JP7080182B2 - ポリスチレン用のノズル/ヘッダー設計 - Google Patents
ポリスチレン用のノズル/ヘッダー設計 Download PDFInfo
- Publication number
- JP7080182B2 JP7080182B2 JP2018551834A JP2018551834A JP7080182B2 JP 7080182 B2 JP7080182 B2 JP 7080182B2 JP 2018551834 A JP2018551834 A JP 2018551834A JP 2018551834 A JP2018551834 A JP 2018551834A JP 7080182 B2 JP7080182 B2 JP 7080182B2
- Authority
- JP
- Japan
- Prior art keywords
- container
- container header
- header
- section
- devolatilization
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D1/00—Evaporating
- B01D1/0064—Feeding of liquid into an evaporator
- B01D1/007—Feeding of liquid into an evaporator the liquid feed being split up in at least two streams before entering the evaporator
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D1/00—Evaporating
- B01D1/04—Evaporators with horizontal tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D1/00—Evaporating
- B01D1/06—Evaporators with vertical tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D1/00—Evaporating
- B01D1/16—Evaporating by spraying
- B01D1/18—Evaporating by spraying to obtain dry solids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D1/00—Evaporating
- B01D1/22—Evaporating by bringing a thin layer of the liquid into contact with a heated surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D3/00—Distillation or related exchange processes in which liquids are contacted with gaseous media, e.g. stripping
- B01D3/008—Liquid distribution
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J4/00—Feed or outlet devices; Feed or outlet control devices
- B01J4/001—Feed or outlet devices as such, e.g. feeding tubes
- B01J4/002—Nozzle-type elements
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F6/00—Post-polymerisation treatments
- C08F6/001—Removal of residual monomers by physical means
- C08F6/005—Removal of residual monomers by physical means from solid polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L25/00—Compositions of, homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an aromatic carbocyclic ring; Compositions of derivatives of such polymers
- C08L25/02—Homopolymers or copolymers of hydrocarbons
- C08L25/04—Homopolymers or copolymers of styrene
- C08L25/06—Polystyrene
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F2265/00—Safety or protection arrangements; Arrangements for preventing malfunction
- F28F2265/26—Safety or protection arrangements; Arrangements for preventing malfunction for allowing differential expansion between elements
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
- Details Of Heat-Exchange And Heat-Transfer (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Organic Low-Molecular-Weight Compounds And Preparation Thereof (AREA)
- Polymerisation Methods In General (AREA)
- Nozzles (AREA)
Description
本出願は、2016年3月30日に出願された米国特許出願第15/085,464号に基づく優先権を主張する。
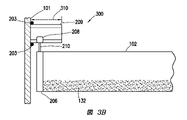
図1A及び図1Bに示すように、流体分配システムは、容器ヘッダー101及び容器本体128を有する脱揮容器100を含む場合がある。脱揮容器100は、ペレット化及び成形などのさらなるポリマー製造プロセスの前にポリマーから揮発性成分を除去するために使用される場合がある。
脱揮ノズルにおける各穿孔(すなわち、流管の穿孔セクション)は、最大ストランド角を有する場合がある。一部の実施形態では、脱揮ノズルの穿孔の大部分が、45度、52度、又は52.5度、又は65度以下の最大ストランド角を有する。図7に示すように、ポリマーの脱揮を調整するためにストランド角を使用する場合がある。本明細書で使用される場合、ストランド角とは、ポリマーストランドが流管の内部116から流管の穿孔セクション132の外部117に流れ、穿孔115から出る際の垂直軸に対する角度を指す。より具体的には、ストランド角とは、(i)穿孔115の平面165の中心点160から外側に90度(符号155で示す)で延びるストランド線150と、(ii)穿孔115の平面165の中心点160から延びる測鉛線170との間の角度θを指す。測鉛線170は、穿孔115を出るポリマーストランドの落下方向とほぼ平行である可能性がある。脱揮効率は、垂直軸におけるストランド間隔に依存する可能性がある。本明細書で使用される場合、ストランド間隔とは、測鉛線170に平行な線に沿う、ストランドの中心間の間隔を指す。最適ストランド角は、ストランド間隔及び穿孔115出口直径の影響を受ける可能性がある。一般的に、より大きなストランド角は、脱揮効率を維持するために、より大きなストランド間隔又はより小さい孔径の一方又は両方を必要とすることがある。

本明細書に説明される容器ヘッダー設計(図1A~図6Bにその実施形態が示されている)は、本明細書に説明される脱揮ノズル設計(図7~図13にその実施形態が示されている)と組み合わせて使用される。例えば、図1A~図6Bに示す容器ヘッダー設計の流管又は少なくとも、流管の穿孔セクションは、(1)図7に示すストランド角、(2)図8に示す穿孔配置、(3)図7、図9又は図10に示す1つ又は複数の穿孔形状、(4)図11、図12、又は図13に示す非円形断面、(5)又はこれらの組み合わせを含む場合がある。
Claims (26)
- 交互する複数の容器ヘッダー貫通部を含む容器ヘッダーと、平行構成で配置された複数の側方流管とを含む、脱揮容器であって、
各側方流管は、側方流管ごとに単一の容器ヘッダー貫通部を有するように、前記交互する容器ヘッダー貫通部のうちの1つを介して前記容器ヘッダーに入り、各側方流管は、前記容器ヘッダー内に位置する穿孔セクションを含み、該穿孔セクションは非円形断面を有し、該非円形断面は、円の扇形、楕円の扇形、又は不規則四辺形の形状を有し、前記非円形断面は2つの直線辺を有し、前記非円形断面の第3の辺は弧であり、前記2つの直線辺は、70度以上の角度で互いに接続し、各直線辺は、前記弧と90度より大きな角度で接続する、脱揮容器。 - 前記穿孔セクションの前記穿孔は前記非円形断面の前記2つの直線辺の一部にわたってのみ延びる、請求項1に記載の脱揮容器。
- 前記側方流管の穿孔の大部分が65度以下の最大ストランド角を有する、請求項1に記載の脱揮容器。
- 前記側方流管の前記穿孔はテーパ付き孔である、請求項1に記載の脱揮容器。
- 前記テーパ付き孔の全て又は一部は線形テーパを有する、請求項4に記載の脱揮容器。
- 前記テーパ付き孔の全て又は一部はマルチ内部テーパ付き孔である、請求項4に記載の脱揮容器。
- 前記側方流管は外部分配マニホールドと流体連通している、請求項1に記載の脱揮容器。
- 前記側方流管は、304ステンレス鋼か、AL-6XNステンレス鋼か、LDX2101ステンレス鋼かで形成される、請求項1に記載の脱揮容器。
- 前記側方流管は前記容器ヘッダー貫通部に溶接されるか、又は前記側方流管は前記容器ヘッダー貫通部に内側でフランジ付けされるか、又は前記側方流管は前記容器ヘッダー貫通部に外側でフランジ付けされる、請求項1に記載の脱揮容器。
- 前記側方流管は前記容器ヘッダー貫通部に外側でフランジ付けされており、前記外部フランジは互い違いの構成で配置されている、請求項9に記載の脱揮容器。
- 前記容器ヘッダー内の各側方流管を支持する内部支持構造をさらに含み、該内部支持構造は対応する前記容器ヘッダー貫通部と対向する、請求項1に記載の脱揮容器。
- 前記内部支持構造は前記側方流管の水平方向の拡張又は収縮を許容する、請求項11に記載の脱揮容器。
- 前記内部支持構造は、前記容器ヘッダー貫通部の反対側に位置し、かつ、前記側方流管の上方に位置する支持レールと、前記支持レール及び前記側方流管を接続するスライドハンガーとを含むスライド式クレードルである、請求項11に記載の脱揮容器。
- 前記内部支持構造は、対応する前記容器ヘッダー貫通部の反対側に位置し、前記側方流管が載置される支持クレードルを含む、請求項11に記載の脱揮容器。
- 前記支持クレードルは前記容器ヘッダー壁の内側にあるか、又は前記支持クレードルは前記容器ヘッダー壁の外側にある、請求項14に記載の脱揮容器。
- 前記支持クレードルは前記容器の内側に溶接されている、請求項14に記載の脱揮容器。
- 前記支持クレードルは前記支持クレードルの内部に位置する1つ又は複数の溶接アークに沿って前記容器の内側に溶接される、請求項16に記載の脱揮容器。
- 前記支持クレードルは、前記支持クレードルの内部に位置する1つ又は複数の溶接アークに沿って前記容器の内側に、前記溶接アークと前記容器ヘッダー貫通部溶接部との間の溶接ルート間隔が最小になるように溶接される、請求項16に記載の脱揮容器。
- 前記側方流管は前記容器ヘッダー貫通部内に溶接され、また、前記側方流管は、外部配管マニホールドに外側でフランジ付けされるか、又は前記外部配管マニホールドに内側でフランジ付けされる、請求項1に記載の脱揮容器。
- 前記側方流管は、前記容器ヘッダー貫通部及び外部配管マニホールドに外側でフランジ付けされる、請求項1に記載の脱揮容器。
- 前記容器ヘッダー内の前記側方流管を支持する内部支持構造をさらに備え、該内部支持構造は前記容器ヘッダー貫通部の反対側に位置し、前記側方流管は、前記容器ヘッダー貫通部内に溶接され、また、外部分配マニホールドに外側でフランジ付けされ、前記側方流管の前記穿孔セクションは実質的に前記容器ヘッダー貫通部から前記内部支持構造までの前記側方流管の全長にわたって延びる、請求項1に記載の脱揮容器。
- 前記容器ヘッダー貫通部の反対側に位置する、前記容器ヘッダー内の前記側方流管を支持する内部支持構造をさらに備え、前記側方流管は、前記容器ヘッダー貫通部及び外部分配マニホールドに外側でフランジ付けされ、前記側方流管の前記穿孔セクションは実質的に、前記容器ヘッダー貫通部から前記内部支持構造までの前記側方流管の全長にわたって延びる、請求項1に記載の脱揮容器。
- 前記非円形断面は不規則四辺形の形状を有する、請求項1に記載の脱揮容器。
- 脱揮容器の容器ヘッダーの複数の側方流管に溶融ポリマーを通すステップと、
前記脱揮容器から脱揮されたポリマーを取得するステップとを含む方法であって、
前記側方流管は、平行構成で配置され、側方流管ごとに単一の容器ヘッダー貫通部を有するように、複数の交互する容器ヘッダー貫通部を介して前記容器ヘッダーに入り、
前記溶融ポリマーは前記容器ヘッダー内の前記側方流管の穿孔を介してストランドとして前記側方流管から排出され、前記側方流管は非円形断面を有し、前記非円形断面は、円の扇形、楕円の扇形、又は不規則四辺形の形状を有し、前記非円形断面は2つの直線辺を有し、前記非円形断面の第3の辺は弧であり、前記2つの直線辺は、70度以上の角度で互いに接続し、各直線辺は、前記弧と90度より大きな角度で接続する、方法。 - 前記ストランドの大部分が52.5度以下の最大ストランド角で前記穿孔から出る、請求項24に記載の方法。
- 前記脱揮されたポリマーは約1000ppm以下のスチレンモノマーを含むポリスチレンである、請求項24に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/085,464 | 2016-03-30 | ||
| US15/085,464 US10058794B2 (en) | 2016-03-30 | 2016-03-30 | Nozzle/header design for polystyrene |
| PCT/US2017/021875 WO2017172327A1 (en) | 2016-03-30 | 2017-03-10 | Nozzle/header design for polystyrene |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019513178A JP2019513178A (ja) | 2019-05-23 |
| JP7080182B2 true JP7080182B2 (ja) | 2022-06-03 |
Family
ID=59958491
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018551834A Active JP7080182B2 (ja) | 2016-03-30 | 2017-03-10 | ポリスチレン用のノズル/ヘッダー設計 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US10058794B2 (ja) |
| EP (1) | EP3436228B1 (ja) |
| JP (1) | JP7080182B2 (ja) |
| KR (1) | KR102309394B1 (ja) |
| CN (1) | CN109153157B (ja) |
| BR (1) | BR112018069531B1 (ja) |
| CA (1) | CA3018061C (ja) |
| CO (1) | CO2018011283A2 (ja) |
| EA (1) | EA037604B1 (ja) |
| MX (1) | MX2018011692A (ja) |
| PL (1) | PL3436228T3 (ja) |
| SG (1) | SG11201808416QA (ja) |
| WO (1) | WO2017172327A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3452771B1 (en) * | 2016-05-03 | 2022-08-31 | Carrier Corporation | Heat exchanger arrangement |
| EP3738667A1 (en) * | 2019-05-13 | 2020-11-18 | Doosan Lentjes GmbH | Nozzle in a reactor comprising an outlet insert |
| KR20240035531A (ko) | 2021-07-19 | 2024-03-15 | 토탈에너지스 원테크 벨지움 | 중합체 탈휘발 방법 |
| CN117751002A (zh) | 2021-07-19 | 2024-03-22 | 道达尔能源一技术比利时公司 | 聚合物脱挥发分装置 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004502564A (ja) | 1999-11-29 | 2004-01-29 | バイエル アクチェンゲゼルシャフト | ストランド蒸発装置 |
| US20070120285A1 (en) | 2005-11-28 | 2007-05-31 | Fina Technology, Inc. | Devolatilizer nozzle |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2268360A (en) | 1940-06-28 | 1941-12-30 | Fedders Mfg Co Inc | Heat exchange apparatus |
| US2343152A (en) | 1942-02-12 | 1944-02-29 | Joseph P Marx | Muffler |
| US2703968A (en) | 1946-07-13 | 1955-03-15 | Carrier Corp | Absorption pefrigeration systems |
| US3228644A (en) | 1962-11-08 | 1966-01-11 | Vulcan Radiator Co | Radiator hanger |
| US3966538A (en) | 1973-01-09 | 1976-06-29 | Monsanto Company | Falling strand devolatilization apparatus |
| US4294652A (en) | 1980-06-30 | 1981-10-13 | Monsanto Company | Falling strand devolatilizer |
| GB8305015D0 (en) | 1983-02-23 | 1983-03-30 | Shell Int Research | Apparatus for fractional distillation under vacuum |
| US4637193A (en) | 1984-03-16 | 1987-01-20 | Interlock Structures International, Inc. | Connecting apparatus |
| GB2164628B (en) | 1984-09-17 | 1987-12-02 | Gerber Garment Technology Inc | Conveyor hanger assembly |
| US4702397A (en) | 1984-09-18 | 1987-10-27 | Infusion Systems Corporation | Pressurized fluid dispenser |
| EP0200530B1 (en) | 1985-05-01 | 1989-07-12 | Mitsubishi Rayon Co., Ltd. | Process for preparing methacrylimide-containing polymers |
| FR2603693B1 (fr) | 1986-09-05 | 1990-03-30 | Toshiba Kk | Echangeur de chaleur tubulaire a calandre |
| JPS6447878A (en) | 1987-08-13 | 1989-02-22 | Daido Steel Co Ltd | Nozzle for synthetic fiber spinning and its production |
| US4934433A (en) | 1988-11-15 | 1990-06-19 | Polysar Financial Services S.A. | Devolatilization |
| US5118388A (en) | 1990-04-12 | 1992-06-02 | Polysar Financial Services S.A. | Polymer melt distributor |
| US5069750A (en) | 1990-04-12 | 1991-12-03 | Polysar Financial Services S.A. | Distributor for a devolatilizer |
| US5140848A (en) | 1990-08-17 | 1992-08-25 | Gundle Lining Construction Corporation | Plastic liner pipe penetration adapter |
| US5184585A (en) | 1991-02-05 | 1993-02-09 | The Dow Chemical Company | Apparatus and method for adding fluid to a fuel in an engine to enhance ignition |
| US5540813A (en) | 1994-01-19 | 1996-07-30 | Fina Technology, Inc. | Method for reducing volatiles in polymerized styrene |
| US5599469A (en) | 1994-06-28 | 1997-02-04 | Kabushiki Kaisha Kobe Seiko Sho | Plasma welding process |
| US5649043A (en) | 1995-07-25 | 1997-07-15 | Alcatel Na Cable Systems, Inc. | Optical fiber cable having truncated triangular profile tubes |
| US5551354A (en) | 1995-08-23 | 1996-09-03 | The Babcock & Wilcox Company | Biased flow directional liquor nozzle |
| US5874525A (en) | 1997-01-24 | 1999-02-23 | Nova Chemicals Inc. | Devolatilizer tray array |
| US6124426A (en) | 1997-09-30 | 2000-09-26 | Toyo Engineering Corporation | Method for removing volatile materials from a polymer composition |
| US7087139B1 (en) * | 2002-08-23 | 2006-08-08 | Fina Technology, Inc. | Apparatus and method for removal of volatiles from a mass processable polymer |
| US7861410B2 (en) | 2003-11-07 | 2011-01-04 | Fina Technology, Inc. | Heat treated devolatilizer nozzle |
| GB2412503B (en) | 2004-03-23 | 2008-07-09 | Tempus Computers Ltd | Improved docking station |
| EA010116B1 (ru) * | 2004-12-15 | 2008-06-30 | Асахи Касеи Кемикалз Корпорейшн | Промышленный испаритель |
| US8241459B2 (en) | 2006-09-21 | 2012-08-14 | Fina Technology, Inc. | Polymer melt distributor header design |
-
2016
- 2016-03-30 US US15/085,464 patent/US10058794B2/en active Active
-
2017
- 2017-03-10 EP EP17776278.8A patent/EP3436228B1/en active Active
- 2017-03-10 PL PL17776278T patent/PL3436228T3/pl unknown
- 2017-03-10 JP JP2018551834A patent/JP7080182B2/ja active Active
- 2017-03-10 CA CA3018061A patent/CA3018061C/en active Active
- 2017-03-10 WO PCT/US2017/021875 patent/WO2017172327A1/en active Application Filing
- 2017-03-10 BR BR112018069531-9A patent/BR112018069531B1/pt active IP Right Grant
- 2017-03-10 SG SG11201808416QA patent/SG11201808416QA/en unknown
- 2017-03-10 EA EA201800540A patent/EA037604B1/ru unknown
- 2017-03-10 KR KR1020187028670A patent/KR102309394B1/ko active IP Right Grant
- 2017-03-10 MX MX2018011692A patent/MX2018011692A/es unknown
- 2017-03-10 CN CN201780032252.4A patent/CN109153157B/zh active Active
-
2018
- 2018-10-22 CO CONC2018/0011283A patent/CO2018011283A2/es unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004502564A (ja) | 1999-11-29 | 2004-01-29 | バイエル アクチェンゲゼルシャフト | ストランド蒸発装置 |
| US20070120285A1 (en) | 2005-11-28 | 2007-05-31 | Fina Technology, Inc. | Devolatilizer nozzle |
Also Published As
| Publication number | Publication date |
|---|---|
| US20170282092A1 (en) | 2017-10-05 |
| EP3436228A4 (en) | 2019-09-11 |
| JP2019513178A (ja) | 2019-05-23 |
| CN109153157A (zh) | 2019-01-04 |
| CA3018061A1 (en) | 2017-10-05 |
| EP3436228B1 (en) | 2020-07-29 |
| KR20180124061A (ko) | 2018-11-20 |
| MX2018011692A (es) | 2018-12-19 |
| EA201800540A1 (ru) | 2019-02-28 |
| EA037604B1 (ru) | 2021-04-20 |
| WO2017172327A1 (en) | 2017-10-05 |
| BR112018069531A2 (pt) | 2019-01-22 |
| CO2018011283A2 (es) | 2019-01-18 |
| BR112018069531B1 (pt) | 2022-12-13 |
| SG11201808416QA (en) | 2018-10-30 |
| EP3436228A1 (en) | 2019-02-06 |
| CA3018061C (en) | 2023-09-12 |
| PL3436228T3 (pl) | 2021-01-11 |
| CN109153157B (zh) | 2021-04-09 |
| US10058794B2 (en) | 2018-08-28 |
| KR102309394B1 (ko) | 2021-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7080182B2 (ja) | ポリスチレン用のノズル/ヘッダー設計 | |
| EP3127605B1 (en) | Method of manufacturing packing and packing | |
| US20120247687A1 (en) | Polymer Melt Distributor Header Design | |
| US6845813B1 (en) | Intra-body flow distributor for heat exchanger | |
| CN101837327B (zh) | 对聚合物脱挥发组分的方法 | |
| EP2427711B1 (en) | Tube bundle equipment with liquid flow regulator elements | |
| EP2978518B1 (en) | Apparatus for distributing flow | |
| AU2017307685B2 (en) | Packing and Manufacturing Method Therefor | |
| CN205833179U (zh) | 一种波纹填料 | |
| US11992789B2 (en) | High pressure strippers for use in urea plants | |
| US20220008838A1 (en) | High pressure strippers for use in urea plants | |
| KR20240035531A (ko) | 중합체 탈휘발 방법 | |
| WO2023001855A1 (en) | Polymer devolatilization apparatus | |
| US20170361293A1 (en) | Scallop support distributor for radial flow reactor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191216 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200819 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200916 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20201216 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20210216 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210316 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210818 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20211118 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220106 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220518 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220524 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7080182 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |