JP6804582B2 - Tatami mat surface material and rimless tatami mat using it - Google Patents
Tatami mat surface material and rimless tatami mat using it Download PDFInfo
- Publication number
- JP6804582B2 JP6804582B2 JP2019066435A JP2019066435A JP6804582B2 JP 6804582 B2 JP6804582 B2 JP 6804582B2 JP 2019066435 A JP2019066435 A JP 2019066435A JP 2019066435 A JP2019066435 A JP 2019066435A JP 6804582 B2 JP6804582 B2 JP 6804582B2
- Authority
- JP
- Japan
- Prior art keywords
- tatami mat
- tatami
- adhesive
- weft direction
- hot melt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Floor Finish (AREA)
Description
本開示は、畳表材及びそれを用いた縁なし畳に関する。 The present disclosure relates to tatami mat surface materials and rimless tatami mats using the same.
表面にクッション性が必要な薄手の縁なし畳等を製造する際、予め畳表と裏打ち材とを接着させておくことで製畳工程における生産性が向上する。この裏打ち材を接着させる際に例えば水系接着剤を用いると乾燥工程が必要となるため、工程を簡略化するためにホットメルト接着剤を用いることが知られている(例えば、特許文献1,2参照)。 When manufacturing a thin rimless tatami mat or the like that requires cushioning on the surface, the productivity in the tatami mat making process is improved by adhering the tatami mat surface and the backing material in advance. When, for example, a water-based adhesive is used to bond the backing material, a drying step is required. Therefore, it is known to use a hot melt adhesive to simplify the step (for example, Patent Documents 1 and 2). reference).
ところで、製畳工程で緯糸方向に垂直に折り曲げる部分は畳表の腰が強い。そうすると、接着剤として特許文献1の熱可塑性ホットメルト接着剤を用いた場合、高温環境下では、接着剤が溶融し、畳の側面及び/又は裏面において、腰の強い畳表が裏打ち材から剥離してしまうという問題があった。 By the way, in the tatami mat making process, the part that is bent perpendicularly to the weft direction has a strong tatami mat surface. Then, when the thermoplastic hot-melt adhesive of Patent Document 1 is used as the adhesive, the adhesive melts in a high temperature environment, and the chewy tatami mat surface peels off from the backing material on the side surface and / or the back surface of the tatami mat. There was a problem that it would end up.
また、耐熱性のある特許文献2の反応性ホットメルト接着剤を畳表の全面に塗工するとコストが高くなってしまうという問題があった。 Further, there is a problem that the cost increases when the reactive hot melt adhesive of Patent Document 2 having heat resistance is applied to the entire surface of the tatami mat surface.
そこで本開示では、高温環境下においても、畳の側面及び/又は裏面において畳表と裏打ち材とが剥離することを抑制しつつ、コスト高を抑制することができる畳表材及びそれを用いた縁なし畳を提供することを課題とする。 Therefore, in the present disclosure, a tatami mat surface material that can suppress the cost increase while suppressing the peeling of the tatami front surface and the backing material on the side surface and / or the back surface of the tatami mat even in a high temperature environment and the rimless using the tatami mat surface material. The challenge is to provide tatami mats.
上記の課題を解決するために、ここに開示する第1の技術に係る畳表材は、和紙が紙撚状に撚られた抄繊糸を織ってなる畳表と、前記畳表の裏面に接着剤を介して貼り付けられた裏打ち材と、を備え、緯糸方向両端部分に配置された前記接着剤は、反応性ホットメルト接着剤であり、緯糸方向中央部分に配置された前記接着剤は、熱可塑性ホットメルト接着剤であることを特徴とする。 In order to solve the above problems, the tatami mat surface material according to the first technique disclosed here includes a tatami mat surface made by weaving a fine fiber yarn in which Japanese paper is twisted in a paper twist shape, and an adhesive on the back surface of the tatami mat surface. The adhesive arranged at both ends in the weft direction is a reactive hot melt adhesive, and the adhesive placed at the center in the weft direction is thermoplastic. It is characterized by being a hot melt adhesive.
本構成によれば、畳表材の緯糸方向両端部分に配置する接着剤を反応性ホットメルト接着剤とすることで、高温環境下においても畳表の裏打ち材からの剥離を抑制できる。一方、畳表材の緯糸方向中央部分に配置する接着剤を熱可塑性ホットメルト接着剤とすることで、例えば畳表の裏面全面に亘って反応性ホットメルト接着剤を配置する構成に比べて、コスト高を抑制することができる。 According to this configuration, by using a reactive hot melt adhesive as the adhesive placed at both ends of the tatami mat surface in the weft direction, it is possible to suppress peeling of the tatami mat surface from the backing material even in a high temperature environment. On the other hand, by using a thermoplastic hot-melt adhesive as the adhesive placed in the central portion of the tatami mat surface in the weft direction, the cost is higher than, for example, a configuration in which the reactive hot-melt adhesive is placed over the entire back surface of the tatami mat surface. Can be suppressed.
第2の技術は、第1の技術において、前記接着剤は、前記畳表の裏面の全面に亘って配置されており、前記緯糸方向両端部分と前記緯糸方向中央部分との境界部分は、前記反応性ホットメルト接着剤と前記熱可塑性ホットメルト接着剤とが積層されていることを特徴とする。 In the second technique, in the first technique, the adhesive is arranged over the entire back surface of the tatami mat surface, and the boundary portion between both end portions in the weft direction and the central portion in the weft direction is the reaction. It is characterized in that the property hot melt adhesive and the thermoplastic hot melt adhesive are laminated.
境界部分において、両ホットメルト接着剤を積層させて未塗工部分の形成を抑えることにより、接着性を向上させることができる。 Adhesiveness can be improved by laminating both hot melt adhesives at the boundary portion and suppressing the formation of the uncoated portion.
第3の技術は、第2の技術において、前記境界部分における前記反応性ホットメルト接着剤は、前記熱可塑性ホットメルト接着剤よりも前記裏打ち材側に配置されていることを特徴とする。 The third technique is characterized in that, in the second technique, the reactive hot melt adhesive at the boundary portion is arranged on the backing material side with respect to the thermoplastic hot melt adhesive.
反応性ホットメルト接着剤を裏打ち材側に配置することにより、接着性及び強度を向上させることができる。 By arranging the reactive hot melt adhesive on the backing material side, the adhesiveness and strength can be improved.
第4の技術は、第2又は第3の技術において、前記境界部分の緯糸方向の幅は、3mm以上20mm以下であることを特徴とする。 The fourth technique is characterized in that, in the second or third technique, the width of the boundary portion in the weft direction is 3 mm or more and 20 mm or less.
境界部分の幅を上記範囲とすることにより、接着性及び強度を向上させることができる。 By setting the width of the boundary portion within the above range, the adhesiveness and strength can be improved.
第5の技術は、第1〜第4の技術のいずれか一つにおいて、畳床に貼り付けることにより縁なし畳として製畳されたときに、前記緯糸方向両端部分は、前記緯糸方向に対して垂直に折り曲げられて該縁なし畳の側面及び裏面の少なくとも一方を形成することを特徴とする。 In any one of the first to fourth techniques, the fifth technique is that when the tatami mat is made as a rimless tatami mat by sticking it on a tatami floor, both ends in the weft direction are relative to the weft direction. It is characterized in that it is bent vertically to form at least one of the side surface and the back surface of the rimless tatami mat.
本構成によれば、畳表の腰が強い緯糸方向両端部分の折り曲げ部分に反応性ホットメルト接着剤を配置させることにより、高温環境下においても、畳の側面及び/又は裏面において畳表と裏打ち材とが剥離することを抑制しつつ、コスト高を抑制することができる畳表材を提供することができる。 According to this configuration, by arranging the reactive hot melt adhesive on the bent portions at both ends in the weft direction where the tatami mat surface is strong, the tatami mat surface and the backing material can be formed on the side surface and / or the back surface of the tatami mat even in a high temperature environment. It is possible to provide a tatami mat surface material that can suppress high cost while suppressing peeling.
第6の技術は、第1〜第5の技術のいずれか一つにおいて、前記抄繊糸は、筒状抄繊糸であることを特徴とする。 The sixth technique is characterized in that, in any one of the first to fifth techniques, the paper-making yarn is a tubular paper-making yarn.
本構成によれば、畳表を軽量化することができるから、畳表材を軽量化することができる。 According to this configuration, the tatami mat surface can be made lighter, so that the tatami mat surface material can be made lighter.
ここに開示する第7の技術に係る縁なし畳は、第1〜第6の技術のいずれか一つに記載の畳表材と、前記畳表材の前記裏打ち材側に追加の接着剤を介して貼り付けられた畳床と、を備えたことを特徴とする。 The rimless tatami mat according to the seventh technique disclosed herein includes the tatami mat surface material according to any one of the first to sixth techniques and an additional adhesive on the backing material side of the tatami mat surface material. It is characterized by having a tatami floor attached to it.
本構成によれば、高温環境下においても、畳の側面及び/又は裏面において畳表と裏打ち材とが剥離することを抑制しつつ、コスト高を抑制することができる縁なし畳を提供することができる。 According to this configuration, it is possible to provide a rimless tatami mat that can suppress high cost while suppressing peeling of the tatami front surface and the backing material on the side surface and / or the back surface of the tatami mat even in a high temperature environment. it can.
第8の技術は、第7の技術において、前記畳表材の前記緯糸方向両端部分の外側部分は、前記畳床の側面に配置されており、前記畳表材の前記緯糸方向両端部分の内側部分の少なくとも一部は、前記畳床の表面に配置されていることを特徴とする。 In the eighth technique, in the seventh technique, the outer portions of the both ends in the weft direction of the tatami mat surface material are arranged on the side surface of the tatami floor, and the inner portions of the both ends in the weft direction of the tatami mat surface material. At least a part of it is arranged on the surface of the tatami floor.
畳表材の両端部分、すなわち反応性ホットメルト接着剤により接着された部分を畳床の側面から表面に亘って配置することにより、縁なし畳における畳表と裏打ち材との剥離を効果的に抑制することができる。 By arranging both ends of the tatami mat surface material, that is, the portions bonded by the reactive hot melt adhesive from the side surface to the surface of the tatami mat floor, the peeling of the tatami mat surface and the backing material in the rimless tatami mat is effectively suppressed. be able to.
第9の技術は、第8の技術において、前記緯糸方向両端部分の内側部分の緯糸方向の幅は20mm以下であることを特徴とする。 The ninth technique is characterized in that, in the eighth technique, the width of the inner portions of both ends in the weft direction in the weft direction is 20 mm or less.
本構成によれば、畳表材の両端部分、すなわち反応性ホットメルト接着剤により接着された部分のうち、畳床の表面に配置される部分の幅を上記範囲とすることにより、縁なし畳における畳表と裏打ち材との剥離を効果的に抑制することができる。 According to this configuration, the width of both ends of the tatami mat surface material, that is, the portion adhered by the reactive hot melt adhesive, which is arranged on the surface of the tatami floor, is set to the above range, thereby forming the rimless tatami mat. The peeling between the tatami mat surface and the backing material can be effectively suppressed.
第10の技術は、第7〜9の技術のいずれか一つにおいて、前記畳表材の経糸方向両端部分は、前記畳床の側面に配置されており、前記畳表材の前記経糸方向両端部分における緯糸方向の両端は、反応性ホットメルト接着剤を備えていることを特徴とする。 The tenth technique is that in any one of the seventh to ninth techniques, both ends in the warp direction of the tatami mat surface material are arranged on the side surface of the tatami floor, and the both ends in the warp direction of the tatami mat surface material. Both ends in the weft direction are characterized by being provided with a reactive hot melt adhesive.
縁なし畳の経糸方向の側面においても、緯糸方向の両端に反応性ホットメルト接着剤により接着させた部分を配置することにより、縁なし畳における畳表と裏打ち材との剥離を効果的に抑制することができる。 Even on the side surface of the rimless tatami mat in the warp direction, the peeling between the tatami mat surface and the backing material in the rimless tatami mat is effectively suppressed by arranging the portions bonded by the reactive hot melt adhesive at both ends in the weft direction. be able to.
第11の技術は、第7の技術において、前記畳表材の前記緯糸方向両端部分の外側部分は、前記畳床の裏面に配置されていることを特徴とする。 The eleventh technique is characterized in that, in the seventh technique, the outer portions of both ends of the tatami mat surface material in the weft direction are arranged on the back surface of the tatami mat floor.
本構成によれば、高温環境下においても、畳の裏面において畳表と裏打ち材とが剥離することを抑制しつつ、コスト高を抑制することができる縁なし畳を提供することができる。 According to this configuration, it is possible to provide a rimless tatami mat that can suppress high cost while suppressing peeling of the tatami mat surface and the backing material on the back surface of the tatami mat even in a high temperature environment.
以上述べたように、本開示によると、畳表材の緯糸方向両端部分に配置する接着剤を反応性ホットメルト接着剤とすることで、高温環境下においても畳表の裏打ち材からの剥離を抑制できる。一方、畳表材の緯糸方向中央部分に配置する接着剤を熱可塑性ホットメルト接着剤とすることで、例えば畳表の裏面全面に亘って反応性ホットメルト接着剤を配置する構成に比べて、コスト高を抑制することができる。 As described above, according to the present disclosure, by using a reactive hot melt adhesive as the adhesive placed at both ends of the tatami mat surface in the weft direction, it is possible to suppress peeling of the tatami mat surface from the backing material even in a high temperature environment. .. On the other hand, by using a thermoplastic hot-melt adhesive as the adhesive placed in the central portion of the tatami mat surface in the weft direction, the cost is higher than, for example, a configuration in which the reactive hot-melt adhesive is placed over the entire back surface of the tatami mat surface. Can be suppressed.
以下、本開示の実施形態を図面に基づいて詳細に説明する。以下の好ましい実施形態の説明は、本質的に例示に過ぎず、本開示、その適用物或いはその用途を制限することを意図するものでは全くない。 Hereinafter, embodiments of the present disclosure will be described in detail with reference to the drawings. The following description of preferred embodiments is merely exemplary and is not intended to limit the disclosure, its applications or its uses.
(実施形態1)
<縁なし畳>
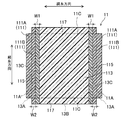
図1は、実施形態1に係る縁なし畳1の斜視図である。図2は、図1のA−A線における断面図である。図3は、図2の符号Bで示す部分の拡大図である。図4は、製畳前の畳表材11の平面図であり、図3と同一のハッチングにより後述する第1接着剤13の塗り分けの様子を示している。
(Embodiment 1)
<Borderless tatami mat>
FIG. 1 is a perspective view of a borderless tatami mat 1 according to the first embodiment. FIG. 2 is a cross-sectional view taken along the line AA of FIG. FIG. 3 is an enlarged view of a portion indicated by reference numeral B in FIG. FIG. 4 is a plan view of the tatami
図1,図2に示すように、本実施形態に係る縁なし畳1は、畳表材11と、畳表材11の裏面に配置された畳床16とを備えている。縁なし畳1は、敷き込みタイプの畳であり、畳表材11は、畳床16の表面及び側面に配置され、畳床16の裏面には配置されていない。畳表材11は、畳表12と、該畳表12の裏面に貼り付けられた裏打ち材14とを有している。
As shown in FIGS. 1 and 2, the rimless tatami mat 1 according to the present embodiment includes a tatami
なお、本明細書において、方向は、図1に示すとおりとする。すなわち、畳表12の緯糸である抄繊糸が延びる方向を「緯糸方向」、経糸が延びる方向を「経糸方向」とする。緯糸方向と経糸方向は互いに垂直な方向である。また、縁なし畳1の表面側を「表側」、裏面側を「裏側」とする。
In this specification, the direction is as shown in FIG. That is, the direction in which the weft yarn of the
≪畳表≫
畳表12は、麻、綿等の撚糸を経糸、和紙が紙撚状に撚られた抄繊糸を緯糸として織られたものである。畳表12の緯糸は、具体的に例えば、針葉樹の木質繊維を主体とし、坪量15g/m2〜20g/m2で抄造した紙(機械抄き和紙)を20mm〜40mm幅に裁断し、中心部を空洞にして5巻〜15巻程度で筒状に撚りをかけた径が0.7mm〜1.5mmの筒状抄繊糸(抄繊糸)である。畳表12は、このような筒状抄繊糸を、0.8kg/m2〜1.2kg/m2で編織して得られる。筒状抄繊糸は、抄繊糸の中心部が空洞であるから、畳表12を軽量化することができ、畳表材11、延いては縁なし畳1を軽量化することができる。筒状抄繊糸の織り方は、特に限定されないが、平織でもよく、また、綾織でもよい。
≪Tatami table≫
The tatami mat table 12 is woven with twisted yarns such as hemp and cotton as warp yarns and Japanese paper twisted in a paper twist shape as weft yarns. Weft tatami facing 12, Specifically, for example, the wood fibers of softwood mainly, to cut paper and papermaking at a basis weight 15g / m 2 ~20g / m 2 ( machine paper making paper) to 20mm~40mm width, center It is a tubular papermaking yarn (papermaking yarn) having a diameter of 0.7 mm to 1.5 mm, which is twisted into a tubular shape with about 5 to 15 turns with a hollow portion. Tatami facing 12, such a tubular抄繊yarn, obtained by weaving knitting at 0.8kg / m 2 ~1.2kg / m 2 . Since the central portion of the tubular drawing yarn is hollow, the
畳表12を構成する各筒状抄繊糸の表面には、耐水性や耐汚染性を付与するために、撥水性を持たせてもよい。撥水機能を有する撥水剤として、例えば、疎水基(疎水性の置換基)と架橋性の官能基とを有する架橋性高分子を用いることができ、さらに、撥水剤に、該撥水剤に含まれる高分子同士を結合する樹脂剤を添加してもよい。撥水剤を構成する疎水基には、例えば、パーフルオロアルキル基又はパーフルオロアルキレン基を用いることができ、架橋性の官能基には、例えば、水酸基又はカルボニル基を用いることができる。撥水剤に添加する樹脂剤は、主鎖に架橋性を有する架橋性高分子からなり、例えば、アクリル樹脂、EVA、酢酸ビニル樹脂又はウレタン樹脂を用いることができる。
The surface of each tubular fine yarn constituting the
撥水剤は筒状にする前に施す、すなわち予め表面に撥水剤をコートしたコート紙を筒状に加工してもよいし、あるいは筒状になった抄繊糸に浸漬法等で後コーティングしてもよい。 The water repellent may be applied before making it into a tubular shape, that is, a coated paper coated with a water repellent on the surface in advance may be processed into a tubular shape, or after being immersed in the tubular fine fiber yarn by a dipping method or the like. It may be coated.
≪裏打ち材≫
図3,図4に示すように、裏打ち材14は、畳表12の裏面に、第1接着剤13を介して貼り付けられている。詳細には、図4に示すように、裏打ち材14は、平面視で、畳表12と同一の形状を有しており、畳表12の裏面の全面、言い換えると裏打ち材14の表面の全面に亘って配置された第1接着剤13を介して、畳表12の裏面の全面に貼り付けられている。
≪Backing material≫
As shown in FIGS. 3 and 4, the
裏打ち材14は、畳表材11に強度、解れ防止、クッション性等を付与するためのものである。裏打ち材14としては、例えば、不織布、織布、フェルト、塩化ビニルシート、ゴムシート、ウレタン材、合成樹脂材、樹脂発泡シート、樹脂シート等のシート材のうちの1種を単独で、又は、1種を複数層若しくは複数種の層を積層させて用いることができる。裏打ち材14の厚さは、特に限定されないが、畳表12の厚さと同程度に設定することができる。
The lining
≪第1接着剤≫
詳細は後述するが、第1接着剤13としては、2種類のホットメルト接着剤を使用する。具体的には、ホットメルト接着剤は、反応性ホットメルト接着剤及び熱可塑性ホットメルト接着剤である。
≪First adhesive≫
Although details will be described later, two types of hot melt adhesives are used as the
反応性ホットメルト接着剤は、例えば湿気硬化型、2液硬化型、熱硬化型、UV硬化型、光硬化型等のポリウレタン系、ポリオレフィン系、EVA(エチレン酢酸ビニル)系ホットメルト接着剤等を用いることができる。なお、硬化の機構は、コスト性や取扱い性の観点から、湿気硬化型が好適である。また、樹脂系は、特に畳表のようなフレキシブル性を備えた材料に対しては、柔軟性と耐熱性を併せ持つ樹脂系が適しており、具体的には例えばポリウレタン系が適している。また、裏打ち材14の材質に併せて反応性ホットメルト接着剤を選択してもよい。具体的には、例えば裏打ち材14がポリプロピレン系の場合には、湿気硬化型のポリオレフィン系反応性ホットメルト接着剤を選択することができる。
Examples of the reactive hot melt adhesive include polyurethane-based, polyolefin-based, EVA (ethylene vinyl acetate) -based hot-melt adhesives such as moisture-curable type, two-component curable type, thermosetting type, UV-curable type, and photocurable type. Can be used. The curing mechanism is preferably a moisture curing type from the viewpoint of cost and handleability. Further, as the resin system, a resin system having both flexibility and heat resistance is suitable particularly for a material having flexibility such as a tatami mat, and specifically, for example, a polyurethane system is suitable. Further, the reactive hot melt adhesive may be selected according to the material of the
熱可塑性ホットメルト接着剤は、EVA(エチレン酢酸ビニル)系、ゴム系、ポリオレフィン系、ポリアミド系、ポリエステル系などが挙げられ、裏打ち材14の種類、求める性能等により適宜選ばれる。例えば、ある程度の耐熱性が必要で、かつ裏打ち材14がポリプロピレン系である場合はポリオレフィン系ホットメルト接着剤が選ばれる。
Examples of the thermoplastic hot melt adhesive include EVA (ethylene vinyl acetate) type, rubber type, polyolefin type, polyamide type, polyester type and the like, and are appropriately selected depending on the type of
第1接着剤13の塗工量は、20g/m2以上200g/m2以下とすることが望ましい。塗工量が20g/m2よりも少ないと必要な接着性が得られない虞がある。塗工量が200g/m2よりも多いと、畳表12の裏面から畳表12の内部にまで染み込んでいる第1接着剤13が、筒状抄繊糸の間から畳表12の表面にはみ出してしまう虞がある。
It is desirable that the coating amount of the
≪畳床≫
畳床16は、畳表材11の裏面、すなわち裏打ち材14側の面に第2接着剤15(追加の接着剤)を介して貼り付けられている。
≪Tatami floor≫
The
畳床16は、例えば、正方形(畳半畳)または長方形(畳一畳)のような矩形板状のインシュレーションボード、合板、繊維板、樹脂板等で構成される畳ボード16Aが用いられる。なお、本実施形態では、縁なし畳1のクッション性を向上させるために、畳床16として、例えば発泡ポリスチレンシートのようなクッション材16Bを畳ボード16Aの上に一体的に設けたものを用いている。畳床16は、クッション材16Bを設けない構成であってもよい。
As the
≪第2接着剤≫
第2接着剤15は、裏打ち材14と畳床16とを接着できるものであれば特に限定されないが、弾力性のある裏打ち材14を接着するので、ある程度柔軟性のあるものがよく、例えばウレタン系、ゴム系等の接着剤が好適である。
≪Second adhesive≫
The
≪第1接着剤の塗り分け≫
ここに、本実施形態に係る畳表材11は、第1接着剤13として2種類のホットメルト接着剤を部位により塗り分けていることを特徴とする。
≪Separate application of the first adhesive≫
Here, the tatami
図4に示すように、畳表材11は、展開すると、四隅が切り落とされた略矩形状を有する。製畳工程、すなわち畳表材11を畳床16に貼り付けて縁なし畳1を製造する工程において、畳表材11の緯糸方向両端部分111は、緯糸方向に垂直な折り曲げ線11Aで折り曲げられて、縁なし畳1の側面を形成する。具体的には、緯糸方向両端部分111の外側部分111Aは畳床16の側面に配置されて縁なし畳1の緯糸方向両側の側面を構成する。一方、緯糸方向両端部分111の内側部分111Bの一部、すなわち経糸方向中央部分は畳床16の表面に配置されて縁なし畳1の表面の端を構成する。
As shown in FIG. 4, the tatami
そして、図3,図4に示すように、緯糸方向両端部分111には、第1接着剤13として、反応性ホットメルト接着剤13Aが配置されている。一方、緯糸方向中央部分113には、第1接着剤13として、熱可塑性ホットメルト接着剤13Bが配置されている。
Then, as shown in FIGS. 3 and 4, a reactive hot melt adhesive 13A is arranged as the first adhesive 13 at both
畳表材11の緯糸方向両端部分は畳表12の腰が強いため、第1接着剤13として例えば熱可塑性ホットメルト接着剤を用いると、製畳工程や、出荷時の輸送工程等において高温環境下におかれたときに、緯糸方向と垂直に折り曲げてなる縁なし畳1の側面において畳表12が裏打ち材14から剥離し得る。畳表材11の緯糸方向両端部分111に配置する第1接着剤13を反応性ホットメルト接着剤13Aとすることで、高温環境下においても畳表12の裏打ち材14からの剥離を抑制できる。一方、畳表12の緯糸方向中央部分113に配置された第1接着剤13を熱可塑性ホットメルト接着剤13Bとすることで、例えば畳表12の裏面全面に亘って反応性ホットメルト接着剤13Aを配置する構成に比べて、コスト高を抑制することができる。
Since both ends of the tatami
なお、緯糸方向両端部分111と緯糸方向中央部分113との境界部分115には、第1接着剤13の未塗工部分の形成を抑え、畳表12と裏打ち材14との十分な接着性を確保する観点から、反応性ホットメルト接着剤13Aと熱可塑性ホットメルト接着剤13Bとが積層されている。この境界部分115に配置された第1接着剤13を便宜的に境界部分接着剤13Cと称する。
It should be noted that the
境界部分接着剤13Cでは、反応性ホットメルト接着剤13Aが、熱可塑性ホットメルト接着剤13Bよりも裏打ち材14側に配置された積層構造となっている。これにより、畳表12と裏打ち材14とのより高い接着性及び畳表材11のより高い強度を確保することができる。なお、当該境界部分接着剤13Cの積層順は特に限定されるものではなく、反応性ホットメルト接着剤13Aを、熱可塑性ホットメルト接着剤13Bよりも畳表12側に配置させてもよい。また、境界部分接着剤13Cの塗工量は、当該境界部分に塗工される反応性ホットメルト接着剤13A及び熱可塑性ホットメルト接着剤13Bの合計塗工量が上述の第1接着剤13の塗工量の数値範囲内となるようにすればよい。
The boundary
境界部分115の緯糸方向の幅W1は、3mm以上20mm以下、好ましくは5mm以上15mm以下とすることができる。幅が3mm未満では塗工時の誤差により第1接着剤13の未塗工部分が生じる虞がある。幅が20mm超では反応性ホットメルト接着剤を使用する部分の領域が広すぎコスト高に繋がる虞がある。
The width W1 of the
緯糸方向両端部分111の内側部分111Bの緯糸方向の幅W2は、20mm以下、好ましくは5mm以上15mm以下とすることができる。縁なし畳1の表面に配置される内側部分111Bを設けなくても畳表12と裏打ち材14との剥離を抑えることができるが、内側部分111Bを設けることにより、折り曲げ線11A位置を含むように縁なし畳1の側面から表面に亘って反応性ホットメルト接着剤13Aが配置されるから、より効果的に剥離を抑えることができる。なお、内側部分111Bの緯糸方向の幅を20mm超とすると、コスト高に繋がる虞がある。また、縁なし畳1の側面に配置される外側部分111Aは、全面に反応性ホットメルト接着剤13Aが配置されていることが望ましい。
The width W2 in the weft direction of the
畳表材11の経糸方向両端部分117は、経糸方向に垂直な折り曲げ線11Cにおいて折り曲げられ、畳床16の側面に配置されて縁なし畳1の経糸方向両側の側面を構成する。経糸方向両端部分117は、図4に示すように、緯糸方向両端部分111の内側部分111Bにおける経糸方向の両端と、境界部分115における経糸方向の両端と、緯糸方向中央部分113における経糸方向の両端とにより構成されている。すなわち、経糸方向両端部分117における緯糸方向の両端には、反応性ホットメルト接着剤13Aが配置されている。また、経糸方向両端部分117における緯糸方向の中央には、熱可塑性ホットメルト接着剤13Bが配置されている。そして、経糸方向両端部分117における境界部分には、反応性ホットメルト接着剤13Aと熱可塑性ホットメルト接着剤13Bとが積層されてなる境界部分接着剤13Cが配置されている。このように、経糸方向両端部分117の緯糸方向の両端に、反応性ホットメルト接着剤13Aを配置することで、経糸方向両端部分117における畳表12と裏打ち材14との剥離をより確実に抑制することができる。
Both ends 117 of the tatami
なお、経糸方向両端部分117における緯糸方向の両端の反応性ホットメルト接着剤13Aが配置された部分の緯糸方向の幅は、本実施形態では緯糸方向両端部分111の内側部分111Bの緯糸方向の幅W2と同一であるが、同一でなくてもよい。また、経糸方向両端部分117における境界部分の緯糸方向の幅は、本実施形態では境界部分115の緯糸方向の幅W1と同一であるが、同一でなくてもよい。
In the present embodiment, the width in the weft direction of the portion of the both
また、経糸方向両端部分117は、抄繊糸が編まれてなる緯糸に沿って、細い撚糸である経糸を折り曲げるだけであるので比較的容易に折り曲げることができる。そして、経糸方向両端部分117は、熱可塑性ホットメルト接着剤13Bを用いた場合であっても、高温環境下、畳表12と裏打ち材14とが剥離する可能性は、緯糸方向両端部分111よりも低い。従って、経糸方向両端部分117全体に亘って、熱可塑性ホットメルト接着剤13Bを用いるようにしてもよい。また、逆に、経糸方向両端部分117全面に反応性ホットメルト接着剤13Aを配置することもできる。
Further, both ends 117 in the warp direction can be bent relatively easily because the warp yarn, which is a thin twisted yarn, is simply bent along the weft yarn formed by knitting the finely divided yarn. Even when the thermoplastic hot melt adhesive 13B is used, the possibility that the
<縁なし畳の製造方法>
縁なし畳1は、例えば以下の方法により製造することができる。
<Manufacturing method of rimless tatami>
The rimless tatami mat 1 can be manufactured by, for example, the following method.
まず、畳表12の裏面に第1接着剤13を用いて裏打ち材14を裏打ちし、畳表材11を得る。なお、第1接着剤13は、畳表12、裏打ち材14のどちらに塗工しても構わないが、以下では畳表12の裏面に塗工する場合を例に挙げて説明する。
First, the
具体的に、畳表12を構成する畳表原反の裏面において、緯糸方向中央部分113及び境界部分115に該当する領域に、熱可塑性ホットメルト接着剤13Bを塗工する。熱可塑性ホットメルト接着剤13Bの塗工は、例えばダイコーター、塗工幅に応じて堰止めを設けたホットロールコーター、ナイフコーター、ホットコンマコーター、ホットコンマリバースコーター等を用いることができ、特にダイコーターを好適に用いることができる。ダイコーターは、塗工幅の調整、ダイコーター位置の調整等により、様々なサイズの畳に容易に対応可能である。また、ホットメルト接着剤のような高粘度且つ湿気硬化型の接着剤を塗工するのにもダイコーターが適している。
Specifically, the thermoplastic hot melt adhesive 13B is applied to the regions corresponding to the
次に、第1接着剤13の未塗工部分が生じないように、境界部分115及び緯糸方向両端部分111に該当する領域に、反応性ホットメルト接着剤13Aを塗工する。なお、境界部分115では、最初に熱可塑性ホットメルト接着剤13Bが塗工されているから、さらに反応性ホットメルト接着剤13Aが積層された状態となる。反応性ホットメルト接着剤13Aの塗工も、熱可塑性ホットメルト接着剤13Bと同様の装置を用いて行うことができるが、畳表12の両端、特に境界部分115に種類の異なる接着剤を重ねて塗工する観点からも、特にダイコーターが好適である。
Next, the reactive hot melt adhesive 13A is applied to the regions corresponding to the
第1接着剤13の塗工が完了したら、裏打ち材14の原料であるシート材を畳表12の裏面に貼り合わせて、畳表材11の原反を得る。貼り合わせは、例えばロールラミネート、連続プレス(ダブルベルトプレス)、平版プレス等の方法を用いて行うことができる。なお、設備の小型化及び簡素化の観点から、ロールラミネートによる貼り合わせが望ましい。
When the coating of the
上述の工程により、畳表材11の原反を得たら、次は製畳して縁なし畳1を製造する。具体的には、まず、畳ボード16Aの原反の表面に例えばゴム系接着剤を用いてクッション材16Bを接着させ、所定のサイズに切り出して畳床16を製造する。その後、畳床16の大きさに合わせ、かつ畳床16の側面に折り曲げる部分を加えた、例えば図4に示す展開図のような形にくり抜く。そして、第2接着剤15を用いて畳床16に張り付け、第2接着剤15を硬化させて縁なし畳1を得る。
After obtaining the original fabric of the tatami
なお、畳表材11の端部の折り曲げは、例えば加熱した金属板等を畳表材11に押し当てて行うことができる。緯糸方向両端部分111の折り曲げには、例えば160℃〜200℃で60秒〜90秒程度の押し当てが効果的である。また経糸方向両端部分117の折り曲げには、例えば160℃〜200℃で15秒〜45秒程度の押し当てが効果的である。
The end portion of the tatami
(実施形態2)
以下、本開示に係る他の実施形態について詳述する。なお、これらの実施形態の説明において、実施形態1と同じ部分については同じ符号を付して詳細な説明を省略する。
(Embodiment 2)
Hereinafter, other embodiments according to the present disclosure will be described in detail. In the description of these embodiments, the same parts as those of the first embodiment are designated by the same reference numerals, and detailed description thereof will be omitted.
図5は、実施形態2に係る縁なし畳1の図2相当図である。図6は、図5の符号Cで示す部分の拡大図である。図7は、図5の畳表材11の図4相当図である。
FIG. 5 is a view corresponding to FIG. 2 of the borderless tatami mat 1 according to the second embodiment. FIG. 6 is an enlarged view of a portion indicated by reference numeral C in FIG. FIG. 7 is a view corresponding to FIG. 4 of the tatami
図5に示すように、本実施形態に係る縁なし畳1は、置き敷きタイプの畳であり、畳表材11は、畳床16の表面、側面及び裏面の一部に配置されている。また、畳床16の裏面には、例えば第3接着剤19を介して厚さ調整材18Aと防滑シート18Bとが貼着されている。厚さ調整材18Aは、畳表材11が畳床16の裏面側に一部配置されることに伴い生じる縁なし畳1の厚さを調整するためのものであり、畳表材11の厚さと同程度の厚さを有している。防滑シート18Bは、縁なし畳1を床面等に配置したときの滑り止め用である。厚さ調整材18A及び防滑シート18Bとしては、例えば不織布等を用いる。第3接着剤19は、第1接着剤13及び第2接着剤15と同様のものを用いることができる。なお、厚さ調整材18A及び防滑シート18Bは接着剤以外の方法により畳床16に固定してもよい。
As shown in FIG. 5, the rimless tatami mat 1 according to the present embodiment is a tatami mat of a standing type, and the tatami
図6,図7に示すように、本実施形態に係る縁なし畳1では、境界部分115は縁なし畳1の側面に配置されている。そして、緯糸方向両端部分111は縁なし畳1の緯糸方向の裏面、及び緯糸方向の側面に配置されている。また、緯糸方向中央部分113は縁なし畳1の緯糸方向の側面、表面、経糸方向の側面、及び経糸方向の裏面に配置されている。なお、緯糸方向両端部分111が縁なし畳1の裏面に配置されていれば、縁なし畳1の裏面において畳表12と裏打ち材14との剥離は十分に抑制される。従って、境界部分115は縁なし畳1の表面、側面及び裏面のいずれに配置されていてもよい。
As shown in FIGS. 6 and 7, in the borderless tatami mat 1 according to the present embodiment, the
図7に示すように、畳表材11は、緯糸方向両端部分111は、折り曲げ線11Aに加え、折り曲げ線11Aの外側にある折り曲げ線11Bにおいても緯糸方向に対して垂直に折り曲げられ、外側部分111Aが畳床16の裏面に貼着される。そして、内側部分111Bは畳床16の側面に貼着される。また、経糸方向両端部分117は、折り曲げ線11Cに加え、折り曲げ線11Cの外側にある折り曲げ線11Dにおいても経糸方向に対して垂直に折り曲げられ、畳床16の経糸方向の側面及び裏面に貼着される。本実施形態では、経糸方向両端部分117には全面に亘って熱可塑性ホットメルト接着剤13Bが配置されている。
As shown in FIG. 7, in the tatami
本実施形態に係る縁なし畳1は、以下の手順以外は、実施形態1の縁なし畳1と同様の方法により製造できる。すなわち、第2接着剤15を用いて畳表材11を畳床16に貼り付ける際に、畳床16の裏面にまで巻き込ませて貼り付ける。そして、厚さ調整材18A及び防滑シート18Bを、第3接着剤19を用いて畳床16の裏面の所定の位置に接着させる。第3接着剤19としてホットメルト接着剤を用いる場合は、熱圧接着により接着させることができる。
The rimless tatami mat 1 according to the present embodiment can be manufactured by the same method as the rimless tatami mat 1 of the first embodiment except for the following procedure. That is, when the
(その他の実施形態)
第1接着剤13は、畳表12の裏面の全面、言い換えると裏打ち材14の表面の全面に亘って配置されていなくてもよく、部分的に第1接着剤13が存在しない箇所があってもよい。
(Other embodiments)
The first adhesive 13 may not be arranged over the entire surface of the back surface of the
第1接着剤13としてのホットメルト接着剤は、緯糸方向両端部分に反応性ホットメルト接着剤を用いていれば、3種類以上を用いてもよい。
As the hot melt adhesive as the
以上、本開示の好ましい実施形態について説明したが、本開示の技術的範囲は上記の各実施形態に記載の範囲に限定されない。上記の各実施形態は例示であり、それらの各構成要素及び各処理プロセスの組み合わせには、さらに種々の変形例が可能なこと、また、そうした変形例も本開示の範囲に属することは当業者に理解されるところである。 Although the preferred embodiments of the present disclosure have been described above, the technical scope of the present disclosure is not limited to the scope described in each of the above embodiments. It is a person skilled in the art that each of the above embodiments is an example, and various modifications are possible for the combination of each component and each processing process, and such modifications also belong to the scope of the present disclosure. Is being understood.
本開示は、畳表材及びそれを用いた縁なし畳の分野において有用である。 The present disclosure is useful in the field of tatami mat surface materials and rimless tatami mats using the same.
1 縁なし畳
11 畳表材
12 畳表
13 第1接着剤(接着剤)
14 裏打ち材
13A 反応性ホットメルト接着剤
13B 熱可塑性ホットメルト接着剤
13C 境界部分接着剤
15 第2接着剤(追加の接着剤)
16 畳床
111 緯糸方向両端部分
111A 緯糸方向両端部分の外側部分
111B 緯糸方向両端部分の内側部分
115 境界部分
113 緯糸方向中央部分
117 経糸方向両端部分
1
14
16
Claims (11)
前記畳表の裏面に接着剤を介して貼り付けられた裏打ち材と、を備え、
緯糸方向両端部分に配置された前記接着剤は、反応性ホットメルト接着剤であり、
緯糸方向中央部分に配置された前記接着剤は、熱可塑性ホットメルト接着剤である
ことを特徴とする畳表材。 A tatami mat made of Japanese paper twisted into a twisted paper thread
With a backing material attached to the back surface of the tatami mat via an adhesive,
The adhesive arranged at both ends in the weft direction is a reactive hot melt adhesive.
A tatami mat surface material characterized in that the adhesive arranged at the central portion in the weft direction is a thermoplastic hot melt adhesive.
前記接着剤は、前記畳表の裏面の全面に亘って配置されており、
前記緯糸方向両端部分と前記緯糸方向中央部分との境界部分は、前記反応性ホットメルト接着剤と前記熱可塑性ホットメルト接着剤とが積層されている
ことを特徴とする畳表材。 In claim 1,
The adhesive is arranged over the entire back surface of the tatami mat surface.
A tatami mat surface material characterized in that the reactive hot melt adhesive and the thermoplastic hot melt adhesive are laminated on the boundary portion between both end portions in the weft direction and the central portion in the weft direction.
前記境界部分における前記反応性ホットメルト接着剤は、前記熱可塑性ホットメルト接着剤よりも前記裏打ち材側に配置されている
ことを特徴とする畳表材。 In claim 2,
A tatami mat surface material characterized in that the reactive hot melt adhesive at the boundary portion is arranged on the backing material side of the thermoplastic hot melt adhesive.
前記境界部分の緯糸方向の幅は、3mm以上20mm以下である
ことを特徴とする畳表材。 In claim 2 or 3,
A tatami mat surface material characterized in that the width of the boundary portion in the weft direction is 3 mm or more and 20 mm or less.
畳床に貼り付けることにより縁なし畳として製畳されたときに、前記緯糸方向両端部分は、前記緯糸方向に対して垂直に折り曲げられて該縁なし畳の側面及び裏面の少なくとも一方を形成する
ことを特徴とする畳表材。 In any one of claims 1 to 4,
When the tatami mat is made as a rimless tatami mat by being attached to a tatami floor, both ends in the weft direction are bent perpendicular to the weft direction to form at least one of the side surface and the back surface of the rimless tatami mat. A tatami mat surface material that is characterized by this.
前記抄繊糸は、筒状抄繊糸である
ことを特徴とする畳表材。 In any one of claims 1 to 5,
The paper-making yarn is a tatami mat surface material characterized by being a tubular paper-making yarn.
前記畳表材の前記裏打ち材側に追加の接着剤を介して貼り付けられた畳床と、を備えた
ことを特徴とする縁なし畳。 The tatami mat surface material according to any one of claims 1 to 6.
A rimless tatami mat provided with a tatami mat floor attached to the backing material side of the tatami mat surface material via an additional adhesive.
前記畳表材の前記緯糸方向両端部分の外側部分は、前記畳床の側面に配置されており、
前記畳表材の前記緯糸方向両端部分の内側部分の少なくとも一部は、前記畳床の表面に配置されている
ことを特徴とする縁なし畳。 In claim 7,
The outer portions of both ends of the tatami mat surface material in the weft direction are arranged on the side surface of the tatami mat floor.
A rimless tatami mat characterized in that at least a part of the inner portions of both ends in the weft direction of the tatami mat surface material is arranged on the surface of the tatami floor.
前記緯糸方向両端部分の内側部分の緯糸方向の幅は20mm以下である
ことを特徴とする縁なし畳。 In claim 8.
A rimless tatami mat having a width of 20 mm or less in the weft direction of the inner portions of both ends in the weft direction.
前記畳表材の経糸方向両端部分は、前記畳床の側面に配置されており、
前記畳表材の前記経糸方向両端部分における緯糸方向の両端は、反応性ホットメルト接着剤を備えている
ことを特徴とする縁なし畳。 In any one of claims 7 to 9,
Both ends of the tatami mat surface material in the warp direction are arranged on the side surface of the tatami mat floor.
A rimless tatami mat characterized in that both ends in the weft direction at both ends in the warp direction of the tatami surface material are provided with a reactive hot melt adhesive.
前記畳表材の前記緯糸方向両端部分の外側部分は、前記畳床の裏面に配置されている
ことを特徴とする縁なし畳。 In claim 7,
A rimless tatami mat characterized in that the outer portions of both ends of the tatami mat surface material in the weft direction are arranged on the back surface of the tatami mat floor.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019066435A JP6804582B2 (en) | 2019-03-29 | 2019-03-29 | Tatami mat surface material and rimless tatami mat using it |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019066435A JP6804582B2 (en) | 2019-03-29 | 2019-03-29 | Tatami mat surface material and rimless tatami mat using it |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020165191A JP2020165191A (en) | 2020-10-08 |
| JP6804582B2 true JP6804582B2 (en) | 2020-12-23 |
Family
ID=72714376
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019066435A Active JP6804582B2 (en) | 2019-03-29 | 2019-03-29 | Tatami mat surface material and rimless tatami mat using it |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6804582B2 (en) |
-
2019
- 2019-03-29 JP JP2019066435A patent/JP6804582B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020165191A (en) | 2020-10-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI613079B (en) | Cover layer with outside film layer of an elastic plastic | |
| JP4059265B2 (en) | Speaker member and manufacturing method thereof | |
| WO2018016273A1 (en) | Method for manufacturing sandwich panel, sandwich panel, composite material sheet, and curved panel member | |
| CN103298658B (en) | Package tray for vehicle | |
| US11542714B2 (en) | Vertically lapped fibrous flooring | |
| US8778039B2 (en) | Composite material for further processing into sheet-like abrasive products and process for the production thereof | |
| WO2017163605A1 (en) | Carbon fiber sheet for reinforcement | |
| JP6804582B2 (en) | Tatami mat surface material and rimless tatami mat using it | |
| JP2007245547A (en) | Polyester decorative material | |
| KR102066538B1 (en) | Core material for sandwich panel, sandwich panel and manufacturing method of sandwich panel | |
| JP6416044B2 (en) | Floor material manufacturing method and floor material | |
| JP6776028B2 (en) | Floor sheet | |
| JP5925631B2 (en) | Method for manufacturing molded ceiling for vehicle | |
| JP2002046545A (en) | Vehicular molded ceiling material and its manufacturing method | |
| JP2010208607A (en) | Sunshade panel for sunroof of automobile | |
| JP2004507634A (en) | Molded panel barrier | |
| JP6419659B2 (en) | Floor material manufacturing method and floor material | |
| JPH10235768A (en) | Fiber plate and its manufacture | |
| JP4971102B2 (en) | Molded ceiling for vehicle and method for manufacturing the same | |
| JP2016216942A (en) | Reinforcement sheet and reinforcement structure for concrete structure | |
| JP2018115484A (en) | Seam processing material and seam processing method | |
| JP6966187B2 (en) | Adhesive sheet for concrete | |
| KR101715603B1 (en) | Aluminum foil layered double corrugated board | |
| JP2009280796A (en) | Pressure sensitive adhesive sheet and method of producing the same | |
| JP3586318B2 (en) | Strengthening material for wood plywood |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191029 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201124 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201202 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6804582 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |