JP7561510B2 - Laminates, labels and printed matter - Google Patents
Laminates, labels and printed matter Download PDFInfo
- Publication number
- JP7561510B2 JP7561510B2 JP2020057400A JP2020057400A JP7561510B2 JP 7561510 B2 JP7561510 B2 JP 7561510B2 JP 2020057400 A JP2020057400 A JP 2020057400A JP 2020057400 A JP2020057400 A JP 2020057400A JP 7561510 B2 JP7561510 B2 JP 7561510B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- thermoplastic resin
- resin
- sheet
- particles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Laminated Bodies (AREA)
Description
本発明は、積層体、ラベル及び印刷物に関する。 The present invention relates to laminates, labels and printed matter.
従来、印刷媒体上に印刷層を設けた印刷物は、屋外広告、本、カレンダー、表示ラベルなどに広く利用されている。 Traditionally, printed matter with a printing layer on a print medium has been widely used for outdoor advertisements, books, calendars, display labels, etc.
印刷媒体上に印刷層を設ける際、印刷媒体の表面には、印刷媒体の印刷性等の観点から、熱可塑性樹脂粒子から形成される層が設けられることがある(特許文献1参照)。 When providing a printing layer on a printing medium, a layer formed from thermoplastic resin particles may be provided on the surface of the printing medium from the viewpoint of the printability of the printing medium, etc. (see Patent Document 1).
しかし、印刷媒体に含まれる熱可塑性樹脂層の表面に熱可塑性樹脂粒子から形成される樹脂含有層を設けると、樹脂含有層と、樹脂含有層の面上に設けた印刷層との関係で印刷性が向上するものの、印刷層を設けた印刷物を打ち抜き等で切断した際に印刷層の剥離が生じる問題を本発明者らは発見した。これは、樹脂含有層と、樹脂含有層の下地となる熱可塑性樹脂層との間の密着性が、切断等の厚さ方向の応力に対して十分でなかったことによるものと考えられる。 However, when a resin-containing layer formed from thermoplastic resin particles is provided on the surface of a thermoplastic resin layer contained in a print medium, the printability is improved due to the relationship between the resin-containing layer and the printed layer provided on the surface of the resin-containing layer, but the inventors have discovered a problem in which the printed layer peels off when the printed matter provided with the printed layer is cut by punching or the like. This is thought to be because the adhesion between the resin-containing layer and the thermoplastic resin layer that serves as the base for the resin-containing layer was insufficient to withstand stress in the thickness direction, such as from cutting.
そこで、本発明は、打ち抜き等で印刷物を切断した際の印刷層の剥離を抑制することが可能な積層体を提供することを目的とする。 The present invention aims to provide a laminate that can prevent the printed layer from peeling off when the printed material is cut by punching or the like.
本発明者らが上記課題を解決すべく鋭意検討を重ねた結果、シートを覆う熱可塑性樹脂を含有する樹脂含有層の下地となる熱可塑性樹脂層を一方の表面に有するシートの押し込み硬さを調整することで、上記課題を解決できることを見出し、本発明を完成するに至った。
すなわち、本発明は以下のとおりである。
As a result of extensive research by the inventors to solve the above problems, they discovered that the above problems can be solved by adjusting the indentation hardness of a sheet having on one surface a thermoplastic resin layer that serves as a base for a resin-containing layer containing a thermoplastic resin that covers the sheet, and thus completed the present invention.
That is, the present invention is as follows.
[1]熱可塑性樹脂層を一方の表面に有するシートと、前記シートの前記熱可塑性樹脂層の面上に設けられた樹脂含有層と、を有する積層体であって、
前記樹脂含有層が、前記シートを覆う熱可塑性樹脂を含有し、
前記シートの押し込み硬さが、0N/mm2超60N/mm2以下である、積層体。
[2]前記シートの押し込み硬さが、0.1N/mm2以上60N/mm2以下である、前記[1]に記載の積層体。
[3]前記シートの押し込み硬さが、10N/mm2以上60N/mm2以下である、前記[1]又は[2]に記載の積層体。
[4]前記樹脂含有層における前記熱可塑性樹脂が、ポリウレタン樹脂を含有する、前記[1]~[3]のいずれかに記載の積層体。
[5]前記熱可塑性樹脂層が、ランダムポリプロピレンを含有する、前記[1]~[4]のいずれかに記載の積層体。
[6]前記ランダムポリプロピレンの引張弾性率が、30~1200N/mm2である、前記[5]に記載の積層体。
[7]前記ランダムポリプロピレンの融点が、100~145℃である、前記[5]又は[6]に記載の積層体。
[8]前記熱可塑性樹脂層における前記ランダムポリプロピレンの含有量が、60質量%以上である、前記[5]~[7]のいずれかに記載の積層体。
[9]前記樹脂含有層が、機能性粒子を含有する、前記[1]~[8]のいずれかに記載の積層体。
[10]前記機能性粒子が、カチオン性金属酸化物を有する粒子を含有する、前記[9]に記載の積層体。
[11]前記機能性粒子が、オレフィン系重合体粒子を含有する、前記[9]に記載の積層体。
[12]前記シートが、基材層と、前記基材層の面上に設けられた前記熱可塑性樹脂層とを有する、前記[1]~[11]のいずれかに記載の積層体。
[13]前記[1]~[12]のいずれかに記載の積層体と、
前記積層体の前記樹脂含有層側と反対側の面上に設けられた接着層と、
を有する、ラベル。
[14]前記[1]~[12]のいずれかに記載の積層体と、
前記積層体の前記樹脂含有層の面上に設けられた印刷層と、
を有する、印刷物。
[1] A laminate having a sheet having a thermoplastic resin layer on one surface thereof and a resin-containing layer provided on the surface of the thermoplastic resin layer of the sheet,
The resin-containing layer contains a thermoplastic resin that covers the sheet,
The laminate, wherein the indentation hardness of the sheet is greater than 0 N/ mm2 and not greater than 60 N/mm2.
[2] The laminate according to [1], wherein the indentation hardness of the sheet is 0.1 N/mm2 or more and 60 N/ mm2 or less.
[3] The laminate according to [1] or [2], wherein the indentation hardness of the sheet is 10 N/ mm2 or more and 60 N/ mm2 or less.
[4] The laminate according to any one of [1] to [3], wherein the thermoplastic resin in the resin-containing layer contains a polyurethane resin.
[5] The laminate according to any one of [1] to [4], wherein the thermoplastic resin layer contains random polypropylene.
[6] The laminate described in [5], wherein the random polypropylene has a tensile modulus of 30 to 1200 N/ mm2 .
[7] The laminate according to [5] or [6], wherein the random polypropylene has a melting point of 100 to 145°C.
[8] The laminate according to any one of [5] to [7], wherein the content of the random polypropylene in the thermoplastic resin layer is 60% by mass or more.
[9] The laminate according to any one of [1] to [8], wherein the resin-containing layer contains functional particles.
[10] The laminate according to [9], wherein the functional particles contain particles having a cationic metal oxide.
[11] The laminate according to [9], wherein the functional particles contain olefin-based polymer particles.
[12] The laminate according to any one of [1] to [11], wherein the sheet has a base layer and the thermoplastic resin layer provided on a surface of the base layer.
[13] A laminate according to any one of [1] to [12] above,
an adhesive layer provided on a surface of the laminate opposite to the resin-containing layer;
A label having
[14] A laminate according to any one of [1] to [12] above,
a printed layer provided on a surface of the resin-containing layer of the laminate;
A printed matter having the above-mentioned features.
本発明によれば、打ち抜き等で印刷物を切断した際の印刷層の剥離を抑制することが可能な積層体を提供することができる。 The present invention provides a laminate that can suppress peeling of the printed layer when the printed material is cut by punching or the like.
以下、本発明の積層体、及び印刷物について詳細に説明するが、以下に記載する構成要件の説明は、本発明の一実施態様としての一例(代表例)であり、これらの内容に特定されるものではない。また、図面の寸法比率は、図示の比率に限定されるものではない。 The laminate and printed matter of the present invention are described in detail below, but the description of the constituent elements described below is one example (representative example) of one embodiment of the present invention, and is not limited to these contents. In addition, the dimensional ratios of the drawings are not limited to the ratios shown in the drawings.
なお、本明細書において、例えば「1~100」との数値範囲の表記は、その下限値「1」及び上限値「100」の双方を包含する。
また、「(メタ)アクリル」の記載は、アクリルとメタクリルの両方を示す。
In this specification, for example, a numerical range such as "1 to 100" includes both the lower limit "1" and the upper limit "100".
In addition, the term "(meth)acrylic" refers to both acrylic and methacrylic.
(積層体)
本発明の積層体は、シートと樹脂含有層とを有する。
シートは、熱可塑性樹脂層を一方の表面に有する。
樹脂含有層は、シートの熱可塑性樹脂層の面上に設けられている。
樹脂含有層は、シートを覆う熱可塑性樹脂を含有する。
シートは、0N/mm2超60N/mm2以下の押し込み硬さを有する。
(Laminate)
The laminate of the present invention has a sheet and a resin-containing layer.
The sheet has a thermoplastic resin layer on one surface.
The resin-containing layer is provided on the surface of the thermoplastic resin layer of the sheet.
The resin-containing layer contains a thermoplastic resin that covers the sheet.
The sheet has an indentation hardness of more than 0 N/ mm2 and not more than 60 N/ mm2 .
樹脂含有層は、印刷層を形成する際の濡れ性、及び印刷層と積層体との間の密着性等を向上させることができる。一方、樹脂含有層は、下地となる熱可塑性樹脂層との間で打ち抜き等の応力に対する密着性が十分でなく、印刷層の剥離が生じることがあった。
そこで、本発明者らは、鋭意検討した結果、樹脂含有層の下地となる熱可塑性樹脂層を一方の表面に有するシートの押し込み硬さを0N/mm2超60N/mm2以下とすることで、打ち抜き等で印刷物を切断した際の印刷層の剥離を抑制できることを見出し、本発明の完成に至った。
The resin-containing layer can improve the wettability when forming the printed layer, and the adhesion between the printed layer and the laminate, etc. On the other hand, the resin-containing layer does not have sufficient adhesion to the underlying thermoplastic resin layer against stress such as punching, and peeling of the printed layer may occur.
Therefore, as a result of intensive research, the inventors have found that by setting the indentation hardness of a sheet having a thermoplastic resin layer on one surface that serves as a base for a resin-containing layer to more than 0 N/ mm2 and not more than 60 N/ mm2 , peeling of the printed layer when the printed material is cut by punching or the like can be suppressed, and have completed the present invention.
積層体は、例えば、印刷用紙、包装紙、壁紙等として使用される。 The laminate is used, for example, as printing paper, wrapping paper, wallpaper, etc.
<シート>
シートは、熱可塑性樹脂層を一方の表面に有する。
シートは、例えば、積層体に剛度(コシ)を付与する。
<Sheet>
The sheet has a thermoplastic resin layer on one surface.
The sheet, for example, imparts stiffness (resilience) to the laminate.
シートの押し込み硬さ(HIT)は、0N/mm2超60N/mm2以下である。シートの押し込み硬さは、後述する実施例で示すように、シートの熱可塑性樹脂層側(すなわち、樹脂含有層を設ける面)に対するナノインデンデーション試験により測定される。押し込み硬さ(HIT)を測定するナノインデンデーション試験は、国際規格ISO14577により制定されている。押し込み硬さが60N/mm2以下である柔軟な熱可塑性樹脂層がシートの表面に設けられていることにより、熱可塑性樹脂層と、熱可塑性樹脂層の面上に設けられた樹脂含有層との界面に生じる応力を分散(緩和)させ、樹脂含有層と熱可塑性樹脂層との間に強い密着力を付与できると考えらえる。その結果、印刷後の打ち抜き等により外部から積層体に応力が加わった場合にも、印刷層の剥離を抑制することができる。上記効果は、樹脂含有層における熱可塑性樹脂が層状に形成され、単位面積当たりの質量として0.05g/m2以上(さらには、0.1g/m2以上)で樹脂含有層を設けた場合であっても、十分得られる。 The indentation hardness (HIT) of the sheet is more than 0 N/ mm2 and 60 N/mm2 or less. The indentation hardness of the sheet is measured by a nanoindentation test on the thermoplastic resin layer side of the sheet (i.e., the surface on which the resin-containing layer is provided) as shown in the examples described later. The nanoindentation test for measuring the indentation hardness (HIT) is established by the international standard ISO14577. It is considered that by providing a flexible thermoplastic resin layer having an indentation hardness of 60 N/mm2 or less on the surface of the sheet, the stress generated at the interface between the thermoplastic resin layer and the resin-containing layer provided on the surface of the thermoplastic resin layer can be dispersed (mitigated), and a strong adhesive force can be imparted between the resin-containing layer and the thermoplastic resin layer. As a result, even when stress is applied to the laminate from the outside by punching after printing, peeling of the printed layer can be suppressed. The above-mentioned effect can be sufficiently obtained even when the thermoplastic resin in the resin-containing layer is formed in a layer shape and the resin-containing layer is provided with a mass per unit area of 0.05 g/m2 or more (even 0.1 g/ m2 or more).
シートの押し込み硬さは、樹脂含有層と熱可塑性樹脂層との間に強い密着力を付与し、打ち抜き等で印刷物を切断した際の印刷層の剥離を抑制する観点からは、小さければ小さいほうがよく、60N/mm2以下であれば、特に限定されないが、50N/mm2以下が好ましい。シートの押し込み硬さは、例えば、0.1N/mm2以上であってもよいし、10N/mm2以上であってもよい。シートのべたつきを抑制する観点からは、シートの押し込み硬さは、10N/mm2以上が好ましい。
ここで、シートのべたつきとは、熱可塑性樹脂層の物に対する付着感をいう。シートにべたつきがあると、シートをロール状に巻き取って又はシートを重ねて保存した際の、シート同士のブロッキングが生じやすくなる。
The indentation hardness of the sheet is preferably as small as possible from the viewpoint of providing a strong adhesive force between the resin-containing layer and the thermoplastic resin layer and suppressing peeling of the printed layer when the printed material is cut by punching or the like, and is not particularly limited as long as it is 60 N/mm2 or less , but is preferably 50 N/mm2 or less. The indentation hardness of the sheet may be, for example, 0.1 N/ mm2 or more, or 10 N/ mm2 or more. From the viewpoint of suppressing stickiness of the sheet, the indentation hardness of the sheet is preferably 10 N/mm2 or more .
Here, the stickiness of the sheet refers to the adhesive feeling of the thermoplastic resin layer to an object. If the sheet is sticky, blocking between the sheets is likely to occur when the sheets are wound into a roll or stored in a pile.
シートは、1層構成であってもよく、2層構成であってもよく、3層以上の構成であってもよい。
シートは、例えば、基材層と、基材層の面上に設けられた熱可塑性樹脂層とを有する。
シートが基材層を有する3層以上の構成である場合、シートにおいて、基材層の一方の面側の層構成と他方の面側の層構成とは、対称の層構成であってもよく、非対称の層構成であってもよい。例えば、シートは、基材層の両面のそれぞれに熱可塑性樹脂層を有していてもよい。この場合、両面の2つの熱可塑性樹脂層は、材質、厚みなどが同じであってもよいし、異なっていてもよい。
The sheet may have a one-layer structure, a two-layer structure, or a three-layer or more structure.
The sheet has, for example, a base layer and a thermoplastic resin layer provided on the surface of the base layer.
When the sheet has a three or more layer structure including a base layer, the layer structure on one side of the base layer and the layer structure on the other side of the base layer may be symmetrical or asymmetrical. For example, the sheet may have a thermoplastic resin layer on each side of the base layer. In this case, the two thermoplastic resin layers on both sides may be the same or different in material, thickness, etc.
シートの厚みとしては、特に限定されないが、取り扱いの容易性及びシワの発生の防止等の観点から、20μm以上が好ましく、40μm以上がより好ましく、60μm以上がさらに好ましい。一方、取り扱いの容易性及び生産性の観点から、250μm以下が好ましく、200μm以下がさらに好ましい。
シートの厚みは、例えば、JISK7130:1999に従い、定圧厚さ測定器を用いて測定する。
The thickness of the sheet is not particularly limited, but is preferably 20 μm or more, more preferably 40 μm or more, and even more preferably 60 μm or more from the viewpoints of ease of handling and prevention of wrinkles, etc. On the other hand, from the viewpoints of ease of handling and productivity, it is preferably 250 μm or less, and even more preferably 200 μm or less.
The thickness of the sheet is measured, for example, in accordance with JIS K7130:1999 using a constant pressure thickness gauge.
<<熱可塑性樹脂層>>
シートは、熱可塑性樹脂層を一方の表面に有する。
シートは、基材層の両面のそれぞれに熱可塑性樹脂層を有していてもよい。この場合、両面の2つの熱可塑性樹脂層は、材質、厚みなどが同じであってもよいし、異なっていてもよい。
熱可塑性樹脂層は、熱可塑性樹脂を含有する。
熱可塑性樹脂層は、例えば、熱可塑性樹脂から構成される。その際、熱可塑性樹脂は、例えば、マトリックス樹脂である。
シートが、基材層の両面のそれぞれに熱可塑性樹脂層を有している場合、シートの押し込み硬さは、少なくとも片面において0N/mm2超60N/mm2以下を満たし、両面において0N/mm2超60N/mm2以下を満たすことが好ましい。
<<Thermoplastic resin layer>>
The sheet has a thermoplastic resin layer on one surface.
The sheet may have a thermoplastic resin layer on each side of the substrate layer. In this case, the two thermoplastic resin layers on both sides may be the same in material, thickness, etc., or may be different. It may be possible.
The thermoplastic resin layer contains a thermoplastic resin.
The thermoplastic resin layer is made of, for example, a thermoplastic resin. In this case, the thermoplastic resin is, for example, a matrix resin.
When the sheet has a thermoplastic resin layer on each of both sides of the base material layer, the indentation hardness of the sheet satisfies more than 0 N/ mm2 and 60 N/mm2 or less on at least one side, and 0 N/mm2 or less on both sides. It is preferable that the strength satisfy the range of more than 2 and 60 N/ mm2 or less.
熱可塑性樹脂層に含有される熱可塑性樹脂としては、シートの押し込み硬さが60N/mm2以下である柔軟な熱可塑性樹脂層を得るために、低弾性の熱可塑性樹脂を含有することが好ましい。低弾性の熱可塑性樹脂としては、例えば、低弾性のポリオレフィン系樹脂等が挙げられる。なお、ポリオレフィン系樹脂であっても、オレフィンの種類、分子量、分岐度、結晶性、共重合比率等によって引張弾性率は様々に異なる。そのため、ポリオレフィン系樹脂の中から、低弾性のもの(即ち、引張弾性率が低いもの)を選択して用いることが好ましい。
ポリオレフィン系樹脂としては、例えば、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリブテン、及び4-メチル-1-ペンテン(共)重合体等が挙げられる。
ポリエチレン系樹脂としては、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、低結晶性又は非晶性のエチレン・α-オレフィン共重合体、及びエチレン-環状オレフィン共重合体等が挙げられる。
ポリプロピレン系樹脂としては、例えば、結晶性ポリプロピレン、低結晶性ポリプロピレン、非晶性ポリプロピレン、プロピレン・エチレン共重合体(ランダム共重合体又はブロック共重合体)、プロピレン・α-オレフィン共重合体、及びプロピレン・エチレン・α-オレフィン共重合体等が挙げられる。
なお、プロピレン・α-オレフィン共重合体、及びプロピレン・エチレン・α-オレフィン共重合体を構成するα-オレフィンとしては、エチレン及びプロピレンと共重合可能であれば特に限定されず、例えば、1-ブテン、1-ペンテン、1-ヘキセン、4-メチル-1-ペンテン、1-ヘプテン、及び1-オクテン等が挙げられる。
これらの中でも、ランダムポリプロピレンが所定の弾性率が得られやすい点及びシート成形中に熱可塑性樹脂層の一部が剥がれて積層体表面を汚染することを抑制する点から好ましい。ランダムポリプロピレンは、プロピレン・エチレン共重合体の一種である、プロピレンとエチレンとのランダム共重合体であり、本明細書においては、全モノマーに対するプロピレンのモル比が0.5以上のものを指す。上記プロピレン・エチレン共重合体はプロピレンとエチレンと別のコモノマーとの共重合体であってもよい。
The thermoplastic resin contained in the thermoplastic resin layer preferably contains a low-elasticity thermoplastic resin in order to obtain a flexible thermoplastic resin layer with a sheet indentation hardness of 60 N/ mm2 or less. Examples of low-elasticity thermoplastic resins include low-elasticity polyolefin resins. Note that even polyolefin resins have different tensile modulus depending on the type of olefin, molecular weight, branching degree, crystallinity, copolymerization ratio, etc. Therefore, it is preferable to select and use a low-elasticity polyolefin resin (i.e., a low tensile modulus).
Examples of polyolefin resins include polyethylene resins, polypropylene resins, polybutene, and 4-methyl-1-pentene (co)polymers.
Examples of polyethylene resins include low-density polyethylene, medium-density polyethylene, high-density polyethylene, linear low-density polyethylene, low-crystalline or amorphous ethylene-α-olefin copolymers, and ethylene-cyclic olefin copolymers.
Examples of polypropylene-based resins include crystalline polypropylene, low crystalline polypropylene, amorphous polypropylene, propylene-ethylene copolymers (random copolymers or block copolymers), propylene-α-olefin copolymers, and propylene-ethylene-α-olefin copolymers.
The α-olefin constituting the propylene-α-olefin copolymer and the propylene-ethylene-α-olefin copolymer is not particularly limited as long as it is copolymerizable with ethylene and propylene, and examples thereof include 1-butene, 1-pentene, 1-hexene, 4-methyl-1-pentene, 1-heptene, and 1-octene.
Among these, random polypropylene is preferred because it is easy to obtain a predetermined elastic modulus and because it prevents a part of the thermoplastic resin layer from peeling off during sheet molding and contaminating the laminate surface. Random polypropylene is a random copolymer of propylene and ethylene, which is a type of propylene-ethylene copolymer, and in this specification refers to one having a molar ratio of propylene to all monomers of 0.5 or more. The propylene-ethylene copolymer may be a copolymer of propylene, ethylene, and another comonomer.
低弾性の熱可塑性樹脂の引張弾性率としては、特に限定されないが、1200MPa以下が好ましく、1150MPa以下がより好ましく、1100MPa以下がさらに好ましい。引張弾性率が1200MPa以下であることにより、シート表面の押し込み硬さを低下させることができ、打ち抜き等で印刷物を切断した際の印刷層の剥離をより抑制できる傾向にある。一方、引張弾性率が30MPa以上であることにより、シートのべたつきを抑える傾向がある。
引張弾性率は、JIS K 7162に準拠して求めることができる。
The tensile modulus of the low elasticity thermoplastic resin is not particularly limited, but is preferably 1200 MPa or less, more preferably 1150 MPa or less, and even more preferably 1100 MPa or less. By having a tensile modulus of 1200 MPa or less, the indentation hardness of the sheet surface can be reduced, and peeling of the printed layer when the printed matter is cut by punching or the like tends to be more suppressed. On the other hand, by having a tensile modulus of 30 MPa or more, stickiness of the sheet tends to be suppressed.
The tensile modulus can be determined in accordance with JIS K 7162.
低弾性の熱可塑性樹脂の融点としては、特に限定されないが、160℃以下が好ましく、145℃以下がより好ましく、140℃以下がさらに好ましい。融点が上記上限温度以下であることにより、シート製造工程中の延伸の際に、樹脂含有層に生じる空孔の量が低減できる傾向がある。その結果、シート表面の平滑性が向上し、優れた美粧性が得られるとともに、グラビア印刷でドットスキップを起こしにくくなる。また、融点は、60℃以上が好ましく、75℃以上がより好ましく、90℃以上がさらに好ましい。融点が60℃以上であることにより、ブロッキングを防止しやすくなる。
融点(融解温度)は、JIS K 7121:1987に準拠して求めることができる。
The melting point of the low elasticity thermoplastic resin is not particularly limited, but is preferably 160°C or less, more preferably 145°C or less, and even more preferably 140°C or less. When the melting point is equal to or less than the upper limit temperature, the amount of voids generated in the resin-containing layer during stretching during the sheet manufacturing process tends to be reduced. As a result, the smoothness of the sheet surface is improved, excellent cosmetic properties are obtained, and dot skips are less likely to occur in gravure printing. In addition, the melting point is preferably 60°C or more, more preferably 75°C or more, and even more preferably 90°C or more. When the melting point is 60°C or more, blocking can be easily prevented.
The melting point (melting temperature) can be determined in accordance with JIS K 7121:1987.
熱可塑性樹脂層における低弾性の熱可塑性樹脂の含有量としては、低弾性の熱可塑性樹脂の引張弾性率にも依存するが、40質量%以上が好ましく、50質量%以上がより好ましく、60質量%以上がさらに好ましい。含有量が40質量%以上であることにより、シート表面の押し込み硬さを低下させやすくなり、打ち抜き等で印刷物を切断した際の印刷層の剥離をより抑制できる傾向がある。熱可塑性樹脂層における低弾性の熱可塑性樹脂の含有量は、100質量%であってもよいし、100質量%未満であってもよい。例えば、他の層の収縮率とのバランスの観点から、含有量は、95質量%以下であってもよいし、90質量%以下であってもよい。 The content of the low-elasticity thermoplastic resin in the thermoplastic resin layer depends on the tensile modulus of the low-elasticity thermoplastic resin, but is preferably 40% by mass or more, more preferably 50% by mass or more, and even more preferably 60% by mass or more. By having a content of 40% by mass or more, it becomes easier to reduce the indentation hardness of the sheet surface, and there is a tendency that peeling of the printed layer when the printed material is cut by punching or the like can be more suppressed. The content of the low-elasticity thermoplastic resin in the thermoplastic resin layer may be 100% by mass or less. For example, from the viewpoint of balance with the shrinkage rate of other layers, the content may be 95% by mass or less, or may be 90% by mass or less.
低弾性の熱可塑性樹脂が熱可塑性樹脂層と隣接する層に含有される樹脂材料と相溶しない場合には、熱可塑性樹脂層において、低弾性の熱可塑性樹脂は、樹脂材料と相溶する樹脂とともに使用されることが好ましい。例えば、基材層にポリプロピレン系樹脂が使用され、熱可塑性樹脂層を構成する低弾性の熱可塑性樹脂としてポリエチレン系樹脂を選択する場合、熱可塑性樹脂層において、ポリエチレン系樹脂はポリプロピレン系樹脂とともに使用されることが好ましい。 When the low-elasticity thermoplastic resin is not compatible with the resin material contained in the layer adjacent to the thermoplastic resin layer, it is preferable that the low-elasticity thermoplastic resin is used in the thermoplastic resin layer together with a resin that is compatible with the resin material. For example, when a polypropylene-based resin is used in the base layer and a polyethylene-based resin is selected as the low-elasticity thermoplastic resin that constitutes the thermoplastic resin layer, it is preferable that the polyethylene-based resin is used in the thermoplastic resin layer together with a polypropylene-based resin.
熱可塑性樹脂層に使用される熱可塑性樹脂は、低弾性の熱可塑性樹脂以外の熱可塑性樹脂を含んでいてもよい。このような熱可塑性樹脂としては、例えば、オレフィン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、スチレン系樹脂、及びポリフェニレンスルフィド等が挙げられる。 The thermoplastic resin used in the thermoplastic resin layer may contain a thermoplastic resin other than the low-elasticity thermoplastic resin. Examples of such thermoplastic resins include olefin-based resins, polyester-based resins, polyamide-based resins, styrene-based resins, and polyphenylene sulfide.
熱可塑性樹脂層は、無機粒子、及び有機粒子等の粒子を含有していてもよいし、含有していなくてもよいが、含有していることが好ましい。熱可塑性樹脂層がこれらの粒子を含有することにより、空孔及び粒子により表面が適度に粗面化され、投錨効果による印刷層との密着性が向上しやすくなる。熱可塑性樹脂層が粒子を含有する場合の熱可塑性樹脂層における粒子の含有量としては、例えば、10~50質量%である。含有量が50質量%以下であることにより、シートの押し込み硬さを低下させやすくなる。 The thermoplastic resin layer may or may not contain particles such as inorganic particles and organic particles, but it is preferable that it does. When the thermoplastic resin layer contains these particles, the surface is appropriately roughened by the pores and particles, and the adhesion to the printing layer is easily improved by the anchoring effect. When the thermoplastic resin layer contains particles, the particle content in the thermoplastic resin layer is, for example, 10 to 50 mass %. When the content is 50 mass % or less, the indentation hardness of the sheet is easily reduced.
熱可塑性樹脂層の厚みとしては、特に限定されないが、シートの押し込み硬さの制御が容易な観点から、1μm以上が好ましく、1.5μm以上がより好ましく、2μm以上がさらに好ましい。一方、取り扱いの容易性の観点から、10μm以下が好ましく、5μm以下がより好ましい。 The thickness of the thermoplastic resin layer is not particularly limited, but from the viewpoint of easy control of the indentation hardness of the sheet, it is preferably 1 μm or more, more preferably 1.5 μm or more, and even more preferably 2 μm or more. On the other hand, from the viewpoint of ease of handling, it is preferably 10 μm or less, and more preferably 5 μm or less.
<<基材層>>
基材層は、例えば、熱可塑性樹脂を含有する。基材層は、熱可塑性樹脂の他に、フィラー等を含有していてもよい。
<<Base layer>>
The substrate layer contains, for example, a thermoplastic resin. The substrate layer may contain a filler and the like in addition to the thermoplastic resin.
<<<熱可塑性樹脂>>>
基材層において、熱可塑性樹脂は、例えば、マトリックス樹脂であり、シートに機械的強度を付与する。
基材層に含有される熱可塑性樹脂としては、例えば、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリブテン、及び4-メチル-1-ペンテン(共)重合体等のポリオレフィン系樹脂;エチレン-酢酸ビニル共重合体、エチレン-(メタ)アクリル酸共重合体、エチレン-(メタ)アクリル酸共重合体の金属塩(アイオノマー)、エチレン-(メタ)アクリル酸アルキルエステル共重合体(アルキル基の炭素数は1~8であることが好ましい)、マレイン酸変性ポリエチレン、及びマレイン酸変性ポリプロピレン等の官能基含有オレフィン系樹脂;芳香族ポリエステル(ポリエチレンテレフタレート、ポリブチレンテレフタレート、及びポリエチレンナフタレート等)、及び脂肪族ポリエステル(ポリブチレンサクシネート、及びポリ乳酸等)等のポリエステル系樹脂;ナイロン-6、ナイロン-6,6、ナイロン-6,10、及びナイロン-6,12等のポリアミド系樹脂;シンジオタクティックポリスチレン、アタクティックポリスチレン、アクリロニトリル-スチレン(AS)共重合体、スチレン-ブタジエン(SBR)共重合体、及びアクリロニトリル-ブタジエン-スチレン(ABS)共重合体等のスチレン系樹脂;ポリ塩化ビニル樹脂;ポリカーボネート樹脂;並びにポリフェニレンスルフィド等が挙げられる。
<<<Thermoplastic resin>>>
In the base material layer, the thermoplastic resin is, for example, a matrix resin, and imparts mechanical strength to the sheet.
Examples of the thermoplastic resin contained in the base layer include polyolefin resins such as polyethylene resins, polypropylene resins, polybutene, and 4-methyl-1-pentene (co)polymers; ethylene-vinyl acetate copolymers; copolymers, ethylene-(meth)acrylic acid copolymers, metal salts of ethylene-(meth)acrylic acid copolymers (ionomers), ethylene-(meth)acrylic acid alkyl ester copolymers (the alkyl group has 1 carbon atom functional group-containing olefin resins such as maleic acid modified polyethylene and maleic acid modified polypropylene; aromatic polyesters (polyethylene terephthalate, polybutylene polyester resins such as poly(ethylene terephthalate), poly(ethylene naphthalate), and aliphatic polyesters (polybutylene succinate, poly(lactic acid), etc.); nylon-6, nylon-6,6, nylon-6,10, and nylon- Polyamide resins such as styrene-butadiene-styrene (SBR) copolymers, styrene-butadiene-styrene (ABS) copolymers, and styrene-butadiene-styrene (SBR) copolymers. styrene-based resins such as styrene-based resins; polyvinyl chloride resins; polycarbonate resins; and polyphenylene sulfide.
ポリエチレン系樹脂としては、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、低結晶性又は非晶性のエチレン・α-オレフィン共重合体、及びエチレン-環状オレフィン共重合体等が挙げられる。
ポリプロピレン系樹脂としては、例えば、結晶性ポリプロピレン、低結晶性ポリプロピレン、非晶性ポリプロピレン、及びプロピレン・エチレン共重合体(ランダム共重合体又はブロック共重合体)、プロピレン・α-オレフィン共重合体、及びプロピレン・エチレン・α-オレフィン共重合体等)等が挙げられる。
なお、プロピレン・α-オレフィン共重合体、及びプロピレン・エチレン・α-オレフィン共重合体を構成するα-オレフィンとしては、エチレン及びプロピレンと共重合可能であれば、特に限定されず、例えば、1-ブテン、1-ペンテン、1-ヘキセン、4-メチル-1-ペンテン、1-ヘプテン、及び1-オクテン等が挙げられる。
これら熱可塑性樹脂のなかでも、耐水性及び耐薬品性を低コストで得ることができる点で、ポリオレフィン系樹脂が好ましく、積層体に印刷媒体としての適度な剛度を与えることができる点で、ポリプロピレン系樹脂が好ましい。
Examples of polyethylene resins include low-density polyethylene, medium-density polyethylene, high-density polyethylene, linear low-density polyethylene, low-crystalline or amorphous ethylene-α-olefin copolymers, and ethylene-cyclic olefin copolymers.
Examples of polypropylene-based resins include crystalline polypropylene, low crystalline polypropylene, amorphous polypropylene, propylene-ethylene copolymers (random copolymers or block copolymers), propylene-α-olefin copolymers, and propylene-ethylene-α-olefin copolymers.
The α-olefin constituting the propylene-α-olefin copolymer and the propylene-ethylene-α-olefin copolymer is not particularly limited as long as it is copolymerizable with ethylene and propylene, and examples thereof include 1-butene, 1-pentene, 1-hexene, 4-methyl-1-pentene, 1-heptene, and 1-octene.
Among these thermoplastic resins, polyolefin-based resins are preferred because they can provide water resistance and chemical resistance at low cost, and polypropylene-based resins are preferred because they can provide the laminate with appropriate stiffness as a printing medium.
基材層における熱可塑性樹脂の含有量としては、特に限定されないが、延伸の安定性等の観点から、20質量%以上が好ましく、30質量%以上がより好ましい。一方、印刷媒体としての不透明度及び白色度等を得る観点から、95質量%以下が好ましく、90質量%以下がより好ましく、80質量%以下がさらに好ましい。 The content of the thermoplastic resin in the base layer is not particularly limited, but from the viewpoint of stretching stability, etc., it is preferably 20% by mass or more, and more preferably 30% by mass or more. On the other hand, from the viewpoint of obtaining opacity and whiteness as a printing medium, it is preferably 95% by mass or less, more preferably 90% by mass or less, and even more preferably 80% by mass or less.
<<<フィラー>>>
フィラーは、例えば、基材層を形成する際の空孔の形成に寄与する。基材層に空孔が形成されることにより、積層体は所望の白色度及び不透明度を得ることができる。一方、透明な積層体を製造する場合には基材層はフィラーを含有しなくてもよい。
基材層に含まれるフィラーとしては、例えば、無機フィラー、及び有機フィラー等が挙げられる。
<<<Filler>>>
The filler, for example, contributes to the formation of pores when forming the base layer. The formation of pores in the base layer allows the laminate to obtain the desired whiteness and opacity. On the other hand, when a transparent laminate is produced, the base layer does not need to contain a filler.
Examples of the filler contained in the base layer include inorganic fillers and organic fillers.
フィラーの平均粒子径は、レーザー回折法によって測定された体積平均粒子径によって表され、該体積平均粒子径は、延伸により基材層を白色化及び不透明化する観点から、0.01μm以上であることが好ましく、0.1μm以上であることがより好ましく、1μm以上であることがさらに好ましい。一方、上記体積平均粒子径は、積層体表面の外観を良好にする観点から、15μm以下であることが好ましく、5μm以下であることがより好ましい。 The average particle size of the filler is represented by the volume average particle size measured by a laser diffraction method, and from the viewpoint of whitening and opacifying the base layer by stretching, the volume average particle size is preferably 0.01 μm or more, more preferably 0.1 μm or more, and even more preferably 1 μm or more. On the other hand, from the viewpoint of improving the appearance of the laminate surface, the volume average particle size is preferably 15 μm or less, and more preferably 5 μm or less.
無機フィラーは、低コストで粒子径が異なる多数の製品が商業的に入手可能な点で好ましい。無機フィラーとしては、例えば、重質炭酸カルシウム、軽質炭酸カルシウム、焼成クレー、シリカ、けいそう土、白土、タルク、酸化チタン、硫酸バリウム、アルミナ、ゼオライト、マイカ、セリサイト、ベントナイト、セピオライト、バーミキュライト、ドロマイト、ワラストナイト、及びガラスファイバー等が挙げられるが、これらに特に限定されない。なかでも、空孔形成性及びコストの観点から、重質炭酸カルシウム、軽質炭酸カルシウム、及び酸化チタンが好ましく、重質炭酸カルシウムがより好ましい。
これらの無機フィラーは、1種を単独で又は2種以上を組み合わせて使用することができる。
Inorganic fillers are preferred because they are available commercially in a wide variety of products with different particle sizes at low cost. Examples of inorganic fillers include, but are not limited to, heavy calcium carbonate, light calcium carbonate, calcined clay, silica, diatomaceous earth, white clay, talc, titanium oxide, barium sulfate, alumina, zeolite, mica, sericite, bentonite, sepiolite, vermiculite, dolomite, wollastonite, and glass fiber. Among these, heavy calcium carbonate, light calcium carbonate, and titanium oxide are preferred from the viewpoint of pore formation and cost, and heavy calcium carbonate is more preferred.
These inorganic fillers may be used alone or in combination of two or more.
基材層におけるフィラーの含有量としては、特に限定されないが、基材層に十分な空孔を形成する観点から、2質量%以上が好ましく、4質量%以上がより好ましく、10質量%以上がさらに好ましく、14質量%以上が特に好ましい。一方、基材層の強度の低下を抑える観点から、含有量は、50質量%以下が好ましく、40質量%以下がより好ましく、30質量%以下がさらに好ましく、25質量%以下が特に好ましい。透明な積層体を製造する場合には、含有量は2質量%未満であってもよい。 The filler content in the base layer is not particularly limited, but from the viewpoint of forming sufficient pores in the base layer, it is preferably 2% by mass or more, more preferably 4% by mass or more, even more preferably 10% by mass or more, and particularly preferably 14% by mass or more. On the other hand, from the viewpoint of suppressing a decrease in the strength of the base layer, the content is preferably 50% by mass or less, more preferably 40% by mass or less, even more preferably 30% by mass or less, and particularly preferably 25% by mass or less. When producing a transparent laminate, the content may be less than 2% by mass.
基材層の厚みとしては、特に限定されないが、積層体に適度の剛度を付与する観点から、20μm以上が好ましく、40μm以上がより好ましく、60μm以上がさらに好ましい。一方、製造コスト等の観点から、250μm以下が好ましく、200μm以下がより好ましい。 The thickness of the base layer is not particularly limited, but from the viewpoint of imparting appropriate stiffness to the laminate, it is preferably 20 μm or more, more preferably 40 μm or more, and even more preferably 60 μm or more. On the other hand, from the viewpoint of production costs, etc., it is preferably 250 μm or less, and more preferably 200 μm or less.
<<シートの製造方法>>
シートの製造方法としては、特に限定されない。例えば、スクリュー型押出機に接続された単層又は多層のTダイ、Iダイなどにより溶融樹脂をシート状に押し出すキャスト成形、カレンダー成形、圧延成形、インフレーション成形などを用いて、熱可塑性樹脂層、基材層を成形することができる。また、熱可塑性樹脂と、有機溶媒又はオイルとの混合物をキャスト成形またはカレンダー成形した後、溶媒又はオイルを除去する方法を用いて、熱可塑性樹脂層、及び基材層を成形してもよい。
<<Sheet manufacturing method>>
The method for producing the sheet is not particularly limited. For example, the thermoplastic resin layer and the base material layer can be molded using cast molding, calendar molding, rolling molding, inflation molding, etc., in which a molten resin is extruded into a sheet shape using a single-layer or multi-layer T die, I die, etc. connected to a screw-type extruder. In addition, the thermoplastic resin layer and the base material layer may be molded using a method in which a mixture of a thermoplastic resin and an organic solvent or oil is cast molded or calendar molded, and then the solvent or oil is removed.
シートは、延伸されたシートであってもよいし、延伸されていないシートであってもよい。
シートの延伸方法としては、特に限定されず、例えば、ロール群の周速差を利用した縦(MD)延伸、テンターオーブンを使用した横(TD)延伸、圧延、テンターオーブンとリニアモーターの組み合わせによる同時二軸延伸、若しくは、テンターとパンタグラフとの組み合わせによる同時二軸延伸、又は、これらの組合せ等が挙げられる。
The sheets may be oriented or unoriented.
The method for stretching the sheet is not particularly limited, and examples thereof include longitudinal (MD) stretching utilizing the difference in peripheral speed between a group of rolls, transverse (TD) stretching using a tenter oven, rolling, simultaneous biaxial stretching using a combination of a tenter oven and a linear motor, simultaneous biaxial stretching using a combination of a tenter and a pantograph, or combinations of these.
シートが多層構成の場合、各層の延伸回数及び延伸方向は、同じであってもよいし、異なっていてもよい。例えば、シートが、基材層と熱可塑性樹脂層とを有する場合、縦延伸した基材層と、無延伸の熱可塑性樹脂層とを重ね、横延伸して、シートを製造してもよい。この場合、基材層は縦横方向に延伸された2軸延伸層であり、熱可塑性樹脂層は横方向に延伸された1軸延伸層である。 When the sheet has a multi-layer structure, the number of times and the direction of stretching of each layer may be the same or different. For example, when the sheet has a base layer and a thermoplastic resin layer, the sheet may be manufactured by stacking a vertically stretched base layer and an unstretched thermoplastic resin layer and stretching them horizontally. In this case, the base layer is a biaxially stretched layer stretched in the vertical and horizontal directions, and the thermoplastic resin layer is a uniaxially stretched layer stretched in the horizontal direction.
シートの各層の延伸は、各層に含まれる熱可塑性樹脂に好適な温度範囲内で実施することが好ましい。各層の延伸温度は、各層に用いられる熱可塑性樹脂が非結晶性樹脂の場合には、当該熱可塑性樹脂のガラス転移点温度以上の範囲であることが好ましい。また、各層に用いられる熱可塑性樹脂が結晶性樹脂の場合には、当該熱可塑性樹脂の非結晶部分のガラス転移点以上であって、当該熱可塑性樹脂の結晶部分の融点以下の範囲内であることが好ましい。具体的には、各層の延伸温度は、各層に用いられる熱可塑性樹脂の融点よりも2~60℃低い温度が好ましい。 The stretching of each layer of the sheet is preferably carried out within a temperature range suitable for the thermoplastic resin contained in each layer. When the thermoplastic resin used in each layer is a non-crystalline resin, the stretching temperature of each layer is preferably in a range equal to or higher than the glass transition temperature of the thermoplastic resin. When the thermoplastic resin used in each layer is a crystalline resin, the stretching temperature is preferably in a range equal to or higher than the glass transition temperature of the non-crystalline portion of the thermoplastic resin and equal to or lower than the melting point of the crystalline portion of the thermoplastic resin. Specifically, the stretching temperature of each layer is preferably 2 to 60°C lower than the melting point of the thermoplastic resin used in each layer.
各層に用いられる熱可塑性樹脂がプロピレンの単独重合体(融点155~167℃)である場合には、各層の延伸温度は152~164℃の範囲内であることが好ましい。各層に用いられる熱可塑性樹脂が高密度ポリエチレン(融点121~134℃)である場合には、各層の延伸温度は110~120℃の範囲内であることが好ましい。各層に用いられる熱可塑性樹脂がポリエチレンテレフタレート(融点246~252℃)である場合には、各層の延伸温度は104~115℃の範囲内であることが好ましい。 When the thermoplastic resin used in each layer is a propylene homopolymer (melting point 155-167°C), the stretching temperature of each layer is preferably within the range of 152-164°C. When the thermoplastic resin used in each layer is high density polyethylene (melting point 121-134°C), the stretching temperature of each layer is preferably within the range of 110-120°C. When the thermoplastic resin used in each layer is polyethylene terephthalate (melting point 246-252°C), the stretching temperature of each layer is preferably within the range of 104-115°C.
延伸速度は、特に限定されるものではないが、20~350m/分の範囲内であることが好ましい。延伸倍率は特に限定されず、各層に用いられる熱可塑性樹脂の特性などを考慮して適宜決定される。例えば、各層に用いられる熱可塑性樹脂がプロピレンの単独重合体又はその共重合体である場合には、一方向に延伸する場合の延伸倍率は、約1.2~12倍が好ましく、2~10倍がより好ましい。二軸延伸の場合の延伸倍率は、面積倍率で1.5~60倍が好ましく、10~50倍がより好ましい。上記以外の熱可塑性樹脂を使用する場合には、一方向に延伸する場合の延伸倍率は、1.2~10倍が好ましく、2~5倍がより好ましい。二軸延伸の場合の延伸倍率は、面積倍率で1.5~20倍が好ましく、4~12倍がより好ましい。 The stretching speed is not particularly limited, but is preferably within the range of 20 to 350 m/min. The stretching ratio is not particularly limited, and is appropriately determined taking into consideration the characteristics of the thermoplastic resin used in each layer. For example, when the thermoplastic resin used in each layer is a propylene homopolymer or a copolymer thereof, the stretching ratio in one direction is preferably about 1.2 to 12 times, more preferably 2 to 10 times. When the thermoplastic resin is biaxially stretched, the stretching ratio is preferably 1.5 to 60 times in area ratio, more preferably 10 to 50 times. When a thermoplastic resin other than the above is used, the stretching ratio in one direction is preferably 1.2 to 10 times, more preferably 2 to 5 times. When the thermoplastic resin is biaxially stretched, the stretching ratio is preferably 1.5 to 20 times in area ratio, more preferably 4 to 12 times.
<樹脂含有層>
樹脂含有層は、シートを覆う熱可塑性樹脂を含有する。
樹脂含有層は、例えば、更に機能性粒子、及び水溶性ポリマー等を含有する。
積層体において、樹脂含有層は、シートの熱可塑性樹脂層の面上に設けられている。
<Resin-containing layer>
The resin-containing layer contains a thermoplastic resin that covers the sheet.
The resin-containing layer further contains, for example, functional particles, a water-soluble polymer, and the like.
In the laminate, the resin-containing layer is provided on the surface of the thermoplastic resin layer of the sheet.
<<熱可塑性樹脂>>
熱可塑性樹脂は、例えば、樹脂含有層を構成するマトリックス樹脂である。
熱可塑性樹脂は、例えば、層状で樹脂含有層に存在し、シートを覆っている。熱可塑性樹脂がシートを覆うことで、耐水性が得られやすい一方で、打ち抜き等で印刷物を切断した際の印刷層の剥離が生じやすくなる。そこで、本発明では、係る課題を解決している。
熱可塑性樹脂は、例えば、熱可塑性樹脂粒子の融着物である。熱可塑性樹脂粒子の融着物は、熱可塑性樹脂粒子が加熱により融着したものである。融着は、例えば、樹脂含有層を形成する際の加熱により生じる。これにより、熱可塑性樹脂が層状に形成され、耐水性が得られやすくなる。また、層状に形成された熱可塑性樹脂に機能性粒子が取り込まれて積層体に固定され、機能性粒子の機能が発揮されやすくなる。融着物においては、熱可塑性樹脂粒子同士の界面が消滅していてもよいし、本発明の効果を阻害しない範囲で界面が残っていてもよい。
<<Thermoplastic resin>>
The thermoplastic resin is, for example, a matrix resin that constitutes the resin-containing layer.
The thermoplastic resin is present in the resin-containing layer in a layered form, for example, and covers the sheet. By covering the sheet with the thermoplastic resin, water resistance is easily obtained, but when the printed matter is cut by punching or the like, the thermoplastic resin may cause water resistance. The printed layer is likely to peel off. Therefore, the present invention solves this problem.
The thermoplastic resin is, for example, a fused product of thermoplastic resin particles. The fused product of thermoplastic resin particles is a product in which thermoplastic resin particles are fused by heating. The fusion is, for example, This occurs due to the heating during formation. This causes the thermoplastic resin to be formed in layers, making it easier to obtain water resistance. In addition, functional particles are incorporated into the thermoplastic resin formed in layers and fixed to the laminate. In the fused product, the interfaces between the thermoplastic resin particles may be eliminated, or the interfaces may remain to the extent that the effects of the present invention are not impaired. .
熱可塑性樹脂粒子を融着させたい場合、熱可塑性樹脂粒子の最低造膜温度としては、特に限定されないが、40℃以下が好ましい。最低造膜温度が40℃以下であることにより、樹脂含有層を形成する際の加熱などにより、熱可塑性樹脂粒子が融着しやすくなる。最低造膜温度の下限値としては、特に限定されないが、例えば、-10℃以上であってもよい。 When it is desired to fuse the thermoplastic resin particles, the minimum film-forming temperature of the thermoplastic resin particles is not particularly limited, but is preferably 40°C or lower. When the minimum film-forming temperature is 40°C or lower, the thermoplastic resin particles are more likely to fuse due to heating when forming the resin-containing layer. The lower limit of the minimum film-forming temperature is not particularly limited, but may be, for example, -10°C or higher.
樹脂含有層を構成する熱可塑性樹脂としては、例えば、ビニル系樹脂、ポリウレタン樹脂等が挙げられる。 Examples of the thermoplastic resin that constitutes the resin-containing layer include vinyl resins and polyurethane resins.
ビニル系樹脂を構成するビニル系モノマーとしては、例えば、オレフィン類;ビニルエステル類;不飽和カルボン酸類及びそれらのアルカリ金属塩若しくは酸無水物;炭素数12までの分岐または環状構造を有してよいアルキル基のエステル;(メタ)アクリルアミド、炭素数1~4のアルキル基及び炭素数1または2のアルキレン基を同時に有する誘導体;及び、ジメチルジアリルアンモニウム塩からなる群から選択される1種以上であってよい。なお、上記の塩は酸残基であり、係る酸イオンとしてはメチル硫酸イオン、塩化物イオンが好ましい。 The vinyl monomer constituting the vinyl resin may be one or more selected from the group consisting of olefins; vinyl esters; unsaturated carboxylic acids and their alkali metal salts or acid anhydrides; esters of alkyl groups that may have a branched or cyclic structure with up to 12 carbon atoms; (meth)acrylamide, derivatives that simultaneously have an alkyl group with 1 to 4 carbon atoms and an alkylene group with 1 or 2 carbon atoms; and dimethyldiallylammonium salts. The above salts are acid residues, and the acid ions are preferably methyl sulfate ions and chloride ions.
オレフィン類としては、エチレン、プロピレン、1-ブテン、及びブタジエン等が挙げられる。
ビニルエステル類としては、例えば、酢酸ビニル等が挙げられる。
不飽和カルボン酸類としては、例えば、(メタ)アクリル酸、マレイン酸等が挙げられる。
(メタ)アクリルアミド、炭素数1~4のアルキル基及び炭素数1または2のアルキレン基を同時に有する誘導体としては、例えば、N-アルキルアミノアルキレン(メタ)アクリレート、N-アルキルアミノアルキレン(メタ)アクリルアミド、N,N-ジアルキルアミノアルキレン(メタ)アクリレート、N,N-ジアルキルアミノアルキレン(メタ)アクリルアミド、(メタ)アクリロイルオキシアルキレントリアルキルアンモニウム塩、及び(メタ)アクリロイルアミノアルキレントリアルキルアンモニウム塩等が挙げられる。
Olefins include ethylene, propylene, 1-butene, and butadiene.
An example of the vinyl esters is vinyl acetate.
Examples of the unsaturated carboxylic acids include (meth)acrylic acid and maleic acid.
Examples of (meth)acrylamide and derivatives having simultaneously an alkyl group having 1 to 4 carbon atoms and an alkylene group having 1 or 2 carbon atoms include N-alkylaminoalkylene (meth)acrylates, N-alkylaminoalkylene (meth)acrylamides, N,N-dialkylaminoalkylene (meth)acrylates, N,N-dialkylaminoalkylene (meth)acrylamides, (meth)acryloyloxyalkylene trialkylammonium salts, and (meth)acryloylaminoalkylene trialkylammonium salts.
ビニル系樹脂として、分子内に4級アンモニウム塩構造を有する共重合体を得るには、上記の中から4級アンモニウム塩構造を有するモノマーを必須成分として直接共重合してもよく、上記の中から3級アミン構造を有するモノマーを必須成分として共重合体を得たのち、該3級アミンをジメチル硫酸、3-クロロ-2-ヒドロキシプロピルトリメチルアンモニウムクロリド、及びグリシジルトリメチルアンモニウムクロリド等の4級化剤で4級化してもよく、窒素を含有しないモノマーのみを用いて共重合体を得たのち、4級アンモニウム塩構造を有するモノマーをグラフトしてもよい。 To obtain a copolymer having a quaternary ammonium salt structure in the molecule as a vinyl resin, a monomer having a quaternary ammonium salt structure from among the above may be directly copolymerized as an essential component, a copolymer may be obtained using a monomer having a tertiary amine structure from among the above as an essential component, and then the tertiary amine may be quaternized with a quaternizing agent such as dimethyl sulfate, 3-chloro-2-hydroxypropyltrimethylammonium chloride, or glycidyltrimethylammonium chloride, or a copolymer may be obtained using only nitrogen-free monomers, and then a monomer having a quaternary ammonium salt structure may be grafted.
ポリウレタン樹脂は、カチオン性のポリウレタン樹脂であってよい。カチオン性のポリウレタン樹脂は、ポリウレタン樹脂骨格にカチオン性基を導入した共重合体である。共重合体は、例えば、1分子中にエポキシ基を2個有する化合物と2級アミンとを反応させて得られる3級アミノ基含有ポリオールをポリイソシアネートと反応して得られるウレタン樹脂を、前記4級化剤で4級化して得られる。また、共重合体は、ポリオールの一部にN,N-ジアルキルアルカノールアミン類;N-メチル-N,N-ジエタノールアミン、N-ブチル-N,N-ジエタノールアミン等のN-アルキル-N,N-ジアルカノールアミン類;及び、トリアルカノールアミン類からなる群から選択される1種以上を添加して、ポリイソシアネートと反応して得られるウレタン樹脂を、前記4級化剤で4級化して得てもよい。 The polyurethane resin may be a cationic polyurethane resin. The cationic polyurethane resin is a copolymer in which a cationic group is introduced into the polyurethane resin skeleton. The copolymer may be obtained, for example, by reacting a tertiary amino group-containing polyol, which is obtained by reacting a compound having two epoxy groups in one molecule with a secondary amine, with a polyisocyanate, and then quaternizing the urethane resin obtained by the reaction with the quaternizing agent. The copolymer may also be obtained by adding one or more selected from the group consisting of N,N-dialkylalkanolamines; N-alkyl-N,N-dialkanolamines such as N-methyl-N,N-diethanolamine and N-butyl-N,N-diethanolamine; and trialkanolamines to a part of the polyol, and then quaternizing the urethane resin obtained by the reaction with the polyisocyanate with the quaternizing agent.
例えば、樹脂含有層を形成する際、熱可塑性樹脂は、熱可塑性樹脂粒子のエマルジョンの状態で使用される。エマルジョンを得る方法としては、目的の重合体を構成するモノマーを水に乳化分散させて重合させる方法、及び、塊状重合等により目的の重合体を得た後、二軸押出機を使用して原料樹脂の溶融混練と乳化を逐次行う方法等が挙げられる。分子内に4級アンモニウム塩構造を有するビニル系樹脂、又は、ポリウレタン樹脂骨格にカチオン性の親水性基を導入した共重合体に導入されるカチオンの量は、例えば、熱可塑性樹脂のポリビニル硫酸カリウム溶液によるコロイド滴定法で得られるコロイド当量で評価する。樹脂含有層を形成するための塗工剤において金属酸化物を有する粒子が分散して安定に存在するためには、熱可塑性樹脂粒子のコロイド当量は0.2meq/g以上が好ましく、0.6meq/g以上がより好ましく、1.0meq/g以上がさらに好ましい。一方、分子内に4級アンモニウム塩構造を有するビニル系樹脂、又は、ポリウレタン樹脂骨格にカチオン性の親水性基を導入した共重合体のカチオン当量が高すぎると樹脂含有層の水への再溶解率が上昇する傾向がある。そこで、熱可塑性樹脂のカチオン当量は5meq/g以下が好ましく、4meq/g以下がより好ましく、3meq/gがさらに好ましい。 For example, when forming a resin-containing layer, the thermoplastic resin is used in the form of an emulsion of thermoplastic resin particles. Methods for obtaining an emulsion include a method of emulsifying and dispersing the monomers constituting the target polymer in water and polymerizing them, and a method of obtaining the target polymer by bulk polymerization or the like, and then melt-kneading and emulsifying the raw resins sequentially using a twin-screw extruder. The amount of cations introduced into a vinyl resin having a quaternary ammonium salt structure in the molecule, or a copolymer having a cationic hydrophilic group introduced into a polyurethane resin skeleton, is evaluated, for example, by the colloid equivalent obtained by colloid titration using a potassium polyvinyl sulfate solution of the thermoplastic resin. In order for particles having a metal oxide to be dispersed and stably present in the coating agent for forming the resin-containing layer, the colloid equivalent of the thermoplastic resin particles is preferably 0.2 meq/g or more, more preferably 0.6 meq/g or more, and even more preferably 1.0 meq/g or more. On the other hand, if the cationic equivalent of a vinyl resin having a quaternary ammonium salt structure in the molecule or a copolymer having a cationic hydrophilic group introduced into a polyurethane resin skeleton is too high, the re-dissolution rate of the resin-containing layer in water tends to increase. Therefore, the cationic equivalent of the thermoplastic resin is preferably 5 meq/g or less, more preferably 4 meq/g or less, and even more preferably 3 meq/g.
樹脂含有層を構成する熱可塑性樹脂の軟化点としては、特に限定されないが、ブロッキングを抑制する観点から、30℃以上であってよく、50℃以上であってもよい。一方、軟化点は、300℃以下が好ましい。
軟化点は、高化式フローテスターにより測定することができる。
The softening point of the thermoplastic resin constituting the resin-containing layer is not particularly limited, but from the viewpoint of suppressing blocking, it may be 30° C. or higher, or 50° C. or higher. On the other hand, the softening point is preferably 300° C. or lower.
The softening point can be measured by a Koka type flow tester.
樹脂含有層における熱可塑性樹脂の含有量は、特に限定されないが、15質量%以上が好ましく、30質量%以上がより好ましい。含有量が15質量%以上であることにより、印刷性が向上する。一方、樹脂含有層における熱可塑性樹脂の含有量は、65質量%以下が好ましく、60質量%以下がより好ましい。含有量が65質量%以下であることにより、帯電防止性が発現しやすくなる。
なお、ここでの含有量は、樹脂含有層中の全ての熱可塑性樹脂の含有量を意味する。例えば、樹脂含有層中に、熱可塑性樹脂粒子の融着物と、粒子状の熱可塑性粒子とが共存する場合、ここでの含有量は、それらの合計の含有量である。
The content of the thermoplastic resin in the resin-containing layer is not particularly limited, but is preferably 15% by mass or more, more preferably 30% by mass or more. By having a content of 15% by mass or more, printability is improved. On the other hand, the content of the thermoplastic resin in the resin-containing layer is preferably 65% by mass or less, more preferably 60% by mass or less. By having a content of 65% by mass or less, antistatic properties are easily exhibited.
The content here means the content of all thermoplastic resins in the resin-containing layer. For example, when the resin-containing layer contains both a fused thermoplastic resin particle and a particulate thermoplastic particle, the content here is the total content of them.
<<機能性粒子>>
機能性粒子は、積層体表面に種々の機能を付与可能な無機粒子又は有機粒子である。
当該機能としては、帯電防止機能、印刷性向上機能及びブロッキング防止機能等が挙げられる。
機能性粒子は、樹脂含有層を構成する熱可塑性樹脂によって樹脂含有層に固定されている。機能性粒子は、例えば、樹脂含有層を構成する熱可塑性樹脂中に分布している。機能性粒子は、樹脂含有層を構成する層状の熱可塑性樹脂中に埋没されていてもよいし、樹脂含有層を構成する層状の熱可塑性樹脂の表面に露出していてもよい。
<<Functional particles>>
The functional particles are inorganic or organic particles that can impart various functions to the surface of the laminate.
Such functions include an antistatic function, a function for improving printability, and a function for preventing blocking.
The functional particles are fixed to the resin-containing layer by the thermoplastic resin constituting the resin-containing layer. The functional particles are distributed, for example, in the thermoplastic resin constituting the resin-containing layer. The functional particles may be embedded in the layered thermoplastic resin constituting the resin-containing layer, or may be exposed on the surface of the layered thermoplastic resin constituting the resin-containing layer.
帯電防止機能を有する機能性粒子としては、金属酸化物を有する粒子が挙げられる。
金属酸化物を有する粒子としては、カチオン性化合物粒子、カチオン性化合物被覆粒子等が挙げられる。
また、金属酸化物を有する粒子としては、例えば、表面に金属酸化物の層を有する無機物粒子、及び金属酸化物粒子などが挙げられる。
Examples of functional particles having an antistatic function include particles having a metal oxide.
Examples of particles having a metal oxide include cationic compound particles and particles coated with a cationic compound.
Examples of particles having a metal oxide include inorganic particles having a metal oxide layer on the surface thereof, and metal oxide particles.
表面に金属酸化物の層を有する無機物粒子は、コロイダルシリカの表面に金属酸化物層を有するコロイダルシリカ粒子であってもよい。樹脂含有層を形成する際、コロイダルシリカ粒子は、例えば、コロイダルシリカ粒子を含有するゾル(以下、「コロイダルシリカゾル」と称することがある。)の状態で使用される。コロイダルシリカゾルの製造方法としては、特に限定されないが、ケイ酸アルカリ金属塩水溶液(例えば水ガラス)を原料とし、イオン交換樹脂または電気泳動法等でアルカリ金属塩を除去して無水ケイ酸ゾルとし、さらに酸またはアルカリを添加してpHを調整し安定化する方法、オルトケイ酸テトラエトキシド(TEOS)等のアルコキシドを酸またはアルカリで加水分解する方法(いわゆるゾルゲル法)、及び四塩化ケイ素等の有機ケイ素化合物を水素等の火炎に導入して合成する方法(いわゆる気相法)等が挙げられる。 The inorganic particles having a metal oxide layer on the surface may be colloidal silica particles having a metal oxide layer on the surface of colloidal silica. When forming the resin-containing layer, the colloidal silica particles are used in the form of, for example, a sol containing colloidal silica particles (hereinafter, sometimes referred to as "colloidal silica sol"). There are no particular limitations on the method for producing colloidal silica sol, but examples include a method in which an aqueous solution of an alkali metal silicate salt (e.g., water glass) is used as a raw material, the alkali metal salt is removed by ion exchange resin or electrophoresis to obtain an anhydrous silicate sol, and an acid or alkali is added to adjust and stabilize the pH, a method in which an alkoxide such as tetraethoxide orthosilicate (TEOS) is hydrolyzed with an acid or alkali (the so-called sol-gel method), and a method in which an organosilicon compound such as silicon tetrachloride is introduced into a flame of hydrogen or the like to synthesize the compound (the so-called gas-phase method).
コロイダルシリカゾルは、カチオン性コロイダルシリカゾルであってもよく、アニオン性コロイダルシリカであってもよい。コロイダルシリカゾルは、アニオン性のコロイダルシリカの表面をカチオン性化合物で被覆したカチオン性化合物被覆コロイダルシリカゾルであってもよい。カチオン性化合物被覆コロイダルシリカゾルは、アニオン性のコロイダルシリカの表面を金属酸化物で被覆した金属酸化物被覆コロイダルシリカゾルであってもよい。カチオン性化合物被覆コロイダルシリカゾルは、例えば、シリカを分散媒に分散させる分散工程以降の工程において、コロイダルシリカゾルに、カチオン性化合物またはその前駆体を添加することによって得られる。金属酸化物被覆コロイダルシリカゾルは、例えば、シリカの分散工程以降の工程において、コロイダルシリカゾルに、金属酸化物またはその前駆体を添加することによって得られる。例えば、コロイダルシリカゾルにアルミニウム水溶性塩を添加することによって、コロイダルシリカの表面を処理することで、アルミナ被覆コロイダルシリカゾルが得られる。金属酸化物を有する粒子としてカチオン性のアルミナ被覆コロイダルシリカ粒子を用いることで、アニオン性のコロイダルシリカ粒子を用いた場合と比較して、帯電防止性及び印刷性等が向上する。 The colloidal silica sol may be a cationic colloidal silica sol or an anionic colloidal silica. The colloidal silica sol may be a cationic compound-coated colloidal silica sol in which the surface of anionic colloidal silica is coated with a cationic compound. The cationic compound-coated colloidal silica sol may be a metal oxide-coated colloidal silica sol in which the surface of anionic colloidal silica is coated with a metal oxide. The cationic compound-coated colloidal silica sol is obtained, for example, by adding a cationic compound or a precursor thereof to the colloidal silica sol in a step subsequent to the dispersion step in which silica is dispersed in the dispersion medium. The metal oxide-coated colloidal silica sol is obtained, for example, by adding a metal oxide or a precursor thereof to the colloidal silica sol in a step subsequent to the dispersion step of silica. For example, an alumina-coated colloidal silica sol is obtained by treating the surface of colloidal silica by adding an aluminum water-soluble salt to the colloidal silica sol. By using cationic alumina-coated colloidal silica particles as particles containing metal oxide, the antistatic properties and printability are improved compared to when anionic colloidal silica particles are used.
コロイダルシリカゾルに含まれるコロイダルシリカ粒子は、表面にシラノール基(≡Si-OH)を有していてもよい。また、上記の粒子は単分散粒子であってもよい。上記の粒子のCV値(Coefficient of Variation)[%]は、15%以下が好ましく、10%以下がより好ましく、5%以下がさらに好ましい。上記の粒子は、長鎖状であってもよい。 The colloidal silica particles contained in the colloidal silica sol may have silanol groups (≡Si-OH) on the surface. The above particles may be monodisperse particles. The CV value (Coefficient of Variation) [%] of the above particles is preferably 15% or less, more preferably 10% or less, and even more preferably 5% or less. The above particles may be long-chain.
金属酸化物粒子としては、例えば、酸化ハフニウム粒子、酸化ジルコニウム粒子、酸化亜鉛粒子、酸化チタン粒子、酸化イットリウム粒子、酸化アルミニウム粒子、酸化銅粒子、酸化ゲルマニウム粒子、酸化タングステン粒子、酸化インジウム粒子、及び酸化スズ粒子等が挙げられる。
樹脂含有層を形成する際、これらの金属酸化物粒子は、例えば、ゾル(以下、「金属酸化物ゾル」と称することがある。)の状態で用いられてもよい。
金属酸化物ゾルとしては、例えば、酸化ハフニウムゾル、酸化ジルコニウムゾル、酸化亜鉛ゾル、酸化チタンゾル、酸化イットリウムゾル、酸化アルミニウムゾル、酸化銅ゾル、酸化ゲルマニウムゾル、酸化タングステンゾル、酸化インジウムゾル、及び酸化スズゾル等が挙げられる。例えば、酸化アルミニウムゾルを製造する方法としては、アルミニウムイソプロポキシド等のアルミニウムアルコキシドを酸で加水分解して製造する方法、及び塩化アルミニウムを水素等の火炎中に導入して合成する方法(いわゆる気相法)等が挙げられる。
Examples of metal oxide particles include hafnium oxide particles, zirconium oxide particles, zinc oxide particles, titanium oxide particles, yttrium oxide particles, aluminum oxide particles, copper oxide particles, germanium oxide particles, tungsten oxide particles, indium oxide particles, and tin oxide particles.
When forming the resin-containing layer, these metal oxide particles may be used, for example, in the state of a sol (hereinafter, sometimes referred to as a "metal oxide sol").
Examples of metal oxide sols include hafnium oxide sol, zirconium oxide sol, zinc oxide sol, titanium oxide sol, yttrium oxide sol, aluminum oxide sol, copper oxide sol, germanium oxide sol, tungsten oxide sol, indium oxide sol, and tin oxide sol. For example, methods for producing aluminum oxide sol include a method of producing it by hydrolyzing aluminum alkoxide such as aluminum isopropoxide with an acid, and a method of synthesizing it by introducing aluminum chloride into a flame of hydrogen or the like (so-called gas phase method).
金属酸化物ゾルに含まれる金属酸化物粒子は単分散粒子であってよい。上記の粒子のCV値(Coefficient of Variation)[%]は、15%以下が好ましく、10%以下がより好ましく、5%以下がさらに好ましい。上記の粒子は、長鎖状であってもよい。 The metal oxide particles contained in the metal oxide sol may be monodisperse particles. The CV value (Coefficient of Variation) [%] of the above particles is preferably 15% or less, more preferably 10% or less, and even more preferably 5% or less. The above particles may be long-chain.
コロイダルシリカの表面に金属酸化物層を有するコロイダルシリカ粒子、及び金属酸化物粒子に用いられる金属酸化物は、アルミニウム、亜鉛、スズ、インジウムから選ばれる少なくとも1種の金属を含むことが好ましく、アルミニウムを含むことがより好ましい。金属酸化物は、アルミナであってもよい。金属酸化物がアルミナであると、コロイダルシリカの表面に金属酸化物の層を有するコロイダルシリカ粒子、及び金属酸化物粒子の表面がカチオン性になり、帯電防止性及び印刷性等が向上する。 The metal oxide used in the colloidal silica particles having a metal oxide layer on the surface of the colloidal silica and the metal oxide particles preferably contains at least one metal selected from aluminum, zinc, tin, and indium, and more preferably contains aluminum. The metal oxide may be alumina. When the metal oxide is alumina, the surfaces of the colloidal silica particles having a metal oxide layer on the surface of the colloidal silica and the metal oxide particles become cationic, improving antistatic properties, printability, etc.
金属酸化物を有する粒子の平均一次粒子径は、200nm以下が好ましく、100nm以下がより好ましく、25nm以下がさらに好ましい。金属酸化物を有する粒子の平均粒子径が200nm以下になると、樹脂含有層の表面光沢性が発現しやすくなり、樹脂含有層の帯電防止性が発現しやすくなる。また、樹脂含有層の強度がより向上する。一方、金属酸化物を有する粒子の平均一次粒子径は、1nm以上が好ましく、4nm以上がより好ましく、7nm以上がさらに好ましい。平均一次粒子径が1nm以上になると、粒子の製造がより容易になる。なお、上記の粒子の平均一次粒子径は、透過型電子顕微鏡(TEM)を用いて観察された粒子の面積円相当径の平均値として算出する。 The average primary particle diameter of the particles having a metal oxide is preferably 200 nm or less, more preferably 100 nm or less, and even more preferably 25 nm or less. When the average particle diameter of the particles having a metal oxide is 200 nm or less, the surface gloss of the resin-containing layer is easily developed, and the antistatic property of the resin-containing layer is easily developed. In addition, the strength of the resin-containing layer is further improved. On the other hand, the average primary particle diameter of the particles having a metal oxide is preferably 1 nm or more, more preferably 4 nm or more, and even more preferably 7 nm or more. When the average primary particle diameter is 1 nm or more, the production of the particles becomes easier. The average primary particle diameter of the above particles is calculated as the average value of the diameter of the circle equivalent to the area of the particles observed using a transmission electron microscope (TEM).
樹脂含有層における帯電防止機能を有する機能性粒子の含有量は、特に限定されないが、85質量%以下が好ましく、70質量%以下がより好ましい。帯電防止機能を有する機能性粒子の含有量が85質量%以下であることにより、印刷性がより向上する。同様の理由により、樹脂含有層を形成するための塗工液中における帯電防止機能を有する機能性粒子の質量と、熱可塑性樹脂の質量との比率(金属酸化物を有する粒子:熱可塑性樹脂)は、30:70~85:15が好ましく、40:60~85:15がより好ましく、40:60~70:30がさらに好ましい。 The content of the functional particles having antistatic function in the resin-containing layer is not particularly limited, but is preferably 85% by mass or less, and more preferably 70% by mass or less. When the content of the functional particles having antistatic function is 85% by mass or less, printability is further improved. For the same reason, the ratio of the mass of the functional particles having antistatic function to the mass of the thermoplastic resin in the coating liquid for forming the resin-containing layer (particles having metal oxide:thermoplastic resin) is preferably 30:70 to 85:15, more preferably 40:60 to 85:15, and even more preferably 40:60 to 70:30.
印刷性向上機能を有する機能性粒子としては、オレフィン系重合体粒子等が挙げられる。オレフィン系重合体粒子は、樹脂含有層において疎水性を発現し、樹脂含有層に過剰の水分をなじませないようにする。そうすることにより、オフセット印刷時の水負けを抑制すると推測される。また、同様の理由で印刷物の経時安定性に寄与すると推測される。一方、溶融熱転写印刷方式、電子写真印刷方式などの加熱を利用する印刷方式においては、積層体表面に存在するオレフィン系共重合体粒子が印刷時に一部溶融して、溶融熱転写インク又はトナーと相溶することで、溶融熱転写インク又はトナーを固定すると推測される。 Examples of functional particles that have a printability improving function include olefin-based polymer particles. Olefin-based polymer particles exhibit hydrophobicity in the resin-containing layer, preventing excessive moisture from being absorbed into the resin-containing layer. This is believed to suppress water damage during offset printing. For the same reason, it is also believed to contribute to the stability of printed matter over time. On the other hand, in printing methods that utilize heat, such as thermal melting printing and electrophotographic printing, it is believed that the olefin-based copolymer particles present on the laminate surface melt partially during printing and become compatible with the thermal melting ink or toner, thereby fixing the thermal melting ink or toner.
オレフィン系重合体粒子を構成するオレフィン類としては、例えば、エチレン、プロピレン、1-ブテン、及びブタジエン等が挙げられる。
オレフィン系重合体粒子は、これらオレフィン類の単独重合体であってもよいし、共重合体であってもよい。
Examples of olefins constituting the olefin polymer particles include ethylene, propylene, 1-butene, and butadiene.
The olefin polymer particles may be homopolymers or copolymers of these olefins.
樹脂含有層を形成する際、オレフィン系重合体粒子は、エマルジョンの状態で使用され
ることが好ましい。これにより、後述する金属酸化物を有する粒子を樹脂含有層の表面に接着固化することができる。同様の理由で、オレフィン系重合体粒子の重量平均分子量は、1000以上が好ましく3000以上がより好ましく、5000以上がさらに好ましい。
When forming the resin-containing layer, the olefin-based polymer particles are preferably used in an emulsion state. This allows the particles having a metal oxide described below to be adhered and solidified on the surface of the resin-containing layer. For the same reason, the weight-average molecular weight of the olefin-based polymer particles is preferably 1000 or more, more preferably 3000 or more, and even more preferably 5000 or more.
熱可塑性樹脂粒子について上述したような融着した粒子は、機能性粒子から排除される。したがって、機能性粒子としての有機粒子の最低造膜温度としては、特に限定されないが、40℃超であってもよいし、60℃以上であってもよいし、80℃以上であってもよい。 The fused particles described above for the thermoplastic resin particles are excluded from the functional particles. Therefore, the minimum film-forming temperature of the organic particles as functional particles is not particularly limited, but may be greater than 40°C, greater than 60°C, or greater than 80°C.
ブロッキング防止機能を有する機能性粒子としては、シリカ、炭酸カルシウム等が挙げられる。ブロッキング防止機能を有するためには、機能性粒子の平均粒子径は5μm以上が好ましく、7μm以上がより好ましい。 Examples of functional particles having anti-blocking properties include silica and calcium carbonate. To have anti-blocking properties, the average particle size of the functional particles is preferably 5 μm or more, and more preferably 7 μm or more.
<<水溶性ポリマー>>
水溶性ポリマーとしては、ポリビニルピロリドン等のビニル系共重合体;部分ケン化のポリビニルアルコール(以下、「PVA」と称することがある)、完全ケン化のPVA、及びイソブチレン-無水マレイン酸共重合体のアルカリ金属塩またはアンモニウム塩等のビニル系共重合体加水分解物;ポリ(メタ)アクリル酸ナトリウム、及びポリ(メタ)アクリルアミド等の(メタ)アクリル酸誘導体;変性ポリアミド;カルボキシメチルセルロース、及びカルボキシエチルセルロース等のセルロース誘導体;ポリエチレンイミン、ポリエチレンオキシド、及びポリエチレングリコール等の開環重合系高分子またはそれらの変性物;ゼラチン、及び澱粉等の天然系高分子等またはそれらの変性物等が挙げられる。これらの中でも、部分ケン化のPVA、完全ケン化のPVA、ポリエチレンイミン、及びポリエチレンイミン変性物を使用することが好ましい。
<<Water-soluble polymer>>
Examples of the water-soluble polymer include vinyl copolymers such as polyvinylpyrrolidone; partially saponified polyvinyl alcohol (hereinafter sometimes referred to as "PVA"), fully saponified PVA, and vinyl copolymer hydrolysates such as alkali metal salts or ammonium salts of isobutylene-maleic anhydride copolymers; (meth)acrylic acid derivatives such as sodium poly(meth)acrylate and poly(meth)acrylamide; modified polyamides; cellulose derivatives such as carboxymethyl cellulose and carboxyethyl cellulose; ring-opening polymerization polymers such as polyethyleneimine, polyethylene oxide, and polyethylene glycol, or modified products thereof; natural polymers such as gelatin and starch, or modified products thereof. Among these, it is preferable to use partially saponified PVA, fully saponified PVA, polyethyleneimine, and modified polyethyleneimine.
なお、樹脂含有層の構成において、水溶性ポリマーは、熱可塑性樹脂には含まれない。 In addition, in the composition of the resin-containing layer, the water-soluble polymer is not included in the thermoplastic resin.
水溶性ポリマーは、樹脂含有層を形成するための塗工剤中では水に溶解し、該塗工剤がシートにおける熱可塑性樹脂層の面に塗工され、乾燥された後には水に再溶解しない性質を有することが好ましい。 It is preferable that the water-soluble polymer dissolves in water in the coating agent used to form the resin-containing layer, and does not re-dissolve in water after the coating agent is applied to the surface of the thermoplastic resin layer in the sheet and dried.
樹脂含有層が水溶性ポリマーを含有する場合の該水溶性ポリマーの含有量としては、特に限定されないが、樹脂含有層中の熱可塑性樹脂と機能性粒子との密着の観点から、熱可塑性樹脂と機能性粒子との合計100質量部に対して5質量部以上が好ましく、10質量部以上がより好ましく、20質量部以上がさらに好ましい。一方、印刷性及び加工性等の観点から、含有量は、熱可塑性樹脂と機能性粒子との合計100質量部に対して、200質量部以下が好ましく、150質量部以下がより好ましい。 When the resin-containing layer contains a water-soluble polymer, the content of the water-soluble polymer is not particularly limited, but from the viewpoint of adhesion between the thermoplastic resin and the functional particles in the resin-containing layer, the content is preferably 5 parts by mass or more, more preferably 10 parts by mass or more, and even more preferably 20 parts by mass or more, per 100 parts by mass of the thermoplastic resin and the functional particles in total. On the other hand, from the viewpoint of printability, processability, etc., the content is preferably 200 parts by mass or less, more preferably 150 parts by mass or less, per 100 parts by mass of the thermoplastic resin and the functional particles in total.
樹脂含有層の厚みは単位面積当たりの質量として評価される。樹脂含有層の厚みとしては、特に限定されないが、打ち抜き等で印刷物を切断した際の印刷層の剥離をより抑制する観点から、20g/m2以下が好ましく、10g/m2以下がより好ましく、1g/m2以下がさらに好ましい。一方、厚みは、印刷性等の観点から、0.01g/m2以上が好ましく、0.05g/m2以上がより好ましく、0.1g/m2以上がさらに好ましい。 The thickness of the resin-containing layer is evaluated as the mass per unit area. The thickness of the resin-containing layer is not particularly limited, but from the viewpoint of further suppressing peeling of the printed layer when the printed matter is cut by punching or the like, it is preferably 20 g/m 2 or less, more preferably 10 g/m 2 or less, and even more preferably 1 g/m 2 or less. On the other hand, from the viewpoint of printability, etc., the thickness is preferably 0.01 g/m 2 or more, more preferably 0.05 g/m 2 or more, and even more preferably 0.1 g/m 2 or more.
<<樹脂含有層の形成方法>>
樹脂含有層の形成方法としては、特に限定されないが、シートにおける熱可塑性樹脂層の面に塗工剤を塗工し、乾燥する方法が、配合及び形成方法が容易であることから好ましい。
塗工剤は、例えば、熱可塑性樹脂粒子及び水を含有する。塗工剤は、機能性粒子を含有していてもよい。例えば、熱可塑性樹脂粒子の一部又は全部は、塗工後に最低造膜温度以上に加熱されることで融着する。
<<Method of forming resin-containing layer>>
The method for forming the resin-containing layer is not particularly limited, but a method in which a coating agent is applied to the surface of the thermoplastic resin layer in the sheet and then dried is preferred because it is easy to compound and form.
The coating agent contains, for example, thermoplastic resin particles and water. The coating agent may contain functional particles. For example, a part or all of the thermoplastic resin particles are fused by heating to a minimum film-forming temperature or higher after coating.
塗工剤の製造工程において、例えば、金属酸化物を有する粒子及びオレフィン系重合体粒子の固形濃度が高い場合、塗工剤のpHがオレフィン系重合体粒子の等電点近くにある場合、金属酸化物を有する粒子とオレフィン系重合体粒子とのゼータ電位が逆符号の関係にある場合、または、価数の高いイオン性物質(特に、官能基を有するポリマー)を添加した場合に、金属酸化物を有する粒子及びオレフィン系重合体粒子の少なくとも一方が、凝集することがある。そこで、塗工剤の製造工程において、各材料を希釈水に順次投入したり、投入する順番や投入する速度を適宜調節したりして、各材料の濃度が局所的に高くならないようにすることが好ましい。また、塗工剤の製造工程において、塗工剤のpHを調節したり、分散剤を添加したりして、粒子同士の反発力を高めてもよい。これらにより、凝集を抑制することができる。 In the manufacturing process of the coating agent, for example, when the solid concentration of the particles having a metal oxide and the olefin polymer particles is high, when the pH of the coating agent is close to the isoelectric point of the olefin polymer particles, when the zeta potentials of the particles having a metal oxide and the olefin polymer particles are in a relationship of opposite signs, or when an ionic substance with a high valence (especially a polymer having a functional group) is added, at least one of the particles having a metal oxide and the olefin polymer particles may aggregate. Therefore, in the manufacturing process of the coating agent, it is preferable to add each material to the dilution water sequentially or to appropriately adjust the order and speed of addition so that the concentration of each material does not become locally high. In addition, in the manufacturing process of the coating agent, the pH of the coating agent may be adjusted or a dispersant may be added to increase the repulsive force between the particles. This can suppress aggregation.
塗工剤の固形分濃度は、樹脂含有層の乾燥後塗工量と塗工剤の塗工方法に応じて適宜調整できるが、0.5質量%以上が好ましく、3質量%以上がより好ましい。また、35質量%以下が好ましく、20質量%以下がより好ましく、15質量%以下がさらに好ましい。塗工剤のpHは、塗工剤に含まれる各材料が凝集しないことが必要であるが、作業者の安全性や機械の腐食を防止する観点から、pH3~11であることが好ましく、pH4~10がより好ましい。
The solids concentration of the coating agent can be adjusted as appropriate depending on the coating amount after drying of the resin-containing layer and the coating method of the coating agent, but is preferably 0.5% by mass or more, and more preferably 3% by mass or more. Also, it is preferably 35% by mass or less, more preferably 20% by mass or less, and even more preferably 15% by mass or less. The pH of the coating agent must be such that the materials contained in the coating agent do not aggregate, but from the viewpoints of worker safety and prevention of machine corrosion, it is preferably
図1は、本発明の一実施形態として、積層体1aの構成例を示す。
図1に示すように、積層体1aは、シート2aと樹脂含有層5とを有する。シート2aは、熱可塑性樹脂層4を一方の表面に有する。シート2aは、更に基材層3を有する。樹脂含有層5は、シート2aの熱可塑性樹脂層4の面上に設けられている。
シート2aの熱可塑性樹脂層4側に対するナノインデンデーション試験により測定される、シート2aの押し込み硬さは、0N/mm2超60N/mm2である。
FIG. 1 shows an example of the configuration of a laminate 1a according to an embodiment of the present invention.
As shown in Fig. 1, the
The indentation hardness of the
図2は、本発明の他の一実施形態として、積層体1bの構成例を示す。
図2に示すように、積層体1bは、シート2bと樹脂含有層5と樹脂含有層7とを有する。シート2bは、熱可塑性樹脂層4を一方の表面に有し、熱可塑性樹脂層6を他方の表面に有する。シート2bは、更に熱可塑性樹脂層4及び熱可塑性樹脂層6の間に基材層3を有する。樹脂含有層5は、シート2bの熱可塑性樹脂層4の面上に設けられている。樹脂含有層7は、シート2bの熱可塑性樹脂層6の面上に設けられている。
シート2bの熱可塑性樹脂層4側に対するナノインデンデーション試験により測定される、シート2bの押し込み硬さは、0N/mm2超60N/mm2である。
シート2bの熱可塑性樹脂層6側に対するナノインデンデーション試験により測定される、シート2bの押し込み硬さは、特に限定されないが、0N/mm2超60N/mm2であることが好ましい。
FIG. 2 shows an example of the configuration of a laminate 1b as another embodiment of the present invention.
As shown in Fig. 2,
The indentation hardness of the
The indentation hardness of the
(ラベル)
ラベルは積層体の一方の面上に接着層を有する。接着層は常温で粘着性を有する粘着層であってもよく、加熱により活性化するヒートシール層であってもよい。ラベルが粘着層を有する場合、当該ラベルは粘着ラベルである。また、ラベルがヒートシール層を有する場合、当該ラベルは感熱ラベルである。
例えば、ラベルは積層体の樹脂含有層側と反対側の面上に接着層を有する。
(label)
The label has an adhesive layer on one side of the laminate. The adhesive layer may be an adhesive layer that has adhesiveness at room temperature, or a heat seal layer that is activated by heating. When the label has an adhesive layer, the label is an adhesive label. When the label has a heat seal layer, the label is a heat-sensitive label.
For example, the label has an adhesive layer on the surface of the laminate opposite the resin-containing layer.
粘着層としては、特に限定されない。粘着層に用いる材料や組成については、例えば、特開2002-169470号公報に記載の粘着性ポリマー及び架橋剤により架橋された粘着性ポリマー、特開平9-197972号公報に記載の再剥離性粘着剤層、特開2004-216098号公報に記載の粘着剤層、特開2009-275231号公報に記載の粘着剤層、及び特開2014-012808号公報に記載の粘着剤組成物に用いられる材料や組成を適宜用いることができる。 The adhesive layer is not particularly limited. The material and composition used for the adhesive layer may be, for example, the adhesive polymer and the adhesive polymer crosslinked with a crosslinking agent described in JP-A-2002-169470, the removable adhesive layer described in JP-A-9-197972, the adhesive layer described in JP-A-2004-216098, the adhesive layer described in JP-A-2009-275231, and the adhesive composition described in JP-A-2014-012808.
粘着層は、例えば、上記の材料又は組成を有する塗工液を積層体上に塗布することにより形成される。粘着層は積層体の一方の表面上に設けられる。積層体が樹脂含有層を一方の面にのみ有する場合には、粘着層は積層体の他方の表面上に設けられることが好ましい。
また、粘着層の厚みとしては、例えば固形分量で3g/m2以上であることが好ましく、10g/m2以上であることがより好ましい。また、粘着層の厚みは固形分量で60g/m2以下であることが好ましく、40g/m2以下であることがより好ましい。
The adhesive layer is formed, for example, by applying a coating liquid having the above-mentioned material or composition onto the laminate. The adhesive layer is provided on one surface of the laminate. When the laminate has a resin-containing layer only on one surface, it is preferable that the adhesive layer is provided on the other surface of the laminate.
The thickness of the adhesive layer is, for example, preferably 3 g/m 2 or more in terms of solid content, more preferably 10 g/m 2 or more. The thickness of the adhesive layer is preferably 60 g/m 2 or less in terms of solid content, more preferably 40 g/m 2 or less.
ヒートシール層はヒートシール性樹脂を有する。ヒートシール性樹脂の融点は、基材層中の熱可塑性樹脂の融点より10℃以上低いことが好ましく、15℃以上低いことがより好ましい。ヒートシール性樹脂の融点は60℃以上であることが好ましく、70℃以上であることがより好ましい。 The heat seal layer contains a heat sealable resin. The melting point of the heat sealable resin is preferably at least 10°C lower than the melting point of the thermoplastic resin in the base layer, and more preferably at least 15°C lower. The melting point of the heat sealable resin is preferably at least 60°C, and more preferably at least 70°C.
ヒートシール性樹脂としては、ポリエチレン、エチレン系共重合体、プロピレン系共重合体、ポリエステル系共重合体、スチレン系エラストマー樹脂、及びポリアミド系共重合体等が挙げられる。ヒートシール層は、ヒートシール性を阻害しない範囲で、染料、核剤、可塑剤、離型剤、難燃剤、酸化防止剤、光安定剤、及び紫外線吸収剤等の添加剤をさらに含んでもよい。 Examples of heat-sealable resins include polyethylene, ethylene-based copolymers, propylene-based copolymers, polyester-based copolymers, styrene-based elastomer resins, and polyamide-based copolymers. The heat-sealable layer may further contain additives such as dyes, nucleating agents, plasticizers, release agents, flame retardants, antioxidants, light stabilizers, and ultraviolet absorbers, to the extent that the heat-sealability is not impaired.
ヒートシール層の形成方法としては、スクリュー型押出機に接続された単層又は多層のTダイ、Iダイなどにより溶融樹脂をシート状に押し出すキャスト成形、カレンダー成形、圧延成形、及びインフレーション成形等が挙げられる。ヒートシール層は積層体の一方の表面上に設けられる。積層体が樹脂含有層を一方の面にのみ有する場合には、ヒートシール層は積層体の他方の表面上に設けられることが好ましい。
また、ヒートシール層の厚みは、1.0μm以上であることが好ましく、2.0μm以上であることがより好ましい。ヒートシール層の厚みは、10μm以下であることが好ましく、5.0μm以下であることがより好ましい。
The method for forming the heat seal layer includes cast molding, calendar molding, rolling molding, inflation molding, etc., in which molten resin is extruded into a sheet shape using a single-layer or multi-layer T-die, I-die, etc. connected to a screw-type extruder. The heat seal layer is provided on one surface of the laminate. When the laminate has a resin-containing layer only on one surface, it is preferable that the heat seal layer is provided on the other surface of the laminate.
The thickness of the heat seal layer is preferably 1.0 μm or more, and more preferably 2.0 μm or more, and is preferably 10 μm or less, and more preferably 5.0 μm or less.
(印刷物)
本発明の印刷物は、本発明の積層体と、積層体の樹脂含有層の面上に設けられた印刷層と、を有する。印刷物は、印刷層を片面に有してもよいし、両面に有していてもよい。また、印刷物は、接着層を有する印刷ラベルであってもよい。
(Printed matter)
The printed matter of the present invention has the laminate of the present invention and a printed layer provided on the surface of the resin-containing layer of the laminate. The printed matter may have the printed layer on one side or both sides. The printed matter may also be a printed label having an adhesive layer.
印刷層は、文字、枠線、絵柄等の印刷によって形成される層である。
印刷層は、樹脂含有層の面上の全面に設けられていてもよいし、一部に設けられていてもよい。
The print layer is a layer formed by printing characters, borders, pictures, etc.
The print layer may be provided on the entire surface of the resin-containing layer, or may be provided on only a part of the surface.
印刷層の形成方法である印刷方法としては、特に限定されず、グラビア印刷、オフセット印刷、フレキソ印刷、シール印刷、スクリーン印刷等の公知の印刷方法を使用することができる。印刷層は、インクジェット方式、電子写真方式、液体トナー方式等の各種プリンタによる印字、ホットスタンプ、コールドスタンプ等の箔押し、転写箔、ホログラム等の従来公知の装飾を含むこともできる。 The printing method for forming the printed layer is not particularly limited, and known printing methods such as gravure printing, offset printing, flexographic printing, seal printing, and screen printing can be used. The printed layer can also include conventionally known decorations such as printing by various printers such as inkjet type, electrophotographic type, and liquid toner type, foil stamping such as hot stamping and cold stamping, transfer foil, and holograms.
印刷には、印刷方法に合わせて、油性インク、酸化重合硬化型インク、紫外線硬化型インク、水性インク、粉体トナー、液体トナー(エレクトロインク)等の各種インクを使用することができる。 Depending on the printing method, various types of ink can be used, such as oil-based ink, oxidative polymerization curing ink, ultraviolet curing ink, water-based ink, powder toner, and liquid toner (electroink).
印刷物は、更に、粘着層の面上に設けられた剥離層を有していてもよい。
剥離層としては、特に制限されないが、例えば、上質紙やクラフト紙をそのまま、あるいは上質紙やクラフト紙にカレンダー処理、樹脂コート、フィルムラミネートをしたもの、またはグラシン紙、コート紙、プラスチックフィルム等のシリコーン処理を施したもの等を使用することができる。
The printed matter may further have a release layer provided on the surface of the adhesive layer.
The release layer is not particularly limited, and examples thereof include fine paper or craft paper as is, fine paper or craft paper that has been calendared, resin-coated, or film-laminated, or glassine paper, coated paper, plastic film, or the like that has been silicone-treated.
図3は、本発明の一実施形態として、印刷物10aの構成例を示す。
図3に示すように、印刷物10aは、積層体1aと印刷層8とを有する。積層体1aは、図1に示す積層体1aである。印刷物10aにおいて、印刷層8は、積層体1aの樹脂含有層5の面上に設けられている。
FIG. 3 shows an example of the configuration of a printed
As shown in Fig. 3, the printed
図4は、本発明の他の一実施形態として、印刷物10bの構成例を示す。
図4に示すように、印刷物10bは、積層体1aと印刷層8と粘着層11とを有する。積層体1aは、図1に示す積層体1aである。印刷層8は、積層体1aの樹脂含有層5の面上に設けられている。粘着層11は、積層体1aの基材層3の面上に設けられている。
FIG. 4 shows an example of the configuration of a printed
As shown in Fig. 4, the printed
図5は、本発明の他の一実施形態として、印刷物10cの構成例を示す。
図5に示すように、印刷物10cは、積層体1bと印刷層8と印刷層9とを有する。積層体1bは、図2に示す積層体1bである。印刷層8は、積層体1bの樹脂含有層5の面上に設けられている。印刷層9は、積層体1bの樹脂含有層7の面上に設けられている。
FIG. 5 shows an example of the configuration of a printed
As shown in Fig. 5, the printed
図6は、本発明の他の一実施形態として、印刷物10dの構成例を示す。
図6に示すように、印刷物10dは、積層体1bと印刷層8と粘着層11とを有する。積層体1bは、図2に示す積層体1bである。印刷層8は、積層体1bの樹脂含有層5の面上に設けられている。粘着層11は、積層体1bの樹脂含有層7の面上に設けられている。
FIG. 6 shows an example of the configuration of a printed
As shown in Fig. 6, the printed
以下、実施例をあげて本発明をさらに具体的に説明するが、本発明はその要旨を超えない限り以下の実施例に限定されるものではない。なお、実施例中の「部」、「%」等の記載は、断りのない限り、質量基準の記載を意味する。 The present invention will be explained in more detail below with reference to examples, but the present invention is not limited to the following examples as long as it does not deviate from the gist of the invention. In the examples, the terms "parts", "%", etc. are based on mass unless otherwise specified.
(樹脂含有層用塗工剤の調製)
以下の表1に示す原料を用いて、樹脂含有層用塗工剤を調製した。
(Preparation of Coating Agent for Resin-Containing Layer)
Using the raw materials shown in Table 1 below, a coating agent for the resin-containing layer was prepared.

<製造例1-1:樹脂含有層用塗工剤No.1>
表1に記載の水溶性ポリマー3.0質量部及び水100質量部を混合し、5分間撹拌を行った。その後、10%濃度の酢酸を用いて、水溶性ポリマー及び水の混合物のpHが5.0になるようにpHを調整した。
次に、pH調整を行って得られた混合液に、表1に記載の機能性粒子A〔日産化学工業(株)製、商品名:スノーテックスST-AK、平均粒径15nmのアルミナ表面処理コロイダルシリカ、固形分濃度19%〕52.9質量部、及び表1に記載の熱可塑性樹脂粒子A〔DIC(株)製、製品名:ハイドランCP7050、平均粒径75nmのウレタンエマルジョン、最低造膜温度:0℃、固形分濃度25%〕30.6質量部を添加し、5分間撹拌した。これにより、樹脂含有層用塗工剤No.1を得た。
得られた塗工剤No.1における各原料の固形分割合を表2に示した。
<Production Example 1-1: Coating agent for resin-containing layer No. 1>
3.0 parts by mass of a water-soluble polymer shown in Table 1 and 100 parts by mass of water were mixed and stirred for 5 minutes. Thereafter, the pH of the mixture of the water-soluble polymer and water was adjusted to 5.0 using 10% acetic acid.
Next, 52.9 parts by mass of functional particles A (manufactured by Nissan Chemical Industries, Ltd., product name: Snowtex ST-AK, alumina surface-treated colloidal silica with an average particle size of 15 nm, solid content concentration of 19%) and 30.6 parts by mass of thermoplastic resin particles A (manufactured by DIC Corporation, product name: Hydran CP7050, urethane emulsion with an average particle size of 75 nm, minimum film-forming temperature: 0° C., solid content concentration of 25%) were added to the mixture obtained by adjusting the pH, and the mixture was stirred for 5 minutes. This gave coating agent No. 1 for resin-containing layer.
The solid content of each raw material in the obtained Coating Agent No. 1 is shown in Table 2.
<製造例1-2:樹脂含有層用塗工剤No.2>
表1に記載の水溶性ポリマー2.7質量部及び水100質量部を混合し、5分間撹拌を行った。その後、10%濃度の酢酸を用いて、水溶性ポリマー及び水の混合物のpHが5.0になるようにpHを調整した。
次に、pH調整を行って得られた混合液に、表1に記載の機能性粒子A 47.5質量部、及び表1に記載の熱可塑性樹脂粒子B〔DIC(株)製、商品名:ボンコートVO8、平均粒径300nmのアクリルエマルジョン、最低造膜温度25℃、固形分濃度:40%)〕17.2質量部を添加し、5分間撹拌した。これにより、樹脂含有層用塗工剤No.2を得た。
得られた塗工剤No.2における各原料の固形分割合を表2に示した。
<Production Example 1-2: Coating agent for resin-containing layer No. 2>
2.7 parts by mass of the water-soluble polymer shown in Table 1 and 100 parts by mass of water were mixed and stirred for 5 minutes. Thereafter, the pH of the mixture of the water-soluble polymer and water was adjusted to 5.0 using acetic acid having a concentration of 10%.
Next, 47.5 parts by mass of functional particles A shown in Table 1 and 17.2 parts by mass of thermoplastic resin particles B shown in Table 1 (manufactured by DIC Corporation, product name: Boncoat VO8, acrylic emulsion with average particle size of 300 nm, minimum film-forming temperature 25° C., solid content concentration: 40%)) were added to the mixture obtained by adjusting the pH, and the mixture was stirred for 5 minutes. This gave coating agent No. 2 for resin-containing layer.
The solid content of each raw material in the obtained Coating Agent No. 2 is shown in Table 2.
<製造例1-3:樹脂含有層用塗工剤No.3>
表1に記載の水溶性ポリマー2.8質量部及び水100質量部を混合し、5分間撹拌を行った。その後、10%濃度の酢酸を用いて、水溶性ポリマー及び水の混合物のpHが5.0になるようにpHを調整した。
次に、pH調整を行って得られた混合液に、表1に記載の機能性粒子B〔日産化学工業(株)製、商品名:アルミナゾル520、平均粒径20nmのアルミナゾル、固形分濃度22%〕42.6質量部、及び表1に記載の熱可塑性樹脂粒子A 28.5質量部を添加し、5分間撹拌した。これにより、樹脂含有層用塗工剤No.3を得た。
得られた塗工剤No.3における各原料の固形分割合を表2に示した。
<Production Example 1-3: Coating agent for resin-containing layer No. 3>
2.8 parts by mass of the water-soluble polymer shown in Table 1 and 100 parts by mass of water were mixed and stirred for 5 minutes. Thereafter, the pH of the mixture of the water-soluble polymer and water was adjusted to 5.0 using 10% acetic acid.
Next, 42.6 parts by mass of functional particles B (manufactured by Nissan Chemical Industries, Ltd., product name: Aluminasol 520, alumina sol with an average particle size of 20 nm, solid content concentration of 22%) and 28.5 parts by mass of thermoplastic resin particles A were added to the mixture obtained by adjusting the pH and stirred for 5 minutes. This gave coating agent No. 3 for resin-containing layer.
The solid content ratio of each raw material in the obtained Coating Agent No. 3 is shown in Table 2.
<製造例1-4:樹脂含有層用塗工剤No.4>
表1に記載の水溶性ポリマー4.4質量部及び水100質量部を混合し、5分間撹拌を行った。その後、10%濃度の酢酸を用いて、水溶性ポリマー及び水の混合物のpHが5.0になるようにpHを調整した。
次に、pH調整を行って得られた混合液に、表1に記載の機能性粒子A 100.7質量部を添加し、5分間撹拌した。これにより、樹脂含有層用塗工剤No.4を得た。
得られた塗工剤No.4における各原料の固形分割合を表2に示した。
<Production Example 1-4: Coating agent for resin-containing layer No. 4>
4.4 parts by mass of the water-soluble polymer shown in Table 1 and 100 parts by mass of water were mixed and stirred for 5 minutes. Thereafter, the pH of the mixture of the water-soluble polymer and water was adjusted to 5.0 using 10% acetic acid.
Next, 100.7 parts by mass of functional particles A shown in Table 1 was added to the mixed liquid obtained by adjusting the pH, and the mixture was stirred for 5 minutes to obtain coating agent No. 4 for resin-containing layer.
The solid content of each raw material in the obtained Coating Agent No. 4 is shown in Table 2.
<製造例1-5:樹脂含有層用塗工剤No.5>
表1に記載の水溶性ポリマー3.5質量部及び水100質量部を混合し、5分間撹拌を行った。その後、10%濃度の酢酸を用いて、水溶性ポリマー及び水の混合物のpHが5.0になるようにpHを調整した。
次に、pH調整を行って得られた混合液に、表1に記載の機能性粒子C〔中央理化工業(株)製、商品名:アクアテックスAC-3100、エチレン-メタクリル酸共重合体エマルジョン溶液、平均分散粒子径0.7μm、最低造膜温度100℃)〕14.9質量部、及び表1に記載の熱可塑性樹脂粒子A26.8質量部を添加し、5分間撹拌した。これにより、樹脂含有層用塗工剤No.5を得た。
得られた塗工剤No.5における各原料の固形分割合を表2に示した。
<Production Example 1-5: Coating agent for resin-containing layer No. 5>
3.5 parts by mass of a water-soluble polymer shown in Table 1 and 100 parts by mass of water were mixed and stirred for 5 minutes. Thereafter, the pH of the mixture of the water-soluble polymer and water was adjusted to 5.0 using 10% acetic acid.
Next, 14.9 parts by mass of functional particles C (manufactured by Chuo Rika Kogyo Co., Ltd., product name: Aquatex AC-3100, ethylene-methacrylic acid copolymer emulsion solution, average dispersed particle size 0.7 μm, minimum film formation temperature 100° C.) shown in Table 1 and 26.8 parts by mass of thermoplastic resin particles A shown in Table 1 were added to the mixed solution obtained by adjusting the pH, and the mixture was stirred for 5 minutes. This gave coating agent No. 5 for resin-containing layer.
The solid content of each raw material in the obtained Coating Agent No. 5 is shown in Table 2.
<製造例1-6:樹脂含有層用塗工剤No.6>
表1に記載の水溶性ポリマー3.2質量部及び水100質量部を混合し、5分間撹拌を行った。その後、10%濃度の酢酸を用いて、水溶性ポリマー及び水の混合物のpHが5.0になるようにpHを調整した。
次に、pH調整を行って得られた混合液に、表1に記載の機能性粒子C 13.5質量部、及び表1に記載の熱可塑性樹脂粒子B 15.2質量部を添加し、5分間撹拌した。これにより、樹脂含有層用塗工剤No.6を得た。
得られた塗工剤No.6における各原料の固形分割合を表2に示した。
<Production Example 1-6: Coating agent for resin-containing layer No. 6>
3.2 parts by mass of a water-soluble polymer shown in Table 1 and 100 parts by mass of water were mixed and stirred for 5 minutes. Thereafter, the pH of the mixture of the water-soluble polymer and water was adjusted to 5.0 using 10% acetic acid.
Next, 13.5 parts by mass of functional particles C shown in Table 1 and 15.2 parts by mass of thermoplastic resin particles B shown in Table 1 were added to the mixture obtained by adjusting the pH, and the mixture was stirred for 5 minutes. Thus, coating agent No. 6 for resin-containing layer was obtained.
The solid content ratio of each raw material in the obtained Coating Agent No. 6 is shown in Table 2.
<製造例1-7:樹脂含有層用塗工剤No.7>
表1に記載の水溶性ポリマー3.5質量部及び水100質量部を混合し、5分間撹拌を行った。その後、10%濃度の酢酸を用いて、水溶性ポリマー及び水の混合物のpHが5.0になるようにpHを調整した。
次に、pH調整を行って得られた混合液に、表1に記載の機能性粒子D〔住友精化(株)製、商品名:セポルジョンG315、オレフィン系樹脂エマルジョン、平均分散粒子径1.5μm、最低造膜温度85℃)〕14.9質量部、及び表1に記載の熱可塑性樹脂粒子A 26.8質量部を添加し、5分間撹拌した。これにより、樹脂含有層用塗工剤No.7を得た。
得られた塗工剤No.7における各原料の固形分割合を表2に示した。
<Production Example 1-7: Coating agent for resin-containing layer No. 7>
3.5 parts by mass of a water-soluble polymer shown in Table 1 and 100 parts by mass of water were mixed and stirred for 5 minutes. Thereafter, the pH of the mixture of the water-soluble polymer and water was adjusted to 5.0 using 10% acetic acid.
Next, 14.9 parts by mass of functional particles D (manufactured by Sumitomo Seika Chemicals Co., Ltd., product name: Sepolsion G315, olefin resin emulsion, average dispersed particle size 1.5 μm, minimum film formation temperature 85° C.) described in Table 1 and 26.8 parts by mass of thermoplastic resin particles A described in Table 1 were added to the mixture obtained by adjusting the pH, and the mixture was stirred for 5 minutes. This gave coating agent No. 7 for resin-containing layer.
The solid content of each raw material in the obtained Coating Agent No. 7 is shown in Table 2.
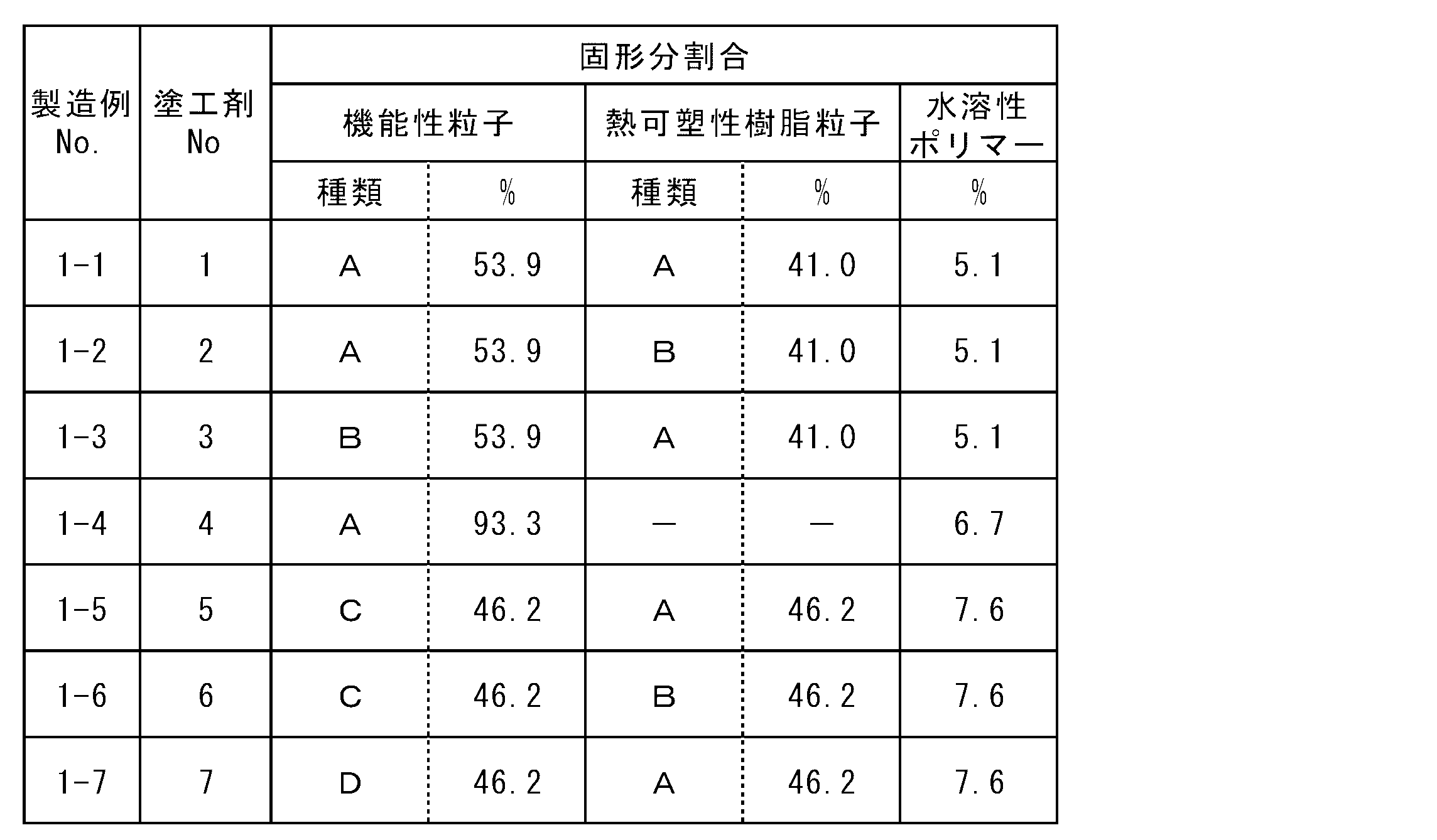
(シートの製造)
以下の表3に示す原料を用いて、シートを製造した。
(Seat manufacturing)
Sheets were manufactured using the raw materials shown in Table 3 below.
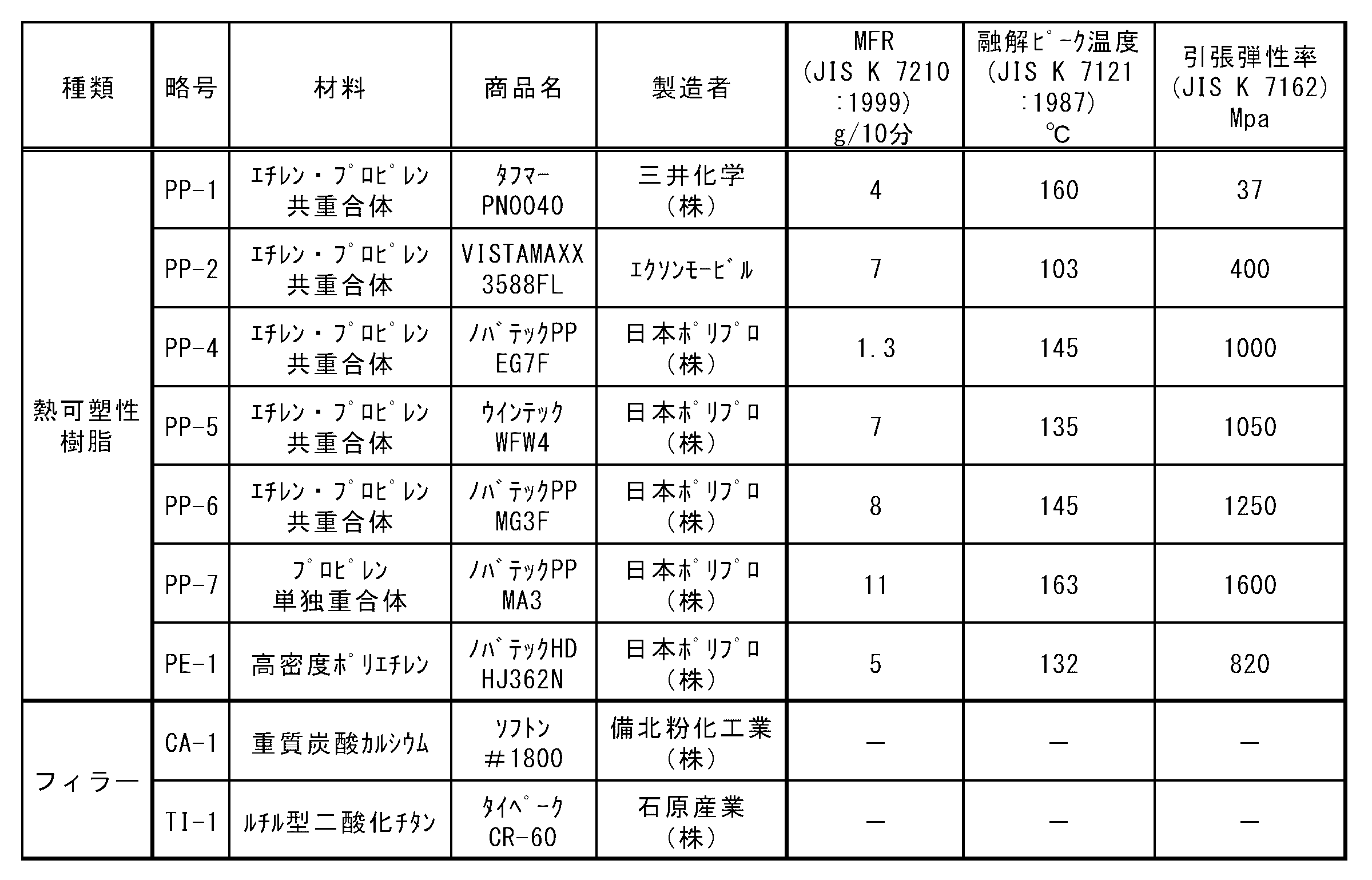
<製造例2-1:シートNo.1>
<<工程(2-1A)>>
表3に示すPP-1(三井化学(株)製、商品名:タフマー PN0040、エチレン・プロピレン共重合体)77質量部、表3に示すCA-1(備北粉化工業(株)製、商品名:ソフトン #1800、重質炭酸カルシウム)22質量部、及び表3に示すTI-1(石原産業(株)製、商品名:ルチル型二酸化チタン、タイペーク CR-60)1質量部を混合して混合物を得た。得られた混合物を270℃の温度に設定した押出機にて混練した後、押出機からシート状に押し出し、冷却装置により冷却することで、無延伸シートを得た。得られた無延伸シートを150℃の温度にまで再度加熱した後、ロール群の周速差を利用して縦方向(MD方向)に4倍に延伸することで、縦4倍延伸フィルムを得た。
<Production Example 2-1: Sheet No. 1>
<<Step (2-1A)>>
77 parts by mass of PP-1 (manufactured by Mitsui Chemicals, Inc., trade name: Tafmer PN0040, ethylene-propylene copolymer) shown in Table 3, 22 parts by mass of CA-1 (manufactured by Bihoku Funka Kogyo Co., Ltd., trade name: Softon #1800, heavy calcium carbonate) shown in Table 3, and 1 part by mass of TI-1 (manufactured by Ishihara Sangyo Kaisha, Ltd., trade name: rutile titanium dioxide, Typeque CR-60) shown in Table 3 were mixed to obtain a mixture. The resulting mixture was kneaded in an extruder set at a temperature of 270 ° C., extruded from the extruder into a sheet, and cooled by a cooling device to obtain an unstretched sheet. The obtained unstretched sheet was heated again to a temperature of 150 ° C., and then stretched 4 times in the longitudinal direction (MD direction) using the difference in peripheral speed of the roll group to obtain a longitudinal 4-times stretched film.
<<工程(2-1B)>>
工程(2-1A)とは別に、表3に示すPP-1を270℃の温度に設定した押出機にて混練した後、シート状に押し出し、無延伸シートを得た。得られた無延伸シートを、工程(2-1A)で得られた縦4倍延伸フィルムの片面に積層することで、二層構造の積層フィルムを得た。
<<Process (2-1B)>>
Separately from the step (2-1A), PP-1 shown in Table 3 was kneaded in an extruder set at a temperature of 270° C., and then extruded into a sheet to obtain an unstretched sheet. The sheet was laminated on one side of the longitudinally 4-fold stretched film obtained in step (2-1A) to obtain a laminated film having a two-layer structure.
<<工程(2-1C)>>
次に、工程(2-1B)で得られた二層構造の積層フィルムを60℃の温度にまで冷却した後、再び165℃の温度にまで加熱して、テンターを用いて横方向(TD方向)に9倍延伸した。その後、175℃の温度でアニーリング処理し、60℃の温度にまで冷却した後、耳部をスリットすることで、二層構造の積層延伸フィルムを得た。
<<Step (2-1C)>>
Next, the two-layer laminate film obtained in step (2-1B) was cooled to a temperature of 60° C., and then heated again to a temperature of 165° C., and stretched in the transverse direction (TD direction) using a tenter. The film was then annealed at 175° C., cooled to 60° C., and the edge portions were slit to obtain a laminated stretched film having a two-layer structure.
得られた二層構造の積層延伸フィルム(シート)の各層(熱可塑性樹脂層/基材層)のそれぞれの延伸軸数は、一軸延伸/二軸延伸であった。得られた二層構造の積層延伸フィルムの全体の厚みは75μmであり、各層(熱可塑性樹脂層/基材層)のそれぞれの厚みは4μm/71μmであった。 The number of stretching axes of each layer (thermoplastic resin layer/substrate layer) of the obtained laminated stretched film (sheet) with a two-layer structure was uniaxial stretching/biaxial stretching. The total thickness of the obtained laminated stretched film with a two-layer structure was 75 μm, and the thicknesses of each layer (thermoplastic resin layer/substrate layer) were 4 μm/71 μm.
<製造例2-2:シートNo.2>
製造例2-1において、工程(2-1B)を以下の工程(2-2B)に変更した以外は、製造例2-1と同様にして、シートNo.2を得た。
<Production Example 2-2: Sheet No. 2>
Sheet No. 2 was obtained in the same manner as in Production Example 2-1, except that the step (2-1B) in Production Example 2-1 was changed to the following step (2-2B).
<<工程(2-2B)>>
工程(2-1A)とは別に、表3に示すPP-2(エクソンモービル製、商品名:VISTAMAXX 3588FL、エチレン・プロピレン共重合体)を270℃の温度に設定した押出機にて混練した後、シート状に押し出し、無延伸シートを得た。得られた無延伸シートを、工程(2-1A)で得られた縦4倍延伸フィルムの片面に積層することで、二層構造の積層フィルムを得た。
<<Process (2-2B)>>
Separately from the step (2-1A), PP-2 (manufactured by ExxonMobil, trade name: VISTAMAXX 3588FL, ethylene-propylene copolymer) shown in Table 3 was kneaded in an extruder set at a temperature of 270°C. The resulting unstretched sheet was laminated on one side of the longitudinally 4-fold stretched film obtained in step (2-1A) to obtain a two-layer laminate film. obtained.
<製造例2-3:シートNo.3>
製造例2-1において、工程(2-1B)を以下の工程(2-3B)に変更した以外は、製造例2-1と同様にして、シートNo.3を得た。
<Production Example 2-3: Sheet No. 3>
Sheet No. 3 was obtained in the same manner as in Production Example 2-1, except that the step (2-1B) in Production Example 2-1 was changed to the following step (2-3B).
<<工程(2-3B)>>
工程(2-1A)とは別に、表3に示すPP-4(日本ポリプロ(株)製、商品名:ノバテックPP EG7F、エチレン・プロピレン共重合体)を270℃の温度に設定した押出機にて混練した後、シート状に押し出し、無延伸シートを得た。得られた無延伸シートを、工程(2-1A)で得られた縦4倍延伸フィルムの片面に積層することで、二層構造の積層フィルムを得た。
<<Process (2-3B)>>
Separately from the step (2-1A), PP-4 (manufactured by Japan Polypropylene Corporation, product name: Novatec PP EG7F, ethylene-propylene copolymer) shown in Table 3 was fed to an extruder set at a temperature of 270°C. The mixture was kneaded and then extruded into a sheet to obtain a non-stretched sheet. The non-stretched sheet obtained was laminated on one side of the longitudinally 4-fold stretched film obtained in step (2-1A) to obtain a two-layered film. A laminated film having the structure was obtained.
<製造例2-4:シートNo.4>
製造例2-1において、工程(2-1B)を以下の工程(2-4B)に変更した以外は、製造例2-1と同様にして、シートNo.4を得た。
<Production Example 2-4: Sheet No. 4>
Sheet No. 4 was obtained in the same manner as in Production Example 2-1, except that the step (2-1B) in Production Example 2-1 was changed to the following step (2-4B).
<<工程(2-4B)>>
工程(2-1A)とは別に、表3に示すPP-5(日本ポリプロ(株)製、商品名:ウインテック WFW4、エチレン・プロピレン共重合体)を270℃の温度に設定した押出機にて混練した後、シート状に押し出し、無延伸シートを得た。得られた無延伸シートを、工程(2-1A)で得られた縦4倍延伸フィルムの片面に積層することで、二層構造の積層フィルムを得た。
<<Process (2-4B)>>
Separately from the step (2-1A), PP-5 (trade name: Wintec WFW4, ethylene-propylene copolymer, manufactured by Japan Polypropylene Corporation) shown in Table 3 was fed to an extruder set at a temperature of 270°C. The mixture was kneaded and then extruded into a sheet to obtain a non-stretched sheet. The non-stretched sheet obtained was laminated on one side of the longitudinally 4-fold stretched film obtained in step (2-1A) to obtain a two-layered film. A laminated film having the structure was obtained.
<製造例2-5:シートNo.5>
製造例2-1において、工程(2-1B)を以下の工程(2-5B)に変更した以外は、製造例2-1と同様にして、シートNo.5を得た。
<Production Example 2-5: Sheet No. 5>
Sheet No. 5 was obtained in the same manner as in Production Example 2-1, except that the step (2-1B) in Production Example 2-1 was changed to the following step (2-5B).
<<工程(2-5B)>>
工程(2-1A)とは別に、表3に示すPP-6(日本ポリプロ(株)製、商品名:ノバテックPP MG3F、エチレン・プロピレン共重合体)を270℃の温度に設定した押出機にて混練した後、シート状に押し出し、無延伸シートを得た。得られた無延伸シートを、工程(2-1A)で得られた縦4倍延伸フィルムの片面に積層することで、二層構造の積層フィルムを得た。
<<Process (2-5B)>>
Separately from the step (2-1A), PP-6 (manufactured by Japan Polypropylene Corporation, product name: Novatec PP MG3F, ethylene-propylene copolymer) shown in Table 3 was fed to an extruder set at a temperature of 270°C. The mixture was kneaded and then extruded into a sheet to obtain a non-stretched sheet. The non-stretched sheet obtained was laminated on one side of the longitudinally 4-fold stretched film obtained in step (2-1A) to obtain a two-layered film. A laminated film having the structure was obtained.
<製造例2-6:シートNo.6>
製造例2-1において、工程(2-1B)を以下の工程(2-6B)に変更した以外は、製造例2-1と同様にして、シートNo.6を得た。
<Production Example 2-6: Sheet No. 6>
Sheet No. 6 was obtained in the same manner as in Production Example 2-1, except that the step (2-1B) in Production Example 2-1 was changed to the following step (2-6B).
<<工程(2-6B)>>
工程(2-1A)とは別に、表3に示すPP-7(日本ポリプロ(株)製、商品名:ノバテックPP MA3、プロピレン単独重合体)を270℃の温度に設定した押出機にて混練した後、シート状に押し出し、無延伸シートを得た。得られた無延伸シートを、工程(2-1A)で得られた縦4倍延伸フィルムの片面に積層することで、二層構造の積層フィルムを得た。
<<Process (2-6B)>>
Separately from the step (2-1A), PP-7 (manufactured by Japan Polypropylene Corporation, product name: Novatec PP MA3, propylene homopolymer) shown in Table 3 was kneaded in an extruder set at a temperature of 270°C. The resulting unstretched sheet was laminated on one side of the longitudinally 4-fold stretched film obtained in step (2-1A) to obtain a two-layer structure. A laminated film was obtained.
<製造例2-7:シートNo.7>
製造例2-1において、工程(2-1B)を以下の工程(2-7B)に変更した以外は、製造例2-1と同様にして、シートNo.7を得た。
<Production Example 2-7: Sheet No. 7>
Sheet No. 7 was obtained in the same manner as in Production Example 2-1, except that the step (2-1B) in Production Example 2-1 was changed to the following step (2-7B).
<<工程(2-7B)>>
工程(2-1A)とは別に、表3に示すPP-5とPP-7とを質量比50:50で混合して混合物を得た。得られた混合物を270℃の温度に設定した押出機にて混練した後、シート状に押し出し、無延伸シートを得た。得られた無延伸シートを、工程(2-1A)で得られた縦4倍延伸フィルムの片面に積層することで、二層構造の積層フィルムを得た。
<<Process (2-7B)>>
Separately from step (2-1A), PP-5 and PP-7 shown in Table 3 were mixed in a mass ratio of 50:50 to obtain a mixture. The obtained mixture was subjected to an extrusion process set at a temperature of 270° C. The mixture was kneaded in a mixing machine, and then extruded into a sheet to obtain a non-stretched sheet. The non-stretched sheet obtained was laminated on one side of the longitudinally 4-fold stretched film obtained in step (2-1A). A laminated film having a two-layer structure was obtained.
<製造例2-8:シートNo.8>
製造例2-1において、工程(2-1B)を以下の工程(2-8B)に変更した以外は、製造例2-1と同様にして、シートNo.8を得た。
<Production Example 2-8: Sheet No. 8>
Sheet No. 8 was obtained in the same manner as in Production Example 2-1, except that the step (2-1B) in Production Example 2-1 was changed to the following step (2-8B).
<<工程(2-8B)>>
工程(2-1A)とは別に、表3に示すPP-5とPP-7とを質量比(PP-5:PP-7)40:60で混合して混合物を得た。得られた混合物を270℃の温度に設定した押出機にて混練した後、シート状に押し出し、無延伸シートを得た。得られた無延伸シートを、工程(2-1A)で得られた縦4倍延伸フィルムの片面に積層することで、二層構造の積層フィルムを得た。
<<Process (2-8B)>>
Separately from the step (2-1A), PP-5 and PP-7 shown in Table 3 were mixed in a mass ratio (PP-5:PP-7) of 40:60 to obtain a mixture. The mixture was kneaded in an extruder set at a temperature of 270° C., and then extruded into a sheet to obtain an unstretched sheet. The unstretched sheet obtained was stretched 4 times in the longitudinal direction in the step (2-1A). By laminating it on one side of the film, a laminated film with a two-layer structure was obtained.
<製造例2-9:シートNo.9>
製造例2-1において、工程(2-1B)を以下の工程(2-9B)に変更した以外は、製造例2-1と同様にして、シートNo.9を得た。
<Production Example 2-9: Sheet No. 9>
Sheet No. 9 was obtained in the same manner as in Production Example 2-1, except that the step (2-1B) in Production Example 2-1 was changed to the following step (2-9B).
<<工程(2-9B)>>
工程(2-1A)とは別に、表3に示すPE-1(日本ポリプロ(株)製、商品名:ノバテックHD HJ362N、高密度ポリエチレン)を270℃の温度に設定した押出機にて混練した後、シート状に押し出し、無延伸シートを得た。得られた無延伸シートを、工程(2-1A)で得られた縦4倍延伸フィルムの片面に積層することで、二層構造の積層フィルムを得た。
<<Process (2-9B)>>
Separately from the step (2-1A), PE-1 (manufactured by Japan Polypropylene Corporation, product name: Novatec HD HJ362N, high density polyethylene) shown in Table 3 was kneaded in an extruder set at a temperature of 270°C. The resulting unstretched sheet was then laminated on one side of the longitudinally 4-fold stretched film obtained in step (2-1A) to form a two-layer laminate. The film was obtained.
<シートの押し込み硬さ>
エリオニクス製のナノインデンテーションテスターENT-2100を用いて、以下の条件でバーコビッチ圧子(先端三角錐)を用いて、シートにおける熱可塑性樹脂層の表面側から負荷-除荷試験による押し込み試験を1種類の層につき5回実施し、各々の平均値より表面層の押し込み硬さを算出した。結果を表4に示した。
・温度:30℃
・最大荷重:0.05mN
・負荷速度:0.005mN
・最大荷重での保持時間:1秒
・表面検出方式:傾斜方式
・表面検出閾値係数:2.0
・ばね補正:なし
<Sheet compression hardness>
Using a nanoindentation tester ENT-2100 manufactured by Elionix, a load-unload indentation test was performed five times for each type of layer from the surface side of the thermoplastic resin layer of the sheet using a Berkovich indenter (triangular pyramid tip) under the following conditions, and the indentation hardness of the surface layer was calculated from the average value of each. The results are shown in Table 4.
Temperature: 30°C
・Maximum load: 0.05mN
・Load speed: 0.005mN
Maximum load holding time: 1 second Surface detection method: Inclined method Surface detection threshold coefficient: 2.0
Spring compensation: None

(実施例1)
製造例2-1で製造したシートNo.1の熱可塑性樹脂層の面上に、製造例1-1で製造した樹脂含有層用塗工剤No.1を塗工した。樹脂含有層用塗工剤No.1は、塗工量が単位面積(m2)当たり乾燥後固形分で0.8gとなるように塗工した。塗工にはバーコーターを用いた。樹脂含有層用塗工剤No.1が塗工されたシートを60℃のオーブンで乾燥させて樹脂含有層を形成することで、実施例1の積層体を得た。
Example 1
Coating agent No. 1 for resin-containing layer produced in Production Example 1-1 was applied to the surface of the thermoplastic resin layer of sheet No. 1 produced in Production Example 2-1. Coating agent No. 1 for resin-containing layer was applied so that the coating amount was 0.8 g in solid content after drying per unit area (m 2 ). A bar coater was used for coating. The sheet coated with coating agent No. 1 for resin-containing layer was dried in an oven at 60°C to form a resin-containing layer, thereby obtaining a laminate of Example 1.
(実施例2~実施例11、及び比較例1~比較例4)
実施例1において、シート及び塗工剤を表5に記載のシート及び塗工剤に変更した以外は、実施例1と同様にして、積層体を得た。
(Examples 2 to 11, and Comparative Examples 1 to 4)
A laminate was obtained in the same manner as in Example 1, except that the sheet and coating agent in Example 1 were changed to those shown in Table 5.
<ラベル打ち抜き評価:印刷層剥離性>
印刷層の剥離の有無を下記方法にて評価した。
実施例1~11及び比較例1~4で得られた積層体の樹脂含有層上に、オフセット印刷機(リョービ(株)製、機器名:RYOBI3300CR)、UVオフセット印刷用インキ(T&K TOKA株式会社製、製品名:BC161)を用いて、2000枚印刷した。印刷面にUV(照射量100mJ/cm2)を照射し、インクを固化させて印刷層を形成した。
得られた印刷物を、ロータリーカットマシン(岩崎鉄工製のMDT)を用いてラベルサイズ120mm×60mmで打ち抜いた。
ラベルサイズに打ち抜いた後に、ラベルの端部の印刷層の剥離状態を目視で観察し、以下の評価基準で評価した。結果を表5に示した。
〔評価基準〕
A(良好):剥離が見られない。
B(可):一部に剥離が見られるものの問題なし。
C(不良):端部の全体に剥離が見られる。
<Label punching evaluation: Printed layer peelability>
The presence or absence of peeling of the printed layer was evaluated by the following method.
On the resin-containing layer of the laminate obtained in Examples 1 to 11 and Comparative Examples 1 to 4, 2000 sheets were printed using an offset printing machine (manufactured by Ryobi Ltd., machine name: RYOBI3300CR) and UV offset printing ink (manufactured by T&K TOKA Corporation, product name: BC161). The printed surface was irradiated with UV (irradiation amount 100 mJ/cm 2 ) to solidify the ink and form a printed layer.
The obtained print was punched out into a label size of 120 mm x 60 mm using a rotary cut machine (MDT manufactured by Iwasaki Iron Works, Ltd.).
After punching out the labels to the size required for the labels, the state of peeling of the printed layer at the edge of the labels was visually observed and evaluated according to the following criteria. The results are shown in Table 5.
[Evaluation Criteria]
A (good): No peeling was observed.
B (Acceptable): Some peeling is observed, but no problems.
C (poor): Peeling is observed over the entire edge.
<帯電防止性>
実施例1~8及び比較例1~4で得られた積層体の樹脂含有層の面を23℃、相対湿度30%の環境下で、STATICHONESTMETER(SHISHIDOELECTROSTATIC.LTD製、製品名:TYPES5109)を用いてJISL1094:1997「織物及び編物の帯電性試験方法」に記載の半減期測定法に準拠して、測定を行った。この際、印加を止めてからの測定時間は300秒とし、帯電半減期S(Sec)を求めた。以下の評価基準で評価した。結果を表5に示した。
〔評価基準〕
A(良好): 帯電半減期Sが30秒以下である。
B(可): 帯電半減期Sが30秒を超え、300秒以下である。
C:(不良) 帯電半減期Sが300秒を超える。
<Antistatic properties>
The surface of the resin-containing layer of the laminate obtained in Examples 1 to 8 and Comparative Examples 1 to 4 was measured in an environment of 23°C and 30% relative humidity using a STATICHO NEST METER (manufactured by SHISHIDO ELECTROSTATIC.LTD., product name: TYPES5109) in accordance with the half-life measurement method described in JIS L1094:1997 "Test method for electrostatic charge of woven and knitted fabrics". At this time, the measurement time from the end of the application was set to 300 seconds, and the electrostatic charge half-life S (Sec) was obtained. Evaluation was performed according to the following evaluation criteria. The results are shown in Table 5.
[Evaluation Criteria]
A (good): The charging half-life S is 30 seconds or less.
B (Acceptable): The charge half-life S is greater than 30 seconds and less than 300 seconds.
C: (poor) The charging half-life S exceeds 300 seconds.
<溶融熱転写適性>
(インク転移性評価)
実施例9~11で得られた積層体への印画は、バーコードプリンター(商品名:B-30-S5、株式会社テック社製)と溶融型樹脂性インクリボン(商品名:B110C、株式会社リコー社製)とを用いて、35℃の温度および85%の相対湿度の雰囲気下で、積層体の樹脂含有層の面にCODE39バーコードを印画することで実施した。
<Suitability for thermal melt transfer>
(Ink transfer evaluation)
Printing on the laminates obtained in Examples 9 to 11 was carried out by printing a CODE39 barcode on the surface of the resin-containing layer of the laminate in an atmosphere at a temperature of 35° C. and a relative humidity of 85% using a barcode printer (product name: B-30-S5, manufactured by Tec Corporation) and a melt-type resin ink ribbon (product name: B110C, manufactured by Ricoh Co., Ltd.).
インク転移性評価は、バーコード検証機(商品名:LASERCHEKII、富士電機冷凍機株式会社社製)を用いて、積層体上に印画されたバーコードのANSIグレードを測定することで実施した。インク転移性の評価基準は下記の通りであり、ANSIグレードA~Cを合格とした。
〔評価基準〕
A(良好):ANSIグレードA又はB(鮮明な画像が得られている。)
B(可):ANSIグレードC(バーコードに若干のかすれが見られるが、実用レベルを維持。)
C(不良):ANSIグレードD~F(バーコードのかすれにより線切れが生じる。)
D(不可):ANSIグレードN/G(CODE39のバーコードと認識できない。)
The ink transferability was evaluated by measuring the ANSI grade of the barcode printed on the laminate using a barcode verification machine (product name: LASERCHEK II, manufactured by Fuji Electric Refrigeration Co., Ltd.) The evaluation criteria for ink transferability are as follows, with ANSI grades A to C being considered acceptable.
[Evaluation Criteria]
A (Good): ANSI grade A or B (clear image is obtained)
B (Acceptable): ANSI grade C (the barcode is slightly faded, but still in working condition)
C (Poor): ANSI grade D to F (barcode is faint and line breaks occur)
D (Not acceptable): ANSI grade N/G (Cannot be recognized as a CODE39 barcode.)

シートの押し込み硬さが60N/mm2以下であると、印刷層の剥がれが抑制できた。印刷層の剥がれは、50N/mm2以下であるとより抑制された。
高密度ポリエチレンは、ランダムポリプロピレンよりも脆い傾向がある。そのため、熱可塑性樹脂層にランダムポリプロピレンではなく、高密度ポリエチレンを用いた実施例6では、シート成形中に熱可塑性樹脂層の一部が剥がれて、積層体表面を汚染した。
シートのべたつきに関し、シートNo.1のシートよりも、シートNo.2~No.9のシートの方が、べたつきが小さかった。すなわち、シートのべたつきの観点からは、シートの押し込み硬さは、10N/mm2以上が好ましい。
When the indentation hardness of the sheet was 60 N/mm2 or less , peeling of the printed layer could be suppressed. When the indentation hardness of the sheet was 50 N/mm2 or less, peeling of the printed layer was further suppressed.
High density polyethylene tends to be more brittle than random polypropylene, so in Example 6, in which high density polyethylene was used instead of random polypropylene for the thermoplastic resin layer, part of the thermoplastic resin layer peeled off during sheet molding, contaminating the laminate surface.
Regarding stickiness of the sheets, the sheets No. 2 to No. 9 were less sticky than the sheet No. 1. In other words, from the viewpoint of stickiness of the sheets, the indentation hardness of the sheets is preferably 10 N/mm2 or more .
1a,1b・・・積層体、2a,2b・・・シート、3・・・基材層、4・・・熱可塑性樹脂層、5・・・樹脂含有層、6・・・熱可塑性樹脂層,7・・・樹脂含有層、8・・・印刷層、9・・・印刷層、10a,10b,10c,10d・・・印刷物、11・・・粘着層
1a, 1b... Laminate, 2a, 2b... Sheet, 3... Base material layer, 4... Thermoplastic resin layer, 5... Resin-containing layer, 6... Thermoplastic resin layer , 7... Resin-containing layer, 8... Printing layer, 9... Printing layer, 10a, 10b, 10c, 10d... Printed matter, 11... Adhesive layer
Claims (8)
前記樹脂含有層が、前記シートを覆う熱可塑性樹脂を含有し、
前記樹脂含有層の前記熱可塑性樹脂が、熱可塑性樹脂粒子又は熱可塑性樹脂粒子の融着物を含み、
前記熱可塑性樹脂粒子の最低造膜温度が40℃以下であり、
前記シートの押し込み硬さが、0N/mm2超60N/mm2以下である、積層体。 A laminate comprising a sheet having a thermoplastic resin layer on one surface thereof, and a resin-containing layer provided on the surface of the thermoplastic resin layer of the sheet,
The resin-containing layer contains a thermoplastic resin that covers the sheet,
the thermoplastic resin of the resin-containing layer contains thermoplastic resin particles or a fused product of thermoplastic resin particles,
The minimum film-forming temperature of the thermoplastic resin particles is 40° C. or less,
The laminate, wherein the indentation hardness of the sheet is greater than 0 N/ mm2 and not greater than 60 N/mm2.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020057400A JP7561510B2 (en) | 2020-03-27 | 2020-03-27 | Laminates, labels and printed matter |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020057400A JP7561510B2 (en) | 2020-03-27 | 2020-03-27 | Laminates, labels and printed matter |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021154616A JP2021154616A (en) | 2021-10-07 |
| JP7561510B2 true JP7561510B2 (en) | 2024-10-04 |
Family
ID=77916650
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020057400A Active JP7561510B2 (en) | 2020-03-27 | 2020-03-27 | Laminates, labels and printed matter |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7561510B2 (en) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003221566A (en) | 2002-02-01 | 2003-08-08 | Oji Paper Co Ltd | Adhesive sheet for labels with excellent printability |
| JP2004002825A (en) | 2002-04-19 | 2004-01-08 | Mitsubishi Chem Mkv Co | Polyolefin resin laminated film |
| US20080020196A1 (en) | 2004-07-08 | 2008-01-24 | Oji Paper Co., Ltd. | Thermal Transfer Receiving Sheet And Its Manufacturing Method |
| JP2011148265A (en) | 2010-01-25 | 2011-08-04 | Fujifilm Corp | Printing sheet and method for producing the same |
| JP2013503058A (en) | 2009-08-27 | 2013-01-31 | イーストマン コダック カンパニー | Image receptor element |
| US20160257156A1 (en) | 2015-03-02 | 2016-09-08 | Canon Kabushiki Kaisha | Recording medium |
| WO2017170656A1 (en) | 2016-03-30 | 2017-10-05 | 大日本印刷株式会社 | Decorative sheet for floors and decorative panel for floors |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62151341A (en) * | 1985-12-26 | 1987-07-06 | 東レ株式会社 | Polypropylene laminated film and manufacture thereof |
-
2020
- 2020-03-27 JP JP2020057400A patent/JP7561510B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003221566A (en) | 2002-02-01 | 2003-08-08 | Oji Paper Co Ltd | Adhesive sheet for labels with excellent printability |
| JP2004002825A (en) | 2002-04-19 | 2004-01-08 | Mitsubishi Chem Mkv Co | Polyolefin resin laminated film |
| US20080020196A1 (en) | 2004-07-08 | 2008-01-24 | Oji Paper Co., Ltd. | Thermal Transfer Receiving Sheet And Its Manufacturing Method |
| JP2013503058A (en) | 2009-08-27 | 2013-01-31 | イーストマン コダック カンパニー | Image receptor element |
| JP2011148265A (en) | 2010-01-25 | 2011-08-04 | Fujifilm Corp | Printing sheet and method for producing the same |
| US20160257156A1 (en) | 2015-03-02 | 2016-09-08 | Canon Kabushiki Kaisha | Recording medium |
| WO2017170656A1 (en) | 2016-03-30 | 2017-10-05 | 大日本印刷株式会社 | Decorative sheet for floors and decorative panel for floors |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021154616A (en) | 2021-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6625081B2 (en) | Thermoplastic resin film, hollow molded container with label, adhesive film and label | |
| TWI770424B (en) | In-mold labels and containers with in-mold labels | |
| SK73696A3 (en) | Multilayer oriented heat sealable film structure, polysiloxanes mixture and using hydrocarbyl substituted polysiloxane | |
| JP7208426B2 (en) | Laminates and adhesive labels | |
| WO2020145404A1 (en) | Recording paper, application for same, and method for manufacturing recording paper | |
| JP7561510B2 (en) | Laminates, labels and printed matter | |
| US7811643B2 (en) | Inkjet recording sheet | |
| JP7153744B2 (en) | Recording paper, use thereof, and manufacturing method of recording paper | |
| JP3878333B2 (en) | Melting thermal transfer recording sheet | |
| JPH11300898A (en) | Label paper | |
| JP4753488B2 (en) | IC tag sheet | |
| JPH09295466A (en) | Image receiving sheet for melt heat transfer recording | |
| JP2024152962A (en) | Recording paper | |
| WO2025079279A1 (en) | Printing paper and method for manufacturing printing paper | |
| JP2001180103A (en) | Inkjet recording paper |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221122 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230824 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231003 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231129 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20240319 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240521 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20240529 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240827 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240924 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7561510 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |