JP6855833B2 - Manufacturing method of Sn-plated steel sheet and Sn-plated steel sheet - Google Patents
Manufacturing method of Sn-plated steel sheet and Sn-plated steel sheet Download PDFInfo
- Publication number
- JP6855833B2 JP6855833B2 JP2017031376A JP2017031376A JP6855833B2 JP 6855833 B2 JP6855833 B2 JP 6855833B2 JP 2017031376 A JP2017031376 A JP 2017031376A JP 2017031376 A JP2017031376 A JP 2017031376A JP 6855833 B2 JP6855833 B2 JP 6855833B2
- Authority
- JP
- Japan
- Prior art keywords
- steel sheet
- plated steel
- less
- zirconium oxide
- amount
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Landscapes
- Other Surface Treatments For Metallic Materials (AREA)
Description
本発明は、Snめっき鋼板及びSnめっき鋼板の製造方法に関する。 The present invention relates to a Sn-plated steel sheet and a method for manufacturing a Sn-plated steel sheet.
錫(Sn)めっき鋼板は、「ブリキ」としてよく知られており、飲料缶や食缶などの缶用途その他に、広く用いられている。これは、Snが人体に安全であり、かつ、美麗な金属であることによる。このSnめっき鋼板は、主に電気めっき法によって製造される。これは、比較的高価な金属であるSnの使用量を必要最小限の量に制御するには、溶融めっき法よりも電気めっき法が有利であることによる。Snめっき鋼板は、めっき後、又は、めっき後の加熱溶融処理により美麗な金属光沢が付与された後に、6価クロム酸塩の溶液を用いた電解処理や浸漬処理などのクロメート処理によって、Snめっき上にクロメート皮膜が施されることが多い。このクロメート皮膜の効果は、内容物中のSとSnやFeが反応することにより黒色の硫化物を生成する硫化黒変の防止や、Snめっき表面の酸化を抑えることによる外観の黄変の防止や、塗装されて使用される場合における錫酸化物の凝集破壊による塗膜密着性の劣化の防止などである。 Tin (Sn) plated steel sheets are well known as "tinplates" and are widely used for cans such as beverage cans and food cans. This is because Sn is a beautiful metal that is safe for the human body. This Sn-plated steel sheet is mainly manufactured by an electroplating method. This is because the electroplating method is more advantageous than the hot-dip plating method in order to control the amount of Sn, which is a relatively expensive metal, to the minimum necessary amount. The Sn-plated steel plate is Sn-plated by a chromate treatment such as an electrolytic treatment or a dipping treatment using a hexavalent chromium salt solution after plating or heat-melting treatment after plating to give a beautiful metallic luster. A chromate film is often applied on top. The effect of this chromate film is to prevent blackening of sulfide that produces black sulfide by the reaction of S in the contents with Sn and Fe, and to prevent yellowing of the appearance by suppressing oxidation of the Sn plating surface. In addition, it is possible to prevent deterioration of coating adhesion due to cohesive destruction of tin oxide when it is painted and used.
一方、近年、環境や安全に対する意識の高まりから、最終製品に6価クロムが含まれないのみならず、クロメート処理自体を行わないことが求められている。しかしながら、クロメート皮膜がないSnめっき鋼板は、上述の如く、耐硫化黒変性が低下したり、錫酸化物の成長により外観が黄変したり塗膜密着性が低下したりする。 On the other hand, in recent years, due to increasing awareness of the environment and safety, it is required that the final product does not contain hexavalent chromium and that the chromate treatment itself is not performed. However, as described above, the Sn-plated steel sheet without a chromate film has a reduced blackening resistance to sulfurization, a yellowing of the appearance due to the growth of tin oxide, and a reduced adhesion to the coating film.
このため、クロメート皮膜に替わる皮膜処理をしたSnめっき鋼板が、いくつか提案されている。 Therefore, some Sn-plated steel sheets that have been subjected to a film treatment instead of the chromate film have been proposed.
例えば、以下の特許文献1では、リン酸イオンとシランカップリング剤とを含有する溶液を用いた処理によって、PとSiを含む皮膜を生成させたSnめっき鋼板が提案されており、以下の特許文献2では、リン酸アルミニウムを含む溶液を用いた処理によって、Al及びPと、Ni、Co、Cuの少なくとも1種と、シランカップリング剤との反応物を含む皮膜を生成させたSnめっき鋼板が提案されている。また、以下の特許文献3では、Snめっき上にZnめっきをした後にZn単独めっき層が消失するまで加熱処理を施す、クロメート皮膜を有さないSnめっき鋼板の製造方法が提案されている。更に、以下の特許文献4及び特許文献5では、ジルコニウム、リン酸、フェノール樹脂等を含む化成処理皮膜を有する容器用鋼板が提案されている。 For example, Patent Document 1 below proposes a Sn-plated steel plate in which a film containing P and Si is formed by a treatment using a solution containing a phosphate ion and a silane coupling agent. In Document 2, a Sn-plated steel plate in which a film containing a reaction product of Al and P, at least one of Ni, Co, and Cu and a silane coupling agent is formed by a treatment using a solution containing aluminum phosphate is formed. Has been proposed. Further, Patent Document 3 below proposes a method for producing a Sn-plated steel sheet having no chromate film, in which Zn plating is performed on Sn plating and then heat treatment is performed until the Zn single plating layer disappears. Further, the following Patent Documents 4 and 5 propose a steel sheet for a container having a chemical conversion treatment film containing zirconium, phosphoric acid, phenol resin and the like.
しかしながら、上記特許文献1〜特許文献5で提案されているSnめっき鋼板やその製造方法では、耐硫化黒変性が不十分で、経時による錫酸化物の成長も十分に抑制することができず、耐黄変性や塗膜密着性に劣るという問題があった。 However, the Sn-plated steel sheets and the manufacturing methods thereof proposed in Patent Documents 1 to 5 are insufficient in blackening resistance to sulfide, and the growth of tin oxide with time cannot be sufficiently suppressed. There was a problem that it was inferior in yellowing resistance and coating adhesion.
そこで、本発明は、上記問題に鑑みてなされたものであり、本発明の目的とするところは、従来のクロメート処理を行うことなく、耐硫化黒変性、耐黄変性、塗膜密着性により一層優れるSnめっき鋼板及びSnめっき鋼板の製造方法を提供することにある。 Therefore, the present invention has been made in view of the above problems, and an object of the present invention is to further improve by blackening resistance, yellowing resistance, and coating adhesion without performing conventional chromate treatment. It is an object of the present invention to provide an excellent Sn-plated steel sheet and a method for producing a Sn-plated steel sheet.
上記課題を解決するために、本発明者が鋭意検討した結果、Snめっき鋼板の表面に、特定のジルコニウム酸化物を含む層を生成させることで、クロメート処理を行わずに耐硫化黒変性、耐黄変性、塗膜密着性により一層優れるSnめっき鋼板を実現可能であることを見出した。 As a result of diligent studies by the present inventor in order to solve the above problems, by forming a layer containing a specific zirconium oxide on the surface of the Sn-plated steel sheet, sulfide blackening resistance and resistance to sulfide blackening and resistance to blackening without chromate treatment are performed. It has been found that a Sn-plated steel sheet having further excellent yellowing and coating adhesion can be realized.
上記知見に基づき完成された本発明の要旨は、以下の通りである。
(1)鋼板と、
前記鋼板の少なくとも片面上に位置するSnめっき層と、
前記Snめっき層上に位置し、ジルコニウム酸化物及び錫酸化物を含有する皮膜層と、
を有し、
前記皮膜層中における前記ジルコニウム酸化物の付着量が金属Zr量で0.2mg/m2以上50mg/m2以下であり、
前記皮膜層は、さらにXPS(X−ray Photoelectron Spectroscopy:X線光電子分光法)によるZr3d5/2の結合エネルギーのピーク位置が、182.5eV以上182.9eV以下であるジルコニウム酸化物を含む、Snめっき鋼板。
(2)前記錫酸化物の還元に要する電気量が1.0mC/cm2以上5.0mC/cm2以下である、(1)に記載のSnめっき鋼板。
(3)前記Snめっき層が、質量%で、Snを0.1g/m2以上15g/m2以下含有する、(1)又は(2)に記載のSnめっき鋼板。
(4)鋼板の少なくとも片面上にSnめっき層を有するSnめっき鋼板を、ジルコニウムイオンを含む溶液中への浸漬又はジルコニウムイオンを含む溶液中での陰極電解処理により、Snめっき層上にジルコニウム酸化物を生成させ、
当該Snめっき鋼板について電解質溶液中で陽極電解処理を実施し、
前記陽極電解処理の電気量が0.1C/dm2以上6.4C/dm2以下である、Snめっき鋼板の製造方法。
(5)pHが3以上14以下である前記電解質溶液中で、陽極電解処理を実施する、(4)に記載のSnめっき鋼板の製造方法。
The gist of the present invention completed based on the above findings is as follows.
(1) Steel plate and
The Sn plating layer located on at least one side of the steel sheet and
A film layer located on the Sn plating layer and containing a zirconium oxide and a tin oxide,
Have,
The amount of the zirconium oxide adhered to the film layer is 0.2 mg / m 2 or more and 50 mg / m 2 or less in terms of the amount of metal Zr.
The film layer is further Sn-plated containing a zirconium oxide having a Zr3d5 / 2 binding energy peak position of 182.5 eV or more and 182.9 eV or less by XPS (X-ray Photoelectron Spectroscopy). Steel plate .
(2 ) The Sn-plated steel sheet according to (1 ), wherein the amount of electricity required for reduction of the tin oxide is 1.0 mC / cm 2 or more and 5.0 mC / cm 2 or less.
( 3 ) The Sn-plated steel sheet according to (1) or (2) , wherein the Sn-plated layer contains 0.1 g / m 2 or more and 15 g / m 2 or less of Sn in mass%.
( 4 ) A Sn-plated steel plate having a Sn-plated layer on at least one side of the steel plate is immersed in a solution containing zirconium ions or subjected to a cathode electrolysis treatment in a solution containing zirconium ions to form a zirconium oxide on the Sn-plated layer. To generate
The Sn-plated steel sheet was subjected to anodic electrolysis treatment in an electrolyte solution.
Said electrical quantity of anodic electrolysis is 0.1 C / dm 2 or more 6.4C / dm 2 or less, the production method of the Sn plated steel sheet.
( 5 ) The method for producing a Sn-plated steel sheet according to (4), wherein the anodic electrolysis treatment is carried out in the electrolyte solution having a pH of 3 or more and 14 or less.
以上説明したように本発明によれば、従来のクロメート処理を行うことなく、耐硫化黒変性、耐黄変性、塗膜密着性により一層優れるSnめっき鋼板及びSnめっき鋼板の製造方法を提供することが可能となる。 As described above, according to the present invention, there is provided a method for producing a Sn-plated steel sheet and a Sn-plated steel sheet, which are more excellent in sulfide blackening resistance, yellowing resistance, and coating adhesion, without performing conventional chromate treatment. Is possible.
以下に、本発明の好適な実施の形態について詳細に説明する。 Hereinafter, preferred embodiments of the present invention will be described in detail.
以下で説明する本発明は、食缶、飲料缶などの缶用途その他に広く用いられるSnめっき鋼板と、かかるSnめっき鋼板の製造方法に関するものである。より詳細には、従来のクロメート処理を行うことなく、耐硫化黒変性、耐黄変性、塗膜密着性により一層優れるSnめっき鋼板及びSnめっき鋼板の製造方法に関するものである。 The present invention described below relates to a Sn-plated steel sheet widely used for cans such as food cans and beverage cans, and a method for producing such a Sn-plated steel sheet. More specifically, the present invention relates to a method for producing a Sn-plated steel sheet and a Sn-plated steel sheet, which are more excellent in sulfurization-resistant blackening resistance, yellowing resistance, and coating adhesion without performing conventional chromate treatment.
<1. Snめっき鋼板>
本実施形態に係るSnめっき鋼板は、鋼板の少なくとも片方の表面にSnめっき層の生成されたSnめっき鋼板の表面に、所定量のジルコニウム酸化物を含有する皮膜層を有する。
<1. Sn plated steel sheet>
The Sn-plated steel sheet according to the present embodiment has a coating layer containing a predetermined amount of zirconium oxide on the surface of the Sn-plated steel sheet in which the Sn-plated layer is formed on at least one surface of the steel sheet.
より詳細には、本実施形態に係るSnめっき鋼板は、鋼板の少なくとも片面上に位置するSnめっき層と、Snめっき層上に位置するジルコニウム酸化物を含有する皮膜層を有している。本実施形態に係るSnめっき鋼板において、かかる皮膜層におけるジルコニウム酸化物の付着量が金属Zr量で0.2mg/m2以上50mg/m2以下であり、さらにXPS(X−ray Photoelectron Spectroscopy:X線光電子分光法)によるZr3d5/2の結合エネルギーのピーク位置が、182.5eV以上182.9eV以下であるジルコニウム酸化物を含む。 More specifically, the Sn-plated steel sheet according to the present embodiment has a Sn-plated layer located on at least one side of the steel sheet and a film layer containing a zirconium oxide located on the Sn-plated layer. In the Sn-plated steel plate according to the present embodiment, the amount of zirconium oxide adhered to the film layer is 0.2 mg / m 2 or more and 50 mg / m 2 or less in terms of the amount of metal Zr, and XPS (X-ray Photoelectron Spectroscopy: X). It contains a zirconium oxide having a peak position of the binding energy of Zr3d5 / 2 (X-ray photoelectron spectroscopy) of 182.5 eV or more and 182.9 eV or less.
(1.1 鋼板)
本実施形態に係るSnめっき鋼板に母材として用いられる鋼板は、特に規定されるものではなく、一般的な容器用のSnめっき鋼板に用いられている鋼板であれば、任意のものを使用可能であり、例えば、低炭素鋼や極低炭素鋼などが挙げられる。
(1.1 Steel plate)
The steel sheet used as the base material for the Sn-plated steel sheet according to the present embodiment is not particularly specified, and any steel sheet used for the Sn-plated steel sheet for general containers can be used. For example, low carbon steel and ultra-low carbon steel can be mentioned.
(1.2 Snめっき層)
上記のような鋼板の少なくとも片面には、Snめっきが施されて、Snめっき層が生成される。かかるSnめっきによって、鋼板の耐食性は向上する。なお、本明細書における「Snめっき」とは、金属Snによるめっきだけでなく、金属Snに不純物が混入したものや、金属Snに微量元素を添加したものも含む。
(1.2 Sn plating layer)
Sn plating is applied to at least one surface of the steel sheet as described above to form a Sn plating layer. The corrosion resistance of the steel sheet is improved by such Sn plating. The term "Sn plating" as used herein includes not only plating with metal Sn, but also those in which impurities are mixed in metal Sn and those in which trace elements are added to metal Sn.
本実施形態に係るSnめっき層において、片面当たりのSn付着量は、特に限定されないが、例えば金属Sn量として、0.1g/m2以上15g/m2以下、好ましくは1.0g/m2以上10g/m2以下とすることができる。Snめっき層の片面当たりの付着量がSn換算量として0.1g/m2以上である場合には、耐食性を十分に優れたものとすることができる。また、Snめっき層の片面当たりの付着量がSn換算量として15g/m2以下である場合、密着性の低下やコストの上昇を抑制しつつ、Snによる耐食性の向上効果を十分に得ることができる。 In the Sn plating layer according to the present embodiment, the amount of Sn adhered to one side is not particularly limited, but for example, the amount of metal Sn is 0.1 g / m 2 or more and 15 g / m 2 or less, preferably 1.0 g / m 2. It can be 10 g / m 2 or less. When the amount of adhesion of the Sn plating layer per side is 0.1 g / m 2 or more in terms of Sn, the corrosion resistance can be sufficiently excellent. Further, when the amount of adhesion of the Sn plating layer per side is 15 g / m 2 or less in terms of Sn, it is possible to sufficiently obtain the effect of improving the corrosion resistance by Sn while suppressing the decrease in adhesion and the increase in cost. it can.
ここで、上記の片面当たりのSnの付着量は、例えばJIS G 3303に記載された電解法や蛍光X線法によって測定された値とする。 Here, the amount of Sn adhered to one side thereof is, for example, a value measured by the electrolytic method or the fluorescent X-ray method described in JIS G 3303.
また、上述したSnめっき層は、上述した態様のみに限定されるものではなく、例えば、Fe−Sn合金からなるFe−Sn合金層と、Fe−Sn合金層上に形成されたスズ層と、から構成されていても良い。この場合、スズ層及びFe−Sn合金層の厚みの比は特に限定されるものではなく、Snめっき層全体において、前述した金属Sn量としての付着量が確保されていればよい。 Further, the Sn plating layer described above is not limited to the above-described embodiment, and for example, a Fe-Sn alloy layer made of a Fe-Sn alloy, a tin layer formed on the Fe-Sn alloy layer, and the like. It may be composed of. In this case, the ratio of the thicknesses of the tin layer and the Fe—Sn alloy layer is not particularly limited, and it is sufficient that the adhesion amount as the above-mentioned metal Sn amount is secured in the entire Sn plating layer.
(1.3 ジルコニウム酸化物を含有する皮膜層)
本実施形態に係るSnめっき鋼板は、上記のようなSnめっき層を有するSnめっき鋼板の表面に、ジルコニウム酸化物を含有する皮膜層を有する。前述のように、かかる皮膜層中におけるジルコニウム酸化物の付着量は、金属Zr量で片面当たり0.2mg/m2以上50mg/m2以下であり、かつ、皮膜層は、XPSによるZr3d5/2の結合エネルギーのピーク位置が、182.5eV以上182.9eV以下であるジルコニウム酸化物を含む。
(1.3 film layer containing zirconium oxide)
The Sn-plated steel sheet according to the present embodiment has a film layer containing a zirconium oxide on the surface of the Sn-plated steel sheet having the Sn-plated layer as described above. As described above, the amount of zirconium oxide adhered to the film layer is 0.2 mg / m 2 or more and 50 mg / m 2 or less per side in terms of the amount of metal Zr, and the film layer is Zr3d5 / 2 by XPS. Contains a zirconium oxide having a peak position of binding energy of 182.5 eV or more and 182.9 eV or less.
なお、上記Zr3d5/2とは、例えば「X線光電子分光法(表面分析化学選書)」(日本表面科学会編、日本、丸善株式会社、1998年7月)の83頁に記載されているSn3d5/2がSnの電子軌道を示すことと同様に、Zrの電子軌道を示す。Zr3d5/2の電子軌道に着目した理由は、光イオン化断面積の大きい電子軌道であり高い光電子強度を得られるからである。 The above Zr3d5 / 2 is described on page 83 of, for example, "X-ray photoelectron spectroscopy (surface analytical chemistry selection)" (edited by the Surface Science Society of Japan, Japan, Maruzen Co., Ltd., July 1998). In the same way that / 2 indicates the electron orbit of Sn, it indicates the electron orbit of Zr. The reason for paying attention to the electron orbital of Zr3d5 / 2 is that the electron orbital has a large photoionization cross section and a high photoelectron intensity can be obtained.
Snめっき鋼板の表面に上記のようなジルコニウム酸化物を形成させることで、耐硫化黒変性、耐黄変性、及び塗膜密着性をより一層向上させることができる。この理由は定かではないが、本発明者らの詳細な調査により以下のように考えている。 By forming the above-mentioned zirconium oxide on the surface of the Sn-plated steel sheet, the sulfurization-resistant blackening resistance, the yellowing resistance, and the coating film adhesion can be further improved. The reason for this is not clear, but the detailed investigation by the present inventors considers it as follows.
従来の、例えば、特許文献3又は4に示すようなSnめっき鋼板上にジルコニウム酸化物を形成させる方法は、陰極電解によるSnめっき表面からの水素発生に伴うpH上昇を利用してジルコニウム酸化物をSnめっき表面に形成させる方法であるが、特に陰極電流密度が大きい場合においては、急激に発生する水素自体がジルコニウム酸化物のSnめっき表面への析出を阻害するため、粗大なジルコニウム酸化物や酸素が欠乏したジルコニウム酸化物が形成され易いと考えられる。このため、ジルコニウム酸化物を含む皮膜のバリア性は不十分となり、SとSn、Feの反応により硫化黒変したり、経時による酸素透過により錫酸化物が成長し黄変したりする。また錫酸化物の成長に伴い塗膜密着性が劣る。発明者らの調査によると、これらの手法で形成されたジルコニウム酸化物は、XPSによるZr3d5/2の結合エネルギーのピーク位置が、181.9eV以上182.5eV未満であった。 In the conventional method of forming a zirconium oxide on a Sn-plated steel plate as shown in, for example, Patent Document 3 or 4, the zirconium oxide is formed by utilizing the pH increase accompanying hydrogen generation from the Sn-plated surface by cathode electrolysis. This is a method of forming on the Sn-plated surface, but especially when the cathode current density is high, the rapidly generated hydrogen itself inhibits the precipitation of zirconium oxide on the Sn-plated surface, so that coarse zirconium oxide or oxygen It is considered that a zirconium oxide deficient in cathode is likely to be formed. For this reason, the barrier property of the film containing the zirconium oxide becomes insufficient, and the reaction of S with Sn and Fe causes blackening of sulfide, and the permeation of oxygen over time causes the tin oxide to grow and turn yellow. In addition, the adhesion of the coating film is inferior as the tin oxide grows. According to the investigation by the inventors, the peak position of the binding energy of Zr3d5 / 2 by XPS of the zirconium oxide formed by these methods was 181.9 eV or more and less than 182.5 eV.
そこで本発明者らは、これら粗大かつ酸素欠乏型の不安定なジルコニウム酸化物の改善を試み、XPSによるZr3d5/2の結合エネルギーのピーク位置が182.5eV以上182.9eV以下であるジルコニウム酸化物をSnめっき鋼板上に生成させることで経時による硫化黒変や黄変、塗膜密着性を改善することが出来ることが分かった。これは、従来よりも高い結合エネルギーを有するジルコニウム酸化物により、ジルコニウム化合物の安定性が増しバリア性が向上したためと推定している。 Therefore, the present inventors attempted to improve these coarse and oxygen-deficient unstable zirconium oxides, and the peak position of the binding energy of Zr3d5 / 2 by XPS is 182.5 eV or more and 182.9 eV or less. It was found that blackening, yellowing, and coating adhesion with time can be improved by forming the above on a Sn-plated steel sheet. It is presumed that this is because the zirconium oxide, which has a higher binding energy than before, increases the stability of the zirconium compound and improves the barrier property.
結合エネルギーが大きいほどジルコニウム酸化物の安定性、バリア性は向上するが、過剰である場合は塗膜密着性が劣る傾向にあることから、Zr3d5/2の結合エネルギーのピーク位置は182.5eV以上182.9eV以下である必要があり、182.6eV以上182.8eV以下であればより好ましい。結合エネルギー位置が182.5eV未満であれば、ジルコニウム酸化物の安定性、バリア性が不十分であり、耐硫化黒変性や耐黄変性に劣る。一方、結合エネルギー位置が182.9eVを超える場合は塗膜密着性に劣るため好ましくない。なお、XPSにおいては、試料の帯電等による影響でスペクトル、さらはピーク位置がシフトする(チャージシフト)可能性があるため、試料の表面に吸着している汚染物質(有機物の炭素)によるピーク位置補正を行う。具体的には、試料の表面で検出された炭素(C1s)のピーク位置が284.8eVになるように全体のスペクトルをシフトさせた上で、Zr3d5/2の結合エネルギー位置を求めた。 The greater the binding energy, the better the stability and barrier properties of the zirconium oxide, but if it is excessive, the coating film adhesion tends to be inferior. Therefore, the peak position of the binding energy of Zr3d5 / 2 is 182.5 eV or more. It needs to be 182.9 eV or less, and more preferably 182.6 eV or more and 182.8 eV or less. If the binding energy position is less than 182.5 eV, the stability and barrier properties of the zirconium oxide are insufficient, and the sulfurization blackening resistance and the yellowing resistance are inferior. On the other hand, when the binding energy position exceeds 182.9 eV, the adhesion to the coating film is inferior, which is not preferable. In XPS, the spectrum and peak position may shift (charge shift) due to the influence of charge of the sample, so the peak position due to contaminants (organic carbon) adsorbed on the surface of the sample. Make corrections. Specifically, the binding energy position of Zr3d5 / 2 was determined after shifting the entire spectrum so that the peak position of carbon (C1s) detected on the surface of the sample was 284.8 eV.
前記ジルコニウム酸化物の付着量は金属Zr量で0.2mg/m2以上50mg/m2以下である必要がある。0.2mg/m2未満である場合は耐硫化黒変性に劣り、50mg/m2を超える場合は塗膜密着性に劣る。好ましい範囲は0.5mg/m2以上25mg/m2以下、より好ましい範囲は1.0mg/m2以上10mg/m2以下である。上記のZrの付着量は、本実施形態に係る皮膜層を表面に生成させたSnめっき鋼板を、例えば、フッ酸と硫酸などの酸性溶液に浸漬して溶解し、得られた溶解液を高周波誘導結合プラズマ(Inductively Coupled Plasma:ICP)発光分析法などの化学分析によって測定された値とする。あるいは、上記のZrの付着量は、蛍光X線測定によって求めても構わない。 The amount of the zirconium oxide adhered needs to be 0.2 mg / m 2 or more and 50 mg / m 2 or less in terms of the amount of metal Zr. If it is less than 0.2 mg / m 2 , it is inferior in sulfurization blackening resistance, and if it exceeds 50 mg / m 2 , it is inferior in coating film adhesion. The preferred range is 0.5 mg / m 2 or more and 25 mg / m 2 or less, and the more preferable range is 1.0 mg / m 2 or more and 10 mg / m 2 or less. The amount of Zr adhered is determined by immersing the Sn-plated steel plate having the film layer according to the present embodiment on the surface in an acidic solution such as hydrofluoric acid and sulfuric acid to dissolve it, and dissolving the obtained solution at a high frequency. It is a value measured by chemical analysis such as inductively coupled plasma (ICP) emission spectrometry. Alternatively, the amount of Zr attached may be determined by fluorescent X-ray measurement.
また、上記皮膜層は、錫酸化物を含むことが好ましい。錫酸化物は、皮膜層にバリア性を付与する成分であり、皮膜層の耐硫化黒変性及び耐黄変性の向上に寄与する。特に、皮膜層が上述したジルコニウム酸化物と錫酸化物とを同時に含むことにより、それぞれが単独で含有される場合と比較して、耐硫化黒変性及び耐黄変性がより一層向上する。 Further, the film layer preferably contains a tin oxide. Tin oxide is a component that imparts barrier properties to the film layer, and contributes to the improvement of sulfurization blackening resistance and yellowing resistance of the film layer. In particular, when the film layer contains the above-mentioned zirconium oxide and tin oxide at the same time, the sulfurization blackening resistance and the yellowing resistance are further improved as compared with the case where each is contained alone.
上記の皮膜層における錫酸化物の還元に要する電気量は1.0mC/cm2以上5.0mC/cm2以下であることが好ましい。錫酸化物の還元に要する電気量が5.0mC/cm2以下であると、初期より黄みを帯びていたり、塗膜密着性低下したりすることを防止することができる。一方、錫酸化物の還元に要する電気量が1.0mC/cm2以上であると、耐硫化黒変性を十分に優れたものとすることができる。 The amount of electricity required for reduction of tin oxide in the above film layer is preferably 1.0 mC / cm 2 or more and 5.0 mC / cm 2 or less. When the amount of electricity required for the reduction of the tin oxide is 5.0 mC / cm 2 or less, it is possible to prevent yellowing from the initial stage and deterioration of the adhesion of the coating film. On the other hand, when the amount of electricity required for the reduction of the tin oxide is 1.0 mC / cm 2 or more, the sulfurization blackening resistance can be sufficiently excellent.
錫酸化物の還元に要する電気量は、窒素ガスのバブリング等に溶存酸素を除去した0.001mol/Lの臭化水素酸水溶液中で0.06mA/cm2の定電流で本発明のSnめっき鋼板を陰極電解し、錫酸化物を還元除去する時間と電流との積から求めることができる。 The amount of electricity required for the reduction of tin oxide is 0.06 mA / cm 2 in a 0.001 mol / L hydrobromic acid aqueous solution from which dissolved oxygen has been removed by bubbling nitrogen gas or the like at a constant current of 0.06 mA / cm 2. It can be obtained from the product of the time and current for cathodic electrolysis of the steel plate and reduction and removal of tin oxide.
なお、上記のジルコニウム酸化物と錫酸化物とを含有する皮膜層は、両者の混合状態であっても酸化物の固溶体であってもよく、その存在状態を問わない。また、これらの酸化物中にFe、Ni、Cr、Ca、P、Na、Mg、Al、Si等のような、如何なる元素が含まれていても何ら問題ない。 The film layer containing the zirconium oxide and the tin oxide may be in a mixed state of both or in a solid solution of the oxide, and its existence state does not matter. Further, there is no problem even if any element such as Fe, Ni, Cr, Ca, P, Na, Mg, Al, Si and the like is contained in these oxides.
また、本実施形態に係るSnめっき鋼板は、少なくとも一方の面にSnめっき層及び皮膜層を有すればよく、他方の面に、Snめっき層又は皮膜層のいずれか一方のみを有してもよいし、Snめっき層及び皮膜層の両方を有していなくてもよい。また、上記Snめっき鋼板は、両面にSnめっき層及び皮膜層を有していてもよい。また、本実施形態に係るSnめっき鋼板は、上記他方の面に、他の成分で構成される層や皮膜を有していてもよい。 Further, the Sn-plated steel sheet according to the present embodiment may have a Sn-plated layer and a film layer on at least one surface, and may have only one of the Sn-plated layer and the film layer on the other surface. It may or may not have both a Sn plating layer and a coating layer. Further, the Sn-plated steel sheet may have a Sn-plated layer and a film layer on both sides. Further, the Sn-plated steel sheet according to the present embodiment may have a layer or a film composed of other components on the other surface.
また、本実施形態に係るSnめっき鋼板は、いかなる方法により製造されてもよいが、例えば、以下に説明するSnめっき鋼板の製造方法により、製造することができる。 Further, the Sn-plated steel sheet according to the present embodiment may be manufactured by any method, and for example, it can be manufactured by the Sn-plated steel sheet manufacturing method described below.
<2. Snめっき鋼板の製造方法>
次に、本実施形態に係るSnめっき鋼板の製造方法について説明する。本実施形態に係るSnめっき鋼板の製造方法は、鋼板の少なくとも片面上にSnめっき層を有するSnめっき鋼板を、ジルコニウムイオンを含む溶液中への浸漬又はジルコニウムイオンを含む溶液中での陰極電解処理により、Snめっき層上にジルコニウム酸化物を生成させ、当該Snめっき鋼板について電解質溶液中で陽極電解処理を実施する。
また、前記陽極電解処理の電気量は、0.1C/dm2以上6.4C/dm2以下である。
なお、本実施形態においては、上記陰極電解処理に先立ち、鋼板を準備するとともに、Snめっきにより鋼板の少なくとも片面上にSnめっき層を形成する。
<2. Manufacturing method of Sn-plated steel sheet>
Next, a method for manufacturing a Sn-plated steel sheet according to the present embodiment will be described. In the method for producing a Sn-plated steel plate according to the present embodiment, a Sn-plated steel plate having a Sn-plated layer on at least one side of the steel plate is immersed in a solution containing zirconium ions or a cathode electrolysis treatment in a solution containing zirconium ions. A zirconium oxide is generated on the Sn-plated layer, and the Sn-plated steel plate is subjected to anodic electrolysis treatment in an electrolyte solution.
The electrical quantity of the anodic electrolysis treatment is 0.1 C / dm 2 or more 6.4C / dm 2 or less.
In this embodiment, a steel sheet is prepared prior to the cathode electrolysis treatment, and a Sn plating layer is formed on at least one surface of the steel sheet by Sn plating.
(2.1 鋼板の準備)
まず、Snめっき鋼板の母材となる鋼板を準備する。用いる鋼板の製造方法や材質は、特に規定されるものではなく、例えば、鋳造から熱間圧延、酸洗、冷間圧延、焼鈍、調質圧延等の工程を経て製造されたものを挙げることができる。
(2.1 Preparation of steel plate)
First, a steel sheet to be a base material of the Sn-plated steel sheet is prepared. The manufacturing method and material of the steel sheet to be used are not particularly specified, and examples thereof include those manufactured through processes such as casting, hot rolling, pickling, cold rolling, annealing, and temper rolling. it can.
(2.2 Snめっき層の形成)
次いで、鋼板の少なくとも一方の表面上に、Snめっき層を形成する。Snめっきを鋼板表面に施す方法は、特に規定するものではないが、例えば公知の電気めっき法が好ましく、溶融したSnに鋼板を浸漬することでめっきする溶融法を用いてもよい。電気めっき法としては、例えば、周知のフェロスタン浴やハロゲン浴やアルカリ浴などを用いた電解法を利用することができる。
(2.2 Formation of Sn plating layer)
Next, a Sn plating layer is formed on at least one surface of the steel sheet. The method of applying Sn plating to the surface of the steel sheet is not particularly specified, but for example, a known electroplating method is preferable, and a melting method of plating by immersing the steel sheet in the molten Sn may be used. As the electroplating method, for example, an electrolytic method using a well-known ferrostan bath, halogen bath, alkaline bath, or the like can be used.
なお、Snめっき後に、Snめっきの施された鋼板をSnの融点である231.9℃以上に加熱する、加熱溶融処理を施しても構わない。この加熱溶融処理によって、Snめっき鋼板の表面に光沢が出るとともに、Snめっきと鋼板の間に、SnとFeとの合金層が生成され、耐食性が更に向上する。 After Sn plating, a heat-melting treatment may be performed in which the Sn-plated steel sheet is heated to 231.9 ° C. or higher, which is the melting point of Sn. By this heat melting treatment, the surface of the Sn-plated steel sheet becomes glossy, and an alloy layer of Sn and Fe is formed between the Sn-plated steel sheet and the steel sheet, and the corrosion resistance is further improved.
以下では、本実施形態に係るジルコニウム酸化物を含有する皮膜層の生成方法について、説明する。 Hereinafter, a method for forming a film layer containing a zirconium oxide according to the present embodiment will be described.
(2.3 陰極電解処理)
本実施形態に係る皮膜層を生成するためには、まず、Snめっき鋼板のSnめっき層上に対して、ジルコニウム酸化物を含有するジルコニウム酸化物層を生成する。
(2.3 Cathode electrolysis treatment)
In order to generate the film layer according to the present embodiment, first, a zirconium oxide layer containing a zirconium oxide is formed on the Sn-plated layer of the Sn-plated steel sheet.
ジルコニウム酸化物を含有するジルコニウム酸化物層は、ジルコニウムイオンを含む溶液中にSnめっき鋼板を浸漬する、又は、ジルコニウムイオンを含む溶液中で陰極電解処理を行うことにより、Snめっき鋼板上に生成することができる。ただし、浸漬処理では、下地であるSnめっき鋼板の表面がエッチングされることでジルコニウム酸化物を含有するジルコニウム酸化物層が生成されるため、その付着量が不均一になりやすく、また、処理時間も長くなるため、工業生産的には不利である。一方、陰極電解処理では、強制的な電荷移動及び鋼板界面での水素発生による表面清浄化とpH上昇による付着促進効果も相まって、均一な皮膜を得ることができる。更に、この陰極電解処理において、処理液中に硝酸イオンとアンモニウムイオンとが共存することにより、数秒から数十秒程度の短時間処理が可能であることから、工業的には極めて有利である。従って、本実施形態に係るジルコニウム酸化物を含有するジルコニウム酸化物層の生成には、陰極電解による方法を利用することが好ましい。 The zirconium oxide layer containing zirconium oxide is formed on the Sn-plated steel sheet by immersing the Sn-plated steel sheet in a solution containing zirconium ions or performing a cathode electrolysis treatment in a solution containing zirconium ions. be able to. However, in the dipping treatment, the surface of the underlying Sn-plated steel sheet is etched to form a zirconium oxide layer containing a zirconium oxide, so that the amount of adhesion tends to be non-uniform and the treatment time. It is also disadvantageous for industrial production because it becomes long. On the other hand, in the cathode electrolysis treatment, a uniform film can be obtained in combination with the forced charge transfer, the surface cleaning by hydrogen generation at the steel sheet interface, and the adhesion promoting effect by increasing the pH. Further, in this cathode electrolysis treatment, the coexistence of nitrate ion and ammonium ion in the treatment liquid enables short-time treatment of about several seconds to several tens of seconds, which is extremely advantageous industrially. Therefore, it is preferable to use the method by cathode electrolysis for forming the zirconium oxide layer containing the zirconium oxide according to the present embodiment.
陰極電解処理を実施する溶液中のジルコニウムイオンの濃度は、生産設備や生産速度(能力)に応じて適宜調整すればよいが、例えば、ジルコニウムイオン濃度は、100ppm以上4000ppm以下であることが好ましい。また、ジルコニウムイオンを含む溶液中には、フッ素イオン、アンモニウムイオン、硝酸イオン、硫酸イオン、りん酸イオンなど、他の成分が含まれていても何ら問題ない。 The concentration of zirconium ions in the solution to be subjected to the cathode electrolysis treatment may be appropriately adjusted according to the production equipment and the production rate (capacity), but for example, the zirconium ion concentration is preferably 100 ppm or more and 4000 ppm or less. Further, there is no problem even if other components such as fluorine ion, ammonium ion, nitrate ion, sulfate ion and phosphate ion are contained in the solution containing zirconium ion.
ここで、陰極電解する溶液(陰極電解液)の液温は、特に規定するものではないが、例えば、10℃以上50℃以下の範囲とすることが好ましい。50℃以下で陰極電解を行うことにより、非常に細かい粒子からなる、緻密で均一な皮膜組織の生成が可能となる。また、液温が50℃を以下とすることにより、生成されるジルコニウム酸化物皮膜組織中における欠陥、割れ、マイクロクラック等の発生を防止し、塗膜密着性の低下を防止することができる。また、液温が10℃以上である場合には、皮膜の生成効率良好なものとすることができ、かつ、夏場など外気温が高い場合であっても溶液の冷却を不要とすることができ、経済的である。 Here, the liquid temperature of the solution for cathodic electrolysis (cathode electrolytic solution) is not particularly specified, but is preferably in the range of, for example, 10 ° C. or higher and 50 ° C. or lower. Cathodic electrolysis at 50 ° C. or lower enables the formation of a dense and uniform film structure composed of very fine particles. Further, by setting the liquid temperature to 50 ° C. or lower, it is possible to prevent the occurrence of defects, cracks, microcracks and the like in the generated zirconium oxide film structure, and to prevent deterioration of the coating film adhesion. Further, when the liquid temperature is 10 ° C. or higher, the film formation efficiency can be made good, and cooling of the solution can be unnecessary even when the outside air temperature is high such as in summer. , Economical.
また、陰極電解液のpHは、特に規定するものではないが、3以上5以下であることが好ましい。pHが3以上であれば、ジルコニウム酸化物の生成効率を優れたものとすることができ、pHが5以下であれば、溶液中に沈殿が多量に発生することを防止し、連続生産性を良好にすることができる。 The pH of the cathode electrolyte is not particularly specified, but is preferably 3 or more and 5 or less. When the pH is 3 or more, the production efficiency of zirconium oxide can be made excellent, and when the pH is 5 or less, a large amount of precipitation is prevented from being generated in the solution, and continuous productivity is improved. Can be good.
なお、陰極電解液のpHを調整したり電解効率を上げたりするために、陰極電解液中に、例えば硝酸、アンモニア水等を添加してもよい。 In addition, for example, nitric acid, aqueous ammonia, or the like may be added to the cathode electrolytic solution in order to adjust the pH of the cathode electrolytic solution or increase the electrolytic efficiency.
また、陰極電解する際の電流密度は、例えば、0.05A/dm2以上50A/dm2以下にすることが好ましい。電流密度が0.05A/dm2以上である場合には、ジルコニウム酸化物の生成効率を十分に高くすることができ、安定的なジルコニウム酸化物を含有する皮膜層の生成が可能となり、耐硫化黒変性や耐黄変性を十分に優れたものとすることができる。電流密度が50A/dm2以下である場合には、ジルコニウム酸化物の生成効率を適度にすることができ、粗大かつ密着性に劣るジルコニウム酸化物の生成を抑制することができる。より好ましい電流密度の範囲は、1A/dm2以上10A/dm2以下である。 Further, the current density at the time of cathode electrolysis is preferably, for example, 0.05 A / dm 2 or more and 50 A / dm 2 or less. When the current density is 0.05 A / dm 2 or more, the zirconium oxide formation efficiency can be sufficiently increased, a stable film layer containing the zirconium oxide can be formed, and sulfurization resistance can be obtained. Black denaturation and yellow denaturation resistance can be made sufficiently excellent. When the current density is 50 A / dm 2 or less, the production efficiency of zirconium oxide can be made appropriate, and the production of coarse and inferior zirconium oxide can be suppressed. A more preferable range of current densities is 1 A / dm 2 or more and 10 A / dm 2 or less.
なお、ジルコニウム酸化物層の生成に際して、陰極電解の時間は、問うものではない。狙いとするZr付着量に対し、電流密度に応じて適宜陰極電解の時間を調整すればよい。 When forming the zirconium oxide layer, the time for cathode electrolysis does not matter. The time of cathode electrolysis may be appropriately adjusted according to the current density with respect to the target amount of Zr adhered.
陰極電解に用いられる溶液の溶媒としては、例えば、蒸留水等を使用することができるが、蒸留水等の水に規定されるものではなく、溶解する材料や生成方法等に応じて、適宜選択することが可能である。 As the solvent of the solution used for cathode electrolysis, for example, distilled water or the like can be used, but it is not specified in water such as distilled water and is appropriately selected depending on the material to be dissolved, the production method and the like. It is possible to do.
陰極電解中のジルコニウムは、例えば、H2ZrF6のようなジルコニウム錯体をジルコニウムの供給源として使用できる。上記のようなZr錯体中のZrは、陰極電極界面におけるpHの上昇によりZr4+となって陰極電解液中に存在する。このようなZrイオンは、陰極電解液中で更に反応し、ジルコニウム酸化物となる。電解液中にリン酸を含む場合は、リン酸ジルコニウムも生成される。 Zirconium in the cathodic electrolysis may be used, for example, zirconium complexes such as H 2 ZrF 6 as a source of zirconium. Zr in the Zr complex as described above becomes Zr 4+ due to an increase in pH at the cathode electrode interface and exists in the cathode electrolytic solution. Such Zr ions further react in the cathode electrolyte to form a zirconium oxide. When phosphoric acid is contained in the electrolytic solution, zirconium phosphate is also produced.
また、陰極電解する際の通電パターンとしては、連続通電であっても断続通電であっても何ら問題はない。 Further, as the energization pattern at the time of cathode electrolysis, there is no problem whether it is continuous energization or intermittent energization.
陰極電解時には陰極電解に用いる溶液と鋼板の相対流速を50m/分以上とすることが好ましい。相対流速が50m/分以上であれば、通電時の水素発生に伴う鋼板表面のpHを均一としやすく、粗大なジルコニウム酸化物が生成することを抑制できる。なお、相対流速の上限は特に規定するものではない。 At the time of cathodic electrolysis, the relative flow velocity between the solution used for cathodic electrolysis and the steel sheet is preferably 50 m / min or more. When the relative flow velocity is 50 m / min or more, the pH of the steel sheet surface due to hydrogen generation during energization can be easily made uniform, and the formation of coarse zirconium oxide can be suppressed. The upper limit of the relative flow velocity is not particularly specified.
(2.4 陽極電解処理)
本実施形態に係るジルコニウム酸化物を含有する皮膜層は、上記のジルコニウム酸化物を含有するジルコニウム酸化物層を生成させたSnめっき鋼板を、電解質溶液中で陽極電解処理することで得られる。なお、このような陽極電解処理により、通常、上述したジルコニウム酸化物に加えて、錫酸化物も同時に生成する。用いられる電解質溶液は、具体的な成分については特に規定するものではないが、液性については、弱酸性からアルカリ性の電解質溶液とすることが好ましい。ここでいう弱酸性からアルカリ性の電解質とは、pHが3以上14以下の処理液のことを意味する。pHがこの範囲であれば、電解質溶液中でのSnめっき層の溶解が緩やかとなるため、本実施形態に係るジルコニウム酸化物及び錫酸化物を安定に生成することができる。
(2.4 Anode electrolysis treatment)
The zirconium oxide-containing film layer according to the present embodiment can be obtained by subjecting a Sn-plated steel sheet on which the zirconium oxide-containing zirconium oxide layer is formed to an anodic electrolysis treatment in an electrolyte solution. In addition to the above-mentioned zirconium oxide, tin oxide is usually produced at the same time by such anodic electrolysis treatment. The electrolyte solution used is not particularly specified for specific components, but it is preferable that the electrolyte solution is a weakly acidic to alkaline electrolyte solution. The weakly acidic to alkaline electrolyte referred to here means a treatment liquid having a pH of 3 or more and 14 or less. When the pH is in this range, the Sn plating layer is slowly dissolved in the electrolyte solution, so that the zirconium oxide and tin oxide according to the present embodiment can be stably produced.
上記の陽極電解のための電解質溶液(処理液)の例として、アルカリ及びアルカリ土類金属の水酸化物や炭酸塩、リン酸塩、有機酸塩、ホウ酸塩、硫酸塩などを挙げることができ、例えば、炭酸ナトリウム、炭酸水素ナトリウム、二リン酸ナトリウム、クエン酸三ナトリウム、一酒石酸アンモニウム、硫酸ナトリウムなどがある。これらの成分の濃度は、特に規定するものではなく、電気伝導度として0.1S/m以上を満たす濃度とすることが好ましい。濃度の上限も特に規定はしないが、濃度が大き過ぎる場合は保管時に沈殿し、配管詰まり等の障害を引き起こす可能性があるため、各電解質の0℃における溶解度以下とすることが好ましい。上記成分の濃度は、好ましくは、電気伝導度で0.5S/m以上4S/m以下を満たす濃度であり、より好ましくは、電気伝導度で1S/m以上2.5S/m以下を満たす濃度である。なお、電気伝導度は、市販の電気伝導度計を用いて測定すればよく、例えば、東亜ディーケーケー株式会社製の電気伝導率セルCT−27112B等を用いることが可能である。 Examples of the electrolyte solution (treatment liquid) for the above-mentioned anode electrolysis include hydroxides, carbonates, phosphates, organic acid salts, borates, sulfates, etc. of alkaline and alkaline earth metals. It can be made, for example, sodium carbonate, sodium hydrogen carbonate, sodium diphosphate, trisodium citrate, ammonium monotartrate, sodium sulfate and the like. The concentration of these components is not particularly specified, and it is preferable that the concentration satisfies 0.1 S / m or more as the electrical conductivity. The upper limit of the concentration is not particularly specified, but if the concentration is too high, it may precipitate during storage and cause troubles such as clogging of pipes. Therefore, it is preferable that the solubility of each electrolyte at 0 ° C. or less. The concentration of the above component is preferably a concentration satisfying 0.5 S / m or more and 4 S / m or less in electrical conductivity, and more preferably a concentration satisfying 1 S / m or more and 2.5 S / m or less in electrical conductivity. Is. The electrical conductivity may be measured using a commercially available electrical conductivity meter, and for example, an electrical conductivity cell CT-27112B manufactured by DKK-TOA CORPORATION can be used.
前記陽極電解処理の電気量は0.1C/dm2以上6.4C/dm2以下であることが好ましい。0.1C/dm2以上であれば、電気量を十分な量とすることができ、本実施形態に係るジルコニウム酸化物を含有する皮膜層を安定的に得ることができる。電気量が6.4C/dm2以下である場合は、錫酸化物の過度の増加を防止し、外観が黄みを帯びることを防止できる。より好ましい範囲は、0.2C/dm2以上3.2C/dm2以下、より一層好ましい範囲は0.4C/dm2以上1.6C/dm2以下である。 Electric quantity of the anodic electrolysis treatment is preferably 0.1 C / dm 2 or more 6.4C / dm 2 or less. When it is 0.1 C / dm 2 or more, the amount of electricity can be a sufficient amount, and the film layer containing the zirconium oxide according to the present embodiment can be stably obtained. When the amount of electricity is 6.4 C / dm 2 or less, it is possible to prevent an excessive increase in tin oxide and prevent the appearance from becoming yellowish. A more preferred range, 0.2 C / dm 2 or more 3.2C / dm 2 or less, even more preferred range is 0.4C / dm 2 or more 1.6C / dm 2 or less.
陽極電解する溶液の液温は、特に規定するものではないが、好ましくは5℃以上60℃以下の範囲であり、さらに好ましくは15℃以上50℃以下の範囲である。温度十分に高い場合には、電解効率を十分なものとすることができ、本実施形態に係るジルコニウム酸化物及び錫酸化物を容易に生成することができる。一方、温度を上記上限値以下とすることにより、溶液の蒸発を防止し、作業性や操業安定性を良好にすることができる。 The liquid temperature of the solution for anodic electrolysis is not particularly specified, but is preferably in the range of 5 ° C. or higher and 60 ° C. or lower, and more preferably in the range of 15 ° C. or higher and 50 ° C. or lower. When the temperature is sufficiently high, the electrolysis efficiency can be made sufficient, and the zirconium oxide and tin oxide according to the present embodiment can be easily produced. On the other hand, by setting the temperature to the above upper limit value or less, evaporation of the solution can be prevented and workability and operational stability can be improved.
陽極電解する際の電流密度は、特に規定するものではないが、例えば、0.2A/dm2以上10A/dm2以下の範囲とすることが好ましい。電流密度が0.2A/dm2以上10A/dm2以下である場合には、本実施形態に係るジルコニウム酸化物及び錫酸化物を均一かつ安定に生成できる。具体的には、電流密度が0.2A/dm2以上である場合には、電解処理時間を比較的短くすることができ、Snめっき層の溶解に伴う塗装後耐食性の低下を防止することができる。一方、電流密度が10A/dm2以下である場合には、Snめっき鋼板上での水素発生を抑制し、pH上昇に伴うSnめっき層の溶解を防止することができるため生産効率上好ましく、均一な錫酸化物生成により耐硫化黒変性や耐黄変性を十分なものとすることができる。好ましい電流密度範囲は、1.0A/dm2以上5A/dm2以下である。 The current density during anodic electrolysis is not particularly specified, but is preferably in the range of 0.2 A / dm 2 or more and 10 A / dm 2 or less, for example. When the current density is 0.2 A / dm 2 or more and 10 A / dm 2 or less, the zirconium oxide and tin oxide according to the present embodiment can be uniformly and stably produced. Specifically, when the current density is 0.2 A / dm 2 or more, the electrolytic treatment time can be relatively shortened, and the deterioration of the corrosion resistance after coating due to the dissolution of the Sn plating layer can be prevented. it can. On the other hand, when the current density is 10 A / dm 2 or less, hydrogen generation on the Sn-plated steel sheet can be suppressed and dissolution of the Sn-plated layer due to an increase in pH can be prevented, which is preferable in terms of production efficiency and is uniform. Sufficient black sulphurization resistance and yellowing resistance can be achieved by producing tin oxide. The preferred current density range is 1.0 A / dm 2 or more and 5 A / dm 2 or less.
陽極電解の時間については、特に規定するものではない。電流密度や電極長さや生産速度(通板速度)に応じて、任意に決めることが可能である。 The time for anodic electrolysis is not specified. It can be arbitrarily determined according to the current density, the electrode length, and the production speed (plate passing speed).
陽極電解に用いられる溶液の溶媒としては、例えば、蒸留水等を使用することができるが、蒸留水等の水に制限されるものではない。また、陽極電解する際の通電パターンとしては、連続通電であっても断続通電であっても何ら問題はない。 As the solvent of the solution used for anodic electrolysis, for example, distilled water or the like can be used, but the solvent is not limited to water such as distilled water. Further, as the energization pattern at the time of anodic electrolysis, there is no problem whether it is continuous energization or intermittent energization.
続いて、実施例及び比較例を示しながら、本発明に係るSnめっき鋼板及びSnめっき鋼板の製造方法について、具体的に説明する。なお、以下に示す実施例は、あくまでも本発明に係るSnめっき鋼板及びSnめっき鋼板の製造方法の一例にすぎず、本発明に係るSnめっき鋼板及びSnめっき鋼板の製造方法が下記の例に限定されるものではない。 Subsequently, the manufacturing method of the Sn-plated steel sheet and the Sn-plated steel sheet according to the present invention will be specifically described with reference to Examples and Comparative Examples. The examples shown below are merely examples of the manufacturing method of the Sn-plated steel sheet and the Sn-plated steel sheet according to the present invention, and the manufacturing method of the Sn-plated steel sheet and the Sn-plated steel sheet according to the present invention is limited to the following examples. It is not something that is done.
<試験材>
板厚0.2mmの低炭素冷延鋼板に対し、前処理として、電解アルカリ脱脂、水洗、希硫酸浸漬酸洗、水洗した後、フェノールスルホン酸浴を用いて電気Snめっきを施し、更にその後、加熱溶融処理をした。Snめっき層の付着量は、片面当たり約2.8g/m2を基準としたが、一部の試験材は、通電時間を変えることでSnめっき層の付着量を変化させた。また、電気Snめっき後に加熱溶融処理をしない試験材も、あわせて作製した。Snめっき付着量は、蛍光X線法(リガク社製ZSX Primus)により測定することで特定した。
<Test material>
As a pretreatment, a low-carbon cold-rolled steel sheet having a thickness of 0.2 mm is subjected to electrolytic alkali degreasing, water washing, dilute sulfuric acid immersion pickling, water washing, and then electro-Sn plating using a phenol sulfonic acid bath. It was heat-melted. The amount of adhesion of the Sn plating layer was based on about 2.8 g / m 2 per side, but for some test materials, the amount of adhesion of the Sn plating layer was changed by changing the energization time. In addition, a test material that is not heat-melted after electro-Sn plating was also produced. The amount of Sn plating adhered was specified by measuring by a fluorescent X-ray method (ZSX Primus manufactured by Rigaku Co., Ltd.).
上記のように作製したSnめっき鋼板を、フッ化ジルコニウムを含む水溶液中で陰極電解し、Snめっき鋼板上にジルコニウム酸化物層を生成した。電流密度、流速、pH、浴温は適宜変更した。Zr付着量は、蛍光X線法(リガク社製ZSX Primus)により測定することで特定した。 The Sn-plated steel sheet prepared as described above was cathodically electrolyzed in an aqueous solution containing zirconium fluoride to form a zirconium oxide layer on the Sn-plated steel sheet. The current density, flow velocity, pH, and bath temperature were changed as appropriate. The amount of Zr adhered was specified by measuring by a fluorescent X-ray method (ZSX Primus manufactured by Rigaku Co., Ltd.).
更に、ジルコニウム酸化物層を生成させたSnめっき鋼板を、電気伝導度2.0S/mの炭酸水素ナトリウム溶液中で陽極電解し、皮膜層を生成させた。陽極電解の電気量は種々の値にした。浴温は25℃とし、かつ、陽極電解の電気量は1.6C/dm2を基準に、適宜変更した。なお、一部の水準においては、陽極電解液の種類や陽極電解条件を変えた。陽極電解時間は、電気量と電流密度に応じた値とした。なお、陽極電解の処理液のpHをガラス電極で測定し、液性が弱酸性からアルカリ性である(pHが3〜14の範囲に含まれる)場合を○と記すとともに、液性が酸性である(pHが3未満である)場合を△と記した。なお、比較として、ジルコニウム酸化物のみ生成させ陽極電解をしない試験材をあわせて作製した。 Further, the Sn-plated steel sheet on which the zirconium oxide layer was formed was electrolyzed in a sodium hydrogen carbonate solution having an electric conductivity of 2.0 S / m to form a film layer. The amount of electricity of anodic electrolysis was set to various values. The bath temperature was 25 ° C., and the amount of electricity of the anode electrolysis was appropriately changed based on 1.6 C / dm 2. At some levels, the type of anodic electrolyte and the anodic electrolysis conditions were changed. The anodic electrolysis time was set to a value according to the amount of electricity and the current density. The pH of the anodic electrolysis treatment liquid is measured with a glass electrode, and the case where the liquid property is weakly acidic to alkaline (pH is included in the range of 3 to 14) is marked with ◯, and the liquid property is acidic. The case (pH is less than 3) is marked with Δ. For comparison, a test material in which only zirconium oxide was produced and anodic electrolysis was not performed was also produced.
このように作製したSnめっき鋼板の錫酸化物の還元に要する電気量は、窒素ガスのバブリング等に溶存酸素を除去した0.001mol/Lの臭化水素酸水溶液中で0.06mA/cm2の定電流で本発明のSnめっき鋼板を陰極電解し、錫酸化物を還元除去する時間と電流との積から求めた。 The amount of electricity required to reduce the tin oxide of the Sn-plated steel sheet thus produced is 0.06 mA / cm 2 in a 0.001 mol / L hydrobromic acid aqueous solution from which dissolved oxygen has been removed by bubbling nitrogen gas or the like. The Sn-plated steel sheet of the present invention was cathodically electrolyzed with the constant current of the above, and it was obtained from the product of the time and the current for reducing and removing tin oxide.
以上のように作製したSnめっき鋼板について、以下に示す種々の評価をした。 The Sn-plated steel sheet produced as described above was evaluated in various ways as shown below.
[付着量]
片面当たりのZr付着量は、蛍光X線法(リガク社製ZSX Primus)により求めた。
[Adhesion amount]
The amount of Zr adhered per side was determined by a fluorescent X-ray method (ZSX Primus manufactured by Rigaku Co., Ltd.).
[XPSでのピーク位置]
XPS(ULVAC−PHI製PHI Quantera SXM)によりZr3d5/2の結合エネルギーのピーク位置を調べた。ピーク位置の決定に際しては、試料の表面で検出された炭素(C1s)のピーク位置が284.8eVになるように全体のスペクトルをシフトさせた上で、Zr3d5/2の結合エネルギー位置を求めた。
[Peak position in XPS]
The peak position of the binding energy of Zr3d5 / 2 was investigated by XPS (PHI Quantera SXM manufactured by ULVAC-PHI). In determining the peak position, the binding energy position of Zr3d5 / 2 was determined after shifting the entire spectrum so that the peak position of carbon (C1s) detected on the surface of the sample was 284.8 eV.
[耐黄変性]
上記<試験材>に記載の方法で作製したSnめっき鋼板を、40℃、相対湿度80%に保持した恒温恒湿槽中に4週間載置する湿潤試験を行い、湿潤試験前後における色差b*値の変化量△b*を求めて、評価した。△b*が1以下であれば◎とし、1超過2以下であれば○とし、2超過3以下であれば△とし、3を超過していれば×とし、評価「◎」、「○」、「△」を合格とした。また、Δb*の値が2以下であっても、湿潤試験前(初期)のb*値が6以上の場合は「△」とした。b*は、市販の色差計であるスガ試験機製SC−GV5を用いて測定し、b*の測定条件は、光源C、全反射、測定径30mmである。
[Yellow denaturation resistance]
A wet test was conducted in which the Sn-plated steel sheet produced by the method described in the above <test material> was placed in a constant temperature and humidity chamber maintained at 40 ° C. and a relative humidity of 80% for 4 weeks, and the color difference b * before and after the wet test was performed. The amount of change in value Δb * was obtained and evaluated. If Δb * is 1 or less, it is evaluated as ◎, if it exceeds 1, it is evaluated as ○, if it exceeds 2, it is evaluated as △, if it exceeds 3, it is evaluated as ×, and evaluations “◎” and “○” , "△" was accepted. Further, even if the value of Δb * is 2 or less, if the b * value before the wet test (initial) is 6 or more, it is set as “Δ”. b * is measured using a commercially available color difference meter SC-GV5 manufactured by Suga Test Instruments Co., Ltd., and the measurement conditions for b * are a light source C, total reflection, and a measurement diameter of 30 mm.
[塗膜密着性]
塗膜密着性は、以下のようにして評価した。
上記<試験材>に記載の方法で作製したSnめっき鋼板を、[耐黄変性]に記載の方法で湿潤試験した後、表面に、市販の缶用エポキシ樹脂塗料を乾燥質量で7g/m2塗布し、200℃で10分焼き付け、24時間室温に置いた。その後、得られたSnめっき鋼板に対し、鋼板表面に達する傷を碁盤目状に入れ(3mm間隔で縦横7本ずつの傷)、その部位のテープ剥離試験をすることで評価した。テープ貼り付け部位の碁盤目部分の塗膜(試験面)が全く剥離していなければ◎、試験面の塗膜の10%以下が剥離していれば○、試験面の10%超20%以下の塗膜が剥離していれば△、試験面の20%超の塗膜が剥離していれば×とし、評価「◎」、「○」、「△」を合格とした。
[Coating film adhesion]
The coating film adhesion was evaluated as follows.
The Sn-plated steel sheet produced by the method described in the above <test material> is subjected to a wet test by the method described in [Yellow Degeneration], and then a commercially available epoxy resin paint for cans is applied to the surface in a dry mass of 7 g / m 2. It was applied, baked at 200 ° C. for 10 minutes, and allowed to stand at room temperature for 24 hours. Then, the obtained Sn-plated steel sheet was evaluated by making scratches reaching the surface of the steel sheet in a grid pattern (7 scratches in each of the vertical and horizontal directions at 3 mm intervals) and performing a tape peeling test at that portion. If the coating film (test surface) on the grid of the tape application site is not peeled off at all, ◎, if 10% or less of the coating film on the test surface is peeled off, ○, more than 10% and 20% or less of the test surface If the coating film of No. 1 was peeled off, it was evaluated as Δ, and if the coating film of more than 20% of the test surface was peeled off, it was evaluated as ×, and evaluations “⊚”, “◯”, and “Δ” were passed.
[耐硫化黒変性]
耐硫化黒変性は、以下のようにして評価した。
上記[塗膜密着性]に記載の方法で作製及び湿潤試験したSnめっき鋼板の表面に、市販の缶用エポキシ樹脂塗料を乾燥質量で7g/m2塗布した後、200℃で10分焼き付け、24時間室温に置いた。その後、得られたSnめっき鋼板を所定のサイズに切断し、リン酸二水素ナトリウムを0.3%、リン酸水素ナトリウムを0.7%、L−システイン塩酸塩を0.6%からなる水溶液中に浸漬し、密封容器中で121℃・60分のレトルト処理を行い、試験後の外観から評価した。試験前後で外観の変化が全く認められなければ◎とし、僅かに(試験面の5%以下に)黒変が認められれば○、試験目の5%超10%以下の領域に黒変が認められれば△、試験面の10%超過の領域に黒変が認められれば×とし、評価「◎」、「○」、「△」を合格とした。
[Sulfide-resistant black denaturation]
Sulfide blackening resistance was evaluated as follows.
A commercially available epoxy resin paint for cans was applied to the surface of a Sn-plated steel sheet prepared and wet-tested by the method described in the above [Coating film adhesion] at a dry mass of 7 g / m 2, and then baked at 200 ° C. for 10 minutes. It was allowed to stand at room temperature for 24 hours. Then, the obtained Sn-plated steel sheet is cut into a predetermined size, and an aqueous solution consisting of 0.3% sodium dihydrogen phosphate, 0.7% sodium hydrogen phosphate, and 0.6% L-cysteine hydrochloride is used. It was immersed in and retorted in a sealed container at 121 ° C. for 60 minutes, and evaluated from the appearance after the test. If no change in appearance is observed before and after the test, it is marked as ◎, if a slight blackening is observed (5% or less of the test surface), ○, and a blackening is observed in the region of more than 5% and 10% or less of the test. If so, it was evaluated as Δ, and if blackening was observed in the area exceeding 10% of the test surface, it was evaluated as ×, and the evaluations “◎”, “○”, and “Δ” were passed.
[塗装後耐食性]
塗装後耐食性は、以下のようにして評価した。
上記[塗膜密着性]に記載の方法で作製及び湿潤試験したSnめっき鋼板の表面に、市販の缶用エポキシ樹脂塗料を乾燥質量で7g/m2塗布した後、200℃で10分焼き付け、24時間室温に置いた。その後、得られたSnめっき鋼板を所定のサイズに切断し、市販のトマトジュースに60℃で7日間浸漬した後の錆の発生有無を、目視にて評価した。錆が全く認められなければ「◎」、錆が試験面の5%以下の領域に認められれば「○」、錆が試験面の5%超の領域に認められれば「×」とし、評価「◎」、「○」を合格とした。
[Corrosion resistance after painting]
Corrosion resistance after painting was evaluated as follows.
A commercially available epoxy resin paint for cans was applied to the surface of a Sn-plated steel sheet prepared and wet-tested by the method described in the above [Coating film adhesion] at a dry mass of 7 g / m 2, and then baked at 200 ° C. for 10 minutes. It was allowed to stand at room temperature for 24 hours. Then, the obtained Sn-plated steel sheet was cut into a predetermined size and immersed in commercially available tomato juice at 60 ° C. for 7 days, and then the presence or absence of rust was visually evaluated. If no rust is found, it is rated as "◎", if rust is found in an area of 5% or less of the test surface, it is rated as "○", and if rust is found in a region of more than 5% of the test surface, it is rated as "x". ◎ ”and“ ○ ”are accepted.
<実施例1>
表1は、Snめっき付着量とジルコニウム酸化物の付着量及びジルコニウム酸化物のZr3d5/2の結合エネルギー位置、錫酸化物量を変化させた場合の結果である。
<Example 1>
Table 1 shows the results when the amount of Sn plating adhered, the amount of zirconium oxide adhered, the binding energy position of Zr3d5 / 2 of zirconium oxide, and the amount of tin oxide were changed.
上記表1から明らかなように、本発明の範囲であるA1〜A12は、いずれの性能も良好である。一方、比較例であるa1〜a5は、耐硫化黒変性、耐黄変性、塗膜密着性、塗装後耐食性のいずれかが劣ることがわかる。 As is clear from Table 1 above, A1 to A12, which are the scope of the present invention, have good performance. On the other hand, it can be seen that a1 to a5, which are comparative examples, are inferior in any of sulfurization blackening resistance, yellowing resistance, coating film adhesion, and corrosion resistance after coating.
<実施例2>
表2は、錫酸化物の還元に要する電気量が異なる場合の結果である。本発明で規定する条件に則して作製した発明例A13〜A27の性能は、いずれも良好である。
<Example 2>
Table 2 shows the results when the amount of electricity required for reduction of tin oxide is different. The performances of Invention Examples A13 to A27 produced according to the conditions specified in the present invention are all good.
<実施例3>
表3は、陽極電解の電気量を種々変更した場合の結果である。Snめっき後、加熱溶融処理も行った。陰極電解の条件としては、フッ化ジルコニウムを含む水溶液中のジルコニウムイオン濃度を1400ppm、電流密度を3.0A/m2、流速を200m/分、pHを4.0、浴温は35℃とした。陽極電解の処理液に使う電解質には炭酸水素ナトリウムを用い、電気伝導度は2.0S/m、浴温は25℃とした。
<Example 3>
Table 3 shows the results when the amount of electricity of the anode electrolysis was changed in various ways. After Sn plating, heat melting treatment was also performed. The conditions for cathode electrolysis were a zirconium ion concentration in an aqueous solution containing zirconium fluoride of 1400 ppm, a current density of 3.0 A / m 2 , a flow velocity of 200 m / min, a pH of 4.0, and a bath temperature of 35 ° C. .. Sodium hydrogen carbonate was used as the electrolyte used in the anodic electrolysis treatment liquid, the electrical conductivity was 2.0 S / m, and the bath temperature was 25 ° C.
本発明で規定する条件に則して作製した発明例B1〜B14は、いずれの性能も良好である。一方、比較例b1〜b3は、本発明で規定する条件に即さない場合であり、耐硫化黒変性、耐黄変性、塗膜密着性のいずれかが劣ることがわかる。 The performances of Invention Examples B1 to B14 produced according to the conditions specified in the present invention are good. On the other hand, Comparative Examples b1 to b3 are cases that do not meet the conditions specified in the present invention, and it can be seen that any of sulfurization-resistant blackening resistance, yellowing resistance, and coating film adhesion is inferior.
<実施例4>
表4は陽極電解に使う処理液に種々の電解質を用い浴のpHを変更した場合の結果である。Snめっき層の片面当たりのSn付着量は2.8g/m2とし、加熱溶融処理も行った。陰極電解の条件としては、電流密度は3.0A/m2、流速は200m/分、pHは4.0、浴温は35℃とし、陽極電解時の通電量は1.6C/dm2、浴温は25℃とした。
<Example 4>
Table 4 shows the results when the pH of the bath was changed by using various electrolytes as the treatment liquid used for anodic electrolysis. The amount of Sn adhered to one side of the Sn plating layer was 2.8 g / m 2, and heat melting treatment was also performed. The conditions for cathode electrolysis are a current density of 3.0 A / m 2 , a flow velocity of 200 m / min, a pH of 4.0, a bath temperature of 35 ° C, and an energization amount of 1.6 C / dm 2 during anode electrolysis. The bath temperature was 25 ° C.
本発明で規定する条件に則して作製した発明例C1〜C12の性能は、いずれも良好である。 The performances of Invention Examples C1 to C12 produced according to the conditions specified in the present invention are all good.
<実施例5>
表5は陽極電解に使う処理液の電気伝導度、浴温、また、陽極電解の条件を種々変更した場合の結果である。Snめっき層の片面当たりのSn付着量は2.8g/m2とし、加熱溶融処理も行った。陽極電解の電解質には炭酸水素ナトリウムを用いた。陰極電解の条件としては、フッ化ジルコニウムを含む水溶液中のジルコニウムイオン濃度を1400ppm、電流密度を3.0A/m2、流速を200m/分、pHを4.0、浴温を35℃とした。
<Example 5>
Table 5 shows the results when the electrical conductivity of the treatment liquid used for anodic electrolysis, the bath temperature, and the conditions for anodic electrolysis were variously changed. The amount of Sn adhered to one side of the Sn plating layer was 2.8 g / m 2, and heat melting treatment was also performed. Sodium hydrogen carbonate was used as the electrolyte for anodic electrolysis. The conditions for cathode electrolysis were a zirconium ion concentration in an aqueous solution containing zirconium fluoride of 1400 ppm, a current density of 3.0 A / m 2 , a flow velocity of 200 m / min, a pH of 4.0, and a bath temperature of 35 ° C. ..
本発明で規定する条件に則して作製した発明例D1〜D19の性能は、いずれも良好である。 The performances of Invention Examples D1 to D19 produced according to the conditions specified in the present invention are all good.
<実施例6>
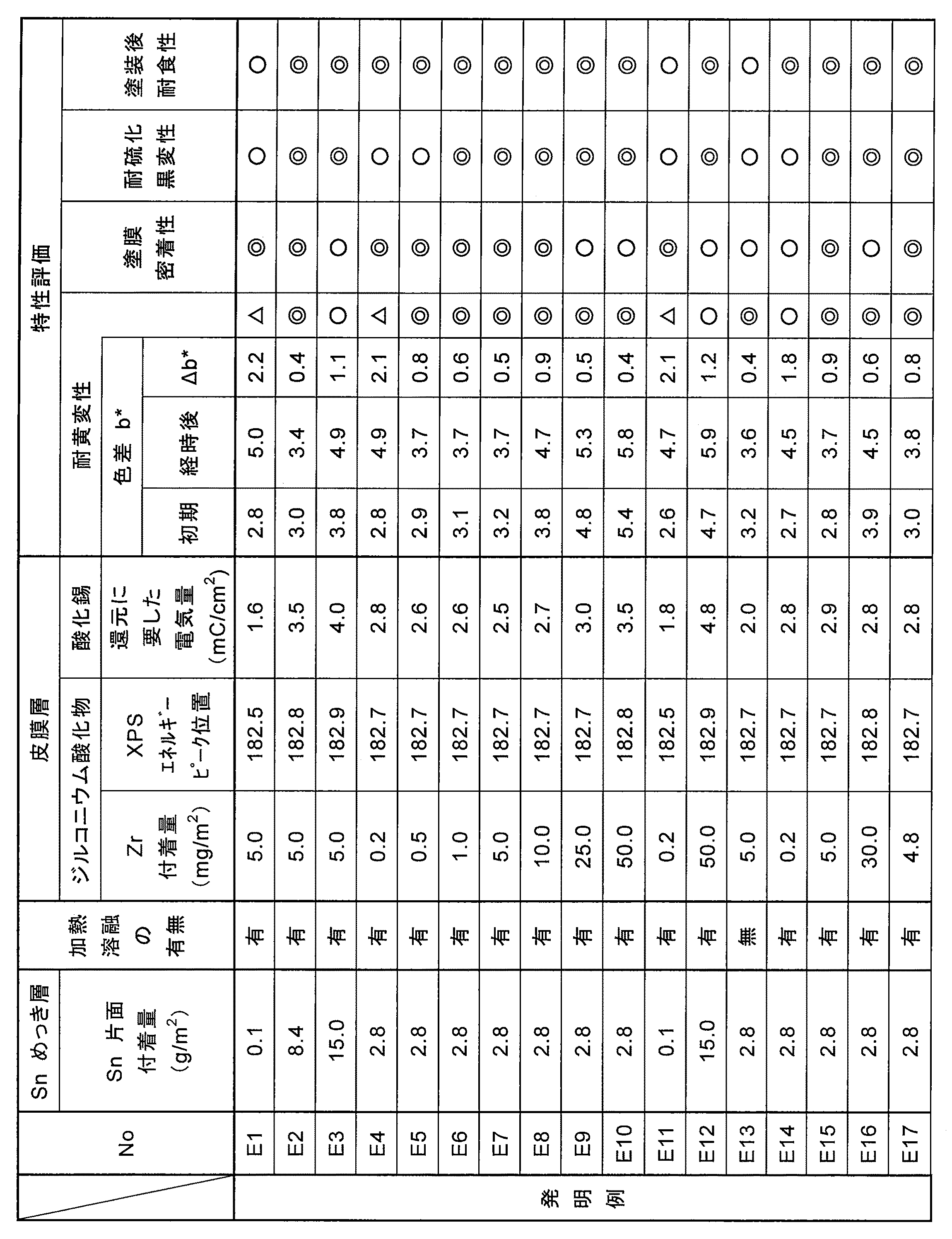
表6〜9は陰極電解条件を種々変更した場合の結果である。なお、表6、7には、陰極電解条件等の製造条件を、表8、9には、得られたSnめっき鋼板の物性等を示した。Snめっき層の片面当たりのSn付着量は2.8g/m2を基本としたが、一部のサンプルについてはSn付着量を増減し、また加熱溶融処理をしていないサンプルも作製した。
<Example 6>
Tables 6 to 9 show the results when the cathode electrolysis conditions are variously changed. Tables 6 and 7 show manufacturing conditions such as cathode electrolysis conditions, and Tables 8 and 9 show the physical properties of the obtained Sn-plated steel sheet. The amount of Sn adhered to one side of the Sn plating layer was basically 2.8 g / m 2 , but the amount of Sn adhered to some samples was increased or decreased, and samples not subjected to heat melting treatment were also prepared.
本発明で規定する条件に則して作製した発明例E1〜E34の性能は、いずれも良好である。 The performances of Invention Examples E1 to E34 produced according to the conditions specified in the present invention are all good.
以上、本発明の好適な実施形態について詳細に説明したが、本発明はかかる例に限定されない。本発明の属する技術の分野における通常の知識を有する者であれば、特許請求の範囲に記載された技術的思想の範疇内において、各種の変更例又は修正例に想到し得ることは明らかであり、これらについても、当然に本発明の技術的範囲に属するものと了解される。 Although the preferred embodiments of the present invention have been described in detail above, the present invention is not limited to such examples. It is clear that a person having ordinary knowledge in the field of technology to which the present invention belongs can come up with various modifications or modifications within the scope of the technical idea described in the claims. , These are also naturally understood to belong to the technical scope of the present invention.
以上のように、鋼板と、鋼板の少なくとも片面上に位置するSnめっき層と、Snめっき層上に位置し、ジルコニウム酸化物を含有する皮膜層とを有し、前記ジルコニウム酸化物の付着量が金属Zr量で0.2mg/m2以上50mg/m2以下であり、皮膜層がXPS(X−ray Photoelectron Spectroscopy:X線光電子分光法)によるZr3d5/2の結合エネルギーのピーク位置が182.5eV以上182.9eV以下であるジルコニウム酸化物を含むSnめっき鋼板は、従来のクロメート処理を必要とせずに、耐硫化黒変性、耐黄変性、塗膜密着性に優れることから、環境にやさしい缶用材料として、食缶、飲料缶などに広く用いることができ、産業上の利用価値が極めて高いものである。
As described above, it has a steel plate, a Sn plating layer located on at least one side of the steel plate, and a film layer located on the Sn plating layer and containing a zirconium oxide, and the amount of the zirconium oxide adhered is large. The amount of metal Zr is 0.2 mg / m 2 or more and 50 mg / m 2 or less, the coating layer is XPS (X-ray Photoelectron Spectroscopy: X-ray photoelectron spectroscopy), and the peak position of the binding energy of Zr3d5 / 2 is 182.5 eV. Sn-plated steel sheets containing zirconium oxide of 182.9 eV or less are excellent in sulfide blackening resistance, yellowing resistance, and coating adhesion without the need for conventional chromate treatment, and are therefore suitable for environment-friendly cans. As a material, it can be widely used for food cans, beverage cans, etc., and has extremely high industrial utility value.
Claims (5)
前記鋼板の少なくとも片面上に位置するSnめっき層と、
前記Snめっき層上に位置し、ジルコニウム酸化物及び錫酸化物を含有する皮膜層と、
を有し、
前記皮膜層中における前記ジルコニウム酸化物の付着量が金属Zr量で0.2mg/m2以上50mg/m2以下であり、
前記皮膜層は、X線光電子分光法によるZr3d5/2の結合エネルギーのピーク位置が182.5eV以上182.9eV以下であるジルコニウム酸化物を含む、Snめっき鋼板。 Steel plate and
The Sn plating layer located on at least one side of the steel sheet and
A film layer located on the Sn plating layer and containing a zirconium oxide and a tin oxide,
Have,
The amount of the zirconium oxide adhered to the film layer is 0.2 mg / m 2 or more and 50 mg / m 2 or less in terms of the amount of metal Zr.
The film layer is a Sn-plated steel sheet containing a zirconium oxide having a peak position of Zr3d5 / 2 binding energy of 182.5 eV or more and 182.9 eV or less by X-ray photoelectron spectroscopy.
当該Snめっき鋼板について電解質溶液中で陽極電解処理を実施し、
前記陽極電解処理の電気量が0.1C/dm2以上6.4C/dm2以下である、Snめっき鋼板の製造方法。 A Sn-plated steel plate having a Sn-plated layer on at least one side of the steel plate is immersed in a solution containing zirconium ions or subjected to a cathode electrolysis treatment in a solution containing zirconium ions to generate a zirconium oxide on the Sn-plated layer. ,
The Sn-plated steel sheet was subjected to anodic electrolysis treatment in an electrolyte solution.
Said electrical quantity of anodic electrolysis is 0.1 C / dm 2 or more 6.4C / dm 2 or less, the production method of the Sn plated steel sheet.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017031376A JP6855833B2 (en) | 2017-02-22 | 2017-02-22 | Manufacturing method of Sn-plated steel sheet and Sn-plated steel sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017031376A JP6855833B2 (en) | 2017-02-22 | 2017-02-22 | Manufacturing method of Sn-plated steel sheet and Sn-plated steel sheet |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018135569A JP2018135569A (en) | 2018-08-30 |
| JP6855833B2 true JP6855833B2 (en) | 2021-04-07 |
Family
ID=63365973
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017031376A Active JP6855833B2 (en) | 2017-02-22 | 2017-02-22 | Manufacturing method of Sn-plated steel sheet and Sn-plated steel sheet |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6855833B2 (en) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BR112021015001B1 (en) | 2019-02-04 | 2022-06-07 | Okada Medical Supply Co., Ltd. | orthodontic support |
| CN113710831A (en) | 2019-04-23 | 2021-11-26 | 杰富意钢铁株式会社 | Method for producing surface-treated steel sheet, and surface-treated steel sheet |
| IT202000014572A1 (en) * | 2020-06-18 | 2021-12-18 | Tenova Spa | PASSIVATION PROCEDURE FOR A TIN-PLATED STEEL BAND |
| US20240068107A1 (en) | 2020-12-21 | 2024-02-29 | Jfe Steel Corporation | Surface-treated steel sheet and method of producing the same |
| JP7401039B1 (en) | 2022-11-24 | 2023-12-19 | Jfeスチール株式会社 | Surface treated steel sheet and its manufacturing method |
| JP7460035B1 (en) | 2022-11-24 | 2024-04-02 | Jfeスチール株式会社 | Surface-treated steel sheet and its manufacturing method |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5157487B2 (en) * | 2008-01-30 | 2013-03-06 | 新日鐵住金株式会社 | Steel plate for containers and manufacturing method thereof |
| WO2015001598A1 (en) * | 2013-07-01 | 2015-01-08 | Jfeスチール株式会社 | Steel sheet for containers |
| JP6146541B2 (en) * | 2014-11-10 | 2017-06-14 | 新日鐵住金株式会社 | Plated steel sheet and manufacturing method thereof |
| KR102164123B1 (en) * | 2016-05-24 | 2020-10-12 | 닛폰세이테츠 가부시키가이샤 | Sn plated steel plate |
| JP6852454B2 (en) * | 2017-02-22 | 2021-03-31 | 日本製鉄株式会社 | Manufacturing method of Sn-based alloy-plated steel sheet and Sn-based alloy-plated steel sheet |
-
2017
- 2017-02-22 JP JP2017031376A patent/JP6855833B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018135569A (en) | 2018-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6855833B2 (en) | Manufacturing method of Sn-plated steel sheet and Sn-plated steel sheet | |
| EP3611292B1 (en) | Sn-PLATED STEEL SHEET AND METHOD FOR MANUFACTURING Sn-PLATED STEEL SHEET | |
| JP6806151B2 (en) | Sn plated steel sheet | |
| JP6806152B2 (en) | Sn-based alloy plated steel sheet | |
| JP6852454B2 (en) | Manufacturing method of Sn-based alloy-plated steel sheet and Sn-based alloy-plated steel sheet | |
| JP6642774B1 (en) | Sn-plated steel sheet and method for producing Sn-plated steel sheet | |
| JP5994960B1 (en) | Steel plate for container and method for producing steel plate for container | |
| JP7239020B2 (en) | Sn-based plated steel sheet | |
| JP6066030B2 (en) | Steel plate for container and method for producing steel plate for container | |
| JP6565308B2 (en) | Steel plate for container and method for producing steel plate for container |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20190208 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20190419 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20190422 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20190426 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191007 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200710 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200728 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200924 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210216 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210301 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6855833 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |