JP7283620B2 - laminate - Google Patents
laminate Download PDFInfo
- Publication number
- JP7283620B2 JP7283620B2 JP2022130563A JP2022130563A JP7283620B2 JP 7283620 B2 JP7283620 B2 JP 7283620B2 JP 2022130563 A JP2022130563 A JP 2022130563A JP 2022130563 A JP2022130563 A JP 2022130563A JP 7283620 B2 JP7283620 B2 JP 7283620B2
- Authority
- JP
- Japan
- Prior art keywords
- heat
- layer
- film
- sealant
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Laminated Bodies (AREA)
- Polyesters Or Polycarbonates (AREA)
- Wrappers (AREA)
Description
本発明は、ヒートシール強度に優れたポリエステル系シーラントおよびそれを用いた包装体に関するものであり、特にガスバリア層を積層する用途に好適に用いられるポリエステル系シーラントに関するものである。 TECHNICAL FIELD The present invention relates to a polyester sealant excellent in heat-sealing strength and a package using the same, and more particularly to a polyester sealant suitable for laminating gas barrier layers.
従来、食品、医薬品および工業製品に代表される流通物品の多くに、シーラントフィルムをヒートシール又はラミネートして得られた積層フィルムが、包装体や蓋材等の包装材として用いられている。包装材の最内面(内容物と接する面)には、高いシール強度を示すポリエチレン、ポリプロピレン等のポリオレフィン系樹脂や、アイオノマー、EMMA等のコポリマー樹脂からなるシーラント層が設けられている。これらの樹脂は、ヒートシールにより高い密着強度を達成することができることが知られている。 Laminated films obtained by heat-sealing or laminating a sealant film have conventionally been used as packaging materials such as packages and lids for many distribution goods represented by foods, pharmaceuticals, and industrial products. The innermost surface (the surface in contact with the contents) of the packaging material is provided with a sealant layer made of polyolefin resin such as polyethylene or polypropylene, or copolymer resin such as ionomer or EMMA, which exhibits high sealing strength. It is known that these resins can achieve high adhesion strength by heat sealing.
しかし特許文献1に記されているようなポリオレフィン系樹脂からなる無延伸のシーラントフィルムは、油脂や香料等の有機化合物からなる成分を吸着しやすいため、内容物の香りや味覚を変化させやすいという欠点を持っている。そのため、化成品、医薬品、食品等の包装にポリオレフィン系樹脂からなるシーラント層を最内層として使用するのは適さないケースが多い。
However, the unstretched sealant film made of polyolefin resin as described in
一方、特許文献2に記されているようなアクリロニトリル系樹脂からなるシーラントは、化成品、医薬品、食品等に含まれる有機化合物を吸着しにくいため、包装材の最内層として使用するのに適している。しかし、アクリロニトリル系フィルムは、低温域(150℃以下)におけるヒートシール強度が低いという問題がある。製袋工程において、ヒートシール温度が高温になると、シールバーのメンテナンス頻度が増えてしまうので生産性の観点で好ましくない。また、製袋の歩留まりを向上させるために、製袋ラインの高速化が進んでおり、この要求に対してもシール温度は低温であることが好ましい。アクリロニトリル系樹脂からなるシーラントは、これらの要求を満足できていない。
On the other hand, sealants made of acrylonitrile-based resins, such as those described in
このような問題に鑑みて、特許文献3には有機化合物の非吸着性と低温シール性をもったポリエステル系シーラントが開示されている。しかし、特許文献3に記載のシーラントは、ヒートシールしたときの熱により、熱収縮を起こすだけでなく、シーラントが融けて穴が空いてしまうという問題があった。例えばシーラントを用いた包装体を作製するとき、シーラントが熱収縮すると袋の形が崩れてしまうだけでなく、穴あきが生じると袋としての保存機能を果たすことができないため好ましくない。このように、特許文献3のシーラントには、耐熱性に改善の余地があった。
In view of such problems,
そこで、特許文献4には耐熱性を向上させたシーラントが開示されている。特許文献4に記載のシーラントは、ヒートシール性を有する層とそれ以外の層を分け、これらの層の原料組成をそれぞれ別々に制御することにより、ヒートシール性と耐熱性を満足させている。しかし、特許文献4に記載のシーラントには、酸素や水蒸気といった気体を遮断する性能(ガスバリア性)がないため、内容物のシェルフライフが短い問題があった。
Therefore,
従来、フィルムのガスバリア性を向上させる方策としては、蒸着によって無機薄膜からなるガスバリア層を設ける手段がよく知られている。ガスバリア層を設ける際、基材となるフィルムを、フィルムロールから巻出して金属ロールを介して搬送する、いわゆるロールtoロール方式が採用されている。この方式は、基材フィルムが蒸着工程等の各工程を連続的に流れながら通過するので生産性が良く、好適に採用されている。ただし、ロールtoロール方式では、フィルムが金属ロール間でたるまないように一定の張力をかける必要があり、この張力によるフィルムの変形(伸長)が問題となるケースが多い。特許文献1に記載されているような無延伸フィルムは、張力による伸長が大きいため、ガスバリア層を設けたとしてもクラックが入りやすくなる。
Conventionally, as a measure for improving the gas barrier property of a film, it is well known to provide a gas barrier layer composed of an inorganic thin film by vapor deposition. When the gas barrier layer is provided, a so-called roll-to-roll system is employed in which a film that serves as a substrate is unwound from a film roll and conveyed via a metal roll. This system is preferably adopted because the substrate film passes through each process such as the vapor deposition process while continuously flowing, resulting in good productivity. However, in the roll-to-roll method, it is necessary to apply a constant tension so that the film does not sag between the metal rolls, and deformation (elongation) of the film due to this tension often poses a problem. A non-stretched film such as that described in
また、蒸着工程では通常、フィルムがガラス転移温度(Tg)以上に加熱されるため、フィルムが熱収縮する場合は、やはりガスバリア層にクラックが入りやすくなってしまう。たとえば、特許文献5には、ポリエステル素材からなるシーラントに無機薄膜層を設けてガスバリア性を向上させた積層体が開示されている。しかし、特許文献5に記載のポリエステル系シーラントを用いてガスバリア層を形成した積層体は、ガスバリア層の構成材料や層厚みに見合ったガスバリア性が発現していない。これは、蒸着工程でフィルムが加熱されるときに熱収縮が発現し、ガスバリア層にクラックが入りガスバリア性が低下するためであると本発明者らは見出した。近年、生産速度が高速化するのに伴い、フィルムが蒸着工程を出た後も温度がTg以上に保たれやすくなってしまう(冷却速度が遅い)ため、蒸着後のフィルムが変形し続けてガスバリア層に巨大欠陥(クラック)が入る問題が多発している。
さらに、蒸着工程を出た後にもフィルムの変形挙動がガスバリア性を低下させることも本発明者らは見出した。すなわち、蒸着工程でフィルムが加熱されて熱膨張を起こした後に冷却されることによりフィルムが収縮するため、やはりガスバリア層にクラックが入りやすくなってしまい、ガスバリア性を低下させる。
In addition, since the film is usually heated to a glass transition temperature (Tg) or higher in the vapor deposition process, the gas barrier layer tends to crack when the film is thermally shrunk. For example,
Furthermore, the present inventors have also found that the deformation behavior of the film reduces the gas barrier properties even after exiting the vapor deposition process. That is, the film shrinks when it is cooled after being heated and thermally expanded in the vapor deposition process, so that the gas barrier layer is likely to crack and the gas barrier property is lowered.
本発明は、前記のような従来技術の問題点を解消することを課題とするものである。すなわち、本発明の課題は、内容物の成分吸着が少なく、低温域で高いヒートシール強度を有し、ガスバリア層を設けるための蒸着工程等の工程においてガスバリア性を低下させずに優れたガスバリア性を有することのできる、ガスバリア層を積層するために用いられるポリエステル系シーラントフィルムを提供することにある。 An object of the present invention is to solve the problems of the prior art as described above. That is, the object of the present invention is to have a low adsorption of the components of the contents, a high heat seal strength in a low temperature range, and an excellent gas barrier property without lowering the gas barrier property in a process such as a vapor deposition step for providing a gas barrier layer. To provide a polyester-based sealant film used for laminating a gas barrier layer, which can have
本発明は、以下の構成よりなる。
1.ヒートシール層と耐熱層の各層を少なくとも1層以上有しており、前記各層ともエチレンテレフタレートを主たる構成成分とするポリエステルにより形成されてなり、下記要件(1)~(3)を満たすことを特徴とする、ガスバリア層を積層するために用いられるポリエステル系シーラントフィルム。
(1)ヒートシール層同士を140℃、0.2MPa、2秒でシールしたときのシール強度が8N/15mm以上30N/15mm以下
(2)熱機械分析(TMA)により、単位断面積あたりの張力1.7N/mm2をかけながら、30℃から140℃まで10℃/分で昇温したときの、長手方向における変形率が0%以上10%以下
(3)熱機械分析(TMA)により、単位断面積あたりの張力1.7N/mm2をかけながら、30℃から160℃まで10℃/分で昇温して160℃で1分保持後、160℃から30℃まで10℃/分で冷却したときの、長手方向における変形率が-2%以上0%以下(値がマイナスの場合は収縮を示す)
2.前記ヒートシール層と前記耐熱層を構成する各ポリエステルを構成する成分として、エチレングリコール以外のジオールモノマー成分として、ネオペンチルグリコール、1,4-シクロヘキサンジメタノール、1,4-ブタンジオール、ジエチレングリコールのいずれか1種以上、もしくはテレフタル酸以外の酸成分としてイソフタル酸を含むことを特徴とする1.に記載のポリエステル系シーラントフィルム。
3.前記ヒートシール層と前記耐熱層を構成する各ポリエステル系成分の全モノマー成分中、エチレングリコール以外のジオールモノマー成分を含有し、該ジオールモノマー成分含有量が以下の(1)~(3)を満たすことを特徴とする1.または2.に記載のポリエステル系シーラントフィルム。
(1)ヒートシール層において30モル%以上50モル%以下
(2)耐熱層において9モル%以上20モル%以下
(3)ヒートシール層と耐熱層との含有量の差が20モル%以上35モル%以下
4.前記ガスバリア層が無機薄膜層であることを特徴とする1.~3.のいずれかに記載のポリエステル系シーラントフィルム。
5.前記1.~4.のいずれかに記載のポリエステル系シーラントを少なくとも1層有していることを特徴とする積層体。
6.前記1.~5.のいずれかに記載のポリエステル系シーラントを少なくとも一部に用いたことを特徴とする包装体。
7.前記5.に記載の積層体を少なくとも一部に用いたことを特徴とする包装体。
The present invention consists of the following configurations.
1. It has at least one layer each of a heat-sealing layer and a heat-resistant layer, and each layer is formed of polyester containing ethylene terephthalate as a main component, and is characterized by satisfying the following requirements (1) to (3). A polyester sealant film used for laminating a gas barrier layer.
(1) The seal strength when the heat seal layers are sealed at 140 ° C., 0.2 MPa, 2 seconds is 8 N / 15 mm or more and 30 N / 15 mm or less (2) Tension per unit cross-sectional area by thermomechanical analysis (TMA) The deformation rate in the longitudinal direction is 0% or more and 10% or less when the temperature is increased from 30°C to 140°C at 10°C/min while applying 1.7 N/mm2 (3) Thermomechanical analysis (TMA), unit While applying a tension per cross-sectional area of 1.7 N/mm2, the temperature was raised from 30°C to 160°C at a rate of 10°C/min, held at 160°C for 1 minute, and then cooled from 160°C to 30°C at a rate of 10°C/min. When the deformation rate in the longitudinal direction is -2% or more and 0% or less (negative value indicates shrinkage)
2. Any of neopentyl glycol, 1,4-cyclohexanedimethanol, 1,4-butanediol, and diethylene glycol as a diol monomer component other than ethylene glycol as a component constituting each polyester constituting the heat-sealing layer and the heat-resistant layer. or one or more, or containing isophthalic acid as an acid component other than terephthalic acid. The polyester sealant film according to .
3. A diol monomer component other than ethylene glycol is contained in all the monomer components of each polyester component constituting the heat-sealing layer and the heat-resistant layer, and the content of the diol monomer component satisfies the following (1) to (3). 1. or 2. The polyester sealant film according to .
(1) 30 mol% or more and 50 mol% or less in the heat seal layer (2) 9 mol% or more and 20 mol% or less in the heat-resistant layer (3) The content difference between the heat seal layer and the heat-resistant layer is 20 mol% or more and 35 4. mol % or less; 1. The gas barrier layer is an inorganic thin film layer. ~3. The polyester sealant film according to any one of 1.
5. 1 above. ~ 4. A laminate comprising at least one layer of the polyester sealant according to any one of .
6. 1 above. ~ 5. A package characterized by using at least a part of the polyester sealant according to any one of the above.
7. 5 above. 3. A package comprising at least a part of the laminate according to 1.
本発明のポリエステル系シーラントフィルムは、内容物の成分吸着が少なく、低温域で高いヒートシール強度を有し、ガスバリア層を設けたときに優れたガスバリア性を有する。 The polyester-based sealant film of the present invention has little adsorption of components of the content, has high heat seal strength in a low temperature range, and has excellent gas barrier properties when provided with a gas barrier layer.
本発明は、ヒートシール層と耐熱層の各層を少なくとも1層以上有しており、前記各層ともエチレンテレフタレートを主たる構成成分とするポリエステルにより形成されてなり、下記要件(1)~(3)を満たすことを特徴とする、ガスバリア層を積層するために用いられるポリエステル系シーラントフィルムである。
(1)ヒートシール層同士を140℃、0.2MPa、2秒でシールしたときのシール強度が8N/15mm以上30N/15mm以下
(2)熱機械分析(TMA)により、単位断面積あたりの張力1.7N/mm2をかけながら、30℃から140℃まで10℃/分で昇温したときの、長手方向における変形率が0%以上10%以下
(3)熱機械分析(TMA)により、単位断面積あたりの張力1.7N/mm2をかけながら、30℃から160℃まで10℃/分で昇温して160℃で1分保持後、160℃から30℃まで10℃/分で冷却したときの、長手方向における変形率が-2%以上0%以下(値がマイナスの場合は収縮を示す)
以下、本発明であるガスバリア層を積層するために用いられるポリエステル系シーラントについて説明する。
The present invention has at least one layer each of a heat-sealing layer and a heat-resistant layer, and each layer is formed of polyester containing ethylene terephthalate as a main constituent, and the following requirements (1) to (3) are satisfied. It is a polyester-based sealant film used for laminating a gas barrier layer, characterized by filling.
(1) The seal strength when the heat seal layers are sealed at 140 ° C., 0.2 MPa, 2 seconds is 8 N / 15 mm or more and 30 N / 15 mm or less (2) Tension per unit cross-sectional area by thermomechanical analysis (TMA) The deformation rate in the longitudinal direction is 0% or more and 10% or less when the temperature is increased from 30°C to 140°C at 10°C/min while applying 1.7 N/mm2 (3) Thermomechanical analysis (TMA), unit While applying a tension per cross-sectional area of 1.7 N/mm2, the temperature was raised from 30°C to 160°C at a rate of 10°C/min, held at 160°C for 1 minute, and then cooled from 160°C to 30°C at a rate of 10°C/min. When the deformation rate in the longitudinal direction is -2% or more and 0% or less (negative value indicates shrinkage)
Hereinafter, the polyester sealant used for laminating the gas barrier layer of the present invention will be described.
1.シーラントの特性
1.1.ヒートシール強度
本発明のガスバリア層を積層するために用いられるポリエステル系シーラントフィルム(以下、単に「シーラント」と記載する場合がある)は、温度140℃、シールバー圧力0.2MPa、シール時間2秒でヒートシールした際のヒートシール強度が8N/15mm以上30N/15mm以下であることが好ましい。なお、シーラントが複数の機能を有する層に分かれている場合、ヒートシール強度を測定する際にはシール層同士を接触させる必要がある。本発明のシーラントの層構成については、後述する。
ヒートシール強度が8N/15mm未満であると、シール部分が容易に剥離されるため、包装袋として用いることができない。ヒートシール強度は9N/15mm以上が好ましく、10N/15mm以上がより好ましい。ヒートシール強度は大きいことが好ましいが、現状得られる上限は30N/15mm程度である。実用上は29N/15mmであっても十分好ましいものといえる。
1. Properties of sealants 1.1. Heat Seal Strength The polyester sealant film (hereinafter sometimes simply referred to as "sealant") used for laminating the gas barrier layer of the present invention was prepared at a temperature of 140°C, a seal bar pressure of 0.2 MPa, and a sealing time of 2 seconds. It is preferable that the heat seal strength when heat-sealed with is 8 N/15 mm or more and 30 N/15 mm or less. In addition, when the sealant is divided into layers having a plurality of functions, it is necessary to bring the seal layers into contact with each other when measuring the heat seal strength. The layer structure of the sealant of the present invention will be described later.
If the heat seal strength is less than 8 N/15 mm, the sealed portion is easily peeled off and cannot be used as a packaging bag. The heat seal strength is preferably 9 N/15 mm or more, more preferably 10 N/15 mm or more. It is preferable that the heat seal strength is high, but the upper limit that can be obtained at present is about 30 N/15 mm. It can be said that even 29 N/15 mm is sufficiently preferable for practical use.
1.2.張力印加時の加熱変形率
本発明のシーラントは、長手方向において、単位断面積(幅×厚み)あたりの張力1.7N/mm2を印加しながら30℃から140℃まで10℃/分で加熱したときの変形率が0%以上10%以下であると好ましい。長手方向の加熱変形率は、熱機械分析(TMA)を用いて測定する。詳細な測定方法は、実施例で記載する。なお、長手方向とはシーラントフィルムの製造における製膜方向をさし、後述の縦方向、MD方向と同義である。
長手方向の加熱変形率が10%を超えると、蒸着工程でシーラントが伸びやすくなることを意味し、蒸着したガスバリア膜にクラックが入りやすくなってしまうため好ましくない。長手方向の加熱変形率は9%以下であるとより好ましく、8%以下であるとさらに好ましい。長手方向の加熱変形率は0%に近いほど、シーラントが変形しにくいことになるので好ましい一方、加熱変形率が0%未満、すなわちシーラントが収縮する場合も蒸着工程においてガスバリア膜にクラックが入りやすくなるため好ましくない。本発明においては、長手方向の加熱変形率の下限は0%であり、1%であっても実用上は十分好ましいものといえる。
1.2. Heat deformation rate when tension is applied The sealant of the present invention is heated from 30 ° C. to 140 ° C. at 10 ° C./min while applying a tension of 1.7 N / mm 2 per unit cross-sectional area (width x thickness) in the longitudinal direction. It is preferable that the deformation ratio is 0% or more and 10% or less. Longitudinal heat distortion is measured using thermomechanical analysis (TMA). A detailed measurement method is described in Examples. The longitudinal direction refers to the film-forming direction in the production of the sealant film, and is synonymous with the longitudinal direction and the MD direction, which will be described later.
If the heat distortion rate in the longitudinal direction exceeds 10%, it means that the sealant tends to stretch in the vapor deposition process, and cracks tend to occur in the vapor-deposited gas barrier film, which is not preferable. The heat deformation rate in the longitudinal direction is more preferably 9% or less, more preferably 8% or less. The closer the heat deformation ratio in the longitudinal direction is to 0%, the more difficult it is for the sealant to deform. It is not preferable because In the present invention, the lower limit of the heat distortion rate in the longitudinal direction is 0%, and even 1% is practically preferable enough.
1.3.張力印加時の冷却変形率
本発明のシーラントは、長手方向において、単位断面積(幅×厚み)あたりの張力1.7N/mm2を印加しながら30℃から160℃まで10℃/分で加熱して160℃で1分保持した後、160℃から30℃まで10℃/分で冷却したときの変形率が-2%以上0%以下(値がマイナスの場合は収縮を示す)であると好ましい。長手方向の冷却変形率は、熱機械分析(TMA)を用いて測定する。詳細な測定方法は、実施例で記載する。
長手方向の冷却変形率が-2%を下回ると、蒸着工程を出た後にシーラントが収縮しやすくなることを意味し、蒸着したガスバリア膜にクラックが入りやすくなってしまうため好ましくない。長手方向の冷却変形率は-1.8%以上であるとより好ましく、-1.6%以上であるとさらに好ましい。長手方向の冷却変形率は0%に近いほど、シーラントが変形しにくいことになるので好ましい一方、冷却変形率が0%を超える場合、すなわちシーラントが伸長する場合もガスバリア膜にクラックが入りやすくなるため好ましくない。本発明において、冷却時には収縮のみを示すので上限は0%である。長手方向の冷却変形率の上限は-0.2%であっても実用上は十分好ましいものといえる。
1.3. Cooling deformation rate when tension is applied The sealant of the present invention is heated from 30 ° C. to 160 ° C. at 10 ° C./min while applying a tension of 1.7 N / mm 2 per unit cross-sectional area (width x thickness) in the longitudinal direction. After holding at 160 ° C. for 1 minute, the deformation rate when cooling from 160 ° C. to 30 ° C. at 10 ° C./min is -2% or more and 0% or less (negative value indicates shrinkage) preferable. Longitudinal cooling deformation is measured using thermomechanical analysis (TMA). A detailed measurement method is described in Examples.
If the cooling deformation rate in the longitudinal direction is less than -2%, it means that the sealant tends to shrink after leaving the vapor deposition process, and cracks tend to occur in the vapor-deposited gas barrier film, which is not preferable. The cooling deformation rate in the longitudinal direction is more preferably −1.8% or more, more preferably −1.6% or more. The closer the longitudinal cooling deformation rate is to 0%, the more difficult it is for the sealant to deform. I don't like it because In the present invention, the upper limit is 0% because only shrinkage occurs during cooling. Even if the upper limit of the cooling deformation rate in the longitudinal direction is -0.2%, it can be said that it is sufficiently preferable for practical use.
1.4.温湯熱収縮率
本発明のシーラントは、98℃の温湯中で10秒間に亘って処理した場合における幅方向、長手方向の温湯熱収縮率がいずれも-5%以上5%以下であると好ましい。収縮率が5%を超えると、高温環境下での収縮が大きくなり、元の形状を保てなくなる。温湯熱収縮率は4%以下であるとより好ましく、3%以下であるとさらに好ましい。一方、温湯熱収縮率が0%を下回る場合、シーラントが伸びることを意味しており、収縮率が高い場合と同様にフィルムが元の形状を維持できにくくなるため好ましくない。
1.4. Hot water heat shrinkage The sealant of the present invention preferably has a hot water heat shrinkage of −5% or more and 5% or less in both the width direction and the longitudinal direction when treated in hot water at 98° C. for 10 seconds. If the shrinkage ratio exceeds 5%, the shrinkage in a high-temperature environment increases and the original shape cannot be maintained. The hot water heat shrinkage rate is more preferably 4% or less, and even more preferably 3% or less. On the other hand, if the hot water heat shrinkage ratio is less than 0%, it means that the sealant is stretched, and it is not preferable because it becomes difficult for the film to maintain its original shape as in the case where the shrinkage ratio is high.
1.5.ヘイズ
本発明のシーラントは、ヘイズが1%以上15%以下であることが好ましい。ヘイズが15%を超えるとフィルムの透明性が悪くなるため、袋等の包装体とした場合に中身の視認性が劣ることになる。ヘイズの上限は13%以下であるとより好ましく、11%以下であると特に好ましい。ヘイズは低くければ低いほど透明性が高くなって好ましいが、現状の技術水準では1%が下限であり、2%以上であっても実用上十分といえる。
1.5. Haze The sealant of the present invention preferably has a haze of 1% or more and 15% or less. If the haze exceeds 15%, the transparency of the film is deteriorated, and the visibility of the contents is deteriorated when the film is used as a package such as a bag. The upper limit of haze is more preferably 13% or less, particularly preferably 11% or less. The lower the haze, the higher the transparency, which is preferable. However, in the current state of the art, 1% is the lower limit, and 2% or more is practically sufficient.
1.6.厚み
本発明のシーラントの厚みは特に限定されないが、3μm以上200μm以下が好ましい。フィルムの厚みが3μmより薄いとヒートシール強度の不足や印刷等の加工が困難になるおそれがありあまり好ましくない。またフィルム厚みが200μmより厚くても構わないが、フィルムの使用重量が増えてケミカルコストが高くなるので好ましくない。フィルムの厚みは5μm以上160μm以下であるとより好ましく、7μm以上120μm以下であるとさらに好ましい。
1.6. Thickness The thickness of the sealant of the present invention is not particularly limited, but is preferably 3 μm or more and 200 μm or less. If the thickness of the film is less than 3 μm, the heat seal strength may be insufficient and processing such as printing may become difficult, which is not so preferable. Although the thickness of the film may be thicker than 200 μm, the weight of the film used increases and the chemical cost increases, which is not preferable. The thickness of the film is more preferably 5 μm or more and 160 μm or less, and even more preferably 7 μm or more and 120 μm or less.
1.7.内容物の種類と吸着量
本発明のシーラントは、化成品、医薬品、食品等に含まれる有機化合物を吸着しにくい特徴がある。前記の有機化合物としては、例えばd-リモネン、シトラール、シトロネラール、p-メンタン、ピネン、テルピネン、ミルセン、カレン、ゲラニオール、ネロール、シトロネラール、テルピネオール、l-メントール、ネロリドール、ボルネオール、dl-カンファー、リコピン、カロテン、トランス-2-ヘキセナール、シス-3-ヘキセノール、β-イオノン、セリネン、1-オクテン-3-オール、ベンジルアルコール、オクタールツロブテロール塩酸塩、酢酸トコフェロールなどの香気成分や薬効成分が挙げられる。
シーラントへの吸着量は、吸着条件(吸着物質の濃度、保管期間、温度等)によって異なるが、後述の実施例に示す方法で1週間保管した場合の吸着量が0μg/cm2以上2μg/cm2であると好ましい。吸着量0μg/cm2は、内容物がシーラントに全く吸着していないことを示す。吸着量は1.8μg/cm2以下であるとより好ましく、1.6μg/cm2以下であるとさらに好ましい。
1.7. Types of Contents and Adsorption Amount The sealant of the present invention is characterized by being less likely to adsorb organic compounds contained in chemical products, pharmaceuticals, foods, and the like. Examples of the organic compounds include d-limonene, citral, citronellal, p-menthane, pinene, terpinene, myrcene, carene, geraniol, nerol, citronellal, terpineol, l-menthol, nerolidol, borneol, dl-camphor, lycopene. , carotene, trans-2-hexenal, cis-3-hexenol, β-ionone, selinen, 1-octen-3-ol, benzyl alcohol, octal tulobuterol hydrochloride, and tocopherol acetate. .
The amount of adsorption to the sealant varies depending on the adsorption conditions (concentration of adsorbate, storage period, temperature, etc.), but the amount of adsorption when stored for one week by the method shown in the examples below is 0 μg/cm 2 or more and 2 μg/cm. 2 is preferred. An adsorption amount of 0 μg/cm 2 indicates that the contents are not adsorbed to the sealant at all. The adsorption amount is more preferably 1.8 μg/cm 2 or less, and even more preferably 1.6 μg/cm 2 or less.
本発明のシーラントは、ポリエステル系成分からなるヒートシール層を有しているため、類似した化学構造をもつ有機化合物に対しては吸着性が高まる恐れがある。具体的には、シーラントを構成するポリエステル系成分が酸素原子を4つ有するため、有機化合物の化学構造として、酸素原子数が多い(4つに近づく)ほど、シーラントに対する有機化合物の溶解度が増加して吸着性が高まる傾向にある。例えば、酸素原子が2つあるオイゲノールや酸素原子が3つあるサリチル酸メチルを含んだ内容物を包装すると、吸着量が2μg/cm2を超えやすくなってしまうため好ましくない。 Since the sealant of the present invention has a heat-sealable layer made of a polyester-based component, there is a possibility that the adsorption of organic compounds having a similar chemical structure may increase. Specifically, since the polyester-based component that constitutes the sealant has four oxygen atoms, as the chemical structure of the organic compound, the greater the number of oxygen atoms (closer to four), the greater the solubility of the organic compound in the sealant. Adsorptivity tends to increase with For example, packaging a content containing eugenol with two oxygen atoms or methyl salicylate with three oxygen atoms is not preferable because the adsorption amount tends to exceed 2 μg/cm 2 .
2.シーラントの層構成、層比率
本発明のシーラントは、ヒートシール層と耐熱層の各層を少なくとも1層以上有する。ヒートシールの際、加熱したシールバー(ヒートジョー)等を用いて接触させることを考慮すると、本発明のシーラントは、ヒートシール性と耐熱性とを両立させるために、シール層と耐熱層の各層を一層ずつ有した2種2層構成が好ましい。各層に関する構成要件は後述するが、エチレンテレフタレート成分含有量が最も多い層が耐熱層となる。また、シーラントの層構成は、シール層と耐熱層以外の第三の層を有していても構わないが、シール層はいずれか一方の最外層に位置する必要がある。
シーラント全体の厚みに対するシール層の比率は、20%以上80%以下であることが好ましい。ヒートシール層の層比率が20%より少ない場合、シーラントのヒートシール強度が低下してしまうため好ましくない。シール層の層比率が80%を超えると、シーラントのヒートシール強度は向上するが、耐熱性が低下してしまうため好ましくない。ヒートシール層の層比率は、30%以上~70%以下がより好ましい。
また、本発明のシーラントの最表層(シール層を含む)には、フィルム表面の印刷性や滑り性を良好にするためにコロナ処理、コーティング処理や火炎処理などを施した層を設けることも可能であり、本発明の要件を逸しない範囲で任意に設けることができる。
2. Layer Configuration and Layer Ratio of Sealant The sealant of the present invention has at least one layer each of a heat-sealing layer and a heat-resistant layer. Considering that a heated seal bar (heat jaw) or the like is used for heat-sealing, the sealant of the present invention has a seal layer and a heat-resistant layer in order to achieve both heat-sealability and heat resistance. A two-kind two-layer structure having one layer each is preferable. Constituent requirements for each layer will be described later, but the layer with the highest ethylene terephthalate component content is the heat-resistant layer. The layer structure of the sealant may have a third layer other than the sealing layer and the heat-resistant layer, but the sealing layer must be positioned as the outermost layer of one of them.
The ratio of the seal layer to the total thickness of the sealant is preferably 20% or more and 80% or less. If the layer ratio of the heat-sealing layer is less than 20%, the heat-sealing strength of the sealant is lowered, which is not preferable. If the layer ratio of the seal layer exceeds 80%, the heat seal strength of the sealant is improved, but the heat resistance is lowered, which is not preferable. The layer ratio of the heat seal layer is more preferably 30% or more and 70% or less.
In addition, the outermost layer (including the seal layer) of the sealant of the present invention can be provided with a layer that has been subjected to corona treatment, coating treatment, flame treatment, etc. in order to improve the printability and slipperiness of the film surface. and can be provided arbitrarily within the scope of the requirements of the present invention.
3.シーラントの構成原料
以下では、本発明の好ましい実施態様である、シール層と耐熱層からなる2種2層構成を想定して説明する。
3. Constituent Raw Materials of Sealant Hereinafter, description will be made assuming a two-kind two-layer structure composed of a sealing layer and a heat-resistant layer, which is a preferred embodiment of the present invention.
3.1.ポリエステル原料の種類
本発明のシーラントを構成するポリエステル原料の種類は、エチレンテレフタレートユニットを主たる構成成分とするものである。ここで、「主たる構成成分とする」とは、全構成成分量を100モル%としたとき、50モル%以上含有することを指す。エチレンテレフタレートユニットにはカルボン酸由来のベンゼン環を含むため、分子の剛直性が向上し、結果として張力印加時の冷却変形率を0%に近づけやすくなる。
また、本発明のポリエステル系樹脂層に使用するポリエステルにエチレンテレフタレート以外の成分を1種以上含むことが好ましい。エチレンテレフタレート以外の成分が存在することによって、シール層のヒートシール強度が向上するためである。耐熱層においては、エチレンテレフタレート以外の成分は少ない方が好ましいが、エチレンテレフタレート以外の成分を含むことによって、シール層との収縮率差を少なくすることができ、積層体のカールを小さくする効果がある。各成分の含有量はシール層と耐熱層で異なるため後述する。
エチレンテレフタレートを構成するテレフタル酸以外の成分となりうるジカルボン酸モノマーとしては、例えばイソフタル酸、1,4-シクロヘキサンジカルボン酸、2,6-ナフタレンジカルボン酸、オルトフタル酸等の芳香族ジカルボン酸、アジピン酸、アゼライン酸、セバシン酸、デカンジカルボン酸等の脂肪族ジカルボン酸、および脂環式ジカルボン酸が挙げられる。ただし、3価以上の多価カルボン酸(例えば、トリメリット酸、ピロメリット酸およびこれらの無水物等)はポリエステル中に含有させないことが好ましい。上記のカルボン酸成分の中でも、イソフタル酸を用いることでヒートシール層同士のヒートシール強度を8N/15mm以上としやすくなるので好ましい。
3.1. Type of Polyester Raw Material The type of polyester raw material that constitutes the sealant of the present invention is one that contains an ethylene terephthalate unit as a main component. Here, "contained as a main component" means to contain 50 mol% or more when the total amount of the components is 100 mol%. Since the ethylene terephthalate unit contains a benzene ring derived from a carboxylic acid, the rigidity of the molecule is improved, and as a result, the cooling deformation rate upon application of tension can easily approach 0%.
Moreover, it is preferable that the polyester used in the polyester-based resin layer of the present invention contains at least one component other than ethylene terephthalate. This is because the presence of components other than ethylene terephthalate improves the heat seal strength of the seal layer. In the heat-resistant layer, it is preferable that the amount of components other than ethylene terephthalate is small. be. The content of each component differs between the sealing layer and the heat-resistant layer, and will be described later.
Examples of dicarboxylic acid monomers that can be components other than terephthalic acid constituting ethylene terephthalate include aromatic dicarboxylic acids such as isophthalic acid, 1,4-cyclohexanedicarboxylic acid, 2,6-naphthalenedicarboxylic acid, and orthophthalic acid, adipic acid, Aliphatic dicarboxylic acids such as azelaic acid, sebacic acid, decanedicarboxylic acid, and alicyclic dicarboxylic acids are included. However, it is preferable not to include polyvalent carboxylic acids having a valence of 3 or higher (eg, trimellitic acid, pyromellitic acid, anhydrides thereof, etc.) in the polyester. Among the above carboxylic acid components, isophthalic acid is preferably used because the heat seal strength between the heat seal layers can be easily adjusted to 8 N/15 mm or more.
また、エチレンテレフタレートを構成するエチレングリコール以外の成分となりうるジオールモノマーとしては、例えばネオペンチルグリコール、1,4-シクロヘキサンジメタノール、ジエチレングリコール、2,2-ジエチル1,3-プロパンジオール、2-n-ブチル-2-エチル-1,3-プロパンジオール、2,2-イソプロピル-1,3-プロパンジオール、2,2-ジ-n-ブチル-1,3-プロパンジオール、ヘキサンジオール、1,4-ブタンジオール等の長鎖ジオール、ヘキサンジオール等の脂肪族ジオール、ビスフェノールA等の芳香族系ジオール等を挙げることができる。ただし、ポリエステルには炭素数8個以上のジオール(例えば、オクタンジオール等)、または3価以上の多価アルコール(例えば、トリメチロールプロパン、トリメチロールエタン、グリセリン、ジグリセリンなど)を含有させないことが好ましい。
さらに、ポリエステルを構成する成分として、ε-カプロラクトンやテトラメチレングリコールなどを含むポリエステルエラストマーを含んでいてもよい。ポリエステルエラストマーは、ポリエステル系樹脂層の融点を下げる効果があるため、特にヒートシール層に好適に使用することができる。
Examples of diol monomers that can be components other than ethylene glycol constituting ethylene terephthalate include neopentyl glycol, 1,4-cyclohexanedimethanol, diethylene glycol, 2,2-
Furthermore, polyester elastomers containing ε-caprolactone, tetramethylene glycol, etc. may be included as components constituting the polyester. The polyester elastomer has the effect of lowering the melting point of the polyester-based resin layer, so it can be suitably used particularly for the heat seal layer.
これらのなかでも、ネオペンチルグリコール、1,4-シクロヘキサンジメタノール、1,4-ブタンジオール、ジエチレングリコールのいずれか1種以上を用いることでヒートシール層同士のヒートシール強度を8N/15mm以上としやすくなるので好ましい。ネオペンチルグリコール、1,4-シクロヘキサンジメタノールのいずれか1種以上を用いることがより好ましく、ネオペンチルグリコールを用いることが特に好ましい。 Among these, by using one or more of neopentyl glycol, 1,4-cyclohexanedimethanol, 1,4-butanediol, and diethylene glycol, the heat seal strength between the heat seal layers can easily be 8 N / 15 mm or more. It is preferable because It is more preferable to use one or more of neopentyl glycol and 1,4-cyclohexanedimethanol, and it is particularly preferable to use neopentyl glycol.
本発明のシーラントを構成するポリエステル系樹脂層の中には、必要に応じて各種の添加剤、例えば、ワックス類、酸化防止剤、帯電防止剤、結晶核剤、減粘剤、熱安定剤、着色用顔料、着色防止剤、紫外線吸収剤などを添加することができる。また、フィルムのすべり性を良好にする滑剤としての微粒子を、少なくともフィルムの最表層に添加することが好ましい。微粒子としては、任意のものを選択することができる。例えば、無機系微粒子としては、シリカ、アルミナ、二酸化チタン、炭酸カルシウム、カオリン、硫酸バリウムなどをあげることができ、有機系微粒子としては、アクリル系樹脂粒子、メラミン樹脂粒子、シリコーン樹脂粒子、架橋ポリスチレン粒子などを挙げることができる。微粒子の平均粒径は、コールターカウンタにて測定したときに0.05~3.0μmの範囲内で必要に応じて適宜選択することができる。
本発明のシーラントを構成するポリエステル系樹脂層の中に粒子を配合する方法として、例えば、ポリエステル系樹脂(レジン)を製造する任意の段階において添加することができるが、エステル化の段階、もしくはエステル交換反応終了後、重縮合反応開始前の段階でエチレングリコールなどに分散させたスラリーとして添加し、重縮合反応を進めるのが好ましい。また、ベント付き混練押出し機を用いてエチレングリコールや水、そのほかの溶媒に分散させた粒子のスラリーとポリエステル系樹脂原料とをブレンドする方法や、乾燥させた粒子とポリエステル系樹脂原料とを混練押出し機を用いてブレンドする方法なども挙げられる。
In the polyester resin layer constituting the sealant of the present invention, various additives such as waxes, antioxidants, antistatic agents, crystal nucleating agents, viscosity reducing agents, heat stabilizers, A coloring pigment, an anti-coloring agent, an ultraviolet absorber, and the like can be added. Further, it is preferable to add fine particles as a lubricant for improving the slipperiness of the film at least to the outermost layer of the film. Any fine particles can be selected. Examples of inorganic fine particles include silica, alumina, titanium dioxide, calcium carbonate, kaolin, and barium sulfate. Organic fine particles include acrylic resin particles, melamine resin particles, silicone resin particles, and crosslinked polystyrene. Particles and the like can be mentioned. The average particle size of the fine particles can be appropriately selected within the range of 0.05 to 3.0 μm as measured by a Coulter counter.
As a method of blending the particles into the polyester resin layer constituting the sealant of the present invention, for example, it can be added at any stage in the production of the polyester resin (resin). After completion of the exchange reaction, it is preferable to add the polycondensation reaction as a slurry dispersed in ethylene glycol before starting the polycondensation reaction to proceed with the polycondensation reaction. In addition, a method of blending a polyester resin raw material with a slurry of particles dispersed in ethylene glycol, water, or other solvents using a kneading extruder with a vent, or a method of kneading and extruding dried particles and a polyester resin raw material. A method of blending using a machine is also included.
3.2.シール層に含まれるポリエステル原料の成分量
シール層に用いるポリエステルは、エチレンテレフタレートを構成するテレフタル酸およびエチレングリコール以外の成分となるジカルボン酸モノマーおよび/又はジオールモノマーの含有量が30モル%以上であることが好ましく、32モル%以上がより好ましく、34モル%以上が特に好ましい。また、前記エチレンテレフタレート以外の成分となるモノマー含有量の上限は50モル%である。
シール層に含まれる前記エチレンテレフタレート以外の成分となるモノマーが30モル%より低い場合、溶融樹脂をダイから押し出した後に例え急冷固化したとしても、後の延伸および熱固定工程で結晶化してしまうため、ヒートシール強度を8N/15mm以上とすることが困難となってしまうため好ましくない。
一方、シール層に含まれる前記エチレンテレフタレート以外の成分となるモノマーが50モル%以上である場合、フィルムのヒートシール強度を高くすることができるものの、シール層の耐熱性が極端に低くなるため、ヒートシールするときにシール部の周囲がブロッキング(加熱用部材からの熱伝導によって、意図した範囲よりも広い範囲でシールされてしまう現象)してしまうため、適切なヒートシールが困難となる。エチレンテレフタレート以外の成分となるモノマーの含有量は48モル%以下であるとより好ましく、46%以下であると特に好ましい。
3.2. Component Amount of Polyester Raw Material Contained in Sealing Layer In the polyester used for the sealing layer, the content of dicarboxylic acid monomer and/or diol monomer, which are components other than terephthalic acid and ethylene glycol constituting ethylene terephthalate, is 30 mol % or more. is preferred, 32 mol % or more is more preferred, and 34 mol % or more is particularly preferred. Further, the upper limit of the content of monomers other than ethylene terephthalate is 50 mol %.
If the amount of the monomer other than ethylene terephthalate contained in the seal layer is less than 30 mol %, even if the molten resin is rapidly solidified after being extruded from the die, it will crystallize in the subsequent stretching and heat setting steps. , it is difficult to obtain a heat seal strength of 8 N/15 mm or more, which is not preferable.
On the other hand, when the amount of the monomer other than the ethylene terephthalate contained in the seal layer is 50 mol% or more, the heat seal strength of the film can be increased, but the heat resistance of the seal layer is extremely low. When heat-sealing, the periphery of the seal portion is blocked (a phenomenon in which heat conduction from the heating member results in sealing in a wider area than intended), making proper heat-sealing difficult. The content of monomers other than ethylene terephthalate is more preferably 48 mol % or less, particularly preferably 46 mol % or less.
3.3.耐熱層に含まれるポリエステル原料の成分量
耐熱層に用いるポリエステルは、エチレンテレフタレートを構成するテレフタル酸およびエチレングリコール以外の成分となるジカルボン酸モノマーおよび/又はジオールモノマーの含有量が9モル%以上であることが好ましく、10モル%以上がより好ましく、11モル%以上が特に好ましい。また、前記エチレンテレフタレート以外の成分となるモノマー含有量の上限は20モル%である。
耐熱層に含まれる前記エチレンテレフタレート以外の成分となるモノマーが9モル%より低い場合、シール層との熱収縮率差が大きくなり、シーラントのカールが大きくなってしまうため好ましくない。耐熱層とシール層に含まれる前記エチレンテレフタレート以外の成分となるモノマー含有量の差が大きくなると、熱固定中の各層における熱収縮率差が大きくなってしまい、たとえ熱固定後の冷却を強化してもシール層側への収縮が大きくなり、カールが大きくなってしまう。
一方、耐熱層に含まれる前記エチレンテレフタレート以外の成分となるモノマーが20モル%以上である場合、ヒートシールの際にかかる熱によって穴あきが生じるといったように、シーラントの耐熱性が低下してしまうため好ましくない。前記エチレンテレフタレート以外の成分となるモノマーの含有量は19モル%以下であるとより好ましく、18%以下であると特に好ましい。
また、カールを制御するための前記エチレンテレフタレート以外の成分となるモノマー含有量は、上記の各層単体での量に加えて、シール層と耐熱層との差が10モル%以上45モル%以下であるとより好ましく、11モル%以上44モル%以下であるとさらに好ましい。
3.3. Component amount of polyester raw material contained in the heat-resistant layer The polyester used for the heat-resistant layer has a content of dicarboxylic acid monomers and/or diol monomers that are components other than terephthalic acid and ethylene glycol that constitute ethylene terephthalate is 9 mol% or more. is preferred, 10 mol % or more is more preferred, and 11 mol % or more is particularly preferred. Further, the upper limit of the content of monomers other than ethylene terephthalate is 20 mol %.
If the amount of the monomer other than the ethylene terephthalate contained in the heat-resistant layer is less than 9 mol %, the difference in heat shrinkage from the seal layer increases, and the curl of the sealant increases, which is not preferable. If the difference in the content of the monomers other than the ethylene terephthalate contained in the heat-resistant layer and the seal layer increases, the difference in thermal shrinkage between the layers during heat setting increases, even if the cooling after heat setting is strengthened. However, the shrinkage toward the seal layer side becomes large, and the curl becomes large.
On the other hand, when the amount of the monomer other than the ethylene terephthalate contained in the heat-resistant layer is 20 mol% or more, the heat resistance of the sealant is lowered such that the heat applied during heat-sealing causes holes. I don't like it because The content of monomers other than ethylene terephthalate is more preferably 19 mol % or less, particularly preferably 18 mol % or less.
Further, the content of monomers other than ethylene terephthalate for controlling curling should be such that the difference between the seal layer and the heat-resistant layer is 10 mol % or more and 45 mol % or less, in addition to the amount of each layer alone. It is more preferable if there is, and more preferably 11 mol % or more and 44 mol % or less.
4.シーラントの製造条件
4.1.溶融押し出し
本発明のシーラントは、上記3.1.「ポリエステル系樹脂層の原料種」で記載したポリエステル原料を、押し出し機により溶融押し出しして未延伸のフィルムを形成し、それを以下に示す所定の方法により延伸することによって得ることができる。なお、シーラントがシール層と耐熱層、またはそれ以外の層を含む場合、各層を積層させるタイミングは延伸の前後いずれであっても構わない。延伸前に積層させる場合、各層の原料となる樹脂をそれぞれ別々の押し出し機によって溶融押し出しし、樹脂流路の途中でフィードブロック等を用いて接合させる方法を採用するのが好ましい。延伸後に積層させる場合、それぞれ別々に製膜したフィルムを接着剤によって貼りあわせるラミネート、単独または積層させたフィルムの表層に溶融させたポリエステル樹脂を流して積層させる押出ラミネートを採用するのが好ましい。これらの中でも、延伸前に各層を積層させる方法が好ましい。
ポリエステル樹脂は、前記のように、エチレンテレフタレート以外の成分となり得るモノマーを適量含有するように、ジカルボン酸成分とジオール成分の種類と量を選定して重縮合させることで得ることができる。また、チップ状のポリエステルを2種以上混合してポリエステル系樹脂層の原料として使用することもできる。
4. Manufacturing conditions of sealant 4.1. Melt Extrusion The sealant of the present invention is prepared according to the above 3.1. It can be obtained by melt-extruding the polyester raw material described in "Raw Material Species of Polyester-Based Resin Layer" with an extruder to form an unstretched film, and stretching it by a predetermined method shown below. When the sealant includes a seal layer, a heat-resistant layer, or other layers, the layers may be laminated before or after stretching. When the layers are laminated before being stretched, it is preferable to adopt a method in which the raw material resins for each layer are melt-extruded by separate extruders and joined using a feed block or the like in the middle of the resin flow path. In the case of lamination after stretching, it is preferable to employ lamination in which separately formed films are bonded together with an adhesive, or extrusion lamination in which a melted polyester resin is poured onto the surface layer of a single or laminated film to laminate. Among these, the method of laminating each layer before stretching is preferable.
As described above, the polyester resin can be obtained by polycondensation by selecting the types and amounts of the dicarboxylic acid component and the diol component so as to contain an appropriate amount of a monomer that can be a component other than ethylene terephthalate. Moreover, two or more kinds of chip-like polyesters can be mixed and used as a raw material for the polyester-based resin layer.
原料樹脂を溶融押し出しするとき、各層のポリエステル原料をホッパードライヤー、パドルドライヤー等の乾燥機、または真空乾燥機を用いて乾燥するのが好ましい。そのように各層のポリエステル原料を乾燥させた後、押出機を利用して200~300℃の温度で溶融して積層フィルムとして押し出す。押し出しはTダイ法、チューブラー法等、既存の任意の方法を採用することができる。
その後、押し出しで溶融されたフィルムを急冷することにより、未延伸のフィルムを得ることができる。なお、溶融樹脂を急冷する方法としては、溶融樹脂を口金から回転ドラム上にキャストして急冷固化することにより実質的に未配向の樹脂シートを得る方法を好適に採用することができる。
When the raw material resin is melt-extruded, it is preferable to dry the polyester raw material for each layer using a dryer such as a hopper dryer, a paddle dryer, or a vacuum dryer. After drying the polyester raw material for each layer, it is melted at a temperature of 200 to 300° C. using an extruder and extruded as a laminated film. Any existing method such as a T-die method, a tubular method, or the like can be employed for the extrusion.
Thereafter, by rapidly cooling the film melted by extrusion, an unstretched film can be obtained. As a method for rapidly cooling the molten resin, a method of obtaining a substantially non-oriented resin sheet by casting the molten resin from a die onto a rotating drum and rapidly cooling and solidifying the resin can be suitably employed.
フィルムは、無延伸、一軸延伸(縦(長手)方向、横(幅)方向のいずれか少なくとも一方向への延伸)、二軸延伸いずれの方式で製膜されてもよい。本発明の積層体の機械強度や生産性の観点からは、一軸延伸であることが好ましく、二軸延伸であるとより好ましい。以下では、最初に縦延伸、次に横延伸を実施する縦延伸-横延伸による逐次二軸延伸法に主眼を置いて説明するが、順番を逆にする横延伸-縦延伸であっても、主配向方向が変わるだけなので構わない。また、縦方向と横方向を同時に延伸する、同時二軸延伸法でも構わない。 The film may be formed by any method of non-stretching, uniaxial stretching (stretching in at least one of the vertical (longitudinal) direction and horizontal (width) direction), and biaxial stretching. From the viewpoint of mechanical strength and productivity of the laminate of the present invention, uniaxial stretching is preferable, and biaxial stretching is more preferable. In the following, the description will focus on the sequential biaxial stretching method by longitudinal stretching and then transverse stretching, in which the longitudinal stretching is performed first, and then the transverse stretching. It does not matter because only the main orientation direction is changed. A simultaneous biaxial stretching method in which the film is stretched in the machine direction and the transverse direction at the same time may also be used.
4.2.第一(縦)延伸
第一方向(縦または長手方向)の延伸は、未延伸フィルムを複数のロール群を連続的に配置した縦延伸機へと導入するとよい。縦延伸にあたっては、予熱ロールでフィルム温度が65℃~90℃になるまで予備加熱することが好ましい。フィルム温度が65℃より低いと、縦方向に延伸する際に延伸しにくくなり、破断が生じやすくなるため好ましくない。また90℃より高いとロールにフィルムが粘着しやすくなり、ロールへのフィルムの巻き付きや連続生産によるロールの汚れやすくなるため好ましくない。
フィルム温度が65℃~90℃になったら縦延伸を行う。縦延伸倍率は、1倍以上5倍以下とすると良い。1倍は縦延伸をしていないということなので、横一軸延伸フィルムを得るには縦の延伸倍率を1倍に、二軸延伸フィルムを得るには1.1倍以上の縦延伸となる。縦延伸倍率を1.1倍以上とすることにより、フィルムの長手方向に分子配向を与えて機械強度を増すことができるため、張力印加時の加熱変形率を10%以下としやすくなる。さらに、縦延伸倍率を1.1倍以上としてフィルムの長手方向に分子配向を与えることにより、張力印加時の冷却変形率を0%に近づけやすくなる。また縦延伸倍率の上限は何倍でも構わないが、あまりに高い縦延伸倍率だと横延伸しにくくなって破断が生じやすくなるので5倍以下であることが好ましい。
4.2. First (Longitudinal) Stretching For stretching in the first direction (longitudinal or longitudinal direction), the unstretched film is preferably introduced into a longitudinal stretching machine in which a plurality of roll groups are continuously arranged. In longitudinal stretching, it is preferable to preheat the film with preheating rolls until the film temperature reaches 65°C to 90°C. If the film temperature is lower than 65° C., it becomes difficult to stretch the film in the longitudinal direction, and the film tends to break, which is not preferable. On the other hand, if the temperature is higher than 90° C., the film tends to stick to the roll, and the film tends to wind around the roll or stain the roll during continuous production, which is not preferable.
When the film temperature reaches 65°C to 90°C, it is longitudinally stretched. The longitudinal draw ratio is preferably 1-fold or more and 5-fold or less. Since 1 time means no longitudinal stretching, the longitudinal stretching ratio is 1 time to obtain a transversely uniaxially stretched film, and the longitudinal stretching ratio is 1.1 times or more to obtain a biaxially stretched film. By setting the longitudinal draw ratio to 1.1 times or more, the mechanical strength can be increased by imparting molecular orientation to the longitudinal direction of the film, so that the heat deformation ratio during application of tension can be easily reduced to 10% or less. Furthermore, by giving the film molecular orientation in the longitudinal direction by setting the longitudinal draw ratio to 1.1 times or more, the cooling deformation ratio during application of tension can be easily brought close to 0%. The upper limit of the draw ratio in the longitudinal direction may be any number, but if the draw ratio in the longitudinal direction is too high, it becomes difficult to draw in the transverse direction and the film tends to break, so it is preferably 5 times or less.
4.3.中間熱処理
第一(縦)延伸の後は、延伸によって生じたフィルムの収縮率を低減させるため、フィルムを加熱する工程(中間熱処理)があると好ましい。この中間熱処理の際には、フィルムの長さを一定に保ったまま加熱する定長加熱、またはフィルムを長手方向へ弛緩しながら加熱するリラックス処理等を採用することができる。これらの中でも、縦延伸で生じたフィルム長手方向の収縮率を低減するためには、リラックス処理を採用することが好ましい実施態様である。
4.3. Intermediate Heat Treatment After the first (longitudinal) stretching, it is preferable to include a step of heating the film (intermediate heat treatment) in order to reduce the shrinkage of the film caused by the stretching. At the time of this intermediate heat treatment, fixed-length heating in which the film is heated while maintaining the length of the film constant, or relaxation treatment in which the film is heated while being relaxed in the longitudinal direction, or the like can be employed. Among these, in order to reduce the shrinkage rate in the longitudinal direction of the film caused by longitudinal stretching, it is a preferred embodiment to adopt relaxation treatment.
長手方向へのリラックスにより、フィルム長手方向の収縮率を低減できるだけなく、テンター内で起こるボーイング現象(歪み)を低減することもできる。後工程の第二(横)延伸や最終熱処理ではフィルム幅方向の両端が把持された状態で加熱されるため、フィルムの中央部だけが長手方向へ収縮するためである。長手方向へのリラックス率は0%以上70%以下(リラックス率0%はリラックスを行わないことを指す)であることが好ましい。長手方向へのリラックス率の上限は、使用する原料や縦延伸条件よって決まるため、これを超えてリラックスを実施することはできない。本発明のポリエステル系シーラントにおいては、長手方向へのリラックス率は70%が上限である。長手方向へのリラックスは、縦延伸後のフィルムを65℃~100℃以下の温度で加熱し、ロールの速度差を調整する(下流側のロール速度を遅くする)、またはクリップ間距離を縮める(下流側の移動速度を遅くする)ことで実施できる。加熱手段はロール、近赤外線、遠赤外線、熱風ヒータ等のいずれも用いる事ができる。また、長手方向へのリラックスは縦延伸直後でなくとも、例えば横延伸(予熱ゾーン含む)や最終熱処理でも長手方向のクリップ間隔を狭めることで実施することができ(この場合はフィルム幅方向の両端も長手方向へリラックスされるため、ボーイング歪みは減少する)、任意のタイミングで実施できる。
長手方向へのリラックス(リラックスを行わない場合は縦延伸)の後は、一旦フィルムを冷却することが好ましく、表面温度が20~40℃の冷却ロールで冷却することが好ましい。
Relaxation in the longitudinal direction can reduce not only the shrinkage rate in the longitudinal direction of the film, but also the bowing phenomenon (distortion) occurring in the tenter. This is because in the second (horizontal) stretching and final heat treatment in the post-process, the film is heated while both ends in the width direction are held, so that only the central portion of the film shrinks in the longitudinal direction. The relaxation rate in the longitudinal direction is preferably 0% or more and 70% or less (0% relaxation rate means no relaxation). Since the upper limit of the rate of relaxation in the longitudinal direction is determined by the raw materials used and conditions for longitudinal stretching, the relaxation cannot be performed beyond this limit. In the polyester sealant of the present invention, the upper limit of the relaxation rate in the longitudinal direction is 70%. To relax in the longitudinal direction, heat the film after longitudinal stretching at a temperature of 65 ° C. to 100 ° C. or less, adjust the speed difference of the rolls (lower the roll speed on the downstream side), or shorten the distance between clips ( can be implemented by slowing down the moving speed on the downstream side). Any of rolls, near-infrared rays, far-infrared rays, hot air heaters, etc. can be used as the heating means. In addition, relaxation in the longitudinal direction can be performed by narrowing the clip spacing in the longitudinal direction not only immediately after longitudinal stretching, but also in transverse stretching (including a preheating zone) or final heat treatment (in this case, both ends of the film in the width direction are relaxed in the longitudinal direction, bowing distortion is reduced), and can be performed at any time.
After relaxing in the longitudinal direction (longitudinal stretching if relaxation is not performed), the film is preferably cooled once, preferably with cooling rolls having a surface temperature of 20 to 40°C.
4.4.第二(横)延伸
第一(縦)延伸の後、テンター内でフィルムの幅方向(長手方向と直交する方向)の両端際をクリップによって把持した状態で、65℃~110℃で3~5倍程度の延伸倍率で横延伸を行うことが好ましい。横方向の延伸を行う前には、予備加熱を行っておくことが好ましく、予備加熱はフィルム表面温度が75℃~120℃になるまで行うとよい。
横延伸の後は、フィルムを積極的な加熱操作を実行しない中間ゾーンを通過させることが好ましい。テンターの横延伸ゾーンに対し、その次の最終熱処理ゾーンでは温度が高いため、中間ゾーンを設けないと最終熱処理ゾーンの熱(熱風そのものや輻射熱)が横延伸工程に流れ込んでしまう。この場合、横延伸ゾーンの温度が安定しないため、フィルムの厚み精度が悪化するだけでなく、ヒートシール強度や熱収縮率などの物性にもバラツキが生じてしまう。そこで、横延伸後のフィルムは中間ゾーンを通過させて所定の時間を経過させた後、最終熱処理を実施するのが好ましい。この中間ゾーンにおいては、フィルムを通過させていない状態で短冊状の紙片を垂らしたときに、その紙片がほぼ完全に鉛直方向に垂れ下がるように、フィルムの走行に伴う随伴流、横延伸ゾーンや最終熱処理ゾーンからの熱風を遮断することが重要である。中間ゾーンの通過時間は、1秒~5秒程度で充分である。1秒より短いと、中間ゾーンの長さが不充分となって、熱の遮断効果が不足する。一方、中間ゾーンは長い方が好ましいが、あまりに長いと設備が大きくなってしまうので、5秒程度で充分である。
4.4. Second (horizontal) stretching After the first (longitudinal) stretching, the film is stretched at 65°C to 110°C for 3 to 5 minutes while both ends of the film in the width direction (perpendicular to the longitudinal direction) are held with clips in the tenter. It is preferable to perform lateral stretching at a draw ratio of about 100%. Preheating is preferably performed before stretching in the transverse direction, and the preheating is preferably performed until the film surface temperature reaches 75°C to 120°C.
After transverse stretching, the film is preferably passed through an intermediate zone in which no active heating operation is performed. Since the temperature in the final heat treatment zone is higher than that in the transverse stretching zone of the tenter, the heat (hot air itself or radiant heat) in the final heat treatment zone flows into the transverse stretching process unless an intermediate zone is provided. In this case, since the temperature of the lateral stretching zone is not stable, not only is the accuracy of the thickness of the film deteriorated, but also the physical properties such as the heat seal strength and the heat shrinkage are varied. Therefore, it is preferable that the transversely stretched film is passed through an intermediate zone for a predetermined period of time, and then subjected to final heat treatment. In this intermediate zone, when a strip of paper is hung without the film passing through it, the accompanying flow accompanying the running of the film, the transverse stretching zone, and the final It is important to block hot air from the heat treatment zone. About 1 to 5 seconds is sufficient for passing through the intermediate zone. If it is shorter than 1 second, the length of the intermediate zone will be insufficient and the heat shielding effect will be insufficient. On the other hand, it is preferable that the intermediate zone is long.
4.5.最終熱処理
中間ゾーンの通過後は最終熱処理ゾーンにて、160℃以上250℃以下で熱処理を行うことが好ましい。最終熱処理温度が160℃未満であると、シーラントとしたときに張力印加時の加熱変形率が0%を下回る(収縮する)だけでなく、98℃温湯収縮率が5%よりも高くなってしまうため好ましくない。最終熱処理温度が高くなるほどフィルムの張力印加時の加熱変形率が0%を下回りにくくなり、98℃温湯収縮率は低下するが、250℃よりも高くなるとフィルムのヘイズが15%よりも高くなったり、最終熱処理工程中にフィルムが融けてテンター内に落下する場合があるため好ましくない。
最終熱処理の際、テンターのクリップ間距離を任意の倍率で縮めること(幅方向へのリラックス)によって幅方向の収縮率を低減させることができる。そのため、最終熱処理では、0%以上10%以下の範囲で幅方向へのリラックスを行うことが好ましい(リラックス率0%はリラックスを行わないことを指す)。幅方向へのリラックス率が高いほど幅方向の収縮率は下がるものの、リラックス率(横延伸直後のフィルムの幅方向への収縮率)の上限は使用する原料や幅方向への延伸条件、熱処理温度によって決まるため、これを超えてリラックスを実施することはできない。本発明のシーラントにおいては、幅方向へのリラックス率は10%が上限である。また、最終熱処理の際に、前述のとおり、長手方向において、テンターのクリップ間距離を任意の倍率で縮めること(長手方向へのリラックス)もできる。
最終熱処理ゾーンの通過時間は2秒以上20秒以下が好ましい。通過時間が2秒以下であると、フィルムの表面温度が設定温度に到達しないまま熱処理ゾーンを通過してしまうため、熱処理の意味をなさなくなる。通過時間は長ければ長いほど熱処理の効果が上がるため、2秒以上であることが好ましく、5秒以上であることがさらに好ましい。ただし、通過時間を長くしようとすると、設備が巨大化してしまうため、実用上は20秒以下であれば充分である。
4.5. Final Heat Treatment After passing through the intermediate zone, heat treatment is preferably performed at 160° C. or higher and 250° C. or lower in the final heat treatment zone. If the final heat treatment temperature is less than 160 ° C., the heat deformation rate when tension is applied when used as a sealant is less than 0% (shrinks), and the shrinkage rate in hot water at 98 ° C. is higher than 5%. I don't like it because The higher the final heat treatment temperature, the more difficult it is for the heat deformation rate of the film to fall below 0% when tension is applied, and the 98°C hot water shrinkage rate decreases. , the film may melt and drop into the tenter during the final heat treatment step, which is not preferable.
At the time of the final heat treatment, shrinkage in the width direction can be reduced by reducing the distance between the clips of the tenter by an arbitrary ratio (relaxation in the width direction). Therefore, in the final heat treatment, it is preferable to perform relaxation in the width direction within a range of 0% or more and 10% or less (a relaxation rate of 0% indicates that no relaxation is performed). The higher the relaxation ratio in the width direction, the lower the shrinkage ratio in the width direction. , so relaxation cannot be performed beyond this. In the sealant of the present invention, the upper limit of the relaxation rate in the width direction is 10%. Moreover, during the final heat treatment, as described above, the distance between the clips of the tenter can be shortened by an arbitrary ratio in the longitudinal direction (relaxation in the longitudinal direction).
The passing time through the final heat treatment zone is preferably 2 seconds or more and 20 seconds or less. If the passage time is less than 2 seconds, the film passes through the heat treatment zone before the surface temperature reaches the set temperature, and the heat treatment is meaningless. The longer the passing time, the more effective the heat treatment. Therefore, the passing time is preferably 2 seconds or longer, more preferably 5 seconds or longer. However, if the transit time is increased, the equipment will become huge, so 20 seconds or less is practically sufficient.
4.6.冷却
最終熱処理ゾーン通過後は、冷却ゾーンにて10℃以上30℃以下の冷却風でフィルムを冷却することが好ましい。このとき、テンター出口のフィルムの実温度が、シール層もしくは耐熱層いずれか低い方のガラス転移温度より低い温度になるよう、冷却風の温度を下げたり風速を上げたりして冷却効率を向上させることが好ましい。なお実温度とは、非接触の放射温度計で測定したフィルム表面温度のことである。テンター出口のフィルムの実温度がガラス転移温度を上回ると、クリップで把持していたフィルム両端部が解放されたときにフィルムが熱収縮してしまう。このとき、フィルムは熱収縮率の大きいシール層へカールしてしまうため好ましくない。
冷却ゾーンの通過時間は2秒以上20秒以下が好ましい。通過時間が2秒以下であると、フィルムの表面温度がガラス転移温度に到達しないまま冷却ゾーンを通過してしまうため、カールが大きくなってしまう。通過時間は長ければ長いほど冷却効果が上がるため、2秒以上であることが好ましく、5秒以上であることがさらに好ましい。ただし、通過時間を長くしようとすると、設備が巨大化してしまうため、実用上は20秒以下であれば充分である。
後は、フィルム両端部を裁断除去しながら巻き取れば、フィルムロールが得られる。
4.6. Cooling After passing through the final heat treatment zone, it is preferable to cool the film with cooling air at 10°C or higher and 30°C or lower in the cooling zone. At this time, the cooling efficiency is improved by decreasing the temperature of the cooling air or increasing the air velocity so that the actual temperature of the film at the exit of the tenter becomes lower than the glass transition temperature of the sealing layer or the heat-resistant layer, whichever is lower. is preferred. The actual temperature is the film surface temperature measured with a non-contact radiation thermometer. If the actual temperature of the film at the exit of the tenter exceeds the glass transition temperature, the film will thermally shrink when both ends of the film held by the clips are released. At this time, the film curls into a seal layer having a large heat shrinkage, which is not preferable.
The passing time through the cooling zone is preferably 2 seconds or more and 20 seconds or less. If the passing time is 2 seconds or less, the film passes through the cooling zone before the surface temperature reaches the glass transition temperature, resulting in large curls. The longer the passing time, the higher the cooling effect. Therefore, it is preferably 2 seconds or longer, more preferably 5 seconds or longer. However, if the transit time is increased, the equipment will become huge, so 20 seconds or less is practically sufficient.
After that, the film roll is obtained by winding the film while cutting and removing both ends of the film.
5.ガスバリア層
本発明のシーラントは、主に無機薄膜からなるガスバリア層を設けることを前提としているため、ガスバリア層を設けることが好ましい。以下の説明では、本発明のシーラントにガスバリア層を設けたものを単に「積層体」あるいは「ガスバリア層積層体」と称する。
5. Gas Barrier Layer Since the sealant of the present invention is premised on providing a gas barrier layer mainly composed of an inorganic thin film, it is preferable to provide a gas barrier layer. In the following description, the sealant of the present invention provided with a gas barrier layer is simply referred to as a "laminate" or "gas barrier layer laminate".
5.1.ガスバリア層積層体の特性
5.1.1.水蒸気透過度
本発明のシーラントを用いた積層体は、温度40℃、相対湿度90%RH環境下での水蒸気透過度が0.05[g/(m2・d)]以上4g/m2以下であると好ましい。水蒸気透過度が4[g/(m2・d)]を超えると、内容物を含む袋状体として使用した場合に、内容物のシェルフライフが短くなってしまうため好ましくない。一方、水蒸気透過度が0.05[g/(m2・d)]より小さい場合はガスバリア性が高まり、内容物のシェルフライフは長くなるため好ましいが、現状の技術水準では0.05[g/(m2・d)]が下限である。水蒸気透過度の下限が0.05[g/(m2・d)]であっても実用上は十分といえる。水蒸気透過度の上限は3.8[g/(m2・d)]であると好ましく、3.6[g/(m2・d)]であるとより好ましい。
5.1. Characteristics of gas barrier layer laminate 5.1.1. Water vapor transmission rate The laminate using the sealant of the present invention has a water vapor transmission rate of 0.05 [g/(m 2 ·d)] or more and 4 g/m 2 or less in an environment with a temperature of 40 ° C. and a relative humidity of 90% RH. is preferable. If the water vapor transmission rate exceeds 4 [g/(m 2 ·d)], the shelf life of the contents will be shortened when used as a bag containing the contents, which is not preferable. On the other hand, when the water vapor permeability is less than 0.05 [g/(m 2 ·d)], the gas barrier property is enhanced and the shelf life of the contents is increased, which is preferable, but the current technical level is 0.05 [g /(m 2 ·d)] is the lower limit. Even if the lower limit of the water vapor permeability is 0.05 [g/(m 2 ·d)], it can be said that it is practically sufficient. The upper limit of the water vapor permeability is preferably 3.8 [g/(m 2 ·d)], more preferably 3.6 [g/(m 2 ·d)].
5.1.2.酸素透過度
本発明のシーラントを用いた積層体は、温度23℃、相対湿度65%RH環境下での酸素透過度が0.05[cc/(m2・d・atm)]以上4[cc/(m2・d・atm)]以下であると好ましい。酸素透過度が4[cc/(m2・d・atm)]を超えると、内容物のシェルフライフが短くなってしまうため好ましくない。一方、酸素透過度が0.05[cc/(m2・d・atm)]より小さい場合はガスバリア性が高まり、内容物のシェルフライフは長くなるため好ましいが、現状の技術水準では酸素透過度が0.05[cc/(m2・d・atm)]が下限である。酸素透過度の下限が0.05[cc/(m2・d・atm)]であっても実用上は十分といえる。酸素透過度の上限は3.8[cc/(m2・d・atm)]であると好ましく、3.6[cc/(m2・d・atm)]であるとより好ましい。
5.1.2. Oxygen Permeability A laminate using the sealant of the present invention has an oxygen permeability of 0.05 [cc/(m 2 · d · atm)] or more in an environment with a temperature of 23 ° C. and a relative humidity of 65% RH. /(m 2 ·d·atm)] or less. If the oxygen permeability exceeds 4 [cc/(m 2 ·d·atm)], the shelf life of the contents will be shortened, which is not preferable. On the other hand, when the oxygen permeability is less than 0.05 [cc/(m 2 ·d · atm)], the gas barrier property is enhanced and the shelf life of the contents is increased, which is preferable, but the current technical level is oxygen permeability is 0.05 [cc/(m 2 ·d·atm)]. Even if the lower limit of the oxygen permeability is 0.05 [cc/(m 2 ·d·atm)], it can be said to be practically sufficient. The upper limit of the oxygen permeability is preferably 3.8 [cc/(m 2 ·d·atm)], more preferably 3.6 [cc/(m 2 ·d·atm)].
5.2.ガスバリア層の原料種、組成
ガスバリア層の原料種は特に限定されず、従来から公知の材料を使用することができ、所望のガスバリア性等を満たすために目的に合わせて適宜選択することができる。ガスバリア層の原料種としては、例えば、ケイ素、アルミニウム、スズ、亜鉛、鉄、マンガン等の金属、これら金属の1種以上を含む無機化合物があり、該当する無機化合物としては、酸化物、窒化物、炭化物、フッ化物等が挙げられる。これらの無機物または無機化合物は単体で用いてもよいし、複数で用いてもよい。特に、酸化ケイ素(SiOx)、酸化アルミニウム(AlOx)を単体(一元体)または併用(二元体)で使用することにより、ガスバリア層を設けたシーラントの透明性を向上させることができるため好ましい。無機化合物の成分が酸化ケイ素と酸化アルミニウムの二元体からなる場合、酸化アルミニウムの含有量は20質量%以上80質量%以下であると好ましく、25質量%以上70質量%以下であるとより好ましい。酸化アルミニウムの含有量が20質量%以下の場合、ガスバリア層の密度が下がり、ガスバリア性が低下する恐れがあるため好ましくない。また、酸化アルミニウムの含有量が80質量%以上であると、ガスバリア層の柔軟性が低下してクラックが発生しやすくなり、結果としてガスバリア性が低下する恐れが生じるため好ましくない。
ガスバリア層に使用する金属酸化物の酸素/金属の元素比は、1.3以上1.8未満であればガスバリア性のバラツキが少なく、常に優れたガスバリア性が得られるため好ましい。酸素/金属の元素比は、酸素および金属の各元素の量をX線光電子分光分析法(XPS)で測定し、酸素/金属の元素比を算出することで求めることができる。
5.2. Gas barrier layer raw material species and composition The raw material species of the gas barrier layer is not particularly limited, conventionally known materials can be used, and can be appropriately selected according to the purpose in order to satisfy the desired gas barrier properties. Examples of raw material species for the gas barrier layer include metals such as silicon, aluminum, tin, zinc, iron, and manganese, and inorganic compounds containing one or more of these metals. Applicable inorganic compounds include oxides and nitrides. , carbides, fluorides, and the like. These inorganic substances or inorganic compounds may be used singly or in combination. In particular, it is preferable to use silicon oxide (SiOx) or aluminum oxide (AlOx) singly (monoelement) or in combination (binary element) because the transparency of the sealant provided with the gas barrier layer can be improved. When the component of the inorganic compound consists of a binary of silicon oxide and aluminum oxide, the content of aluminum oxide is preferably 20% by mass or more and 80% by mass or less, more preferably 25% by mass or more and 70% by mass or less. . If the content of aluminum oxide is 20% by mass or less, the density of the gas barrier layer may decrease and the gas barrier properties may deteriorate, which is not preferable. On the other hand, if the content of aluminum oxide is 80% by mass or more, the flexibility of the gas barrier layer is lowered, cracks are likely to occur, and as a result, the gas barrier properties may be lowered, which is not preferable.
If the oxygen/metal element ratio of the metal oxide used for the gas barrier layer is 1.3 or more and less than 1.8, the gas barrier properties are less varied, and excellent gas barrier properties are always obtained, which is preferable. The oxygen/metal element ratio can be obtained by measuring the amount of each element of oxygen and metal by X-ray photoelectron spectroscopy (XPS) and calculating the oxygen/metal element ratio.
5.3.ガスバリア層の成膜方法
ガスバリア層の成膜方法は特に限定されず、本発明の目的を損なわない限り公知の製造方法を採用することができるが、好ましくは蒸着法を採用することができる。例えば真空蒸着法、スパッター法、イオンブレーティングなどのPVD法(物理蒸着法)、あるいは、CVD法(化学蒸着法)などが挙げられる。物理蒸着法が好ましく、特に生産の速度や安定性の面から真空蒸着法が好ましい。真空蒸着法における加熱方式としては、抵抗加熱、高周波誘導加熱、電子ビーム加熱等を用いることができる。また、反応性ガスとして、酸素、窒素、水蒸気等を導入したり、オゾン添加、イオンアシスト等の手段を用いた反応性蒸着を用いたりしてもよい。また、基板にバイアス等を加える、基板温度を上昇あるいは冷却する等、本発明の目的を損なわない限りは成膜条件を変更してもよい。
以下では、真空蒸着法によるガスバリア層の成膜方法を説明する。ガスバリア層を成膜する際、本発明のシーラント(フィルム)をガスバリア層の製造装置へ金属ロールを介して搬送する。ガスバリア層の製造装置の構成例としては、巻き出しロール、コーティングドラム、巻き取りロール、電子ビーム銃、坩堝、真空ポンプからなる。フィルムは巻き出しロールにセットされ、コーティングドラムを経て巻き取りロールで巻き取られる。フィルムのパスライン(ガスバリア層の製造装置内)は真空ポンプによって減圧されており、坩堝にセットされた無機材料が電子銃から発射されたビームによって蒸発し、コーティングドラムを通るフィルムへと蒸着される。無機材料の蒸着の際、フィルムには熱がかかり、さらに巻き出しロールと巻き取りロールの間で張力も加えられる。フィルムにかかる温度が高すぎると、フィルムの熱収縮が大きくなるだけでなく、軟化が進むため、張力による伸長変形も起こりやすくなる。さらに、蒸着工程を出た後にフィルムの温度降下(冷却)が大きくなり、膨張後の収縮量(熱収縮とは異なる)が大きくなり、ガスバリア層にクラックが生じて所望のガスバリア性を発現しにくくなるため好ましくない。一方、フィルムにかかる温度は低いほど、フィルムの変形は抑制されるため好ましいものの、無機材料の蒸発量が少なくなることでガスバリア層の厚みが低下するため、所望のガスバリア性を満たせなくなる懸念が生じる。フィルムにかかる温度は100℃以上180℃以下であると好ましく、110℃以上170℃以下であるとより好ましく、120℃以上160℃以下であるとさらに好ましい。また、フィルムにかかる張力が高すぎると、フィルムが伸長変形しやすくなるため好ましくない。一方、フィルムにかかる張力が低すぎると、フィルムが加熱されたことで生じる熱収縮を抑制できなくなり、やはり変形が大きくなるため好ましくない。フィルムにかかる単位断面積(幅×厚み)あたりの張力は、0.2N/mm2以上3N/mm2以下であると好ましく、0.6N/mm2以上2.6N/mm2以下であるとより好ましく、1N/mm2以上2.2N/mm2以下であるとさらに好ましい。
5.3. Method for Forming Gas Barrier Layer The method for forming the gas barrier layer is not particularly limited, and known production methods can be employed as long as the object of the present invention is not impaired, but vapor deposition is preferably employed. For example, a vacuum deposition method, a sputtering method, a PVD method (physical vapor deposition method) such as ion blasting, or a CVD method (chemical vapor deposition method) can be used. A physical vapor deposition method is preferred, and a vacuum vapor deposition method is particularly preferred in terms of production speed and stability. As a heating method in the vacuum deposition method, resistance heating, high-frequency induction heating, electron beam heating, or the like can be used. As a reactive gas, oxygen, nitrogen, water vapor, or the like may be introduced, or reactive vapor deposition using means such as ozone addition or ion assist may be used. Also, the film forming conditions may be changed, such as applying a bias to the substrate, raising the substrate temperature, cooling the substrate, etc., as long as the object of the present invention is not compromised.
A method for forming a gas barrier layer by vacuum deposition will be described below. When forming the gas barrier layer, the sealant (film) of the present invention is conveyed to a gas barrier layer manufacturing apparatus via a metal roll. An example of the configuration of the gas barrier layer manufacturing apparatus includes an unwinding roll, a coating drum, a winding roll, an electron beam gun, a crucible, and a vacuum pump. The film is set on an unwinding roll, passes through a coating drum, and is wound up by a winding roll. The film pass line (inside the gas barrier layer manufacturing equipment) is evacuated by a vacuum pump, and the inorganic material set in the crucible is evaporated by the beam emitted from the electron gun and deposited onto the film passing through the coating drum. . During the deposition of the inorganic material, the film is subjected to heat and tension between the unwind and take-up rolls. If the temperature applied to the film is too high, not only will the heat shrinkage of the film increase, but the softening will proceed, so that elongation deformation due to tension will easily occur. Furthermore, the temperature drop (cooling) of the film after exiting the vapor deposition process becomes large, the amount of shrinkage after expansion (different from heat shrinkage) becomes large, and cracks occur in the gas barrier layer, making it difficult to achieve the desired gas barrier properties. It is not preferable because On the other hand, the lower the temperature applied to the film, the more preferable it is because the deformation of the film is suppressed. . The temperature applied to the film is preferably 100° C. or higher and 180° C. or lower, more preferably 110° C. or higher and 170° C. or lower, and even more preferably 120° C. or higher and 160° C. or lower. Also, if the tension applied to the film is too high, the film tends to be elongated and deformed, which is not preferable. On the other hand, if the tension applied to the film is too low, the heat shrinkage caused by heating the film cannot be suppressed, and the deformation also becomes large, which is not preferable. The tension per unit cross-sectional area (width x thickness) applied to the film is preferably 0.2 N/mm 2 or more and 3 N/mm 2 or less, and is 0.6 N/mm 2 or more and 2.6 N/mm 2 or less. More preferably, it is 1 N/mm 2 or more and 2.2 N/mm 2 or less.
6.オーバーコート層
6.1.オーバーコート層の種類
本発明のシーラントは、上記の「5.ガスバリア層」で挙げたガスバリア層を成膜した上に、耐擦過性やさらなるガスバリア性の向上等を目的としてオーバーコート層を設けることもできる。オーバーコート層の種類は特に限定されないが、ウレタン系樹脂とシランカップリング剤からなる組成物、有機ケイ素およびその加水分解物からなる化合物、ヒドロキシル基またはカルボキシル基を有する水溶性高分子等、従来から公知の材料を使用することができ、所望のガスバリア性等を満たすために目的に合わせて適宜選択することができる。
また、オーバーコート層は、本発明の目的を損なわない範囲で、帯電防止性、紫外線吸収性、着色、熱安定性、滑り性等を付与する目的で、各種添加剤が1種類以上添加されていてもよく、各種添加剤の種類や添加量は、所望の目的に応じて適宜選択することができる。
6. Overcoat layer 6.1. Type of overcoat layer The sealant of the present invention is provided with an overcoat layer on top of the gas barrier layer mentioned in "5. Gas barrier layer" above for the purpose of improving scratch resistance and further gas barrier properties. can also The type of overcoat layer is not particularly limited, but conventionally used compositions such as a composition comprising a urethane resin and a silane coupling agent, a compound comprising an organosilicon and its hydrolyzate, a water-soluble polymer having a hydroxyl group or a carboxyl group, etc. A known material can be used, and it can be appropriately selected according to the purpose in order to satisfy the desired gas barrier property and the like.
In addition, one or more additives are added to the overcoat layer for the purpose of imparting antistatic properties, ultraviolet absorption properties, coloration, thermal stability, slipperiness, etc., to the extent that the objects of the present invention are not impaired. The type and amount of each additive can be appropriately selected according to the desired purpose.
6.2.オーバーコート層の成膜方法
オーバーコート層を成膜する際、本発明のシーラントまたは本発明のシーラントにガスバリア層を設けた積層体(以下では、これらをまとめて基材フィルムと呼ぶ)をコーティング設備へ金属ロールを介して搬送する。設備の構成例としては、巻き出しロール、コーティング工程、乾燥工程、巻き取り工程が挙げられる。オーバーコートの際、巻き出しロールにセットされた積層体が金属ロールを介してコーティング工程と乾燥工程を経て、最終的に巻き取りロールまで導かれる。コーティング方法は特に限定されず、グラビアコート法、リバースコート法、ディッピング法、ローコート法、エアナイフコート法、コンマコート法、スクリーン印刷法、スプレーコート法、グラビアオフセット法、ダイコート法、バーコート法等、従来公知の方法を採用でき、所望の目的に応じて適宜選択することができる。これらの中でも、グラビアコート法、リバースコート法、バーコート法が生産性の観点で好ましい。乾燥方法は、熱風乾燥、熱ロール乾燥、高周波照射、赤外線照射、UV照射など、加熱する方法を1種類あるいは2種類以上組み合わせて用いることができる。
6.2. Formation Method of Overcoat Layer When forming an overcoat layer, the sealant of the present invention or a laminate obtained by providing the sealant of the present invention with a gas barrier layer (hereinafter collectively referred to as a base film) is coated with a coating facility. to convey through metal rolls. Examples of equipment configuration include an unwinding roll, a coating process, a drying process, and a winding process. At the time of overcoating, the laminate set on the unwinding roll is passed through a metal roll through a coating process and a drying process, and finally led to a take-up roll. The coating method is not particularly limited, and gravure coating, reverse coating, dipping, low coating, air knife coating, comma coating, screen printing, spray coating, gravure offset, die coating, bar coating, etc. A conventionally known method can be employed, and can be appropriately selected according to the desired purpose. Among these, the gravure coating method, the reverse coating method, and the bar coating method are preferable from the viewpoint of productivity. As a drying method, one or a combination of two or more heating methods such as hot air drying, hot roll drying, high frequency irradiation, infrared irradiation, and UV irradiation can be used.
乾燥工程では基材フィルムが加熱され、さらに金属ロール間で張力も加えられる。乾燥工程で基材フィルムが加熱される温度が高すぎると、基材フィルムの熱収縮が大きくなるだけでなく、軟化が進むため、張力による伸長変形も起こりやすくなり、基材フィルムのガスバリア層にクラックが生じやすくなる。さらに、乾燥工程を出た後に積層体の温度降下(冷却)が大きくなり、その分だけ膨張後の収縮量(熱収縮とは異なる)が大きくなり、ガスバリア層やオーバーコート層にクラックが生じて所望のガスバリア性を満たしにくくなるため好ましくない。一方、基材フィルムが加熱される温度は低いほど、基材フィルムの変形は抑制されるため好ましいものの、コーティング液の溶媒が乾燥されにくくなるため、所望のガスバリア性を満たせなくなる懸念が生じる。基材フィルムが加熱される温度は60℃以上200℃以下であると好ましく、80℃以上180℃以下であるとより好ましく、100℃以上160℃以下であるとさらに好ましい。また、基材フィルムにかかる張力が高すぎると、基材フィルムが伸長変形しやすくなるため好ましくない。一方、基材フィルムにかかる張力が低すぎると、基材フィルムが加熱されたことで生じる熱収縮を抑制できなくなり、やはり変形が大きくなるため好ましくない。基材フィルムにかかる単位断面積(幅×厚み)あたりの張力は、0.2N/mm2以上3N/mm2以下であると好ましく、0.6N/mm2以上2.6N/mm2以下であるとより好ましく、1N/mm2以上2.2N/mm2以下であるとさらに好ましい。
In the drying process, the base film is heated and tension is also applied between metal rolls. If the temperature at which the base film is heated in the drying process is too high, not only will the heat shrinkage of the base film increase, but the softening will progress, making it easier for elongation deformation due to tension to occur. Cracks are likely to occur. Furthermore, after the laminate leaves the drying process, the temperature drop (cooling) of the laminate increases, and the amount of shrinkage after expansion (different from heat shrinkage) increases accordingly, causing cracks in the gas barrier layer and overcoat layer. It is not preferable because it becomes difficult to satisfy the desired gas barrier property. On the other hand, the lower the temperature at which the base film is heated, the more preferable it is because the deformation of the base film is suppressed. The temperature at which the substrate film is heated is preferably 60° C. or higher and 200° C. or lower, more preferably 80° C. or higher and 180° C. or lower, and even more preferably 100° C. or higher and 160° C. or lower. On the other hand, if the tension applied to the base film is too high, the base film tends to be elongated and deformed, which is not preferable. On the other hand, if the tension applied to the base film is too low, the heat shrinkage caused by the heating of the base film cannot be suppressed, and the deformation also becomes large, which is not preferable. The tension per unit cross-sectional area (width x thickness) applied to the base film is preferably 0.2 N/mm 2 or more and 3 N/
7.包装体の構成、製袋方法
上記特性を有するシーラント、または「5.ガスバリア層」で挙げたガスバリア層を設けたシーラント、「6.オーバーコート層」で挙げたオーバーコート層を設けたシーラントは、包装体として好適に使用することができる。本発明のシーラントは単独で袋にすることもできるが、他の材料を積層してもよい。シーラントを構成する他の層としては、例えば、ポリエチレンテレフタレートを構成成分に含む無延伸フィルム、他の非晶性ポリエステルを構成成分に含む無延伸、一軸延伸または二軸延伸フィルム、ナイロンを構成成分に含む無延伸、一軸延伸または二軸延伸フィルム、ポリプロピレンを構成成分に含む無延伸、一軸延伸または二軸延伸フィルム等が挙げられるが、これらに限定されるものではない。包装体にシーラントを用いる方法は特に限定されず、塗布形成法、ラミネート法、ヒートシール法といった従来公知の製造方法を採用することができる。
7. Structure of package, bag-making method The sealant having the above characteristics, the sealant provided with the gas barrier layer listed in "5. Gas barrier layer", and the sealant provided with the overcoat layer listed in "6. Overcoat layer" are It can be suitably used as a package. The sealant of the present invention can be bagged alone or laminated with other materials. Other layers constituting the sealant include, for example, a non-stretched film containing polyethylene terephthalate as a component, a non-stretched, uniaxially stretched or biaxially stretched film containing another amorphous polyester as a component, and nylon as a component. non-stretched, uniaxially-stretched or biaxially-stretched films containing polypropylene as a constituent component; The method of using the sealant in the package is not particularly limited, and conventionally known production methods such as the application forming method, the laminating method, and the heat sealing method can be employed.
包装体は、少なくとも一部が本発明に係るシーラントで構成されていてもよいが、包装体の全部に上述のシーラントが存在している構成が、包装体のガスバリア性が向上するため好ましい。また、包装体は、本発明のシーラントがどの層にきてもよいが、内容物に対する非吸着性、袋を製袋するときのシール強度を考慮すると、本発明のシーラントのヒートシール層が袋の最内層となる構成が好ましい。
本発明のシーラントを有する包装体を製袋する方法は特に限定されず、ヒートバー(ヒートジョー)を用いたヒートシール、ホットメルトを用いた接着、溶剤によるセンターシール等の従来公知の製造方法を採用することができる。
本発明のシーラントを有する包装体は、食品、医薬品、工業製品等の様々な物品の包装材料として好適に使用することができる。
Although at least a portion of the package may be composed of the sealant according to the present invention, a configuration in which the sealant described above is present in the entire package is preferable because the gas barrier properties of the package are improved. In addition, the sealant of the present invention may be applied to any layer of the package. is preferably the innermost layer.
There are no particular limitations on the method for making a package having the sealant of the present invention, and conventionally known production methods such as heat sealing using a heat bar (heat jaw), adhesion using hot melt, and center sealing using a solvent are employed. can do.
A package having the sealant of the present invention can be suitably used as a packaging material for various articles such as foods, medicines and industrial products.
次に、実施例および比較例を用いて本発明を具体的に説明するが、本発明はかかる実施例の態様に何ら限定されるものではなく、本発明の趣旨を逸脱しない範囲で適宜変更することが可能である。 Next, the present invention will be specifically described using examples and comparative examples, but the present invention is not limited to the aspects of such examples, and can be changed as appropriate without departing from the spirit of the present invention. Is possible.
<ポリエステル原料の調製>
[合成例1]
撹拌機、温度計および部分環流式冷却器を備えたステンレススチール製オートクレーブに、ジカルボン酸成分としてジメチルテレフタレート(DMT)100モル%と、多価アルコール成分としてエチレングリコール(EG)100モル%とを、エチレングリコールがモル比でジメチルテレフタレートの2.2倍になるように仕込み、エステル交換触媒として酢酸亜鉛を0.05モル%(酸成分に対して)用いて、生成するメタノールを系外へ留去しながらエステル交換反応を行った。その後、重縮合触媒として三酸化アンチモン0.225モル%(酸成分に対して)を添加し、280℃で26.7Paの減圧条件下、重縮合反応を行い、固有粘度0.75dl/gのポリエステル(A)を得た。このポリエステル(A)は、ポリエチレンテレフタレートである。ポリエステル(A)の組成を表1に示す。
<Preparation of polyester raw material>
[Synthesis Example 1]
In a stainless steel autoclave equipped with a stirrer, thermometer and partial reflux condenser, 100 mol % dimethyl terephthalate (DMT) as the dicarboxylic acid component and 100 mol % ethylene glycol (EG) as the polyhydric alcohol component, Ethylene glycol was charged so that the molar ratio was 2.2 times that of dimethyl terephthalate, zinc acetate was used as a transesterification catalyst at 0.05 mol % (relative to the acid component), and the resulting methanol was distilled out of the system. The transesterification reaction was carried out while Then, 0.225 mol % (relative to the acid component) of antimony trioxide is added as a polycondensation catalyst, and the polycondensation reaction is carried out under reduced pressure conditions of 26.7 Pa at 280° C., resulting in an intrinsic viscosity of 0.75 dl/g. A polyester (A) was obtained. This polyester (A) is polyethylene terephthalate. Table 1 shows the composition of polyester (A).
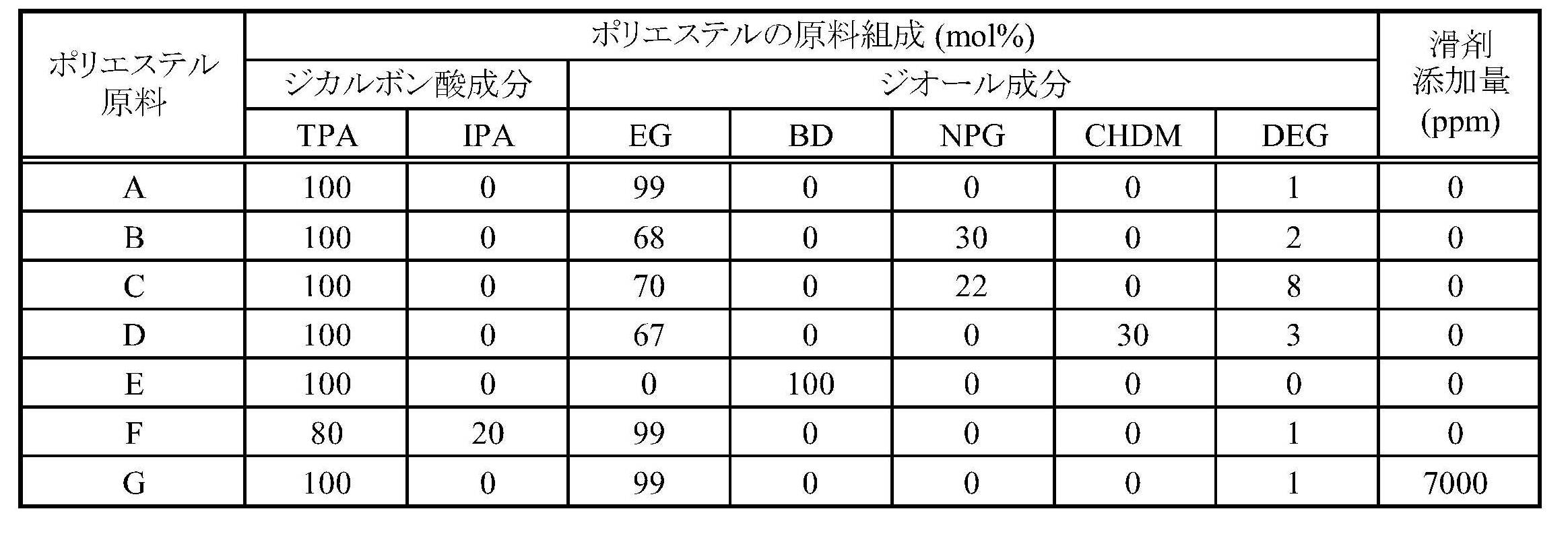
[合成例2]
合成例1と同様の手順でモノマーを変更したポリエステル(B)~(G)を得た。各ポリエステルの組成を表1に示す。表1において、TPAはテレフタル酸、IPAはイソフタル酸、BDは1,4-ブタンジオール、NPGはネオペンチルグリコール、CHDMは1,4-シクロヘキサンジメタノール、DEGはジエチレングリコールである。なお、ポリエステル(G)の製造の際には、滑剤としてSiO2(富士シリシア社製サイリシア266)をポリエステルに対して7,000ppmの割合で添加した。各ポリエステルは、適宜チップ状にした。ポリエステル(B)~(G)の組成を表1に示す。
[Synthesis Example 2]
Polyesters (B) to (G) with different monomers were obtained in the same manner as in Synthesis Example 1. Table 1 shows the composition of each polyester. In Table 1, TPA is terephthalic acid, IPA is isophthalic acid, BD is 1,4-butanediol, NPG is neopentyl glycol, CHDM is 1,4-cyclohexanedimethanol, and DEG is diethylene glycol. In the production of polyester (G), SiO2 (Sylysia 266 manufactured by Fuji Silysia Co., Ltd.) was added as a lubricant at a rate of 7,000 ppm relative to the polyester. Each polyester was appropriately chipped. Table 1 shows the compositions of the polyesters (B) to (G).
[実施例1]
シール層(A層)の原料としてポリエステルAとポリエステルBとポリエステルEとポリエステルGを質量比7:60:25:8で混合し、耐熱層(B層)の原料としてポリエステルAとポリエステルBとポリエステルEとポリエステルGを質量比48:38:6:8で混合した。
A層及びB層の混合原料はそれぞれ別々のスクリュー押出機に投入し、いずれも270℃で溶融させた。それぞれの溶融樹脂は、流路の途中でフィードブロックによって接合させてTダイより吐出し、表面温度30℃に設定したチルロール上で冷却することによって未延伸の積層フィルムを得た。積層フィルムは片側がA層、もう片側がB層(A層/B層の2種2層構成)となるように溶融樹脂の流路を設定し、A層とB層の厚み比率が50/50となるように吐出量を調整した。
冷却固化して得た未延伸の積層フィルムを複数のロール群を連続的に配置した縦延伸機へ導き、予熱ロール上でフィルム温度が78℃になるまで予備加熱した後に4.1倍に延伸した。縦延伸直後のフィルムを熱風ヒータで100℃に設定された加熱炉へ通し、加熱炉の入口と出口のロール間の速度差を利用して、長手方向に20%リラックス処理を行った。その後、縦延伸したフィルムを、表面温度25℃に設定された冷却ロールによって強制的に冷却した。
[Example 1]
Polyester A, polyester B, polyester E, and polyester G were mixed at a mass ratio of 7:60:25:8 as raw materials for the seal layer (A layer), and polyester A, polyester B, and polyester were mixed as raw materials for the heat-resistant layer (B layer). E and Polyester G were mixed in a weight ratio of 48:38:6:8.
The mixed raw materials for the A layer and the B layer were put into separate screw extruders and melted at 270°C. Each molten resin was joined by a feed block in the middle of the flow path, discharged from a T-die, and cooled on a chill roll set to a surface temperature of 30° C. to obtain an unstretched laminated film. The flow path of the molten resin is set so that one side of the laminated film is the A layer and the other side is the B layer (two types of two layers of A layer / B layer), and the thickness ratio of the A layer and the B layer is 50/ The discharge amount was adjusted to 50.
The unstretched laminated film obtained by cooling and solidifying is guided to a longitudinal stretching machine in which a plurality of roll groups are continuously arranged, preheated on preheating rolls until the film temperature reaches 78 ° C., and then stretched 4.1 times. bottom. The film immediately after being longitudinally stretched was passed through a heating furnace set at 100° C. with a hot air heater, and subjected to a 20% relaxation treatment in the longitudinal direction using the speed difference between rolls at the entrance and exit of the heating furnace. After that, the longitudinally stretched film was forcibly cooled by cooling rolls whose surface temperature was set to 25°C.
リラックス処理後のフィルムを横延伸機(テンター)に導いて表面温度が105℃になるまで5秒間の予備加熱を行った後、幅方向(横方向)に4.0倍延伸した。横延伸後のフィルムはそのまま中間ゾーンに導き、1.0秒で通過させた。なお、テンターの中間ゾーンにおいては、フィルムを通過させていない状態で短冊状の紙片を垂らしたときに、その紙片がほぼ完全に鉛直方向に垂れ下がるように、最終熱処理ゾーンからの熱風と横延伸ゾーンからの熱風を遮断した。
その後、中間ゾーンを通過したフィルムを最終熱処理ゾーンに導き、190℃で5秒間熱処理した。このとき、熱処理を行うと同時にフィルム幅方向のクリップ間隔を狭めることにより、幅方向に3%リラックス処理を行った。最終熱処理ゾーンを通過後はフィルムを30℃の冷却風で5秒間冷却した。このとき、テンター出口のフィルム実温度は40℃であった。両縁部を裁断除去して幅600mmでロール状に巻き取ることによって、厚さ30μmの二軸延伸フィルムを所定の長さにわたって連続的に製造した。得られたフィルムの特性は上記の方法によって評価した。製造条件を表2示す。
The relaxed-treated film was guided to a transverse stretching machine (tenter), preheated for 5 seconds until the surface temperature reached 105° C., and then stretched 4.0 times in the width direction (horizontal direction). After the transverse stretching, the film was guided as it was to the intermediate zone and passed through for 1.0 second. In the intermediate zone of the tenter, hot air from the final heat treatment zone and the transverse stretching zone were applied so that when a strip of paper was suspended without the film passing through it, the strip of paper would hang almost completely in the vertical direction. blocked hot air from
After that, the film that passed through the intermediate zone was led to the final heat treatment zone and heat treated at 190° C. for 5 seconds. At this time, 3% relaxation treatment was performed in the width direction by narrowing the clip interval in the width direction of the film at the same time as performing the heat treatment. After passing through the final heat treatment zone, the film was cooled with cooling air at 30°C for 5 seconds. At this time, the film actual temperature at the exit of the tenter was 40°C. A biaxially oriented film with a thickness of 30 μm was continuously produced over a predetermined length by cutting off both edges and winding up into a roll with a width of 600 mm. The properties of the resulting films were evaluated by the methods described above. Table 2 shows the manufacturing conditions.
[実施例2~7]
実施例2~7も実施例1と同様にして、原料の配合比率、第一延伸、中間熱処理、第二延伸、最終熱処理条件を種々変更したポリエステル系フィルムを連続的に製膜した。各フィルムの製造条件を表2に示す。なお、実施例4、5は第一延伸を横方向、第二延伸を縦方向とした逐次二軸延伸フィルム、実施例6、7は縦方向と横方向へ同時に延伸した同時二軸延伸フィルムである(表2中の実施例6、7については便宜上、第一延伸と第二延伸の欄に延伸条件を記載しているが、これらは同一条件で同時に延伸している)。
[Examples 2 to 7]
In Examples 2 to 7, in the same manner as in Example 1, polyester films were continuously formed by variously changing the mixing ratio of raw materials, the first stretching, the intermediate heat treatment, the second stretching, and the final heat treatment conditions. Table 2 shows the manufacturing conditions for each film. In addition, Examples 4 and 5 are sequentially biaxially stretched films in which the first stretching is in the horizontal direction and the second stretching is in the longitudinal direction, and Examples 6 and 7 are simultaneous biaxially stretched films in which the film is stretched simultaneously in the vertical direction and the horizontal direction. (For Examples 6 and 7 in Table 2, the stretching conditions are described in the columns of the first stretching and the second stretching for convenience, but these are stretched simultaneously under the same conditions).
[比較例1]
シール層(A層)の原料としてポリエステルAとポリエステルBとポリエステルEとポリエステルGを質量比7:75:10:8で混合し、耐熱層(B層)の原料としてポリエステルAとポリエステルBとポリエステルEとポリエステルGを質量比52:30:10:8で混合した。
A層及びB層の混合原料はそれぞれ別々のスクリュー押出機に投入し、いずれも270℃で溶融させた。それぞれの溶融樹脂は、流路の途中でフィードブロックによって接合させてTダイより吐出し、表面温度30℃に設定したチルロール上で冷却することによって未延伸の積層フィルムを得た。積層フィルムは、最表層の両側がA層、中間層がB層(A層/B層/A層の2種3層構成)となるように溶融樹脂の流路を設定し、A層とB層合計の厚み比率が50/50となるように吐出量を調整した。
冷却固化して得た未延伸の積層フィルムは、実施例1と同様にして、第一延伸、中間熱処理、第二延伸、最終熱処理条件を変更してポリエステル系フィルムを連続的に製膜した。得られたフィルムの特性は上記の方法によって評価した。製造条件を表2示す。
[Comparative Example 1]
Polyester A, polyester B, polyester E, and polyester G were mixed at a mass ratio of 7:75:10:8 as raw materials for the sealing layer (A layer), and polyester A, polyester B, and polyester were mixed as raw materials for the heat-resistant layer (B layer). E and Polyester G were mixed in a weight ratio of 52:30:10:8.
The mixed raw materials for the A layer and the B layer were put into separate screw extruders and melted at 270°C. Each molten resin was joined by a feed block in the middle of the flow path, discharged from a T-die, and cooled on a chill roll set to a surface temperature of 30° C. to obtain an unstretched laminated film. In the laminated film, the molten resin flow path is set so that both sides of the outermost layer are the A layer and the intermediate layer is the B layer (two types of three layers, A layer / B layer / A layer). The discharge amount was adjusted so that the total layer thickness ratio was 50/50.
From the unstretched laminate film obtained by cooling and solidifying, a polyester film was continuously formed in the same manner as in Example 1 by changing the first stretching, intermediate heat treatment, second stretching, and final heat treatment conditions. The properties of the resulting films were evaluated by the methods described above. Table 2 shows the manufacturing conditions.
[比較例2]
比較例2は実施例1と同様にして、原料の配合比率、第一延伸、中間熱処理、第二延伸、最終熱処理条件を変更したポリエステル系フィルムを連続的に製膜した。各フィルムの製造条件を表2に示す。
[Comparative Example 2]
In Comparative Example 2, in the same manner as in Example 1, a polyester film was continuously formed by changing the mixing ratio of the raw materials, the first stretching, the intermediate heat treatment, the second stretching, and the final heat treatment conditions. Table 2 shows the manufacturing conditions for each film.
[比較例3]
比較例3は、東洋紡株式会社製リックスフィルム(リニアローデンシティ・ポリエチレンフィルム、登録商標)L4103-30μmを使用した。実施例1~7、比較例1~2と併せて表2に示す。
[Comparative Example 3]
In Comparative Example 3, LIX film (linear low density polyethylene film, registered trademark) L4103-30 μm manufactured by Toyobo Co., Ltd. was used. It is shown in Table 2 together with Examples 1-7 and Comparative Examples 1-2.

<シーラントの評価方法>
シーラントの評価方法は以下の通りである。なお、シーラントの面積が小さいなどの理由で長手方向と幅方向が直ちに特定できない場合は、仮に長手方向と幅方向を定めて測定すればよく、仮に定めた長手方向と幅方向が真の方向に対して90度違っているからといって、とくに問題を生ずることはない。
<Evaluation method for sealant>
The sealant evaluation method is as follows. If the longitudinal direction and the width direction cannot be determined immediately because the area of the sealant is small, the longitudinal direction and the width direction can be tentatively determined and measured. On the other hand, even if they are different by 90 degrees, there is no particular problem.
[ヒートシール強度]
ヒートシール強度はJIS Z1707に準拠して測定した。具体的な手順を示す。ヒートシーラーにて、サンプルのヒートシール面同士を接着した。ヒートシール条件は、上バー温度140℃、下バー温度30℃、圧力0.2MPa、時間2秒とした。接着サンプルは、シール幅が15mmとなるように切り出した。剥離強度は、万能引張試験機「DSS-100」(島津製作所製)を用いて引張速度200mm/分で測定した。剥離強度は、15mmあたりの強度(N/15mm)で示す。
[Heat seal strength]
The heat seal strength was measured according to JIS Z1707. Show specific steps. A heat sealer was used to bond the heat-sealed surfaces of the samples together. The heat sealing conditions were an upper bar temperature of 140° C., a lower bar temperature of 30° C., a pressure of 0.2 MPa, and a time of 2 seconds. The adhesive sample was cut so that the seal width was 15 mm. The peel strength was measured using a universal tensile tester "DSS-100" (manufactured by Shimadzu Corporation) at a tensile speed of 200 mm/min. The peel strength is expressed as strength per 15 mm (N/15 mm).
[張力印加時の変形率]
長手方向30mm×幅方向4mmのサイズのサンプルを切り出し、熱機械分析装置(TMA、セイコーインスツルメンツ社製)を用いて測定した。チャック間距離は20mmとし、専用のチャックを用いてサンプルをプローブに取り付けた。サンプルをセットした後、張力を1.7N/mm2(幅4mm×厚み30μm換算で約200mN)一定として、炉内温度を30℃から160℃まで10℃/分で昇温後に160℃で1分保持し、160℃から30℃まで10℃/分で冷却した。この測定により得られた変形率について、30℃から140℃までの加熱時、160℃から30℃までの冷却時、それぞれの変形率を記録した。30℃から140℃まで加熱変形率、160℃から30℃までの冷却変形率は、それぞれ下記式1、2に従って算出した。なお、変形率について、正の値だとフィルムの伸長、負の値だとフィルムの収縮を示す。
加熱変形率=[{加熱前(30℃)の長さ-加熱後(140℃)の長さ}/加熱前
(30℃)の長さ]×100(%) 式1
冷却変形率=[{冷却前(160℃)の長さ-冷却後(30℃)の長さ}/冷却前
(160℃)の長さ]×100(%) 式2
[Deformation rate when tension is applied]
A sample having a size of 30 mm in the longitudinal direction and 4 mm in the width direction was cut out and measured using a thermomechanical analyzer (TMA, manufactured by Seiko Instruments Inc.). The chuck-to-chuck distance was set to 20 mm, and the sample was attached to the probe using a dedicated chuck. After setting the sample, the tension was kept constant at 1.7 N/mm 2 (approximately 200 mN in terms of
Heat deformation ratio = [{length before heating (30 ° C.) - length after heating (140 ° C.)} / length before heating (30 ° C.)] × 100 (%)
Cooling deformation rate = [{length before cooling (160 ° C.) - length after cooling (30 ° C.)} / length before cooling (160 ° C.)] × 100 (%)
[温湯熱収縮率]
サンプルを10cm×10cmの正方形に裁断し、98±0.5℃の温水中に無荷重状態で3分間浸漬して収縮させた後、25℃±0.5℃の水中に10秒間浸漬し、水中から出した。その後、サンプルの縦および横方向の寸法を測定し、下式3にしたがって各方向の熱収縮率を求めた。なお、測定は2回行い、その平均値を求めた。
熱収縮率={(収縮前の長さ-収縮後の長さ)/収縮前の長さ}×100(%) 式3
縦および横方向の熱収縮率を以下の基準で評価した。判定基準は以下の通りである。
判定○ 熱収縮率 5%以下
判定× 熱収縮率 5%以上
[Warm water heat shrinkage]
Cut the sample into a square of 10 cm × 10 cm, immerse it in warm water at 98 ± 0.5 ° C. for 3 minutes without load and shrink it, then immerse it in water at 25 ° C. ± 0.5 ° C. for 10 seconds, out of the water. After that, the vertical and horizontal dimensions of the sample were measured, and the heat shrinkage rate in each direction was obtained according to the following
Thermal shrinkage = {(length before shrinkage - length after shrinkage) / length before shrinkage} x 100 (%)
The thermal shrinkage rate in the vertical and horizontal directions was evaluated according to the following criteria. Judgment criteria are as follows.
Judgment ○
[吸着性]
フィルムを10cm×10cmの正方形に裁断し、ヒートシール面を内側にした状態で2枚を重ね、フィルム端部より1cmの位置をヒートシールして袋を作成した。袋に内容物0.5mlの入ったアルミカップを入れ、フィルム端部より1cmの位置をヒートシールして袋を閉じて密閉した。前記内容物にはD-リモネン(東京化成工業株式会社製)、L-メントール(ナカライテスク株式会社製)を使用した。30℃環境下で20時間保持した後、フィルム袋のアルミカップの口部に接する面より5cm×5cmの正方形を切り取り、切り取ったフィルムを抽出溶媒4mlに浸した状態で、超音波で30分間抽出した。抽出溶媒には99.8%エタノール(富士フイルム和光純薬株式会社製)を用いた。島津製作所社製のガスクロマトグラフ「GC-14B」を用いて抽出溶液中の内容物の濃度を定量した。ガスクロマトグラフは、カラムに「GC-14A Glass I.D.2.6φx1.1m PET-HT 5% Uniport HP 80/100(ジーエルサイエンス社製)」、検出器にFID,キャリアガスにN2を用い、キャリアガス流量35ml/分、注入量1μlにて面積百分率法で定量した。吸着量はヒートシール面1cm2あたりの吸着量(μg/cm2)で示し、低吸着性を以下のように判定した。
判定○ 0μg/cm2以上、2μg/cm2未満
判定△ 2μg/cm2以上、10μg/cm2未満
判定× 10μg/cm2以上
[Adsorption]
The film was cut into a square of 10 cm x 10 cm, two sheets were stacked with the heat-sealed surface facing inward, and the
Judgment ○ 0 μg/cm 2 or more, less than 2 μg/cm 2 Judgment △ 2 μg/cm 2 or more, less than 10 μg/cm 2 Judgment × 10 μg/cm 2 or more
<ガスバリア層の積層>
フィルムロールからフィルムを巻出し、耐熱層側(フィルムの最表層が両側とも同じ層の場合は、どちらか一方の層)にガスバリア層を連続的に設けた。具体的には、蒸着源としてアルミニウムを用いて、真空蒸着機にて酸素ガスを導入しながら真空蒸着法で酸化アルミニウム(AlOx)薄膜を成膜した。なお、蒸着工程の入口と出口には金属ロールを設けており、フィルムを金属ロールで抱かせて通過させた。金属ロールは、駆動モーターによって速度を調整することができるようになっており、上流側よりも下流側のロール速度を増加させる(ドローをかける)ことでフィルムに張力を印加した。フィルムにかかる張力は、1.7N/mm2(幅1000mm×厚み30μm換算で50N)とした。本発明のシーラントにおいては、蒸着用原反として蒸着加工時の高い張力にも適応できることが必要であるため、高めの張力設定としている。
<Lamination of Gas Barrier Layer>
A film was unwound from a film roll, and a gas barrier layer was continuously provided on the heat-resistant layer side (when the outermost layer of the film was the same layer on both sides, either layer). Specifically, aluminum was used as a vapor deposition source, and an aluminum oxide (AlOx) thin film was formed by a vacuum vapor deposition method while oxygen gas was introduced in a vacuum vapor deposition machine. Metal rolls were provided at the entrance and the exit of the vapor deposition process, and the film was held by the metal rolls and passed through. The metal rolls were adjustable in speed by a drive motor, and tension was applied to the film by increasing the speed of the downstream rolls (draw) relative to the upstream side. The tension applied to the film was 1.7 N/mm 2 (50 N in terms of width 1000 mm×
<ガスバリア積層体の評価方法>
[ガスバリア性]
水蒸気透過度と酸素透過度をガスバリア性として、以下の方法によって評価した。
水蒸気透過度はJIS K7126 B法に準じて測定した。水蒸気透過度測定装置(PERMATRAN-W3/33MG MOCON社製)を用いて、温度40℃、湿度90%RHの雰囲気下において、積層体のシール層側からガスバリア層側に調湿ガスが透過する方向で水蒸気透過度を測定した。
酸素透過度はJIS K7126-2法に準じて測定した。酸素透過量測定装置(OX-TRAN 2/20 MOCOM社製)を用いて、温度23度、湿度65%RHの雰囲気下において、積層体のシール層側からガスバリア層側に酸素が透過する方向で酸素透過度を測定した。
なお、水蒸気透過度と酸素透過度の測定前には、それぞれ湿度65%RH環境下でサンプルを4時間放置して調湿した。
得られた水蒸気透過度と酸素透過度の結果を、以下の基準で判定した。
判定○
水蒸気透過度が5[g/(m2・d)]以下
かつ酸素透過度が5[cc/(m2・d・atm)]以下
判定×
水蒸気透過度が5[g/(m2・d)]以上
または酸素透過度が5[cc/(m2・d・atm)]以上
<Evaluation method for gas barrier laminate>
[Gas barrier property]
The water vapor permeability and the oxygen permeability were evaluated as gas barrier properties by the following methods.
Water vapor permeability was measured according to JIS K7126 B method. Using a water vapor permeability measuring device (manufactured by PERMATRAN-W3/33MG MOCON), the direction in which the humidity-conditioned gas permeates from the seal layer side of the laminate to the gas barrier layer side in an atmosphere with a temperature of 40 ° C. and a humidity of 90% RH. The water vapor transmission rate was measured at
Oxygen permeability was measured according to JIS K7126-2 method. Using an oxygen permeation measurement device (OX-
Before measuring the water vapor transmission rate and the oxygen transmission rate, each sample was allowed to stand for 4 hours in an environment with a humidity of 65% RH to adjust the humidity.
The obtained results of water vapor permeability and oxygen permeability were evaluated according to the following criteria.
Judgment ○
Determination of water vapor permeability of 5 [g/(m 2 d)] or less and oxygen permeability of 5 [cc/(m 2 d atm)] or less ×
Water vapor permeability of 5 [g/(m 2 · d)] or more or oxygen permeability of 5 [cc/(m 2 · d · atm)] or more
[ヒートシール強度]
上記<シーラントの評価方法>で記載した[ヒートシール強度]の評価方法と同様の方法により、140℃ヒートシール強度を評価した。
[Heat seal strength]
The 140° C. heat seal strength was evaluated by the same method as the evaluation method for [heat seal strength] described in <Method for evaluating sealant> above.
[吸着性]
上記<シーラントの評価方法>で記載した[吸着性]の評価方法と同様の方法により、D-リモネンとL-メントール吸着性を評価した。
得られたガスバリア積層体の評価結果を表3に示す。
[Adsorption]
Adsorption of D-limonene and L-menthol was evaluated by the same method as the evaluation method of [adsorption] described in <Evaluation method of sealant>.
Table 3 shows the evaluation results of the obtained gas barrier laminate.

[フィルムの評価結果]
表2、3より、実施例1から7までのフィルムはいずれも、ヒートシール強度、張力印加時の変形率、熱収縮率、吸着性を満足しており、ガスバリア積層体としたときにガスバリア性が優れていた。
一方、比較例1のフィルムは、張力印加時の変形率が大きいため、ガスバリア積層体としてもガスバリア性は低かった。そのため、蒸着用のシーラントとしては不適であった。
比較例2のフィルムはヒートシール強度がゼロとなったため、シーラントとしては不適であった。
比較例3のシーラントは、張力印加時の変形率が大きいため、ガスバリア積層体としてもガスバリア性は低かった。さらに、ヒートシール強度が低いだけでなく、リモネン、メントールの吸着性が劣っていたため、低吸着性のシーラントとしては不適であった。
[Film evaluation results]
From Tables 2 and 3, the films of Examples 1 to 7 all satisfied the heat seal strength, the deformation rate when tension was applied, the heat shrinkage rate, and the adsorptivity. was excellent.
On the other hand, the film of Comparative Example 1 exhibited a low gas barrier property even as a gas barrier layered product because of its large deformation rate when tension was applied. Therefore, it was unsuitable as a sealant for vapor deposition.
The film of Comparative Example 2 was unsuitable as a sealant because its heat seal strength was zero.
Since the sealant of Comparative Example 3 had a large deformation rate when tension was applied, the gas barrier property of the gas barrier laminate was low. Furthermore, not only the heat seal strength was low, but also the adsorption of limonene and menthol was inferior, so it was not suitable as a sealant with low adsorption.
本発明のポリエステル系シーラントフィルムは、内容物の成分吸着が少なく、低温域で高いヒートシール強度を有し、ガスバリア層を設けたときに優れたガスバリア性を有し、シーラントフィルムとして好適に使用できる。また、本発明のポリエステル系シーラントフィルムを少なくとも1層有する積層体および包装体を提供することができる。 INDUSTRIAL APPLICABILITY The polyester-based sealant film of the present invention has little adsorption of the components of the contents, has high heat seal strength in a low temperature range, and has excellent gas barrier properties when provided with a gas barrier layer, and can be suitably used as a sealant film. . Moreover, it is possible to provide a laminate and a package having at least one layer of the polyester sealant film of the present invention.
Claims (5)
(1)ヒートシール層同士を140℃、0.2MPa、2秒でシールしたときのシール強度が8N/15mm以上30N/15mm以下
熱機械分析(TMA)により、単位断面積あたりの張力1.7N/mm2をかけながら、(2)30℃から140℃まで10℃/分で昇温したときの、長手方向における変形率が0%以上10%以下
(3)熱機械分析(TMA)により、単位断面積あたりの張力1.7N/mm2をかけながら、30℃から160℃まで10℃/分で昇温して160℃で1分保持後、160℃から30℃まで10℃/分で冷却したときの、長手方向における変形率が-2%以上0%以下(値がマイナスの場合は収縮を示す) A polyester sealant having at least one heat-sealing layer and one heat-resistant layer, each of which is formed of a polyester containing ethylene terephthalate as a main constituent, and which satisfies the following requirements (1) to (3): A laminate in which a gas barrier layer is laminated on a film.
(1) The seal strength when the heat seal layers are sealed at 140 ° C., 0.2 MPa, 2 seconds is 8 N / 15 mm or more and 30 N / 15 mm or less Tension per unit cross-sectional area 1.7 N by thermomechanical analysis (TMA) / mm2, (2) when the temperature is raised from 30 ° C. to 140 ° C. at 10 ° C./min, the deformation rate in the longitudinal direction is 0% or more and 10% or less; While applying a tension per cross-sectional area of 1.7 N/mm2, the temperature was raised from 30°C to 160°C at a rate of 10°C/min, held at 160°C for 1 minute, and then cooled from 160°C to 30°C at a rate of 10°C/min. When the deformation rate in the longitudinal direction is -2% or more and 0% or less (negative value indicates shrinkage)
(1)ヒートシール層において30モル%以上50モル%以下
(2)耐熱層において9モル%以上20モル%以下
(3)ヒートシール層と耐熱層との含有量の差が20モル%以上35モル%以下 A diol monomer component other than ethylene glycol is contained in all the monomer components of each polyester component constituting the heat-sealing layer and the heat-resistant layer, and the content of the diol monomer component satisfies the following (1) to (3). The laminate according to claim 1 or 2, characterized in that:
(1) 30 mol% or more and 50 mol% or less in the heat seal layer (2) 9 mol% or more and 20 mol% or less in the heat-resistant layer (3) The content difference between the heat seal layer and the heat-resistant layer is 20 mol% or more and 35 mol% or less
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022130563A JP7283620B2 (en) | 2018-10-16 | 2022-08-18 | laminate |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018195090A JP7135701B2 (en) | 2018-10-16 | 2018-10-16 | Polyester sealant film |
| JP2022130563A JP7283620B2 (en) | 2018-10-16 | 2022-08-18 | laminate |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018195090A Division JP7135701B2 (en) | 2018-10-16 | 2018-10-16 | Polyester sealant film |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022176972A JP2022176972A (en) | 2022-11-30 |
| JP7283620B2 true JP7283620B2 (en) | 2023-05-30 |
Family
ID=87852664
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022130563A Active JP7283620B2 (en) | 2018-10-16 | 2022-08-18 | laminate |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7283620B2 (en) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6126917B2 (en) | 2013-06-28 | 2017-05-10 | 株式会社吉野工業所 | Multiple container |
| JP2017165059A (en) | 2016-03-18 | 2017-09-21 | 東洋紡株式会社 | Polyester film for sealant, laminate and package |
| JP2017165060A (en) | 2016-03-18 | 2017-09-21 | 東洋紡株式会社 | Laminate film, laminate and package |
| WO2018150997A1 (en) | 2017-02-15 | 2018-08-23 | 東洋紡株式会社 | Polyester-based sealant film, laminated body, and packaged body |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06126917A (en) * | 1992-10-14 | 1994-05-10 | Toppan Printing Co Ltd | Polyester laminate |
| JP6511713B2 (en) * | 2013-09-30 | 2019-05-15 | 大日本印刷株式会社 | Laminate for packaging material |
-
2022
- 2022-08-18 JP JP2022130563A patent/JP7283620B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6126917B2 (en) | 2013-06-28 | 2017-05-10 | 株式会社吉野工業所 | Multiple container |
| JP2017165059A (en) | 2016-03-18 | 2017-09-21 | 東洋紡株式会社 | Polyester film for sealant, laminate and package |
| JP2017165060A (en) | 2016-03-18 | 2017-09-21 | 東洋紡株式会社 | Laminate film, laminate and package |
| WO2018150997A1 (en) | 2017-02-15 | 2018-08-23 | 東洋紡株式会社 | Polyester-based sealant film, laminated body, and packaged body |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022176972A (en) | 2022-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2018150997A1 (en) | Polyester-based sealant film, laminated body, and packaged body | |
| JP6724447B2 (en) | Polyester films, laminates and packages for sealants | |
| JP7238239B2 (en) | polyester sealant film | |
| JP7552361B2 (en) | Laminate and packaging using same | |
| JP7334729B2 (en) | Laminate and package using the same | |
| JP6724448B2 (en) | Laminated film, laminate and package | |
| JP2024040295A (en) | Low-adsorption sealant film, laminate and packaging bag | |
| JP6759758B2 (en) | Laminated film, laminate and packaging | |
| JP7135701B2 (en) | Polyester sealant film | |
| JP7144737B2 (en) | laminate | |
| JP7283620B2 (en) | laminate | |
| JP7392715B2 (en) | Polyester sealant film and packaging using the same | |
| WO2020116520A1 (en) | Laminated body, and packaging employing same | |
| JP7323030B2 (en) | laminate | |
| KR102722854B1 (en) | Laminated body and packaging body using the same | |
| JP6947249B2 (en) | Polyester films, laminates and packaging for sealants |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220818 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230418 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230501 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7283620 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |