JP6597091B2 - Electric pump and manufacturing method thereof - Google Patents
Electric pump and manufacturing method thereof Download PDFInfo
- Publication number
- JP6597091B2 JP6597091B2 JP2015179800A JP2015179800A JP6597091B2 JP 6597091 B2 JP6597091 B2 JP 6597091B2 JP 2015179800 A JP2015179800 A JP 2015179800A JP 2015179800 A JP2015179800 A JP 2015179800A JP 6597091 B2 JP6597091 B2 JP 6597091B2
- Authority
- JP
- Japan
- Prior art keywords
- pump
- stator
- pump housing
- resin
- rotor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2/00—Rotary-piston machines or pumps
- F04C2/08—Rotary-piston machines or pumps of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing
- F04C2/082—Details specially related to intermeshing engagement type machines or pumps
- F04C2/086—Carter
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2/00—Rotary-piston machines or pumps
- F04C2/08—Rotary-piston machines or pumps of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing
- F04C2/10—Rotary-piston machines or pumps of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of internal-axis type with the outer member having more teeth or tooth-equivalents, e.g. rollers, than the inner member
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C15/00—Component parts, details or accessories of machines, pumps or pumping installations, not provided for in groups F04C2/00 - F04C14/00
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C15/00—Component parts, details or accessories of machines, pumps or pumping installations, not provided for in groups F04C2/00 - F04C14/00
- F04C15/0057—Driving elements, brakes, couplings, transmission specially adapted for machines or pumps
- F04C15/008—Prime movers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2/00—Rotary-piston machines or pumps
- F04C2/08—Rotary-piston machines or pumps of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing
- F04C2/12—Rotary-piston machines or pumps of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of other than internal-axis type
- F04C2/14—Rotary-piston machines or pumps of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of other than internal-axis type with toothed rotary pistons
- F04C2/18—Rotary-piston machines or pumps of intermeshing-engagement type, i.e. with engagement of co-operating members similar to that of toothed gearing of other than internal-axis type with toothed rotary pistons with similar tooth forms
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2230/00—Manufacture
- F04C2230/20—Manufacture essentially without removing material
- F04C2230/21—Manufacture essentially without removing material by casting
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Rotary Pumps (AREA)
- Details And Applications Of Rotary Liquid Pumps (AREA)
Description
本発明は、電動ポンプとその製造方法に関する。 The present invention relates to an electric pump and a manufacturing method thereof.
電動ポンプは、例えば車両の各種可動機構に対して作動流体を供給する際に用いられる。電動ポンプはモータ部とポンプ部とを備えている。電動ポンプが作動すると、モータ部の回転軸の回転駆動力がポンプ部のギアポンプに伝達され、ギアポンプが回転することにより作動流体を吸入して吐出する。 An electric pump is used, for example, when supplying a working fluid to various movable mechanisms of a vehicle. The electric pump includes a motor unit and a pump unit. When the electric pump is activated, the rotational driving force of the rotating shaft of the motor unit is transmitted to the gear pump of the pump unit, and the gear pump rotates to suck and discharge the working fluid.
一般に、電動ポンプのモータ部とポンプ部はそれぞれ別々に製造された後、モータ部の軸心とポンプ部の軸心のずれができるだけ小さくなるように、すなわち、2つの軸心のずれの度合いである同軸度ができるだけ小さくなるように組み立てられる。現実には2つの軸心の同軸度がゼロである完全な同軸心になることはない。しかし、モータ部の回転軸の回転駆動力を有効にギアポンプに伝達してギアポンプ(電動ポンプ)を効率よく回転させるためには、同軸度を小さくする必要がある。 Generally, after the motor part and the pump part of the electric pump are manufactured separately, the deviation between the axis of the motor part and the axis of the pump part is as small as possible, that is, the degree of deviation between the two axes. It is assembled so that a certain degree of coaxiality is as small as possible. In reality, there is no perfect coaxial center where the coaxiality of the two axes is zero. However, in order to effectively transmit the rotational driving force of the rotating shaft of the motor unit to the gear pump to efficiently rotate the gear pump (electric pump), it is necessary to reduce the coaxiality.
特許文献1には、モータ部及びポンプ部を有する電動ポンプが開示されている。該電動ポンプにおいて、モータ部は樹脂製の嵌合用突起部を有し、ポンプ部は金属製のポンプ収容凹部を有する。特許文献1の電動ポンプにおいては、モータ部の嵌合用突起部がポンプ部の収容凹部に嵌入されてインロー構造となることにより、モータ部の軸心とポンプ部の軸心の同軸度が小さい電動ポンプが組み立てられる。
特許文献2にも、モータ部及びポンプ部を有する電動ポンプが開示されている。該電動ポンプにおいては、モータ部は樹脂製の環状筐体部を有し、ポンプ部は金属製のボス部を有する。特許文献2の電動ポンプにおいては、特許文献1の電動ポンプとは逆に、モータ部の環状筐体部にポンプ部のボス部が嵌入されてインロー構造となることにより、モータ部の軸心とポンプ部の軸心の同軸度が小さい電動ポンプが組み立てられる。
Patent Document 2 also discloses an electric pump having a motor unit and a pump unit. In the electric pump, the motor unit has an annular casing made of resin, and the pump unit has a metal boss. In the electric pump of Patent Document 2, in contrast to the electric pump of
特許文献1及び2に開示された電動ポンプにおいては、モータ部に形成された樹脂製の突起又は凹部とポンプ部に形成された金属製の凹部又は突起とが嵌合してインロー構造を作り、これによりモータ部の軸心とポンプ部の軸心の同軸度が小さくなるように組み立てられる。しかし、樹脂製の突起又は凹部は金属製の凹部又は突起に比べて寸法精度が低いため、モータ部の突起又は凹部とポンプ部の凹部又は突起とを嵌合させたときにモータ部の軸心とポンプ部の軸心の同軸度を小さくすることに限界があるという問題があった。
In the electric pump disclosed in
このため、従来よりもモータ部の軸心とポンプ部の軸心の同軸度が小さい電動ポンプが求められている。 For this reason, there is a demand for an electric pump in which the coaxiality between the shaft center of the motor unit and the shaft center of the pump unit is smaller than in the prior art.
本発明に係る電動ポンプの1つの実施形態は、ポンプハウジング及び該ポンプハウジングに収容されたギアポンプを有し、該ギアポンプが回転することにより作動流体を吸入して吐出するポンプ部と、前記ポンプ部の軸心に沿う方向で前記ポンプ部に隣接して配置され、前記軸心と同軸心で前記ギアポンプと同期回転するロータ及び該ロータの外周に前記軸心と同軸心に配設され前記ロータに回転駆動力を付与するステータを有するモータ部と、少なくとも前記ポンプハウジングの外周及び前記ステータの外周を一体的に覆う樹脂部と、を備え、前記樹脂部によって、前記樹脂部と前記ポンプハウジングとが相対的に移動不能に一体化されている。 One embodiment of the electric pump according to the present invention includes a pump housing and a gear pump accommodated in the pump housing, and the pump unit sucks and discharges the working fluid by rotating the gear pump, and the pump unit. The rotor is disposed adjacent to the pump portion in a direction along the axis of the rotor, rotates coaxially with the shaft center and rotates synchronously with the gear pump, and is disposed coaxially with the shaft center on the outer periphery of the rotor. A motor portion having a stator for applying a rotational driving force; and a resin portion that integrally covers at least an outer periphery of the pump housing and an outer periphery of the stator, and the resin portion and the pump housing are provided by the resin portion. It is relatively immovable and integrated .
このような構成を有する電動ポンプであれば、樹脂部でステータとポンプハウジングを一体的に保持するため、樹脂部を形成する前のステータの軸心とポンプハウジングの軸心の同軸度を樹脂部により維持することができる。従って、ステータの軸心とポンプハウジングの軸心の同軸度を小さくした状態で樹脂部を形成することにより、樹脂部を有する電動ポンプにおけるステータの軸心とポンプハウジングの軸心の同軸度を、インロー構造により組み立てられる電動ポンプの同軸度と比べて非常に小さくすることができる。モータ部とポンプ部の軸心の同軸度が小さくなると、モータ部のステータの軸心とロータの軸心の同軸度も小さくなるので、ステータとロータの間のエアギャップを小さくすることができ、モータの駆動効率を向上させることができる。換言すると、同じ駆動効率であれば、モータ部で使用されているマグネットの使用量を低減することができる。 In the case of an electric pump having such a configuration, since the stator and the pump housing are integrally held by the resin portion, the coaxiality between the shaft center of the stator and the shaft center of the pump housing before forming the resin portion is determined by the resin portion. Can be maintained. Therefore, by forming the resin portion in a state where the coaxiality of the stator shaft center and the pump housing axial center is reduced, the coaxiality of the stator shaft center and the pump housing shaft center in the electric pump having the resin portion, The coaxiality of the electric pump assembled by the inlay structure can be made very small. When the coaxiality of the shaft center of the motor unit and the pump unit is reduced, the coaxiality of the stator shaft center of the motor unit and the rotor shaft center is also reduced, so the air gap between the stator and the rotor can be reduced, The driving efficiency of the motor can be improved. In other words, if the drive efficiency is the same, the amount of magnets used in the motor unit can be reduced.
電動ポンプの1つの実施形態においては、前記軸心に沿う方向に見たときに、前記ポンプハウジングの最外形状及び前記ステータの最外形状はいずれも円形状であって、前記ポンプハウジングの最外径と前記ステータの最外径は同じ値である。このとき、前記樹脂部の径方向の厚みが一定であると好適である。 In one embodiment of the electric pump, when viewed in the direction along the axial center, the outermost shape of the pump housing and the outermost shape of the stator are both circular, and the outermost shape of the pump housing. The outer diameter and the outermost diameter of the stator are the same value. At this time, it is preferable that the thickness of the resin portion in the radial direction is constant.
ポンプハウジングの最外形状及びステータの最外形状はいずれも円形状であって、ポンプハウジングの最外径とステータの最外径は同じ値であると、例えばインサート成形により樹脂部を形成するときに、樹脂が成形金型内に充填されるときの流動抵抗が小さく、充填性が高まる。また、樹脂部の径方向の厚みを容易に一定にすることができる。樹脂部の径方向の厚みが一定であれば、樹脂部の全周が均等に冷却されるのでヒケが発生しにくくなると共に、冷却後のステータの軸心とポンプハウジングの軸心のずれが発生しにくい。 When the outermost shape of the pump housing and the outermost shape of the stator are both circular, and the outermost diameter of the pump housing and the outermost diameter of the stator have the same value, for example, when the resin portion is formed by insert molding Furthermore, the flow resistance when the resin is filled in the molding die is small, and the filling property is improved. Moreover, the thickness of the resin part in the radial direction can be easily made constant. If the thickness of the resin part in the radial direction is constant, the entire circumference of the resin part is cooled uniformly, so that sinking is less likely to occur, and the axis of the stator after cooling and the axis of the pump housing are misaligned. Hard to do.
電動ポンプの1つの実施形態においては、前記ポンプハウジング及び前記ギアポンプは鉄系の材料からなる。 In one embodiment of the electric pump, the pump housing and the gear pump are made of a ferrous material.
電動ポンプを安定して長期間にわたって駆動させるためには、ポンプハウジングとギアポンプを高強度である鉄系の材料で形成するのが好ましい。ポンプハウジングとギアポンプが同じ材料であればポンプハウジングとギアポンプの熱膨張率は同じになり、周囲の温度が変化したときにポンプハウジングとギアポンプの間のクリアランスが変化するのを抑制することができる。しかし、鉄系の材料は外気に触れた状態で長期間使用すると腐食するという問題があった。しかし、ポンプハウジングの外周面を樹脂部で覆う構成を有する電動ポンプであれば、ポンプハウジングの外周面が空気に触れないので、ポンプハウジングが鉄系の材料であっても腐食することはない。このため、電動ポンプの性能の劣化や寿命の低下が起こらず、長期間にわたって安定して駆動させることができる。 In order to drive the electric pump stably over a long period of time, it is preferable that the pump housing and the gear pump are made of a ferrous material having high strength. If the pump housing and the gear pump are made of the same material, the coefficients of thermal expansion of the pump housing and the gear pump are the same, and the change in the clearance between the pump housing and the gear pump can be suppressed when the ambient temperature changes. However, iron-based materials have a problem that they corrode when used for a long period of time in contact with outside air. However, in the case of an electric pump having a configuration in which the outer peripheral surface of the pump housing is covered with a resin portion, the outer peripheral surface of the pump housing does not come into contact with air, so that the pump housing is not corroded even if it is an iron-based material. For this reason, the performance and the life of the electric pump are not deteriorated, and the electric pump can be stably driven over a long period of time.
電動ポンプの1つの実施形態においては、前記ポンプハウジングの外側表面には凹部が形成されており、該凹部に前記樹脂部の樹脂が入り込んでいる。 In one embodiment of the electric pump, a concave portion is formed on the outer surface of the pump housing, and the resin of the resin portion enters the concave portion.
このような構成を有する電動ポンプであれば、樹脂部とポンプハウジングとが強固に一体化され、樹脂部に対してポンプハウジングが相対的に動くことはない。また凹部に樹脂部の樹脂が入り込むことにより、仮に作動油がギアポンプから漏出したとしても、作動油がポンプハウジングと樹脂部との境界を通って電動ポンプの外部にまで漏出することはほとんどない。 If it is an electric pump which has such a structure, the resin part and the pump housing will be firmly integrated, and the pump housing will not move relative to the resin part. Moreover, even if the hydraulic oil leaks from the gear pump due to the resin in the resin portion entering the recess, the hydraulic oil hardly leaks to the outside of the electric pump through the boundary between the pump housing and the resin portion.
本発明に係る電動ポンプの製造方法の1つの実施形態は、可動型と固定型を備えた開閉可能な成形金型において、円柱形状を有する前記固定型の外周面に、円筒形状のステータの内周面が当接するように該ステータを載置するステップと、前記固定型の上面には前記固定型の軸心に垂直な方向の断面が円形である窪みが形成されており、円筒形状の凸部を備えたポンプハウジングを、該凸部の外周面が前記固定型の前記窪みの内周面に当接するように載置するステップと、前記可動型を前記固定型に押し付けて型閉した後、前記成形金型の内部に樹脂を流し込んで硬化させることにより、少なくとも前記ポンプハウジングの外周及び前記ステータの外周を一体的に覆う樹脂部を形成するステップと、を含む。 One embodiment of a method for manufacturing an electric pump according to the present invention is an openable / closable molding die having a movable die and a fixed die, and an inner surface of a cylindrical stator is provided on the outer peripheral surface of the fixed die having a columnar shape. A step of placing the stator so that the peripheral surface abuts, and a recess having a circular cross section in a direction perpendicular to the axis of the fixed mold is formed on the upper surface of the fixed mold. A step of placing the pump housing having a portion so that the outer peripheral surface of the convex portion comes into contact with the inner peripheral surface of the recess of the fixed mold, and after closing the mold by pressing the movable mold against the fixed mold Forming a resin portion that integrally covers at least the outer periphery of the pump housing and the outer periphery of the stator by pouring resin into the molding die and curing the resin.
インサート成形に用いられる固定型は切削等の方法により加工されるので加工精度が極めて高い。従って、固定型の円柱形状の外周面の外径と窪みの内径の寸法精度を高くすることができると共に、該外周面の軸心と窪みの軸心の同軸度を非常に小さくすることができる。それにより、固定型に載置したときのステータとポンプハウジングをそれぞれの軸心の同軸度も非常に小さくすることができる。そしてその状態で樹脂部を形成してステータとポンプハウジングの相対的な位置を維持したたま一体化するので、非常に同軸度の小さい電動ポンプを製造することができる。 Since the fixed die used for insert molding is processed by a method such as cutting, the processing accuracy is extremely high. Accordingly, it is possible to increase the dimensional accuracy of the outer diameter of the fixed-type cylindrical outer peripheral surface and the inner diameter of the recess, and it is possible to extremely reduce the coaxiality between the axis of the outer peripheral surface and the axis of the recess. . Thereby, the coaxiality of the respective shaft centers of the stator and the pump housing when mounted on the fixed mold can be made very small. In this state, the resin portion is formed and integrated while maintaining the relative position of the stator and the pump housing, so that an electric pump having a very small coaxiality can be manufactured.
以下、本発明の実施形態について、図面を用いて詳細に説明する。 Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings.
1.電動ポンプの構成と動作
〔全体構成〕
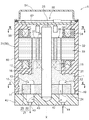
図1〜図3に示すように、電動ポンプ1は、モータ部30と、モータ部30により駆動されるポンプ部10と、モータ部30を制御する制御部50と、モータ部30からポンプ部10に亘ってそれらの外周に形成された樹脂部60から構成されている。この電動ポンプ1は、車両のエンジンの潤滑油を作動油として油圧機器に圧送するために使用されるものであるが、車両以外の油圧装置に用いてもよい。また、圧送対象として作動油に代えて液状の薬剤や化学物質等であってもよい。なお、作動油は作動流体の一例である。
1. Configuration and operation of electric pump (overall configuration)
As shown in FIGS. 1 to 3, the
〔ポンプ部の構成〕
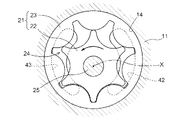
ポンプ部10は、図1に示すように、ポンプハウジング11と、内接型ギアポンプ21と、ポンプカバー40を備えている。なお、内接型ギアポンプ21はギアポンプの一例である。
[Configuration of pump section]
As shown in FIG. 1, the
ポンプハウジング11は、鉄系の金属材料からなり、外形が円柱形状で、ポンプカバー40と対向する端面に有底且つ断面が円形の収容部14が形成されている。収容部14と反対側の端面には円筒形状の凸部15が形成されており、凸部15の内側にはオイルシール26が挿入されている。収容部14の底面には吸入ポート12と吐出ポート13とが形成されている。ポンプハウジング11の中心には軸受孔17が形成されている。図2に示すように、収容部14の軸心は軸受孔17の軸心Xから偏心している。軸受孔17には、回転軸25がオイルシール26と軸受孔17と内接型ギアポンプ21のインナロータ22を貫通するように挿入されている。回転軸25は軸受孔17によって回転自在に支持され、回転軸25の軸心とインナロータ22の軸心はいずれも軸心Xと同軸心であり、回転軸25とインナロータ22は一体となって回転する。なお、本実施形態における「同軸心」とは複数の軸心のずれ(以下、「同軸度」と称する)がゼロであることのみを意味しているのではなく、同軸度がゼロを含むゼロ近傍であることを意味している。
The
内接型ギアポンプ21は、収容部14に収容され、インナロータ22とアウタロータ23とを備えている。インナロータ22とアウタロータ23は何れも鉄系の金属材料からなる。図2に示すように、内接型ギアポンプ21は、インナロータ22に形成された外歯とアウタロータ23に形成された内歯とが噛合するように構成され、インナロータ22の回転に伴い、アウタロータ23がインナロータ22の周囲を連れ回りする。インナロータ22の歯部とアウタロータ23の歯部の間には、回転に伴い容積が増減する多数のポンプ室24が形成されている。
The
ポンプハウジング11と内接型ギアポンプ21のアウタロータ23が同じ鉄系の金属材料であれば、ポンプハウジング11とアウタロータ23の熱膨張率は同じになり、周囲の温度が変化したときにポンプハウジング11の収容部14の内周とアウタロータ23の外周との間のクリアランスが変化するのを抑制することができる。
If the
ポンプカバー40は樹脂からなり、ポンプハウジング11に隣接して配置されている。おり、ポンプカバー40は、後述する樹脂部60に溶接等の方法により接合されており、樹脂部60と同じ外径を有している。ポンプカバー40と樹脂部60とが接合されて一体化することにより、内接型ギアポンプ21は収容部14内に保持される。ポンプカバー40は、収容部14を挟んで吸入ポート12と反対側に吸入ポート42、吐出ポート13と反対側に吐出ポート43を備えている。吸入ポート42から外方に向かって吸入通路44が延出しており、吐出ポート43から外方に向かって吐出通路45が延出している。
The
吸入ポート42は図2に示すように湾曲した溝であって、内接型ギアポンプ21のポンプ室24の容積が増大する範囲に沿ってポンプ室24と連通するように形成されている。同様に、吐出ポート43も図2に示すように湾曲した溝であって、内接型ギアポンプ21のポンプ室24の容積が減少する範囲に沿ってポンプ室24と連通するように形成されている。吸入ポート12は吸入ポート42と同じ形状、同じ大きさであり、吐出ポート13は吐出ポート43と同じ形状、同じ大きさである。
As shown in FIG. 2, the
〔モータ部の構成〕
図1に示すように、モータ部30は軸心Xに沿う方向でポンプ部10に隣接して配置されている。モータ部30は、センサレスブラシレスDCモータ31を備えている。図1、図3に示すように、センサレスブラシレスDCモータ31は、円筒形状のロータ36と、径方向に僅かな隙間をおいてその外周に配設された円筒形状のステータ32とにより構成されている。ロータ36とステータ32はいずれも軸心Xと同軸心であり、ステータ32の最外径はポンプハウジング11の最外径と同じ値である。
[Configuration of motor section]
As shown in FIG. 1, the
ロータ36は、電磁鋼板を積層した円筒形状のロータコア37の内部にマグネット38を埋め込んで固着したものであり、回転軸25と一体となって回転する。ステータ32は、電磁鋼板を積層したステータコア33と、ステータコア33のティースを覆う樹脂等の絶縁体からなるコイル支持枠35と、コイル支持枠35の上からティースに巻回されたコイル34とから構成されている。コイル34は三相巻線を構成し、コイル34の各相には後述する外部の制御部50からの電力供給により、三相交番電流が印加される。センサレスブラシレスDCモータ31は、ホール素子等の磁極センサを備えておらず、ロータ36の回転によりコイル34に誘起される誘起電圧を利用してロータ36の回転位置を検出し、それに基づいて得られた磁極位置情報から三相巻線の各相への通電を切り換える。コイル34への通電により磁化されたステータコア33のティースとマグネット38とが互いに吸引、反発を繰り返すことによりロータ36が回転し、それに伴い回転軸25を介してインナロータ22が回転する。このようにして、ステータ32はロータ36に回転駆動力を付与する。
The
〔制御部の構成〕
制御部50は、軸心Xに沿う方向でモータ部30に隣接して配置されている。制御部50は、図1に示すように、制御基板52の上に電力制御素子、コンデンサ、抵抗器等の他に、電力制御のタイミングを決めるモータドライバ等の制御部品を実装して構成されている。制御基板52はねじ止め等の方法により、後述する樹脂部60に取り付けられて固定されている。制御部50は、コイル34に順次、電力を供給することにより回転磁界を作り出すように機能し、回転磁界の回転速度の制御によりロータ36の回転速度を制御する。制御部50は樹脂部60に溶接等の方法により取り付けられた蓋部材54で覆われている。
(Configuration of control unit)
The
〔樹脂部の構成〕
図1に示すように、モータ部30のステータ32からポンプ部10のポンプハウジング11にかけて外周面に樹脂部60が形成されている。樹脂部60は、ポンプハウジング11の外周面を覆うと共に、ステータコア33のティースのうちロータ36と対向する部分を除くステータコア33、コイル34、コイル支持枠35の全体を覆っている。ステータ32の最外周とポンプハウジング11の最外周の径方向外側における樹脂部60の樹脂の径方向の厚みは一定である。樹脂部60により、モータ部30とポンプ部10とは一体化されている。樹脂部60はステータ32とポンプハウジング11にインサート成形を行うことにより形成されている。電動ポンプ1は、モータ部とポンプ部とをインロー構造により組み合わせるものではないため、ポンプハウジング11の凸部15の外周と、該外周と径方向で対向する樹脂部60の内周との間には隙間がある。樹脂部60のインサート成形による形成方法についての詳細は後述する。
[Configuration of resin part]
As shown in FIG. 1, a
ポンプハウジング11の外側表面には、環状に形成された複数の溝部16が形成されており、溝部16に樹脂部60の樹脂が入り込んでいる。これにより、樹脂部60とポンプハウジング11とは強固に一体化されており、樹脂部60に対してポンプハウジング11が相対的に動くことはない。本実施形態においてはポンプハウジング11に溝部16を形成したが、これに限られるものではない。例えば、溝部16の代わりに溝部16よりも浅い溝部を有するローレットが形成されていてもよい。ローレットの溝部にも樹脂部60の樹脂が入り込むので、樹脂部60とポンプハウジング11とを強固に固定することができる。なお、溝部16やローレットの溝部は凹部の一例である。
A plurality of
溝部16に樹脂部60の樹脂が入り込むことにより、仮に作動油が内接型ギアポンプ21から回転軸25と軸受孔17の隙間を通りオイルシール26から漏出したとしても、作動油がポンプハウジング11と樹脂部60との境界を通って電動ポンプ1の外部にまで漏出することはほとんどない。これは、オイルシール26から漏出した作動油はポンプハウジング11と樹脂部60の境界を通るときに、溝部16を経由して電動ポンプ1の外部に到達するため、作動油が電動ポンプ1の外部に到達するまでの沿面距離が、溝部16のない場合と比べて長くなるからである。これにより、環状シール等の作動油の漏出を防ぐ部品を別途用いることなく、電動ポンプ1の外部へ作動油が漏出することを効果的に防止することができるので、電動ポンプ1を安価に構成することができる。
Even if the hydraulic oil leaks from the
〔電動ポンプの動作〕
次に、電動ポンプ1の動作について説明する。制御部50からの命令により、ステータ32のコイル34へ三相交番電流が印加され、これによりロータ36が回転し、それに伴い回転軸25を介して内接型ギアポンプ21のインナロータ22が回転する。インナロータ22が回転するとインナロータ22と噛合するアウタロータ23が連れ回りする。ポンプ室24の容積はインナロータ22とアウタロータ23の回転により吸入ポート42、12と連通する範囲では増加し、吐出ポート43、13と連通する範囲では減少する。このような内接型ギアポンプ21のポンプ作用によって、吸入通路44を流通する作動油は負圧により吸入ポート42からポンプ室24に吸入された後、吸入ポート42から吐出ポート43へと汲み出され、吐出ポート43から正圧により吐出されて吐出通路45を流通する。
[Operation of electric pump]
Next, the operation of the
2.電動ポンプの組立方法
次に、電動ポンプ1の組立方法について、図面を用いて詳細に説明する。電動ポンプ1の組立工程においては、ステータ32とポンプハウジング11に樹脂部60をインサート成形により形成することを特徴とする。他の工程、例えば、ロータ36の組み立て、ステータ32の組み立て、制御部50の組み立て、内接型ギアポンプ21のポンプハウジング11への取り付け等は公知であるため、詳細な説明を省略する。
2. Next, a method for assembling the
〔樹脂部の形成方法〕
図4〜図8は、ステータ32とポンプハウジング11に樹脂部60をインサート成形により形成する工程を示す。まず、図4、図5に示すように、固定型72と可動型78からなる成形金型70の固定型72にステータ32を載置する。固定型72は、円柱形状のステータ当接部73と、ステータ当接部73の下端に設けられた段差74と、上面75に形成され軸心に垂直な方向の断面が円形状である窪み76と、を有する。固定型72は切削等の方法により加工されるので加工精度が極めて高い。従って、ステータ当接部73の外径と窪み76の内径の寸法精度を高くすることができると共に、ステータ当接部73の軸心と窪み76の軸心の同軸度を非常に小さくして同軸心にすることができる。以下、ステータ当接部73の軸心と窪み76の軸心を共に軸心Yと称する。
[Method of forming resin part]
4-8 shows the process of forming the
図5に示すように、固定型72にステータ32が嵌め込まれて載置されると、ステータ当接部73の外周面にステータ32の内周面が当接する。これにより、ステータ32の軸心とステータ当接部73の軸心Yとが同軸心となって径方向の位置決めがなされる。また、ステータ32においては、ステータコア33の内径よりもコイル支持枠35の内径の方が若干大きくなっており、段差74は、この内径の差になるよう形成されている。ステータ32の載置によりこの段差74にステータコア33の端面が当接し、ステータ32は固定型72に対して軸心Yに沿う方向の位置決めがなされる。
As shown in FIG. 5, when the
次に、図5、図6に示すように、ステータ32の載置後に、凸部15が窪み76に嵌入するようにポンプハウジング11を固定型72に載置する。窪み76の内径はポンプハウジング11の凸部15の外径とほぼ等しく、ポンプハウジング11の載置により窪み76の内周面に凸部15の外周面が当接する。これにより、ポンプハウジング11の軸心と固定型72の軸心Yとが同軸心となって径方向の位置決めがなされる。また、ポンプハウジング11の載置により、ポンプハウジング11のうち凸部15よりも径方向外側の面が上面75に当接し、ポンプハウジング11は固定型72に対して軸心Yに沿う方向の位置決めがなされる。
Next, as shown in FIGS. 5 and 6, after the
図6の状態で、ステータ32の軸心とポンプハウジング11の軸心は共に固定型72の軸心Yと同軸心になっている。また、ステータ32の最外径はポンプハウジング11の最外径と同じ値である。
In the state of FIG. 6, the axis of the
次に、図7に示すように、可動型78を固定型72に押し付けて型閉する。その後、図8に示すように、ゲート79から成形金型70の内部に溶融した例えばポリフェニレンサルファイド(PPS)樹脂のような熱可塑性樹脂を流し込む。熱可塑性樹脂が成形金型70内に充填されたら、型閉のままで樹脂を冷却して硬化させる。硬化した熱硬化性樹脂が樹脂部60となる。ステータ32の最外径はポンプハウジング11の最外径と同じ値であるので、樹脂が成形金型70内に充填されるときの流動抵抗が小さく、充填性が高まる。また、樹脂部60の径方向の厚みを容易に一定にすることができる。樹脂部60の厚みが一定であれば、樹脂部60の全周が均等に冷却されるのでヒケが発生しにくくなると共に、冷却後のステータ32の軸心とポンプハウジング11の軸心のずれが発生しにくい。
Next, as shown in FIG. 7, the
熱可塑性樹脂が硬化したら、図9に示すように、成形金型70を開いて樹脂部60によりステータ32とポンプハウジング11とが一体化された中間組立品80を取り出す。中間組立品80の状態でも、ステータ32の軸心とポンプハウジング11の軸心は同軸心を維持している。
When the thermoplastic resin is cured, as shown in FIG. 9, the molding die 70 is opened, and the
その後、中間組立品80にオイルシール26、回転軸25が挿入されたロータ36、内接型ギアポンプ21を組み付け、ポンプカバー40を樹脂部60の端部に溶接等の方法により接合する。最後に制御部50を樹脂部60に組み付け、蓋部材54を樹脂部60の端部に溶接等の方法により接合する。これにより、電動ポンプ1が完成する。
Thereafter, the
このように、本実施形態においては、モータ部30のステータ32の軸心とポンプ部10のポンプハウジング11の軸心とを金属である固定型72の軸心Yと同軸心になるよう載置した後で樹脂部60をインサート成形により形成してステータ32とポンプハウジング11とを一体化する。そのため、樹脂部60を形成した後の中間組立品80においても、ステータ32の軸心とポンプハウジング11の軸心は同軸心に維持されている。この結果、電動ポンプ1におけるステータ32の軸心とポンプハウジング11の軸心の同軸度は、モータ部とポンプ部とを別々に作製して各々の凹部と突起とをインロー構造になるように嵌合した場合のモータ部の軸心とポンプ部の軸心の同軸度と比較して、非常に小さくなる。
As described above, in this embodiment, the shaft center of the
モータ部30とポンプ部10の同軸度が小さくなると、モータ部30のステータ32の軸心と、ポンプ部10の軸受孔17に回転軸25が挿入されたロータ36の軸心の同軸度も小さくなるので、ステータ32とロータ36の間のエアギャップを小さくすることができ、モータの駆動効率を向上させることができる。換言すると、同じ駆動効率であれば、ロータ36に使用されているマグネット38の使用量を低減することができる。
When the coaxiality between the
また、鉄系の金属材料からなるポンプハウジング11の外周面を樹脂部60で覆うことにより、ポンプハウジング11の外周面が空気に触れないので、ポンプハウジング11が腐食しない。このため、電動ポンプ1の性能の劣化や寿命の低下が起こらず、長期間にわたって安定した性能を発揮することができる。
Moreover, since the outer peripheral surface of the
本実施形態においては、樹脂部60が軸方向に沿ってポンプハウジング11のポンプカバー40と対向する側の端面まで延出している。そのため、ポンプカバー40を樹脂により形成した場合、溶接等の方法によりポンプカバー40を樹脂部60に接合することにより、従来の電動ポンプでポンプカバーの接合に用いていたボルトが不要になる。これにより、モータ部30やポンプ部10においては、ボルトを貫通させる孔やボルトを固定する雌ねじを形成するための径方向外側への突出部分が不要になり、電動ポンプ1を安価に製造可能にすると共に、電動ポンプ1を小型にすることができる。
In the present embodiment, the
本発明は、電動ポンプとその製造方法に利用することが可能である。 The present invention can be used in an electric pump and a manufacturing method thereof.
1 電動ポンプ
10 ポンプ部
11 ポンプハウジング
15 凸部
16 溝部(凹部)
21 内接型ギアポンプ(ギアポンプ)
30 モータ
32 ステータ
36 ロータ
60 樹脂部
70 成形金型
72 固定型
76 窪み
78 可動型
DESCRIPTION OF
21 Inscribed gear pump (gear pump)
30
Claims (6)
前記ポンプ部の軸心に沿う方向で前記ポンプ部に隣接して配置され、前記軸心と同軸心で前記ギアポンプと同期回転するロータ及び該ロータの外周に前記軸心と同軸心に配設され前記ロータに回転駆動力を付与するステータを有するモータ部と、
少なくとも前記ポンプハウジングの外周及び前記ステータの外周を一体的に覆う樹脂部と、を備え、
前記樹脂部によって、前記樹脂部と前記ポンプハウジングとが相対的に移動不能に一体化されている電動ポンプ。 A pump housing having a pump housing and a gear pump housed in the pump housing, wherein the gear pump rotates to suck and discharge the working fluid;
A rotor that is disposed adjacent to the pump unit in a direction along the axis of the pump unit and that rotates coaxially with the shaft and synchronously with the gear pump, and is disposed coaxially with the shaft center on the outer periphery of the rotor. A motor unit having a stator for applying a rotational driving force to the rotor;
A resin portion that integrally covers at least the outer periphery of the pump housing and the outer periphery of the stator ,
The electric pump in which the resin part and the pump housing are integrated so as to be relatively immovable by the resin part .
前記ポンプハウジングの最外径と前記ステータの最外径は同じ値である、請求項1に記載の電動ポンプ。 When viewed in the direction along the axis, the outermost shape of the pump housing and the outermost shape of the stator are both circular,
The electric pump according to claim 1, wherein an outermost diameter of the pump housing and an outermost diameter of the stator are the same value.
該凹部に前記樹脂部の樹脂が入り込んでいる、請求項1〜4のいずれか一項に記載の電動ポンプ。 A recess is formed on the outer surface of the pump housing,
The electric pump according to any one of claims 1 to 4, wherein the resin of the resin portion enters the recess.
前記固定型の上面には前記固定型の軸心に垂直な方向の断面が円形である窪みが形成されており、円筒形状の凸部を備えたポンプハウジングを、該凸部の外周面が前記固定型の前記窪みの内周面に当接するように載置するステップと、
前記可動型を前記固定型に押し付けて型閉した後、前記成形金型の内部に樹脂を流し込んで硬化させることにより、少なくとも前記ポンプハウジングの外周及び前記ステータの外周を一体的に覆う樹脂部を形成するステップと、を含む電動ポンプの製造方法。 In a mold that can be opened and closed including a movable mold and a fixed mold, the step of placing the stator so that the inner peripheral surface of the cylindrical stator contacts the outer peripheral surface of the fixed mold having a columnar shape;
A recess having a circular cross section in a direction perpendicular to the axis of the fixed mold is formed on the upper surface of the fixed mold, and a pump housing having a cylindrical convex portion is formed on the outer peripheral surface of the convex portion. Placing the fixed mold so as to contact the inner peripheral surface of the depression;
After the movable mold is pressed against the fixed mold and the mold is closed, a resin portion that integrally covers at least the outer periphery of the pump housing and the outer periphery of the stator is formed by pouring resin into the molding die and curing the resin. And a step of forming the electric pump.
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015179800A JP6597091B2 (en) | 2015-09-11 | 2015-09-11 | Electric pump and manufacturing method thereof |
| US15/751,937 US20180238325A1 (en) | 2015-09-11 | 2016-09-05 | Electric pump and method for producing same |
| CN201680047516.9A CN107923389B (en) | 2015-09-11 | 2016-09-05 | Electric pump and method for manufacturing the same |
| EP16844305.9A EP3348837B1 (en) | 2015-09-11 | 2016-09-05 | Electric pump and method for producing same |
| PCT/JP2016/076012 WO2017043444A1 (en) | 2015-09-11 | 2016-09-05 | Electric pump and method for producing same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015179800A JP6597091B2 (en) | 2015-09-11 | 2015-09-11 | Electric pump and manufacturing method thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017053323A JP2017053323A (en) | 2017-03-16 |
| JP6597091B2 true JP6597091B2 (en) | 2019-10-30 |
Family
ID=58240911
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015179800A Active JP6597091B2 (en) | 2015-09-11 | 2015-09-11 | Electric pump and manufacturing method thereof |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20180238325A1 (en) |
| EP (1) | EP3348837B1 (en) |
| JP (1) | JP6597091B2 (en) |
| CN (1) | CN107923389B (en) |
| WO (1) | WO2017043444A1 (en) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11070106B2 (en) | 2017-07-31 | 2021-07-20 | Nidec Tosok Corporation | Electric oil pump |
| CN208571864U (en) | 2017-07-31 | 2019-03-01 | 日本电产东测有限公司 | Motor |
| JP6668313B2 (en) * | 2017-12-13 | 2020-03-18 | 株式会社不二工機 | Drain pump motor, method of manufacturing the same, and drain pump having the motor |
| JP6546984B1 (en) * | 2017-12-27 | 2019-07-17 | Kyb株式会社 | Electrohydraulic actuator |
| DE102018208853A1 (en) * | 2018-06-05 | 2019-12-05 | Magna Powertrain Bad Homburg GmbH | pump |
| CN110857689B (en) * | 2018-08-24 | 2021-10-19 | 杭州三花研究院有限公司 | Electric pump |
| CN109873532B (en) * | 2019-04-24 | 2020-12-29 | 兰州理工大学 | Combined type gear motor generator |
| CN114837792A (en) | 2021-03-10 | 2022-08-02 | 美普盛(上海)汽车零部件有限公司 | Electric coolant pump with expansion compensation sealing element |
| DE102022128264A1 (en) * | 2022-10-25 | 2024-04-25 | Valeo Powertrain Gmbh | Gear pump |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63227980A (en) * | 1987-03-16 | 1988-09-22 | Toshiba Corp | Pump |
| JP2007009787A (en) * | 2005-06-30 | 2007-01-18 | Hitachi Ltd | Motor-integrated internal gear pump and electronic equipment |
| JP4760503B2 (en) * | 2006-04-07 | 2011-08-31 | パナソニック電工株式会社 | Pump and pump manufacturing method |
| JP2008086117A (en) * | 2006-09-27 | 2008-04-10 | Aisin Seiki Co Ltd | Electric fluid pump |
| JP5216038B2 (en) * | 2010-03-25 | 2013-06-19 | 株式会社日立製作所 | Rotating motor |
| JP2012072558A (en) * | 2010-09-27 | 2012-04-12 | Panasonic Corp | Control lever type combination faucet |
| CN102477990B (en) * | 2010-11-26 | 2015-05-27 | 上海日立电器有限公司 | Air suction structure of rotor type compressor |
| JP5927766B2 (en) * | 2011-03-11 | 2016-06-01 | 株式会社ジェイテクト | Electric pump unit |
| JP6056149B2 (en) * | 2011-08-31 | 2017-01-11 | 株式会社ジェイテクト | Electric pump unit and manufacturing method thereof |
| JP5987331B2 (en) * | 2012-02-02 | 2016-09-07 | 株式会社ジェイテクト | Electric oil pump device |
| JP2013244649A (en) * | 2012-05-24 | 2013-12-09 | Keihin Corp | Composite member, solenoid valve using the same, and method of manufacturing composite member |
| JP6028406B2 (en) * | 2012-06-15 | 2016-11-16 | 株式会社ジェイテクト | Electric pump device |
| DE102013204071A1 (en) * | 2013-03-11 | 2014-09-11 | Robert Bosch Gmbh | Internal gear pump |
| JP6248487B2 (en) * | 2013-09-12 | 2017-12-20 | 株式会社ジェイテクト | Electric pump device |
-
2015
- 2015-09-11 JP JP2015179800A patent/JP6597091B2/en active Active
-
2016
- 2016-09-05 CN CN201680047516.9A patent/CN107923389B/en active Active
- 2016-09-05 EP EP16844305.9A patent/EP3348837B1/en active Active
- 2016-09-05 WO PCT/JP2016/076012 patent/WO2017043444A1/en active Application Filing
- 2016-09-05 US US15/751,937 patent/US20180238325A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| CN107923389B (en) | 2020-03-27 |
| WO2017043444A1 (en) | 2017-03-16 |
| CN107923389A (en) | 2018-04-17 |
| US20180238325A1 (en) | 2018-08-23 |
| EP3348837A4 (en) | 2018-08-08 |
| EP3348837B1 (en) | 2024-09-04 |
| EP3348837A1 (en) | 2018-07-18 |
| JP2017053323A (en) | 2017-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6597091B2 (en) | Electric pump and manufacturing method thereof | |
| CN102203422B (en) | Fully submerged integrated electric oil pump | |
| JP5474117B2 (en) | Electric pump and electric pump manufacturing method | |
| EP1566545B1 (en) | Electric internal gear pump | |
| WO2015029387A1 (en) | Rotor for brushless motor | |
| JP2012508344A6 (en) | Fully submerged integrated electric oil pump | |
| JP2006296125A (en) | Permanent magnets embedded type motor and pump unit | |
| JP2015050880A (en) | Electric motor | |
| JP5391016B2 (en) | Electric pump | |
| US10174758B2 (en) | Pump unit | |
| US20070014677A1 (en) | Pump | |
| JP2013100755A (en) | Electric pump and method of manufacturing the same | |
| JP2013241837A (en) | Electric pump | |
| JP5910590B2 (en) | Brushless motor rotor | |
| JP6861967B2 (en) | Manufacturing method of rotor for electric pump | |
| JP6084858B2 (en) | Electric pump and electric pump assembly method | |
| JP2009221942A (en) | Pump | |
| US11988205B2 (en) | Pump-motor unit comprising an integrative housing cover | |
| JP5469117B2 (en) | Electric fluid pump | |
| EP2503152A2 (en) | Centrifugal pump | |
| JP2015063899A (en) | Electric water pump | |
| JP5436646B1 (en) | Piston pump | |
| EP3542453B1 (en) | Electric automotive fluid pump | |
| WO2024134974A1 (en) | Pump assembly | |
| JP2015019477A (en) | Pump device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190108 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190306 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190903 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190916 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6597091 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |