JP6573365B2 - PRINTING OBJECT TRANSFER METHOD, AND MANUFACTURING METHOD FOR DECORATIVE WITH TRANSFER PRINTING OBJECT - Google Patents
PRINTING OBJECT TRANSFER METHOD, AND MANUFACTURING METHOD FOR DECORATIVE WITH TRANSFER PRINTING OBJECT Download PDFInfo
- Publication number
- JP6573365B2 JP6573365B2 JP2015075400A JP2015075400A JP6573365B2 JP 6573365 B2 JP6573365 B2 JP 6573365B2 JP 2015075400 A JP2015075400 A JP 2015075400A JP 2015075400 A JP2015075400 A JP 2015075400A JP 6573365 B2 JP6573365 B2 JP 6573365B2
- Authority
- JP
- Japan
- Prior art keywords
- transfer
- adhesive
- layer
- pot
- printing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Description
この発明は、例えば、木材、木粉(木片)と樹脂との混合物等のように、表面に比較的大きな凹凸を有した被転写物を対象に、この被転写物の表面に、紙に印刷された図柄、写真、文字等の印刷対象物を転写する印刷対象物転写方法、及び被転写物である装飾物の表面に、このような印刷対象物が転写により描写された転写印刷対象物付き装飾物に関する。 The present invention is intended for printing on a surface of a material to be transferred such as a mixture of wood, wood powder (wood piece) and resin, etc. having relatively large irregularities on the surface. Printing object transfer method for transferring printed objects such as designs, photographs, characters, etc., and a transfer printing object on which the printing object is depicted by transfer on the surface of a decorative object as a transfer object Related to decorations.
サボテンや多肉植物、ポトス等の観葉植物は、インテリアの一部になるほか、人を和ます寛ぎ空間を演出する等の特有な効果を有しており、その観葉植物の鑑賞を楽しむ人が近年、増加している。その中には、観葉植物を植えた植木鉢を専用の鉢ケースに入れた観葉植物全体を、装飾物として、室内に配置する人もいる。このような鉢ケースは、観葉植物が映えるよう、例えば、ケース外面をパステルカラーで塗装されたものや、シール貼付またはペイントにより図柄をケース外面に描写したもの等、種々のデザインで形成されている。特に、レトロ調、アンティーク調で比較的ぼやけた様相でペイントした図柄を描写した木製の鉢ケースは、愛好家の間で広く支持されている。 Foliage plants such as cactus, succulents, and pothos are part of the interior and have unique effects such as creating a relaxing space that softens people. ,It has increased. Among them, there are people who place the whole houseplant in which a flowerpot planted with a houseplant is put in a dedicated pot case as a decoration in the room. Such a pot case is formed with various designs such as those in which the outer surface of the case is painted in pastel colors, or in which the design is depicted on the outer surface of the case by sticking or painting a sticker so that the foliage plants can shine. . In particular, wooden bowl cases depicting designs painted in a relatively blurry manner in retro and antique styles are widely supported by enthusiasts.
他方、特許文献1は、インクジェットプリンタにより印刷されたカラー画像を、プリント用紙以外の被転写素材に自由に転写する技術について、開示されている。この技術では、紙基材の表面上に、水溶性糊料、接着剤層、合成樹脂層、及び吸水性樹脂層をこの順で積層した第1転写用紙と、シート状基材の表面上に、剥離層と熱可塑性樹脂層を、この順で積層した第2転写用紙とが用いられる。カラー画像は、第1転写用紙の吸水性樹脂層に描写され、描写後、第1転写用紙の合成樹脂層と第2転写用紙の熱可塑性樹脂層とが、重合して加熱圧着される。そして、第1転写用紙の水溶性糊料に水を含侵させ、紙基材と接着剤層とを分離した後、第1転写用紙の接着剤層が被転写素材の表面に重合し圧着される。第2転写用紙では、剥離層と共にシート状基材が、熱可塑性樹脂層から剥離される。
On the other hand,
特許文献1では、第1転写用紙のうち、接着剤層、合成樹脂層、及び吸水性樹脂層を、何れも透明な材料で形成し、第2転写用紙の熱可塑性樹脂層を白色の材料で形成すると、カラー画像が、被転写素材に透かして転写できる。また、第1転写用紙の合成樹脂層を白色の材料で形成し、第2転写用紙の熱可塑性樹脂層を透明な材料で形成すると、このカラー画像は、非透明な濃色の被転写素材にも転写できる。被転写素材に転写された受像では、プリンタにより印刷されたカラー画像の美しさが、そのまま鮮明に保たれている。
In
しかしながら、特許文献1の技術では、被転写素材に転写するカラー画像を印刷するのにあたり、汎用性の高い市販の普通紙が使用できず、専用の第1転写用紙を用いる必要があるため、この技術はコスト高である。加えて、木材等のように、表面に比較的大きな凹凸のある材質で形成した鉢ケースに、特許文献1の転写技術で図柄を描写すると、画像インクが適切な状態で付着できない虞や、ケースに転写した図柄に歪みが生じてしまう虞がある。
However, in the technique of
また、パーソナル・コンピュータ(通称「パソコン」)やこれに接続するプリンタが、広く普及している今日では、好みの図柄が、パソコンからプリンタに自由に出力して印刷できるため、鉢ケースを販売する店頭で、好みの図柄を描写した木製のオリジナル鉢ケースを、簡単かつ安価に創作できるよう、その技術開発が、観葉植物の愛好家から強く望まれていた。特許文献1の技術では、インクジェットプリンタにより第1転写用紙に印刷されるカラー画像は、美しく鮮明な画質であるが、その画質状態が維持されたまま、このカラー画像は、被転写素材に移動して描写されてしまう。そのため、前述した愛好家の要望を満たすのに、特許文献1の技術では、例えば、おぼろげな画質、セピア調の画質、アンティーク調の画質等のような、温かみのある視覚を与える表現で図柄を、凹凸の大きい木製の鉢ケースに描写することは、技術的に困難を伴う。他方、おぼろげな画質、セピア調の画質、アンティーク調等の図柄が、シールの貼付やペイントにより、凹凸の大きいケース表面に描写されていても、温かみのある手触り感と視覚は人に伝わり難い。
In addition, personal computers (commonly known as “personal computers”) and printers connected to them are now widely used, and since the favorite designs can be printed and output freely from a personal computer to a printer, bowl cases are sold. The technical development of the houseplants was strongly desired by shoppers so that they could easily and inexpensively create original wooden bowl cases depicting their favorite designs at the store. In the technique of
本発明は、上記問題点を解決するためになされたものであり、比較的大きな凹凸を有する面形状の被転写物に、印刷対象物を転写して描写する場合でも、紙に印刷された好みの印刷対象物を、安価かつ簡単に、風合いを持たせて被転写物に転写することができる印刷対象物転写方法、及びこのような印刷対象物が転写された転写印刷対象物付き装飾物を提供することを目的とする。 The present invention has been made in order to solve the above-described problems. Even when a print object is transferred and depicted on a surface-shaped transfer object having relatively large unevenness, the preference printed on paper is preferred. A printing object transfer method capable of transferring a printing object to a transfer object with a texture at low cost and easily, and a decorative object with a transfer printing object to which such a printing object is transferred The purpose is to provide.
上記課題を解決するためになされた本発明の一態様は、入力側基材として紙材の表面上に、プリンタにより印刷された印刷対象物を、該印刷対象物の出力先である被転写物の表面に重ね合わせて転写する印刷対象物転写方法において、前記入力側基材は、水溶性糊が乾燥した糊硬化層を前記紙材の表面に積層したものであり、前記印刷対象物は、前記糊硬化層の外側表面上に印刷されていること、前記印刷対象物をなす色剤が、前記糊硬化層に対し、滲まない性状であること、前記色剤を吸着可能とする接着剤が前記被転写物の表面に塗布され、前記印刷対象物を、前記接着剤による接着層の外側表面に重ね合わせて密着させること、前記印刷対象物の密着後、水の浸透により前記糊硬化層が軟化した剥離層を形成し、前記剥離層と前記接着層との間で、前記紙材を剥離すること、前記剥離層にある前記印刷対象物の前記色剤が、前記接着層による接着力により、前記剥離層から前記接着層に吸着されて転写されること、を特徴とする。 In one embodiment of the present invention made to solve the above-described problem, a print object printed by a printer on a surface of a paper material as an input-side base material is a transfer target that is an output destination of the print object. In the printing object transfer method for transferring and superimposing on the surface of the substrate, the input-side base material is obtained by laminating a paste-cured layer in which water-soluble glue is dried on the surface of the paper material. An adhesive that is printed on the outer surface of the glue-hardened layer, that the colorant that forms the printing object does not bleed on the glue-hardened layer, and that can adsorb the colorant. The paste cured layer is applied to the surface of the transfer object, and the print object is adhered to the outer surface of the adhesive layer formed by the adhesive, and the adhesive cured layer is adhered to the print object and then penetrated with water. Forming a softened release layer and bonding with the release layer The colorant of the printing object in the release layer is adsorbed from the release layer and transferred to the adhesive layer by the adhesive force of the adhesive layer. It is characterized by this.
この態様によれば、被転写物の表面が、触感で、比較的ざらついていると判る程度に凹凸を有した面形状や、曲面、角部、R形状のコーナー部等の面形状であっても、専用設備を必要とせず、接着層の厚みを制御するだけで、印刷対象物を転写した転写対象物が、この被転写物の表面全体に亘り歪まずに、色剤が斑なく付着した状態で、描写できる。特に、この転写対象物の元となる印刷対象物が、例えば、雪等の結晶、装飾した文字、幾何学的模様や図柄等のほか、特に浮世絵や枯山水等の日本画であっても、被転写物の表面に描写される転写対象物は、シール貼付やペイントによる描写方法と異なり、おぼろげな画質、セピア調の画質、アンティーク調等、風合いのある高い画質で表現でき、それを見る人に温かみのある視覚を与える。また、前述した観葉植物の愛好家等の人による好みの印刷対象物を、パーソナル・コンピュータのほか、タブレット端末、スマートフォン等の携帯端末から自由に出力し、プリンタで印刷できるため、好みの印刷対象物を元に転写対象物を描写したオリジナルの被転写物が、当該被転写物を販売する店頭等で、簡単かつ安価に創作できる。 According to this aspect, the surface of the object to be transferred has a surface shape such as a surface shape having irregularities to the extent that the surface is relatively rough for tactile sensation, and a surface shape such as a curved surface, a corner portion, and an R-shaped corner portion. However, there is no need for special equipment, and only by controlling the thickness of the adhesive layer, the transfer object to which the print object is transferred adheres to the entire surface of the transfer object without distortion, and the colorant adheres without unevenness. Can be described in the state. In particular, the printed object that is the source of the transfer object is, for example, a crystal such as snow, decorated characters, geometric patterns or patterns, and even Japanese paintings such as ukiyo-e or kaesansui. The transfer object drawn on the surface of the transfer can be expressed with a high quality image with a texture, such as a vague image quality, sepia image quality, antique image, etc. Gives a warm vision. In addition, the above-mentioned favorite print object by a person such as a foliage plant enthusiast can be freely output from a personal computer, a portable terminal such as a tablet terminal, a smartphone, etc., and can be printed by a printer. An original transfer object depicting a transfer object based on the object can be easily and inexpensively created at a store or the like that sells the transfer object.
上記の態様においては、前記色剤は、顔料インクであること、が好ましい。 In the above aspect, the colorant is preferably a pigment ink.
この態様によれば、顔料インクによる糊硬化層への浸透性が比較的小さく、顔料インクは、糊硬化層の外側表面上に付着した状態を維持し易い。そのため、剥離層にある印刷対象物の色剤が、剥離層から接着層に吸着され易くなり、転写対象物が、高い仕上がり精度で形成できる。 According to this aspect, the penetrability of the pigment ink to the glue-cured layer is relatively small, and the pigment ink can easily maintain the state of adhering to the outer surface of the glue-cured layer. Therefore, the colorant of the printing object in the release layer is easily adsorbed from the release layer to the adhesive layer, and the transfer object can be formed with high finishing accuracy.
上記の態様においては、前記紙材は、普通紙または和紙であること、が好ましい。 In the above aspect, the paper material is preferably plain paper or Japanese paper.
この態様によれば、普通紙は特に、安価であり、入手も容易である。そのため、被転写物の表面に転写対象物を描写するのに必要なコストが抑制できる。また、例えば、厚み0.08〜0.10mm程度の普通紙や、厚み0.10〜0.15mm程度等の和紙は、自在に折り曲げできる屈曲性に優れており、印刷対象物の転写先である被転写物の表面が、曲面のほか、角部、R形状のコーナー部等であっても、普通紙や和紙は、被転写物の表面形状に沿ってぴったりと曲げられる。これにより、印刷対象物が、欠落なく被転写物の表面に転写でき、転写された転写対象物の仕上がり精度が高くなる。 According to this embodiment, plain paper is particularly inexpensive and readily available. Therefore, it is possible to suppress the cost required for drawing the transfer object on the surface of the transfer object. Further, for example, plain paper with a thickness of about 0.08 to 0.10 mm and Japanese paper with a thickness of about 0.10 to 0.15 mm are excellent in flexibility that can be bent freely. Even if the surface of a transferred object is a curved surface, a corner, an R-shaped corner, or the like, plain paper or Japanese paper is bent exactly along the surface shape of the transferred object. Thereby, the printing object can be transferred to the surface of the transfer object without omission, and the finished accuracy of the transferred transfer object is increased.
上記の態様においては、前記水溶性糊は、澱粉糊であること、が好ましい。 In said aspect, it is preferable that the said water-soluble paste is a starch paste.
この態様によれば、紙材との接着状態が、澱粉糊に有する接着力によって得られる。また、色剤が、紙材に色剤で直接印刷を行った場合の画質とほとんど見劣りなく、澱粉糊の乾燥により得られた糊硬化層上に、滲まずに付着できる。また、水により、糊硬化層に湿り気を与えれば、剥離層が簡単に生成され、紙材の剥離が容易にできる。 According to this aspect, the adhesive state with the paper material is obtained by the adhesive force possessed by the starch paste. Further, the colorant is almost inferior to the image quality when printing directly on the paper material with the colorant, and can adhere to the cured glue layer obtained by drying the starch paste without bleeding. Moreover, if moisture is given to the glue-cured layer with water, a release layer is easily generated, and the paper material can be easily peeled off.
上記の態様においては、前記接着剤は、少なくとも酢酸ビニル樹脂エマルジョン系、アクリル樹脂エマルジョン系、ポリビニルアルコール系、またはα‐オレフィン系のいずれかの有機系に属する木工用接着剤であること、が好ましい。 In the above aspect, the adhesive is preferably an adhesive for woodwork belonging to at least one of vinyl acetate resin emulsion system, acrylic resin emulsion system, polyvinyl alcohol system, and α-olefin system. .
この態様によれば、木工用接着剤は、安価であり、入手も容易である。また、木工用接着剤の取扱いが簡単である。また、木工用接着剤は、速乾性ではなく、塗布直後に急激に大きな接着力を有しない特性とした上で、木工用接着剤による接着層の接着力は、塗布後の時間の経過と共に、糊硬化層(澱粉糊)の接着力との相対的な差(絶対値)を徐々に小さくしながら増大する。そのため、糊硬化層上に付着した色剤を吸着し易い状態下にすることができる。これにより、印刷対象物を元に転写された転写対象物が、例えば、雪等の結晶、装飾した文字、幾何学的模様や図柄等のほか、特に浮世絵や枯山水等の日本画の場合、転写対象物は、おぼろげな画質、セピア調の画質、アンティーク調等、風合いのある高い画質で表現でき、それを見る人に温かみのある視覚を与える。 According to this aspect, the woodworking adhesive is inexpensive and easily available. In addition, the woodworking adhesive is easy to handle. In addition, the adhesive for woodworking is not quick-drying, and has a property that does not have a large adhesive force immediately after application, and the adhesive force of the adhesive layer by the adhesive for woodworking, with the passage of time after application, Increasing the relative difference (absolute value) from the adhesive strength of the glue hardened layer (starch glue) while gradually decreasing. Therefore, it can be in the state which is easy to adsorb | suck the coloring agent adhering on the paste hardening layer. As a result, if the transfer object transferred based on the print object is, for example, a crystal such as snowflakes, decorated characters, geometric patterns or designs, especially Japanese paintings such as ukiyo-e or kaesansui, transfer The object can be expressed with a high-quality image with a texture such as a vague image quality, a sepia image quality, an antique image, etc., and gives a warm sight to the viewer.
上記の態様においては、前記剥離層の形成にあたり、水の浸透を促す界面活性剤が、用いられること、が好ましい。 In the above aspect, it is preferable that a surfactant that promotes water penetration is used in forming the release layer.
この態様によれば、剥離層の生成に要する時間が、水だけを用いた場合に比して、短くできる。特に、水だけで剥離層を生成しようとすると、水が接着層に触れている時間が、界面活性剤を併用する場合に比べて、長くなり、接着層をなす接着剤と、滴下した水とが溶解してしまうことがある。このような場合、接着層に十分な接着力を有したジェル状の剥離層が得られ難い。そのため、紙材の剥離を行っても、接着層の接着力を十分に確保できていないことに起因して、色剤が、印刷対象物から転写対象物に移動できず、転写対象物に色剤の欠けが発生することがある。これに対し、水と併用して界面活性剤を用いると、水が接着層に触れている時間がより短くできることから、滴下した水等により接着層が溶解してしまう前に、接着層に十分な接着力を有したジェル状の剥離層が得られ易くなる。そのため、紙材の剥離を行っても、色剤が、印刷対象物から転写対象物に万遍なく移動して、転写対象物で色剤の欠けの発生を抑止することができる。 According to this aspect, the time required for generating the release layer can be shortened as compared with the case where only water is used. In particular, when an attempt is made to produce a release layer only with water, the time for which the water is in contact with the adhesive layer becomes longer than when a surfactant is used in combination, and the adhesive that forms the adhesive layer and the dropped water May dissolve. In such a case, it is difficult to obtain a gel-like release layer having sufficient adhesive force on the adhesive layer. For this reason, even if the paper material is peeled off, the colorant cannot move from the printing object to the transfer object due to the insufficient adhesion of the adhesive layer. Agent chipping may occur. On the other hand, when a surfactant is used in combination with water, the time during which water is in contact with the adhesive layer can be shortened. Therefore, before the adhesive layer is dissolved by dripped water or the like, it is sufficient for the adhesive layer. It becomes easy to obtain a gel-like release layer having a good adhesive force. Therefore, even if the paper material is peeled off, the colorant moves from the print object to the transfer object evenly, and the occurrence of chipping of the colorant in the transfer object can be suppressed.
上記の態様においては、前記プリンタは、インクジェットプリンタであること、が好ましい。 In the above aspect, the printer is preferably an ink jet printer.
この態様によれば、インクジェットプリンタは、一般向けに市販されているインクジェットプリンタでもよく、市販品のインクジェットプリンタは特に、入手も容易であり、専用のプリンタ装置を用いる場合に比べて安価である。 According to this aspect, the inkjet printer may be an inkjet printer that is commercially available to the general public, and a commercially available inkjet printer is particularly easy to obtain and is less expensive than using a dedicated printer device.
上記の態様における転写印刷対象物付き装飾物は、本発明の前記一態様における印刷対象物転写方法により、前記印刷対象物が、外部から視認可能な位置にある前記被転写物の表面に描写されていること、前記被転写物は、インテリアとして配置される装飾物であること、が好ましい。 The decorative object with a transfer print object in the above aspect is drawn on the surface of the transfer object at a position where the print object is visible from the outside by the print object transfer method in the one aspect of the present invention. It is preferable that the transferred object is a decorative object arranged as an interior.
この態様によれば、例えば、サボテンや多肉植物、ポトス等の観葉植物が、装飾物に収納されて室内に配置されると、観葉植物により、人を和ます寛ぎ空間を演出する等の特有な効果がある。そのほかに、この装飾物に、印刷対象物を元に転写した転写対象物を表現することにより、観葉植物の愛好家等の人による趣向が反映され、観葉植物全体が、オリジナリティに富んだ置物となる。また、装飾物の付加価値が高まる。 According to this aspect, for example, when a houseplant such as a cactus, a succulent plant, or a pothos is stored in a decoration and placed indoors, the houseplant creates a peculiarity such as directing a relaxing space that softens people. effective. In addition, by expressing the transfer object transferred from the print object on this ornament, the taste of the houseplant lovers and others is reflected, and the whole houseplant is a figurine rich in originality. Become. In addition, the added value of the decoration increases.
上記の態様においては、前記装飾物は、木、樹脂、あるいは木粉と樹脂との混合材のいずれかの材料からなること、が好ましい。 In the above aspect, it is preferable that the decorative object is made of any material of wood, resin, or a mixed material of wood powder and resin.
この態様によれば、このような材料からなる装飾物で、従来の印刷対象物転写方法では描写できなかった、比較的大きな凹凸を有した装飾物にも、印刷対象物の転写による転写対象物が描写できる。また、印刷対象物の転写先である装飾物の表面が、曲面のほか、角部、R形状のコーナー部等でも、専用設備を必要とせず、接着層の厚みを制御するだけで、印刷対象物の転写による転写対象物が簡単に描写できる。そのため、転写対象物を描写した装飾物は、より付加価値を高めた製品となり得る。 According to this aspect, the decorative object made of such a material can be transferred to the decorative object having relatively large unevenness, which could not be depicted by the conventional printing object transfer method, by transferring the printed object. Can be described. In addition to the curved surface, the surface of the decorative object that is the transfer destination of the object to be printed does not require special equipment, and only the thickness of the adhesive layer can be controlled. The transfer object can be easily depicted by transferring the object. Therefore, the decorative object depicting the transfer object can be a product with higher added value.
上記の態様においては、前記装飾物は、前記混合材を射出成形してなること、が好ましい。 In said aspect, it is preferable that the said ornament is formed by injection-molding the said mixed material.
この態様によれば、装飾物は、割れ難く、軽量な一体成形品で形成できる上に、木から醸し出される独特の温かみを具備した製品となる。特に、装飾物が、射出成形により曲面やR形状のコーナー部を有した形状に形成されていると、混合材の木粉から伝わる木の持つ温もりと共に、丸みを帯びた装飾物本体そのものが、独特の温かみのあるデザインに仕上がるため、転写対象物を描写した装飾物は、より付加価値の高い製品となり得る。 According to this aspect, the decorative object is a product that is hard to break and can be formed of a lightweight integral molded product, and that has a unique warmth brewed from wood. In particular, when the decorative object is formed into a shape having a curved surface or an R-shaped corner portion by injection molding, the rounded decorative object body itself, together with the warmth of the wood transmitted from the wood powder of the mixed material, In order to achieve a unique and warm design, a decorative object depicting a transfer object can be a product with higher added value.
上記の態様においては、前記混合材には、前記木粉が重量混合率50%以上の配合比で含まれていること、が好ましい。 In said aspect, it is preferable that the said wood powder is contained in the said mixing material with the compounding ratio of 50% or more of weight mixing rate.
この態様によれば、混合材は、容器リサイクル法等に基づき、「木材」と認定される材質となり得る。また、木粉が、混合材からなる装飾物全体の表面に表れるため、木の持つ風合いに似た様相で装飾物を形成することができる。加えて、混合材からなる装飾物が、使用済み樹脂製品の樹脂再利用や、間伐材、廃材等の有効利用に基づいて、製造される場合には、この装飾物の販売により、限りある資源を有効に活用することができると共に、産業の発展に貢献することができる。 According to this aspect, the mixed material can be a material certified as “wood” based on the Container Recycling Law and the like. Moreover, since wood powder appears on the surface of the whole decoration made of a mixed material, the decoration can be formed in a manner similar to the texture of wood. In addition, if the ornament made of mixed materials is manufactured based on the reuse of used resin products and the effective use of thinned wood, waste, etc., limited resources are available through the sale of this ornament. Can be used effectively and contribute to the development of industry.
上記の態様においては、前記装飾物は、植木鉢、または植物を植えた植木鉢を入れる鉢ポットであること、が好ましい。 In said aspect, it is preferable that the said ornament is a pot pot which puts the flower pot which planted the plant pot or the plant.
この態様によれば、サボテンや多肉植物、ポトス等の観葉植物を植えた植木鉢が、そのまま、あるいは鉢ポットに収納されて室内に配置されると、観葉植物により、人を和ます寛ぎ空間を演出する等の特有な効果がある。このほか、この植木鉢のカバーである鉢ポットに、印刷対象物を元に転写した転写対象物を表現することにより、観葉植物の愛好家の趣向が反映され、観葉植物全体が、オリジナリティに富んだ置物となり、高い付加価値を有する。特に転写対象物が、例えば、雪等の結晶、装飾した文字、幾何学的模様や図柄等のほか、特に浮世絵や枯山水等の日本画で、おぼろげな画質、セピア調の画質、アンティーク調等、風合いのある高い画質で表現できていれば、それを見る人に温かみのある視覚と触感を与え、その人を和ます。 According to this aspect, when a flower pot planted with a foliage plant such as a cactus, a succulent plant, or a pothos is placed as it is or housed in a pot pot, the foliage plant creates a relaxing space that softens people. There are special effects such as. In addition, by expressing the transfer object transferred from the print object on the pot pot that is the cover of this flower pot, the taste of the houseplant lover is reflected, and the whole houseplant is rich in originality It becomes a figurine and has high added value. In particular, the objects to be transferred are, for example, snowflakes, decorated characters, geometric patterns and designs, and especially Japanese paintings such as Ukiyo-e and Kaesansui, with vague image quality, sepia image quality, antique image, etc. If it can be expressed with a high quality image with a texture, it will give a warm visual and tactile sensation to the person who sees it, and will soften that person.
本発明に係る印刷対象物転写方法、及び転写印刷対象物付き装飾物によれば、比較的大きな凹凸を有する面形状の被転写物に、印刷対象物を転写して描写する場合でも、紙に印刷された好みの印刷対象物を、安価かつ簡単に、風合いを持たせて被転写物に転写することができる。 According to the printing object transfer method and the decorative object with a transfer printing object according to the present invention, even when the printing object is transferred and depicted on a surface-shaped transfer object having relatively large unevenness, it is applied to paper. A printed object to be printed can be transferred inexpensively and easily to a transfer object with a texture.
(実施形態)
以下、本発明に係る印刷対象物転写方法、及び転写印刷対象物付き装飾物について説明する。転写印刷対象物付き装飾物は、インテリアとして配置される装飾物であり、本実施形態では、植物を植えた植木鉢を入れる鉢ポットである。図1は、実施形態に係る印刷対象物転写方法で転写図柄を描写した植木鉢ポットの正面図である。図4は、本実施形態の印刷対象物転写方法のうち、印刷工程で転写用紙に印刷した図柄を示す説明図である。
(Embodiment)
Hereinafter, a printing object transfer method and a decorative object with a transfer printing object according to the present invention will be described. The ornament with a transfer print object is an ornament arranged as an interior. In the present embodiment, the ornament with a transfer printing object is a pot in which a plant pot in which a plant is planted is placed. FIG. 1 is a front view of a flowerpot pot depicting a transfer pattern by a printing object transfer method according to an embodiment. FIG. 4 is an explanatory diagram showing a pattern printed on a transfer sheet in the printing process in the printing object transfer method of the present embodiment.
はじめに、鉢ポット2(本発明の装飾物、被転写物に対応)に説明する。鉢ポット2は、外形が略直方体形状で、側部同士の縁と、側部と底部との縁をそれぞれ、R形状に形成した植木鉢1のカバー部材である。この鉢ポット2は、植木鉢1を内部空間3に収納するための出入口となる開口部を上方に有している。植木鉢1は、当該植木鉢1上端の外縁にあるR形状の鍔部を鉢ポット2の上端部に載置することにより、鉢ポット2と一体化して配置できる。
First, the pot pot 2 (corresponding to the decorative object and transferred object of the present invention) will be described. The
植木鉢1と鉢ポット2は何れも、添加剤と共に、木粉7A(図1では、細かいドットで図示)と樹脂7B(図1では、木粉7Aのドットがない部分)とを所定の方法で混ぜ合わせた混合材7を、射出成形してなる。この植木鉢1と鉢ポット2では、表面が、例えば、十点平均粗さRzが12.5z〜400zに相当する面粗度等、触感で、比較的ざらついていると判る程度に凹凸を有した面形状となっている。
Both the
木粉7Aは、例えば、間伐材や廃材等の木材を、リサイクル使用する目的で、米粒程度の大きさに細かく砕いたものである。樹脂7Bは、例えば、ポリエチレン(PE; polyethylene)、ポリプロピレン(PP; polypropylene)、ポリスチレン(PS; polystyrene)等、主に熱可塑性樹脂である。混合材7には、木粉7Aが、樹脂7Bとの配合比で、重量混合率50%以上含まれている。すなわち、混合材7は、容器リサイクル法等に基づき、「木材」と認定される材質となっている。
The
鉢ポット2には、画像が、外部から視認可能な位置にある外面2a(本発明の被転写物の表面に対応)に描写されている。この画像は、次述する本実施形態の印刷対象物転写方法により、図4に示すように、予めプリンタで印刷した図柄20(本発明の印刷対象物に対応)を転写した転写図柄5である。
In the
なお、本発明の装飾物、被転写物を、混合材7からなる鉢ポット2としたが、本発明の装飾物、被転写物は、鉢ポット2に限定されるものではなく、印刷対象物を転写した被印刷対象物が描写されたものであれば、何でも良い。また、装飾物、被転写物を構成する材質を、木粉7Aと樹脂7Bとの混合材7としたが、木材、樹脂等の材質でも良い。
In addition, although the decoration object and to-be-transferred material of this invention were used as the
次に、本実施形態の印刷対象物転写方法について、図2〜図7を用いて説明する。本実施形態の印刷対象物転写方法は、入力側基材である転写用紙10の普通紙11(本発明の紙材に対応)の上面11a上に、インクジェットプリンタ(図示省略)により印刷された図柄20を、この図柄20の出力先である鉢ポット2の外面2aに重ね合わせて転写する方法である。この印刷対象物転写方法は、大別して、転写用紙作成工程、印刷工程、接着材塗布工程、重合転写工程、剥離工程、及び乾燥工程の6工程からなり、この順で実施される。
Next, the printing object transfer method of the present embodiment will be described with reference to FIGS. The printing object transfer method of the present embodiment is a pattern printed by an inkjet printer (not shown) on the
はじめに、転写用紙作成工程について、図2を用いて説明する。図2は、実施形態に係る印刷対象物転写方法の転写用紙作成工程の工程図である。転写用紙作成工程は、図柄20を印刷する転写用紙10を作成する工程である。転写用紙10は、本実施形態では、普通紙11と、糊硬化層15と、コーティング剤硬化層17と、を積層してなる。糊硬化層15は、普通紙11の上面11aに塗布した澱粉糊13(本発明の水溶性糊に対応)を乾燥させてなる。コーティング剤硬化層17は、糊硬化層15の外側表面15aに塗布したコーティング剤を乾させてなる。図柄20は、糊硬化層15の外側表面15a上に印刷される。
First, the transfer paper creation process will be described with reference to FIG. FIG. 2 is a process diagram of a transfer sheet creation process of the printing object transfer method according to the embodiment. The transfer paper creation process is a process of creating the
具体的に説明する。普通紙11は、一般に市販されているコピー用紙等の紙材である(図2(a))。この普通紙11の片面である上面11aに、澱粉糊13を、例えば、刷毛、ヘラ、スクレーパ、またはこのような道具を具備した専用装置等により、均一な厚みで塗布する(図2(b))。澱粉糊13の塗布量は、例えば、3.0g/10cm2等を目安とする。塗布量がこの目安値より多いと、後述するように、インクジェットプリンタで図柄20を印刷するときに、プリンタの故障の原因になるほか、転写用紙10が印刷時に、プリンタ内の送出経路をスムースに移動できない等の虞がある。また、塗布量がこの目安値より少ないと、図柄20を構成する顔料インク31が、転写用紙10の糊硬化層15に、適切な状態で付かず、普通紙11への浸透等に起因して、印刷された図柄20の画質が悪化するほか、転写用紙10の剥離時に、普通紙11の上面11aが、木工用接着剤32による接着層33に付いてしまい、転写図柄5が得られない。
This will be specifically described. The
次に、澱粉糊13と、この澱粉糊13の塗布により湿った状態になった普通紙11を乾燥する。これにより、澱粉糊13が乾燥した糊硬化層15が形成され、普通紙11の上面11aに積層される(図2(c))。澱粉糊13は、水溶性であり、水に、比較的短時間で溶解し易い性質である。糊硬化層15は、この性質を利用して形成されるものであり、後述するように、水及び剥離剤を糊硬化層15に浸透させることで、転写用紙10において、糊硬化層15の外側表面15a上に積層された顔料インク31による画像層と、普通紙11とを、剥離し易くするのに設けられる。
Next, the
次に、本実施形態では、コーティング剤を糊硬化層15の外側表面15aに塗布し、乾燥させてコーティング剤硬化層17を形成する(図2(d))。コーティング剤は、例えば、ミョウバンや膠(ゼラチン)等のドーサ液のほか、水溶性ニス等のアクリル樹脂溶液等である。コーティング剤の塗布量は、例えば、0.6g/10cm2等を目安とする。コーティング剤を塗布すると、図柄20を構成する顔料インク31が、糊硬化層15の外側表面15a上に、滲みなく、安定した状態でしっかりと付着できる。これにより、光沢のある図柄20が得られて、図柄20の仕上がり精度が向上する。なお、コーティング剤を塗布する場合、コーティング剤を普通紙11の上面11aに塗布し、このコーティング剤の上面に糊硬化層15を形成しても良い。この場合には、糊硬化層15の外側表面15aに、図柄20を印刷する。
Next, in this embodiment, a coating agent is applied to the
また、糊硬化層15が澱粉糊13で形成されている場合、転写用紙10の剥離時に、糊硬化層15の大半が、接着層33との癒着により、この接着層33側に残ってしまい、癒着した糊硬化層15によって、転写図柄5の画質が低下してしまうこともある。このような事態を避けるため、コーティング剤硬化層17が、糊硬化層15の外側表面15a上に形成され、糊硬化層15の外側表面15a上に印刷された図柄20の顔料インク31が主として接着層33に転写されるよう、この顔料インク31をしっかりと保持している。
Further, when the glue cured
また、糊硬化層15の外側表面15aでは、凹凸が比較的大きくなるため、コーティング剤の塗布により、外側表面15a上をより平坦に調整することができ、顔料インク31が定着し易くなる。なお、コーティング剤の塗布を特に行わなくても、本実施形態の印刷対象物転写方法により、図柄20に基づいて転写された転写図柄5を、鉢ポット2の外面2aに高い仕上がり精度で描写することはできるが、コーティング剤を使用すると、この転写図柄5が、より高い仕上がり精度で得られる。
Moreover, since the unevenness | corrugation becomes comparatively large in the
転写用紙作成工程では、澱粉糊13の塗布とコーティング剤の塗布により、その湿り気で普通紙11に皺が生じ易くなるため、皺取りを適宜行って、普通紙11を平坦に維持しておくことが重要である。また、本実施形態では、紙材を普通紙11としたが、普通紙11のほか、和紙や、例えば、紙粉が比較的少ない性状や、紙繊維が比較的強い性状の紙を、紙材としても良い。このような性質の紙材を使うと、本実施形態の印刷対象物転写方法の剥離工程で、転写図柄5の剥離を効率良く行うことができ、転写図柄5の仕上がり精度が高くなる。
In the transfer paper preparation process, wrinkles are likely to occur on the
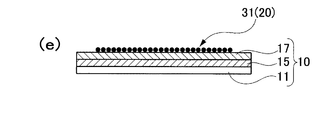
次に、印刷工程について、図3を用いて説明する。図3は、実施形態に係る印刷対象物転写方法の印刷工程の工程図である。印刷工程は、好みの図柄20を、転写用紙10の糊硬化層15の外側表面15aに印刷する工程である。図4には、図柄20として、便宜上、花が図示されているが、図柄20は、例えば、浮世絵や枯山水等の日本画、雪等の結晶、装飾した文字、幾何学的模様や図柄等のような、意匠上、特徴のある図柄や模様、文字、写真等の画像である。転写図柄5と図柄20との向きは、幾何学的に180度反転した位置関係になることから、転写図柄5の向きを「正」とするためには、印刷工程では、転写図柄5の向きを反転した向きの図柄20を転写用紙10に印刷する。
Next, the printing process will be described with reference to FIG. FIG. 3 is a process diagram of a printing process of the printing object transfer method according to the embodiment. The printing process is a process of printing a
図柄20は、一般家庭等向けとして市販されているプリンタで、油性の顔料インク31を色剤とするインクジェットプリンタにより、転写用紙10の糊硬化層15の外側表面15a上(コーティング剤硬化層17の表面)に印刷される(図3(e))。顔料インク31は、糊硬化層15やコーティング剤硬化層17に対し、滲まない性状であり、印刷された図柄20は、通常普通紙11に直接印刷する場合との対比で、ほとんど見劣りない画質(図4では、高画質であることを細かなドットで表示)である。転写用紙10に印刷後、図柄20周囲にある不要部分が切り取られ、転写元の図柄20の大きさを、描写する転写図柄5の大きさに合わせる。
The
次に、接着材塗布工程について、図5を用いて説明する。図5は、接着材塗布工程の工程図である。接着材塗布工程は、鉢ポット2の外面2aにおける転写図柄5の描写位置に、図柄20をなす顔料インク31が吸着可能な接着剤を、塗布する工程である。接着剤は、当該接着剤に有する接着力により、糊硬化層15の外側表面15a上(コーティング剤硬化層17、またはこの硬化層17を設けない場合には外側表面15a)に付着した顔料インク31を接着させ、糊硬化層15の外側表面15aから引き離して吸着させるために塗布される。
Next, an adhesive material application process is demonstrated using FIG. FIG. 5 is a process diagram of an adhesive application process. The adhesive material applying step is a step of applying an adhesive capable of adsorbing the
具体的には、接着剤は、例えば、水溶性グルー、水溶性メディウム等の水溶性接着剤であり、本実施形態では、木材同士を接着するのに用いる市販の接着剤で、酢酸ビニル樹脂系エマルジョンタイプの木工用接着剤32である。この木工用接着剤32は、塗布直後に急激に大きな接着力を有しない特性である。また、木工用接着剤32が乾燥すると、硬化したその木工用接着剤32(接着層33)は無色透明である。なお、使用可能な木工用接着剤32の中には、その種類によって、比較的大きな接着力を有した接着剤があるため、このような接着剤を使用する場合には、木工用接着剤32との混合比で、水を数〜数十%(重量混合率)だけ混ぜて、木工用接着剤32を希釈しても良い。
Specifically, the adhesive is, for example, a water-soluble adhesive such as a water-soluble glue or a water-soluble medium. In the present embodiment, the adhesive is a commercially available adhesive used for bonding wood to each other. This is an emulsion
接着材塗布工程ではまず、外面2aの転写図柄5の描写位置に付着した汚れや埃、鉢ポット2の外面2a上にある素材のカエリ等の異物が取り除かれる(図5(f))。この後、木工用接着剤32が、鉢ポット2の外面2aに、例えば、刷毛、ヘラ、スクレーパ、またはこのような道具を具備した専用装置等により、均一な厚みで塗布される(図5(g))。
In the adhesive application step, first, foreign matters such as dirt and dust adhering to the drawing position of the
木工用接着剤32の塗布量は、その種類にも依るが、例えば、1.2g/10cm2等を目安とする。塗布量がこの目安値より多いと、転写用紙10の剥離時に、普通紙11が、木工用接着剤32による接着層33に付いてしまい、転写図柄5が適切な状態で得られない。また、木工用接着剤32(転写図柄5)の乾燥時間も長くなる。加えて、木工用接着剤32の乾燥後、鉢ポット2の外面2aにおいて、転写図柄5とその周囲との間で顕著な段差が生じてしまい、鉢ポット2の美観が損なわれてしまう。他方、混合材7や木材等の材料の表面粗度は、比較的粗いため、塗布量がこの目安値より少ないと、転写図柄5の描写位置において、塗布した木工用接着剤32が、鉢ポット2の外面2aを完全に被覆することができず、図柄20を構成する顔料インク31が、鉢ポット2の外面2a側に適切に転写できない。
The amount of the
次に、重合転写工程について、図6を用いて説明する。図6は、実施形態に係る印刷対象物転写方法の重合転写工程の工程図である。重合転写工程は、接着材塗布工程において、木工用接着剤32を塗布して形成された接着層33の外側表面33aに、印刷工程で転写用紙10に印刷した図柄20を重ね合わせて密着させ、この外側表面33aに図柄20を転写する工程である。具体的には、塗布した木工用接着剤32を平坦状に引き伸ばした直後に、周囲の不要部分を取り除いた状態の図柄20が、木工用接着剤32による接着層33の外側表面33aに貼付される(図6(h))。
Next, the polymerization transfer process will be described with reference to FIG. FIG. 6 is a process diagram of a polymerization transfer process of the printing object transfer method according to the embodiment. In the polymerization transfer step, the
図柄20の貼付後、この状態で接着層33の乾燥を行う。乾燥は、自然乾燥、または熱風乾燥装置等を用いた強制乾燥のどちらでも良い。但し、乾燥装置を用いた場合、接着層33やこの接着層33に付着した顔料インク31に、熱が局部的に伝わらないよう、接着層33を乾燥させる。特に、転写図柄5を形成する顔料インク31に、加熱による変質を避け、顔料インク31を、より均一な状態で接着層33に定着させる。接着層33は、当該接着層33が完全に硬化した「湿り気なし」の状態まで、乾燥を行う必要はなく、例えば、完全に硬化した状態に有する当該接着層33の接着力に対し、その概ね60〜80%の接着力を生じ得た程度等まで、乾燥されていれば良い。接着層33が、完全に硬化した状態になるまで乾燥されていると、例えば、浮世絵や枯山水等の日本画等のように、図柄20より淡い色調の転写図柄5が得られないからである。
After application of the
接着層33の乾燥を行った後、水と剥離剤を、転写用紙10の普通紙11に滴下して染み込ませ、糊硬化層15を通じてコーティング剤硬化層17まで浸透させて、糊硬化層15とコーティング剤硬化層17を湿らせる(図6(i))。これにより、糊硬化層15が軟化して糊軟化層15Xとなると共に、コーティング剤硬化層17が軟化してコーティング剤軟化層17Xとなり、糊軟化層15Xとコーティング剤軟化層17Xとからなる剥離層19が、生成される(図6(j))。剥離剤は、例えば、ノニオン系界面活性剤等の界面活性剤水溶液であり、この剥離層19の形成にあたり、水の浸透を促すために補助的に用いられる。なお、剥離剤を使用しなくても、剥離層19を生成することはできるが、剥離層19の生成時間が、より長くなる。
After drying the
次に、剥離工程について、図7及び図8を用いて説明する。図7は、剥離工程の工程図である。図8は、実施形態に係る印刷対象物転写方法において、澱粉糊による接着力と、木工用接着剤による接着力とについて、接着後の経過時間との関係を示したグラフである。 Next, a peeling process is demonstrated using FIG.7 and FIG.8. FIG. 7 is a process diagram of the peeling process. FIG. 8 is a graph showing the relationship between the adhesion time due to starch glue and the adhesion strength due to the woodworking adhesive and the elapsed time after adhesion in the printing object transfer method according to the embodiment.
剥離層19が十分に湿った状態になったら、剥離工程が行われる。剥離工程は、重合転写工程で用いた剥離剤と水(図示省略)により、転写用紙10と接着層33を湿らせながら、剥離層19と接着層33との間を境に、転写用紙10を接着層33からゆっくりと引き剥がす工程である(図7(k))。剥離工程は、図8に示すように、接着材塗布工程で木工用接着剤32を塗布した後、時間T1(0<T1)が経過した剥離層生成開始時以降、前述したように、木工用接着剤32による接着層33が完全に硬化する前の状態にあるタイミングで、行われる。
When the
すなわち、澱粉糊13の硬化後、糊硬化層15では、普通紙11との接着力は、剥離層生成開始時T1になるまで接着力F1で一定に維持されているが、剥離層生成開始時T1以降、水と剥離剤との浸透により、接着力F1から急激に低下し始め、転写用紙10の剥離完了時に完全に消失する。一方、木工用接着剤32の塗布後、接着層33では、鉢ポット2の外面2aとの接着力は、時間の経過と共に徐々に増加し始めるものの、重合転写工程の剥離層生成開始時T1に、水と剥離剤を浸透させることにより、一旦低下した後、再び徐々に増加する。
That is, after the
しかしながら、重合転写工程の剥離層生成開始時T1の直後まで、糊硬化層15における普通紙11との接着力が、接着層33における鉢ポット2の外面2aとの接着力に比して、大きくなっている状態にある。そして、この剥離層生成開始時T1から時間Δt(0<t)が経過したとき、外面2aとの接着力が、普通紙11との接着力を上回り、普通紙11との接着力の消失後も増加していくタイミングで、剥離工程を行うことが重要である。
However, until immediately after the start of the release layer generation T1 in the polymerization transfer step, the adhesive strength of the glue cured
剥離工程をこのタイミングで行う理由として、糊硬化層15の外側表面15a上に印刷された図柄20の顔料インク31が、糊硬化層15の接着力によりこの糊硬化層15に保持された状態にあるものの、時間(T1+Δt)以降になると、接着層33の接着力が糊硬化層15の接着力より大きくなる。これにより、接着層33が、その接着力により、糊硬化層15に保持されている図柄20の顔料インク31を、糊硬化層15から離して当該接着層33に引き寄せる。すなわち、図柄20の顔料インク31は、糊硬化層15側から接着層33側に移動し、時間(T1+Δt)以降、次第に増加する接着層33の接着力より、接着層33に定着して保持される。
The reason why the peeling process is performed at this timing is that the
ここで、接着層33側に移動する顔料インク31について、説明する。図柄20全体をなす顔料インク31全量が、接着層33に引き寄せられれば、得られる転写図柄5もまた、図柄20と同じように、きめ細かで、はっきりとした画質で形成される。一方、時間(T1+Δt)の直後において、接着層33(木工用接着剤32)の接着力と、糊硬化層15(澱粉糊13)の接着力との相対的な差(絶対値)が比較的小さい状態に収まっていれば、接着層33に移動して保持される顔料インク31の量は、図柄20全体をなす顔料インク31全量の一部に過ぎない。その残りの顔料インク31は、転写用紙10の剥離層19に付着したままである。これにより、図柄20を元に転写された転写図柄5が、例えば、雪等の結晶、装飾した文字、幾何学的模様や図柄等のほか、特に浮世絵や枯山水等の日本画の場合、転写図柄5は、おぼろげな画質、セピア調の画質、アンティーク調等、風合いのある高い画質で表現でき、それを見る人に温かみのある視覚と触感を与える。
Here, the
次に、剥離工程の完了後、乾燥工程が行われる。乾燥工程は、鉢ポット2の外面2aに描写された転写図柄5と、この転写図柄5周囲に残る接着層33を主に、水で洗浄した後に行われる。転写図柄5を形成した鉢ポット2の外面2a上には、重合転写工程で滴下した剥離剤が残っているため、この剥離剤を水で洗い流す。また、接着層33の外側表面33aには、顔料インク31と共に、普通紙11の紙粉や澱粉糊13の成分等の異物が、剥離工程を行うことにより、剥離層19から接着層33に移動してしまうものもあり、接着層33に残るこれらの異物を水で洗い流す。
Next, after the peeling process is completed, a drying process is performed. The drying process is performed after the
また、転写図柄5に風合いを持たせて鉢ポット2の外面2aに描写するのにあたり、接着層33の外側表面33aに付着し過ぎた顔料インク31を、適度な付着量に減らすため、水で洗い流すことが必要な場合もある。洗浄後、自然乾燥のほか、顔料インク31や接着層33を変質させないよう、熱風乾燥、遠赤外線乾燥等による乾燥装置で、鉢ポット2の外面2a上の水分を取り除く。かくして、糊硬化層15の外側表面15a上に印刷された図柄20から、その顔料インク31を接着層33に転写して保持されることにより、図1に示すような転写図柄5が得られる。
Further, when the
ここで、図柄20と転写図柄5を対比して、双方の画質を考察する。図9は、鉢ポット表面に描写した転写図柄の断面の様子を拡大して示す模式図である。前述したように、本実施形態では、鉢ポット2は、木粉7Aと樹脂7Bとの混合材7からなり、その外面2aは、図9に示すように、触感でも、比較的ざらついていると判る程度に凹凸を有した面形状となっている。一方、転写用紙10の糊硬化層15の外側表面15a上に印刷された図柄20は、通常普通紙11に直接印刷する場合との比較で、ほとんど見劣りない画質(図4では、高画質であることを細かなドットで表示)を有している。
Here, the image quality of both
実施形態に係る印刷対象物転写方法により、転写図柄5を描写した鉢ポット2では、転写図柄5をなす顔料インク31が、主に接着層33内で、外面2aに積層した状態で保持されているが、顔料インク31によるインク層は、外面2aの凹凸形状に起因して、外面2a全体に亘って均等な厚みに形成されていない。具体的には、例えば、図9に示すように、インク層が外面2a上に適度な厚みで形成された第1の部位P1や、外面2aの凸が比較的大きく、インク層が局部的に外面2a上に僅かに形成されていない第2の部位P2がある。また、外面2aの凹みが比較的大きく、インク層がより厚くなった第3の部位P3や、外面2a上にインク層が薄く形成されている第4の部位P4等もある。
In the
このように、顔料インク31によるインク層の厚みが均等でないものの、転写図柄5を構成する顔料インク31は、大きく欠落することなく、一様に外面2aの描写部位上に定着され、図1に示すように、ソフトな画質(図1では、ドット表示を図4より薄くすると共に、白色部分を設けた表示で、図4の画質よりも柔らかさを表現)の転写図柄5が形成される。これにより、転写図柄5が、例えば、雪等の結晶、装飾した文字、幾何学的模様や図柄等のほか、特に浮世絵や枯山水等の日本画でも、鉢ポット2の外面2aに、おぼろげな画質、セピア調の画質、アンティーク調等、風合いのある高い画質で描写でき、転写図柄5は、それを見る人に温かみのある視覚と触感を与える。
Thus, although the thickness of the ink layer by the
次に、実施形態に係る印刷対象物転写方法の作用・効果を説明する。実施形態では、転写用紙10である普通紙11の上面11a上に、インクジェットプリンタにより印刷された図柄20を、この図柄20の出力先である鉢ポット2の外面2aに重ね合わせて転写する印刷対象物転写方法において、転写用紙10は、澱粉糊13が乾燥した糊硬化層15を普通紙11の上面11aに積層したものであり、図柄20は、糊硬化層15の外側表面15aに印刷されている。図柄20をなす色剤(顔料インク31)が、糊硬化層15に対し、滲まない性状である。顔料インク31を吸着可能とする木工用接着剤32が鉢ポット2の外面2aに塗布され、顔料インク31が、木工用接着剤32による接着層33の外側表面33aに重ね合わせて密着される。図柄20の密着後、水と剥離剤の浸透により糊硬化層15を軟化させた剥離層19が形成され、剥離層19と接着層33との間で、転写用紙10の普通紙11を剥離する。剥離層19にある図柄20の顔料インク31が、接着層33による接着力により、剥離層19から接着層33に吸着されて転写される。
Next, operations and effects of the printing object transfer method according to the embodiment will be described. In the embodiment, a print target on which a
これにより、本実施形態で挙げた鉢ポット2のように、その外面2aが、触感で、比較的ざらついていると判る程度に凹凸を有した面形状や、曲面、角部、R形状のコーナー部等の面形状であっても、専用設備を必要とせず、接着層33の厚みを制御するだけで、転写図柄5が、鉢ポット2の外面2aの描写部位全体に亘り歪まずに、顔料インク31が斑なく付着した状態で、描写できる。特に、この転写図柄5の元となる図柄20が、例えば、雪等の結晶、装飾した文字、幾何学的模様や図柄等のほか、特に浮世絵や枯山水等の日本画であっても、鉢ポット2の外面2aに描写される転写図柄5は、シール貼付やペイントによる描写方法と異なり、おぼろげな画質、セピア調の画質、アンティーク調等、風合いのある高い画質で表現でき、それを見る人に温かみのある視覚と触感を与える。また、前述した観葉植物の愛好家等の人による好みの図柄20を、パーソナル・コンピュータ(通称「パソコン」)のほか、タブレット端末、スマートフォン等の携帯端末から自由に出力し、市販のインクジェットプリンタで印刷できるため、好みの図柄20を元に転写図柄5を描写したオリジナルの鉢ポット2が、当該鉢ポット2を販売する店頭等で、簡単かつ安価に創作できる。
As a result, like the
従って、本実施形態に係る印刷対象物転写方法によれば、比較的大きな凹凸を有する面形状の鉢ポット2の外面2aに図柄20を転写して描写する場合でも、普通紙11に積層した糊硬化層15の外側表面15aに印刷された好みの図柄20を、安価かつ簡単に、風合いを持たせて鉢ポット2の外面2aに転写することができる、という優れた効果を奏する。
Therefore, according to the printing object transfer method according to the present embodiment, even when the
また、色剤は、顔料インク31であるので、顔料インク31による糊硬化層15への浸透性が比較的小さく、顔料インク31は、糊硬化層15の外側表面15a上に付着した状態を維持し易い。そのため、本実施形態に係る印刷対象物転写方法の剥離工程で、剥離層19にある図柄20の顔料インク31が、剥離層19から接着層33に吸着され易くなり、転写図柄5が、高い仕上がり精度で形成できる。
In addition, since the colorant is the
また、紙材は、普通紙11であるので、普通紙11は特に、安価であり、入手も容易である。そのため、鉢ポット2の外面2aに転写図柄5を描写するのに必要なコストが抑制できている。また、例えば、厚み0.08〜0.10mm程度の普通紙11は、自在に折り曲げできる屈曲性に優れており、図柄20の転写先である鉢ポット2の外面2aが、曲面のほか、角部、R形状のコーナー部等であっても、普通紙11は、鉢ポット2の表面形状に沿ってぴったりと曲げられる。これにより、図柄20が、欠落なく鉢ポット2の外面2aに転写でき、転写された転写図柄5の仕上がり精度が高くなる。
Further, since the paper material is
また、水溶性糊は、澱粉糊13であるので、転写用紙作成工程では、普通紙11との接着状態が、澱粉糊13に有する接着力によって得られる。また、印刷工程では、顔料インク31が、普通紙11に顔料インク31で印刷を行った場合の画質とほとんど見劣りなく、澱粉糊13の乾燥により得られた糊硬化層15上に、滲まずに付着できる。また、剥離工程では、剥離剤と水により、糊硬化層15に湿り気を与えれば、剥離層19が簡単に生成され、転写用紙10の剥離が容易にできる。
Further, since the water-soluble paste is
また、接着剤は、酢酸ビニル樹脂系エマルジョンタイプの木工用接着剤32であるので、安価であり、入手も容易である。また、木工用接着剤32の取扱いが簡単である。また、接着層33に移動した後も、顔料インク31が滲まず接着層33に保持でき、転写図柄5の画質は良好な状態になり易い。木工用接着剤32は、速乾性ではなく、塗布直後に急激に大きな接着力を有しない特性であるため、木工用接着剤32による接着層33の接着力は、塗布後の時間の経過と共に、糊硬化層15(澱粉糊13)の接着力との相対的な差(絶対値)を徐々に小さくしながら増大する。そのため、糊硬化層15上に付着した顔料インク31を吸着し易い状態下にすることができる。
Further, since the adhesive is a vinyl acetate resin emulsion
また、剥離層19の形成にあたり、水の浸透を促す界面活性剤が、用いられるので、剥離工程で、剥離層19の生成に要する時間が、水だけを用いた場合に比して、短くできる。特に、水だけで剥離層19を生成しようとすると、水が接着層33に触れている時間が、界面活性剤を併用する場合に比べて、長くなり、接着層33をなす木工用接着剤32と、滴下した水とが溶解してしまうことがある。このような場合、接着層33に十分な接着力を有したジェル状の剥離層19が得られ難い。そのため、剥離工程を行っても、接着層33の接着力を十分に確保できていないことに起因して、顔料インク31が、図柄20から転写図柄5に移動できず、転写図柄5に顔料インク31の欠けが発生することがある。これに対し、水と併用して界面活性剤を用いると、水が接着層33に触れている時間がより短くできることから、滴下した水等により接着層33が溶解してしまう前に、接着層33に十分な接着力を有したジェル状の剥離層19が得られ易くなる。そのため、剥離工程を行っても、顔料インク31が、図柄20から転写図柄5に万遍なく移動して、転写図柄5で顔料インク31欠けの発生を抑止することができる。
In addition, since a surfactant that promotes water penetration is used in forming the
また、プリンタは、一般向けに市販されているインクジェットプリンタであるので、入手も容易であり、専用のプリンタ装置を用いる場合に比べて安価である。 In addition, since the printer is an inkjet printer that is commercially available for the general public, it is easy to obtain and is less expensive than when a dedicated printer device is used.
また、本実施形態に係る印刷対象物転写方法により、図柄20が、外部から視認可能な位置にある鉢ポット2の外面2aに描写されており、この鉢ポット2は、植物を植えた植木鉢を入れるポットとして、インテリアとして配置される装飾物である。これにより、サボテンや多肉植物、ポトス等の観葉植物を植えた植木鉢1が、鉢ポット2に収納されて室内に配置されると、観葉植物により、人を和ます寛ぎ空間を演出する等の特有な効果がある。そのほかに、この植木鉢1のカバーである鉢ポット2に転写図柄5を表現することにより、観葉植物の愛好家等の趣向が反映され、観葉植物全体が、オリジナリティに富んだ置物となる。また、鉢ポット2の付加価値が高まる。特に転写図柄5が、例えば、雪等の結晶、装飾した文字、幾何学的模様や図柄等のほか、特に浮世絵や枯山水等の日本画で、おぼろげな画質、セピア調の画質、アンティーク調等、風合いのある高い画質で表現できていれば、それを見る人に温かみのある視覚を与え、その人を和ます。
In addition, the
また、鉢ポット2は、木粉7Aと樹脂7Bとの混合材7からなり、射出成形で形成されている。これにより、従来の印刷対象物転写方法では描写できなかった、混合材7からなる装飾物にも、転写図柄5が描写できる。また、図柄20の転写先である鉢ポット2の外面2aが、曲面のほか、角部、R形状のコーナー部等でも、専用設備を必要とせず、接着層33の厚みを制御するだけで、図柄20の転写による転写図柄5が簡単に描写できる。そのため、転写図柄5を描写した鉢ポット2は、より付加価値を高めた製品となり得る。また、鉢ポット2は、割れ難く、軽量な一体成形品で形成できる上に、木から醸し出される独特の温かみを具備した製品となる。特に、植木鉢1と鉢ポット2が、射出成形により曲面やR形状のコーナー部を有した形状に形成されていると、混合材7の木粉7Aから伝わる木の持つ温もりと共に、丸みを帯びた鉢ポット2本体そのものが、独特の温かみのあるデザインに仕上がるため、転写図柄5を描写した鉢ポット2は、より付加価値の高い製品となり得る。
The
また、混合材7には、木粉7Aが重量混合率50%以上の配合比で含まれているので、混合材7は、容器リサイクル法等に基づき、「木材」と認定される材質となり得る。また、本実施形態に係る印刷対象物転写方法の被転写物(装飾物)が鉢ポット2の場合、木粉7Aが、鉢ポット2全体の表面(外面2aを含む)に表れるため、木の持つ風合いに似た様相で鉢ポット2を形成することができる。また、鉢ポット2は、木と似た風合いを持つため、植木鉢1に植えたサボテンや多肉植物、ポトス等の観葉植物との一体的な演出が可能となり、この観葉植物をより一層映えさせる役割を担うことができる。加えて、使用済み樹脂製品の樹脂再利用や、間伐材や廃材等の有効利用に基づいて、植木鉢1や鉢ポット2が製造される場合には、植木鉢1や鉢ポット2の販売により、限りある資源を有効に活用することができると共に、産業の発展に貢献することができる。
Further, since the
なお、上記した実施の形態は単なる例示に過ぎず、本発明を何ら限定するものではなく、その要旨を逸脱しない範囲内で種々の改良、変形が可能であることは勿論である。
(1)例えば、装飾物を鉢ポット2としたが、装飾物は、鉢ポット2のほかにも、植木鉢本体、雑貨品、文具等でも良く、転写印刷対象物付き装飾物は、インテリアとして配置される物であれば、何でも良い。
(2)本実施形態では、図柄20を、油性の顔料インク31を色剤とするインクジェットプリンタを用いて印刷したが、印刷対象物を行うプリンタは、色剤を水性染料インクとするプリンタを除き、例えば、トナーを色剤とするレーザプリンタ等でも良い。
Note that the above-described embodiment is merely an example, and does not limit the present invention in any way. It goes without saying that various improvements and modifications can be made without departing from the scope of the invention.
(1) For example, although the ornament is the
(2) In the present embodiment, the
(3)本実施形態では、植木鉢1と鉢ポット2を、射出成形法により構成したが、転写印刷対象物付き装飾物は、射出成形法に限定されるものではなく、例えば、3Dプリンタ(3D; printer)等により成形されたものでも良い。
(4)本実施形態では、接着剤を、酢酸ビニル樹脂系エマルジョンタイプの木工用接着剤32としたが、接着剤は、例えば、アクリル樹脂エマルジョン系のように、樹脂エマルジョン系水溶性接着剤のほか、ニトリルゴム系の接着剤のように、溶剤系接着剤であっても良い。
(3) In the present embodiment, the
(4) In this embodiment, the adhesive is a vinyl acetate resin emulsion
1 植木鉢(装飾物、被転写物)
2 鉢ポット
2a 外面(被転写物の表面)
5 転写図柄
7 混合材
7A 木粉
7B 樹脂
10 転写用紙(入力側基材)
11 普通紙(紙材)
11a 上面(紙材の表面)
13 澱粉糊(水溶性糊)
15 糊硬化層
15a (糊硬化層の)外側表面
17 剥離層
20 図柄(印刷対象物)
31 顔料インク(色剤)
32 木工用接着剤(接着剤)
33 接着層
33a (接着層の)外側表面
1 Flower pots (decorative objects, transferred objects)
2
5
11 Plain paper (paper material)
11a Top surface (surface of paper)
13 Starch glue (water-soluble glue)
15 Glue hardened
31 Pigment ink (colorant)
32 Woodworking adhesive (adhesive)
33
Claims (11)
前記入力側基材は、水溶性糊が乾燥した糊硬化層を前記紙材の表面に積層したものであり、前記印刷対象物は、前記糊硬化層の外側表面上に印刷されていること、
前記印刷対象物をなす色剤が、前記糊硬化層に対し、滲まない性状であること、
前記色剤を吸着可能とする接着剤が前記被転写物の表面に塗布され、前記印刷対象物を、前記接着剤による接着層の外側表面に重ね合わせて密着させること、
前記印刷対象物の密着後、水の浸透により前記糊硬化層が軟化した剥離層を形成し、前記剥離層と前記接着層との間で、前記紙材を剥離すること、
前記剥離層にある前記印刷対象物の前記色剤が、前記接着層による接着力により、前記剥離層から前記接着層に吸着されて転写されること、
前記剥離層の形成にあたり、水の浸透を促す界面活性剤が、用いられること、
を特徴とする印刷対象物転写方法。 In a printing object transfer method for transferring a print object printed by a printer on the surface of a paper material as an input-side base material and superimposing it on the surface of a transfer object that is an output destination of the print object,
The input-side base material is obtained by laminating a paste-cured layer in which water-soluble glue is dried on the surface of the paper material, and the print object is printed on the outer surface of the paste-cured layer.
The colorant constituting the print object is a property that does not bleed on the glue cured layer;
An adhesive capable of adsorbing the colorant is applied to the surface of the transfer object, and the printing object is adhered to the outer surface of the adhesive layer formed by the adhesive,
Forming a release layer in which the glue-cured layer is softened by infiltration of water after the printing object is adhered, and peeling the paper material between the release layer and the adhesive layer;
The colorant of the printing object in the release layer is adsorbed and transferred from the release layer to the adhesive layer by the adhesive force of the adhesive layer;
In forming the release layer, a surfactant that promotes water penetration is used,
A method for transferring an object to be printed.
前記色剤は、顔料インクであること、
を特徴とする印刷対象物転写方法。 In the printing target transfer method according to claim 1,
The colorant is a pigment ink;
A method for transferring an object to be printed.
前記紙材は、普通紙または和紙であること、
を特徴とする印刷対象物転写方法。 In the printing object transfer method according to claim 1 or 2,
The paper material is plain paper or Japanese paper;
A method for transferring an object to be printed.
前記水溶性糊は、澱粉糊であること、
を特徴とする印刷対象物転写方法。 In the printing subject transfer method according to any one of claims 1 to 3,
The water-soluble paste is starch paste;
A method for transferring an object to be printed.
前記接着剤は、少なくとも酢酸ビニル樹脂エマルジョン系、アクリル樹脂エマルジョン系、ポリビニルアルコール系、またはα‐オレフィン系のいずれかの有機系に属する木工用接着剤であること、
を特徴とする印刷対象物転写方法。 In the printing subject transfer method according to any one of claims 1 to 4,
The adhesive is an adhesive for woodwork belonging to at least one of vinyl acetate resin emulsion system, acrylic resin emulsion system, polyvinyl alcohol system, or α-olefin system,
A method for transferring an object to be printed.
前記プリンタは、インクジェットプリンタであること、
を特徴とする印刷対象物転写方法。 In the printing object transfer method according to any one of claims 1 to 5,
The printer is an inkjet printer;
A method for transferring an object to be printed.
請求項1乃至請求項6のいずれか1つに記載する印刷対象物転写方法により、前記印刷対象物が、外部から視認可能な位置にある前記被転写物の表面に描写されていること、
前記被転写物は、インテリアとして配置される装飾物であること、
を特徴とする転写印刷対象物付き装飾物の製造方法。 In the method of manufacturing a decorative object with a transfer print object for manufacturing a transfer object to which a printed print object is transferred as a decorative object,
The printing object transfer method according to any one of claims 1 to 6 , wherein the printing object is depicted on a surface of the transfer object at a position visible from the outside.
The transferred object is a decoration arranged as an interior;
A method for producing a decorative article with a transfer printing object.
前記被転写物は、木、樹脂、あるいは木粉と樹脂との混合材のいずれかの材料からなること、
を特徴とする転写印刷対象物付き装飾物の製造方法。 In the manufacturing method of the ornament with a transfer printing object according to claim 7 ,
The transfer object is made of any material of wood, resin, or a mixed material of wood powder and resin,
A method for producing a decorative article with a transfer printing object.
前記被転写物は、前記混合材を射出成形してなること、
を特徴とする転写印刷対象物付き装飾物の製造方法。 In the manufacturing method of the ornament with a transfer printing object according to claim 8 ,
The transfer object is formed by injection molding the mixed material;
A method for producing a decorative article with a transfer printing object.
前記混合材には、前記木粉が重量混合率50%以上の配合比で含まれていること、
を特徴とする転写印刷対象物付き装飾物の製造方法。 In the manufacturing method of the ornament with a transfer printing object according to claim 9 ,
In the mixed material, the wood powder is included at a blending ratio of 50% or more by weight,
A method for producing a decorative article with a transfer printing object.
前記被転写物は、植木鉢、または植物を植えた植木鉢を入れる鉢ポットであること、
を特徴とする転写印刷対象物付き装飾物の製造方法。 In the manufacturing method of the ornament with a transfer printing subject given in any 1 paragraph of Claims 7 thru / or 10 ,
The transferred object is a flower pot, or a pot that holds a flower pot in which a plant is planted,
A method for producing a decorative article with a transfer printing object.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015075400A JP6573365B2 (en) | 2015-04-01 | 2015-04-01 | PRINTING OBJECT TRANSFER METHOD, AND MANUFACTURING METHOD FOR DECORATIVE WITH TRANSFER PRINTING OBJECT |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015075400A JP6573365B2 (en) | 2015-04-01 | 2015-04-01 | PRINTING OBJECT TRANSFER METHOD, AND MANUFACTURING METHOD FOR DECORATIVE WITH TRANSFER PRINTING OBJECT |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016193578A JP2016193578A (en) | 2016-11-17 |
| JP6573365B2 true JP6573365B2 (en) | 2019-09-11 |
Family
ID=57322569
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015075400A Active JP6573365B2 (en) | 2015-04-01 | 2015-04-01 | PRINTING OBJECT TRANSFER METHOD, AND MANUFACTURING METHOD FOR DECORATIVE WITH TRANSFER PRINTING OBJECT |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6573365B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111186055A (en) * | 2020-01-13 | 2020-05-22 | 南京林业大学 | Composite material isolation film and manufacturing method thereof |
| CN113069682A (en) * | 2021-04-07 | 2021-07-06 | 济南澜亿未来生物科技有限公司 | Semi-permanent tattoo patch, preparation method and use method thereof |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4811962B1 (en) * | 1967-09-18 | 1973-04-17 | ||
| JP3104002B2 (en) * | 1993-07-16 | 2000-10-30 | 武彦 大木 | Transferring patterns and patterns |
| JP3533501B2 (en) * | 1994-07-01 | 2004-05-31 | ダイニック株式会社 | Polyvinyl chloride composition and engravable molded article |
| JPH11289875A (en) * | 1998-04-14 | 1999-10-26 | Kouno Jushi Kogyo Kk | Flowerpot |
| JP2002103890A (en) * | 2000-09-29 | 2002-04-09 | Ichiro Suematsu | Image transfer method |
| WO2005039891A1 (en) * | 2003-10-22 | 2005-05-06 | Kuraray Co., Ltd. | Method of hydraulic transfer and hydraulic transfer base film |
| JP2010159327A (en) * | 2009-01-07 | 2010-07-22 | Toppan Printing Co Ltd | Wood flour resin mixture molded article containing polymeric absorbent |
| JP5684075B2 (en) * | 2011-08-18 | 2015-03-11 | 一郎 末松 | Copy image transfer method |
| JP3187548U (en) * | 2013-09-05 | 2013-12-05 | 一郎 末松 | Balloon surface transfer sheet |
-
2015
- 2015-04-01 JP JP2015075400A patent/JP6573365B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016193578A (en) | 2016-11-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101391622B1 (en) | The nail sticker and process method thereof | |
| JP6573365B2 (en) | PRINTING OBJECT TRANSFER METHOD, AND MANUFACTURING METHOD FOR DECORATIVE WITH TRANSFER PRINTING OBJECT | |
| JP2010018031A (en) | Method for providing image on surface | |
| US4994131A (en) | Process of preparing decorative material utilizing transfer print foils | |
| KR101344266B1 (en) | A adhesive sticker and process method thereof | |
| KR20180047959A (en) | The sticker process method and sticker thereof | |
| US20090317774A1 (en) | Method and apparatus for creating personalized art | |
| KR101367783B1 (en) | The nail sticker and process method thereof | |
| US20150082677A1 (en) | Method of manufacturing frames and frame mat board design | |
| KR20090000959A (en) | The silk printing paper manufacturing method for a nail art using for transcription and the manufactured silk printing paper | |
| US20060057336A1 (en) | Abrasive articles and methods for making them | |
| KR20220037584A (en) | Picture frame gold painting with fine protruding embossing on the surface | |
| KR100528302B1 (en) | Jewel art sticker and manufacturing method thereof | |
| JP3140766U (en) | Decorative stone | |
| US9296251B2 (en) | Removable protective door covering for arts and crafts | |
| JP3194110U (en) | Seal for deformed / three-dimensional curved surface using transfer seal | |
| JPH0211200Y2 (en) | ||
| JP3205645U (en) | Preserved flower with mark | |
| JP3211323U (en) | Preserved flower with mark | |
| KR20100008738A (en) | Manufacturing method of panel for furniture with decoration sheet and the panel for furniture thereby | |
| JP2004330747A (en) | Ornament | |
| JP5189398B2 (en) | Canvas canvas for painting | |
| JP2857609B2 (en) | Crafts and method of manufacturing the same | |
| JP3211354U (en) | Torso and torso | |
| RU2530841C1 (en) | Method of performing artworks |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180326 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190226 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190227 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190410 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190730 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190809 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6573365 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |