JP6594602B2 - Rotor, vacuum pump, and vacuum pump assembly method - Google Patents
Rotor, vacuum pump, and vacuum pump assembly method Download PDFInfo
- Publication number
- JP6594602B2 JP6594602B2 JP2012086499A JP2012086499A JP6594602B2 JP 6594602 B2 JP6594602 B2 JP 6594602B2 JP 2012086499 A JP2012086499 A JP 2012086499A JP 2012086499 A JP2012086499 A JP 2012086499A JP 6594602 B2 JP6594602 B2 JP 6594602B2
- Authority
- JP
- Japan
- Prior art keywords
- rotor
- cylindrical portion
- reinforcing ring
- ring member
- inner diameter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 12
- 230000003014 reinforcing effect Effects 0.000 claims description 123
- 125000006850 spacer group Chemical group 0.000 claims description 58
- 230000002093 peripheral effect Effects 0.000 claims description 21
- 238000012546 transfer Methods 0.000 claims description 12
- 230000007423 decrease Effects 0.000 claims description 9
- 230000007246 mechanism Effects 0.000 claims description 9
- 239000000853 adhesive Substances 0.000 claims description 5
- 230000001070 adhesive effect Effects 0.000 claims description 5
- 230000004048 modification Effects 0.000 description 12
- 238000012986 modification Methods 0.000 description 12
- 239000000463 material Substances 0.000 description 9
- 238000010586 diagram Methods 0.000 description 6
- FBOUIAKEJMZPQG-AWNIVKPZSA-N (1E)-1-(2,4-dichlorophenyl)-4,4-dimethyl-2-(1,2,4-triazol-1-yl)pent-1-en-3-ol Chemical compound C1=NC=NN1/C(C(O)C(C)(C)C)=C/C1=CC=C(Cl)C=C1Cl FBOUIAKEJMZPQG-AWNIVKPZSA-N 0.000 description 5
- 230000011218 segmentation Effects 0.000 description 5
- 230000008859 change Effects 0.000 description 4
- 239000003733 fiber-reinforced composite Substances 0.000 description 4
- 230000002787 reinforcement Effects 0.000 description 4
- 230000002159 abnormal effect Effects 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 239000011151 fibre-reinforced plastic Substances 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 239000004606 Fillers/Extenders Substances 0.000 description 1
- 102100040287 GTP cyclohydrolase 1 feedback regulatory protein Human genes 0.000 description 1
- 101710185324 GTP cyclohydrolase 1 feedback regulatory protein Proteins 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 101710107464 Probable pyruvate, phosphate dikinase regulatory protein, chloroplastic Proteins 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000004918 carbon fiber reinforced polymer Substances 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- -1 polyethylene Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
Images







Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D19/00—Axial-flow pumps
- F04D19/02—Multi-stage pumps
- F04D19/04—Multi-stage pumps specially adapted to the production of a high vacuum, e.g. molecular pumps
- F04D19/044—Holweck-type pumps
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Non-Positive Displacement Air Blowers (AREA)
Description
本発明は、ロータ及び真空ポンプに関し、特に、ロータの回転体円筒部を補強するロータ円筒部補強リングを有し、更に、当該ロータ円筒部補強リングの位置決めを容易にする構造を有するロータ、当該ロータを内包する真空ポンプ、及び、当該真空ポンプの組立方法に関する。 The present invention relates to a rotor and a vacuum pump, and in particular, has a rotor cylindrical portion reinforcing ring that reinforces a rotating body cylindrical portion of the rotor, and further has a structure that facilitates positioning of the rotor cylindrical portion reinforcing ring, The present invention relates to a vacuum pump containing a rotor and a method for assembling the vacuum pump.
各種ある真空ポンプには、高真空の環境を実現するために多用されるものとして、ターボ分子ポンプやねじ溝式ポンプがある。
この高真空の環境を実現する真空ポンプは、吸気口及び排気口を備えた外装体を形成するケーシングを備えている。そして、このケーシングの内部には、当該真空ポンプに排気機能を発揮させる構造物が収納されている。この排気機能を発揮させる構造物は、大きく分けて、回転自在に軸支された回転部(ロータ部)とケーシングに対して固定された固定部(ステータ部)から構成されている。
例えば、ターボ分子ポンプの場合、回転部は、回転軸及びこの回転軸に固定されている回転体からなり、回転体には、放射状に設けられたロータ翼(動翼)が多段に配設されている。また、固定部には、ロータ翼に対して互い違いにステータ翼(静翼)が多段に配設されている。
また、回転軸を高速回転させるためのモータが設けられており、このモータの働きにより回転軸が高速回転すると、ロータ翼とステータ翼との相互作用により気体が吸気口から吸引され、排気口から排出されるようになっている。
Various vacuum pumps include turbo molecular pumps and thread groove pumps that are frequently used to realize a high vacuum environment.
A vacuum pump that realizes this high vacuum environment includes a casing that forms an exterior body having an intake port and an exhaust port. And the structure which makes the said vacuum pump exhibit an exhaust function is accommodated in the inside of this casing. The structure that exhibits the exhaust function is roughly divided into a rotating part (rotor part) that is rotatably supported and a fixed part (stator part) fixed to the casing.
For example, in the case of a turbo molecular pump, the rotating part includes a rotating shaft and a rotating body fixed to the rotating shaft, and rotor blades (moving blades) provided radially are arranged in multiple stages on the rotating body. ing. In the fixed portion, stator blades (stator blades) are arranged in multiple stages alternately with respect to the rotor blades.
In addition, a motor for rotating the rotating shaft at high speed is provided, and when the rotating shaft rotates at high speed by the action of this motor, gas is sucked from the intake port due to the interaction between the rotor blade and the stator blade, and from the exhaust port. It is supposed to be discharged.
近年、こうした真空ポンプなどの高速回転機械において、性能向上や小型化の観点から、更なる高速回転が求められている。
しかしながら、高速回転によって性能向上が実現する一方で、外部からの異常振動や内部における異常事態が原因で真空ポンプが破壊された場合に、破壊エネルギー(破壊トルク)が大きくなる場合があり、その対策が急務となっている。
In recent years, in such a high-speed rotating machine such as a vacuum pump, further high-speed rotation is required from the viewpoint of performance improvement and downsizing.
However, while high-speed rotation improves performance, when the vacuum pump is broken due to abnormal vibration from the outside or internal abnormal situations, the destruction energy (breaking torque) may increase. Is an urgent need.
また、こうした真空ポンプなどの高速回転機械は、高い組立性能が必要とされる。
特に、ターボ分子ポンプのねじ溝排気部は、所用の排気性能を達成する為に、回転部と固定部が非常に狭いクリアランスで構成されている。
ここで、真空ポンプの異常時の破壊トルクの低減対策としては、下記の先行文献記載の技術がある。
Further, such a high-speed rotating machine such as a vacuum pump requires high assembly performance.
In particular, in the threaded groove exhaust part of the turbo molecular pump, the rotating part and the fixed part are configured with a very narrow clearance in order to achieve a desired exhaust performance.
Here, as a countermeasure for reducing the breaking torque when the vacuum pump is abnormal, there is a technique described in the following prior art.
特許文献1には、ロータの外周にリング部材を設けた真空ポンプの構造、及びそのリング部材をロータ円筒部に取り付ける取り付け方が記載されている。
より詳しくは、上記特許文献1には、ロータの円周部分にリング部材を設けることで、真空ポンプのロータに発生した亀裂などが原因で破壊が起こった場合であっても、当該リング部材が配設されたところでその亀裂を一旦停止させて亀裂の進行を抑止することができ、また、リング部材はロータとは別部材なので、リング部材自体が分裂したとしてもその破壊トルクは大幅に低減することができる技術について記載されている。
More specifically, in
しかしながら、特許文献1の構成では、実用化にあたって以下(1)〜(3)に挙げるような問題が生じる。
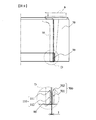
図12は、従来技術を説明するための図である。
(1)軸方向に長い円筒構造をもつターボ分子ポンプ2000のロータ円筒外周部2001に、図12に示したようにリング部材2002を嵌め込んだ場合、正確に取り付けられていないとバランス調整が難しくなることが考えられる。例えば、リング部材2002が少しでも斜めに取りつけられてしまうと、ロータのバランスが崩れ(バランスが悪くなり)、その結果、ターボ分子ポンプ2000は安定した運転ができなくなってしまう虞がある。
また、焼き嵌めによる取り付け方法が記載されているが、焼き嵌めによる取り付け方法は、真空ポンプが大型になればなるほど、その焼き嵌め作業は困難になってしまう虞がある。
(2)リング部材2002をロータの円筒外周部2001に配設する位置を決める位置決め構造等が無いので、リング部材2002を所定位置に正確に固定するためには専用治具などが必要になる。
(3)リング部材2002の外径が、ロータ円筒外周部2001の外径よりも大きい場合は、従来(即ち、リング部材2002が配設されていない場合)よりも、ねじ溝スペーサ2003とのクリアランスを大きくする必要が生じ、その結果、排気性能が低下する虞がある。特に、ロータ円筒外周部2001の下側にリング部材2002を設ける場合は、こうしたクリアランスの増加によるターボ分子ポンプ2000の性能低下の割合は大きくなる可能性が高い。
However, in the configuration of
FIG. 12 is a diagram for explaining the prior art.
(1) When the
Moreover, although the attachment method by shrink fitting is described, there is a possibility that the shrink fitting operation becomes difficult as the vacuum pump becomes large in the attachment method by shrink fitting.
(2) Since there is no positioning structure for determining the position where the
(3) When the outer diameter of the
そこで、本発明は、ロータ円筒部補強リングを有し、更に、当該補強リングの位置決めを容易にする構造を有するロータ、当該ロータを内包する真空ポンプ、及び、当該真空ポンプの組立方法を提供することを目的とする。 Accordingly, the present invention provides a rotor having a rotor cylindrical portion reinforcing ring and further having a structure that facilitates positioning of the reinforcing ring, a vacuum pump containing the rotor, and a method of assembling the vacuum pump. For the purpose.
請求項1記載の発明では、外装体の内側に設けられ、吸気口から排気口へ気体を移送する気体移送機構に用いられるロータであって、前記気体移送機構は、ねじ溝スペーサと前記ロータの円筒部に形成されたねじ溝式ポンプ用ロータからなり、前記ねじ溝スペーサのみにねじ溝が形成されたねじ溝式ポンプ部を含み、前記円筒部に補強リング部材が配設され、前記補強リング部材が前記円筒部の下端に配設されているか、又は、前記円筒部の前記補強リング部材が配設された部分より下方に、下方に行くに従って前記円筒部の前記補強リング部材が配設された部分よりも縮径するテーパ部が設けられており、前記補強リング部材は、前記円筒部において、前記ねじ溝式ポンプ部又は該ねじ溝式ポンプ部から下側へ延長された延長部に配設され、前記ロータは前記補強リング部材が配設される位置を設定する位置決め構造を備え、前記位置決め構造は、前記ロータの前記円筒部の側面に、前記補強リング部材と当接するように形成された突起部又は前記テーパ部のうち少なくともいずれか1を有することを特徴とするロータを提供する。
請求項2記載の発明では、前記位置決め構造は、前記ロータの前記円筒部の前記側面の前記補強リング部材が配設される位置に、下方に行くに従い縮径するテーパ形状を有することを特徴とする請求項1に記載のロータを提供する。
請求項3記載の発明では、前記補強リング部材は、前記ロータの前記円筒部の側面と対向する側に、C面取り、R形状、又はテーパ形状のうち少なくとも1が施されていることを特徴とする請求項1又は請求項2に記載のロータを提供する。
請求項4記載の発明では、前記補強リング部材は、前記ロータの前記円筒部の側面と対向しない側に、前記排気口の側に行くに従い外径が小さくなるような形状が施されていることを特徴とする請求項1から請求項3のいずれか1項に記載のロータを提供する。
請求項5記載の発明では、前記補強リング部材は、繊維強化部材で製造されることを特徴とする請求項1から請求項4のいずれか1項に記載のロータを提供する。
請求項6記載の発明では、前記補強リング部材は、圧入、焼き嵌め、又は冷やし嵌めにより前記円筒部と嵌合する嵌合部、又は接着により前記円筒部に接着される接着部を備えることを特徴とする請求項1から請求項5のいずれか1項に記載のロータを提供する。
請求項7記載の発明では、請求項1から請求項6のいずれか1項に記載のロータと、前記外装体と、前記外装体の内側に配設され、前記ロータと共に前記気体移送機構を形成する固定部と、を備えることを特徴とする真空ポンプを提供する。
請求項8記載の発明では、前記固定部は、長内径部と前記長内径部よりも内径が小さく形成された短内径部とで形成される内径寸法変化部を更に有することを特徴とする請求項7に記載の真空ポンプを提供する。
請求項9記載の発明では、前記固定部の内径寸法変化部は、前記長内径部及び前記短内径部により、前記ロータの円筒部に嵌合された前記補強リング部材と前記固定部とで形成されるクリアランスを一定に保つことを特徴とする請求項8に記載の真空ポンプを提供する。
請求項10記載の発明では、前記ロータの外周面から放射状に配設された回転翼を更に有し、前記位置決め構造は、前記回転翼の最下段の回転翼であることを特徴とする請求項7から請求項9のいずれか1項に記載の真空ポンプを提供する。
請求項11記載の発明では、前記ロータの外周面から放射状に配設された回転翼を更に有し、前記位置決め構造は、前記突起部と前記回転翼の最下段の回転翼とが一体に形成されていることを特徴とする請求項7から請求項9のいずれか1項に記載の真空ポンプを提供する。
請求項12記載の発明では、前記補強リング部材の最外径部が前記固定部の前記短内径部よりも大きく設定されて配設される場合に、前記固定部の少なくとも前記短内径部分を縦に分割して組み立てることを特徴とする請求項8又は請求項9に記載の真空ポンプの組立方法を提供する。
According to the first aspect of the present invention, the rotor is provided inside the exterior body and used for a gas transfer mechanism that transfers gas from the intake port to the exhaust port. The gas transfer mechanism includes a screw groove spacer and a rotor. consists screw type rotor pump which is formed in the cylindrical portion, the screw groove spacer only include screw type pump unit screw groove is formed, the reinforcing ring member is disposed in the cylindrical portion, the reinforcing ring or member is disposed at the lower end of the cylindrical portion, or the lower side than the reinforcing ring member is disposed portions of the cylindrical portion, said reinforcing ring member of the cylindrical portion toward the downward disposed been and tapered portion is provided with a reduced diameter than the portion, the reinforcing ring member is in said cylindrical portion, said screw groove pump portion or the screw type extended extender unit to the pump unit or et lower It is arranged in The rotor includes a positioning structure for setting a position where the reinforcing ring member is disposed, and the positioning structure is formed on a side surface of the cylindrical portion of the rotor so as to contact the reinforcing ring member. Alternatively , a rotor having at least one of the tapered portions is provided.
According to a second aspect of the present invention, the positioning structure has a tapered shape that decreases in diameter toward the lower side at a position where the reinforcing ring member is disposed on the side surface of the cylindrical portion of the rotor. A rotor according to
The invention according to
According to a fourth aspect of the present invention, the reinforcing ring member is formed on the side that does not face the side surface of the cylindrical portion of the rotor such that the outer diameter decreases toward the exhaust port side. providing rotor as claimed in any one of
In the invention of claim 5, wherein said reinforcing ring member provides a rotor according to any one of
According to a sixth aspect of the present invention, the reinforcing ring member includes a fitting portion that is fitted to the cylindrical portion by press fitting, shrink fitting, or cold fitting, or an adhesive portion that is bonded to the cylindrical portion by adhesion. providing rotor according to any one of
In the invention of claim 7, wherein forming a rotor as claimed in any one of claims 6, and the outer body is disposed inside the outer body, the gas transfer mechanism together with said rotor There is provided a vacuum pump characterized by comprising a fixing part.
According to an eighth aspect of the present invention, the fixing portion further includes an inner diameter dimension changing portion formed by a long inner diameter portion and a short inner diameter portion formed to have an inner diameter smaller than the long inner diameter portion.
According to a ninth aspect of the present invention, the inner diameter dimension changing portion of the fixed portion is formed by the reinforcing ring member fitted to the cylindrical portion of the rotor and the fixed portion by the long inner diameter portion and the short inner diameter portion. The vacuum pump according to
The invention according to claim 10 further includes rotating blades arranged radially from an outer peripheral surface of the rotor, and the positioning structure is a lowermost rotating blade of the rotating blade. A vacuum pump according to any one of claims 7 to 9 is provided.
According to an eleventh aspect of the present invention, the rotor further includes a rotary blade arranged radially from the outer peripheral surface of the rotor, and the positioning structure is formed by integrally forming the protrusion and the lowermost rotary blade of the rotary blade. The vacuum pump according to any one of claims 7 to 9 , wherein the vacuum pump is provided.
According to a twelfth aspect of the present invention, when the outermost diameter portion of the reinforcing ring member is set larger than the short inner diameter portion of the fixing portion, at least the short inner diameter portion of the fixing portion is vertically 10. The vacuum pump assembling method according to
本発明によれば、ロータ円筒部補強リングを有し、更に、当該補強リングの位置決めを容易にする構造を有するロータを提供することができる。
また、当該ロータを内包する真空ポンプ、及び、真空ポンプの組立方法を提供することができる。
ADVANTAGE OF THE INVENTION According to this invention, the rotor which has a rotor cylindrical part reinforcement ring and has a structure which makes positioning of the said reinforcement ring easy can be provided.
Moreover, the vacuum pump containing the said rotor and the assembly method of a vacuum pump can be provided.
(i)実施形態の概要
本発明の実施形態に係る真空ポンプでは、上述した課題を解決するために以下(1)〜(6)の技術的特徴を有する。
(1)ロータ円筒部補強リング(リング部材)の位置決めがなされ易いように、ロータ円筒部補強リングの位置決め構造を設ける。
(2)ロータとロータ円筒部補強リングとの嵌め合い作業が行われ易いように、ロータの円筒部にテーパを設けた位置決め構造を設ける。
(3)ロータの円筒部と対面する固定部とのクリアランスが広がらないように、ねじ溝スペーサの方にロータ円筒部補強リングの形状に合わせた構造(即ち、クリアランス一定構造)を設ける。
(4)ロータとロータ円筒部補強リングとの嵌め合い作業が行われ易いように、ロータ円筒部補強リングの内周側に以下(a)〜(d)の少なくとも1つの嵌め合い簡易化構造を設けた位置決め構造を設ける。
(a)C面取り
(b)R形状
(c)テーパ形状
(5)ポンプのコンダクタンスが低下しないように、ロータ円筒部補強リングの外周側を流線形状(下側を切断した形状)にする。
(6)上記(1)〜(5)の位置決め構造を備える真空ポンプを組み立てる際に、当該真空ポンプの固定部品の一部を縦割りの分割構造にする。
(I) Outline of Embodiment The vacuum pump according to the embodiment of the present invention has the following technical features (1) to (6) in order to solve the problems described above.
(1) A rotor cylindrical portion reinforcing ring positioning structure is provided so that the rotor cylindrical portion reinforcing ring (ring member) can be easily positioned.
(2) A positioning structure in which a taper is provided on the cylindrical portion of the rotor is provided so that the fitting operation between the rotor and the rotor cylindrical portion reinforcing ring is easily performed.
(3) A structure (that is, a constant clearance structure) that matches the shape of the rotor cylindrical portion reinforcing ring is provided on the thread groove spacer so that the clearance between the rotor cylindrical portion and the fixed portion facing the rotor does not widen.
(4) At least one of the following fitting simplification structures (a) to (d) is provided on the inner peripheral side of the rotor cylindrical portion reinforcing ring so that the fitting operation between the rotor and the rotor cylindrical portion reinforcing ring is easily performed. The provided positioning structure is provided.
(A) C chamfering (b) R shape (c) Taper shape (5) The outer peripheral side of the rotor cylindrical portion reinforcing ring is formed into a streamline shape (a shape obtained by cutting the lower side) so that the conductance of the pump does not decrease.
(6) When assembling a vacuum pump provided with the positioning structure of said (1)-(5), a part of fixing part of the said vacuum pump is made into the vertically divided structure.
(ii)実施形態の詳細
以下、本発明の好適な実施の形態について、図1〜図10を参照して詳細に説明する。
なお、本実施形態では、真空ポンプの一例として、ターボ分子ポンプ部とねじ溝式ポンプ部を備えた、いわゆる複合型のターボ分子ポンプを用いて説明する。
また、本実施形態は、ねじ溝式ポンプ部のみを有する真空ポンプ(図10)や、ねじ溝が回転体側に設けられた真空ポンプに適用しても良い。
(Ii) Details of Embodiments Hereinafter, preferred embodiments of the present invention will be described in detail with reference to FIGS.
In the present embodiment, as an example of a vacuum pump, a so-called composite turbo molecular pump including a turbo molecular pump unit and a thread groove type pump unit will be described.
Further, the present embodiment may be applied to a vacuum pump (FIG. 10) having only a thread groove type pump section or a vacuum pump having a thread groove provided on the rotating body side.
図1は、本発明の第1実施形態に係るターボ分子ポンプ1の概略構成例を示した図である。
なお、図1は、ターボ分子ポンプ1の軸線方向の断面図を示している。
ターボ分子ポンプ1のケーシング2は、略円筒状の形状をしており、ケーシング2の下部(排気口6側)に設けられたベース3と共にターボ分子ポンプ1の外装体を構成している。そして、この外装体の内部には、ターボ分子ポンプ1に排気機能を発揮させる構造物である気体移送機構が収納されている。
この気体移送機構は、大きく分けて、回転自在に軸支された回転部(ロータ部)と外装体に対して固定された固定部から構成されている。
また、図示しないが、ターボ分子ポンプ1の外装体の外部には、ターボ分子ポンプ1の動作を制御する制御装置が専用線を介して接続されている。
FIG. 1 is a diagram showing a schematic configuration example of a turbo
1 shows a cross-sectional view of the turbo
The casing 2 of the turbo
This gas transfer mechanism is roughly divided into a rotating part (rotor part) that is rotatably supported and a fixed part fixed to the exterior body.
Although not shown, a controller for controlling the operation of the turbo
ケーシング2の端部には、当該ターボ分子ポンプ1へ気体を導入するための吸気口4が形成されている。また、ケーシング2の吸気口4側の端面には、外周側へ張り出したフランジ部5が形成されている。
また、ベース3には、当該ターボ分子ポンプ1から気体を排気するための排気口6が形成されている。
An inlet 4 for introducing gas into the turbo
The
回転部は、回転軸であるシャフト7、このシャフト7に配設されたロータ8、ロータ8に設けられた複数枚の回転翼9、排気口6側(ねじ溝式ポンプ部)に設けられたロータ円筒部10などから構成されている。なお、シャフト7及びロータ8によってロータ部が構成されている。
各回転翼9は、シャフト7の軸線に垂直な平面から所定の角度だけ傾斜してシャフト7から放射状に伸びたブレードからなる。
また、ロータ円筒部10は、ロータ8の回転軸線と同心の円筒形状をした円筒部材である。
また、本発明の実施形態に係るロータ円筒部10には、リング状のロータ円筒部補強リング90が配設されている。
なお、本実施形態では、このロータ円筒部補強リング90を配設する方法としては、圧入、焼き嵌め(ロータ円筒部補強リング90を温めて広げ、熱膨張の差を利用してロータ円筒部10へ入れる)、ロータ円筒部10を冷やしてロータ円筒部補強リング90へ入れる、接着剤を利用する、などが考え得る。
ここで、ロータ円筒部補強リング90の材料としては、ロータ円筒部10よりもヤング率が高く、且つ線膨張係数(のび)が低い材料がよく、具体的には、繊維強化複合材料(繊維強化プラスチック材、Fiber Reinforced Plastics)、ステンレス、チタンなどがある。
特に、ロータ円筒部補強リング90に繊維強化複合材料を利用する場合は、圧入を利用する場合が多い。即ち、繊維強化プラスチック材を用いて製造されたロータ円筒部補強リング90の方がロータ円筒部10よりも少し小さく製造されており、ロータ円筒部10へ圧入している。なお、繊維強化複合材料に用いられる繊維は、アラミド繊維(AFRP)、ボロン繊維(BFRP)、ガラス繊維(GFRP)や炭素繊維(CFRP)、ポリエチレン繊維(DFRP)などがある。
The rotating part is provided on the shaft 7 which is a rotating shaft, the
Each
The rotor
Further, the rotor
In this embodiment, the rotor cylindrical
Here, the material of the rotor cylindrical
In particular, when a fiber reinforced composite material is used for the rotor cylindrical
シャフト7の軸線方向中程には、シャフト7を高速回転させるためのモータ部20が設けられ、ステータコラム80に内包されている。
更に、シャフト7のモータ部20に対して吸気口4側、および排気口6側には、シャフト7をラジアル方向(径方向)に非接触で軸支するための径方向磁気軸受装置30、31、シャフト7の下端には、シャフト7を軸線方向(アキシャル方向)に非接触で支持するための軸方向磁気軸受装置40が設けられている。
A
Further, radial
外装体の内周側には、固定部が形成されている。この固定部は、吸気口4側(ターボ分子ポンプ部)に設けられた複数枚の固定翼50と、ケーシング2の内周面に設けられたねじ溝スペーサ70などから構成されている。
各固定翼50は、シャフト7の軸線に垂直な平面から所定の角度だけ傾斜して外装体の内周面からシャフト7に向かって伸びたブレードから構成されている。
各段の固定翼50は、円筒形状をした固定翼スペーサ60により互いに隔てられて固定されている。
ターボ分子ポンプ部では、固定翼50と、回転翼9とが互い違いに配置され、軸線方向に複数段形成されている。
A fixing portion is formed on the inner peripheral side of the exterior body. The fixed portion includes a plurality of fixed
Each fixed
The fixed
In the turbo molecular pump unit, the fixed
ねじ溝スペーサ70には、ロータ円筒部10との対向面にらせん溝が形成されている。
ねじ溝スペーサ70は、所定のクリアランスを隔ててロータ円筒部10の外周面に対面しており、ロータ円筒部10が高速回転すると、ターボ分子ポンプ1で圧縮されたガスがロータ円筒部10の回転に伴ってねじ溝(らせん溝)にガイドされながら排気口6側へ送出されるようになっている。即ち、ねじ溝は、ガスを輸送する流路となっている。ねじ溝スペーサ70とロータ円筒部10が所定のクリアランスを隔てて対向することにより、ねじ溝でガスを移送する気体移送機構を構成している。
なお、ガスが吸気口4側へ逆流する力を低減させるために、このクリアランスは小さければ小さいほど良い。
ねじ溝スペーサ70に形成されたらせん溝の方向は、らせん溝内をロータ8の回転方向にガスが輸送された場合、排気口6に向かう方向である。
また、らせん溝の深さは、排気口6に近づくにつれて浅くなるようになっており、らせん溝を輸送されるガスは排気口6に近づくにつれて圧縮されるようになっている。このように、吸気口4から吸引されたガスは、ターボ分子ポンプ部で圧縮された後、ねじ溝式ポンプ部で更に圧縮されて排気口6から排出される。
このように構成されたターボ分子ポンプ1により、ターボ分子ポンプ1に配設される真空室(図示しない)内の真空排気処理を行うようになっている。
A spiral groove is formed in the
The
In addition, in order to reduce the force by which the gas flows backward to the intake port 4, the smaller the clearance, the better.
The direction of the spiral groove formed in the
Further, the depth of the spiral groove becomes shallower as it approaches the exhaust port 6, and the gas transported through the spiral groove is compressed as it approaches the exhaust port 6. As described above, the gas sucked from the intake port 4 is compressed by the turbo molecular pump unit, further compressed by the thread groove type pump unit, and discharged from the exhaust port 6.
The turbo
(ii−1)第1実施形態
(ロータ円筒部補強リングの位置決め構造)
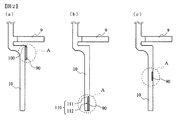
図2は、本発明の第1実施形態に係る位置決め構造Aを有するロータ円筒部10の拡大図である。
図2の各図に示したように、本発明の第1実施形態に係るターボ分子ポンプ1では、ロータ円筒部10にロータ円筒部補強リング90の位置を決める(即ち、ロータ円筒部10にロータ円筒部補強リング90を固定する)位置決め構造Aを有する。
図2(a)は、本発明の第1実施形態に係る位置決め構造Aが、ロータ円筒部10の上部に配設される場合を示した図である。この場合、ロータ円筒部補強リング90はロータ円筒部10の上部(吸気口4側)に配設される。
より具体的には、本発明の第1実施形態に係る位置決め構造Aには、ロータ円筒部10の回転翼9に対面する側の一部がロータ円筒部10の下部(排気口6側)へのびる側面に対して突出した突起部100が形成されている。
上述した構成により、本発明の第1実施形態に係るターボ分子ポンプ1では、ロータ円筒部補強リング90を有し、更に、ロータ円筒部補強リング90を固定する位置決め構造Aとして突起部100を有しているので、ターボ分子ポンプ1のロータ8やロータ円筒部10に生じた亀裂の進行を低減させ、ロータ8(ロータ円筒部10)が分割するのを抑えることができる。更に、嵌め合い作業時の位置決めが容易になり組立性を向上させることができる。
(Ii-1) First embodiment (positioning structure of rotor cylindrical portion reinforcing ring)
FIG. 2 is an enlarged view of the rotor
As shown in each drawing of FIG. 2, in the turbo
FIG. 2A is a view showing a case where the positioning structure A according to the first embodiment of the present invention is disposed on the upper portion of the rotor
More specifically, in the positioning structure A according to the first embodiment of the present invention, a part of the rotor
With the above-described configuration, the turbo
図2(b)は、本発明の第1実施形態に係る位置決め構造Aが、ロータ円筒部10の下部に配設される場合を示した図である。この場合、ロータ円筒部補強リング90はロータ円筒部10の下部(排気口6側)に配設される。
より具体的には、本発明の第1実施形態に係る位置決め構造Aには、ロータ円筒部10の下部(排気口6側)に、長外径部111と短外径部112とにより形成された段差部110が形成されている(外径寸法変化部)。なお、長外径部111及び短外径部112の外径とは、共にロータ円筒部10の外径を意味している。
また、ターボ分子ポンプ1では、バランス修正のための質量を付加するために接着剤などを利用する場合がある。図2(b)に示したような、ロータ円筒部補強リング90をロータ円筒部10の下部に配設する構成であれば、当該ロータ円筒部補強リング90をおもりとして、削るなどしてバランス調整(修正)に利用してもよい。
上述した構成により、本発明の第1実施形態に係るターボ分子ポンプ1では、ロータ円筒部補強リング90を有し、更に、ロータ円筒部補強リング90を固定する位置決め構造Aとして段差部110を有しているので、ターボ分子ポンプ1のロータ8やロータ円筒部10に生じた亀裂の進行を低減させ、ロータ8(ロータ円筒部10)が分割するのを抑えることができる。更に、嵌め合い作業時の位置決めが容易になり組立性を向上させることができる。また、バランスの修正を行うことができる。
FIG. 2B is a view showing a case where the positioning structure A according to the first embodiment of the present invention is disposed in the lower portion of the rotor
More specifically, the positioning structure A according to the first embodiment of the present invention is formed by a long
Further, in the turbo
With the above-described configuration, the turbo
図2(c)は、本発明の第1実施形態に係る位置決め構造Aが、ロータ円筒部10における上部(図2:a)と下部(図2:b)の間に配設される場合を示した図である。
このように、ロータ円筒部補強リング90は、ロータ円筒部10の上部又は下部に限ることなく、ロータ円筒部10の中段(即ち、上部(図2:a)と下部(図2:b)の間)に配設される構成にしてもよい。
FIG. 2C shows a case where the positioning structure A according to the first embodiment of the present invention is disposed between the upper part (FIG. 2: a) and the lower part (FIG. 2: b) of the rotor
Thus, the rotor cylindrical
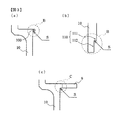
また、上述した第1実施形態に係る位置決め構造Aの各々に対して、更に、図3に示したように、応力集中の発生を低減させるために以下のような構造にすることができる。
(第1実施形態の変形例1)
図3(a)及び(b)は、本発明の第1実施形態の変形例1に係る位置決め構造Bを有するロータ円筒部10の拡大図である。
本発明の第1実施形態の変形例1では、本発明の第1実施形態に係る位置決め構造Aが突起部100である場合に、図3(a)に示すように、当該突起部100とロータ円筒部10の排気口6側へのびる側面とで形成されるスミ部Sを滑らかな位置決め構造Bの構成にする。つまり、急な段差が生じないように、突起部100の最端部分(即ち、ロータ円筒部10の外径が最も大きいところ)からロータ円筒部10にかけて曲線で構成する(R形状にする)。
一方、本発明の第1実施形態に係る位置決め構造Aが段差部110である場合には、図3(b)に示すように、長外径部111の排気口側6の面と短外径部112とで形成されるスミ部Sを滑らかな位置決め構造Bの構成にする。つまり、急な段差が生じないように、長外径部111から短外径部112にかけての角を曲線で構成する(R形状にする)。
上述した構成により、本発明の第1実施形態の変形例1に係る位置決め構造Bを有するターボ分子ポンプ1では、突起部100又は段差部110のスミ部SにはR形状が設けてあるので、応力集中の発生を低減させることができる。
Further, as shown in FIG. 3, each of the positioning structures A according to the first embodiment described above can be configured as follows in order to reduce the occurrence of stress concentration.
(
3A and 3B are enlarged views of the rotor
In
On the other hand, when the positioning structure A according to the first embodiment of the present invention is the stepped
With the above-described configuration, in the turbo
(第1実施形態の変形例2)
図3(c)は、本発明の第1実施形態の変形例2に係る位置決め構造Cを有する回転翼9及びロータ円筒部10の拡大図である。
本発明の第1実施形態の変形例2では、図3(c)に示すように、本発明の第1実施形態に係る位置決め構造A、又は、第1実施形態の変形例1に係る位置決め構造Bと、ターボ分子ポンプ1の回転翼9の最下段のブレード(回転翼)が一体となった構造になっている。つまり、ロータ円筒部補強リング90を、回転翼9の最下段の底面に接触させて配設しており、回転翼9のブレード自体が突起部100を兼ねた構成である。
上述した構成により、本発明の第1実施形態の変形例2に係る位置決め構造Cを有するターボ分子ポンプ1では、回転翼9の最下段ブレードが突起部100と一体になってロータ円筒部補強リング90の位置決めを行うので、嵌め合い作業の位置決めが可能になる。
また、上述したスミ部SにR形状を設ける構成にする場合(即ち、位置決め構造Bにこの構成を適用させる場合)は、更に、応力集中の発生を低減させることができる。
(Modification 2 of the first embodiment)
FIG.3 (c) is an enlarged view of the
In the second modification of the first embodiment of the present invention, as shown in FIG. 3C, the positioning structure A according to the first embodiment of the present invention or the positioning structure according to the first modification of the first embodiment. B and the lowermost blade (rotary blade) of the
With the above-described configuration, in the turbo
In addition, when the above-described Sumi portion S is configured to have an R shape (that is, when this configuration is applied to the positioning structure B), the occurrence of stress concentration can be further reduced.
なお、上述した第1実施形態及び各変形例では、ロータ円筒部補強リング90及び位置決め構造(A、B、又はC)の配設位置はロータ円筒部10の上部(吸気口4側)又は下部(排気口6側)としたが、これに限ることはない。ロータ円筒部10の側面であればどこでも配設可能であり、例えば、ロータ円筒部10における中央部や全面であってもよい。或いは、回転翼9の外周に配設してもよい。
また、真空ポンプがロータ円筒部10側にねじ溝を設けるタイプであれば、ロータ円筒部補強リング90にねじ溝を形成させる構成にすることもできる。
In the first embodiment and each modification described above, the rotor cylindrical
Further, if the vacuum pump is a type in which a screw groove is provided on the rotor
(ii−2)第2実施形態
(ロータ円筒部にテーパを設ける)
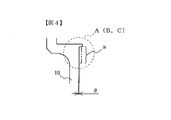
図4は、本発明の第2実施形態に係るロータ円筒部10の拡大図である。
本発明の第2実施形態では、図4に示したように、第1実施形態に係る位置決め構造A〜Cの少なくともいずれか1を備えるターボ分子ポンプ1のロータ円筒部10の排気口6側には、テーパ形状(テーパθ)を設ける。
なお、本発明の第2実施形態に係るテーパθは、寸法管理及び作業の再現性を良好にするために、位置決め構造A〜Cにおける嵌め合い部αは平ら形状にする構成にした。しかしながら、これに限ることはなく、ロータ円筒部10の側面全面にわたってテーパθを形成させる構成にすることも可能である。その場合は、ロータ円筒部補強リング90にも、当該ロータ円筒部補強リング90がロータ円筒部10と接触する部分(即ち、ロータ円筒部補強リング90の内径側の側面)にテーパ形状を設けることが望ましい。
上述した構成により、本発明の第2実施形態に係るターボ分子ポンプ1では、円筒ロータ部10の排気口6側からロータ円筒部補強リング90を挿入して嵌合させる場合に、ロータ円筒部10の排気口6側にテーパ形状(テーパθ)が形成されているので、当該嵌め合い作業が容易になる。また、更に、位置決め構造A〜Cにおける嵌め合い部αを平ら形状に構成することで、寸法管理や作業の再現性を向上させることができ、ロータ円筒部補強リング90をロータ円筒部10に、より確実に固定させることができる。
(Ii-2) 2nd Embodiment (providing a taper in a rotor cylindrical part)
FIG. 4 is an enlarged view of the rotor
In the second embodiment of the present invention, as shown in FIG. 4, on the exhaust port 6 side of the rotor
Note that the taper θ according to the second embodiment of the present invention has a configuration in which the fitting portion α in the positioning structures A to C is flat in order to improve dimensional management and work reproducibility. However, the present invention is not limited to this, and the taper θ may be formed over the entire side surface of the rotor
With the above-described configuration, in the turbo
(ii−3)第3実施形態
(ねじ溝スペーサにロータ円筒部補強リングの形状に合わせたクリアランス一定構造)
図5は、本発明の第3実施形態に係る、ロータ円筒部補強リング90に所定の強度を確保しつつ、クリアランス一定構造を兼ね備えた構造D、構造E、及び構造Fを説明するための図である。
本発明の第3実施形態に係るターボ分子ポンプ1は、ロータ円筒部補強リング90に所定の強度を確保しつつ、ロータ円筒部10(即ち、ロータ円筒部補強リング90が嵌め合わされた部分)とねじ溝スペーサ70とのクリアランスが広がるのを抑止させるために、当該クリアランスを一定に保つクリアランス一定構造を備える。
図5(a)は、本発明の第3実施形態に係る構造Dを説明する図である。
具体的には、本発明の第3実施形態に係る構造Dは、ロータ円筒部10の吸気口4側に形成された、ロータ円筒部10に強度を確保するために所定の断面積をもつロータ円筒部補強リング90と、前記ロータ円筒部補強リング90の外径変化に合わせて、ねじ溝スペーサ70に形成されたねじ溝スペーサ段差部700とで構成される。
本発明の第3実施形態の構造Dに係るロータ円筒部補強リング90及びねじ溝スペーサ段差部700は、突起部100により位置決めされたロータ円筒部補強リング90とねじ溝スペーサ70との間のクリアランスを一定に保つよう形成される。より詳しくは、ねじ溝スペーサ段差部700は、ねじ溝スペーサ70における内径が大きく形成された長内径部701と、当該ねじ溝スペーサ70における内径が長内径部701よりも小さく形成された短内径部702とで形成される。
この構成により、図5(a)に示したように、ロータ円筒部補強リング90は、断面積又は体積を大きくすることができるので、例えばチタンなどの高価な材料を用いずとも、所定の強度を持つことが出来る。また、ねじ溝スペーサ段差部700は、突起部100により位置決めされたロータ円筒部補強リング90とねじ溝スペーサ70との間のクリアランスを一定に保つ役割を果たし、真空ポンプの排気性能を低下させないことが可能になる。
なお、長内径部701とロータ円筒部補強リング90で形成されるクリアランスと、短内径部702とロータ円筒部10とで形成されるクリアランスは、等しくなるように形成されていることが好ましい。
続いて、図5(b)は、本発明の第3実施形態に係る構造Eを説明する図である。
具体的には、本発明の第3実施形態に係る構造Eは、ロータ円筒部10の吸気口4側に形成された、ロータ円筒部10に排気口側に行くに従い外径が段々と変化するロータ円筒部補強リング90と、前記ロータ円筒部補強リング90の外径変化に合わせた、ねじ溝スペーサ70に形成されたねじ溝スペーサ段差部700とで構成される。
本発明の第3実施形態の構造Eに係るロータ円筒部補強リング90及びねじ溝スペーサ段差部700は、突起部100により位置決めされたロータ円筒部補強リング90とねじ溝スペーサ70との間のクリアランスを一定に保つよう形成される。より詳しくは、ロータ円筒部補強リング90の外径を吸気口4側から排気口6側に向かって次第に小さくなるように変化させる。その変化に合わせ、ねじ溝スペーサ70に形成された内径部を721、722、723と次第に変化する構成する。
この構成により、図5(b)に示したように、ロータ円筒部補強リング90の強度を確保しつつ、ねじ溝スペーサ段差部700は、突起部100により位置決めされたロータ円筒部補強リング90とねじ溝スペーサ70との間のクリアランスを一定に保つことが出来る。
なお、長内径部701とロータ円筒部補強リング90で形成されるクリアランスと、短内径部702とロータ円筒部10とで形成されるクリアランスは、等しくなるように形成されていることが好ましい。
また、ロータ円筒部補強リング90及びねじ溝スペーサ段差部700の構造は、構造Eでは、ロータ円筒部補強リング92及び段状内径部720が有する段差は3段階としたが、これに限られることはない。
また、図5(c)で示す構造Fのように、段差部分をテーパ構造にしても良い。
なお、本発明の第3実施形態に係る構造D、構造E、構造Fのクリアランスは、諸条件を鑑みて、通常、0.1mm〜0.5mm程度の範囲で設定している。
(Ii-3) Third Embodiment (Constant Clearance Structure Matching the Shape of Rotor Cylindrical Reinforcing Ring to Thread Groove Spacer)
FIG. 5 is a diagram for explaining the structures D, E, and F having a constant clearance structure while ensuring a predetermined strength in the rotor cylindrical
The turbo
FIG. 5A is a view for explaining a structure D according to the third embodiment of the present invention.
Specifically, the structure D according to the third embodiment of the present invention has a rotor having a predetermined cross-sectional area, which is formed on the intake port 4 side of the rotor
The rotor cylindrical
With this configuration, as shown in FIG. 5A, the rotor cylindrical
The clearance formed by the long
Subsequently, FIG. 5B is a diagram illustrating a structure E according to the third embodiment of the present invention.
Specifically, in the structure E according to the third embodiment of the present invention, the outer diameter gradually changes toward the exhaust cylinder side of the
The rotor cylindrical
With this configuration, as shown in FIG. 5B, the thread groove spacer stepped
The clearance formed by the long
Further, in the structure E of the rotor cylindrical
Further, as in the structure F shown in FIG. 5C, the stepped portion may be a tapered structure.
Note that the clearances of the structures D, E, and F according to the third embodiment of the present invention are usually set in a range of about 0.1 mm to 0.5 mm in view of various conditions.
本発明の第3実施形態の構造Dでは、形成される領域を吸気口4側としたが、これに限られることはない。
図6は、第3実施形態の構造Dが、ロータ円筒部10における軸方向下側(排気口6側)にある場合を説明するための図である。
例えば、図6に示したように、ロータ円筒部10における軸方向下側にロータ円筒部補強リング90を配設する場合は、上述した軸方向上側(吸気口4側)に配設する場合と比べると、ねじ溝スペーサ段差部700における長内径部701と短内径部702の位置が入れ替わる構成にすればよい。
In the structure D of the third embodiment of the present invention, the region to be formed is the inlet 4 side, but is not limited thereto.
FIG. 6 is a view for explaining a case where the structure D of the third embodiment is on the lower side in the axial direction (exhaust port 6 side) in the rotor
For example, as shown in FIG. 6, when the rotor cylindrical
上述した構成により、本発明の第3実施形態に係るターボ分子ポンプ1では、ロータ円筒部補強リング(90、91、92)に所定の断面積をもたせ、強度を確保しつつ、ロータ円筒部10とねじ溝スペーサ70とのクリアランスが増加することなく当該クリアランスを一定に保つことができるので、排気性能の低下を防ぐことができる。
なお、ガスが吸気口4側へ逆流する力を低減させるために、このクリアランスは小さければ小さいほど良い。
With the above-described configuration, in the turbo
In addition, in order to reduce the force by which the gas flows backward to the intake port 4, the smaller the clearance, the better.
(ii−4)第4実施形態
(ロータ円筒部補強リングの変形例:内周側に嵌め合い簡易化構造を設ける)
図7(a)〜(c)は、本発明の第4実施形態に係るロータ円筒部補強リング90a、90b、90cを説明するための図である。
本発明の第4実施形態に係るターボ分子ポンプ1では、ロータ円筒部10に位置決めされるロータ円筒部補強リング90は、ロータ円筒部10とロータ円筒部補強リング90とを嵌め合わせる嵌め合い作業をし易くするための嵌め合い簡易構造を備える。
なお、以下の説明では、上述したロータ円筒部補強リング90(図2)の図を基にロータ円筒部補強リング90a〜90cを説明するが、上述したロータ円筒部補強リング91及び92に適用することも可能である。
図7(a)には、嵌め合い簡易構造として、吸気口4側に配設される方の内周側にC面取りLが施されたロータ円筒部補強リング90aが図示されている。
図7(b)には、嵌め合い簡易構造として、吸気口4側に配設される方の内周側にR形状Mが施されたロータ円筒部補強リング90bが図示されている。
図7(c)には、嵌め合い簡易構造として、内周側において吸気口4側から排気口6側に向かってテーパ形状Nが形成されたロータ円筒部補強リング90cが図示されている。
(Ii-4) Fourth Embodiment (Modified Example of Rotor Cylindrical Reinforcing Ring: Fits on Inner Peripheral Side to Provide Simplified Structure)
7A to 7C are views for explaining rotor cylindrical
In the turbo
In the following description, the rotor cylindrical
FIG. 7 (a) shows a rotor cylindrical
FIG. 7 (b) shows a rotor cylindrical
FIG. 7C illustrates a rotor cylindrical
また、本第4実施形態は、上述した第1実施形態、第2実施形態、又は第3実施形態と組み合わせることが可能である。
なお、本第4実施形態と第1実施形態における位置決め構造Bとを組み合わせる場合(即ち、ロータ円筒部補強リング90bと位置決め構造Bのスミ部Sとの両方にR形状(曲線)を設ける場合)は、ロータ円筒部補強リング90bに形成されるR形状は、対面する位置決め構造Bのスミ部Sに形成されるR形状よりも大きくすることが好ましい。
In addition, the fourth embodiment can be combined with the first embodiment, the second embodiment, or the third embodiment described above.
When the positioning structure B according to the fourth embodiment and the first embodiment is combined (that is, when an R shape (curve) is provided in both the rotor cylindrical
(ii−5)第5実施形態
(ロータ円筒部補強リングの変形例:外周に流線形状を設ける)
図8は、本発明の第5実施形態に係るロータ円筒部補強リング90dを説明するための図である。
図8には、排気性能の低下を防止する構造として、外周側における軸線下側(排気口6側)の外径が小さくなった流線形状Oが形成されたロータ円筒部補強リング90dが図示されている。より詳しくは、吸気口4から移送されてくる気体の流れに沿った形状になるように切断(除去)されている。この構成では、嵌め込まれた際に流路面積を狭め、コンダクタンス(ガスの流れやすさ)が低下することを抑制する事ができる。
なお、上述した第4実施形態のロータ円筒部補強リング90a〜90c及び、第5実施形態のロータ円筒部補強リング90d、及び91、92を含むロータ円筒部補強リングの構成は、各々組み合わせてもよい。
このように、第5実施形態に係るターボ分子ポンプ1では、コンダクタンスの低下を防止する構造を備えているので、ロータ円筒部補強リングの強度を確保しつつ、ポンプの排気性能が低下することを防ぐことができる。
また、他の効果として、このように軸線下側(排気口6側)の外径が小さくなった構造にする事で、ロータ8が外乱等で変動した際に、ねじ溝スペーサ70等の固定部と接触することを低減させることができる。
(Ii-5) Fifth embodiment (variation example of rotor cylindrical portion reinforcing ring: a streamline shape is provided on the outer periphery)
FIG. 8 is a view for explaining a rotor cylindrical portion reinforcing ring 90d according to a fifth embodiment of the present invention.
FIG. 8 shows a rotor cylindrical portion reinforcing ring 90d in which a streamline shape O having a reduced outer diameter on the outer peripheral side (exhaust port 6 side) is formed as a structure for preventing a reduction in exhaust performance. Has been. More specifically, it is cut (removed) so as to have a shape along the flow of the gas transferred from the intake port 4. With this configuration, when fitted, the flow path area can be narrowed, and a decrease in conductance (ease of gas flow) can be suppressed.
The configurations of the rotor cylindrical portion reinforcing rings including the rotor cylindrical
As described above, since the turbo
As another effect, the outer diameter of the lower axis (exhaust port 6 side) is reduced in this way, so that when the
以上説明した第1実施形態〜第5実施形態は、各々組み合わせることで様々なタイプの位置決め構造を構成することができる。 The first to fifth embodiments described above can be combined to form various types of positioning structures.
(ii−6)第6実施形態
(ねじ溝スペーサを縦割りの分割構造にする)
図9及び図10は、本発明の第6実施形態に係る分割構造を説明するための図である。
本発明の第6実施形態は、一例として、上述した本発明の実施形態のうち、第3実施形態の位置決め構造D(図6)を用いて説明する。
図9は、ロータ円筒部補強リング90と位置決め構造Dとが配設されターボ分子ポンプ1を示した図である。
ここで、図9に示したように、ロータ円筒部補強リング90の外径がねじ溝スペーサ70の内径よりも大きく構成されている。そのため、この構成では、ロータ8を軸線上方(吸気口4側)から組み立てようとすると、ロータ円筒部補強リング90と、位置決め構造Dを構成するねじ溝スペーサ段差部700の短内径部702とが干渉し合う干渉部分Iが形成される。このため、ねじ溝スペーサ70の組み立て方法は制限される。
したがって、ロータ8を組み付けた後にロータ円筒部補強リング90を配設しなければならなくなる。すると、圧入や焼き嵌めといった作業が非常に困難になる。なお、ロータ円筒部補強リング90をロータ円筒部10に配設した後に組み立てた方が作業効率はよい。
そこで、本発明の第6実施形態では、図10に示したように、ねじ溝スペーサ70を縦に分割した分割ねじ溝スペーサ71の構成にする。
本発明の第6実施形態に係る分割ねじ溝スペーサ71であれば、上述した干渉部分Iがあっても、外周側から組み立てることが可能になるので干渉が起こらない。なお、分割については、ねじ溝式ポンプ部において、少なくとも一部分が縦割りになっていればよい(例えば、半円分割、複数等分分割、など)。
この際、分割したねじ溝スペーサ71の隙間から、ガスが漏れ、ポンプの排気性能が低下するといったことが考えられるが、ねじ溝スペーサ71の外周部にOリングなどのシール部材を設けたりする事で、ポンプ性能の低下は防止する事が可能となる。
また、本第6実施形態では、一例として第1実施形態と第3実施形態の組合せを用いたが、これに限ることはなく、位置決め構造がロータ円筒部10の排気口6側に設けられている構成であれば、他の様々な組み合わせの構成に対応可能である。
上述した構造により、ロータ円筒部補強リング90と分割ねじ溝スペーサ71との接触を防止することができるので、ロータ円筒部補強リング90の配設位置にかかわらず組み立てを容易に行うことが可能になる。
(Ii-6) Sixth Embodiment (The thread groove spacer has a vertically divided structure)
9 and 10 are diagrams for explaining a divided structure according to the sixth embodiment of the present invention.
As an example, the sixth embodiment of the present invention will be described using the positioning structure D (FIG. 6) of the third embodiment of the above-described embodiments of the present invention.
FIG. 9 is a view showing the turbo
Here, as shown in FIG. 9, the outer diameter of the rotor cylindrical
Therefore, the rotor cylindrical
Therefore, in the sixth embodiment of the present invention, as shown in FIG. 10, the
With the split
At this time, it is conceivable that gas leaks from the gap between the divided
In the sixth embodiment, the combination of the first embodiment and the third embodiment is used as an example. However, the present invention is not limited to this, and the positioning structure is provided on the exhaust port 6 side of the rotor
With the above-described structure, the contact between the rotor cylindrical
図11は、本発明の実施形態に係るねじ溝式ポンプの概略構成例(断面図)を示した図である。
上述した各実施形態(1〜6)では、真空ポンプの一例としてターボ分子ポンプ1を用いて説明したが、第1実施形態の変形例2を除き、図11に示すねじ溝式ポンプ1000に適用することも可能である。
FIG. 11 is a diagram showing a schematic configuration example (cross-sectional view) of the thread groove type pump according to the embodiment of the present invention.
In each of the above-described embodiments (1 to 6), the turbo
1 ターボ分子ポンプ
2 ケーシング
3 ベース
4 吸気口
5 フランジ部
6 排気口
7 シャフト
8 ロータ
9 回転翼
10 ロータ円筒部
20 モータ部
30、31 径方向磁気軸受装置
40 軸方向磁気軸受装置
50 固定翼
60 固定翼スペーサ
70 ねじ溝スペーサ
71 分割ねじ溝スペーサ
700 ねじ溝スペーサ段差部
701 長内径部(ねじ溝スペーサ)
702 短内径部(ねじ溝スペーサ)
710 漸減内径部(ねじ溝スペーサ)
711 漸減長内径部(ねじ溝スペーサ)
712 短内径部(ねじ溝スペーサ)
720 段状内径部(ねじ溝スペーサ)
721 長内径部(ねじ溝スペーサ)
722 長内径部(ねじ溝スペーサ)
723 長内径部(ねじ溝スペーサ)
80 ステータコラム
90 ロータ円筒部補強リング
91 ロータ円筒部補強リング
92 ロータ円筒部補強リング
90a ロータ円筒部補強リング
90b ロータ円筒部補強リング
90c ロータ円筒部補強リング
90d ロータ円筒部補強リング
100 突起部(ロータ円筒部)
110 段差部(ロータ円筒部)
111 長外径部(ロータ円筒部)
112 短外径部(ロータ円筒部)
1000 ねじ溝式ポンプ
2000 ターボ分子ポンプ(従来)
2001 ロータ円筒外周部(従来)
2002 リング部材(従来)
2003 ねじ溝スペーサ(従来)
DESCRIPTION OF
702 Short inner diameter (thread groove spacer)
710 Reduced inner diameter (thread groove spacer)
711 Gradually decreasing inner diameter (thread groove spacer)
712 Short inner diameter (thread groove spacer)
720 Stepped inner diameter (Thread groove spacer)
721 Long inner diameter (thread groove spacer)
722 Long inner diameter part (Thread groove spacer)
723 Long inner diameter (thread groove spacer)
80
110 Stepped portion (rotor cylindrical portion)
111 Long outer diameter (rotor cylindrical part)
112 Short outer diameter (rotor cylindrical part)
1000 Screw
2001 Rotor cylinder outer circumference (conventional)
2002 Ring member (conventional)
2003 Thread groove spacer (conventional)
Claims (12)
前記気体移送機構は、ねじ溝スペーサと前記ロータの円筒部に形成されたねじ溝式ポンプ用ロータからなり、前記ねじ溝スペーサのみにねじ溝が形成されたねじ溝式ポンプ部を含み、前記円筒部に補強リング部材が配設され、
前記補強リング部材が前記円筒部の下端に配設されているか、又は、前記円筒部の前記補強リング部材が配設された部分より下方に、下方に行くに従って前記円筒部の前記補強リング部材が配設された部分よりも縮径するテーパ部が設けられており、
前記補強リング部材は、前記円筒部において、前記ねじ溝式ポンプ部又は該ねじ溝式ポンプ部から下側へ延長された延長部に配設され、
前記ロータは前記補強リング部材が配設される位置を設定する位置決め構造を備え、
前記位置決め構造は、
前記ロータの前記円筒部の側面に、前記補強リング部材と当接するように形成された突起部又は前記テーパ部のうち少なくともいずれか1を有することを特徴とするロータ。 A rotor that is provided inside the exterior body and is used in a gas transfer mechanism that transfers gas from an intake port to an exhaust port,
The gas transfer mechanism includes a thread groove type pump portion formed of a thread groove spacer and a thread groove type pump rotor formed in a cylindrical portion of the rotor, and includes a thread groove type pump portion in which a thread groove is formed only in the thread groove spacer. A reinforcing ring member is disposed on the part,
Or the reinforcing ring member is disposed at the lower end of the cylindrical portion, or the lower side than the reinforcing ring member is disposed portions of the cylindrical portion, said reinforcing ring member of the cylindrical portion toward the downward Is provided with a taper portion that is smaller in diameter than the portion where
It said reinforcing ring member is in said cylindrical portion, is disposed in the extension portion which is extended to the screw groove pump portion or the screw groove pump section or et lower,
The rotor includes a positioning structure for setting a position where the reinforcing ring member is disposed;
The positioning structure is
The rotor having at least one of a projecting portion and a tapered portion formed so as to contact the reinforcing ring member on a side surface of the cylindrical portion of the rotor.
前記位置決め構造は、前記回転翼の最下段の回転翼であることを特徴とする請求項7から請求項9のいずれか1項に記載の真空ポンプ。 And further including rotor blades arranged radially from the outer peripheral surface of the rotor;
The vacuum pump according to any one of claims 7 to 9 , wherein the positioning structure is a lowermost rotor blade of the rotor blade.
前記位置決め構造は、前記突起部と前記回転翼の最下段の回転翼とが一体に形成されていることを特徴とする請求項7から請求項9のいずれか1項に記載の真空ポンプ。 And further including rotor blades arranged radially from the outer peripheral surface of the rotor;
The vacuum pump according to any one of claims 7 to 9 , wherein in the positioning structure, the protrusion and the lowermost rotor blade of the rotor blade are integrally formed.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012086499A JP6594602B2 (en) | 2012-04-05 | 2012-04-05 | Rotor, vacuum pump, and vacuum pump assembly method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012086499A JP6594602B2 (en) | 2012-04-05 | 2012-04-05 | Rotor, vacuum pump, and vacuum pump assembly method |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019133928A Division JP6752945B2 (en) | 2019-07-19 | 2019-07-19 | How to assemble the rotor, vacuum pump, and vacuum pump |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013217226A JP2013217226A (en) | 2013-10-24 |
| JP2013217226A5 JP2013217226A5 (en) | 2015-05-21 |
| JP6594602B2 true JP6594602B2 (en) | 2019-10-23 |
Family
ID=49589627
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012086499A Active JP6594602B2 (en) | 2012-04-05 | 2012-04-05 | Rotor, vacuum pump, and vacuum pump assembly method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6594602B2 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6427963B2 (en) | 2014-06-03 | 2018-11-28 | 株式会社島津製作所 | Vacuum pump |
| JP7108377B2 (en) * | 2017-02-08 | 2022-07-28 | エドワーズ株式会社 | Vacuum pumps, rotating parts of vacuum pumps, and unbalance correction methods |
| JP2022074413A (en) | 2020-11-04 | 2022-05-18 | エドワーズ株式会社 | Vacuum pump |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0191096U (en) * | 1987-12-07 | 1989-06-15 | ||
| JP3160039B2 (en) * | 1991-08-22 | 2001-04-23 | エヌティエヌ株式会社 | Turbo molecular pump and rotor blade processing method |
| DE19915307A1 (en) * | 1999-04-03 | 2000-10-05 | Leybold Vakuum Gmbh | Turbomolecular friction vacuum pump, with annular groove in region of at least one endface of rotor |
| JP4133233B2 (en) * | 2002-11-06 | 2008-08-13 | 株式会社島津製作所 | Turbo molecular pump and its rotor |
| JP5577798B2 (en) * | 2010-04-02 | 2014-08-27 | 株式会社島津製作所 | Turbo molecular pump |
| CN102834620B (en) * | 2010-09-28 | 2016-03-02 | 埃地沃兹日本有限公司 | Exhaust pump |
-
2012
- 2012-04-05 JP JP2012086499A patent/JP6594602B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013217226A (en) | 2013-10-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5767636B2 (en) | Vacuum pump | |
| JP5763660B2 (en) | Exhaust pump | |
| KR102106658B1 (en) | Rotor, and vacuum pump equipped with rotor | |
| US20150192140A1 (en) | Composite Housing with a Metallic Flange for the Compressor of an Axial Turbomachine | |
| WO2012105116A1 (en) | Rotating body of vacuum pump, fixed member placed to be opposed to same, and vacuum pump provided with them | |
| KR101883026B1 (en) | Vacuum pump and rotor therefor | |
| JP5062257B2 (en) | Turbo molecular pump | |
| JP6594602B2 (en) | Rotor, vacuum pump, and vacuum pump assembly method | |
| JP6288516B2 (en) | Impeller and rotating machine | |
| JP2006046074A (en) | Vacuum pump | |
| US20150176421A1 (en) | Final-Stage Internal Collar Gasket Of An Axial Turbine Engine Compressor | |
| JP6752945B2 (en) | How to assemble the rotor, vacuum pump, and vacuum pump | |
| WO2008035497A1 (en) | Vacuum pump and flange | |
| JP5664253B2 (en) | High vacuum pump | |
| JP6758865B2 (en) | Vacuum pump | |
| KR101980405B1 (en) | Vacuum pump | |
| JP6047091B2 (en) | Rotor and vacuum pump | |
| CN111692106A (en) | Vacuum pump, method for fixing vacuum pump, outer package, auxiliary flange, and conversion flange | |
| JP5577798B2 (en) | Turbo molecular pump | |
| JP6393978B2 (en) | Turbo molecular pump | |
| JP6119251B2 (en) | Turbo molecular pump | |
| KR102492461B1 (en) | Vacuum pump | |
| JP2012219631A (en) | Turbo-molecular pump | |
| JP2015206346A (en) | vacuum pump |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150331 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150331 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160404 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20160530 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160803 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170118 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20170317 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170510 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170728 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20170912 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171122 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20171204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180305 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20180313 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20180511 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190306 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190719 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190925 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6594602 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |