JP6753504B2 - Transparent resin film, decorative board, and method for manufacturing decorative board - Google Patents
Transparent resin film, decorative board, and method for manufacturing decorative board Download PDFInfo
- Publication number
- JP6753504B2 JP6753504B2 JP2019180481A JP2019180481A JP6753504B2 JP 6753504 B2 JP6753504 B2 JP 6753504B2 JP 2019180481 A JP2019180481 A JP 2019180481A JP 2019180481 A JP2019180481 A JP 2019180481A JP 6753504 B2 JP6753504 B2 JP 6753504B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- resin film
- transparent resin
- haze
- decorative board
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Laminated Bodies (AREA)
Description
本発明は、透明性樹脂フィルム、該透明性樹脂フィルムを用いてなる化粧板及び該化粧板の製造方法に関する。 The present invention relates to a transparent resin film, a decorative board made of the transparent resin film, and a method for producing the decorative board.
近年、インクジェットプリンターを用いたインクジェット印刷法の普及により、建材や加飾成形品等に用いられている化粧シートにおいても、多品種・小ロットにも対応できることや絵柄層として複雑な柄(文字、数字そして図形等)を印刷することが可能となった。
更に、インクジェット印刷法は印刷する基材がフィルムに限らず、平板や凹凸や曲面を備えた基材に対しても印刷が可能というメリットがある。
しかし、通常、インクジェット印刷法で印刷された絵柄層は基材の最表面にあることから、耐傷性や耐汚染性及び耐候性等の表面性能が不十分であり、その絵柄層を保護するために透明性樹脂フィルムを絵柄層の表面に積層する必要があった。
このような透明樹脂シートとして、例えば、特許文献1には、トリアジン系紫外線吸収剤とヒンダードアミン系光安定剤とを含む透明ポリプロピレンの一方の面に保護層、他方の面に粘着層を設けたオーバーラミネートフィルムが開示されている。
In recent years, due to the widespread use of inkjet printing methods using inkjet printers, even decorative sheets used for building materials, decorative molded products, etc. can handle a wide variety of products in small lots and have complicated patterns (characters, It became possible to print numbers and figures.
Furthermore, the inkjet printing method has an advantage that the substrate to be printed is not limited to a film, and can be printed on a substrate having a flat plate, unevenness, or a curved surface.
However, since the pattern layer printed by the inkjet printing method is usually on the outermost surface of the base material, the surface performance such as scratch resistance, stain resistance, and weather resistance is insufficient, and the pattern layer is protected. It was necessary to laminate a transparent resin film on the surface of the pattern layer.
As such a transparent resin sheet, for example, in Patent Document 1, an overcoat provided with a protective layer on one surface and an adhesive layer on the other surface of transparent polypropylene containing a triazine-based ultraviolet absorber and a hindered amine-based light stabilizer. Laminated films are disclosed.
しかしながら、従来の透明性樹脂フィルムは、基材に設けられた絵柄層と積層した際、上記基材に設けられた絵柄層と透明性樹脂フィルムとの間に空気を噛んでしまっている場合であっても、透明性樹脂フィルムの表面の艶の変化量も少ないため、目視では空気を噛んでいるか否かの判断がしにくく、また、空気を噛んでしまっている場合、絵柄層と透明性樹脂フィルムとの間の密着力の低下が問題となることがあった。 However, when the conventional transparent resin film is laminated with the pattern layer provided on the base material, air is caught between the pattern layer provided on the base material and the transparent resin film. Even if there is, since the amount of change in the gloss of the surface of the transparent resin film is small, it is difficult to visually judge whether or not it is biting air, and if it is biting air, the pattern layer and transparency A decrease in the adhesion with the resin film may be a problem.
本発明は、基材に設けられた絵柄層に積層したときに密着状態を目視で確認できる透明性樹脂フィルム、該透明性樹脂フィルムを用いてなる化粧板及び該化粧板の製造方法を提供することを目的とする。 The present invention provides a transparent resin film whose adhesion state can be visually confirmed when laminated on a pattern layer provided on a base material, a decorative plate made of the transparent resin film, and a method for producing the decorative plate. The purpose is.
本発明者らは、上述した課題を解決するため鋭意検討した結果、透明性樹脂フィルムに関し、基材の絵柄層に積層される面に外部ヘイズ層を設けることで、基材の絵柄層の表面に透明性樹脂フィルムを積層した際に、空気を噛んでいるか否かを目視にて容易に判断でき、空気を噛んでいることで上記絵柄層との密着力が低下しているものを除外することで、上記絵柄層との密着性を優れたものとすることが容易な透明性樹脂フィルムとすることができることを見出し、本発明を完成するに至った。 As a result of diligent studies to solve the above-mentioned problems, the present inventors have made an external haze layer on the surface laminated on the pattern layer of the base material with respect to the transparent resin film, thereby providing the surface of the pattern layer of the base material. When a transparent resin film is laminated on the surface, it can be easily visually determined whether or not it is biting air, and those whose adhesion to the pattern layer is reduced due to biting air are excluded. As a result, it has been found that a transparent resin film can be easily made to have excellent adhesion to the pattern layer, and the present invention has been completed.
本発明は、基材の一方に積層された絵柄層を保護するための透明性樹脂フィルムであって、上記透明性樹脂フィルムは、少なくとも、熱可塑性樹脂層と上記絵柄層に積層される側に外部ヘイズ層とを有し、上記外部ヘイズ層のヘイズ値が4%以上、100%未満であることを特徴とする透明性樹脂フィルムである。 The present invention is a transparent resin film for protecting the pattern layer laminated on one of the base materials, and the transparent resin film is at least on the side where the thermoplastic resin layer and the pattern layer are laminated. It is a transparent resin film having an outer haze layer and having a haze value of 4% or more and less than 100% of the outer haze layer.
本発明の透明性樹脂フィルムは、上記外部ヘイズ層の熱可塑性樹脂層側と反対側に純水層を介してヘイズ値が0.1%以下のポリエチレンテレフタレートフィルムを貼り付け、上記熱可塑性樹脂層側から測定した裏面が濡れた状態でのヘイズ値が90%以下であることが好ましい。
また、本発明の透明性樹脂フィルムは、上記外部ヘイズ層の厚みが0.5μm以上、20μm以下であることが好ましい。
In the transparent resin film of the present invention, a polyethylene terephthalate film having a haze value of 0.1% or less is attached to the opposite side of the outer haze layer to the thermoplastic resin layer side via a pure water layer, and the thermoplastic resin layer is attached. The haze value when the back surface measured from the side is wet is preferably 90% or less.
Further, in the transparent resin film of the present invention, the thickness of the outer haze layer is preferably 0.5 μm or more and 20 μm or less.
また、本発明は、厚み方向において順に、基材と、絵柄層と、本発明の透明性樹脂フィルムとを備えることを特徴とする化粧板でもある。
また、本発明は、上記化粧板の製造方法であって、透明性樹脂フィルムの絵柄層が積層される側の面に接着剤層を形成する工程、及び、上記接着剤層を介して、上記透明性樹脂フィルムと上記絵柄層とを貼り合わせる工程を有することを特徴とする化粧板の製造方法でもある。
The present invention is also a decorative board, which comprises, in order in the thickness direction, a base material, a pattern layer, and the transparent resin film of the present invention.
Further, the present invention is the above-mentioned method for manufacturing a decorative board, wherein an adhesive layer is formed on the surface on the side where the pattern layer of the transparent resin film is laminated, and the above-mentioned via the adhesive layer. It is also a method for manufacturing a decorative board, which comprises a step of bonding a transparent resin film and the above-mentioned pattern layer.
本発明の透明性樹脂フィルムは、基材の絵柄層に積層される面に所定のヘイズ値を有する外部ヘイズ層を有するため、基材の絵柄層の表面に透明性樹脂フィルムを積層した際に、空気を噛んでいるか否かを目視にて容易に判断でき、空気を噛んでいることで上記絵柄層との密着力が低下しているものを除外することで、上記絵柄層との密着性が優れたものとすることが容易となる。
このような本発明の透明性樹脂フィルムを基材の絵柄層表面に積層してなる本発明の化粧板、及び、本発明の化粧板の製造方法により得られる化粧板は、絵柄層と透明性樹脂フィルムとの間に空気を噛んでいない状態に容易にでき、これらの密着力を容易に優れたものとすることができる。
Since the transparent resin film of the present invention has an outer haze layer having a predetermined haze value on the surface laminated on the pattern layer of the base material, when the transparent resin film is laminated on the surface of the pattern layer of the base material, , Whether or not it is biting air can be easily determined visually, and by excluding those whose adhesion to the pattern layer is reduced due to biting air, adhesion to the pattern layer is excluded. Is easy to make excellent.
The decorative board of the present invention formed by laminating such a transparent resin film of the present invention on the surface of the pattern layer of the base material and the decorative board obtained by the method for producing the decorative board of the present invention are transparent with the pattern layer. It can be easily made in a state where air is not caught between the resin film and the resin film, and these adhesions can be easily made excellent.
本発明の透明性樹脂フィルムの好ましい一例について、図面を用いて説明する。
図1に示すように本発明の透明性樹脂フィルム10は、少なくとも、熱可塑性樹脂層11と外部ヘイズ層12とを有する。
上記熱可塑性樹脂層は、後述する基材の一方の面上に積層された絵柄層を保護する役割を果たす層である。このような熱可塑性樹脂層は、透明である限り絵柄層が視認できる範囲内であれば、半透明であっても着色されていてもよい。
上記熱可塑性樹脂層を構成する熱可塑性樹脂としては、以下の樹脂を1種以上含むものであり、例えば、ポリエチレン、ポリプロピレン、ポリブテン、ポリメチルペンテン、オレフィン系熱可塑性エラストマー等のオレフィン樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナレフタレート、エチレングリコール−テレフタル酸−イソフタール酸共重合体、テレフタル酸−エチレングリコール−1,4シクロヘキサンジメタノール共重合体、ポリエステル系熱可塑性エラストマー等のポリエステル樹脂、ポリメチル(メタ)アクリレート、メチル(メタ)アクリレート−ブチル(メタ)アクリレート共重合体、メチル(メタ)アクリレート−スチレン共重合体等のアクリル樹脂、ポリカーボネート樹脂、ポリ塩化ビニル、ポリスチレン、アイオノマー等が挙げられる。なかでも、引張強度が高く、耐薬品性能に優れ、生産工程面で優れていることからポリプロピレンが好適に用いられる。
なお、本明細書において、(メタ)アクリレートとは、アクリレート又はメタクリレートを意味する。
A preferred example of the transparent resin film of the present invention will be described with reference to the drawings.
As shown in FIG. 1, the
The thermoplastic resin layer is a layer that plays a role of protecting the pattern layer laminated on one surface of the base material described later. Such a thermoplastic resin layer may be translucent or colored as long as the pattern layer is visible as long as it is transparent.
The thermoplastic resin constituting the thermoplastic resin layer includes one or more of the following resins, for example, olefin resins such as polyethylene, polypropylene, polybutene, polymethylpentene, and olefin-based thermoplastic elastomers, and polyethylene terephthalate. , Polybutylene terephthalate, polyethylene narefurate, ethylene glycol-terephthalic acid-isophthalic acid copolymer, terephthalic acid-ethylene glycol-1,4 cyclohexanedimethanol copolymer, polyester resin such as polyester thermoplastic elastomer, polymethyl (meth) ) Acrylic resins such as acrylate, methyl (meth) acrylate-butyl (meth) acrylate copolymer, methyl (meth) acrylate-styrene copolymer, polycarbonate resin, polyvinyl chloride, polystyrene, ionomer and the like can be mentioned. Among them, polypropylene is preferably used because it has high tensile strength, excellent chemical resistance, and excellent production process.
In addition, in this specification, (meth)acrylate means an acrylate or a methacrylate.
上記熱可塑性樹脂層は、未延伸であってもよいが必要に応じて1軸延伸又は2軸延伸されたものであってもよい。
また、上記熱可塑性樹脂層の厚みとしては特に限定されないが、好ましい下限は20μm、好ましい上限は500μmであり、より好ましい下限は60μm、より好ましい上限は420μmである。上記熱可塑性樹脂層の厚みが20μm未満であると、引張強度が不十分となり上記絵柄層の表面を保護できないことがあり、500μmを超えると、本発明の透明性樹脂フィルムの透過率が低下し絵柄層の絵柄の視認性が低下してしまうことがある。
The thermoplastic resin layer may be unstretched, but may be uniaxially stretched or biaxially stretched as necessary.
The thickness of the thermoplastic resin layer is not particularly limited, but the preferable lower limit is 20 μm, the preferable upper limit is 500 μm, the more preferable lower limit is 60 μm, and the more preferable upper limit is 420 μm. If the thickness of the thermoplastic resin layer is less than 20 μm, the tensile strength may be insufficient and the surface of the pattern layer may not be protected. If it exceeds 500 μm, the transmittance of the transparent resin film of the present invention decreases. The visibility of the pattern in the pattern layer may be reduced.
上記熱可塑性樹脂層の上記外部ヘイズ層が設けられた側の面(以下、裏面ともいう)と反対側の表面(以下、表面ともいう)は、平滑面であってもよく凹凸形状を有していてもよい。
上記表面が平滑面であることで、基材の一方の面上に積層された絵柄層をより鮮明に映し出すことができる。
なお、上記平滑面とは、JIS B 0601(1982)に規定される中心線平均粗さRaが2.0μm以下である面を意味する。
The surface of the thermoplastic resin layer on the side where the outer haze layer is provided (hereinafter, also referred to as the back surface) and the surface on the opposite side (hereinafter, also referred to as the front surface) may be a smooth surface and have an uneven shape. May be.
When the surface is a smooth surface, the pattern layer laminated on one surface of the base material can be projected more clearly.
The smooth surface means a surface having a center line average roughness Ra of 2.0 μm or less as defined in JIS B 0601 (1982).
また、上記表面が凹凸形状を有することで本発明の透明性樹脂フィルムに意匠感を出すことができ、本発明の透明性樹脂フィルムを用いてなる化粧板の意匠性をより優れたものとすることができる。
上記熱可塑性樹脂層の表面に凹凸形状を形成する方法としては特に限定されず、例えば、熱によるエンボス加工、賦形シートによって熱可塑性樹脂層に凹凸形状を転写させる方法等が挙げられる。
熱によるエンボス加工としては、例えば、周知の枚葉、又は、輪転式のエンボス機によるエンボス加工を施す方法が挙げられる。
また、エンボス加工の柄模様としては、例えば、砂目、ヘアライン、梨地、木目版導管溝、石板表面凹凸、布表面テクスチュア、万線条溝等が挙げられる。
また。エンボス加工する際の温度としては特に限定されないが、加熱圧着成形時に凹凸模様が消失する所謂エンボス戻りが少なくなる温度が好ましい。
また、形成される凹凸形状の深さとしては特に限定されないが、例えば、JIS B 0601(1982)に規定される中心線平均粗さRaが5〜20μm範囲内になるように適宜調整することが好ましい。
Further, since the surface has an uneven shape, the transparent resin film of the present invention can be given a sense of design, and the design of the decorative board using the transparent resin film of the present invention is further improved. be able to.
The method of forming the uneven shape on the surface of the thermoplastic resin layer is not particularly limited, and examples thereof include a method of embossing with heat and a method of transferring the uneven shape to the thermoplastic resin layer by a shaping sheet.
As the embossing by heat, for example, a well-known sheet or a method of performing embossing by a rotary type embossing machine can be mentioned.
Examples of the embossed pattern include sand grain, hairline, satin finish, wood grain conduit groove, stone plate surface unevenness, cloth surface texture, and many-line groove.
Also. The temperature at the time of embossing is not particularly limited, but a temperature at which the so-called embossing return, in which the uneven pattern disappears during heat pressure bonding, is preferable.
Further, the depth of the uneven shape to be formed is not particularly limited, but for example, it may be appropriately adjusted so that the center line average roughness Ra defined in JIS B 0601 (1982) is within the range of 5 to 20 μm. preferable.
図2に示すように、熱可塑性樹脂層11の外部ヘイズ層12と反対側の表面には、更に表面保護層用プライマー層13を介して表面保護層14が設けられていてもよい。
上記表面保護層を有することで本発明の透明性樹脂フィルムの耐久性(耐傷性、耐汚染性、耐候性等)がより優れたものとなり、より好適に絵柄層の表面保護が可能となり、本発明の透明性樹脂フィルム自体の傷付きによる意匠性の低下を好適に防止できる。
なお、上記表面保護層は、単一の層構成であってもよく、同一又は異なる材料からなる複数の層構成であってもよい。
As shown in FIG. 2, a surface
By having the above surface protective layer, the durability (scratch resistance, stain resistance, weather resistance, etc.) of the transparent resin film of the present invention becomes more excellent, and the surface protection of the pattern layer becomes possible more preferably. It is possible to suitably prevent deterioration of the design due to scratches on the transparent resin film itself of the present invention.
The surface protective layer may have a single layer structure, or may have a plurality of layer structures made of the same or different materials.
上記表面保護層としては特に限定されないが、例えば、2液硬化型樹脂や電離放射線硬化性樹脂組成物の架橋硬化物からなるものが挙げられ、該架橋硬化物は、透明であることが好ましく、透明である限り後述する絵柄層が視認できる範囲であれば、半透明でも着色されていてもよい。 The surface protective layer is not particularly limited, and examples thereof include those made of a crosslinked cured product of a two-component curable resin and an ionizing radiation curable resin composition, and the crosslinked cured product is preferably transparent. As long as it is transparent, it may be translucent or colored as long as the pattern layer described later can be visually recognized.
上記2液硬化型樹脂としては、例えば、2液硬化型ウレタン樹脂、2液硬化型ポリエステル樹脂、2液硬化型エポキシ樹脂などが挙げられる。
上記電離放射線硬化性樹脂組成物としては、例えば、分子中にラジカル重合性不飽和結合又はカチオン重合性官能基を有するオリゴマー(以下、所謂プレポリマー、マクロモノマー等も包含する)及び/又は分子中にラジカル重合性不飽和結合又はカチオン重合性官能基を有するモノマーが好ましく用いられる。なお、ここで電離放射線とは、分子を重合或いは架橋させ得るエネルギーを有する電磁波又は荷電粒子を意味し、通常は、電子線(EB)又は紫外線(UV)が一般的である。
Examples of the two-component curable resin include a two-component curable urethane resin, a two-component curable polyester resin, and a two-component curable epoxy resin.
Examples of the ionizing radiation curable resin composition include oligomers having a radically polymerizable unsaturated bond or a cationically polymerizable functional group in the molecule (hereinafter, so-called prepolymers, macromonomers and the like are also included) and / or in the molecule. A monomer having a radically polymerizable unsaturated bond or a cationically polymerizable functional group is preferably used. The ionizing radiation here means an electromagnetic wave or charged particles having energy capable of polymerizing or crosslinking a molecule, and usually an electron beam (EB) or an ultraviolet ray (UV) is generally used.
上記オリゴマー又はモノマーとしては、例えば、分子中に(メタ)アクリロイル基、(メタ)アクリロイルオキシ基等のラジカル重合性不飽和基、エポキシ基等のカチオン重合性官能基等を有する化合物が挙げられる。これらオリゴマー、モノマーは、単独で用いるか、或いは複数種混合して用いることができる。なお、本明細書において、上記(メタ)アクリロイル基とは、アクリロイル基又はメタクリロイル基を意味する。 Examples of the above-mentioned oligomer or monomer include compounds having a radically polymerizable unsaturated group such as a (meth)acryloyl group and a (meth)acryloyloxy group, a cationically polymerizable functional group such as an epoxy group, in the molecule. These oligomers and monomers may be used alone or in combination of two or more. In addition, in this specification, the said (meth)acryloyl group means an acryloyl group or a methacryloyl group.
上記分子中にラジカル重合性不飽和基を有するオリゴマーとしては、例えば、ウレタン(メタ)アクリレート、ポリエステル(メタ)アクリレート、エポキシ(メタ)アクリレー
ト、メラミン(メタ)アクリレート、トリアジン(メタ)アクリレート等のオリゴマーが好ましく使用でき、ウレタン(メタ)アクリレートオリゴマーがさらに好ましい。分子量としては、通常250〜10万程度のものが用いられる。
Examples of the oligomer having a radically polymerizable unsaturated group in the molecule include oligomers such as urethane (meth) acrylate, polyester (meth) acrylate, epoxy (meth) acrylate, melamine (meth) acrylate, and triazine (meth) acrylate. Can be preferably used, and urethane (meth) acrylate oligomer is more preferable. As the molecular weight, a molecular weight of about 2.5 to 100,000 is usually used.
また、上記分子中にラジカル重合性不飽和基を有するモノマーとしては、例えば、多官能モノマーが好ましく、多官能(メタ)アクリレートがより好ましい。
上記多官能(メタ)アクリレートとしては、例えば、ジエチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、ビスフェノールAエチレンオキサイド変性ジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、トリメチロールプロパンエチレンオキサイドトリ(メタ)アクリレート、ジペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート{5官能(メタ)アクリレート}、ジペンタエリスリトールヘキサ(メタ)アクリレート{6官能(メタ)アクリレート}等が挙げられる。ここで、多官能モノマーとは、複数のラジカル重合性不飽和基を有するモノマーをいう。
Moreover, as the monomer having a radically polymerizable unsaturated group in the molecule, for example, a polyfunctional monomer is preferable, and a polyfunctional (meth)acrylate is more preferable.
Examples of the polyfunctional (meth)acrylate include diethylene glycol di(meth)acrylate, propylene glycol di(meth)acrylate, bisphenol A ethylene oxide-modified di(meth)acrylate, trimethylolpropane tri(meth)acrylate, trimethylolpropane. Ethylene oxide tri(meth)acrylate, dipentaerythritol tetra(meth)acrylate, dipentaerythritol penta(meth)acrylate {5-functional (meth)acrylate}, dipentaerythritol hexa(meth)acrylate {6-functional (meth)acrylate} Etc. Here, the polyfunctional monomer means a monomer having a plurality of radically polymerizable unsaturated groups.
本発明において、上述の電離放射線硬化性樹脂組成物がウレタンアクリレートオリゴマー及び多官能モノマーからなる電離放射線硬化性樹脂成分を含むことがさらに好ましく、電離放射線硬化性樹脂成分として、ウレタンアクリレートオリゴマー/多官能モノマー(質量比)が6/4〜9/1であることが特に好ましい。この質量比の範囲であれば、耐擦傷性により優れたものにできる。
なお、必要に応じ、上記電離放射線硬化性樹脂成分に加えて、単官能モノマーを本発明の目的に反しない範囲で適宜使用しても良い。
上記単官能モノマーとしては、例えば、メチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、フェノキシエチル(メタ)アクリレート等が挙げられる。
In the present invention, it is more preferable that the above-mentioned ionizing radiation-curable resin composition contains an ionizing radiation-curable resin component composed of a urethane acrylate oligomer and a polyfunctional monomer, and as the ionizing radiation-curable resin component, a urethane acrylate oligomer/polyfunctional The monomer (mass ratio) is particularly preferably 6/4 to 9/1. Within this mass ratio range, scratch resistance can be made more excellent.
In addition, if necessary, in addition to the above-mentioned ionizing radiation-curable resin component, a monofunctional monomer may be appropriately used within the range not deviating from the object of the present invention.
Examples of the monofunctional monomer include methyl (meth)acrylate, 2-ethylhexyl (meth)acrylate, and phenoxyethyl (meth)acrylate.
上記電離放射線硬化性樹脂組成物を紫外線にて架橋させる場合、電離放射線硬化性樹脂組成物に光重合開始剤を添加することが好ましい。
上記電離放射線硬化性樹脂組成物がラジカル重合性不飽和基を有する樹脂系の場合、上記光重合開始剤として、アセトフェノン類、ベンゾフェノン類、チオキサントン類、ベンゾイン、ベンゾインメチルエーテル類を単独又は混合して用いることができる。
また、上記電離放射線硬化性樹脂組成物がカチオン重合性不飽和基を有する樹脂系の場合、上記光重合開始剤として、芳香族ジアゾニウム塩、芳香族スルホニウム塩、芳香族ヨードニウム塩、メタセロン化合物、ベンゾインスルホン酸エステル等を単独又は混合物として用いることができる。なお、これらの光重合開始剤の添加量としては、電離放射線硬化性樹脂成分100質量部に対して0.1〜10質量部程度である。
When the above ionizing radiation-curable resin composition is cross-linked with ultraviolet rays, it is preferable to add a photopolymerization initiator to the ionizing radiation-curable resin composition.
When the ionizing radiation curable resin composition is a resin system having a radically polymerizable unsaturated group, acetophenones, benzophenones, thioxanthones, benzoins, and benzoin methyl ethers are used alone or in combination as the photopolymerization initiator. Can be used.
Further, when the ionizing radiation curable resin composition is a resin system having a cationically polymerizable unsaturated group, as the photopolymerization initiator, an aromatic diazonium salt, an aromatic sulfonium salt, an aromatic iodonium salt, a metatheron compound, benzoin Sulfonic acid esters and the like can be used alone or as a mixture. The addition amount of these photopolymerization initiators is about 0.1 to 10 parts by mass with respect to 100 parts by mass of the ionizing radiation curable resin component.
なお、上記電離放射線硬化性樹脂組成物には、更に必要に応じて各種添加剤を加えても良い。これらの添加剤としては、例えば、ウレタン樹脂、ポリビニルアセタール樹脂、ポリエステル樹脂、ポリオレフィン樹脂、スチレン系樹脂、ポリアミド樹脂、ポリカーボネート樹脂、アセタール樹脂、塩化ビニル−酢酸ビニル共重合体、酢酸ビニル樹脂、アクリル樹脂、セルロース系樹脂等の熱可塑性樹脂、シリコーン樹脂、ワックス、弗素樹脂等の滑剤、ベンゾトリアゾール、ベンゾフェノン等の紫外線吸収剤、ヒンダードアミン系ラジカル捕捉剤等の光安定剤、染料、顔料等の着色剤等である。 Incidentally, various additives may be further added to the ionizing radiation curable resin composition, if necessary. Examples of these additives include urethane resin, polyvinyl acetal resin, polyester resin, polyolefin resin, styrene resin, polyamide resin, polycarbonate resin, acetal resin, vinyl chloride-vinyl acetate copolymer, vinyl acetate resin, and acrylic resin. , Thermoplastic resins such as cellulose resins, lubricants such as silicone resins, waxes and fluororesins, UV absorbers such as benzotriazole and benzophenone, light stabilizers such as hindered amine radical traps, colorants such as dyes and pigments, etc. Is.
なお、電離放射線の電子線源としては、例えば、コッククロフトワルトン型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、或いは、直線型、ダイナミトロン型、高周波型等の各種電子線加速器を用い、70〜1000keVのエネルギーをもつ電子を照射するものが使用できる。また、電子線の照射線量は、例えば、1〜10Mrad程度であることが好ましい。
また、上記電離放射線の紫外線源としては、例えば、超高圧水銀灯、高圧水銀灯、低圧水銀灯、カーボンアーク灯、ブラックライト、メタルハライドランプ等の光源が使用でき、上記紫外線の波長としては通常190〜380nmの波長域が主として用いられる。
As the electron beam source of ionizing radiation, for example, various electron beam accelerators such as Cockcroft-Walton type, bandegraft type, resonance transformer type, insulated core transformer type, linear type, dynamistron type, and high frequency type are used. It can be used to irradiate an electron with an energy of 70 to 1000 keV. Further, the irradiation dose of the electron beam is preferably, for example, about 1 to 10 Mrad.
Further, as the ultraviolet ray source of the ionizing radiation, for example, a light source such as an ultrahigh pressure mercury lamp, a high pressure mercury lamp, a low pressure mercury lamp, a carbon arc lamp, a black light, a metal halide lamp can be used, and the wavelength of the ultraviolet ray is usually from 190 to 380 nm. The wavelength range is mainly used.
上記表面保護層用プライマー層は、バインダー樹脂を含有することが好ましい。
上記表面保護層用プライマー層は透明であることが好ましく、透明である限り絵柄層が視認できる範囲内であれば、半透明であっても着色されていてもよい。
上記バインダー樹脂としては、例えば、ウレタン樹脂、アクリル樹脂、アクリル−ウレタン樹脂、アクリル−ウレタン共重合体樹脂、セルロース樹脂、ポリエステル樹脂、塩化ビニル−酢酸ビニル共重合体樹脂等が挙げられる。上述した表面保護層の電離放射線硬化性樹脂組成物にウレタンアクリレートオリゴマーを配合する場合は、表面保護層との密着性や生産時の効率からウレタン樹脂が好ましい。
The primer layer for the surface protection layer preferably contains a binder resin.
The primer layer for the surface protective layer is preferably transparent, and as long as it is transparent, it may be translucent or colored as long as the pattern layer is visible.
Examples of the binder resin include urethane resin, acrylic resin, acrylic-urethane resin, acrylic-urethane copolymer resin, cellulose resin, polyester resin, vinyl chloride-vinyl acetate copolymer resin and the like. When the urethane acrylate oligomer is added to the ionizing radiation curable resin composition of the surface protective layer described above, the urethane resin is preferable from the viewpoint of adhesion to the surface protective layer and efficiency during production.
上記表面保護層用プライマー層は、厚みが0.5μm以上、10μm以下であることが好ましい。0.5μm以上であれば、本発明の透明性樹脂フィルムと後述する絵柄層との密着性を好適に確保でき、10μm以下であれば、本発明の透明性樹脂フィルムが厚くなり過ぎず、十分な透明性が得られ、化粧板の意匠性が好適に確保できる。また、製膜の際のブロッキングも抑制できる。
なお、ブロッキングとは透明性樹脂フィルムを製膜や接着用プライマー等を塗工し、それをロール状に巻き上げ、それを巻き解く際にフィルム同士が離れにくくなる現象である。
更に、上記表面保護層用プライマー層は、シリカ等の無機微粒子を含んでいてもよい。
The thickness of the primer layer for the surface protection layer is preferably 0.5 μm or more and 10 μm or less. If it is 0.5 μm or more, the adhesion between the transparent resin film of the present invention and the pattern layer described later can be suitably secured, and if it is 10 μm or less, the transparent resin film of the present invention does not become too thick and is sufficient. High transparency can be obtained, and the design of the decorative board can be preferably ensured. In addition, blocking during film formation can be suppressed.
Note that blocking is a phenomenon in which a transparent resin film is coated with a film-forming or adhesive primer, rolled up in a roll shape, and the films are difficult to separate from each other when the film is unwound.
Further, the primer layer for the surface protection layer may contain inorganic fine particles such as silica.
本発明の透明性樹脂フィルムは、外部ヘイズ層を有する。
上記外部ヘイズ層は、後述する基材の一方の面上に積層された絵柄層の表面を保護するために、上記熱可塑性樹脂層の裏面に積層されている。
本発明の透明性樹脂フィルムは、上記外部ヘイズ層のヘイズ値が4%以上、100%未満である。上記ヘイズ値が4%未満であると、本発明の透明性樹脂フィルムを上記絵柄層表面に積層したときに空気噛みを目視で判別できず、また、密着性も不十分となる。上記ヘイズ値の好ましい下限は5%、より好ましい下限は6%である。
The transparent resin film of the present invention has an outer haze layer.
The outer haze layer is laminated on the back surface of the thermoplastic resin layer in order to protect the surface of the pattern layer laminated on one surface of the base material described later.
In the transparent resin film of the present invention, the haze value of the outer haze layer is 4% or more and less than 100%. If the haze value is less than 4%, air biting cannot be visually discriminated when the transparent resin film of the present invention is laminated on the surface of the pattern layer, and the adhesion is also insufficient. The preferable lower limit of the haze value is 5%, and the more preferable lower limit is 6%.
上記外部ヘイズ層のヘイズ値は、透明性樹脂フィルム全体のヘイズから裏面が濡れた状態でのヘイズを引いた値である。
上記透明性樹脂フィルム全体のヘイズは、例えば、外部ヘイズ層の表面側又は透明性樹脂フィルムの表面側から光を当てて公知のヘイズメータを用いて測定することができる。
上記裏面が濡れた状態でのヘイズは、透明性樹脂フィルムの裏面側に純水を介してヘイズ値が0.1%以下のPETを貼り付けた状態で、上記透明性樹脂フィルムの表面側から光を当てて公知のヘイズメータを用いて測定することができる。このようにすることで透明性樹脂フィルムから外部ヘイズ層のヘイズ値を除いたヘイズ値を算出することが出来るためである。
The haze value of the outer haze layer is a value obtained by subtracting the haze when the back surface is wet from the haze of the entire transparent resin film.
The haze of the entire transparent resin film can be measured, for example, by irradiating light from the surface side of the outer haze layer or the surface side of the transparent resin film and using a known haze meter.
The haze when the back surface is wet is from the front surface side of the transparent resin film with PET having a haze value of 0.1% or less attached to the back surface side of the transparent resin film via pure water. It can be measured by exposing it to light and using a known haze meter. This is because the haze value obtained by removing the haze value of the outer haze layer from the transparent resin film can be calculated in this way.
本発明の透明性樹脂フィルムにおいて、上記外部ヘイズ層の熱可塑性樹脂層側と反対側に純水層を介してヘイズ値が0.1%以下のポリエチレンテレフタレートフィルムを貼り付け、上記熱可塑性樹脂層側から測定した裏面が濡れた状態でのヘイズ値が90%以下であることが好ましい。90%を超えると、本発明の透明性樹脂フィルムの透明性が低下して化粧板としたときに絵柄層の視認性に劣ることがある。上記裏面が濡れた状態でのヘイズ値のより好ましい上限は80%であり、更に好ましい上限は60%である。 In the transparent resin film of the present invention, a polyethylene terephthalate film having a haze value of 0.1% or less is attached to the side opposite to the thermoplastic resin layer side of the outer haze layer via a pure water layer, and the thermoplastic resin layer is attached. The haze value when the back surface measured from the side is wet is preferably 90% or less. If it exceeds 90%, the transparency of the transparent resin film of the present invention is lowered, and the visibility of the pattern layer may be inferior when it is used as a decorative board. The more preferable upper limit of the haze value when the back surface is wet is 80%, and the more preferable upper limit is 60%.
上記外部ヘイズ層を構成する材料としては上記絵柄層との密着をより良好にするために用いられる材料であり、例えば、ウレタン樹脂、アクリル樹脂、ウレタン−アクリル樹脂、ウレタン−アクリル共重合体樹脂、セルロース樹脂、ポリエステル樹脂、塩化ビニル−酢酸ビニル共重合体等が挙げられる。 The material constituting the outer haze layer is a material used to improve the adhesion with the pattern layer. For example, urethane resin, acrylic resin, urethane-acrylic resin, urethane-acrylic copolymer resin, etc. Examples thereof include cellulose resin, polyester resin, vinyl chloride-vinyl acetate copolymer and the like.
上記外部ヘイズ層は、厚みが0.5μm以上、20μm以下であることが好ましい。0.5μm未満であると、基材と透明性樹脂フィルムとの密着性が不十分であり、一方、20μmを超えると、透明性樹脂フィルムの作製時にロール状にするとフィルムの表裏が接することでブロッキングが発生してしまうことがある。上記外部ヘイズ層の厚みのより好ましい下限は0.8μm、より好ましい上限は15μmであり、更に好ましい下限は1μm、更に好ましい上限は10μmである。 The outer haze layer preferably has a thickness of 0.5 μm or more and 20 μm or less. If it is less than 0.5 μm, the adhesion between the base material and the transparent resin film is insufficient, while if it exceeds 20 μm, the front and back surfaces of the film come into contact with each other when the transparent resin film is made into a roll. Blocking may occur. A more preferable lower limit of the thickness of the outer haze layer is 0.8 μm, a more preferable upper limit is 15 μm, a further preferable lower limit is 1 μm, and a further preferable upper limit is 10 μm.
上記裏面が濡れた状態でのヘイズ値を上記範囲内にする方法としては、例えば、熱可塑性樹脂層に含まれる添加剤量を調整する方法や熱可塑性樹脂層の厚みを薄膜化する方法等が考えられる。 Examples of the method for keeping the haze value in the wet state of the back surface within the above range include a method of adjusting the amount of additives contained in the thermoplastic resin layer, a method of reducing the thickness of the thermoplastic resin layer, and the like. Conceivable.
上記外部ヘイズ層は、上記熱可塑性樹脂層との密着性をより強固にするために、熱可塑性樹脂層の外部ヘイズ層を設ける面にコロナ放電処理やプラズマ処理等の表面処理を施してもよい。上記表面処理の方法・条件は、公知の方法に従って実施すれば良い。
更に外部ヘイズ層と基材層との間にプライマー層を形成したりして密着性を高めてもよい。なお、上記外部ヘイズ層は基材層や熱可塑性樹脂層との密着を良好にするためのプライマー層としての機能を有してもよい。
The outer haze layer may be subjected to surface treatment such as corona discharge treatment or plasma treatment on the surface of the thermoplastic resin layer to which the outer haze layer is provided in order to further strengthen the adhesion with the thermoplastic resin layer. .. The method and conditions of the surface treatment may be carried out according to a known method.
Further, a primer layer may be formed between the outer haze layer and the base material layer to enhance the adhesion. The outer haze layer may have a function as a primer layer for improving adhesion with the base material layer and the thermoplastic resin layer.
上記外部ヘイズ層は、熱可塑性樹脂層側と反対側の面に上記熱可塑性樹脂層と同様の層を単層又は複数層有していてもよい。 The outer haze layer may have a single layer or a plurality of layers similar to the thermoplastic resin layer on the surface opposite to the thermoplastic resin layer side.
本発明の透明性樹脂フィルムは、上記絵柄層を保護するために用いられ、基材の絵柄層に積層される面に所定のヘイズ値を有する外部ヘイズ層を有するため、基材の絵柄層の表面に透明性樹脂フィルムを積層した際に、空気を噛んでいるか否かを目視にて容易に判断でき、上記絵柄層との密着性を優れたものとすることが容易となる。
このような厚み方向において順に、基材と、絵柄層と、本発明の透明性樹脂フィルムとを備えることを特徴とする化粧板もまた、本発明の一態様である。
The transparent resin film of the present invention is used to protect the above-mentioned pattern layer, and has an outer haze layer having a predetermined haze value on the surface laminated on the pattern layer of the base material. When the transparent resin film is laminated on the surface, it can be easily visually determined whether or not it is biting air, and it becomes easy to improve the adhesion to the pattern layer.
A decorative board, which comprises a base material, a pattern layer, and a transparent resin film of the present invention in this order in the thickness direction, is also an aspect of the present invention.
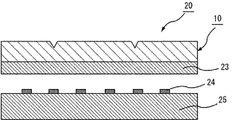
次に、本発明の化粧板の好ましい一例について、図3を用いて説明する。
本発明の化粧板20は、基材25の一方の面上に絵柄層24が積層され、絵柄層24の基材25を有する側と反対側に本発明の透明性樹脂フィルム10が積層されている。
また、絵柄層24と、本発明の透明性樹脂フィルム10との密着性をより強固にする観点から、接着剤層23を有することが好ましい。
以下、本発明の化粧板の各構成について説明する。
Next, a preferable example of the decorative board of the present invention will be described with reference to FIG.
In the
Further, it is preferable to have the
Hereinafter, each component of the decorative board of the present invention will be described.
上記基材を構成する材料としては特に限定されず、例えば、樹脂材料、木質材料、金属材料等公知の材料が挙げられる。また、これらの複合材料であっても良い。
上記樹脂材料としては、例えば、熱可塑性樹脂を含有することが好ましい。
上記熱可塑性樹脂としては、ポリ塩化ビニル樹脂、ポリ酢酸ビニル樹脂、ポリビニルアルコール樹脂などのポリビニル樹脂、ポリエチレン、ポリプロピレン、ポリスチレン、エチレン−酢酸ビニル共重合体樹脂(EVA)、エチレン−(メタ)アクリル酸系樹脂などのポリオレフィン樹脂、ポリエチレンテレフタレート樹脂(PET樹脂)などのポリエステル樹脂、アクリル樹脂、ポリカーボネート樹脂、ポリウレタン樹脂、アクリロニトリル−ブタジエンースチレン共重合体(ABS樹脂)、アクリロニトリル−スチレン共重合体などの熱可塑性樹脂の単体及び共重合体、あるいは、これらの混合樹脂が好ましく挙げられる。なかでも、ポリオレフィン樹脂やアクリロニトリル−ブタジエン−スチレン共重合体、ポリ塩化ビニル樹脂、アイオノマー等が好ましい。更に、上記樹脂材料は、発泡されていてもよい。
The material forming the base material is not particularly limited, and examples thereof include known materials such as resin materials, wood materials, and metal materials. Also, a composite material of these may be used.
The resin material preferably contains, for example, a thermoplastic resin.
Examples of the thermoplastic resin include polyvinyl chloride resins such as polyvinyl chloride resin, polyvinyl acetate resin and polyvinyl alcohol resin, polyethylene, polypropylene, polystyrene, ethylene-vinyl acetate copolymer resin (EVA), and ethylene- (meth) acrylic acid. Heat of polyolefin resins such as based resins, polyester resins such as polyethylene terephthalate resin (PET resin), acrylic resins, polycarbonate resins, polyurethane resins, acrylonitrile-butadiene-styrene copolymers (ABS resins), acrylonitrile-styrene copolymers, etc. A single resin and a copolymer of a plastic resin, or a mixed resin thereof are preferably used. Of these, polyolefin resins, acrylonitrile-butadiene-styrene copolymers, polyvinyl chloride resins, ionomers and the like are preferable. Furthermore, the resin material may be foamed.
また、上記木質材料としては、例えば、杉、檜、欅、松、ラワン、チーク、メラピー等の各種素材等が挙げられ、また、芯材としては、これらの素材から作られた突板、木材単板、木材合板(LVLを含む)、パーティクルボード、中密度繊維板(MDF)、高密度繊維板(HDF)、集成材等のいずれか、ないし、これらを適宜積層した積層材であってもよい。
上記金属材料としては、例えば、鉄等が挙げられる。
また、上記基材は、無機化合物を含んでいてもよい。
Examples of the wood material include various materials such as cedar, cypress, keyaki (zelkova), pine, lauan, teak, and melapy, and the core material includes a veneer made of these materials and a single piece of wood. Any of a board, a wood plywood (including LVL), a particle board, a medium density fiberboard (MDF), a high density fiberboard (HDF), a laminated material, or the like, or a laminated material in which these are appropriately laminated may be used. ..
Examples of the metal material include iron.
Further, the base material may include an inorganic compound.
また、上記基材が複数の熱可塑性樹脂層を有する場合、該複数の熱可塑性樹脂層を形成する樹脂の種類は同じであっても異なっていてもよく、また複数の熱可塑性樹脂層の厚みは同じであっても異なっていてもよい。 When the base material has a plurality of thermoplastic resin layers, the types of resins forming the plurality of thermoplastic resin layers may be the same or different, and the thickness of the plurality of thermoplastic resin layers may be the same. May be the same or different.
本発明において、上記基材は、中空構造であっていてもよいし、基材の一部にスリット溝や貫通穴を設けてもよいし、上記材料を組み合わせた枠状のものでもよい。 In the present invention, the base material may have a hollow structure, a slit groove or a through hole may be provided in a part of the base material, or a frame-shaped material obtained by combining the above materials.
上記基材の厚みとしては特に限定されず、例えば、0.01mm以上が好ましく、0.1mm以上50mm以下がより好ましい。
なお基材は平板以外の略板状であり、凹凸や曲面を備えているものも含まれる。
The thickness of the base material is not particularly limited, and is preferably 0.01 mm or more, more preferably 0.1 mm or more and 50 mm or less, for example.
The base material has a substantially plate-like shape other than a flat plate, and includes those having irregularities and curved surfaces.
また、上記基材に備わる絵柄層は、本発明の透明性樹脂フィルムを用いてなる本発明の化粧板に装飾性を付与する層であり、例えば、均一に着色が施された隠蔽層(ベタ印刷層)でもよいし、種々の模様をインキと印刷機を使用して印刷することにより形成される図柄層であってもよいし、隠蔽層と図柄層とを組み合わせた層(以下、模様層)であってもよい。 Further, the pattern layer provided on the base material is a layer that imparts decorativeness to the decorative board of the present invention made of the transparent resin film of the present invention, and is, for example, a uniformly colored concealing layer (solid). It may be a print layer), a pattern layer formed by printing various patterns using ink and a printing machine, or a layer in which a concealing layer and a pattern layer are combined (hereinafter, a pattern layer). ) May be.
上記隠蔽層を設けることにより、上述した基材が着色していたり色ムラがあったりする場合に、意図した色彩を与えて表面の色を整えることができる。
また、図柄層を設けることで、木目模様、大理石模様(例えばトラバーチン大理石模様)などの岩石の表面を模した石目模様、布目や布状の模様を模した布地模様、タイル貼模様、煉瓦積模様など、あるいはこれらを複合した寄木、パッチワークなどの模様を化粧シートに付与することができる。これらの模様は通常の黄色、赤色、青色、及び黒色のプロセスカラーによる多色印刷によって形成される他、模様を構成する個々の色の版を用意して行う特色による多色印刷などによっても形成される。
By providing the above-mentioned concealing layer, when the above-mentioned base material is colored or has color unevenness, it is possible to give an intended color and adjust the surface color.
In addition, by providing a pattern layer, stone patterns that imitate the surface of rocks such as wood grain patterns and marble patterns (for example, Travertin marble patterns), fabric patterns that imitate cloth textures and cloth-like patterns, tiled patterns, and brickwork It is possible to give a pattern or the like, or a pattern such as a parquet or a patchwork in which these are combined, to the decorative sheet. These patterns are formed not only by multicolor printing using normal yellow, red, blue, and black process colors, but also by multicolor printing using special colors by preparing individual color plates that make up the pattern. To be done.
上記絵柄層に用いられるインキ組成物としては、バインダー樹脂に顔料、染料などの着色剤、体質顔料、溶剤、安定剤、可塑剤、触媒、硬化剤などを適宜混合したものが使用される。該バインダー樹脂としては特に制限はなく、例えば、ウレタン樹脂、塩化ビニル/酢酸ビニル共重合体樹脂、塩化ビニル/酢酸ビニル/アクリル共重合体樹脂、アクリル樹脂、ポリエステル樹脂、ニトロセルロース樹脂などが好ましく挙げられる。上記バインダー樹脂としてはこれらの中から任意のものを、1種単独で又は2種以上を混合して用いることができる。
また、上記着色剤としては、カーボンブラック(墨)、鉄黒、チタン白、アンチモン白、黄鉛、チタン黄、弁柄、カドミウム赤、群青、コバルトブルーなどの無機顔料、キナクリドンレッド、イソインドリノンイエロー、フタロシアニンブルーなどの有機顔料、又は染料、アルミニウム、真鍮などの鱗片状箔片からなる金属顔料、二酸化チタン被覆雲母、塩基性炭酸鉛などの鱗片状箔片からなる真珠光沢(パール)顔料などが好ましく挙げられる。
As the ink composition used for the above-mentioned pattern layer, a binder resin in which a colorant such as a pigment or a dye, an extender pigment, a solvent, a stabilizer, a plasticizer, a catalyst, a curing agent and the like are appropriately mixed is used. The binder resin is not particularly limited, and examples thereof include urethane resin, vinyl chloride / vinyl acetate copolymer resin, vinyl chloride / vinyl acetate / acrylic copolymer resin, acrylic resin, polyester resin, and nitrocellulose resin. Be done. As the binder resin, any one of these may be used alone or in combination of two or more.
In addition, as the colorant, carbon black (black ink), iron black, titanium white, antimony white, yellow lead, titanium yellow, red halo, cadmium red, ultramarine, cobalt blue and other inorganic pigments, quinacridone red, isoindolinone Organic pigments such as yellow and phthalocyanine blue, metal pigments consisting of scale-like foil pieces such as dyes, aluminum and brass, pearlescent pigments consisting of scale-like foil pieces such as titanium dioxide coated mica and basic lead carbonate. Are preferred.
上記絵柄層の厚みとしては特に限定されず、例えば、0.1μm以上が好ましく、0.5μm以上600μm以下がより好ましい。上記絵柄層の厚みが上記範囲内にあれば、本発明の化粧板に優れた意匠を付与することができ、また隠蔽性を付与することができる。
なお、突板等のように予め基材自体に意匠性を備えているような基材自体の意匠を生かしたい場合には、基材自体が絵柄層を兼ねるため別途絵柄層を設けなくてもよい。
The thickness of the pattern layer is not particularly limited, and is preferably 0.1 μm or more, more preferably 0.5 μm or more and 600 μm or less. When the thickness of the pattern layer is within the above range, an excellent design can be imparted to the decorative board of the present invention and concealability can be imparted.
If you want to make the best use of the design of the base material itself, such as a veneer, which has a design property in advance, the base material itself also serves as a design layer, so it is not necessary to provide a separate design layer. ..
本発明の透明性樹脂フィルムは、上記外部へイズ層が上述した基材の一方の面上に積層された絵柄層の表面に積層され、該絵柄層の表面を保護するために用いられる。
このような厚み方向において順に、基材と、絵柄層と、本発明の透明性樹脂フィルムとを備えることを特徴とする化粧板もまた、本発明の一つである。
The transparent resin film of the present invention is used to protect the surface of the pattern layer by laminating the outer haze layer on the surface of the pattern layer laminated on one surface of the above-mentioned base material.
A decorative board characterized in that a base material, a pattern layer, and the transparent resin film of the present invention are provided in this order in the thickness direction is also one of the present inventions.
本発明の化粧板の厚みとしては特に限定されず、例えば、0.05mm以上が好ましく、1mm以上50mm以下がより好ましい。 The thickness of the decorative board of the present invention is not particularly limited, and is preferably 0.05 mm or more, more preferably 1 mm or more and 50 mm or less.
本発明の化粧板の製造方法としては、例えば、加熱溶融法や熱ラミネート法、そして水系接着剤や感熱接着剤、感圧接着剤の他、ホットメルト接着剤、上述した接着剤層を形成する接着剤等を用いて、上記基材、上記絵柄層、及び、上記透明性樹脂フィルムを積層させる方法等が挙げられる。
なかでも、上記化粧板の製造方法であって、上記透明性樹脂フィルムの上記絵柄層が積層される側の面に接着剤層を形成する工程、及び、上記接着剤層を介して、上記透明性樹脂フィルムと上記絵柄層とを貼り合わせる工程を有することが好ましい。
このような本発明の化粧板を製造する方法もまた、本発明の一態様である。
上記透明性樹脂フィルムでは、上記絵柄層を積層される側の反対側面に有する凹凸形状を賦形する際に、エンボス加工等を施して凹凸形状を形成するが、エンボス加工を施した面側の凹凸形状に追従して、エンボス加工を施した面と反対側の面(上記絵柄層を有する側の面)にも多少の凹凸形状が賦形されてしまう。このような場合には、上記透明性樹脂フィルムに形成された上記絵柄層が積層される側の凹凸形状に空気が入り込む、いわゆるエアガミが発生し、意匠性が低下することがある。
本発明の化粧板の製造方法では、上記透明性樹脂フィルムの上記絵柄層を有する側の面に接着剤層を形成する工程を有するので、上記絵柄層を有する側の凹凸形状の凹部にも接着剤層を入り込ますことができ、上述したエアガミの発生を防止し、意匠性の低下を抑制することができる。
As a method for producing a decorative board of the present invention, for example, a heat melting method, a heat laminating method, a water-based adhesive, a heat-sensitive adhesive, a pressure-sensitive adhesive, a hot melt adhesive, and the above-mentioned adhesive layer are formed. Examples thereof include a method of laminating the base material, the pattern layer, and the transparent resin film using an adhesive or the like.
Among them, in the method for manufacturing the decorative board, the step of forming an adhesive layer on the surface of the transparent resin film on the side on which the pattern layer is laminated, and the transparent via the adhesive layer. It is preferable to have a step of bonding the sex resin film and the pattern layer.
Such a method for producing a decorative board of the present invention is also an aspect of the present invention.
In the transparent resin film, when the uneven shape having the pattern layer on the opposite side surface to be laminated is formed, the uneven shape is formed by embossing or the like, but the embossed surface side is formed. Following the uneven shape, a slight uneven shape is formed on the surface opposite to the embossed surface (the surface having the pattern layer). In such a case, air may enter the uneven shape on the side on which the pattern layer formed on the transparent resin film is laminated, so-called air damage may occur, and the design may deteriorate.
Since the method for producing a decorative board of the present invention includes a step of forming an adhesive layer on the surface of the transparent resin film on the side having the pattern layer, it also adheres to the concave-convex concave portion on the side having the pattern layer. The agent layer can be penetrated, the above-mentioned generation of air shavings can be prevented, and the deterioration of design can be suppressed.
次に、本発明を実施例により、さらに詳細に説明するが、本発明は、この例によってなんら限定されるものではない。 Next, the present invention will be described in more detail with reference to examples, but the present invention is not limited to these examples.
(実施例1)
透明ポリプロピレンフィルム(厚み60μm)を用意し、該透明ポリプロピレンフィルムの一方の面にシリカを添加したイソシアネートを硬化剤とする2液硬化型ウレタン樹脂(厚み1μm)を塗工し表面保護層用プライマー層を形成した。
(Example 1)
A transparent polypropylene film (thickness 60 μm) is prepared, and a two-component curable urethane resin (thickness 1 μm) using silica-added isocyanate as a curing agent is applied to one surface of the transparent polypropylene film as a primer layer for a surface protective layer. Was formed.
上記透明ポリプロピレンフィルムのもう一方の面(表面保護層用プライマー層が塗工されていない側)に、透明ポリプロピレン系樹脂(厚み200μm)を押し出し熱ラミネート方式で積層した。その表面にコロナ処理を施した後、外部ヘイズ層となるイソシアネートを硬化剤とする2液硬化型ウレタン樹脂(厚み2μm)を塗工した。その表面保護層用プライマー層の塗工面に電子線硬化型樹脂であるウレタン(メタ)アクリレートを塗布量15μmとなるようにグラビアコート方式で塗工した後、電子照射装置を用いて加速電圧165keV、5Mradの条件で電子線を照射し表面保護層を形成した。その後、その面がエンボス版と接触するよう、熱吸収式エンボス加工を行い、凹凸形状を賦形させ、透明性樹脂フィルムを製造した。
その後、ヘイズ測定機を用いて透明性樹脂フィルム全体のヘイズ値、裏面が濡れた状態でのヘイズを後述する方法で測定した。
その一方、HDF(厚み3mm)を用意し、該HDFの一方の面上にインクジェットプリンターにて厚みが2μmとなるように絵柄層を形成して基材を準備した。
得られた透明性樹脂フィルムの凹凸形状を有する側と反対側面に、イソシアネートを硬化剤とする2液硬化型ポリエステル樹脂(厚み50μm)を塗布して接着剤層を形成し、得られた透明性樹脂フィルムの凹凸形状を有する側と反対側面と、上記基材の絵柄層側を備える面とを上記接着剤層を介して積層した。その後、10kg/m2の圧力を掛け3日間、常温環境下で養生した。
A transparent polypropylene resin (thickness 200 μm) was extruded and laminated on the other surface of the transparent polypropylene film (the side on which the primer layer for the surface protective layer was not coated) by an extrusion heat laminating method. After corona treatment was applied to the surface thereof, a two-component curable urethane resin (thickness 2 μm) using isocyanate as an external haze layer as a curing agent was applied. Urethane (meth) acrylate, which is an electron beam curable resin, is coated on the coated surface of the surface protective layer primer layer by a gravure coating method so that the coating amount is 15 μm, and then an acceleration voltage of 165 keV is applied using an electron irradiation device. A surface protective layer was formed by irradiating an electron beam under the condition of 5 rad. Then, heat absorption type embossing was performed so that the surface was in contact with the embossed plate, and the uneven shape was formed to produce a transparent resin film.
Then, using a haze measuring machine, the haze value of the entire transparent resin film and the haze when the back surface was wet were measured by the method described later.
On the other hand, an HDF (thickness 3 mm) was prepared, and a picture layer was formed on one surface of the HDF with an inkjet printer so that the thickness was 2 μm to prepare a base material.
A two-component curable polyester resin (thickness 50 μm) using isocyanate as a curing agent was applied to the side surface of the obtained transparent resin film opposite to the side having the uneven shape to form an adhesive layer, and the obtained transparency was obtained. The side surface of the resin film opposite to the concave-convex shape and the surface provided with the pattern layer side of the base material were laminated via the adhesive layer. Then, a pressure of 10 kg / m 2 was applied and the mixture was cured in a normal temperature environment for 3 days.
(ヘイズ測定方法)
測定装置として、DIRECT HAZE METER(東洋精機社製)を使用した。
シート全体のヘイズ値:透明性樹脂フィルムの凹凸形状を有する面側、具体的には実施例1では凹凸形状が賦形された表面保護層の側から光を当ててヘイズ値を測定した。
裏面が濡れた状態でのヘイズ値:透明性樹脂フィルムの外部ヘイズ層を有する面側に純水を滴下させ、PETフィルム(東レ製ルミラーT60 50μm厚、ヘイズ値0.1%)を空気が噛まないようにして積層し、その状態で透明性樹脂フィルムの凹凸形状を有する面側から光を当ててヘイズ値を測定した。
外部ヘイズ層のヘイズ値:シート全体のヘイズ値から裏面が濡れた状態でのヘイズ値を引いた値として算出した。
(Haze measurement method)
As a measuring device, DIRECT HAZE METER (manufactured by Toyo Seiki Co., Ltd.) was used.
Haze value of the entire sheet: The haze value was measured by irradiating light from the surface side of the transparent resin film having the uneven shape, specifically, in Example 1, the surface protective layer having the uneven shape.
Haze value when the back surface is wet: Pure water is dropped on the surface side of the transparent resin film having the outer haze layer, and air bites the PET film (Toray Lumirror T60 50 μm thickness, haze value 0.1%). The haze value was measured by irradiating light from the surface side of the transparent resin film having an uneven shape in that state.
Haze value of the external haze layer: Calculated as a value obtained by subtracting the haze value when the back surface is wet from the haze value of the entire sheet.
(エア噛みの目視確認)
++・・・エア噛みが明らかに判断できる
+・・・エア噛みが斜光にて確認することで判断できる
−・・・エア噛みが判断できない
(Visual confirmation of air bite)
++ ・ ・ ・ Air bite can be clearly judged + ・ ・ ・ Air bite can be judged by checking with oblique light - ・ ・ ・ Air bite cannot be judged
(密着時の意匠性)
+++・・・ラミネート後の意匠が非常にクリアに見える
++・・・ラミネート後の意匠が僅かに曇って見える
+・・・ラミネート後の意匠が非常に曇って見える
−・・・ラミネート後の意匠がほとんどみえない
(実施例2〜4、比較例1)
表1に示したように外部ヘイズ層のヘイズ値の異なるサンプルを用いた以外は、実施例1と同様にして透明性樹脂フィルムを製造した。その後、実施例1と同様の評価を行った。
(Design at the time of close contact)
++++ ・ ・ ・ The design after laminating looks very clear ++ ・ ・ ・ The design after laminating looks slightly cloudy + ・ ・ ・ The design after laminating looks very cloudy ― ・ ・ ・ The design after laminating Can hardly be seen (Examples 2 to 4, Comparative Example 1)
A transparent resin film was produced in the same manner as in Example 1 except that samples having different haze values in the outer haze layer were used as shown in Table 1. Then, the same evaluation as in Example 1 was performed.

本発明によれば、基材の絵柄層と透明性樹脂フィルムとの接着の可否を目視で確認できる透明性樹脂フィルムを提供できる。本発明の化粧板は、内装用の建材である建具や引き戸等の扉、床材、壁、天井、そして様々な加飾成型体等に好適に用いられる。 According to the present invention, it is possible to provide a transparent resin film that can visually confirm whether or not the pattern layer of the base material and the transparent resin film can be adhered to each other. The decorative board of the present invention is suitably used for doors such as fittings and sliding doors, which are building materials for interior decoration, floor materials, walls, ceilings, and various decorative molded bodies.
10 本発明の透明性樹脂フィルム
11 熱可塑性樹脂層
12 外部ヘイズ層
13 表面保護層用プライマー層
14 表面保護層
20 化粧板
23 接着剤層
24 絵柄層
25 基材
10 Transparent resin film of the
Claims (4)
前記透明性樹脂フィルムは、少なくとも、熱可塑性樹脂層と前記絵柄層に積層される側に外部ヘイズ層とを有し、
前記外部ヘイズ層のヘイズ値が4%以上、100%未満であり、
前記外部ヘイズ層の熱可塑性樹脂層側と反対側に純水層を介してヘイズ値が0.1%以下のポリエチレンテレフタレートフィルムを貼り付け、前記熱可塑性樹脂層側から測定した裏面が濡れた状態でのヘイズ値が90%以下であり、
前記外部ヘイズ層のヘイズ値は、前記透明性樹脂フィルム全体のヘイズ値から、前記裏面が濡れた状態でのヘイズ値を引いた値である
ことを特徴とする透明性樹脂フィルム。 A transparent resin film for protecting a pattern layer laminated on one side of a substrate,
The transparent resin film has at least a thermoplastic resin layer and an outer haze layer on the side to be laminated on the pattern layer.
The haze value of the outer haze layer is 4% or more and less than 100%.
A polyethylene terephthalate film having a haze value of 0.1% or less is attached to the side opposite to the thermoplastic resin layer side of the outer haze layer via a pure water layer, and the back surface measured from the thermoplastic resin layer side is wet. der haze value of 90% or less of at is,
The transparent resin film is characterized in that the haze value of the outer haze layer is a value obtained by subtracting the haze value when the back surface is wet from the haze value of the entire transparent resin film.
透明性樹脂フィルムの絵柄層が積層される側の面に接着剤層を形成する工程、及び、
前記接着剤層を介して、前記透明性樹脂フィルムと前記絵柄層とを貼り合わせる工程を有する
ことを特徴とする化粧板の製造方法。 The method for manufacturing a decorative board according to claim 3.
A step of forming an adhesive layer on the surface of the transparent resin film on which the picture layer is laminated, and
A method for manufacturing a decorative board, comprising a step of bonding the transparent resin film and the pattern layer via the adhesive layer.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018193826 | 2018-10-12 | ||
| JP2018193826 | 2018-10-12 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2020062880A JP2020062880A (en) | 2020-04-23 |
| JP2020062880A5 JP2020062880A5 (en) | 2020-06-11 |
| JP6753504B2 true JP6753504B2 (en) | 2020-09-09 |
Family
ID=70388065
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019180481A Active JP6753504B2 (en) | 2018-10-12 | 2019-09-30 | Transparent resin film, decorative board, and method for manufacturing decorative board |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6753504B2 (en) |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10193536A (en) * | 1996-11-13 | 1998-07-28 | Tokuyama Corp | Decorative sheet |
| JP2009192849A (en) * | 2008-02-15 | 2009-08-27 | Nippon Zeon Co Ltd | Antireflection film |
-
2019
- 2019-09-30 JP JP2019180481A patent/JP6753504B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020062880A (en) | 2020-04-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6750763B1 (en) | Transparent resin film, decorative board, and method for manufacturing decorative board | |
| JP6737428B1 (en) | Transparent resin film, decorative board, and method for manufacturing decorative board | |
| JP6787514B2 (en) | Decorative board and method for manufacturing the decorative board | |
| JP6747565B2 (en) | Transparent resin film, decorative board and method for manufacturing decorative board | |
| JP6996654B2 (en) | Manufacturing method of decorative material | |
| JP6753504B2 (en) | Transparent resin film, decorative board, and method for manufacturing decorative board | |
| KR101456731B1 (en) | Decorative sheet and decorative plate using the decorative sheet | |
| WO2020075561A1 (en) | Decorative sheet, transparent resin film, and decorative sheet production method | |
| WO2020075565A1 (en) | Transparent resin film, decorative sheet, and method for producing decorative sheet | |
| JP5407253B2 (en) | Cosmetic material and method for producing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200409 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200409 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20200409 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20200609 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200616 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200630 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200721 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200803 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6753504 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |