JP6984860B2 - Defect inspection methods and defect inspection equipment - Google Patents
Defect inspection methods and defect inspection equipment Download PDFInfo
- Publication number
- JP6984860B2 JP6984860B2 JP2017040821A JP2017040821A JP6984860B2 JP 6984860 B2 JP6984860 B2 JP 6984860B2 JP 2017040821 A JP2017040821 A JP 2017040821A JP 2017040821 A JP2017040821 A JP 2017040821A JP 6984860 B2 JP6984860 B2 JP 6984860B2
- Authority
- JP
- Japan
- Prior art keywords
- light
- inspected
- stress
- intensity
- scattered light
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
- Testing Or Measuring Of Semiconductors Or The Like (AREA)
Description
本発明は、被検査体の欠陥を検査する方法および欠陥検査装置、ならびに光源装置に関する。 The present invention relates to a method for inspecting a defect of an inspected object, a defect inspection device, and a light source device.
ウエハの欠陥のように、極めて小さい欠陥を検査する方法として、破壊的な検査方法と非破壊的な検査方法がある。しかし、エッチングに代表されるような破壊的な検査方法は、検査後は、その被検査体を使用できなくなるといった問題があるため非破壊的な検査方法の方が好ましく用いられる。一方、このような破壊的な処理を行わない、非破壊的な検査方法としては、例えば電気的方法や、光、超音波を用いた方法がある(特許文献1〜3)。 There are destructive inspection methods and non-destructive inspection methods as methods for inspecting extremely small defects such as wafer defects. However, a destructive inspection method typified by etching has a problem that the inspected object cannot be used after the inspection, and therefore a non-destructive inspection method is preferably used. On the other hand, as a non-destructive inspection method that does not perform such a destructive treatment, there are, for example, an electrical method and a method using light or ultrasonic waves (Patent Documents 1 to 3).
特許文献1〜3等に開示されているような非破壊的な検査方法でも十分な検査ができていなかったウエハ等の欠陥検査のために、本発明者等は、被検査体に応力を付与する前後の、被検査体に照射した偏光の散乱光の強度比等を求めることで微細な欠陥や、種々の欠陥を検査する方法を提案している(特許文献4〜6)。これらの特許文献に開示されている技術は、特に前述したウエハを中心として、光学機能素子のための基板、超格子構造体、MEMS構造体、ガラス、レチクル等に適した技術として提案されている。 The present inventors apply stress to the inspected object for defect inspection of wafers and the like that have not been sufficiently inspected even by the non-destructive inspection method disclosed in Patent Documents 1 to 3 and the like. We have proposed a method of inspecting minute defects and various defects by obtaining the intensity ratio of scattered light of polarized light applied to the object to be inspected before and after the inspection (Patent Documents 4 to 6). The techniques disclosed in these patent documents have been proposed as techniques suitable for substrates for optical functional elements, superlattice structures, MEMS structures, glass, reticle, etc., particularly centering on the above-mentioned wafers. ..
特許文献4は、ポラライザーにより偏光を与えた光を被検査体に入射させ、その散乱光について被検査体への超音波の印加前後の散乱光強度の差等から欠陥の有無を判別して検出する方法等を開示するものである。 In Patent Document 4, light polarized by a polarizer is incident on an inspected object, and the presence or absence of defects is determined and detected from the difference in scattered light intensity before and after application of ultrasonic waves to the inspected object for the scattered light. It discloses the method of doing so.
特許文献5は、ポラライザーにより偏光を与えた光を入射させ、その散乱光について被検査体に応力を印加する前後の散乱光強度の差等から欠陥の有無を判別して検出する方法等を開示するものである。また、特許文献6は、この応力についてさらにより好ましい方法として引張静荷重等の機械的な静荷重による応力を開示し、さらにウエハまたは半導体素子の品質管理方法等を開示するものである。 Patent Document 5 discloses a method of incident light polarized by a polarizer and discriminating and detecting the presence or absence of defects from the difference in scattered light intensity before and after applying stress to the object to be inspected. It is something to do. Further, Patent Document 6 discloses a stress due to a mechanical static load such as a tensile static load as an even more preferable method for this stress, and further discloses a quality control method for a wafer or a semiconductor element.
また、非特許文献1、2は、特許文献4〜6の技術を利用し、さらに、応力印加手段として、被検査体であるガラス素子に非接触で応力印加を調整できる応力印加手段を用いた検査方法を開示するものである。 Further, Non-Patent Documents 1 and 2 utilize the techniques of Patent Documents 4 to 6, and further, as the stress applying means, the stress applying means capable of adjusting the stress application to the glass element to be inspected in a non-contact manner is used. It discloses the inspection method.
本発明者らは、図11に示すような欠陥検査装置200による応力印加前後の散乱光強度差を検出する装置を用いて、ガラス等の被検査体10の検査を行うにあたって検出精度が落ちる欠陥があることを見出した。この装置は、非特許文献2に準じる構成である。欠陥検査装置200は、発光手段20より照射された方向L1に向かう光(図11中、2点破線で概要を示す。)を、反射鏡221により方向L2に反射させ、支持部11により支持された被検査体10に照射する。この発光手段20より照射される光は、被検査体10を透過する光である。また、この光は、欠陥等の検出のための光の強度を高めるために指向性が高い光として、レーザー光源等が用いられている。
The present inventors use a device for detecting the difference in scattered light intensity before and after stress application by the
また、被検査体10には、接触式の応力印加手段40により応力印加の有無を変更することができる。この被検査体10に照射された光は、方向L2に向かうため、欠陥等がない場合、その光は対物レンズ31を介して散乱光検出手段30に検出されない。いわゆる暗視野系の構成となっている。よって、演算処理手段50や、拡大観察処理部70によって画像処理しても欠陥は検出されず、表示部60にも欠陥がないものと表示される。一方、被検査体の観察位置に欠陥がある場合、欠陥による光の散乱が生じて、その散乱は散乱光検出手段30により検出されるため、所定の処理が行われ、欠陥が検出される。このとき、応力印加手段40の応力印加有無の結果を比較することで、より微細な欠陥も検出できる装置である。
Further, the presence or absence of stress applied to the object to be inspected 10 can be changed by the contact type stress applying means 40. Since the light emitted to the
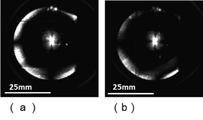
しかしながら、この欠陥検査装置200は、発光手段20からの光が指向性の高いレーザー光源のため、単一の入射角で、被検査体10に入射するものとなる。このような単一の入射角で検査するとき、その入射角と、欠陥とによっては、その欠陥が見落とされる場合があることが新たに見出された。図12は、同一の被検査体の同一の位置について、被検査体の向きを変えて、欠陥検査装置200により欠陥検出したものである。図12(a)の検査を、被検査体の面内での向きを0°として検査したもので、その中央付近にクラックが検出されている。
However, in this
一方、図12(b)の検査は、図12(a)に対して、被検査体10を面内で90°向きを変えて検査したものである。この時、図12(a)に示したようなクラックを検出することができなかった。ただし、画像下部に示すように他の点の散乱部が見られた。すなわち、この結果から、従来の単一の入射角のみで欠陥検査すると、クラックの形状や向きに対する検出精度の依存性があることを見出した。この検出精度の問題を解決するには、光源の向きか、被検査体の向きを変えた検査が必要となるため、操作回数が増えるなど検査効率の低下が生じてしまう。
On the other hand, in the inspection of FIG. 12 (b), the inspected
係る状況下、本発明者らは、このようなクラックの向きの依存性を解消することができ、優れた検査効率で欠陥を検査する手法を検討した。すなわち、本発明の目的は、欠陥の向きの依存性を解消する検査が可能な欠陥を検出する方法および欠陥検査装置を提供することである。また、そのために適した光源装置を提供することである。 Under such circumstances, the present inventors have investigated a method for inspecting defects with excellent inspection efficiency, which can eliminate such dependence on the orientation of cracks. That is, an object of the present invention is to provide a method for detecting a defect and a defect inspection apparatus capable of inspecting to eliminate the dependence of the orientation of the defect. Further, it is to provide a light source device suitable for that purpose.
本発明者は、上記課題を解決すべく鋭意研究を重ねた結果、下記の発明が上記目的に合致することを見出し、本発明に至った。 As a result of diligent research to solve the above problems, the present inventor has found that the following invention meets the above object, and has arrived at the present invention.
すなわち、本発明は、以下の発明に係るものである。 That is, the present invention relates to the following invention.
本発明は、被検査体内に透過し得る波長の光を前記被検査体に照射しその散乱光を検出することにより被検査体の欠陥を検査する方法であって、前記被検査体に、前記被検査体の検査位置に集光手段により集光した光を照射し、それにより生じた散乱光の強度を散乱光検出手段により検出する散乱光の強度を求める工程と、前記散乱光の強度を求める工程で求められた散乱光の強度を所定の閾値と対比することにより欠陥の検出を行う工程とを有することを特徴とする欠陥を検査する方法に関するものである。 The present invention is a method of inspecting a defect of an inspected object by irradiating the inspected object with light having a wavelength that can be transmitted into the inspected body and detecting the scattered light, and the inspected object is subjected to the above-mentioned. The step of irradiating the inspection position of the object to be inspected with the light condensed by the light condensing means and determining the intensity of the scattered light generated by the light condensing means and detecting the intensity of the scattered light by the scattered light detecting means, and the intensity of the scattered light. The present invention relates to a method for inspecting a defect, which comprises a step of detecting a defect by comparing the intensity of scattered light obtained in the required step with a predetermined threshold value.
また、本発明は、被検査体の支持部と、前記支持部に支持された前記被検査体に、前記被検査体を透過し得る波長の光を集光手段により集光した光を照射する光源装置と、前記被検査体に前記光源装置により照射した光の散乱光を検出する散乱光検出手段と、前記散乱光検出手段により検出された光の強度を所定の閾値と対比することにより前記被検査体における欠陥の検出を行う演算処理部とを備えてなることを特徴とする欠陥検査装置に関するものである。 Further, in the present invention, the support portion of the inspected object and the inspected object supported by the support portion are irradiated with light having a wavelength that can pass through the inspected object and condensed by a condensing means. The light source device, the scattered light detecting means for detecting the scattered light of the light irradiated to the object to be inspected by the light source device, and the intensity of the light detected by the scattered light detecting means are compared with a predetermined threshold value. The present invention relates to a defect inspection apparatus comprising an arithmetic processing unit for detecting defects in an inspected object.
これらの本発明によれば、被検査体に対して、様々な入射角を有する光が同時に照射されるため、被検査体に存在する欠陥の向きなどによる検査精度の低下を防止して、優れた検査精度で欠陥検査が可能である。 According to these inventions, since the light to be inspected is simultaneously irradiated with light having various incident angles, it is possible to prevent a decrease in inspection accuracy due to the orientation of defects existing in the inspected object and to be excellent. Defect inspection is possible with the same inspection accuracy.
また、本発明は、被検査体に応力を印加していない状態と応力を印加した状態とにおいて前記被検査体内に透過し得る波長の光を前記被検査体に照射しその散乱光を検出することにより被検査体の欠陥を検査する方法であって、前記被検査体に応力を印加していない状態で、前記被検査体の検査位置に集光手段により集光した光を照射し、それにより生じた散乱光の強度を散乱光検出手段により検出する第一の散乱光の強度を求める工程と、前記被検査体の検査位置に応力印加手段により応力を印加した状態で、前記被検査体の検査位置に前記集光手段により集光した光を照射し、それにより生じた散乱光の強度を散乱光検出手段により検出する第二の散乱光の強度を求める工程と、前記第一の散乱光の強度を求める工程で求められた第一の散乱光の強度と、前記第二の散乱光の強度を求める工程で求められた第二の散乱光の強度を所定の閾値と対比することにより欠陥の検出を行う工程とを有することを特徴とする欠陥を検査する方法に関するものである。 Further, the present invention irradiates the inspected body with light having a wavelength that can be transmitted into the inspected body in a state where no stress is applied to the inspected object and a state in which the stress is applied, and detects the scattered light. This is a method of inspecting a defect of the inspected object by irradiating the inspection position of the inspected object with light condensed by a condensing means without applying stress to the inspected object. In the step of obtaining the intensity of the first scattered light in which the intensity of the scattered light generated by the above is detected by the scattered light detecting means, and in a state where the stress is applied to the inspection position of the inspected object by the stress applying means, the inspected object is inspected. The step of irradiating the inspection position of the above with the light collected by the condensing means and obtaining the intensity of the second scattered light for detecting the intensity of the scattered light generated by the light condensing means by the scattered light detecting means, and the first scattering. By comparing the intensity of the first scattered light obtained in the step of obtaining the intensity of light with the intensity of the second scattered light obtained in the step of obtaining the intensity of the second scattered light with a predetermined threshold value. The present invention relates to a method for inspecting a defect, which comprises a step of detecting a defect.
また、本発明は、被検査体の支持部と、前記支持部に支持された被検査体に応力を印加する応力印加手段と、前記支持部に支持された前記被検査体に、前記被検査体を透過し得る波長の光を集光手段により集光した光を照射する光源装置と、前記被検査体に前記光源装置により照射した光の散乱光を検出する散乱光検出手段と、前記被検査体に応力を印加した状態と印加しない状態とにおいてそれぞれ前記散乱光検出手段により検出された光の強度を所定の閾値と対比することにより前記被検査体における欠陥の検出を行う演算処理部と、を備えてなることを特徴とする欠陥検査装置に関するものである。 Further, in the present invention, the support portion of the inspected object, the stress applying means for applying stress to the inspected object supported by the support portion, and the inspected object supported by the support portion are subjected to the inspected object. A light source device that irradiates light having a wavelength that can pass through the body by condensing means, a scattered light detecting means that detects scattered light of light radiated by the light source device on the object to be inspected, and the subject. An arithmetic processing unit that detects defects in the inspected object by comparing the intensity of light detected by the scattered light detecting means with a predetermined threshold value in a state where stress is applied to the inspected object and a state in which stress is not applied to the inspected object. It relates to a defect inspection device characterized by being provided with.
これらの本発明によれば、被検査体に対して、様々な入射角を有する光が同時に照射されるため、被検査体に存在する欠陥の向きなどによる検査精度の低下を防止して、優れた検査精度で欠陥検査が可能である。さらに、応力印加部によって応力を印加することができ、応力印加の有無における散乱光に基づいて、より微細な欠陥なども優れた精度で検出することができる。 According to these inventions, since the light to be inspected is simultaneously irradiated with light having various incident angles, it is possible to prevent a decrease in inspection accuracy due to the orientation of defects existing in the inspected object and to be excellent. Defect inspection is possible with the same inspection accuracy. Furthermore, stress can be applied by the stress application unit, and finer defects and the like can be detected with excellent accuracy based on the scattered light with and without stress application.
本発明においては、前記集光手段により集光される光が平行光であることが好ましい。平行光は、集光手段に対して高い強度の光を効率よく入射させることができ、その照射角度、範囲を制御しやすい点で優れている。また、平行光を用いることで、集光手段と組み合わせて、被検査体の検査位置に、均一に全方向から照射する光を調整しやすい点で優れている。 In the present invention, it is preferable that the light collected by the light collecting means is parallel light. The parallel light is excellent in that high-intensity light can be efficiently incident on the condensing means and the irradiation angle and range thereof can be easily controlled. Further, by using parallel light, it is excellent in that it is easy to adjust the light uniformly irradiated from all directions to the inspection position of the inspected object in combination with the condensing means.
本発明においては、前記集光手段がアキシコンレンズであることが好ましい。アキシコンレンズを用いれば、アキシコンレンズに入射した光をその光強度をほとんど低減させることなく、様々な照射角度の光として、被検査体の検査位置に照射しやすい。また、この時、平行光を利用すると、特に、均一に全方向から照射する光を調整しやすい点で優れている。 In the present invention, it is preferable that the light collecting means is an axicon lens. When an axicon lens is used, it is easy to irradiate the inspection position of the object to be inspected as light having various irradiation angles without reducing the light intensity of the light incident on the axicon lens. Further, at this time, the use of parallel light is particularly excellent in that it is easy to adjust the light uniformly irradiated from all directions.
本発明においては、前記被検査体の検査位置に照射する光が偏光であり、前記散乱光検出手段が前記散乱光を偏光分離して求めることが好ましい。偏光分離して解析することで、偏光依存性を含む欠陥分類やノイズ除去などのより高精度の検査をおこなうことができる。 In the present invention, it is preferable that the light irradiating the inspection position of the object to be inspected is polarized light, and the scattered light detecting means obtains the scattered light by polarization separation. By separating the polarizations and analyzing them, it is possible to perform more accurate inspections such as defect classification including polarization dependence and noise removal.
本発明においては、前記散乱光検出手段に前記集光した光が入射する角度を遮光手段により遮ることが好ましい。遮光手段を有することで、集光によっても散乱光検出手段に入射されてしまう光を除去することができ、より、散乱光のみの検出を高精度で行うことができる。 In the present invention, it is preferable that the angle at which the condensed light is incident on the scattered light detecting means is blocked by the light blocking means. By having the light-shielding means, it is possible to remove the light incident on the scattered light detecting means even by condensing the light, and it is possible to detect only the scattered light with high accuracy.
本発明においては、前記平行光の強度を調整する平行光強度調整手段により平行光の強度を調整することが好ましい。平行光の強度を調整することで、散乱光の強度を調整し、散乱光検出手段による検出をより解析しやすい光量とすることができる。 In the present invention, it is preferable to adjust the intensity of the parallel light by the parallel light intensity adjusting means for adjusting the intensity of the parallel light. By adjusting the intensity of the parallel light, the intensity of the scattered light can be adjusted so that the amount of light that can be easily analyzed by the scattered light detecting means can be adjusted.
本発明においては、前記応力印加手段が前記被検査体に非接触で応力を印加する非接触式応力印加手段であることが好ましい。応力印加手段が非接触式であることで、被検査体に応力印加手段が接触することによるノイズや異常変形、新たな欠陥の形成等を抑えることができる。 In the present invention, it is preferable that the stress applying means is a non-contact type stress applying means that applies stress to the inspected object in a non-contact manner. Since the stress applying means is a non-contact type, it is possible to suppress noise, abnormal deformation, formation of new defects, etc. due to contact of the stress applying means with the object to be inspected.
本発明においては、前記応力印加手段が前記被検査体に加熱および/または冷却することで応力を印加する熱応力印加手段であることが好ましい。応力印加手段が熱応力印加手段であることで、機械的に変形させる力でのノイズや異常変形、新たな欠陥の形成等を抑えることができる。 In the present invention, it is preferable that the stress applying means is a thermal stress applying means that applies stress by heating and / or cooling the object to be inspected. Since the stress applying means is a thermal stress applying means, it is possible to suppress noise, abnormal deformation, formation of new defects, etc. due to the force of mechanical deformation.
本発明においては、前記平行光が、レーザー光源由来の光であることが好ましい。レーザー光源は、指向性が高く、散乱が生じない場合は散乱光検出手段に光が入射しないような光路設計が行いやすく、さらに、光の強度を高い設計としやすいため、散乱光の強度も検出しやすい強度に調整しやすい。 In the present invention, the parallel light is preferably light derived from a laser light source. The laser light source has high directivity, and it is easy to design an optical path so that light does not enter the scattered light detection means when scattering does not occur, and it is easy to design a high light intensity, so the intensity of scattered light is also detected. Easy to adjust to a strength that is easy to do.
本発明は、被検査体を透過し得る波長の平行光を照射する平行光照射手段と、前記平行光照射手段により照射された光を、前記被検査体に集光する集光手段とを有する検査用の光源装置とすることができる。集光手段に対して平行光を照射し、その光を集光することで、被検査位置に、均一に全方向(検査位置に対して、周方向)から光を照射することができる。よって、被検査体に対して、様々な入射角度から強度が高い光を効率よく照射することができる。これにより、実質的に全方向から照射する検査を行うことができ、影が少なく、検査光の入射方向の依存性が少ない、検査を行うことができる。 The present invention has a parallel light irradiating means for irradiating parallel light having a wavelength that can pass through the inspected object, and a condensing means for condensing the light radiated by the parallel light irradiating means on the inspected object. It can be a light source device for inspection. By irradiating the light collecting means with parallel light and condensing the light, the light to be inspected can be uniformly irradiated from all directions (circumferential direction with respect to the inspection position). Therefore, it is possible to efficiently irradiate the object to be inspected with high-intensity light from various incident angles. As a result, it is possible to carry out an inspection in which irradiation is performed from substantially all directions, and it is possible to carry out an inspection in which there are few shadows and the dependence of the inspection light on the incident direction is small.
本発明の欠陥を検査する方法および欠陥検査装置によれば、被検査体に存在する欠陥の向きに依存せず、優れた検査精度で欠陥を検出することができる。また、本発明の光源装置は、本発明の欠陥検査に適した光源装置であり、被検査体に対して、様々な入射角度から強度が高い光を効率よく照射することができる。 According to the method for inspecting defects and the defect inspection apparatus of the present invention, defects can be detected with excellent inspection accuracy regardless of the orientation of the defects existing in the inspected object. Further, the light source device of the present invention is a light source device suitable for defect inspection of the present invention, and can efficiently irradiate an object to be inspected with high-intensity light from various incident angles.
以下に本発明の実施の形態を詳細に説明するが、以下に記載する構成要件の説明は、本発明の実施態様の一例(代表例)であり、本発明はその要旨を変更しない限り、以下の内容に限定されない。 Hereinafter, embodiments of the present invention will be described in detail, but the description of the constituent elements described below is an example (representative example) of the embodiments of the present invention, and the present invention is described below unless the gist thereof is changed. It is not limited to the contents of.
[第一の実施形態]
図1は、本発明の第一の実施形態に係る欠陥検査装置を示すものである。図1に示す欠陥検査装置101は、支持部11に支持された被検査体10の欠陥を検査する装置である。この欠陥検査装置101は、発光手段20と、ビームエキスパンダ21と、反射鏡22と、遮光部24とコンデンサレンズ231と、応力印加手段41と、対物レンズ31と、散乱光検出手段30とを有している。この散乱光検出手段30により検出された散乱光は、演算処理部50により処理され、適宜、表示部60に表示される。また、検査位置の特定等のために、散乱光検出手段に検出される像は、拡大観察処理部70を介して観察することもできる。
[First Embodiment]
FIG. 1 shows a defect inspection device according to the first embodiment of the present invention. The
この欠陥検査装置101によって、被検査体10に応力を印加していない状態と応力を印加した状態とにおいて被検査体10内に透過し得る波長の光を被検査体10に照射しその散乱光を検出することにより被検査体10の欠陥を検査することができる。
The
この欠陥検査装置101において、被検査体10の検査位置に、次のように、発光手段20から照射された被検査体10を透過する光が照射される。まず、発光手段20からビームエキスパンダ21に照射された光は、ビームエキスパンダ21により平行光(図1中矢印P1でその方向を示す)として反射鏡22側に照射される。そして、反射鏡22から反射された光は、コンデンサレンズ231で集光されて被検査体10の被検査位置を照射する。このコンデンサレンズ231は、ビームエキスパンダ21由来の平行光の集光手段となる。このコンデンサレンズ231からの照射にあたっては、反射鏡22から散乱光検出手段30側に直接透過する入射角の光が無いように遮光手段である遮光部24が設けられている。この光学系は、いわゆる暗視野系の照射系としている。なお、図中の二点破線は、この平行光および集光された光の方向の概念を示す。
In the
被検査体10には、応力印加手段41により応力を印加することができ、応力印加手段41を使用するか否かにより、被検査体に応力を印加した状態と、応力を印加していない状態とを達成することができる。
Stress can be applied to the inspected
まず、応力印加手段41を使用せずに、前述したようにコンデンサレンズ231を介して集光した光を被検査体10の被検査位置に照射して、それにより生じた第一の散乱光の強度を求める工程を行う。この第一の散乱光の強度は、散乱光検出手段30により検出され、適宜メモリ(図示せず)に保存され、演算処理部50により演算処理されるデータとなる。
First, without using the
次に、被検査体10の被検査位置に応力印加手段41により応力を印加した状態で、被検査体10の被検査位置に、コンデンサレンズ231を介して集光した光を照射して、それにより生じた第二の散乱光の強度を求める。この第二の散乱光の強度は、前述の第一の散乱光の強度と同様に、散乱光検出手段30により検出され、適宜メモリ(図示せず)に保存され、演算処理部50により演算処理されるデータとなる。
Next, in a state where stress is applied to the inspected position of the inspected
このようにして求められた、第一の散乱光の強度と、第二の散乱光の強度とを、演算処理部50により演算処理して、所定の閾値と対比することにより欠陥の検出を行うことができる。この欠陥検出は、ビームエキスパンダ21由来の平行光がコンデンサレンズ231により集光された様々な入射角を有する光が被検査体10に照射された散乱光を検出するものとなる。よって、被検査体10に対する入射角に依存することなく欠陥を検出することができ、欠陥検出精度を向上させることができる。
The intensity of the first scattered light and the intensity of the second scattered light obtained in this way are arithmetically processed by the
このように欠陥検査装置101は、被検査体10の支持部11を有している。また、支持部11に支持された被検査体に応力を印加する応力印加手段41を有している。また、支持部11に支持された被検査体10に、被検査体10を透過し得る波長の光の発光手段20と、発光手段20由来の光を平行光とするビームエキスパンダ21と、その平行光を集光するコンデンサレンズ231とにより集光した光を照射している。よって、これらの構成により、被検査体10に平行光を集光手段により集光した光を照射する光源装置をなしている。また、前記コンデンサレンズ231を介して被検査体10に照射された光の散乱光は、散乱光検出手段30により検出される。よって、この散乱光検出手段30は、被検査体10に前述した光源装置により照射した光の散乱光を検出する受光手段となる。また、被検査体10に応力を印加した状態と印加しない状態とにおいてそれぞれ受光手段(散乱光検出手段30)により検出された光の強度を所定の閾値と対比することにより被検査体10における欠陥の検出を行う演算処理部50を有している。
As described above, the
[発光手段(光源)]
本発明で被検査体に照射する光は、被検査体を透過し得る波長の光である。この光は、被検査体に透過し得る波長の光を発光する発光手段を用いて照射される。散乱光は、欠陥等の散乱の起点となる部分が存在すると、その部分から様々な方向に広く散乱する。この散乱方向について検討すると、入射光が進行する方向に散乱する前方散乱が最も強い散乱となることが多い。本発明においては、欠陥の方向の依存性に加えて、その大きさ等による散乱性も含めて検出精度を上げるために、前方散乱または前方散乱に近い散乱を検出する。このために、被検査体に照射する光は、被検査体を透過し得る波長の光とする。また、被検査体に対して、光を照射する面(側)と、散乱光を検出する手段が設けられる面(側)は、反対方向(すなわち反射光ではなく、透過光側を検出する構成)となっていることが好ましい。
本発明で照射する光は、400〜800nmの波長の光に加えて、紫外線領域の波長から、近赤外線領域の波長まで含むものである。照射する光は、この範囲の波長から、各被検査体や測定環境、透過性、検出しやすさ等を考慮して、適宜選択される。
[Light emitting means (light source)]
In the present invention, the light irradiating the object to be inspected is light having a wavelength that can pass through the object to be inspected. This light is irradiated by using a light emitting means that emits light having a wavelength that can be transmitted to the object to be inspected. If there is a portion such as a defect that is the starting point of scattering, the scattered light is widely scattered in various directions from that portion. When examining this scattering direction, the forward scattering that scatters in the direction in which the incident light travels is often the strongest scattering. In the present invention, in order to improve the detection accuracy including the scattering property due to the size and the like in addition to the dependence of the defect direction, the forward scattering or the scattering close to the forward scattering is detected. Therefore, the light irradiating the object to be inspected is light having a wavelength that can pass through the object to be inspected. Further, the surface (side) to irradiate the light to the object to be inspected and the surface (side) to which the means for detecting the scattered light is provided are configured to detect the transmitted light side instead of the reflected light. ) Is preferable.
The light irradiated in the present invention includes light having a wavelength of 400 to 800 nm, as well as light having a wavelength in the ultraviolet region to a wavelength in the near infrared region. The light to be irradiated is appropriately selected from the wavelengths in this range in consideration of each object to be inspected, the measurement environment, transparency, ease of detection, and the like.
この照射する光は、被検査体の散乱光強度を求めることができる光を種々選択して用いることができる。例えば、照射する光は、分光された特定の波長の光を用いても良い。分光された光であれば、その波長の光が被検査体に対して浸透・透過および散乱強度が検出しやすいか、他方、吸収・反射等の影響等のその被検査体の特性を検討して、最適な波長で測定を実施しやすくなるという利点がある。 As the light to be irradiated, various types of light that can determine the scattered light intensity of the object to be inspected can be selected and used. For example, as the light to irradiate, the light having a specific wavelength dispersed may be used. If the light is spectroscopic, it is easy to detect the penetration / transmission and scattering intensity of the light of that wavelength with respect to the inspected object, and on the other hand, the characteristics of the inspected object such as the influence of absorption / reflection are examined. Therefore, there is an advantage that the measurement can be easily performed at the optimum wavelength.
また、照射する光は、レーザー光を用いることが好ましい。照射する光の強度が大きいほど、散乱光の強度も大きくなりより検出しやすい光強度となり、レーザー光はこのような検出に適した光強度を達成しやすい。 Further, it is preferable to use laser light as the light to be irradiated. The higher the intensity of the irradiated light, the higher the intensity of the scattered light and the light intensity that is easier to detect, and the laser light easily achieves the light intensity suitable for such detection.
また、照射する光には、LEDを用いても良く、単色発光のLEDを用いても良い。さらに、高輝度なものを用いるとなお良い。このLEDについても、照射する光の強度が大きいほど、散乱光の強度も大きくなり、検出しやすくなるため、照射する光の強度が高い設定とすることが好ましい。 Further, as the light to be irradiated, an LED may be used, or a monochromatic light emitting LED may be used. Furthermore, it is even better to use a high-luminance one. As for this LED, the higher the intensity of the irradiated light, the higher the intensity of the scattered light and the easier it is to detect. Therefore, it is preferable to set the intensity of the irradiated light to be high.
なお、本発明においては、前方散乱を検出する等の構成により、散乱光強度が強くなり過ぎて検出しにくい場合がある。このため、平行光の強度を調整する平行光強度調整手段により平行光の強度を調整する工程を有することが好ましい。これを達成する方法としては、発光手段が光量を調整できるものであることが最も端的な手法である。このほかにも、遮光部による遮光量や対物レンズの倍率、偏光フィルタ(偏光分離手段)の有無やその配置等による調整も可能である。 In the present invention, the scattered light intensity may become too strong and difficult to detect due to a configuration such as detecting forward scattering. Therefore, it is preferable to have a step of adjusting the intensity of the parallel light by the parallel light intensity adjusting means for adjusting the intensity of the parallel light. The most straightforward method for achieving this is that the light emitting means can adjust the amount of light. In addition to this, it is possible to adjust the amount of light shielding by the light-shielding portion, the magnification of the objective lens, the presence / absence of a polarizing filter (polarization separation means), its arrangement, and the like.
[平行光(平行光照射手段)]
本発明においては、被検査体に照射される光は平行光が集光された光であることが好ましい。この平行光は、集光手段に対して、指向性が強い光が、平行にライン照射または面照射する光を指す。このような平行光が集光手段に照射されると、指向性が強く集光手段に対して広く光が入射していることで、所定の焦点に様々な入射角で、平行光由来の指向性が強い光を照射することができる。
[Parallel light (parallel light irradiation means)]
In the present invention, the light applied to the object to be inspected is preferably light in which parallel light is condensed. This parallel light refers to light that is line-irradiated or surface-irradiated in parallel with light having strong directivity with respect to the condensing means. When such parallel light is applied to the condensing means, the directivity is strong and the light is widely incident on the condensing means, so that the directing derived from the parallel light is directed to a predetermined focal point at various incident angles. It can irradiate strong light.
平行光としては、例えば、発光手段としてレーザー光を用いて、コリメータレンズ等の公知の光学素子を組み合わせて、疑似平行照射光のライン照射を行ったり、疑似面照射光のエリア照射を行ったりすることができる。 As the parallel light, for example, laser light is used as a light emitting means, and a known optical element such as a collimator lens is combined to perform line irradiation of pseudo-parallel irradiation light or area irradiation of pseudo-plane irradiation light. be able to.
また、平行光は、レーザー光源を、集光手段までの距離で適切な平行光相当の光として照射させることができるビームエキスパンダによって、照射することもできる。さらには、後述する凹レンズと凸レンズの組み合わせによる平行光相当の光を照射することもできる。 The parallel light can also be irradiated by a beam expander capable of irradiating the laser light source as light equivalent to an appropriate parallel light at a distance to the condensing means. Furthermore, it is also possible to irradiate light equivalent to parallel light by a combination of a concave lens and a convex lens, which will be described later.
[反射鏡]
本発明においては、各種光の照射、検出等のために適切な位置に配置した反射鏡等により、その光路を制御してもよい。例えば、本発明の実施形態においては、主として、平行光照射手段(ビームエキスパンダや、凹レンズと凸レンズの組み合わせ)により照射された光を、集光手段に照射させる前に反射鏡を設けている。この反射鏡は、光の特性を活かして本発明を達成することができる範囲において、各手段の仕様等に応じて適宜利用してもよい。
[Reflector]
In the present invention, the optical path may be controlled by a reflecting mirror or the like arranged at an appropriate position for irradiation, detection, and the like of various types of light. For example, in the embodiment of the present invention, a reflecting mirror is mainly provided before irradiating the condensing means with the light irradiated by the parallel light irradiating means (beam expander or combination of concave lens and convex lens). This reflector may be appropriately used according to the specifications of each means and the like as long as the present invention can be achieved by utilizing the characteristics of light.
[集光手段]
本発明において、指向性が強い光が集光手段に対して入射し、所定の焦点に様々な入射角で、指向性が強い光を照射することができる。この集光手段は、例えば、コンデンサレンズや、アキシコンレンズのように、その光学素子に入射した光の入射位置により、その光を所定の焦点の位置に集光させるものである。このような、集光手段の焦点の位置に被検査体の検査位置を配置して欠陥検出が行われる。
[Condensing means]
In the present invention, light having strong directivity is incident on the condensing means, and light having strong directivity can be irradiated to a predetermined focal point at various incident angles. This condensing means, for example, a condenser lens or an axicon lens, condenses the light at a predetermined focal position depending on the incident position of the light incident on the optical element. Defect detection is performed by arranging the inspection position of the object to be inspected at the position of the focal point of the light collecting means.
また、外側に反射鏡部を有する円錐鏡と、内側に反射鏡部を有する円錐台状鏡とを組み合わせた集光手段とすることもできる。この場合、円錐台状鏡の内側に円錐鏡を配置し、円錐鏡の頂点側から光を入射させて、円錐鏡の外側面で入射した光を反射させて、その反射する方向に円錐台状鏡の内側面を配置することで、円錐台状鏡で反射した光は、内側の円錐鏡の底面側に、集光・拡散する光を照射するものとなる。この集光する焦点付近に被検査体を配置することで、この構成も集光手段となる。この構成は、後述する第五の実施形態において図を用いて一例を示す。 Further, a conical mirror having a reflecting mirror portion on the outside and a truncated cone-shaped mirror having a reflecting mirror portion on the inside can be combined as a light collecting means. In this case, a conical mirror is placed inside the conical mirror, light is incident from the apex side of the conical mirror, the incident light is reflected on the outer surface of the conical mirror, and the conical mirror is reflected in the reflecting direction. By arranging the inner side surface of the mirror, the light reflected by the conical trapezoidal mirror irradiates the bottom side of the inner conical mirror with the condensed and diffused light. By arranging the inspected object near the focal point for condensing light, this configuration also serves as condensing means. This configuration shows an example with reference to the fifth embodiment described later.
なお、集光手段に対する平行光等の入射位置によっては、その集光手段から集光されるように照射される光の一部の照射方向が散乱光検出手段の位置となる場合がある。この場合、散乱光検出手段に直接光が照射されることとなってしまい、一般的に散乱光よりも照射される光の方がその強度が強いため、散乱光検出手段が集光手段から直接入射した光の強度の検出がノイズとなり、散乱光を検出できないおそれがある。このため、集光手段に応じて、集光手段から散乱光検出手段へと直接入射する光の方向を遮光する遮光部を設けることが好ましい。 Depending on the incident position of parallel light or the like with respect to the condensing means, the irradiation direction of a part of the light emitted so as to be condensed from the condensing means may be the position of the scattered light detecting means. In this case, the scattered light detecting means is directly irradiated with the light, and the emitted light is generally stronger than the scattered light, so that the scattered light detecting means is directly irradiated from the condensing means. The detection of the intensity of the incident light becomes noise, and there is a possibility that the scattered light cannot be detected. Therefore, it is preferable to provide a light-shielding portion that shields the direction of the light directly incident from the light-collecting means to the scattered light detecting means, depending on the light-collecting means.
集光手段の種類や散乱光検出手段の配置等にもよるが、一般的に集光手段の中央に直行する方向で入射する光が、一般的に中央付近に配置される散乱光検出手段に対して、直接入射する構成となることが多い。この散乱光検出手段の配置は、傾斜角が大きい多くの入射角の散乱光を検出するために適しているためである。よって、遮光部は、平行光等が集光手段に対して照射される範囲の中央にのみ設けられることが好ましい。この範囲は、集光手段に対する平行光等の照射面積に対して5〜30%程度の面積を遮光するような設計とすることができる。なお、遮光部は、簡易的には、集光手段の対象位置に、検査に用いる光の吸収性(黒など)を有するシールを貼付するなどの手法で設けることができる。 Although it depends on the type of the light collecting means and the arrangement of the scattered light detecting means, the light incident in the direction perpendicular to the center of the light collecting means is generally regarded as the scattered light detecting means arranged near the center. On the other hand, it is often configured to be directly incident. This is because the arrangement of the scattered light detecting means is suitable for detecting scattered light having many incident angles having a large inclination angle. Therefore, it is preferable that the light-shielding portion is provided only in the center of the range where the parallel light or the like is irradiated to the condensing means. This range can be designed to block an area of about 5 to 30% with respect to the irradiation area of parallel light or the like for the condensing means. The light-shielding portion can be simply provided by a method such as attaching a sticker having light absorption (black or the like) used for inspection to the target position of the light collecting means.
[支持部]
本発明を実施するにあたっては被検査体全体としては、例えば、被検査体の両端を留め具で把持するなどして支持部に支持される。この支持部は、単に被検査体を支持するだけでもよいが、検査位置を変更しやすいようにいわゆるXYステージのような、位置変更手段と接続されたものであることが好ましい。
[Support]
In carrying out the present invention, the entire body to be inspected is supported by a support portion by, for example, gripping both ends of the body to be inspected with fasteners. This support portion may simply support the object to be inspected, but is preferably connected to a position changing means such as a so-called XY stage so that the inspection position can be easily changed.
[被検査体]
本発明の検査対象となる被検査体は、本発明に採用される光を透過することができるものを被検査体とすることができる。例えば、一般的な光(400〜800nm)に対してほぼ透明で、それらの光を透過するガラス素材を用いた部材や、透明樹脂を用いた部材、SiC(シリコンカーバイド,炭化ケイ素)やGaN(ガリウムナイトライド,窒化ガリウム)を用いた部材などがあげられる。また、シリコンウエハについても、近赤外線が透過することから、光源としてそのような透過し得る波長の光を選択することで被検査体とすることができる。なお、本発明では散乱光を検出することで欠陥を検出するため、平滑性が高いものやパターンが把握しやすいことで、欠陥由来のイレギュラーな散乱光と、その他のものとを区別しやすいものを対象とすることが好ましい。
[Inspected body]
The inspected object to be inspected by the present invention may be an inspected object capable of transmitting light adopted in the present invention. For example, a member using a glass material that is almost transparent to general light (400 to 800 nm) and transmits those light, a member using a transparent resin, SiC (silicon carbide, silicon carbide) or GaN ( Members using gallium nitride, gallium nitride) can be mentioned. Further, since a silicon wafer also transmits near infrared rays, it can be an inspected object by selecting light having a wavelength that can be transmitted as a light source. In the present invention, since the defect is detected by detecting the scattered light, it is easy to distinguish the irregular scattered light derived from the defect from the other ones by easily grasping the one having high smoothness and the pattern. It is preferable to target things.
[応力印加手段]
本発明においては、被検査体への応力印加の有無を比較する必要があるため、応力印加手段を用いる。応力を印加するためには、押圧や引っ張りなどの力を加える、被検査部に直接接触する手法の方が、より端的な構造としやすく応力を印加しやすいことからこのような応力印加手段を採用してもよい。一方、このような手法は外乱要因になるおそれもあるため、この場合、被検査体に非接触な応力印加手段によって応力印加することが好ましい。非接触な応力印加手段としては、熱応力による応力印加手段や、音波による手段などが挙げられる。
[Stress applying means]
In the present invention, since it is necessary to compare the presence or absence of stress applied to the object to be inspected, the stress applying means is used. In order to apply stress, the method of directly contacting the part to be inspected by applying a force such as pressing or pulling is easier to make a more straightforward structure and it is easier to apply stress, so such a stress applying means is adopted. You may. On the other hand, such a method may cause disturbance, and in this case, it is preferable to apply stress by a stress applying means that does not contact the inspected object. Examples of the non-contact stress applying means include a stress applying means by thermal stress and a means by sound wave.
本発明に採用する応力印加手段としては、被検査体に加熱および/または冷却することで応力を印加する熱応力印加手段が好ましい。この具体的な熱応力印加手段としては、加熱および/または冷却された気体を被検査体にあてることで加熱および/または冷却するものであることが好ましい。すなわち、被検査体よりも熱い温度の気体や、冷たい温度の気体を被検査体にあてて応力を印加することが好ましい。被検査体にあてる気体は、その気体を被検査体にあてることにより被検査体の位置や形状の変動が少ないように調整しやすく、本発明の熱応力による応力印加手段として適している。または、赤外線のヒートビームを用いたり、ペルチェ素子を部分的に貼付して被検査体内に温度差を発生させて、応力を印加してもよい。 As the stress applying means adopted in the present invention, a thermal stress applying means for applying stress by heating and / or cooling the object to be inspected is preferable. As the specific thermal stress applying means, it is preferable that the heated and / or cooled gas is applied to the object to be heated and / or cooled. That is, it is preferable to apply stress to the object to be inspected by applying a gas having a temperature higher than that of the object to be inspected or a gas having a temperature colder than that of the object to be inspected. The gas applied to the inspected object can be easily adjusted so that the position and shape of the inspected object do not fluctuate by applying the gas to the inspected object, and is suitable as the stress applying means by the thermal stress of the present invention. Alternatively, an infrared heat beam may be used, or a Pelche element may be partially attached to generate a temperature difference in the body to be inspected to apply stress.
[散乱光検出手段(受光手段)]
本発明において、被検査体から散乱した散乱光は、その光に対応する検出が可能な構成により検出される。この散乱光の強度は、受光手段により検出し、応力印加の有無を区別して散乱光強度を比較するために適宜記憶部(メモリ)等に記憶される。この散乱光の検出は、被検査体のどの位置の散乱光かを特定することができるように、1次元の線状の情報としてラインセンサで検出したり、2次元の面状の情報としてエリアセンサで検出してもよい。例えば、散乱光が可視光等の範囲の場合、面状の情報としてCCDカメラなどで検出することができる。なお、散乱光強度の検出感度のバラつきを低減するために、散乱光強度を複数回検出してその積分値として散乱光強度は求めたほうがよい。
[Scattered light detection means (light receiving means)]
In the present invention, the scattered light scattered from the object to be inspected is detected by a configuration capable of detecting the light. The intensity of the scattered light is detected by the light receiving means, and is appropriately stored in a storage unit (memory) or the like in order to distinguish the presence or absence of stress application and compare the scattered light intensity. This scattered light is detected by a line sensor as one-dimensional linear information or an area as two-dimensional planar information so that the position of the scattered light of the inspected object can be specified. It may be detected by a sensor. For example, when the scattered light is in the range of visible light or the like, it can be detected by a CCD camera or the like as planar information. In addition, in order to reduce the variation in the detection sensitivity of the scattered light intensity, it is better to detect the scattered light intensity a plurality of times and obtain the scattered light intensity as an integral value thereof.
[演算処理部]
本発明においては、同じ被検査体の被検査部について、前記被検査体に応力を印加した状態と、前記応力を印加していない状態とで、それぞれ被検査部に対して照射光を斜め方向から照射し、その散乱光強度を測定する。これにより、前記被検査体に応力を印加していない状態で求められた散乱光の強度(第一の散乱光の強度)と、前記被検査体に応力を印加した状態で求められた散乱光の強度(第二の散乱光の強度)を得ることができるため、これらの比に基づいて、所定の閾値と対比することで欠陥の検出を行うことができる。この所定の閾値の対比は演算処理部で行われる。
[Arithmetic processing unit]
In the present invention, with respect to the inspected portion of the same inspected object, the irradiation light is obliquely directed to the inspected portion in a state where stress is applied to the inspected object and in a state where the stress is not applied. Irradiate from, and measure the scattered light intensity. As a result, the intensity of the scattered light (intensity of the first scattered light) obtained in the state where the stress is not applied to the inspected object and the scattered light obtained in the state where the stress is applied to the inspected object are obtained. Since the intensity of (second scattered light intensity) can be obtained, defects can be detected by comparing with a predetermined threshold value based on these ratios. The contrast of this predetermined threshold value is performed by the arithmetic processing unit.
この欠陥の判断に用いられる所定の閾値は、検出する欠陥の大きさや被検査体の材質、照射/散乱する光の強度等により設定される。本発明の主な対象となる被検査体は、均質性が高いものである。このような被検査体に応力を印加しない状態で光を照射しても散乱は発生しにくく、異物などが存在するときのみ散乱が発生する。また、ミクロンサイズのクラックのような欠陥は、応力を印加しないとき散乱がほとんどない場合が多い。しかし、ミクロンサイズのクラックが存在するとき応力を印加すると大きな散乱が生じる。よって、散乱光を検出したときノイズとして想定される散乱光強度の範囲内や、明らかに異物等があるとき、応力印加前後で散乱光強度比をとった場合、その比はほぼ1を中心とした範囲となる。一方、ミクロンサイズのクラックが存在すると、前述したように応力印加時に大きな散乱が発生するため、応力印加前後で散乱光強度比を、「応力印加後の散乱光強度/応力印加前の散乱光強度」とすると、1を超え大きな値となる。よって、この比がノイズレベルで想定される範囲を閾値として設定すればよい。 A predetermined threshold value used for determining the defect is set by the size of the defect to be detected, the material of the object to be inspected, the intensity of the irradiated / scattered light, and the like. The subject to be inspected, which is the main object of the present invention, has high homogeneity. Scattering is unlikely to occur even if light is irradiated to such an object to be inspected without applying stress, and scattering occurs only when a foreign substance or the like is present. Also, defects such as micron-sized cracks often have little scattering when no stress is applied. However, when stress is applied in the presence of micron-sized cracks, large scattering occurs. Therefore, if the scattered light intensity ratio is within the range of the scattered light intensity expected as noise when the scattered light is detected, or when there is clearly a foreign substance, and the scattered light intensity ratio is taken before and after the stress is applied, the ratio is centered on about 1. It becomes the range that was done. On the other hand, if there are micron-sized cracks, large scattering occurs when stress is applied, so the scattered light intensity ratio before and after stress application is set to "scattered light intensity after stress application / scattered light intensity before stress application". Then, it exceeds 1 and becomes a large value. Therefore, the range in which this ratio is assumed by the noise level may be set as the threshold value.
[拡大観察処理部]
本発明においては、顕微鏡を用いる観察を行ってもよい。このために、被検査体の被検査部を、拡大して観察する拡大観察工程を有する検査する方法とすることができる。また、前記被検査体の被検査部を観察する顕微鏡を備えてなる検査装置とすることができる。ここで、顕微鏡とは、光学的もしくは電子的な技術を用いることによって、微小な物体を視覚的に拡大して観察することができる構成のことを顕微鏡と呼ぶ。たとえば、拡大レンズ等を介して散乱光の情報を肉眼で観察することができる構成としても良いし、CCDカメラ等で検出して画像としてもよい。本発明は、このような顕微鏡を備えることができる技術に関するものであり、顕微鏡を有することで欠陥と判断された部位を、適宜、速やかに観察することもでき、単に散乱光強度の情報としてのみではなく、その欠陥を拡大観察画像から判別することもできる。
[Magnified observation processing unit]
In the present invention, observation using a microscope may be performed. For this purpose, it is possible to use a method of inspecting the inspected portion of the inspected body having an enlarged observation step of magnifying and observing the inspected portion. Further, the inspection device can be provided with a microscope for observing the inspected portion of the inspected object. Here, the microscope is a configuration in which a minute object can be visually magnified and observed by using an optical or electronic technique. For example, the information of scattered light may be observed with the naked eye through a magnifying lens or the like, or it may be detected by a CCD camera or the like and used as an image. The present invention relates to a technique capable of providing such a microscope, and it is possible to observe a portion determined to be a defect by having a microscope as appropriate and promptly, and only as information on scattered light intensity. Instead, the defect can be discriminated from the magnified observation image.
[表示部]
本発明により欠陥を検査した結果は、適宜その結果を認識しやすいように出力することができ、表示部として、モニターなどに表示することができる。
[Display]
The result of inspecting the defect according to the present invention can be output as appropriate so that the result can be easily recognized, and can be displayed on a monitor or the like as a display unit.
[第二の実施形態]
図2は、本発明の第二の実施形態に係る欠陥検査装置を示すものである。図2に示す欠陥検査装置102は、第一の実施形態に係る検査装置101に準じる構成のため、その相違点を中心に以下に説明する。この欠陥検査装置102は、ビームエキスパンダ21に代えて、凹レンズ211と凸レンズ212を有する。また、コンデンサレンズ231に代えてアキシコンレンズ232を有する。なお、アキシコンレンズ232を用いて、適切な配置(距離)で対物レンズ31と散乱光検出手段30を設けることで、散乱光検出手段30に直接入射する光がない状態としているため、遮光部24を省略できる構成である。また、第二の実施形態においては、偏光フィルタ251と、偏光フィルタ252を有する。
[Second embodiment]
FIG. 2 shows a defect inspection device according to a second embodiment of the present invention. Since the
第二の実施形態においては、発光手段20より照射された光を凹レンズ211により拡げて、その後、凸レンズ212により、その拡げられた光の照射方向をそろえた平行光(図2中にP2で概要を示す)としている。この平行光は、反射鏡22により反射されアキシコンレンズ232に照射される。このアキシコンレンズ232に入射した光は、集光されて被検査体に照射される。よって、これらの構成により、被検査体10に平行光を集光手段により集光した光を照射する光源装置をなしている。
In the second embodiment, the light emitted from the light emitting means 20 is spread by the
第二の実施形態において、集光手段としてアキシコンレンズ232を用いている。このアキシコンレンズは、円錐状部を有する光学素子である。円錐状部の底面側より入射した光を、円錐の頂点方向に光軸を中心とする複数の位置に線状に集光する。この集光は、例えば、図2のアキシコンレンズ232で左側に入射した光は、方向C1側に平行の二点破線で示す幅のような光として集光する。同様に、右側に入射した光は、方向C2側に平行の二点破線で示す幅のような光として集光する。なお、ここでは、図の便宜上、方向C1、方向C2を示したが、これは断面的に表記したものであり、この集光は、被検査体10の面に向かって、延長上の位置ではリング状となる。このアキシコンレンズによれば、リング状となる光路の適切な位置に被検査体を配置すれば、実質的に被検査体の被検査位置に、周状に傾角を有する光が照射されるものとなる。さらに、原理上、遮光部を設けなくても中央を透過する高強度の光のノイズは小さいため、検査に用いられる光の合計の強度も強く、その分、散乱光強度も強く生じやすい。
In the second embodiment, the
さらに、第二の実施形態においては、被検査体10の検査位置に照射する光を偏光とするための偏光フィルタ251と、散乱光検出手段30が散乱光を偏光分離して求めることができるように偏光フィルタ252を有している。この偏光フィルタ251と偏光フィルタ252とは、ともに、直線偏光フィルタや円偏光フィルタ等を採用することができる。例えば、偏光フィルタ251と偏光フィルタ252をともに直線偏光フィルタとして、クロスニコルの配置で利用することで、被検査体10からの散乱が直線偏光の偏光度を変えるようなものを検出して、より、欠陥のみを効率よく検出することができる。特に、本発明では応力印加前後で比較して、応力印加後に顕著な散乱を生じる欠陥は、その偏光度を変える散乱をしている場合が多いため、そのような欠陥をより高い検出精度で検出することができる。
Further, in the second embodiment, the
[偏光成分の検出]
第二の実施形態に開示したように、偏光フィルタ251、252により、偏光成分の検出を行ってもよい。偏光成分としては、直線偏光や楕円偏光、円偏光を調整できる手段を適宜採用することができる。代表的なものは、偏光板や偏光レンズであるが、これら以外の光学素子を利用してもよい。偏光成分を分析可能とすることで、欠陥検出の精度を高めたり、その欠陥の種類の分類に寄与することができる。
[Detection of polarized light component]
As disclosed in the second embodiment, the polarizing component may be detected by the
[第三の実施形態]
図3は、本発明の第三の実施形態に係る欠陥検査装置の光源装置103を示すものである。図3に示す光源装置103は、第二の実施形態に係る欠陥検査装置102の一部を変更して利用することができる構成のため、その相違点を中心に以下に説明する。この光源装置103は、平行光照射手段213を有し、平行光(図3中にP3で概要を示す)を反射鏡22に向けて照射する。そして、反射鏡22で反射された平行光は、第二の実施形態と同様に、アキシコンレンズ232に入射する。また、第三の実施形態は、偏光フィルタ251、偏光フィルタ252を備えない構成である。図2の第二の実施形態では、偏光フィルタを251、252を合わせて備える構成を開示したが、このように、偏光フィルタ251、252は省略することも可能である。
[Third embodiment]
FIG. 3 shows a
[第四の実施形態]
図4は、本発明の第四の実施形態に係る欠陥検査装置の光源装置104を示すものである。図4に示す光源装置104は、光源装置103と同様に第二の実施形態に係る欠陥検査装置102の一部を変更して利用することができる構成のものである。ここでは、光源装置103と同様に、偏光フィルタ251、252を省略した構成であるが、遮光部241をアキシコンレンズ232の中心に貼付したものである。アキシコンレンズ232は、前述したように、その中心を透過して散乱光検出手段30に検出される光が少ないが、平行光(平行光照射手段213由来)の入射角度等に依存して、ノイズが検出されてしまう場合がある。この遮光部241を設けることで、そのノイズの懸念をより排除した安定性が高い検査が可能となる。
[Fourth Embodiment]
FIG. 4 shows a light source device 104 of the defect inspection device according to the fourth embodiment of the present invention. Similar to the
[第五の実施形態]
図5は、本発明の第五の実施形態に係る欠陥検査装置の光源装置105を示すものである。図5に示す光源装置105は、光源装置103と同様に第二の実施形態に係る欠陥検査装置102の一部を変更して利用することができる構成のものである。この光源装置105は、光照射手段214を有し、光照射手段214から照射された光(図5中にP4で概要を示す)は反射鏡22で反射され、円錐鏡233の頂点側へと照射される。円錐鏡233は、外側に反射鏡部を有する円錐鏡である。この円錐鏡233の頂点側へ照射された光は、円錐台状鏡234へと反射し、さらに、円錐台状鏡234の内側で反射して、様々な角度から、被検査体10を照射する構成となる。よって、被検査体10に対して、円錐鏡233と円錐台状鏡234とが集光手段として機能する。この第五の実施形態は、円錐鏡と、円錐台状鏡との反射角度を調整することで、これに入射する光の照射面積が狭いものであっても様々な角度からの照射を達成することもできる。このため、光照射手段214から照射された光は第一〜第四の実施形態の平行光(P1〜P3)よりも狭い光であってもよい。
[Fifth Embodiment]
FIG. 5 shows a
[第六の実施形態]
図6は、図1の欠陥検査装置1等を用いた欠陥検査方法S1の流れをより詳しく説明するための図である。欠陥検査方法S1は、応力印加なしで被検査体の被検査部の散乱光強度(第一の散乱光の強度)を求める工程S10と、応力印加あり(被検査体に応力を印加した状態)で被検査体の被検査部の散乱光強度(第二の散乱光強度)を求める工程S20と、工程S10と工程S20の結果から欠陥の検出を行う工程S30とを有する検査する方法である。この欠陥検査方法S1は、第一の実施形態である欠陥検査装置1等を用いて行うことができる。
[Sixth Embodiment]
FIG. 6 is a diagram for explaining in more detail the flow of the defect inspection method S1 using the defect inspection apparatus 1 and the like of FIG. The defect inspection method S1 includes a step S10 for obtaining the scattered light intensity (intensity of the first scattered light) of the inspected portion of the inspected object without applying stress and a stress applied state (a state in which stress is applied to the inspected object). This is an inspection method including a step S20 for obtaining the scattered light intensity (second scattered light intensity) of the inspected portion of the inspected object, and a step S30 for detecting defects from the results of the steps S10 and S20. This defect inspection method S1 can be performed using the defect inspection device 1 or the like, which is the first embodiment.
工程S10は、被検査体に応力を印加していない状態で前記被検査体の検査位置において光を前記面に対して集光させ照射する工程S11を有し、それにより生じた散乱光の強度(第一の散乱光の強度)を求める工程S12を有する工程である。 The step S10 includes a step S11 of condensing and irradiating the surface with light at the inspection position of the inspected object without applying stress to the inspected object, and the intensity of the scattered light generated thereby. This is a step including the step S12 for obtaining (the intensity of the first scattered light).
工程S20は、被検査体に応力を印加した状態で工程S11で光を照射したのと同じ被検査体の検査位置において光をその位置に対して集光させ照射する工程S21を有し、それにより生じた散乱光の強度(第二の散乱光強度)を求める工程S22を有する工程である。 Step S20 includes a step S21 in which light is focused and irradiated at the same inspection position of the inspected object as in which light was irradiated in step S11 with stress applied to the inspected object. This is a step including the step S22 for obtaining the intensity of the scattered light (second scattered light intensity) generated by the above.
そして、工程S30は、工程S10により被検査体に応力を印加していない状態で求められた散乱光の強度(第一の散乱光の強度)と、工程S20により被検査体に応力を印加した状態で求められた散乱光の強度(第二の散乱光の強度)を対比する工程S31と、工程S31により得られる対比された値を所定の閾値と対比する工程S32とを有し、この工程S32の結果から欠陥の判断を行う工程S33を有する工程である。これにより、ミクロンサイズのクラックのように、応力印加なしでは検出が困難な欠陥等も、ノイズや異物等と区別して検出することができる。 Then, in step S30, the intensity of the scattered light (intensity of the first scattered light) obtained in the state where the stress was not applied to the inspected object in step S10 and the stress were applied to the inspected object in step S20. It has a step S31 for comparing the intensity of the scattered light (intensity of the second scattered light) obtained in the state, and a step S32 for comparing the contrasted value obtained by the step S31 with a predetermined threshold value. This is a step including a step S33 for determining a defect from the result of S32. As a result, defects that are difficult to detect without applying stress, such as micron-sized cracks, can be detected separately from noise and foreign matter.
以下、実施例により本発明を更に詳細に説明するが、本発明は、その要旨を変更しない限り以下の実施例に限定されるものではない。 Hereinafter, the present invention will be described in more detail with reference to Examples, but the present invention is not limited to the following Examples unless the gist thereof is changed.
[実施例1]
第一の実施形態に係る検査装置101に基づいて、以下に主要な構成を示す設計により、実施例1の実験を行った。
[Example 1]
Based on the
発光手段20:レーザー(Coherent社製 OBIS,波長532nm,50mW)
ビームエキスパンダ21:ビームエキスパンダー(エドモンドオプティクスジャパン社,20倍)
遮光部24:遮光板(φ15mm)
コンデンサレンズ231:コンデンサーレンズ(φ30mm,焦点f=50mm)
被検査体10:ガラス基板(長さ76mm、幅25mm、厚さ1mm)、コンデンサレンズの焦点距離と合わせてコンデンサレンズの上部50mmに配置
支持部11:ガラス基板の両端部(各端で約2mmずつ)を把持するクランプ、回転ステージ(シグマ光機社)に接続
応力印加手段41:送風口をΦ3mmに調整して指向性の高い熱風が送風されるドライヤー
対物レンズ31:対物レンズ(5倍)
散乱光検出手段30:カメラ(BITRAN社製 冷却CCDカメラ,772×580pixel)
演算処理部50:散乱光強度の比(応力印加後の散乱光強度/応力印加前の散乱光強度)を面画像情報とした。なお、散乱光強度の比が1.2以上の点を欠陥の可能性がある部位として強調(灰色表示)し、特に1.5を超える点を強調(白色表示)する処理を行った。
表示部60:モニターに演算処理部の演算結果等を表示した。
Light emitting means 20: Laser (OBIS manufactured by Coherent, wavelength 532 nm, 50 mW)
Beam Expander 21: Beam Expander (Edmond Optics Japan, 20x)
Light-shielding part 24: Light-shielding plate (φ15 mm)
Condenser lens 231: Condenser lens (φ30mm, focal point f = 50mm)
Subject 10: Glass substrate (length 76 mm, width 25 mm, thickness 1 mm), placed 50 mm above the condenser lens according to the focal length of the condenser lens Support portion 11: Both ends of the glass substrate (about 2 mm at each end) Clamp that grips each), connected to a rotating stage (Sigma Kouki Co., Ltd.) Stress application means 41: Dryer that adjusts the air outlet to Φ3 mm to blow hot air with high directional lens 31: Objective lens (5x)
Scattered light detection means 30: Camera (cooled CCD camera manufactured by BITRAN, 772 x 580 pxel)
Calculation processing unit 50: The ratio of scattered light intensity (scattered light intensity after stress application / scattered light intensity before stress application) was used as surface image information. A point having a scattered light intensity ratio of 1.2 or more was emphasized (displayed in gray) as a portion having a possibility of a defect, and a point having a ratio of scattered light intensity exceeding 1.5 was particularly emphasized (displayed in white).
Display unit 60: The calculation result of the calculation processing unit is displayed on the monitor.
この構成により、回転ステージを用いて被検査体の向きを変えながら検出検査をした。なお、この被検査体は、図11に示す欠陥検査装置200では、図12に示すように、欠陥検出時に顕著な向きの依存性が見られた対象である。
With this configuration, the detection inspection was performed while changing the orientation of the object to be inspected using the rotating stage. In addition, in the
初めに設置したときの被検査体の向きを0°の基準として、90°、180°、270°と回転させたときの欠陥検出の結果を、図7に示す。図7(a)は0°、(b)は90°、(c)は180°、(d)は270°回転させたときの観察像である。 FIG. 7 shows the results of defect detection when the object to be inspected was rotated 90 °, 180 °, and 270 ° with the orientation of the object to be inspected at the time of initial installation as a reference of 0 °. 7 (a) is an observation image when rotated by 0 °, (b) is 90 °, (c) is 180 °, and (d) is 270 °.
これらの図から明らかなように、いずれの角度でも、明らかな欠陥が検出された。よって、本発明によれば、被検査体の向きの変更を行わなくても、高い検出精度で欠陥を検出することができる。 As is clear from these figures, obvious defects were detected at any angle. Therefore, according to the present invention, defects can be detected with high detection accuracy without changing the orientation of the object to be inspected.
[実施例2]
第二の実施形態に係る欠陥検査装置102に基づいて、以下に主要な構成を示す設計により、実施例2の実験を行った。なお、第二の実施形態から対物レンズ31は省略した構成である。また、実施例1と共通する発光手段20、被検査体10、支持部11、散乱光検出手段30については、その構成の説明を省略する。
[Example 2]
Based on the
凹レンズ211:凹レンズ(φ6mm、焦点距離f=6mm)
凸レンズ212:凸レンズ(φ25mm、焦点距離f=120mm)
偏光フィルタ251、252:偏光フィルター(シグマ光機製 直線偏光)、なお、偏光フィルタ251,252は、クロスニコルとなるように配置した。
アキシコンレンズ232:アキシコンレンズ(シグマ光機社、頂角155度)
表示部60:モニターに演算処理部の演算結果等を表示した。
Concave lens 211: Concave lens (φ6 mm, focal length f = 6 mm)
Convex lens 212: Convex lens (φ25 mm, focal length f = 120 mm)
Axicon lens 232: Axicon lens (SIGMA KOKI, Inc., apex angle 155 degrees)
Display unit 60: The calculation result of the calculation processing unit is displayed on the monitor.
この構成により、回転ステージを用いて被検査体の向きを変えながら検出検査をした。 With this configuration, the detection inspection was performed while changing the orientation of the object to be inspected using the rotating stage.
初めに設置したときの被検査体の向きを0°の基準として、90°と移動させたときの欠陥検出の結果を、図8に示す。図8(a)は0°、(b)は90°回転させたときの観察像である。なお、対物レンズを用いていないため、レンズの周に相当する縁が同時に表示されている。 FIG. 8 shows the result of defect detection when the object to be inspected is moved to 90 ° with the orientation of the object to be inspected at the time of initial installation as a reference of 0 °. FIG. 8A is an observation image when rotated by 0 °, and FIG. 8B is an observation image when rotated by 90 °. Since the objective lens is not used, the edge corresponding to the circumference of the lens is displayed at the same time.
これらの図から明らかなように、いずれの角度でも、画像の中央に明らかな欠陥が検出された。よって、本発明によれば、被検査体の向きの変更を行わなくても、高い検出精度で欠陥を検出することができる。 As is clear from these figures, a clear defect was detected in the center of the image at any angle. Therefore, according to the present invention, defects can be detected with high detection accuracy without changing the orientation of the object to be inspected.
さらに、図9は、発光手段20の光量を調整して、図8(a)に対応する0°で再度撮像した図と、欠陥相当部の拡大図(右側)である。同様に図10は、発光手段20の光量を調整して、図8(b)に対応する90°で再度撮像した図と、欠陥相当部の拡大図(右側)である。このように、光量を調整することで、より明確に欠陥を検出することができた。 Further, FIG. 9 is a diagram in which the amount of light of the light emitting means 20 is adjusted and the image is taken again at 0 ° corresponding to FIG. 8 (a), and an enlarged view (right side) of the defect corresponding portion. Similarly, FIG. 10 is a diagram in which the amount of light of the light emitting means 20 is adjusted and re-imaged at 90 ° corresponding to FIG. 8 (b), and an enlarged view (right side) of the defect corresponding portion. By adjusting the amount of light in this way, it was possible to detect defects more clearly.
本発明によれば、ガラスやウエハ等の欠陥を、より高い精度で検出することができ、産業上有用である。また、本発明は、欠陥検出速度の向上にも資する。 According to the present invention, defects such as glass and wafers can be detected with higher accuracy, which is industrially useful. The present invention also contributes to improving the defect detection speed.
10 被検査体
101、102、200 欠陥検査装置
103、104、105 光源装置
11 支持部
20 発光手段
21 ビームエキスパンダー
211 凹レンズ
212 凸レンズ
213 平行光照射手段
214 光照射手段
22、221 反射鏡
231 コンデンサーレンズ
232 アキシコンレンズ
233 円錐鏡
234 円錐台状鏡
24、241 遮光部
251、252 偏光フィルター
30 散乱光検出手段
31 対物レンズ
40、41 応力印加手段
50 演算処理部
60 表示部
70 拡大観察処理部
S1 欠陥検査方法
10 Inspected
Claims (8)
前記被検査体に応力を印加していない状態で、前記被検査体の検査位置に平行光を集光手段により集光した光を照射し、それにより生じた散乱光の強度を散乱光検出手段により検出する第一の散乱光の強度を求める工程と、
前記被検査体の検査位置に応力印加手段により応力を印加した状態で、前記被検査体の検査位置に平行光を集光手段により集光した光を照射し、それにより生じた散乱光の強度を散乱光検出手段により検出する第二の散乱光の強度を求める工程と、
前記集光手段で集光され、前記散乱光検出手段に直接入射する角度の光を遮光手段により遮る工程と、
前記第一の散乱光の強度を求める工程で求められた第一の散乱光の強度と、前記第二の散乱光の強度を求める工程で求められた第二の散乱光の強度を所定の閾値と対比することにより欠陥の検出を行う工程とを有することを特徴とする欠陥を検査する方法。 By irradiating the inspected body with light having a wavelength that can be transmitted into the inspected body in a state where stress is not applied to the inspected body and in a state where stress is applied, and detecting the scattered light of the inspected body, the inspected body is subjected to light. It ’s a method of inspecting defects.
With no stress applied to the object to be inspected, the inspection position of the object to be inspected is irradiated with light collected by condensing parallel light, and the intensity of the scattered light generated thereby is detected. The process of determining the intensity of the first scattered light detected by means,
In a state where stress is applied to the inspection position of the inspected object by the stress applying means, the inspected position of the inspected object is irradiated with the condensed light of parallel light by the condensing means, and the scattered light generated by the light is irradiated. The step of obtaining the intensity of the second scattered light, in which the intensity is detected by the scattered light detecting means, and
A step of blocking light at an angle directly incident on the scattered light detection means by the light blocking means, which is collected by the light collecting means.
A predetermined threshold value is the intensity of the first scattered light obtained in the step of obtaining the intensity of the first scattered light and the intensity of the second scattered light obtained in the step of obtaining the intensity of the second scattered light. A method for inspecting a defect, which comprises a step of detecting a defect by contrasting with.
前記支持部に支持された被検査体に応力を印加する応力印加手段と、
前記被検査体を透過し得る波長の平行光を照射する平行光照射手段と、
前記平行光照射手段により照射された光を、前記被検査体に向けて集光して照射する集光手段と、
前記被検査体に照射した光の散乱光を検出する散乱光検出手段と、
前記集光手段で集光され、前記散乱光検出手段に直接入射する角度の光を遮る遮光手段と、
前記被検査体に応力を印加した状態と印加しない状態とにおいてそれぞれ前記散乱光検出手段により検出された光の強度を所定の閾値と対比することにより前記被検査体における欠陥の検出を行う演算処理部と、
を備えてなることを特徴とする欠陥検査装置。 The support of the object to be inspected and
A stress applying means for applying stress to the object to be inspected supported by the support portion, and
A parallel light irradiating means for irradiating the parallel light of a wavelength that can penetrate the previous SL inspection object,
The light emitted by the parallel light irradiating means, and focusing means for irradiating converged light toward the object to be inspected,
A scattered light detector for detecting the scattered light of the light irradiation shines the test subject,
A light- shielding means that blocks light at an angle that is collected by the light-collecting means and directly incident on the scattered light detecting means.
Arithmetic processing for detecting defects in the inspected object by comparing the intensity of light detected by the scattered light detecting means with a predetermined threshold value in a state where stress is applied to the inspected object and a state where stress is not applied to the inspected object. Department and
A defect inspection device characterized by being equipped with.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017040821A JP6984860B2 (en) | 2017-03-03 | 2017-03-03 | Defect inspection methods and defect inspection equipment |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017040821A JP6984860B2 (en) | 2017-03-03 | 2017-03-03 | Defect inspection methods and defect inspection equipment |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018146356A JP2018146356A (en) | 2018-09-20 |
| JP6984860B2 true JP6984860B2 (en) | 2021-12-22 |
Family
ID=63592017
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017040821A Active JP6984860B2 (en) | 2017-03-03 | 2017-03-03 | Defect inspection methods and defect inspection equipment |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6984860B2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112179916B (en) * | 2020-08-19 | 2024-04-19 | 宁波赫兹光电科技有限公司 | Solar silicon wafer optical hidden crack detection device |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07218448A (en) * | 1994-02-02 | 1995-08-18 | Nikon Corp | Defect inspecting device |
| JP2002243651A (en) * | 2001-02-13 | 2002-08-28 | Matsushita Electric Ind Co Ltd | Method and system for detecting defect on surface of substrate |
| US7274445B1 (en) * | 2005-03-11 | 2007-09-25 | Kla-Tencor Technologies Corporation | Confocal scatterometer and method for single-sided detection of particles and defects on a transparent wafer or disk |
| KR20090091218A (en) * | 2006-12-13 | 2009-08-26 | 가부시키가이샤 니콘 | Measurement device and measurement method |
| JP5007979B2 (en) * | 2008-05-22 | 2012-08-22 | 独立行政法人産業技術総合研究所 | Defect inspection method and defect inspection apparatus |
-
2017
- 2017-03-03 JP JP2017040821A patent/JP6984860B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018146356A (en) | 2018-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5007979B2 (en) | Defect inspection method and defect inspection apparatus | |
| CN106030292B (en) | Apparatus and method for combined bright field, dark field and photothermal inspection | |
| JP4001862B2 (en) | System and method for a wafer inspection system using multiple angle and multiple wavelength illumination | |
| TWI589861B (en) | System and method for detecting cracks in a wafer | |
| JP5355922B2 (en) | Defect inspection equipment | |
| US10161883B2 (en) | Wafer inspection method and wafer inspection apparatus | |
| JP7134096B2 (en) | Substrate inspection method, device and system | |
| JP4631002B2 (en) | Method for detecting defects and apparatus therefor | |
| US8520208B1 (en) | Segmented polarizer for optimizing performance of a surface inspection system | |
| TWI440844B (en) | Inspection system for inspecting the surface defects of the specimen and the method thereof | |
| US8670116B2 (en) | Method and device for inspecting for defects | |
| JP2007511739A5 (en) | ||
| US7773212B1 (en) | Contemporaneous surface and edge inspection | |
| US10732130B2 (en) | Embedded particle depth binning based on multiple scattering signals | |
| JP2015521286A (en) | PCB inspection | |
| US20150069247A1 (en) | Method and system for real time inspection of a silicon wafer | |
| US9633913B2 (en) | Method of evaluating epitaxial wafer | |
| JP2999712B2 (en) | Edge defect inspection method and apparatus | |
| JP6984860B2 (en) | Defect inspection methods and defect inspection equipment | |
| JP5066318B2 (en) | Apparatus and method for detecting killer particles during chemical mechanical polishing | |
| JP2023551972A (en) | Determining the type and density of dislocations in semiconductor materials using cathodoluminescence measurements | |
| TWI846338B (en) | Method and system for detecting the depth of a damaged layer on a silicon wafer surface | |
| JP6618354B2 (en) | Defect inspection method and defect inspection apparatus | |
| JP5556349B2 (en) | Defect inspection apparatus for transparent substrate and defect inspection method for transparent substrate | |
| CN210894016U (en) | Laser polarization device for detecting and distinguishing smooth surface particles and sub-surface particles |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190821 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200714 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200721 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20200914 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201113 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210511 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210707 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211117 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6984860 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |