JP7208162B2 - 付加製造最適化のためのパターン化された光の固体ルーティング - Google Patents
付加製造最適化のためのパターン化された光の固体ルーティング Download PDFInfo
- Publication number
- JP7208162B2 JP7208162B2 JP2019561168A JP2019561168A JP7208162B2 JP 7208162 B2 JP7208162 B2 JP 7208162B2 JP 2019561168 A JP2019561168 A JP 2019561168A JP 2019561168 A JP2019561168 A JP 2019561168A JP 7208162 B2 JP7208162 B2 JP 7208162B2
- Authority
- JP
- Japan
- Prior art keywords
- light
- pattern
- energy
- solid state
- valve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000007787 solid Substances 0.000 title claims description 69
- 238000004519 manufacturing process Methods 0.000 title description 44
- 239000000654 additive Substances 0.000 title description 37
- 230000000996 additive effect Effects 0.000 title description 37
- 238000005457 optimization Methods 0.000 title 1
- 239000000843 powder Substances 0.000 claims description 62
- 230000003287 optical effect Effects 0.000 claims description 41
- 230000010287 polarization Effects 0.000 claims description 36
- 238000004064 recycling Methods 0.000 claims description 35
- 239000004973 liquid crystal related substance Substances 0.000 claims description 28
- 230000008859 change Effects 0.000 claims description 14
- 238000006243 chemical reaction Methods 0.000 claims description 9
- 230000004044 response Effects 0.000 claims description 8
- 230000005684 electric field Effects 0.000 claims description 3
- 230000003252 repetitive effect Effects 0.000 claims 2
- 238000005192 partition Methods 0.000 claims 1
- 230000003954 pattern orientation Effects 0.000 claims 1
- 230000000638 stimulation Effects 0.000 claims 1
- 238000000059 patterning Methods 0.000 description 59
- 239000000463 material Substances 0.000 description 51
- 230000007246 mechanism Effects 0.000 description 28
- 238000000034 method Methods 0.000 description 24
- 238000012545 processing Methods 0.000 description 23
- 210000004027 cell Anatomy 0.000 description 21
- 230000033001 locomotion Effects 0.000 description 15
- 238000003384 imaging method Methods 0.000 description 13
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 12
- 239000011159 matrix material Substances 0.000 description 11
- 229910052751 metal Inorganic materials 0.000 description 11
- 239000002184 metal Substances 0.000 description 11
- 230000008569 process Effects 0.000 description 11
- 238000007493 shaping process Methods 0.000 description 9
- 239000007789 gas Substances 0.000 description 8
- 238000010586 diagram Methods 0.000 description 7
- 239000011521 glass Substances 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 7
- 230000005540 biological transmission Effects 0.000 description 6
- 230000001427 coherent effect Effects 0.000 description 6
- 238000009826 distribution Methods 0.000 description 6
- 238000010894 electron beam technology Methods 0.000 description 6
- 229910052742 iron Inorganic materials 0.000 description 6
- 239000004065 semiconductor Substances 0.000 description 6
- 229910001335 Galvanized steel Inorganic materials 0.000 description 5
- 238000001816 cooling Methods 0.000 description 5
- 238000012937 correction Methods 0.000 description 5
- 239000008397 galvanized steel Substances 0.000 description 5
- 238000002347 injection Methods 0.000 description 5
- 239000007924 injection Substances 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 230000009466 transformation Effects 0.000 description 5
- 230000004907 flux Effects 0.000 description 4
- 238000007726 management method Methods 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 239000011236 particulate material Substances 0.000 description 4
- 239000012254 powdered material Substances 0.000 description 4
- 238000000844 transformation Methods 0.000 description 4
- 229910052769 Ytterbium Inorganic materials 0.000 description 3
- 238000000429 assembly Methods 0.000 description 3
- 230000000712 assembly Effects 0.000 description 3
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- WUKWITHWXAAZEY-UHFFFAOYSA-L calcium difluoride Chemical compound [F-].[F-].[Ca+2] WUKWITHWXAAZEY-UHFFFAOYSA-L 0.000 description 3
- 229910001634 calcium fluoride Inorganic materials 0.000 description 3
- 239000000919 ceramic Substances 0.000 description 3
- 239000013078 crystal Substances 0.000 description 3
- 230000006378 damage Effects 0.000 description 3
- 230000004927 fusion Effects 0.000 description 3
- 238000010884 ion-beam technique Methods 0.000 description 3
- 150000002739 metals Chemical class 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- NAWDYIZEMPQZHO-UHFFFAOYSA-N ytterbium Chemical compound [Yb] NAWDYIZEMPQZHO-UHFFFAOYSA-N 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 229910052779 Neodymium Inorganic materials 0.000 description 2
- 241001417527 Pempheridae Species 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 229910052791 calcium Inorganic materials 0.000 description 2
- 239000011575 calcium Substances 0.000 description 2
- 238000012512 characterization method Methods 0.000 description 2
- 239000011651 chromium Substances 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000004880 explosion Methods 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 230000003993 interaction Effects 0.000 description 2
- 239000011572 manganese Substances 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- QEFYFXOXNSNQGX-UHFFFAOYSA-N neodymium atom Chemical compound [Nd] QEFYFXOXNSNQGX-UHFFFAOYSA-N 0.000 description 2
- 239000002243 precursor Substances 0.000 description 2
- 229910052594 sapphire Inorganic materials 0.000 description 2
- 239000010980 sapphire Substances 0.000 description 2
- SBIBMFFZSBJNJF-UHFFFAOYSA-N selenium;zinc Chemical compound [Se]=[Zn] SBIBMFFZSBJNJF-UHFFFAOYSA-N 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 238000010408 sweeping Methods 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- IRPGOXJVTQTAAN-UHFFFAOYSA-N 2,2,3,3,3-pentafluoropropanal Chemical compound FC(F)(F)C(F)(F)C=O IRPGOXJVTQTAAN-UHFFFAOYSA-N 0.000 description 1
- ZCYVEMRRCGMTRW-UHFFFAOYSA-N 7553-56-2 Chemical compound [I] ZCYVEMRRCGMTRW-UHFFFAOYSA-N 0.000 description 1
- 229910000980 Aluminium gallium arsenide Inorganic materials 0.000 description 1
- KLZUFWVZNOTSEM-UHFFFAOYSA-K Aluminum fluoride Inorganic materials F[Al](F)F KLZUFWVZNOTSEM-UHFFFAOYSA-K 0.000 description 1
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 1
- 208000002177 Cataract Diseases 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 1
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 description 1
- 229910000530 Gallium indium arsenide Inorganic materials 0.000 description 1
- 229910052689 Holmium Inorganic materials 0.000 description 1
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 1
- 206010028980 Neoplasm Diseases 0.000 description 1
- 229910052773 Promethium Inorganic materials 0.000 description 1
- 238000001069 Raman spectroscopy Methods 0.000 description 1
- 229910052772 Samarium Inorganic materials 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 229910052775 Thulium Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229910009372 YVO4 Inorganic materials 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- DFENVCUUBABVIU-UHFFFAOYSA-N [Ca].[Y] Chemical compound [Ca].[Y] DFENVCUUBABVIU-UHFFFAOYSA-N 0.000 description 1
- ZHNKYEGKBKJROQ-UHFFFAOYSA-N [He].[Se] Chemical compound [He].[Se] ZHNKYEGKBKJROQ-UHFFFAOYSA-N 0.000 description 1
- WCULPSIYAQDUJW-UHFFFAOYSA-N [Li].[Sr] Chemical compound [Li].[Sr] WCULPSIYAQDUJW-UHFFFAOYSA-N 0.000 description 1
- PRXLCSIMRQFQMX-UHFFFAOYSA-N [O].[I] Chemical compound [O].[I] PRXLCSIMRQFQMX-UHFFFAOYSA-N 0.000 description 1
- 238000002679 ablation Methods 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 238000003491 array Methods 0.000 description 1
- 238000012550 audit Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 210000000988 bone and bone Anatomy 0.000 description 1
- UIZLQMLDSWKZGC-UHFFFAOYSA-N cadmium helium Chemical compound [He].[Cd] UIZLQMLDSWKZGC-UHFFFAOYSA-N 0.000 description 1
- 201000011510 cancer Diseases 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002091 carbon monoxide Inorganic materials 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 229910001602 chrysoberyl Inorganic materials 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- VPYURTKRLAYHEQ-UHFFFAOYSA-N copper neon Chemical compound [Ne].[Cu] VPYURTKRLAYHEQ-UHFFFAOYSA-N 0.000 description 1
- 210000002858 crystal cell Anatomy 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- KRHYYFGTRYWZRS-DYCDLGHISA-N deuterium fluoride Chemical compound [2H]F KRHYYFGTRYWZRS-DYCDLGHISA-N 0.000 description 1
- -1 diode) lasers Substances 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000000609 electron-beam lithography Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- KWMNWMQPPKKDII-UHFFFAOYSA-N erbium ytterbium Chemical compound [Er].[Yb] KWMNWMQPPKKDII-UHFFFAOYSA-N 0.000 description 1
- 230000005284 excitation Effects 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000012634 fragment Substances 0.000 description 1
- 239000003574 free electron Substances 0.000 description 1
- 238000007499 fusion processing Methods 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- IBBSHLLCYYCDGD-UHFFFAOYSA-N helium mercury Chemical compound [He].[Hg] IBBSHLLCYYCDGD-UHFFFAOYSA-N 0.000 description 1
- CPBQJMYROZQQJC-UHFFFAOYSA-N helium neon Chemical compound [He].[Ne] CPBQJMYROZQQJC-UHFFFAOYSA-N 0.000 description 1
- FPQDUGZBUIHCCW-UHFFFAOYSA-N helium silver Chemical compound [He].[Ag] FPQDUGZBUIHCCW-UHFFFAOYSA-N 0.000 description 1
- KJZYNXUDTRRSPN-UHFFFAOYSA-N holmium atom Chemical compound [Ho] KJZYNXUDTRRSPN-UHFFFAOYSA-N 0.000 description 1
- 229910000040 hydrogen fluoride Inorganic materials 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 239000011630 iodine Substances 0.000 description 1
- 229910052740 iodine Inorganic materials 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 229910052743 krypton Inorganic materials 0.000 description 1
- DNNSSWSSYDEUBZ-UHFFFAOYSA-N krypton atom Chemical compound [Kr] DNNSSWSSYDEUBZ-UHFFFAOYSA-N 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 230000000873 masking effect Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000000382 optic material Substances 0.000 description 1
- 230000005693 optoelectronics Effects 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000005365 phosphate glass Substances 0.000 description 1
- 238000002428 photodynamic therapy Methods 0.000 description 1
- 235000020043 port wine Nutrition 0.000 description 1
- 238000009700 powder processing Methods 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- VQMWBBYLQSCNPO-UHFFFAOYSA-N promethium atom Chemical compound [Pm] VQMWBBYLQSCNPO-UHFFFAOYSA-N 0.000 description 1
- 239000010979 ruby Substances 0.000 description 1
- 229910001750 ruby Inorganic materials 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- KZUNJOHGWZRPMI-UHFFFAOYSA-N samarium atom Chemical compound [Sm] KZUNJOHGWZRPMI-UHFFFAOYSA-N 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 238000010186 staining Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229910052712 strontium Inorganic materials 0.000 description 1
- CIOAGBVUUVVLOB-UHFFFAOYSA-N strontium atom Chemical compound [Sr] CIOAGBVUUVVLOB-UHFFFAOYSA-N 0.000 description 1
- 230000008685 targeting Effects 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
- FRNOGLGSGLTDKL-UHFFFAOYSA-N thulium atom Chemical compound [Tm] FRNOGLGSGLTDKL-UHFFFAOYSA-N 0.000 description 1
- 210000001519 tissue Anatomy 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 238000011282 treatment Methods 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- LSGOVYNHVSXFFJ-UHFFFAOYSA-N vanadate(3-) Chemical compound [O-][V]([O-])([O-])=O LSGOVYNHVSXFFJ-UHFFFAOYSA-N 0.000 description 1
- 238000009834 vaporization Methods 0.000 description 1
- 230000008016 vaporization Effects 0.000 description 1
- 239000002918 waste heat Substances 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images


























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/277—Arrangements for irradiation using multiple radiation means, e.g. micromirrors or multiple light-emitting diodes [LED]
- B29C64/282—Arrangements for irradiation using multiple radiation means, e.g. micromirrors or multiple light-emitting diodes [LED] of the same type, e.g. using different energy levels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/36—Process control of energy beam parameters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/80—Data acquisition or data processing
- B22F10/85—Data acquisition or data processing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/44—Radiation means characterised by the configuration of the radiation means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/49—Scanners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/268—Arrangements for irradiation using laser beams; using electron beams [EB]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/70—Recycling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/41—Radiation means characterised by the type, e.g. laser or electron beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/44—Radiation means characterised by the configuration of the radiation means
- B22F12/45—Two or more
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Toxicology (AREA)
- Health & Medical Sciences (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- General Health & Medical Sciences (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Automation & Control Theory (AREA)
- Powder Metallurgy (AREA)
Description
本開示は、全体を本明細書に援用する、2017年5月11日出願の米国特許出願第62/504,853号の優先権を主張する特許出願の一部である。
、キセノン・イオン・レーザ、窒素レーザ、二酸化炭素レーザ、一酸化炭素レーザ、またはエキシマ・レーザなどのレーザを含むことができる。
処理ユニットは、全体的にまたは部分的に、望ましくない化学作用を減らし、(特に、反応金属での)火災または爆発の危険性を低くするために、真空または不活性ガス環境を支持することができる。
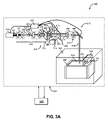
熱または冷却システム、モニタ、およびコントローラに接続することができる。このような接続は全体として、システム300の構成部品を囲む点線351によって示されている。分かるように、接続は、有線または無線、連続または断続的であってもよく、フィードバックの能力を含むことができる(例えば、熱加熱を感知した温度に応じて調節することができる)。マルチレーザ312は、例えば、90mm幅×20mm高さである1000nm波長の光ビーム301を射出することができる。ビーム301は、ビーム303を作り出すために、画像化光学部370によって再寸法化される。ビーム303は、6mm幅×6mm高さであり、混合ビーム305を生成するように共に光を混合する光均質化デバイス372に入射する。ビーム305はその後、ビーム307に光を再成形する画像化アセンブリ374に入射し、その後、ホット・コールド・ミラー376に入射する。ミラー376は、1000nm光が通過することを可能にするが、450nm光を反射する。1080pピクセル解像度および450nmで低電力光を投影することが可能な光プロジェクタ378は、ビーム309を射出し、その後、ホット・コールド・ミラー376に入射する。ビーム307および309は、ビーム311に重なり、両方とも20mm幅、20mm高さの画像において光学アドレス指定光弁380の上で画像化される。ホモジナイザ372およびプロジェクタ378から形成される画像は、再生成され、光弁380上に重ねられる。
を、複数個の光ビームの1つとして導入して、第5の光ビームを得ることができる。実際、このようなまたは同様のシステムは、付加製造システムに関連するエネルギー費用を少なくすることができる。偏光変更モードで動作する空間的偏光弁または光弁によって拒絶された望ましくない光を収集、ビーム結合、均質化および再導入することによって、伝送される光電力全体が潜在的に、光弁によって加えられるパターンに影響されないことが可能である。これは有利には、所望のパターン内への光弁を通過する光の効果的な再分配につながり、光強度をパターン化された領域の量に比例して大きくする。
トフォーム上に粉末ベッドの層の別の部分を含むように、粉末ベッドの層の融合部分から1つまたは複数の一時壁面を形成することができる。選択した実施形態では、流体通路を1つまたは複数の第1の壁面に形成して、より良い熱管理を可能にすることができる。

に変調によりオンまたはオフされる。この例と併せたリサイクル光の使用は新しい。形成プラットフォーム全体の上を掃引するバーの使用は、100%充填ファクタで常に印刷することが可能である必要があることを必要とする。しかし典型的には、形成プラットフォームの10~33%だけしか使用されない。この低充填ファクタは、平均的に、レーザ電力内の資本設備が、システムに対して3から10倍寸法が大きいことを意味する。しかし、光をリサイクルすることができ、充填ファクタに比例して所要の滞在時間に合わせるためにバー掃引速度が変更される場合、印刷速度は、最適な充填ファクタ効率により近くなるように大きくすることができる。このような場合、資本設備を十分利用することができる。光の掃引バーで印刷する能力により、単一指向性印刷が可能になり、それによって、光を移動させるのに必要なガントリー・システムを単純化することができる。このような能力はまた、粉末掃引機構の容易な一体化を可能にする。
セル・レベル変更が可能であることを理解されたい。
ング・ユニット462に入射する。機械的(回転)検流計または他の固体もしくは回転デバイスである可能性がある、エネルギー・ステアリング・ユニット462はその後、ビーム461をその動作範囲内で印刷ベッド上の所望のタイル位置に案内する。この例では、少なくとも図3Dおよび図5A~図5Cに関して開示で論じられたような画像リレーは、ビーム435/441とエネルギー・ステアリング・ユニットの間で起こる。レンズ、ミラー、および他の前、後、または中間光学部は図4Eには示されていないが、必要に応じて利用することができる。
様に、パターン化された画像は、これに限らないが、図4Aに関して論じたようなエネルギー・パターン化二値ツリー・システムを含む、リサイクルされた光パターンを使用して生成することができる。特定の実施形態では、複数個のタイルを所与の期間で同時に印刷することができる。別の方法では、利用可能なパターン化されたエネルギー、熱の問題、または他のマトリックス構成の問題が完全利用を可能にしない場合、タイルのサブセットを異なる時に印刷することができる。
像制御光学部614、入力光パターン611Aおよび出力光パターン613Aを含む固体スキャナ・サブシステム610が示されている。図6Aおよび図6Bに関して記載したものの延長と考えることができるこの実施形態では、電圧変化(V1→Vi)は、空間的角度光弁612上の別個の領域にわたって、任意の方向に生じる。これにより、入射パターン611Dを任意のパターン613B内に再フォーマット化することが可能になる。電圧変化がまだ直線パターンであり、それによって、得られるパターンは直線偏向の重畳を使用して利用可能なものに限られることが留意され得る。
ップ722で規定された次の時間間隔に対して繰り返される。
パターン962による垂直入射から、+5°の角度で逸脱するビーム930につながる。ビーム930はその後、固体亜鉛めっき鉄板機構929の角度移動によって生じる光学歪みを修正するFシータ・レンズ931に入射し、粉末ベッド(図示せず)内で終端するビーム932につながる。
能になる。
Claims (14)
- コントローラと、
前記コントローラに接続された空間的角度光弁であって、前記コントローラによって指示された角度を通して2次元パターン化された光ビームを案内するように配置されている空間的角度光弁と、
タイルの連続として前記2次元パターン化された光ビームを受けるように配置された粉末ベッドと
を備え、
前記コントローラは、前記角度に時間変化する変化を引き起こす前記空間的角度光弁内の液晶の時間変化する広がり回転を引き起こすように、前記空間的角度光弁に光パターンを加えることによって前記角度を指示するように構成され、
前記光パターンは、前記空間的角度光弁にわたって横方向に繰り返し変化する光強度変化を含む、
固体ビーム・ルーティング装置。 - 前記空間的角度光弁がさらに、電圧、電流、熱、音、光、電界、磁界、化学反応、量子スピン変化、エネルギー、または機械の少なくとも1つであるように選択された付加光学アドレス・パターンおよび刺激に応じて、所定の角度を通して前記2次元パターン化された光ビームを案内するように配置されている、請求項1に記載の固体ビーム・ルーティング装置。
- 前記空間的角度光弁が、前記2次元パターン化された光ビームのパターンを変更する、請求項1に記載の固体ビーム・ルーティング装置。
- 前記空間的角度光弁が、刺激に応じて異なる方向に光を出力先変更するように配置された複数個の別個の区画を画定する、請求項2に記載の固体ビーム・ルーティング装置。
- 前記空間的角度光弁が、前記付加光学アドレス・パターンに応じて異なる方向に光をパターン化および出力先変更するように配置された複数個の別個の区画を画定し、前記2次元パターン化された光ビームの得られるパターンが直線偏向の重畳の1つである、請求項2に記載の固体ビーム・ルーティング装置。
- フーリエ光学部をさらに備え、前記空間的角度光弁が、前記フーリエ光学部の間に位置決めされ、刺激に応じて異なる方向に光をパターン化および出力先変更するように配置された複数個の別個の区画を画定し、任意のパターンを形成することができる、請求項2に記載の固体ビーム・ルーティング装置。
- 前記粉末ベッドがさらに、複数個の粉末ベッド・チャンバを備えている、請求項1に記載の固体ビーム・ルーティング装置。
- コンピュータ化されたコントローラと、
1つまたは複数の光ビームを射出するように構成された1つまたは複数の光源と、
光弁によって通過される第1の正の光パターン、および光弁によって拒絶された光の第2の負の光パターンを、前記1つまたは複数の光ビームに加えるように構成された光弁と、
前記第1の正の光パターンおよび前記第2の負の光パターンの両方を受け、案内するための複数の固体ビーム切換ユニットと
を備え、
前記複数の固体ビーム切換ユニットの少なくとも1つの固体ビーム切換ユニットが、電圧、電流、熱、音、光、電界、磁界、化学反応、量子スピン変化、エネルギー、または機械の少なくとも1つであるように選択された付加光学アドレス・パターンおよび刺激に応じて、角度を通して前記第1の正の光パターンおよび前記第2の負の光パターンの一方を案内するように配置された空間的角度光弁であり、
前記コンピュータ化されたコントローラは、前記角度に時間変化する変化を引き起こす前記空間的角度光弁内の液晶の時間変化する広がり回転を引き起こすように、前記空間的角度光弁に光パターンを加えることによって前記角度を指示するように構成され、
前記光パターンは、前記空間的角度光弁にわたって横方向に繰り返し変化する光強度変化を含む、
固体開閉所光リサイクル・システム。 - 前記複数の固体ビーム切換ユニットの少なくとも1つが、前記第1の正の光パターンおよび前記第2の負の光パターンの一方のパターンを変更する、請求項8に記載の固体開閉所光リサイクル・システム。
- 光パターン強度、光パターン配向、および光パターン寸法の少なくとも1つが、変換される、請求項8に記載の固体開閉所光リサイクル・システム。
- 前記第1の正の光パターンおよび第2の負の光パターンが、少なくとも部分的に組み合わせられる、請求項8に記載の固体開閉所光リサイクル・システム。
- 前記複数の固体ビーム切換ユニットの少なくともいくつかが、切換階層内に配置されている、請求項8に記載の固体開閉所光リサイクル・システム。
- 前記複数の固体ビーム切換ユニットの少なくともいくつかが、二値ツリー切換階層内に配置されている、請求項8に記載の固体開閉所光リサイクル・システム。
- 前記光弁で生成される前記第1の正の光パターンおよび前記第2の負の光パターンが、前記複数の固体ビーム切換ユニットの前記少なくとも1つの固体ビーム切換ユニットを通して通過され、粉末ベッドで受けられる場合に、空間的および角度電力密度内容の両方を保存する、請求項8に記載の固体開閉所光リサイクル・システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023000351A JP7496662B2 (ja) | 2017-05-11 | 2023-01-05 | 固体ビーム・ルーティングのための方法、及び光リサイクルのための方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201762504853P | 2017-05-11 | 2017-05-11 | |
| US62/504,853 | 2017-05-11 | ||
| PCT/US2018/032307 WO2018209226A1 (en) | 2017-05-11 | 2018-05-11 | Solid state routing of patterned light for additive manufacturing optimization |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023000351A Division JP7496662B2 (ja) | 2017-05-11 | 2023-01-05 | 固体ビーム・ルーティングのための方法、及び光リサイクルのための方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2020519491A JP2020519491A (ja) | 2020-07-02 |
| JP2020519491A5 JP2020519491A5 (ja) | 2021-07-26 |
| JP7208162B2 true JP7208162B2 (ja) | 2023-01-18 |
Family
ID=64097071
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019561168A Active JP7208162B2 (ja) | 2017-05-11 | 2018-05-11 | 付加製造最適化のためのパターン化された光の固体ルーティング |
| JP2023000351A Active JP7496662B2 (ja) | 2017-05-11 | 2023-01-05 | 固体ビーム・ルーティングのための方法、及び光リサイクルのための方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023000351A Active JP7496662B2 (ja) | 2017-05-11 | 2023-01-05 | 固体ビーム・ルーティングのための方法、及び光リサイクルのための方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20180326664A1 (ja) |
| EP (1) | EP3621809A4 (ja) |
| JP (2) | JP7208162B2 (ja) |
| WO (1) | WO2018209226A1 (ja) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3368279B1 (en) * | 2015-10-30 | 2022-10-19 | Seurat Technologies, Inc. | Part manipulation using printed manipulation points |
| US11198196B2 (en) * | 2018-03-21 | 2021-12-14 | Lawrence Livermore National Security, Llc | System and method for modifying material surface |
| WO2020014344A1 (en) * | 2018-07-10 | 2020-01-16 | 3D Systems, Inc. | Three dimensional (3d) printer with high resolution light engine |
| US11167375B2 (en) | 2018-08-10 | 2021-11-09 | The Research Foundation For The State University Of New York | Additive manufacturing processes and additively manufactured products |
| CN110253112B (zh) * | 2019-07-12 | 2022-09-13 | 中船桂江造船有限公司 | 一种917钢板+1Cr18Ni9Ti异种钢焊接方法 |
| US20240001612A1 (en) * | 2019-12-13 | 2024-01-04 | Stratasys Powder Production Ltd. | Infrared radiation deflector and apparatus for the layer-by-layer formation of three-dimensional objects |
| WO2021252585A1 (en) * | 2020-06-09 | 2021-12-16 | Seurat Technologies, Inc. | Photo-acoustic tomography defect testing system and method |
| WO2021252605A1 (en) * | 2020-06-09 | 2021-12-16 | Seurat Technologies, Inc. | Additive manufacturing with photo-acoustic tomography defect testing |
| JP2023548804A (ja) * | 2020-10-29 | 2023-11-21 | シューラット テクノロジーズ,インク. | 分散フラックスアレイ |
| KR20230095943A (ko) * | 2020-10-29 | 2023-06-29 | 쇠라 테크널러지스 인코포레이티드 | 위상 변화 광 밸브 시스템 |
| WO2022220914A2 (en) * | 2021-02-12 | 2022-10-20 | Seurat Technologies, Inc. | Phase managed additive printing system |
| US20220371275A1 (en) * | 2021-05-19 | 2022-11-24 | Seurat Technologies, Inc. | Absorbing Laser Beam Dump for High Average-Peak Power Laser Systems |
| US20230001639A1 (en) * | 2021-06-30 | 2023-01-05 | General Electric Company | Additive manufacturing using solid state optical deflectors |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008139684A (ja) | 2006-12-04 | 2008-06-19 | Ricoh Co Ltd | 偏光変換素子および偏光変換装置 |
| JP2015182413A (ja) | 2014-03-26 | 2015-10-22 | セイコーエプソン株式会社 | プロジェクターシステム、プロジェクターシステムを用いた立体造形生成装置及び立体造形生成方法 |
| US20170120518A1 (en) | 2015-10-30 | 2017-05-04 | Seurat Technologies, Inc. | Additive Manufacturing System And Method |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE440308T1 (de) * | 2000-06-15 | 2009-09-15 | 3M Innovative Properties Co | Methode und gerät zur erzielung wiederholter multiphotonabsorption |
| US6885414B1 (en) * | 2000-09-29 | 2005-04-26 | Kent Optronics, Inc. | Optical router switch array and method for manufacture |
| US7042631B2 (en) * | 2001-01-04 | 2006-05-09 | Coherent Technologies, Inc. | Power scalable optical systems for generating, transporting, and delivering high power, high quality, laser beams |
| JP2003080604A (ja) | 2001-09-10 | 2003-03-19 | Fuji Photo Film Co Ltd | 積層造形装置 |
| SE0300138D0 (sv) * | 2003-01-22 | 2003-01-22 | Micronic Laser Systems Ab | Electromagnetic radiation pulse timing control |
| US7227618B1 (en) * | 2004-03-24 | 2007-06-05 | Baokang Bi | Pattern generating systems |
| CN100417972C (zh) * | 2004-08-05 | 2008-09-10 | 中国科学院光电技术研究所 | 双棱角反射微棱镜列阵实现面阵半导体激光器整形的方法 |
| US7078323B2 (en) * | 2004-09-29 | 2006-07-18 | Sharp Laboratories Of America, Inc. | Digital light valve semiconductor processing |
| US7492986B1 (en) * | 2004-12-23 | 2009-02-17 | Coadna Photonics, Inc. | Apparatus and method for optical switching with liquid crystals and birefringent wedges |
| US7499608B1 (en) * | 2004-12-23 | 2009-03-03 | Coadna Photonics, Inc. | Apparatus and method for optical switching with liquid crystals and birefringent wedges |
| JP4241776B2 (ja) | 2006-07-21 | 2009-03-18 | セイコーエプソン株式会社 | 画像表示装置 |
| US7706910B2 (en) * | 2007-01-17 | 2010-04-27 | 3D Systems, Inc. | Imager assembly and method for solid imaging |
| US8358398B2 (en) * | 2007-03-08 | 2013-01-22 | Oclaro (North America), Inc. | Single control liquid crystal optical switch and attenuator |
| US9377759B2 (en) * | 2010-09-08 | 2016-06-28 | Dai Nippon Printing Co., Ltd. | Illumination device, projection apparatus and projection-type image display apparatus |
| EP2670572B1 (en) * | 2011-01-31 | 2022-09-21 | Global Filtration Systems, A DBA of Gulf Filtration Systems Inc. | Apparatus for making three-dimensional objects from multiple solidifiable materials |
| TWI684788B (zh) * | 2011-06-13 | 2020-02-11 | 日商尼康股份有限公司 | 照明光學系統、曝光裝置以及元件製造方法 |
| DE102012206122A1 (de) * | 2012-04-13 | 2013-10-17 | MTU Aero Engines AG | Mehrfach-Spulenanordnung für eine Vorrichtung zur generativen Herstellung von Bauteilen und entsprechendes Herstellverfahren |
| PL3161557T3 (pl) * | 2014-06-27 | 2020-04-30 | Dolby Laboratories Licensing Corporation | Odzyskiwanie światła dla projektorów o wysokim zakresie dynamicznym |
| US9473768B2 (en) * | 2014-09-03 | 2016-10-18 | Raytheon Company | Optical non-uniformity correction (NUC) for active mode imaging sensors |
| KR101787881B1 (ko) * | 2015-03-19 | 2017-10-18 | 전진환 | 컬러 3d 프린터 및 그 제어 방법 |
| GB201505458D0 (en) * | 2015-03-30 | 2015-05-13 | Renishaw Plc | Additive manufacturing apparatus and methods |
| KR102444026B1 (ko) * | 2015-06-10 | 2022-09-15 | 아이피지 포토닉스 코포레이션 | 다중 빔 적층 제조 |
| ITUB20154169A1 (it) * | 2015-10-02 | 2017-04-02 | Thelyn S R L | Metodo e apparato di foto-indurimento a substrato auto-lubrificante per la formazione di oggetti tridimensionali. |
| US11718030B2 (en) * | 2016-12-29 | 2023-08-08 | 3D Systems, Inc | Spatial light modulation of powder-based additive manufacturing with temperature control including by sensor feedback |
| CN106583726B (zh) * | 2017-01-24 | 2018-10-16 | 苏州大学 | 激光多光束熔覆装置 |
-
2018
- 2018-05-11 EP EP18798264.0A patent/EP3621809A4/en active Pending
- 2018-05-11 US US15/977,476 patent/US20180326664A1/en active Pending
- 2018-05-11 JP JP2019561168A patent/JP7208162B2/ja active Active
- 2018-05-11 WO PCT/US2018/032307 patent/WO2018209226A1/en unknown
-
2023
- 2023-01-05 JP JP2023000351A patent/JP7496662B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008139684A (ja) | 2006-12-04 | 2008-06-19 | Ricoh Co Ltd | 偏光変換素子および偏光変換装置 |
| JP2015182413A (ja) | 2014-03-26 | 2015-10-22 | セイコーエプソン株式会社 | プロジェクターシステム、プロジェクターシステムを用いた立体造形生成装置及び立体造形生成方法 |
| US20170120518A1 (en) | 2015-10-30 | 2017-05-04 | Seurat Technologies, Inc. | Additive Manufacturing System And Method |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7496662B2 (ja) | 2024-06-07 |
| US20180326664A1 (en) | 2018-11-15 |
| JP2020519491A (ja) | 2020-07-02 |
| EP3621809A1 (en) | 2020-03-18 |
| WO2018209226A1 (en) | 2018-11-15 |
| EP3621809A4 (en) | 2021-01-20 |
| JP2023026603A (ja) | 2023-02-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7208162B2 (ja) | 付加製造最適化のためのパターン化された光の固体ルーティング | |
| US11964429B2 (en) | Light recycling for additive manufacturing optimization | |
| JP7136811B2 (ja) | 付加製造のためのパターン化された光の開閉所ビーム・ルーティング | |
| US12115720B2 (en) | Electron beam patterning system in additive manufacturing | |
| US20220362853A1 (en) | Grayscale Area Printing for Additive Manufacturing | |
| WO2023230586A2 (en) | Grayscale area printing for additive manufacturing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210510 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210510 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220216 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220222 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220520 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220705 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221005 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221206 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230105 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7208162 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |