JP7580903B2 (en) | 2024-11-12 |
Family
ID=70461832
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018204688A Active JP7580903B2 (en) | 2018-10-31 | 2018-10-31 | Squeeze container |
| JP2022208264A Pending JP2023036850A (en) | 2018-10-31 | 2022-12-26 | squeeze container |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022208264A Pending JP2023036850A (en) | 2018-10-31 | 2022-12-26 | squeeze container |
Country Status (2)
| Country | Link |
|---|---|
| JP (2) | JP7580903B2 (en) |
| WO (1) | WO2020090242A1 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020192998A (en) * | 2019-05-28 | 2020-12-03 | 株式会社吉野工業所 | Extrusion blow-molded container |
| JP7485943B2 (en) * | 2020-08-31 | 2024-05-17 | キョーラク株式会社 | Plastic containers |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5148512B2 (en) * | 1973-01-27 | 1976-12-21 | ||
| JP3087919B2 (en) * | 1991-11-27 | 2000-09-18 | 日本合成化学工業株式会社 | Laminate |
| JP3686240B2 (en) * | 1996-11-19 | 2005-08-24 | 株式会社クラレ | Resin composition and multilayer structure |
| JP2003063543A (en) * | 2001-08-23 | 2003-03-05 | Nippon Synthetic Chem Ind Co Ltd:The | Squeezing-out multi-layer container |
| JP5998610B2 (en) * | 2012-04-23 | 2016-09-28 | 東洋製罐株式会社 | Multilayer container having a regrind layer in which yellowing is suppressed |
| JP2018135133A (en) * | 2017-02-22 | 2018-08-30 | 東洋製罐株式会社 | Multilayer container |
-
2018
- 2018-10-31 JP JP2018204688A patent/JP7580903B2/en active Active
-
2019
- 2019-09-11 WO PCT/JP2019/035704 patent/WO2020090242A1/en not_active Ceased
-
2022
- 2022-12-26 JP JP2022208264A patent/JP2023036850A/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020070050A (en) | 2020-05-07 |
| JP2023036850A (en) | 2023-03-14 |
| WO2020090242A1 (en) | 2020-05-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4079850A (en) | Multi-layer blow molded container and process for preparation thereof | |
| AU2003262283B2 (en) | Oxygen-absorbing resin composition and layered product | |
| RU2768756C2 (en) | Oxygen barrier plastic material | |
| JP2023036850A (en) | squeeze container | |
| JPH0680150A (en) | Tubular contailer, and its top mouth part | |
| US20140076928A1 (en) | Material composition, laminate tube and method for manufacture thereof | |
| JP2018135133A (en) | Multilayer container | |
| JP3702503B2 (en) | Oily food container | |
| JP7260333B2 (en) | Direct blow multilayer container | |
| JP5833807B2 (en) | Multi-layer plastic container filling products | |
| JP2004237647A (en) | Plastic multi-layer container for oxidizing hair dye | |
| JPS63237924A (en) | Manufacture of multi-layer vessel | |
| JP5926569B2 (en) | Double bag packaging inflation film and double bag packaging | |
| US8268419B2 (en) | Polypouch for packaging of superior kerosene oil | |
| JP2004291538A (en) | Multilayer plastic container for housing content with low moisture content, and package wherein content is housed in the multilayer plastic container | |
| CN118510662A (en) | Laminate for packaging bag, spout-equipped packaging bag, and spout-equipped packaging bag containing content | |
| JP6323079B2 (en) | Multi-layer squeeze bottle | |
| JP5428615B2 (en) | Plastic container with suppressed coloring due to contents | |
| JP2001079999A (en) | Laminated packaging material | |
| JPH01139347A (en) | Tube container | |
| JP2018112509A (en) | Method for pre-processing resin container and method for measuring oxygen permeability of resin container | |
| JP6764440B2 (en) | Container and its manufacturing method | |
| JP2001080002A (en) | Laminated packaging material | |
| JP2002321317A (en) | Laminated packaging material | |
| JP2018112508A (en) | Method for pre-processing resin container and method for measuring oxygen permeability of resin container |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220613 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220808 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20220927 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221226 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20221226 |
|
| C11 | Written invitation by the commissioner to file amendments |
Free format text: JAPANESE INTERMEDIATE CODE: C11 Effective date: 20230112 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20230203 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20230206 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20230331 |
|
| C211 | Notice of termination of reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C211 Effective date: 20230404 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241030 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7580903 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |