JP6728606B2 - Electronic device housing - Google Patents
Electronic device housing Download PDFInfo
- Publication number
- JP6728606B2 JP6728606B2 JP2015185985A JP2015185985A JP6728606B2 JP 6728606 B2 JP6728606 B2 JP 6728606B2 JP 2015185985 A JP2015185985 A JP 2015185985A JP 2015185985 A JP2015185985 A JP 2015185985A JP 6728606 B2 JP6728606 B2 JP 6728606B2
- Authority
- JP
- Japan
- Prior art keywords
- reinforcing member
- top cover
- bottom cover
- electronic device
- joined
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Landscapes
- Casings For Electric Apparatus (AREA)
- Telephone Set Structure (AREA)
Description
本発明は、電子機器部品を内蔵する筐体(電子機器筐体)や、アタッシュケース、キャリーケースなどの筐体に関するものである。 The present invention relates to a housing (electronic device housing) containing electronic device parts, and a housing such as an attache case and a carry case.
近年、電子機器の薄型化および軽量化や携帯性の向上、電子機器内部の部品の破損防止のために、筐体に対して高剛性化が求められている。詳しくは、電子機器を片手で把持してもう一方の手で操作する時、電子機器の運搬時、モニタなどの開閉時に偏った荷重が付与されるため、筐体にねじり方向の力が作用する。また、運搬時に誤って電子機器を落下させてしまった場合にも同様にねじり方向の力が作用する。このため、筐体が高いねじり剛性(torsional rigidity)を有していることが求められている。このような背景から、従来までに筐体の剛性を高める技術が数多く提案されている。 In recent years, in order to reduce the thickness and weight of electronic devices, improve portability, and prevent damage to components inside the electronic devices, the housing is required to have high rigidity. Specifically, when an electronic device is gripped with one hand and operated with the other hand, a biased load is applied when the electronic device is transported or when a monitor or the like is opened or closed, so a force in the torsion direction acts on the housing. .. Also, when the electronic device is accidentally dropped during transportation, the force in the twisting direction similarly acts. Therefore, the housing is required to have high torsional rigidity. Against this background, many techniques for increasing the rigidity of the housing have been proposed.
具体的には、特許文献1には、上下段の電気機器取付面を有する樹脂製ロアケースと上段の電気機器取付面と重なり合う正面壁を有するアッパケースとからなる電気機器のキャビネット構造の剛性を高める発明が記載されている。特許文献2には、電子機器の筐体を2枚のプレートの表面が選択的に張り合わせ接合された構造とすることによって電子機器の筐体の剛性を高める発明が記載されている。特許文献3には、第1の筐体の内面に形成されたリブの先端を第2の筐体の内面に当接させることによって電子機器の筐体の剛性を高める発明が記載されている。
Specifically,
しかしながら、特許文献1記載の発明では、筐体は樹脂材料によって形成されているために、市場で必要とされる大きさのねじり剛性を有する筐体を提供することはできない。なお、特許文献1記載の発明において、筐体を金属板によって形成することも考えられる。しかしながら、特許文献1記載の発明では、樹脂製ロアケースの上段の電気機器取付面とアッパケースの正面壁とが重なり合っているのみで、部材同士が拘束されていないため、筐体を金属板によって形成したとしても、市場で必要とされるねじり剛性を有する筐体を提供することはできない。また、筐体を金属板によって形成した場合、筐体の重量が増加し、軽量性の観点で市場のニーズに応えることができない。
However, in the invention described in
また、特許文献2記載の発明では、外プレートの全面に内プレートを接合することによって電子機器の筐体の剛性を高めている。しかしながら、内プレートは張り出し成形することによってヒートパイプ流路が形成されており、プレートの厚みが薄くなるため、筐体に必要とされるねじり剛性を満足することはできない。また、外プレートの全面に内プレートを接合することは、軽量化の観点からは効果的な剛性の向上方法ではなく、また、十分な大きさのねじり剛性を有しているとも考えにくい。
In addition, in the invention described in
また、特許文献3記載の発明では、リブの先端部は、筐体の内面に接しているのみである。このため、特許文献3記載の発明によれば、筐体に大荷重が付与されることによってねじれが発生した場合、リブの先端部が筐体の内面に対して相対的に滑るために、ある程度の大きさのねじり変形しか抑制できない。
Further, in the invention described in
以上のように、筐体の剛性を高める従来までの技術によれば、薄型化および軽量化、携帯性の向上を実現しつつ筐体に高いねじり剛性を付与することができない。このため、薄型化および軽量化を実現しつつ筐体に高いねじり剛性を付与可能な技術の提供が期待されていた。 As described above, according to the conventional techniques for increasing the rigidity of the housing, it is not possible to impart high torsional rigidity to the housing while realizing thinning and weight saving and improvement of portability. Therefore, it has been expected to provide a technique capable of imparting a high torsional rigidity to the housing while realizing a thin structure and a light weight.
本発明は、上記課題に鑑みてなされたものであって、その目的は、薄型化および軽量化、携帯性の向上を実現しつつねじり剛性を向上可能な筐体を提供することにある。 The present invention has been made in view of the above problems, and an object of the present invention is to provide a housing capable of improving torsional rigidity while achieving reduction in thickness and weight and improvement of portability.
本発明の第1の態様に係る筐体は、天面カバーと、前記天面カバーに向かって立設され、周縁部が前記天面カバーに接合された立ち壁部を有する底面カバーと、前記天面カバーと前記底面カバーとによって区画された空間内に配置された、開口部を有する補強部材と、を備え、前記補強部材が底面カバーに接合されている筐体であって、前記補強部材が、厚みが0.3mm以上、0.8mm以下の範囲内にあり、弾性率が20GPa以上、120GPa以下の範囲内にある材料によって形成されていることを特徴とする。 A housing according to a first aspect of the present invention includes a top cover, a bottom cover that is provided upright toward the top cover, and has a standing wall portion whose peripheral edge is joined to the top cover, A reinforcing member having an opening, the reinforcing member being arranged in a space defined by the top cover and the bottom cover, wherein the reinforcing member is joined to the bottom cover. However, it is characterized by being formed of a material having a thickness of 0.3 mm or more and 0.8 mm or less and an elastic modulus of 20 GPa or more and 120 GPa or less.
本発明の第1の態様に係る筐体は、上記発明において、前記補強部材が、強化繊維とマトリックス樹脂からなるプリプレグの積層体を硬化した繊維強化複合材料によって形成されていることを特徴とする。 A housing according to a first aspect of the present invention is characterized in that, in the above-mentioned invention, the reinforcing member is formed of a fiber-reinforced composite material obtained by curing a laminate of prepregs including reinforcing fibers and a matrix resin. ..
本発明の第2の態様に係る筐体は、天面カバーと、前記天面カバーに向かって立設され、周縁部が前記天面カバーに接合された立ち壁部を有する底面カバーと、前記天面カバーと前記底面カバーとによって区画された空間内に配置された、開口部を有する補強部材と、を備え、前記補強部材が底面カバーに接合されている筐体であって、前記補強部材が、強化繊維とマトリックス樹脂からなるプリプレグの積層体を硬化した繊維強化複合材料によって形成されていることを特徴とする。 A housing according to a second aspect of the present invention includes a top cover, a bottom cover that is provided upright toward the top cover, and has a standing wall portion whose peripheral portion is joined to the top cover, A reinforcing member having an opening, the reinforcing member being arranged in a space defined by the top cover and the bottom cover, wherein the reinforcing member is joined to the bottom cover. Is formed of a fiber-reinforced composite material obtained by curing a laminate of prepregs composed of reinforcing fibers and a matrix resin.
本発明に係る筐体は、上記発明において、前記底面カバーが、厚みが0.1mm以上、0.8mm以下の範囲内にあり、弾性率が20GPa以上、120GPa以下の範囲内にある材料によって形成されていることを特徴とする。 In the case according to the present invention, in the above invention, the bottom cover is formed of a material having a thickness within a range of 0.1 mm to 0.8 mm and an elastic modulus within a range of 20 GPa to 120 GPa. It is characterized by being.
本発明に係る筐体は、上記発明において、前記底面カバーが、強化繊維とマトリックス樹脂からなるプリプレグの積層体を硬化した繊維強化複合材料によって形成されていることを特徴とする。 The housing according to the present invention is characterized in that, in the above-mentioned invention, the bottom cover is formed of a fiber-reinforced composite material obtained by curing a laminate of prepregs composed of reinforcing fibers and a matrix resin.
本発明に係る筐体は、上記発明において、前記補強部材が、前記底面カバーに熱溶着によって接合されていることを特徴とする。 In the housing according to the present invention, in the above invention, the reinforcing member is joined to the bottom cover by heat welding.
本発明に係る筐体は、上記発明において、前記補強部材は、23℃における引き剥がし荷重が60N/cm2以上、5000N/cm2以下の範囲内になり、且つ、200℃における引き剥がし荷重が60N/cm2未満の範囲内になるように、前記底面カバーに接合されていることを特徴とする。 Housing according to the present invention, in the above invention, the reinforcing member may peel load 60N / cm 2 or more at 23 ° C., it becomes 5000N / cm 2 within the following range and the peeling force at 200 ° C. It is characterized in that it is bonded to the bottom cover so as to be in a range of less than 60 N/cm 2 .
本発明に係る筐体は、上記発明において、前記補強部材と前記底面カバーとが直接接合されていることを特徴とする。 In the case according to the present invention, in the above invention, the reinforcing member and the bottom cover are directly joined.
本発明に係る筐体は、上記発明において、前記補強部材と接合されている前記底面カバーまたは前記天面カバーの方向への前記補強部材の投影面積が、前記補強部材が接合されている前記底面カバーまたは前記天面カバーの面積の60%以上、95%以下の範囲内にあることを特徴とする。 In the case according to the present invention, in the above invention, the projected area of the reinforcing member in the direction of the bottom cover or the top cover joined to the reinforcing member is the bottom surface to which the reinforcing member is joined. It is characterized in being in a range of 60% or more and 95% or less of the area of the cover or the top cover.
本発明に係る筐体は、上記発明において、前記補強部材を前記底面カバーまたは前記天面カバーに接合することによって形成された中空構造の体積が、前記空間の体積の55%以上、95%以下の範囲内にあることを特徴とする。 In the housing according to the present invention, in the above invention, the volume of the hollow structure formed by joining the reinforcing member to the bottom cover or the top cover is 55% or more and 95% or less of the volume of the space. It is characterized by being in the range of.
本発明に係る筐体は、上記発明において、前記補強部材と前記底面カバーまたは前記天面カバーが接合されることによって形成された中空構造において、発熱部材が、前記補強部材の前記中空構造側表面に配設されていることを特徴とする。 In the housing according to the present invention, in the above invention, in the hollow structure formed by joining the reinforcing member and the bottom cover or the top cover, the heat generating member is a surface of the reinforcing member on the hollow structure side. It is characterized by being arranged in.
本発明に係る筐体によれば、薄型化および軽量化、携帯性の向上を実現しつつねじり剛性を向上させることができる。 According to the housing of the present invention, it is possible to improve the torsional rigidity while achieving a reduction in thickness and weight and an improvement in portability.
以下、図1から図7を参照して、本発明の第1の実施形態である筐体について説明する。なお、本発明の筐体の用途としては、アタッシュケース、キャリーケース、電子機器部品を内蔵する電子機器筐体などをあげることができ、より具体的にはスピーカー、ディスプレイ、HDD、ノートパソコン、携帯電話、デジタルスチルカメラ、PDA、プラズマディスプレイ、テレビ、照明、冷蔵庫、およびゲーム機が挙げられ、中でも、ねじり剛性が高く、且つ、軽量および薄肉が要求される、クラムシェル型パソコンやタブレット型パソコンに好ましく用いられる。 Hereinafter, with reference to FIGS. 1 to 7, a housing according to a first embodiment of the present invention will be described. The housing of the present invention may be used in attaché cases, carry cases, electronic equipment housings containing electronic equipment parts, and more specifically, speakers, displays, HDDs, laptop computers, mobile phones. , Digital still cameras, PDAs, plasma displays, televisions, lighting, refrigerators, and game machines. Among them, preferred are clamshell type personal computers and tablet type personal computers, which require high torsional rigidity and are lightweight and thin. Used.
図1は、本発明の第1の実施形態である筐体の構成を示す斜視図である。図1に示すように、本発明の第1の実施形態である筐体1は、平面視矩形形状の底面カバー2、底面カバー2に接合された、開口部を有する補強部材3、および平面視矩形形状の天面カバー4と、を主な構成要素として備えている。なお、以下では、底面カバー2および天面カバー4の短辺に平行な方向をx方向、底面カバー2および天面カバー4の長辺に平行な方向をy方向、x方向およびy方向に垂直な方向をz方向(鉛直方向)と定義する。
FIG. 1 is a perspective view showing a configuration of a housing which is a first embodiment of the present invention. As shown in FIG. 1, a
図2は、図1に示す筐体1の分解斜視図である。図2に示すように、底面カバー2は、xy平面に対して平行な平面視矩形形状の平面部21と、平面部21の周縁部から+z方向に立設された立ち壁部22と、を備えている。なお、底面カバー2を形成する部材の厚みは、0.1mm以上、0.8mm以下の範囲内にあることが望ましい。また、底面カバー2を形成する部材の弾性率は、20GPa以上、120GPa以下の範囲内にあることが望ましい。
FIG. 2 is an exploded perspective view of the
また、底面カバー2は、金属材料および繊維強化複合材料のうちのいずれかによって形成されていることが望ましく、これらを組み合わせることによって形成されていてもよい。高いねじり剛性を発現する観点からは、底面カバー2は同一材料によって形成された継ぎ目のない部材であることが望ましい。また、生産性の観点からは、形状が単純な平面部21を力学特性の高い金属材料や繊維強化複合材料を用いて形成し、形状が複雑な立ち壁部22や接合部分を成形性に優れた樹脂材料を用いて射出成形などで形成してもよい。
Further, the
金属材料としては、アルミニウム合金、マグネシウム合金、チタン合金などの軽金属材料を用いることが望ましい。アルミニウム合金としては、Al−Cu系のA2017、A2024、Al−Mn系のA3003、A3004、Al−Si系のA4032、Al−Mg系のA5005、A5052、A5083、Al−Mg−Si系のA6061、A6063、Al−Zn系のA7075などを例示できる。マグネシウム合金としては、Mg−Al−Zn系のAZ31やAZ61、AZ91などを例示できる。チタン合金としては、11〜23種のパラジウムを添加した合金やコバルトとパラジウムを添加した合金、50種(α合金)、60種(α−β合金)、80種(β合金)に該当するTi−6Al−4Vなどを例示できる。 As the metal material, it is desirable to use a light metal material such as an aluminum alloy, a magnesium alloy, or a titanium alloy. As the aluminum alloy, Al-Cu-based A2017, A2024, Al-Mn-based A3003, A3004, Al-Si-based A4032, Al-Mg-based A5005, A5052, A5083, Al-Mg-Si-based A6061, A6063, Al-Zn-based A7075 and the like can be exemplified. Examples of the magnesium alloy include Mg—Al—Zn-based AZ31, AZ61, and AZ91. As the titanium alloy, Ti corresponding to 11 to 23 kinds of alloys added with palladium or alloys added with cobalt and palladium, 50 kinds (α alloy), 60 kinds (α-β alloy), and 80 kinds (β alloy) -6Al-4V etc. can be illustrated.
繊維強化複合材料に用いる強化繊維としては、炭素繊維、ガラス繊維、アラミド繊維、ボロン繊維、PBO繊維、高強力ポリエチレン繊維、アルミナ繊維、および炭化ケイ素繊維などの繊維を用いることができ、これらの繊維を2種以上混合して用いても構わない。これらの強化繊維は、一方向に引き揃えられた長繊維、単一のトウ、織物、ニット、不織布、マット、組み紐などの繊維構造物として用いることができる。 Fibers such as carbon fiber, glass fiber, aramid fiber, boron fiber, PBO fiber, high-strength polyethylene fiber, alumina fiber, and silicon carbide fiber can be used as the reinforcing fiber used in the fiber-reinforced composite material. Two or more kinds may be mixed and used. These reinforcing fibers can be used as fiber structures such as long fibers aligned in one direction, single tows, woven fabrics, knits, non-woven fabrics, mats and braids.
マトリックス樹脂としては、エポキシ樹脂、フェノール樹脂、ベンゾオキサジン樹脂、および不飽和ポリエステル樹脂などの熱硬化性樹脂やポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリトリメチレンテレフタレート(PTT)、ポリエチレンナフタレート、液晶ポリエステルなどのポリエステル系樹脂や、ポリエチレン(PE)、ポリプロピレン(PP)、ポリブチレンなどのポリオレフィンや、スチレン系樹脂、ウレタン樹脂の他や、ポリオキシメチレン(POM)、ポリアミド(PA)、ポリカーボネート(PC)、ポリメチルメタクリレート(PMMA)、ポリ塩化ビニル(PVC)、ポリフェニレンスルフィド(PPS)、ポリフェニレンエーテル(PPE)、変性PPE、ポリイミド(PI)、ポリアミドイミド(PAI)、ポリエーテルイミド(PEI)、ポリスルホン(PSU)、変性PSU、ポリエーテルスルホン(PES)、ポリケトン(PK)、ポリエーテルケトン(PEK)、ポリエーテルエーテルケトン(PEEK)、ポリエーテルケトンケトン(PEKK)、ポリアリレート(PAR)、ポリエーテルニトリル(PEN)、フェノール系樹脂、およびフェノキシ樹脂などの熱硬化性樹脂を用いることができる。生産性や力学特性の観点からは、熱硬化性樹脂を用いることが望ましく、中でもエポキシ樹脂を用いることが望ましい。成形性の観点からは、熱可塑性樹脂を用いるとよく、中でも、強度の観点からはポリアミド樹脂、耐衝撃性の観点からはポリカーボネート樹脂、軽量性の観点からはポリプロピレン樹脂、耐熱性の観点からはポリフェニレンスルフィド樹脂を用いることが望ましい。また、前記樹脂は、繊維強化複合材料のマトリックス樹脂としてだけではなく、樹脂そのものからなる底面カバーや天面カバー、補強部材として用いてもよい。 Examples of the matrix resin include thermosetting resins such as epoxy resin, phenol resin, benzoxazine resin, and unsaturated polyester resin, polyethylene terephthalate (PET), polybutylene terephthalate (PBT), polytrimethylene terephthalate (PTT), polyethylene na Polyester resin such as phthalate and liquid crystal polyester, polyolefin such as polyethylene (PE), polypropylene (PP) and polybutylene, styrene resin and urethane resin, polyoxymethylene (POM), polyamide (PA), polycarbonate (PC), polymethylmethacrylate (PMMA), polyvinyl chloride (PVC), polyphenylene sulfide (PPS), polyphenylene ether (PPE), modified PPE, polyimide (PI), polyamideimide (PAI), polyetherimide (PEI) , Polysulfone (PSU), modified PSU, polyethersulfone (PES), polyketone (PK), polyetherketone (PEK), polyetheretherketone (PEEK), polyetherketoneketone (PEKK), polyarylate (PAR), Thermosetting resins such as polyether nitrile (PEN), phenolic resins, and phenoxy resins can be used. From the viewpoint of productivity and mechanical properties, it is desirable to use a thermosetting resin, and above all, it is desirable to use an epoxy resin. From the viewpoint of moldability, it is preferable to use a thermoplastic resin, among them, a polyamide resin from the viewpoint of strength, a polycarbonate resin from the viewpoint of impact resistance, a polypropylene resin from the viewpoint of lightness, and a heat resistance viewpoint. It is desirable to use a polyphenylene sulfide resin. Further, the resin may be used not only as a matrix resin of the fiber reinforced composite material but also as a bottom cover, a top cover or a reinforcing member made of the resin itself.
本発明において、前述した強化繊維とマトリックス樹脂とからなるプリプレグを各部材の材料として用いることが積層などの取扱い性の観点から望ましい。高い力学特性および設計自由度の観点からは、一方向連続繊維プリプレグを用いることが望ましく、等方性の力学特性や成形性の観点からは、織物プリプレグを用いることが望ましい。また、これらのプリプレグの積層体によって構成されていてもよい。 In the present invention, it is desirable to use the prepreg composed of the reinforcing fiber and the matrix resin as a material for each member from the viewpoint of handleability such as lamination. It is desirable to use a unidirectional continuous fiber prepreg from the viewpoint of high mechanical properties and design flexibility, and it is desirable to use a woven prepreg from the viewpoint of isotropic mechanical properties and formability. Further, it may be constituted by a laminated body of these prepregs.
補強部材3は、開口部を有している。具体的には、補強部材3は、xy平面に対して平行な平面視矩形形状の平面部31と、平面部31の周縁部から−z方向に立設された立ち壁部32と、を備えている。底面カバー2の平面部21に対向する平面部31の表面には電子機器が装填されていてもよい。補強部材3は、底面カバー2の平面部21に接合することにより、平面部31と底面カバー2の平面部21との間に中空構造S1を形成した状態で底面カバー2に接合されている。ここでいう“開口部を有する補強部材”とは、補強部材の一部に開口部を有する形状を指しており、図3(a)および(b)に示すような平面部と立ち壁部、それらを結ぶ面を有した部材や曲面を有した部材でもよい。また、開口部を有する補強部材の一例は、図3(c)に示すように平面部、平面部の周縁部に立設された立ち壁部、および立ち壁部の周縁部から延伸する接合部を有する、または、曲面部、曲面部の周縁部から延伸する接合部を有する補強部材である。
The reinforcing
xy平面に対して平行な平面における接合面積は、10cm2以上、100cm2以下の範囲内にあることが望ましい。詳しくは、接合面積が10cm2未満である場合、大きな変形を伴う荷重が筐体1に付与された場合、補強部材3が底面カバー2から剥がれ、本来のねじり剛性を発現できないといった問題が生じる。一方、接合面積が100cm2より大きい場合には、接合面積の増加に伴う筐体1の重量の増加および中空構造S1の体積の減少といった問題が生じる。このため、接合面積は、10cm2以上、100cm2以下の範囲内とすることが望ましい。
The bonding area on a plane parallel to the xy plane is preferably in the range of 10 cm 2 or more and 100 cm 2 or less. Specifically, when the joint area is less than 10 cm 2 , and when a load accompanied by a large deformation is applied to the
補強部材3の平面部31と底面カバー2の平面部21との間の距離(平面部21からの補強部材3の高さ)hの最大値は、3mm以上、30mm以下の範囲内にあることが望ましい。本発明において、補強部材3の高さhはねじり剛性を発現する一因である。このため、距離hの最大値が3mm未満である場合、筐体1において立ち壁部32の効果が小さく、本来のねじり剛性を発現できないといった問題が生じる。一方、距離hの最大値が30mmより長い場合には、立ち壁部32の厚みも厚くする必要が生じ、結果として筐体1の重量増加といった問題が生じる。このため、距離hの最大値は、3mm以上、30mm以下の範囲内とすることが望ましい。
The maximum value of the distance (height of the reinforcing
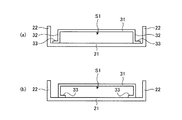
図4および図5は、図2に示す補強部材3の構成の一例を示す断面図である。図4(a)に示すように、立ち壁部32の周縁部からxy平面に対して平行な外方方向に延伸するように接合部33を設けてもよい。また、図4(b)に示すように、立ち壁部32の周縁部からxy平面に対して平行な内方方向に延伸するように接合部33を設けてもよい。また、図5(a),(b)に示すように、底面カバー2の平面部21(または補強部材3の接合部33)に対する立ち壁部32の角度αは、45°以上、135°以下の範囲内にあることが望ましい。なお、図5(a)は立ち壁部32の角度αが鋭角である状態を示し、図5(b)は立ち壁部32の角度αが鈍角である状態を示している。
4 and 5 are cross-sectional views showing an example of the configuration of the reinforcing
図6は、筐体の構成の一例を示す断面図である。図6(a),(b)に示すように補強部材3と底面カバー2または天面カバー4とが接合されることによって形成される中空構造S1内に発熱部材D1,D2が配置されている。発熱部材D1,D2は、補強部材3の中空構造S1側表面に配置されていることが望ましい。このような構成とすることにより、電子機器の使用者が触れる底面カバー2と発熱部材D1,D2との間の距離を離し、底面カバー2の温度上昇を抑制できる。なお、本明細書中において“発熱部材”とは、電子機器の稼動に伴い発熱する部品のことを意味し、特に電子機器の稼働に伴い10℃以上の温度上昇が生じるものを指す。このような発熱部材としては、LED、コンデンサ、インバータ、リアクトル素子、サーミスタ素子、パワートランジスタ素子、モーター、CPU、これらを搭載した電子基板などを例示できる。
FIG. 6 is a cross-sectional view showing an example of the configuration of the housing. As shown in FIGS. 6A and 6B, the heat generating members D1 and D2 are arranged in a hollow structure S1 formed by joining the reinforcing
補強部材3の平面部31と底面カバー2の平面部21との間に形成された中空構造S1内に別の補強部材を配置することによって、たわみ剛性を高めるようにしてもよい。図7(a)は別の補強部材の構成を示す平面図を示し、図7(b)は図7(a)のA−A線断面図を示す。図7(a),(b)に示すように、別の補強部材5は、中空構造S1のy方向中央部においてx方向に延伸するように配置された部材であり、底面カバー2の平面部21と補強部材3の平面部31とに接続されている。別の補強部材5を介して底面カバー2の平面部21と補強部材3の平面部31とを一体化することにより、荷重が加わった時には底面カバー2と補強部材3とが同期して変形するので、筐体1のたわみ剛性を向上できる。また、底面カバー2の立ち壁部22や補強部材3の立ち壁部32と別の補強部材5とが一体化されることによって、底面カバー2および補強部材3の立ち壁部が特に筐体1の内側方向に変形しにくくなり、筐体1のねじり剛性を向上できる。
The flexural rigidity may be increased by disposing another reinforcing member in the hollow structure S1 formed between the
なお、別の補強部材5は、底面カバー2の平面部21と補強部材3の平面部31とに接続されている限り、中空構造S1のx方向中央部においてy方向に延伸するように配置された部材であってもよいし、中空構造S1の対角線方向に延伸するように配置された部材であってもよい。とりわけ、別の補強部材5は、厚み方向に荷重が付与された場合に底面カバー2の平面部21のたわみ量が大きくなる位置を通過するように配置されていることが好ましく、配置される部材が複数配置され、部材同士が交差していてもよい。また、別の補強部材5は、エラストマーやゴム成分を有した樹脂材料、ゲルなどの弾力性に優れた衝撃吸収材料によって形成されていることが望ましく、これにより、たわみ剛性のみならず、衝撃に対しても効果を発現しうる。
Note that another reinforcing
本実施形態では、平面部31を曲面形状の部材とすることによって立ち壁部32を省略してもよい。また、剛性を高める観点や空間を有効に活用する観点から平面部31に凹凸形状が形成されていてもよい。本実施形態では、補強部材3は、底面カバー2に接合されていることとしたが、補強部材3を天面カバー4に接合し、補強部材3の平面部31と天面カバー4との間に中空構造S1を形成してもよい。
In the present embodiment, the standing
本実施形態では、平面部31の辺毎に形成された4つの立ち壁部32の全てに接合部33が形成されているが、4つの立ち壁部32のうちの少なくとも一つに接合部33が形成されていればよい。また、4つの立ち壁部32のうち、隣接している2つ以上の立ち壁部32に接合部33が形成されていてもよい。また、1つの立ち壁部32に形成されている接合部33の面積は1cm2以上であることが望ましい。また、補強部材3を形成する部材の厚みは、筐体の軽量化および薄型化の観点から0.3mm以上、1.0mm以下の範囲内にある。また、補強部材3を形成する部材の弾性率は、20GPa以上、120GPa以下の範囲内にある。
In the present embodiment, the
また、補強部材3は、上述した金属材料および繊維強化複合材料のうちのいずれかによって形成されていることが望ましく、補強部材3の目的に応じて材料を選択できる。すなわち、高い補強効果を発現させる観点からは、弾性率の高い金属材料や繊維強化複合材料を用いるとよく、放熱性の観点からは、熱伝導率の高い金属材料を用いるとよく、電波透過性(アンテナ性)を発現させる観点からは、非導電性材料である樹脂やガラス繊維強化複合材料を用いるとよく、電磁波シールド性(電波遮蔽性)を発現させる観点からは、導電性材料である金属材料や炭素繊維複合材料を用いるとよい。さらに、補強部材3が繊維強化複合材料によって形成されている場合、補強部材3は連続繊維プリプレグの積層体によって構成されていることが望ましい。また、補強部材3が接合されている底面カバー2の線膨張係数に対する補強部材3の線膨張係数の比が0.1以上、10以下の範囲内にあることが望ましい。
The reinforcing
また、補強部材3は熱溶着によって底面カバー2の平面部21に接合されることが望ましい。23℃における引き剥がし荷重が60N/cm2以上、5000N/cm2以下の範囲内にあることが望ましく、100N/cm2以上、5000N/cm2以下の範囲内にあることがより望ましい。熱溶着方法としては、インサート射出法、アウトサート射出法、振動溶着法、超音波溶着法、レーザ溶着法、熱板溶着法などを例示できる。また、この場合、補強部材3と平面部21の接着面は200℃における引き剥がし荷重が60N/cm2未満であることが望ましい。200℃における引き剥がし荷重は、30N/cm2以下であることがより望ましい。
Further, it is desirable that the reinforcing
また、この引き剥がし荷重が、180℃において60N/cm2未満であることが望ましく、より低い温度領域で容易に引き剥がすことが可能なものであることが解体性接着の観点からよい。しかしながら、解体する温度が低くなると、筐体として用いた際、電子部品の稼動に伴う温度上昇や使用環境の温度によって、補強部材が剥離する可能性がある。従って、筐体を使用する温度領域では高い接着強度で補強部材が接合されており、解体する温度領域では容易に引き剥がし可能なことが望ましい。このため、80℃における引き剥がし荷重が60N/cm2以上、5000N/cm2以下の範囲内にあることがより望ましい。 Further, the peeling load is preferably less than 60 N/cm 2 at 180° C., and it is preferable from the viewpoint of disassembling adhesion that the peeling load can be easily peeled off in a lower temperature region. However, when the temperature for disassembling becomes low, the reinforcing member may peel off when used as a housing due to a temperature rise accompanying the operation of electronic components and the temperature of the usage environment. Therefore, it is desirable that the reinforcing member is bonded with high adhesive strength in the temperature range where the housing is used, and that the reinforcing member can be easily peeled off in the temperature range where the case is disassembled. Therefore, the peeling load at 80 ℃ 60N / cm 2 or more, and more preferably in the 5000N / cm 2 within the following ranges.
なお、200℃における引き剥がし荷重は低いほど望ましく、10N/cm2以下であることが最も望ましい。そして、200℃における引き剥がし荷重は低いほど好ましいため下限は特に限定されず、0N/cm2以上であることが好ましいが、低すぎると取扱い性に劣ることもあるため、1N/cm2以上であることがより好ましい。このような構成とすることにより、補強部材3を容易に取り外し可能な解体接着性を発現することが可能となり、電子機器の修理やリサイクルを容易にすることができる。また、補強部材3および補強部材3が接合されている底面カバー2が繊維強化複合材料によって形成され、補強部材3および底面カバー2の少なくとも一方の接合部分に熱可塑性樹脂が設けられ、補強部材3と底面カバー2とが熱可塑性樹脂を介して接合されていることが望ましい。
The peeling load at 200°C is preferably as low as possible, and most preferably 10 N/cm 2 or less. The preferred because the lower limit as low peel force at 200 ° C. is not particularly limited, but is preferably 0N / cm 2 or more, because sometimes inferior in handling properties too low, with 1N / cm 2 or more More preferably. With such a configuration, it becomes possible to exhibit disassembly adhesiveness with which the reinforcing
接合部分に熱可塑性樹脂を設ける方法としては、マトリックス樹脂として熱可塑性樹脂を用いた繊維強化シート(プリプレグーシート)を用いて補強部材3および補強部材3が接合されている底面カバー2または天面カバー4を成形して得る方法が挙げられる。この方法で得られた成形体であれば、表面に熱可塑性樹脂が高い割合で存在するため、接合の際に広い接着面積を有することが可能であり、接合箇所の選択自由度が高くなるため好ましい。各部材の力学特性の観点からは、マトリックス樹脂として熱硬化性樹脂を用いた繊維強化複合材料であることが好ましく、このような部材に熱可塑性樹脂を設ける方法としては、熱可塑性樹脂を加熱して溶融させた溶融物や熱可塑性樹脂を溶剤で溶解させた溶液を塗布して繊維強化複合材料に熱可塑性樹脂を設ける方法が挙げられる。また、マトリックス樹脂として熱硬化性樹脂を用いた繊維強化シート(プリプレグシート)を成形、硬化させる際に、繊維強化シート(プリプレグシート)の最外層に熱可塑性樹脂からなるフィルムや不織布を表面に積層した積層体を加熱、加圧成形する方法が例示できる。
As a method of providing a thermoplastic resin at the joint portion, a reinforcing
また、補強部材3と底面カバー2または天面カバー4とが直接接合されていることが望ましい。補強部材3および/または補強部材3と接着する底面カバー2または天面カバー4の接合部に熱可塑性樹脂を有する繊維強化複合材料を用いることで、各部材以外の接着剤を用いる必要がなくなり、各部材を直接接合することが可能となるので、筐体1の重量増加を抑制できる。補強部材3と底面カバー2または天面カバー4とを直接接合するために好適な方法は、マトリックス樹脂として熱硬化性樹脂を用いた繊維強化シート(プリプレグシート)の最外層に熱可塑性樹脂からなるフィルムや不織布を表面に積層した積層体を用いる方法であるが、ここで用いる熱可塑性樹脂としては、前記マトリックス樹脂として例示した熱可塑性樹脂の群から選択することも可能である。
Further, it is desirable that the reinforcing
好ましくは、マトリックス樹脂が熱硬化性樹脂からなる繊維強化シート(プリプレグシート)を成形、硬化させる成形温度よりも低い融点を有する熱可塑性樹脂を選択することが好ましい。熱可塑性樹脂の融点の下限は特に限定されないが、本発明の筐体を電子機器に適応した際の耐熱性を発現する観点から、80℃以上が好ましく、100℃以上がより好ましい。また、熱可塑性樹脂の形態は特に限定されず、フィルム、連続繊維、織物、粒子、不織布などの形態が例示できるが、成形作業時の取扱い性の観点からフィルム、不織布の形態であることが好ましい。このような樹脂を選択することにより、成形時に、熱可塑性樹脂が溶融し、成形体表面に熱可塑性樹脂が膜のように広がって形成され、接合時に接合面積が広くなることや繊維強化シートの強化繊維に含浸して強固な熱可塑性樹脂層を形成し、高い引き剥がし強度を発現することが可能となる。これらの方法で得られた補強部材3および補強部材3と接合される底面カバー2または天面カバー4の少なくとも一方でもよいが、接合される部材の両方の接合部材に熱可塑性樹脂が設けられていることが好ましい。また、設けられる熱可塑性樹脂は、互いに実質的に同じ熱可塑性樹脂が選択されていることが望ましい。
Preferably, it is preferable to select a thermoplastic resin having a melting point lower than the molding temperature for molding and curing a fiber reinforced sheet (prepreg sheet) in which the matrix resin is a thermosetting resin. Although the lower limit of the melting point of the thermoplastic resin is not particularly limited, it is preferably 80° C. or higher, more preferably 100° C. or higher, from the viewpoint of exhibiting heat resistance when the housing of the present invention is applied to an electronic device. The form of the thermoplastic resin is not particularly limited, and examples thereof include films, continuous fibers, woven fabrics, particles, and non-woven fabrics, but from the viewpoint of handleability during molding work, the form of the film or non-woven fabric is preferred. .. By selecting such a resin, the thermoplastic resin is melted at the time of molding, and the thermoplastic resin is formed on the surface of the molded product so as to spread like a film. It becomes possible to impregnate the reinforcing fibers to form a strong thermoplastic resin layer and to exhibit high peeling strength. At least one of the reinforcing
本明細書中において、“解体性接着”とは、補強部材3を容易に取り外し可能である点でだけはなく、再接着可能であることも含んでおり、再接着の際、接着性を発現するために熱可塑性樹脂を付与しても良いが、熱可塑性樹脂などの重量増加なしで再接着可能であることが好ましい。また、再接着をした際の引き剥がし荷重が、元の引き剥がし荷重の50%以上であることが望ましく、70%以上であることがさらに望ましい。本発明の解体性接着は、熱可塑性樹脂の特性である、加熱より樹脂が溶融して力学特性が低下する点と、冷却または常温で固化して樹脂本来の高い力学特性を発現する特性を接合技術に適応したことにより成し得たことである。
In the present specification, “disassembly adhesiveness” includes not only the fact that the reinforcing
また、補強部材3の平面部31および立ち壁部32に本発明のねじり剛性が向上する範囲において、開孔部を形成することができる。このような構造とすることで、中空構造S1に内蔵した電子部品と底面カバー2と天面カバー4とによって区画された中空構造S1以外の空間に配置した電子部品や天面カバー4に該当するディスプレイやキーボードなどとを接続するための配線ケーブルを配置することが可能となる。この開孔部は放熱性の観点から空気の流れを良くするための配置、例えば対向する立ち壁部32に形成することがよい。これらの開孔部は、補強部材3の表面積に対して30%以下であることが望ましく、ねじり剛性の観点からは15%以下であることがさらに望ましい。
Further, the
天面カバー4は、底面カバー2の立ち壁部22の周縁部に接合されている。図1においては、天面カバー4は、平滑な板状形状であるが、曲面や凹凸を有した板状形状でもよい。また、天面カバー4は、底面カバー2と同じ材料、形状であってもよく、補強部材3が底面カバー2と天面カバー4とによって区画されて空間内に複数配置、接合されていてもよく、このような構成とすることによってどちらの面に対しても高い剛性を有した筐体1を得ることができる。また、天面カバー4は、液晶ディスプレイやキーボードなどの電子機器部品であってもよく、このような構成とすることによってラップトップ型パソコンやタブレット型パソコンへの適応が可能となる。
The top cover 4 is joined to the peripheral portion of the standing
以上の説明から明らかなように、本発明の第1の実施形態である筐体1は、天面カバー4と、天面カバー4に向かって立設され、周縁部が天面カバー4に接合された立ち壁部21を有する底面カバー2と、天面カバー4と底面カバー2とによって区画された空間S1内に配置された、開口部を有する補強部材3と、を備え、補強部材3が底面カバー2に接合されている筐体であって、補強部材3が、厚みが0.1mm以上、0.8mm以下の範囲内にあり、弾性率が20GPa以上、120GPa以下の範囲内にある材料によって形成されていることを特徴とする。これにより、薄型化および軽量化、携帯性の向上を実現しつつねじり剛性およびたわみ剛性を向上させることができる。
As is apparent from the above description, the
また、本発明の第2の実施形態である筐体1は、天面カバー4と、天面カバー4に向かって立設され、周縁部が天面カバー4に接合された立ち壁部21を有する底面カバー2と、天面カバー4と底面カバー2とによって区画された空間S1内に配置された、開口部を有する補強部材3と、を備え、補強部材3が底面カバー2に接合されている筐体であって、補強部材3が、強化繊維とマトリックス樹脂からなるプリプレグの積層体を硬化させた繊維強化複合材料によって形成されていることを特徴とする。これにより、薄型化および軽量化、携帯性の向上を実現しつつねじり剛性およびたわみ剛性を向上させることができる。
In addition, the
なお、開口部を有する部材によって補強部材3を構成し、補強部材3が底面カバー2または天面カバー4に接合されることによって中空構造S1を形成してもよい。この場合、補強部材3が接合されている底面カバー2または天面カバー4の方向への補強部材3の投影面積が、補強部材3が接合されている底面カバー2または天面カバー4の投影面積の60%以上、95%以下の範囲内に調整されていることが望ましい。なお、補強部材3の配置位置は特に限定はされないが、底面カバー2または天面カバー4の中心位置から均等な位置にあることが好ましく、このような配置とすることによって、x方向またはy方向へのねじり剛性を等方的にできる。また、底面カバー2と天面カバー4とによって区画される空間のうち、中空構造S1以外の空間を有効活用する観点からは、補強部材3を底面カバー2または天面カバー4のどちらか一方に寄せても良い。
The hollow member S1 may be formed by forming the reinforcing
詳しくは、補強部材3の投影面積が補強部材3の接合されている底面カバー2または天面カバー4の面積の60%未満である場合、本発明のねじり剛性を発現する一因である立ち壁部が底面カバー2または天面カバー4の中心位置に近い位置に形成されてしまい、本来のねじり剛性を発現できないといった問題が生じる。一方、補強部材3の投影面積Sが補強部材3の接合されている底面カバー2または天面カバー4の面積の95%より大きい場合には、高いねじり剛性を発現しうるが、中空構造S1以外の空間が小さくなるために、電子機器を構成するための電子部品および配線などを配置することが困難となり、筐体として適応することが困難となるといった問題が生じる。このため、補強部材3が接合されている底面カバー2または天面カバー4の方向への投影面積は、補強部材3が接合されている底面カバー2または天面カバー4の面積の60%以上、95%以下の範囲内であることが望ましい。
More specifically, when the projected area of the reinforcing
このとき、補強部材3の投影面の形状、すなわち平面部31の形状は特に限定されないが、矩形形状以外にも円形形状や多角形形状でも良く、高いたわみ剛性を発現する観点からは、底面カバー2および/または天面カバー4の形状に即した形状であることが好ましい。具体的には、補強部材3の投影面の形状は矩形形状であることが好ましい。また、中空構造S1および中空構造S1以外の空間を有効に活用する観点からは、補強部材3の投影面の形状は装填される電子部品の形状に合わせた形状であることが好ましい。また、いずれの荷重に対しても等方的な剛性を発現する観点からは、補強部材3の投影面の形状はx方向および/またはy方向の軸に対称な形状であることが好ましい。
At this time, the shape of the projection surface of the reinforcing
また、開口部を有する部材によって補強部材3を構成し、補強部材3が底面カバー2または天面カバー4に接合されることによって中空構造S1が形成されている場合、底面カバー2の補強部材3によって形成される中空構造S1の体積が、底面カバー2と天面カバー4とによって区画される空間の体積の55%以上、95%以下の範囲内にあることが望ましい。詳しくは、中空構造S1の体積が底面カバー2と天面カバー4とによって区画される空間の体積の55%未満である場合、本発明のねじり剛性を発現する一因である立ち壁部の高さが低いおよび/または補強部材3の投影面積が小さい場合であり、本来のねじり剛性を発現できないといった問題が生じる。一方、中空構造S1の体積が底面カバー2と天面カバー4とによって区画される空間の体積の95%より大きい場合には、高いねじり剛性を発現しうるが、中空構造S1以外の空間が小さくなり、電子機器を構成するための電子部品および配線などを配置することが困難となり筐体として適応することが困難となるといった問題が生じる。このため、中空構造S1の体積は、底面カバー2と天面カバー4とによって区画される空間の体積の55%以上、95%以下の範囲内とすることが望ましい。
When the hollow member S1 is formed by joining the reinforcing
以上、本発明者らによってなされた発明を適用した実施形態について説明したが、本実施形態による本発明の開示の一部をなす記述および図面により本発明は限定されることはない。すなわち、本実施形態に基づいて当業者などによりなされる他の実施形態、実施例、および運用技術などは全て本発明の範疇に含まれる。 Although the embodiments to which the invention made by the present inventors has been applied have been described above, the present invention is not limited to the description and the drawings that form part of the disclosure of the present invention according to the present embodiments. That is, all other embodiments, examples, operation techniques, and the like made by those skilled in the art based on this embodiment are included in the category of the present invention.
以下、実施例を用いて、本発明を具体的に説明する。但し、本発明は、以下の実施例に限定されるものではない。 Hereinafter, the present invention will be specifically described with reference to examples. However, the present invention is not limited to the following examples.
<評価・測定方法>
(1)ねじり剛性試験
図8(a)に示すように筐体1の1辺をコの字型の固定治具100で固定し、固定した1辺に対向するもう一方の辺を支持治具101で保持する形で試験機に固定した後、図8(b)に示すように角度θの変化速度を1°/minとして10Nの荷重を付与した時の筐体1の変位量を測定し、測定値を筐体のねじり剛性値とした。
<Evaluation/Measurement method>
(1) Torsional rigidity test As shown in FIG. 8A, one side of the
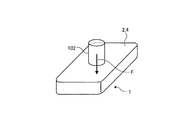
(2)たわみ剛性試験
図9に示すように、補強部材が接合された底面カバー2または天面カバー4側から荷重Fを付与できるように筐体を試験機に設置した。試験機として“インストロン”(登録商標)万能試験機4201型(インストロン社製)を用いた。直径20mmの圧子102を用いて筐体1の中心位置をクロスヘッド速度1.0mm/minで押し、100Nの荷重を付与したときの底面カバー2または天面カバー4のたわみ量を測定し、測定値をたわみ剛性値とした。
(2) Flexural Rigidity Test As shown in FIG. 9, a casing was installed in a testing machine so that a load F could be applied from the
(3)曲げ弾性率の評価
ASTM D−790(1997)の規格に準拠し、補強部材3、底面カバー2、および天面カバー4に用いる材料の曲げ弾性率を評価した。実施例または比較例により得られた各部材からそれぞれ、幅25±0.2mm、厚みDとスパンLの関係がL/D=16となるように、長さをスパンL+20±1mmの曲げ試験片を、任意の方向を0°方向とした場合に、0°、+45°、−45°、90°方向の4方向について切り出して試験片を作製した。それぞれの方向について測定回数nは5回とし、全ての測定値(n=20)の平均値を曲げ弾性率とした。試験機として“インストロン”(登録商標)万能試験機4201型(インストロン社製)を用い、3点曲げ試験冶具(圧子直径10mm、支点直径10mm)を用いて支持スパンを試験片厚みの16倍に設定し、曲げ弾性率を測定した。試験片の水分率0.1質量%以下、雰囲気温度23℃、および湿度50質量%の条件下において試験を行った。
(3) Evaluation of flexural modulus The flexural modulus of materials used for the reinforcing
(4)補強部材の引き剥がし荷重試験(23℃および200℃)
JIS K6849(1994)に規定される「接着剤の引張接着強さ試験方法」に基づいて補強部材の引き剥がし荷重を評価した。本試験における試験片は、実施例または比較例で得られる筐体を用いた。この時、補強部材の引き剥がし強度を測定するために、補強部材が接合されていない天面カバーまたは底面カバーがない状態(接合される前)で評価を行った。具体的には、図10に示すように筐体1の底面カバー2または天面カバー4を固定治具103で固定し、補強部材3を引張治具104で固定した。そして、各部材を固定した状態のまま引張荷重Fを付与し、補強部材3が剥がれるまたは引張治具104が補強部材4から外れるまで評価を行った。この時の接着面積は、接合前の補強部材3の接合面の幅や長さを測定して算出した。接合が部分的になされている場合は、それらの面積を測定し、合算して接合面積とした。得られた引張荷重値と接合面積から補強部材3の引き剥がし荷重を算出した。また、200℃における補強部材3の引き剥がし荷重は、筐体1を固定する治具ごと恒温槽内に設置し、恒温槽内の雰囲気温度を200℃まで昇温した。昇温後、10分間その状態を保持した後、補強部材3の引き剥がし荷重試験と同様に引張荷重を付与し、評価を行った。
(4) Peeling load test of reinforcing member (23°C and 200°C)
The peeling load of the reinforcing member was evaluated based on the "test method for tensile adhesive strength of adhesive" defined in JIS K6849 (1994). As the test piece in this test, the case obtained in the example or the comparative example was used. At this time, in order to measure the peeling strength of the reinforcing member, the evaluation was performed in the state where there was no top cover or bottom cover to which the reinforcing member was not joined (before joining). Specifically, as shown in FIG. 10, the
<使用した材料>
評価に用いた材料を以下に示す。
<Materials used>
The materials used for evaluation are shown below.
[材料1]
東レ(株)製“トレカ”プリプレグP3252S−12を材料1として準備した。材料1の特性は以下の表1に示す。
[Material 1]
"Torayca" prepreg P3252S-12 manufactured by Toray Industries, Inc. was prepared as the
[材料2]
スーパーレジン工業(株)製SCF183 EP−BL3を材料2として準備した。材料2の特性は以下の表1に示す。
[Material 2]
SCF183 EP-BL3 manufactured by Super Resin Industry Co., Ltd. was prepared as a
[材料3]
アルミニウム合金A5052を材料3として準備した。材料3の特性は以下の表1に示す。
[Material 3]
Aluminum alloy A5052 was prepared as the
[材料4]
マグネシウム合金AZ31を材料4として準備した。材料4の特性は以下の表1に示す。
[Material 4]
Magnesium alloy AZ31 was prepared as Material 4. The properties of Material 4 are shown in Table 1 below.
[材料5]
チタン合金Ti−6Al−4Vを材料5として準備した。材料5の特性は以下の表1に示す。
[Material 5]
Titanium alloy Ti-6Al-4V was prepared as the
[材料6]
ポリアミド6樹脂(東レ(株)製“アミラン”(登録商標)CM1021T)90質量%と、ポリアミド6/66/610からなる3元共重合ポリアミド樹脂(東レ(株)製 “アミラン”(登録商標)CM4000)10質量%とからなるマスターバッチを用いて、目付124g/m2の熱可塑性樹脂フィルムを作製し、材料6として準備した。材料6の特性は以下の表1に示す。
[Material 6]
90% by mass of polyamide 6 resin ("Amilan" (registered trademark) CM1021T manufactured by Toray Industries, Inc.) and a ternary copolymerized polyamide resin composed of polyamide 6/66/610 ("Amilan" (registered trademark) manufactured by Toray Industries, Inc.) CM4000) 10% by mass was used to prepare a thermoplastic resin film having a basis weight of 124 g/m 2 , which was prepared as Material 6. The properties of Material 6 are shown in Table 1 below.

(実施例1)
実施例1−(1):底面カバーの作製
材料1から所定の大きさを有するシートを7枚切り出した。このうち4枚は、プリプレグの繊維方向と縦方向(図1でいうx方向)が平行となるようにしてカットし、残りの3枚は繊維方向が横方向(図1でいうy方向)と平行となるようにした。本実施例においては、横方向(y方向)を0°とし、図11に示すように、繊維方向が90°のプリプレグシート105aと繊維方向が0°のプリプレグシート105bとの対称積層となるように7枚のプリプレグシートからなる積層体を得た。
(Example 1)
Example 1-(1): Fabrication of Bottom Cover Seven sheets having a predetermined size were cut out from the
ここで、プレス成形装置と図12(a)に示すような一対の金型106を用い、一対の金型106内に得られた積層体107を配置した。このとき、プレス成形機の熱盤温度が150℃となるように設定しており、図12(b)に示すように金型を移動させ、成形圧力1.0MPaを保持した状態で加圧した。そして、30分後、成形金型を開放し、成形品を金型から取り出した。得られた成形品の立ち壁が所望の高さとなるようにトリミングを行い、底面カバーを得た。
Here, using the press molding device and a pair of
実施例1−(2):天面カバーの作製
得られる成形品の形状が平滑となる金型を用いること以外は、実施例1−(1)と同様にして成形品を得た。得られた成形品の寸法が所望の大きさとなるようにトリミングを行い、天面カバーを得た。
Example 1-(2): Preparation of top cover A molded product was obtained in the same manner as in Example 1-(1), except that a mold having a smooth shape was obtained. Trimming was performed so that the dimensions of the obtained molded product would be the desired size, and a top cover was obtained.
実施例1−(3):補強部材の作製
図13に示すような金型106を用いること以外は、実施例1−(1)と同様にして成形品を得た。得られた成形品の接合面が所望の幅となるようにトリミングを行い、補強部材を得た。
Example 1-(3): Production of Reinforcing Member A molded product was obtained in the same manner as in Example 1-(1) except that the
実施例1−(4):筐体の作製
実施例1−(1)〜(3)で得た各部材を図14に示すように接着剤108を用いて接合した。実施例1における成形条件および評価結果は以下の表2に示す。
Example 1-(4): Fabrication of Case Each member obtained in Example 1-(1) to (3) was joined using an adhesive 108 as shown in FIG. The molding conditions and the evaluation results in Example 1 are shown in Table 2 below.
(実施例2)
表2に記載の材料の補強部材を成形して用いること以外は、実施例1−(1)〜(4)と同様にして、筐体を得た。実施例2における成形条件および評価結果は以下の表2に示す。
(Example 2)
A housing was obtained in the same manner as in Examples 1-(1) to (4), except that the reinforcing member made of the material shown in Table 2 was molded and used. The molding conditions and the evaluation results in Example 2 are shown in Table 2 below.
(実施例3)
表2に記載の寸法の底面カバー用いること以外は、実施例2と同様にして、筐体を得た。実施例3における成形条件および評価結果は以下の表2に示す。
(Example 3)
A housing was obtained in the same manner as in Example 2 except that the bottom cover having the dimensions described in Table 2 was used. The molding conditions and the evaluation results in Example 3 are shown in Table 2 below.
(実施例4)
補強部材として表2に記載の材料を用い、熱盤温度を220℃、成形圧力を10MPaとすること以外は、実施例1−(1)〜(4)と同様にして、筐体を得た。実施例4における成形条件および評価結果は以下の表2に示す。
(Example 4)
A housing was obtained in the same manner as in Examples 1-(1) to (4), except that the materials shown in Table 2 were used as the reinforcing member, the hot platen temperature was 220° C., and the molding pressure was 10 MPa. .. The molding conditions and evaluation results in Example 4 are shown in Table 2 below.
(実施例5)
補強部材として表3に記載の材料を用い、熱盤温度を200℃、成形圧力を10MPaとすること以外は、実施例1−(1)〜(4)と同様にして、筐体を得た。実施例5における成形条件および評価結果は以下の表3に示す。
(Example 5)
A case was obtained in the same manner as in Examples 1-(1) to (4), except that the materials shown in Table 3 were used as the reinforcing member, the hot platen temperature was 200° C., and the molding pressure was 10 MPa. .. The molding conditions and evaluation results in Example 5 are shown in Table 3 below.
(実施例6)
補強部材として表3に記載の材料を用い、熱盤温度を240℃、成形圧力を10MPaとすること以外は、実施例1−(1)〜(4)と同様にして、筐体を得た。実施例6における成形条件および評価結果は以下の表3に示す。
(Example 6)
A case was obtained in the same manner as in Examples 1-(1) to (4), except that the materials shown in Table 3 were used as the reinforcing member, the hot plate temperature was 240° C., and the molding pressure was 10 MPa. .. The molding conditions and evaluation results in Example 6 are shown in Table 3 below.
(実施例7)
表3に記載の寸法の補強部材を成形して用いること以外は、実施例1−(1)〜(4)と同様にして、筐体を得た。実施例7における成形条件および評価結果は以下の表3に示す。
(Example 7)
A housing was obtained in the same manner as in Examples 1-(1) to (4), except that the reinforcing member having the dimensions described in Table 3 was molded and used. The molding conditions and the evaluation results in Example 7 are shown in Table 3 below.
(実施例8)
別の補強部材として、材料1を厚み3mmとなるように0°のプリプレグシートと90°のプリプレグシートを交互に対称積層となるように25枚積層した。実施例1−(1)と同様にしてプレス成形機で加熱・加圧を行い、成形品を得た。得られた成形品を幅7.2mmとなるように加工を行い、表3に記載の寸法となる別の補強部材を得た。得られた別の補強部材を図7に示すように配置して接着剤で接合し、その他は実施例1−(1)〜(4)と同様にして、筐体を得た。実施例8における成形条件および評価結果は以下の表3に示す。
(Example 8)
As another reinforcing member, 25 sheets of the
(実施例9)
実施例1−(1)および(2)と同様にして得られた底面カバーと補強部材を、補強部材の接合部に140℃のホットメルトアプリケーターで溶融させたホットメルト樹脂(セメダイン(株)製HM712)を塗布し、補強部材を重ね合わせ上から錘を乗せ、3分間そのままの状態として接合した。接合の仕方以外は、実施例1−(1)〜(4)と同様にして、筐体を得た。実施例9における成形条件および評価結果は以下の表4に示す。
(Example 9)
A hot-melt resin (manufactured by Cemedine Co., Ltd.) obtained by melting the bottom cover and the reinforcing member obtained in the same manner as in Example 1-(1) and (2) with a hot melt applicator at 140° C. at the joint of the reinforcing member. HM712) was applied, and a reinforcing member was overlaid, a weight was placed on the reinforcing member, and the bonding was performed for 3 minutes as it was. A case was obtained in the same manner as in Examples 1-(1) to (4) except for the method of joining. The molding conditions and evaluation results of Example 9 are shown in Table 4 below.
(実施例10)
実施例10−(1):底面カバーの作製
補強部材との接合面となる側の面に共重合ポリアミド樹脂(東レ(株)製“アミラン(登録商標)”CM8000)からなる厚み50μmとなるフィルムを積層して積層体を得た。得られた積層体を用いること以外は実施例1−(1)と同様にして、底面カバーを得た。
(Example 10)
Example 10-(1): Fabrication of bottom cover A film having a thickness of 50 μm, which is made of a copolyamide resin (“Amilan (registered trademark)” CM8000 manufactured by Toray Industries, Inc.) on the surface on the side to be joined to the reinforcing member. Were laminated to obtain a laminated body. A bottom cover was obtained in the same manner as in Example 1-(1) except that the obtained laminate was used.
実施例10−(2):天面カバーの作製
実施例10−(1)と同様に底面カバーとの接合面となる側の面に共重合ポリアミド樹脂(東レ(株)製“アミラン(登録商標)”CM8000)からなる厚み50μmとなるフィルムを積層して積層体を得た。得られた積層体を用いること以外は実施例1−(2)と同様にして、天面カバーを得た。
Example 10-(2): Production of top cover Similar to Example 10-(1), a copolyamide resin (“Amilan (registered trademark) manufactured by Toray Industries, Inc.” was formed on the surface to be the joint surface with the bottom cover. ) "CM8000) having a thickness of 50 μm was laminated to obtain a laminate. A top cover was obtained in the same manner as in Example 1-(2) except that the obtained laminate was used.
実施例10−(3):補強部材の作製
実施例10−(1)と同様に底面カバーとの接合面となる側の面に共重合ポリアミド樹脂(東レ(株)製“アミラン(登録商標)”CM8000)からなる厚み50μmとなるフィルムを積層して積層体を得た。得られた積層体を用いること以外は実施例1−(3)同様にして、補強部材を得た。
Example 10-(3): Fabrication of Reinforcing Member Similar to Example 10-(1), a copolyamide resin (“Amilan (registered trademark)” manufactured by Toray Industries, Inc.) was formed on the surface to be the joint surface with the bottom cover. A film having a thickness of 50 μm made of “CM8000” was laminated to obtain a laminate. A reinforcing member was obtained in the same manner as in Example 1-(3) except that the obtained laminate was used.
実施例10−(4):筐体の作製
実施例10−(1)で得た底面カバーの実施例10−(3)で得た補強部材を接合形態に重ね合わせ、図15に示すような接合用治具109を用い、接合用治具109の表面温度が180℃となるように設定したプレス成形機の中に配置して加熱・加圧した。1分後、底面カバー2、補強部材3、および接合用治具109をプレス機から取り出し冷却した。5分後、接合用治具109を取り外して底面カバー2と補強部材3の一体化品を得た。その後、実施例1−(1)〜(4)と同様にして、筐体を得た。実施例10における成形条件および評価結果は以下の表4に示す。
Example 10-(4): Fabrication of a case The reinforcing member obtained in Example 10-(3) of the bottom cover obtained in Example 10-(1) was overlaid on the joining form, and as shown in FIG. Using the joining
(実施例11)
実施例10と同様に底面カバーおよび天面カバーを作製して用いたこと以外は、実施例4と同様にして材料を得た。実施例10−(4)と同様に各部材を接合して、筐体を得た。実施例11における成形条件および評価結果は以下の表4に示す。
(Example 11)
A material was obtained in the same manner as in Example 4 except that the bottom cover and the top cover were prepared and used in the same manner as in Example 10. Each member was joined in the same manner as in Example 10-(4) to obtain a housing. The molding conditions and the evaluation results in Example 11 are shown in Table 4 below.
(実施例12)
実施例10と同様に底面カバーおよび天面カバー、補強部材を得ること以外は、実施例8と同様にして材料を得た。実施例10−(4)と同様に各部材を接合して、筐体を得た。実施例12における成形条件および評価結果は以下の表4に示す。
(Example 12)
A material was obtained in the same manner as in Example 8 except that the bottom cover, the top cover, and the reinforcing member were obtained in the same manner as in Example 10. Each member was joined in the same manner as in Example 10-(4) to obtain a housing. The molding conditions and the evaluation results in Example 12 are shown in Table 4 below.
(実施例13〜15)
表5の寸法の補強部材を成形して用いること以外は、実施例10と同様にして、筐体を得た。実施例13〜15における成形条件および評価結果は以下の表5に示す。
(Examples 13 to 15)
A housing was obtained in the same manner as in Example 10 except that the reinforcing member having the dimensions shown in Table 5 was formed and used. The molding conditions and evaluation results in Examples 13 to 15 are shown in Table 5 below.
(参考例1)
表5に記載の寸法のとすること以外は実施例12と同様にして、底面カバーと補強部材を得た。底面カバーと補強部材によって形成される中空構造S1,空間S3内に電子部品を配置し、接合部を実施例30と同様に超音波溶着機で接合した。また、天面カバーとして、液晶ディスプレイを準備し、両面テープで底面部材と接合した。参考例1で得られた電子機器における成形条件および評価結果は以下の表5に示す。
(Reference example 1)
A bottom cover and a reinforcing member were obtained in the same manner as in Example 12 except that the dimensions described in Table 5 were used. Electronic components were arranged in the hollow structure S1 and the space S3 formed by the bottom cover and the reinforcing member, and the joints were joined by the ultrasonic welding machine as in Example 30. In addition, a liquid crystal display was prepared as a top cover and joined to the bottom member with a double-sided tape. The molding conditions and evaluation results for the electronic device obtained in Reference Example 1 are shown in Table 5 below.
(比較例1)
補強部材を用いないこと以外は、実施例1−(1)〜(4)と同様にして、筐体を得た。比較例1における成形条件および評価結果は以下の表6に示す。
(Comparative Example 1)
A case was obtained in the same manner as in Examples 1-(1) to (4), except that the reinforcing member was not used. The molding conditions and evaluation results in Comparative Example 1 are shown in Table 6 below.
(比較例2)
材料1と材料2を積層した積層体を底面カバーの材料として用いること以外は、比較例1と同様にして、筐体を得た。比較例2における成形条件および評価結果は以下の表6に示す。
(Comparative example 2)
A housing was obtained in the same manner as in Comparative Example 1 except that a laminate obtained by stacking the
(比較例3)
比較例3−(1):底面カバーの作製
表6に記載の材料を10枚積層した積層体とプレス成形装置と図12(a)に示すような一対の金型106を用い、一対の金型106内に積層体を配置した。このとき、プレス成形機の熱盤温度が260℃となるように設定しており、成形圧力1.0MPaを保持した状態で加圧した。そして、10分後、プレス機の熱盤に冷却水を流し、冷却を開始した。金型温度が100℃以下となってから、成形金型を開放し、成形品を金型から取り出した。得られた成形品の立ち壁が所望の高さとなるようにトリミングを行い、底面カバーを得た。
(Comparative example 3)
Comparative Example 3-(1): Manufacture of Bottom Cover A pair of metal molds was prepared by using a laminate obtained by laminating 10 sheets of the materials shown in Table 6, a press molding apparatus, and a pair of
比較例3−(2):補強部材および天面カバーの作製
表6に記載の寸法となるように用いる金型を変更した以外は、比較例3−(1)と同様にして、補強部材および天面カバーを得た。
Comparative Example 3-(2): Manufacture of Reinforcement Member and Top Cover A reinforcing member and a reinforcement member were prepared in the same manner as in Comparative Example 3-(1) except that the mold used was changed to have the dimensions shown in Table 6. I got a top cover.
比較例3−(3):筐体の作製
得られた底面カバーおよび補強部材を用いること以外は、実施例1−(4)と同様にして天面カバーを接着剤を用いて接合した。比較例3における成形条件および評価結果は以下の表6に示す。
Comparative Example 3-(3): Fabrication of Case The top cover was bonded using an adhesive in the same manner as in Example 1-(4), except that the obtained bottom cover and reinforcing member were used. The molding conditions and evaluation results in Comparative Example 3 are shown in Table 6 below.
〔評価〕
実施例で得られた筐体は、高いねじり剛性を発現することが確認された。中でも、実施例1は非常に高いねじり剛性を発現しつつ、中空構造の割合が高いため、中空構造の内部に電子機器などを多く搭載可能な筐体であった。実施例8,12は、別の補強部材の効果もあり、ねじり剛性のみならず、たわみ剛性も発現することが確認された。また、実施例9〜12は熱溶着により天面カバーと補強部材が接合されているため、高いねじり剛性やたわみ剛性を発現しつつ、加熱により接合部を解体することが可能であるため、修理やリサイクルの観点で好ましい。また、実施例10〜12は、補強部材と底面カバーとが直接接合されているため、接着剤やホットメルト樹脂などを用いた場合と比較して重量の増加が少なく、軽量化の観点から好ましい。
[Evaluation]
It was confirmed that the casings obtained in the examples exhibit high torsional rigidity. Among them, Example 1 was a housing in which many electronic devices and the like could be mounted inside the hollow structure while exhibiting a very high torsional rigidity and having a high ratio of the hollow structure. It was confirmed that in Examples 8 and 12, not only the torsional rigidity but also the flexural rigidity was exhibited due to the effect of another reinforcing member. In addition, in Examples 9 to 12, since the top cover and the reinforcing member are joined by heat welding, the joint can be disassembled by heating while exhibiting high torsional rigidity and flexural rigidity. It is preferable from the viewpoint of recycling. In addition, in Examples 10 to 12, since the reinforcing member and the bottom cover are directly joined, the increase in weight is small compared to the case where an adhesive, a hot melt resin or the like is used, and it is preferable from the viewpoint of weight reduction. ..
実施例3,4は、各部材の薄肉化を図ったものであり、ねじり剛性を維持しつつ、軽量化および筐体の薄肉化にも貢献する。また、参考例1は、筐体の活用方法として、中空構造内に電子部品を配置し、天面カバーとして液晶ディスプレイを用いて電子機器を作製した。本発明の要件を満たすことにより、高いねじり剛性とたわみ剛性を発現した筐体を提供することが可能であることを確認した。 Examples 3 and 4 are intended to reduce the thickness of each member, and contribute to the weight reduction and the thickness reduction of the housing while maintaining the torsional rigidity. Further, in Reference Example 1, as a method of utilizing the housing, electronic components are arranged in a hollow structure, and an electronic device is manufactured by using a liquid crystal display as a top cover. By satisfying the requirements of the present invention, it was confirmed that it is possible to provide a housing exhibiting high torsional rigidity and flexural rigidity.
一方、比較例1,2は、ねじりに対して非常に弱く、内部の電子部品が破損する可能性のある筐体であった。また、比較例3も補強部材を用いているが、本発明の要件を満たしておらず、満足するねじり剛性を発現することは不可能であった。 On the other hand, Comparative Examples 1 and 2 were casings that were extremely weak against torsion and had a possibility of damaging the internal electronic components. Further, although Comparative Example 3 also uses the reinforcing member, it does not satisfy the requirements of the present invention, and it is impossible to exhibit a satisfactory torsional rigidity.
1 筐体
2 底面カバー
3 補強部材
4 天面カバー
5 別の補強部材
21 平面部
22 立ち壁部
31 平面部
32 立ち壁部
33 接合部
1
Claims (11)
前記補強部材が、厚みが0.3mm以上、0.8mm以下の範囲内にあり、弾性率が20GPa以上、120GPa以下の範囲内にある材料によって形成されていることを特徴とする電子機器筐体。 A plate-shaped top cover, a bottom cover that is erected toward the top cover, and has a standing wall portion whose peripheral portion is joined to the top cover, and the top cover and the bottom cover. disposed within the partitioned space, comprising a reinforcing member having an opening, and a an electronic device housing the reinforcing member forms a hollow structure by Rukoto joined to the bottom cover or top cover hand,
An electronic device housing, wherein the reinforcing member is formed of a material having a thickness of 0.3 mm or more and 0.8 mm or less and an elastic modulus of 20 GPa or more and 120 GPa or less. ..
前記補強部材が、強化繊維とマトリックス樹脂からなるプリプレグの積層体を硬化した繊維強化複合材料によって形成されていることを特徴とする電子機器筐体。 A plate-shaped top cover, a bottom cover that is erected toward the top cover, and has a standing wall portion whose peripheral portion is joined to the top cover, and the top cover and the bottom cover. disposed within the partitioned space, comprising a reinforcing member having an opening, and a an electronic device housing the reinforcing member forms a hollow structure by Rukoto joined to the bottom cover or top cover hand,
An electronic device housing, wherein the reinforcing member is formed of a fiber-reinforced composite material obtained by curing a laminate of prepregs including reinforcing fibers and a matrix resin.
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015185985A JP6728606B2 (en) | 2015-09-18 | 2015-09-18 | Electronic device housing |
| EP16846310.7A EP3352540B1 (en) | 2015-09-18 | 2016-09-06 | Housing |
| KR1020187007639A KR20180056653A (en) | 2015-09-18 | 2016-09-06 | housing |
| PCT/JP2016/076116 WO2017047439A1 (en) | 2015-09-18 | 2016-09-06 | Housing |
| CN201680053896.7A CN108029215B (en) | 2015-09-18 | 2016-09-06 | Shell body |
| US15/760,333 US10571963B2 (en) | 2015-09-18 | 2016-09-06 | Housing |
| TW105129692A TW201717726A (en) | 2015-09-18 | 2016-09-13 | Housing |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015185985A JP6728606B2 (en) | 2015-09-18 | 2015-09-18 | Electronic device housing |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017059791A JP2017059791A (en) | 2017-03-23 |
| JP2017059791A5 JP2017059791A5 (en) | 2018-06-14 |
| JP6728606B2 true JP6728606B2 (en) | 2020-07-22 |
Family
ID=58391829
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015185985A Active JP6728606B2 (en) | 2015-09-18 | 2015-09-18 | Electronic device housing |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6728606B2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180056653A (en) | 2015-09-18 | 2018-05-29 | 도레이 카부시키가이샤 | housing |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009218444A (en) * | 2008-03-11 | 2009-09-24 | Sumitomo Electric Ind Ltd | Superconducting device |
| JP5992945B2 (en) * | 2014-03-24 | 2016-09-14 | 島田理化工業株式会社 | Insulated waveguide |
-
2015
- 2015-09-18 JP JP2015185985A patent/JP6728606B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017059791A (en) | 2017-03-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6942961B2 (en) | Electronic device housing | |
| JP6932926B2 (en) | Housing | |
| CN108029222B (en) | Electronic equipment shell | |
| WO2017047439A1 (en) | Housing | |
| JP6168242B1 (en) | Enclosure | |
| JP6728607B2 (en) | Electronic device housing | |
| JP6728606B2 (en) | Electronic device housing | |
| JP6736859B2 (en) | Electronic device housing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180507 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180730 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191001 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191125 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200602 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200615 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6728606 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |