JP6981302B2 - 蒸着マスク用基材、蒸着マスク用基材の製造方法、蒸着マスクの製造方法、および、表示装置の製造方法 - Google Patents
蒸着マスク用基材、蒸着マスク用基材の製造方法、蒸着マスクの製造方法、および、表示装置の製造方法 Download PDFInfo
- Publication number
- JP6981302B2 JP6981302B2 JP2018032499A JP2018032499A JP6981302B2 JP 6981302 B2 JP6981302 B2 JP 6981302B2 JP 2018032499 A JP2018032499 A JP 2018032499A JP 2018032499 A JP2018032499 A JP 2018032499A JP 6981302 B2 JP6981302 B2 JP 6981302B2
- Authority
- JP
- Japan
- Prior art keywords
- mask
- vapor deposition
- deposition mask
- width direction
- metal plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007740 vapor deposition Methods 0.000 title claims description 228
- 239000000463 material Substances 0.000 title claims description 210
- 238000000034 method Methods 0.000 title claims description 80
- 238000004519 manufacturing process Methods 0.000 title claims description 77
- 229910052751 metal Inorganic materials 0.000 claims description 68
- 239000002184 metal Substances 0.000 claims description 68
- 238000005096 rolling process Methods 0.000 claims description 58
- 239000000758 substrate Substances 0.000 claims description 53
- 238000005530 etching Methods 0.000 claims description 51
- 238000000427 thin-film deposition Methods 0.000 claims description 35
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical group [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 18
- 239000010953 base metal Substances 0.000 claims description 17
- 238000005304 joining Methods 0.000 claims description 13
- 229910052759 nickel Inorganic materials 0.000 claims description 8
- 229910001030 Iron–nickel alloy Inorganic materials 0.000 claims description 5
- 238000005259 measurement Methods 0.000 description 171
- 239000000243 solution Substances 0.000 description 39
- 239000007788 liquid Substances 0.000 description 38
- 230000000052 comparative effect Effects 0.000 description 35
- 238000009826 distribution Methods 0.000 description 33
- 230000008569 process Effects 0.000 description 26
- 238000005868 electrolysis reaction Methods 0.000 description 22
- 239000002994 raw material Substances 0.000 description 19
- 238000004140 cleaning Methods 0.000 description 17
- 238000005498 polishing Methods 0.000 description 17
- 239000000126 substance Substances 0.000 description 16
- 239000010410 layer Substances 0.000 description 15
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 12
- 238000000137 annealing Methods 0.000 description 12
- 239000010408 film Substances 0.000 description 12
- 238000012545 processing Methods 0.000 description 9
- 238000003466 welding Methods 0.000 description 9
- VLTRZXGMWDSKGL-UHFFFAOYSA-N perchloric acid Chemical compound OCl(=O)(=O)=O VLTRZXGMWDSKGL-UHFFFAOYSA-N 0.000 description 8
- 239000011241 protective layer Substances 0.000 description 8
- 230000002378 acidificating effect Effects 0.000 description 7
- 238000003825 pressing Methods 0.000 description 7
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 6
- 238000000151 deposition Methods 0.000 description 6
- 230000008021 deposition Effects 0.000 description 6
- 229910052742 iron Inorganic materials 0.000 description 6
- 238000005192 partition Methods 0.000 description 6
- 239000010409 thin film Substances 0.000 description 6
- 238000012546 transfer Methods 0.000 description 6
- 229910001374 Invar Inorganic materials 0.000 description 5
- 229910021578 Iron(III) chloride Inorganic materials 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 5
- RBTARNINKXHZNM-UHFFFAOYSA-K iron trichloride Chemical compound Cl[Fe](Cl)Cl RBTARNINKXHZNM-UHFFFAOYSA-K 0.000 description 5
- 230000037303 wrinkles Effects 0.000 description 5
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- 230000000149 penetrating effect Effects 0.000 description 4
- 238000001039 wet etching Methods 0.000 description 4
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 3
- 239000013256 coordination polymer Substances 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 230000000873 masking effect Effects 0.000 description 3
- 229910044991 metal oxide Inorganic materials 0.000 description 3
- 150000004706 metal oxides Chemical class 0.000 description 3
- 239000011148 porous material Substances 0.000 description 3
- 238000000638 solvent extraction Methods 0.000 description 3
- 239000007921 spray Substances 0.000 description 3
- 101710108306 Bifunctional dihydroflavonol 4-reductase/flavanone 4-reductase Proteins 0.000 description 2
- 101710170824 Dihydroflavonol 4-reductase Proteins 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 2
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 2
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 150000002500 ions Chemical class 0.000 description 2
- -1 iron ion Chemical class 0.000 description 2
- 229910052749 magnesium Inorganic materials 0.000 description 2
- 239000011777 magnesium Substances 0.000 description 2
- 239000000395 magnesium oxide Substances 0.000 description 2
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 2
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 2
- BDAGIHXWWSANSR-UHFFFAOYSA-N methanoic acid Natural products OC=O BDAGIHXWWSANSR-UHFFFAOYSA-N 0.000 description 2
- 239000011259 mixed solution Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229910001453 nickel ion Inorganic materials 0.000 description 2
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 2
- 239000006174 pH buffer Substances 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- BJEPYKJPYRNKOW-REOHCLBHSA-N (S)-malic acid Chemical compound OC(=O)[C@@H](O)CC(O)=O BJEPYKJPYRNKOW-REOHCLBHSA-N 0.000 description 1
- OSWFIVFLDKOXQC-UHFFFAOYSA-N 4-(3-methoxyphenyl)aniline Chemical compound COC1=CC=CC(C=2C=CC(N)=CC=2)=C1 OSWFIVFLDKOXQC-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229910021585 Nickel(II) bromide Inorganic materials 0.000 description 1
- 229910021586 Nickel(II) chloride Inorganic materials 0.000 description 1
- 240000007594 Oryza sativa Species 0.000 description 1
- 235000007164 Oryza sativa Nutrition 0.000 description 1
- 239000003929 acidic solution Substances 0.000 description 1
- BJEPYKJPYRNKOW-UHFFFAOYSA-N alpha-hydroxysuccinic acid Natural products OC(=O)C(O)CC(O)=O BJEPYKJPYRNKOW-UHFFFAOYSA-N 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- KGBXLFKZBHKPEV-UHFFFAOYSA-N boric acid Chemical compound OB(O)O KGBXLFKZBHKPEV-UHFFFAOYSA-N 0.000 description 1
- 239000004327 boric acid Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 239000008139 complexing agent Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 239000008151 electrolyte solution Substances 0.000 description 1
- 229960002089 ferrous chloride Drugs 0.000 description 1
- 210000002532 foramen magnum Anatomy 0.000 description 1
- 235000019253 formic acid Nutrition 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- NMCUIPGRVMDVDB-UHFFFAOYSA-L iron dichloride Chemical compound Cl[Fe]Cl NMCUIPGRVMDVDB-UHFFFAOYSA-L 0.000 description 1
- SURQXAFEQWPFPV-UHFFFAOYSA-L iron(2+) sulfate heptahydrate Chemical compound O.O.O.O.O.O.O.[Fe+2].[O-]S([O-])(=O)=O SURQXAFEQWPFPV-UHFFFAOYSA-L 0.000 description 1
- SQZYOZWYVFYNFV-UHFFFAOYSA-L iron(2+);disulfamate Chemical compound [Fe+2].NS([O-])(=O)=O.NS([O-])(=O)=O SQZYOZWYVFYNFV-UHFFFAOYSA-L 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 239000001630 malic acid Substances 0.000 description 1
- 235000011090 malic acid Nutrition 0.000 description 1
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 1
- QMMRZOWCJAIUJA-UHFFFAOYSA-L nickel dichloride Chemical compound Cl[Ni]Cl QMMRZOWCJAIUJA-UHFFFAOYSA-L 0.000 description 1
- LGQLOGILCSXPEA-UHFFFAOYSA-L nickel sulfate Chemical compound [Ni+2].[O-]S([O-])(=O)=O LGQLOGILCSXPEA-UHFFFAOYSA-L 0.000 description 1
- IPLJNQFXJUCRNH-UHFFFAOYSA-L nickel(2+);dibromide Chemical compound [Ni+2].[Br-].[Br-] IPLJNQFXJUCRNH-UHFFFAOYSA-L 0.000 description 1
- KERTUBUCQCSNJU-UHFFFAOYSA-L nickel(2+);disulfamate Chemical compound [Ni+2].NS([O-])(=O)=O.NS([O-])(=O)=O KERTUBUCQCSNJU-UHFFFAOYSA-L 0.000 description 1
- 229910000008 nickel(II) carbonate Inorganic materials 0.000 description 1
- 229910000363 nickel(II) sulfate Inorganic materials 0.000 description 1
- ZULUUIKRFGGGTL-UHFFFAOYSA-L nickel(ii) carbonate Chemical compound [Ni+2].[O-]C([O-])=O ZULUUIKRFGGGTL-UHFFFAOYSA-L 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000003002 pH adjusting agent Substances 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 235000009566 rice Nutrition 0.000 description 1
- CVHZOJJKTDOEJC-UHFFFAOYSA-N saccharin Chemical compound C1=CC=C2C(=O)NS(=O)(=O)C2=C1 CVHZOJJKTDOEJC-UHFFFAOYSA-N 0.000 description 1
- 229910000029 sodium carbonate Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
Images






































Landscapes
- Physical Vapour Deposition (AREA)
Description
図1が示すように、蒸着マスク用基材1は、帯状を有した金属板である。蒸着マスク用基材1は、長さ方向である長さ方向DLの各位置で、幅方向DWに繰り返される波を有した波形状を有する。蒸着マスク用基材1の長さ方向DLでの各位置は、相互に異なる波形状を有する。相互に異なる波形状では、波形状に含まれる波(凹凸)の数、波の長さ、波の高さなどが相互に異なる。なお、図1では、蒸着マスク用基材1が有する形状を説明するために、実際よりも波形状を誇張して示す。蒸着マスク用基材1の有する厚みは、10μm以上50μm以下である。蒸着マスク用基材1の有する厚みの均一性は、例えば、厚みの平均値に対する、厚みの最大値と厚みの最小値との差分の比率が、5%以下である。
蒸着マスク用基材1が水平面に載置された状態において、水平面に対する蒸着マスク用基材1の表面の位置(高さ)が表面位置である。
図2が示すように、表面位置の計測では、まず、圧延された、もしくは電解で作製された金属板の幅方向DWでの寸法が幅Wとなるように、金属板が切断されて、帯状を有した金属板である蒸着マスク用基材1がロール状に巻き回される。次いで、蒸着マスク用基材1が幅方向DWの全体(全幅)において切断されるスリット工程が実施されて、蒸着マスク用基材1の長さ方向DLにおける一部分として、測定用基材2Mが切り出される。測定用基材2Mの幅方向DWでの幅Wは、蒸着マスク用基材1の幅方向DWでの寸法と等しい。次いで、測定用基材2Mの表面2Sについて、長さ方向DLの所定の間隔ごとに、幅方向DWの各位置での表面位置が計測される。表面位置が計測される範囲は、計測範囲ZLである。
伸び差率=(La−Lm)/Lm ・・・ (式1)
[条件1]幅方向DWでの伸び差率の最大値が2×10−5以下である。
[条件2]幅方向DWでの伸び差率の単位長さでの平均値が0.5×10−5以下である。
[条件3]単位長さあたりのピークの個数が3個以下である。
[条件4]単位長さあたりのピークの間隔が100mm以上である。
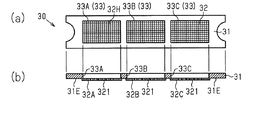
図5は、蒸着マスク用基材1を用いて製造される蒸着マスクを備えるマスク装置の概略的な平面構造を示す。図6は、蒸着マスクが備えるマスク部の断面構造の一例を示し、図7は、蒸着マスクが備えるマスク部の断面構造の他の例を示す。なお、マスク装置が備える蒸着マスクの数量や、蒸着マスク30が備えるマスク部の数量は一例である。
図8は、マスク部32とフレーム部31との接合構造が有する断面構造の一例を示す。図9は、マスク部32とフレーム部31との接合構造が有する断面構造の他の例を示す。
図10は、蒸着マスク30が備える孔32Hの数量と、マスク部32が備える孔32Hの数量との関係の一例を示す。また、図11は、蒸着マスク30が備える孔32Hの数量と、マスク部32が備える孔32Hの数量との関係の他の例を示す。
次に、蒸着マスク用基材の製造方法について説明する。なお、蒸着マスク用基材の製造方法では、圧延を用いる形態と、電解を用いる形態とを別々に例示する。まず、圧延を用いる形態を説明し、次いで、電解を用いる形態を説明する。図12および図13は、圧延を用いる例を示す。
図7に示したマスク部32を製造するための工程について図14から図19を参照して説明する。なお、図6で説明したマスク部32を製造するための工程は、図7で説明したマスク部32を製造するための工程にて、小孔32SHを貫通孔として、大孔32LHを形成するための工程を割愛した工程と同様であるため、その重複する説明を割愛する。
蒸着マスクの製造方法の各例を説明する。なお、図20を参照して、ウェットエッチングによって孔を形成する方法での例(第1製造方法)を説明する。また、図21を参照して、電解によって孔を形成する方法での例(第2製造方法)を説明する。また、図22を参照して、電解によって孔を形成する方法での他の例(第3製造方法)を説明する。
なお、図6で説明したマスク部32を備える蒸着マスクを製造する方法と、図7で説明したマスク部32を備える蒸着マスクを製造する方法とは、基材32Kに対して行われるエッチングの形態が異なるが、それ以外の工程はほぼ同様である。以下では、図6で説明したマスク部32を備える蒸着マスクの製造方法を主に説明し、図7で説明したマスク部32を備える蒸着マスクの製造方法に関しては、その重複した説明を省略する。
図8および図9で説明した蒸着マスクは、上記第1製造方法の他に、図21(a)〜(e)で示す他の例によって製造することも可能である。
図21(a)〜(e)が示す例のように、まず、電解に用いられる電極EPの表面である電極表面EPSに、レジスト層PRを形成する(図21(a)参照)。次いで、レジスト層PRに対する露光および現像を行うことによって、電極表面EPSにレジストマスクRMを形成する(図21(b)参照)。レジストマスクRMは、電極表面EPSと直交する断面において逆錐台状を有し、電極表面EPSからの距離が大きいほど、電極表面EPSに沿った断面での面積が大きい形状を有する。次に、レジストマスクRMを有した電極表面EPSを用いる電解を行い、電極表面EPSのなかでレジストマスクRM以外の領域に、マスク部32を形成する(図21(c)参照)。
図8および図9で説明した蒸着マスクは、上記第1製造方法の他に、図22(a)〜(e)で示す他の例によって製造することも可能である。
図22(a)〜(f)が示す例のように、まず、電解に用いられる電極表面EPSにレジスト層PRを形成する(図22(a)参照)。次いで、レジスト層PRに対する露光および現像を行うことによって、電極表面EPSにレジストマスクRMを形成する(図22(b)参照)。レジストマスクRMは、電極表面EPSと直交する断面において錐台状を有し、電極表面EPSからの距離が大きいほど、電極表面EPSに沿った断面での面積が小さい形状を有する。次に、レジストマスクRMを有した電極表面EPSを用いる電解を行い、電極表面EPSのなかでレジストマスクRM以外の領域に、マスク部32を形成する(図22(c)参照)。
図23から図39を参照して各実施例を説明する。
[実施例1]
まず、インバーを材料とする母材1aに圧延工程を施して金属板を形成し、次いで、幅方向DWに所望の大きさが得られるように、金属板を切断するスリット工程を行い、圧延資材1bを形成した。続いて、圧延資材1bにアニール工程を施して、幅方向DWの長さが500mmであり、かつ、厚さが20μmである実施例1の蒸着マスク用基材1を得た。
測定装置:株式会社ニコン製 CNC画像測定システム VMR−6555
計測範囲ZLの長さ方向DLの長さ :500mm(単位長さ)
非計測範囲ZEの長さ方向DLの長さ :100mm
長さ方向DLの測定間隔 :1mm,20mm
幅方向DWの測定間隔 :20mm,1mm
幅方向の測定は、スリット工程による新たな波形状を除外するため、幅方向DWの両端から10mmを除き、幅方向DWにおいて480mmの範囲で実施した。
圧延ローラー51,52の回転速度と押圧力とを実施例1から変更し、その他の条件を実施例1の条件と同様に設定することによって、幅方向DWの長さが500mmであり、かつ、厚さが20μmである実施例2の蒸着マスク用基材1を得た。次いで、実施例1と同様に、実施例2の蒸着マスク用基材1から測定用基材2Mを切り出し、切り出された測定用基材2Mの幅方向DWでの伸び差率を、計測範囲ZLの全体にわたり測定した。
圧延ローラー51,52の間での押圧力を実施例1から変更し、その他の条件を実施例1の条件と同様に設定することによって、幅方向DWの長さが500mmであり、かつ、厚さが50μmである実施例3の蒸着マスク用基材1を得た。次いで、実施例1と同様に、実施例3の蒸着マスク用基材1から測定用基材2Mを切り出し、切り出された測定用基材2Mの幅方向DWでの伸び差率を、計測範囲ZLの全体にわたり測定した。
圧延ローラー51,52の数量を実施例1から変更し、その他の条件を実施例1の条件と同様に設定することによって、幅方向DWの長さが500mmであり、かつ、厚さが20μmである実施例4の蒸着マスク用基材1を得た。次いで、実施例1と同様に、実施例4の蒸着マスク用基材1から測定用基材2Mを切り出し、切り出された測定用基材2Mの幅方向DWでの伸び差率を、計測範囲ZLの全体にわたり測定した。
圧延ローラー51,52の数量および温度を実施例1、および、実施例4から変更し、その他の条件を実施例1の条件と同様に設定することによって、幅方向DWの長さが500mmであり、かつ、厚さが20μmである比較例1の蒸着マスク用基材1を得た。次いで、実施例1と同様に、比較例1の蒸着マスク用基材1から測定用基材2Mを切り出し、切り出された測定用基材2Mの幅方向DWでの伸び差率を、計測範囲ZLの全体にわたり測定した。
圧延ローラー51,52の数量および押圧力を実施例1、および、実施例3から変更し、その他の条件を実施例1の条件と同様に設定することによって、幅方向DWの長さが500mmであり、かつ、厚さが20μmである比較例2の蒸着マスク用基材1を得た。次いで、実施例1と同様に、比較例2の蒸着マスク用基材1から測定用基材2Mを切り出し、切り出された測定用基材2Mの幅方向DWでの伸び差率を、計測範囲ZLの全体にわたり測定した。
圧延ローラー51,52の数量および押圧力を実施例1から変更し、その他の条件を実施例1の条件と同様に設定することによって、幅方向DWの長さが500mmであり、かつ、厚さが20μmである比較例3の蒸着マスク用基材1を得た。次いで、実施例1と同様に、比較例3の蒸着マスク用基材1から測定用基材2Mを切り出し、切り出された測定用基材2Mの幅方向DWでの伸び差率を、計測範囲ZLの全体にわたり測定した。

各実施例1〜4、および、各比較例1〜3の蒸着マスク用基材1を用い、蒸着マスク用基材1の第1面1Saに、厚さが10μmの第1DFR2を貼り着けた。次いで、第1DFR2に露光マスクを接触させて露光する露光工程、次いで現像工程を施し、30μmの直径を有した複数の貫通孔2aを、第1DFR2に格子状に形成した。続いて、第1DFR2をマスクとするエッチングを第1面1Saに施して、格子状に位置する複数の孔32Hを蒸着マスク用基材1に形成した。そして、蒸着マスク用基材1の幅方向DWでの開口径を各孔32Hについて計測した。各孔32Hの幅方向DWでの開口径のばらつきを表1に示す。なお、表1では、各孔32Hが有する開口径のなかで、開口径の最大値と開口径の最小値との差が2.0μm以下である水準に○印を記載し、開口径の最大値と開口径の最小値との差が2.0μmよりも大きい水準に×印を記載した。
(1)マスク部32が備える孔の形状や孔の大きさに関わる精度を高めること、ひいては、蒸着によって形成されるパターンの精度を高めることが可能となる。なお、レジストを露光する方法は、レジストに露光マスクを接触させる方法に限らず、レジストに露光マスクを接触させない露光であってもよい。レジストに露光マスクを接触させる方法であれば、露光マスクの表面に蒸着マスク用基材が押し付けられるため、蒸着マスク用基材が備える波形状に起因した露光精度の低下を抑えられる。いずれの露光方法であっても、液体で表面を加工する工程での精度は高められ、ひいては、蒸着によって形成されるパターンの精度を高めることが可能となる。
[蒸着マスク用基材の製造方法]
・圧延工程では、複数の対の圧延ローラーを備えた圧延装置を用い、複数の対の圧延ローラーによって母材1aを圧延することも可能である。複数の対の圧延ローラーを用いる方法であれば、上記条件1〜4を満たすための制御パラメータに関して、自由度を高めることが可能ともなる。
・圧延工程とアニール工程とを複数回にわたり交互に繰り返すことによって、蒸着マスク用基材1を製造することも可能である。
Claims (8)
- 複数の孔がエッチングによって形成されて蒸着マスクの製造に用いられる、帯状を有した金属板である蒸着マスク用基材であって、
前記金属板を構成する材料は、ニッケル、もしくは、鉄ニッケル合金であり、
前記金属板が有する厚みは、10μm以上50μm以下であり、
前記金属板の長さ方向での各位置における前記金属板の幅方向に沿った形状は、相互に異なっており、各形状は、前記金属板の幅方向に繰り返す凹凸を有した波形状であり、
前記金属板の表面での幅方向の長さが表面距離であり、
前記金属板の長さ方向の各位置での表面距離のなかの最小値が最小表面距離であり、
前記最小表面距離に対する、前記金属板の長さ方向の各位置での表面距離と前記最小表面距離との差分の比率が幅方向での伸び差率であり、
前記幅方向での伸び差率の最大値が2×10−5以下である
蒸着マスク用基材。 - 前記長さ方向における単位長さが500mmであり、
前記幅方向での伸び差率の単位長さでの平均値が0.5×10−5以下である
請求項1に記載の蒸着マスク用基材。 - 前記長さ方向における単位長さが500mmであり、
0.5×10−5以上の前記伸び差率を有したピークの個数が単位長さあたりに3個以下である
請求項1または2に記載の蒸着マスク用基材。 - 前記長さ方向における単位長さが500mmであり、
0.5×10−5以上の前記伸び差率を有したピークの間隔が単位長さあたりにおいて100mm以上である
請求項1から3のいずれか一項に記載の蒸着マスク用基材。 - 複数の孔がエッチングによって形成されて蒸着マスクの製造に用いられる、帯状を有した金属板である蒸着マスク用基材の製造方法であって、
母材を圧延して前記金属板を得ることを含み、
前記金属板を構成する材料は、ニッケル、もしくは、鉄ニッケル合金であり、
前記金属板が有する厚みは、10μm以上50μm以下であり、
前記金属板の長さ方向での各位置における前記金属板の幅方向に沿った形状は、相互に異なっており、各形状は、前記金属板の幅方向に繰り返す凹凸を有した波形状であり、
前記金属板の長さ方向の各位置での表面距離のなかの最小値が最小表面距離であり、
前記最小表面距離に対する、前記金属板の長さ方向の各位置での表面距離と前記最小表面距離との差分の比率が幅方向での伸び差率であり、
前記幅方向での伸び差率の最大値が2×10−5以下であるように、前記母材を圧延する
蒸着マスク用基材の製造方法。 - 帯状を有した金属板にレジスト層を形成することと、
前記レジスト層をマスクとしたエッチングによって前記金属板に複数の孔を形成してマスク部を形成することと、を含む蒸着マスクの製造方法であって、
前記金属板を構成する材料は、ニッケル、もしくは、鉄ニッケル合金であり、
前記金属板が有する厚みは、10μm以上50μm以下であり、
前記金属板の長さ方向での各位置における前記金属板の幅方向に沿った形状は、相互に異なっており、各形状は、前記金属板の幅方向に繰り返す凹凸を有した波形状であり、
前記金属板の表面での幅方向の長さが表面距離であり、
前記金属板の長さ方向の各位置での表面距離のなかの最小値が最小表面距離であり、
前記最小表面距離に対する、前記金属板の長さ方向の各位置での表面距離と前記最小表面距離との差分の比率が幅方向での伸び差率であり、
前記幅方向での伸び差率の最大値が2×10−5以下である
蒸着マスクの製造方法。 - 前記マスク部を形成することは、単一の前記金属板に複数の前記マスク部を形成することであり、
前記各マスク部が、前記複数の孔を有した1つの側面を別々に備え、
前記各マスク部の側面と、1体のフレーム部とを、前記複数の孔を前記マスク部ごとに前記1体のフレーム部が囲うように、相互に接合することをさらに含む
請求項6に記載の蒸着マスクの製造方法。 - 請求項6または7に記載の蒸着マスクの製造方法による蒸着マスクを準備することと、
前記蒸着マスクを用いた蒸着によってパターンを形成することとを含む
表示装置の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018032499A JP6981302B2 (ja) | 2017-10-13 | 2018-02-26 | 蒸着マスク用基材、蒸着マスク用基材の製造方法、蒸着マスクの製造方法、および、表示装置の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017199920A JP6299921B1 (ja) | 2017-10-13 | 2017-10-13 | 蒸着マスク用基材、蒸着マスク用基材の製造方法、蒸着マスクの製造方法、および、表示装置の製造方法 |
| JP2018032499A JP6981302B2 (ja) | 2017-10-13 | 2018-02-26 | 蒸着マスク用基材、蒸着マスク用基材の製造方法、蒸着マスクの製造方法、および、表示装置の製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017199920A Division JP6299921B1 (ja) | 2017-10-13 | 2017-10-13 | 蒸着マスク用基材、蒸着マスク用基材の製造方法、蒸着マスクの製造方法、および、表示装置の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2019073791A JP2019073791A (ja) | 2019-05-16 |
| JP2019073791A5 JP2019073791A5 (ja) | 2020-11-19 |
| JP6981302B2 true JP6981302B2 (ja) | 2021-12-15 |
Family
ID=79190958
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018032499A Active JP6981302B2 (ja) | 2017-10-13 | 2018-02-26 | 蒸着マスク用基材、蒸着マスク用基材の製造方法、蒸着マスクの製造方法、および、表示装置の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6981302B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102637521B1 (ko) * | 2021-06-25 | 2024-02-19 | 주식회사 오럼머티리얼 | 마스크의 제조 방법 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5382259B1 (ja) * | 2013-01-10 | 2014-01-08 | 大日本印刷株式会社 | 金属板、金属板の製造方法、および金属板を用いて蒸着マスクを製造する方法 |
| JP5455099B1 (ja) * | 2013-09-13 | 2014-03-26 | 大日本印刷株式会社 | 金属板、金属板の製造方法、および金属板を用いてマスクを製造する方法 |
| CN205974646U (zh) * | 2015-07-17 | 2017-02-22 | 凸版印刷株式会社 | 蒸镀用金属掩模 |
| TWI713899B (zh) * | 2016-04-14 | 2020-12-21 | 日商凸版印刷股份有限公司 | 蒸鍍遮罩用基材、蒸鍍遮罩用基材的製造方法、及蒸鍍遮罩的製造方法 |
-
2018
- 2018-02-26 JP JP2018032499A patent/JP6981302B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019073791A (ja) | 2019-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6939431B2 (ja) | 蒸着マスク用基材、蒸着マスク用基材の製造方法、および、蒸着マスクの製造方法 | |
| JP6299921B1 (ja) | 蒸着マスク用基材、蒸着マスク用基材の製造方法、蒸着マスクの製造方法、および、表示装置の製造方法 | |
| JP6299922B1 (ja) | 蒸着マスク用基材、蒸着マスク用基材の製造方法、蒸着マスクの製造方法、および、表示装置の製造方法 | |
| JP6319505B1 (ja) | 蒸着マスク用基材、蒸着マスク用基材の製造方法、蒸着マスクの製造方法および表示装置の製造方法 | |
| JP6988565B2 (ja) | 蒸着マスク用基材、蒸着マスク用基材の製造方法、蒸着マスクの製造方法、および、表示装置の製造方法 | |
| JP6981302B2 (ja) | 蒸着マスク用基材、蒸着マスク用基材の製造方法、蒸着マスクの製造方法、および、表示装置の製造方法 | |
| JP6984529B2 (ja) | 蒸着マスク用基材、蒸着マスク用基材の製造方法、蒸着マスクの製造方法および表示装置の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201012 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201012 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211019 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211101 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6981302 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R157 | Certificate of patent or utility model (correction) |
Free format text: JAPANESE INTERMEDIATE CODE: R157 |