JP6519007B2 - Method of manufacturing Ni-based heat resistant alloy welded joint - Google Patents
Method of manufacturing Ni-based heat resistant alloy welded joint Download PDFInfo
- Publication number
- JP6519007B2 JP6519007B2 JP2015076764A JP2015076764A JP6519007B2 JP 6519007 B2 JP6519007 B2 JP 6519007B2 JP 2015076764 A JP2015076764 A JP 2015076764A JP 2015076764 A JP2015076764 A JP 2015076764A JP 6519007 B2 JP6519007 B2 JP 6519007B2
- Authority
- JP
- Japan
- Prior art keywords
- less
- content
- heat
- welding
- heat treatment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/055—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being at least 20% but less than 30%
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/50—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for welded joints
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/058—Alloys based on nickel or cobalt based on nickel with chromium without Mo and W
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/10—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of nickel or cobalt or alloys based thereon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
Description
本発明は、Ni基耐熱合金溶接継手の製造方法およびそれを用いて得られる溶接継手に関する。特に、本発明は、火力発電用ボイラの主蒸気管または再熱蒸気管等の高温部材として長期使用されたNi基耐熱合金を用いた溶接継手の製造方法およびそれを用いて得られる溶接継手に関する。 The present invention relates to a method of manufacturing a Ni-based heat-resistant alloy welded joint and a welded joint obtained using the same. In particular, the present invention relates to a method of manufacturing a welded joint using a Ni-based heat resistant alloy used for a long time as a high temperature member such as a main steam pipe or a reheat steam pipe of a thermal power generation boiler, and a welded joint obtained using the same .
近年、環境負荷軽減の観点から火力発電用ボイラ等では運転条件の高温および高圧化が世界的規模で進められており、過熱器管または再熱器管の材料として使用されるオーステナイト系耐熱合金またはNi基耐熱合金には、より優れた高温強度および耐食性を有することが求められている。 In recent years, high-temperature and high-pressure operating conditions have been promoted on a global scale in boilers for thermal power generation and the like from the viewpoint of reducing environmental impact, and austenitic heat-resistant alloys or used as materials for superheater tubes or reheater tubes Ni-based heat-resistant alloys are required to have better high-temperature strength and corrosion resistance.
さらに、従来、フェライト系耐熱鋼が使用されていた主蒸気管または再熱蒸気管等の厚肉の部材等、種々の部材においても、高強度化が求められており、高強度オーステナイト系耐熱合金またはNi基耐熱合金の適用が検討されている。 Furthermore, high strength is also required for various members such as thick members such as main steam pipes or reheat steam pipes in which ferrite heat resistant steels have been conventionally used, and high strength austenitic heat resistant alloys Or application of a Ni-based heat-resistant alloy is being considered.
このような技術的背景のもと、例えば、国際公開第2009/154161号(特許文献1)には、Cr、TiおよびZrの活用により、クリープ破断強度を高めたオーステナイト系耐熱合金が開示されている。また、国際公報第2010/038826号(特許文献2)には、多量のWを含有させるとともに、AlおよびTiを活用し、固溶強化とγ’相による析出強化によってクリープ破断強度を高めたNi基耐熱合金が開示されている。さらに、特開2013−49902号公報(特許文献3)には、抽出残渣の定量分析で求められるCrの析出量を規定し、クリープ破断強度に加えて靭性を高めたNi基耐熱合金が開示されている。 Under such technical background, for example, WO 2009/154161 (Patent Document 1) discloses an austenitic heat resistant alloy having enhanced creep rupture strength by utilizing Cr, Ti and Zr. There is. In addition, in International Publication No. 2010/038826 (Patent Document 2), Ni containing a large amount of W, utilizing Al and Ti, and enhancing creep rupture strength by solid solution strengthening and precipitation strengthening by γ 'phase is used. A base heat resistant alloy is disclosed. Furthermore, a Ni-based heat-resistant alloy is disclosed in JP-A 2013-49902 (Patent Document 3), which specifies the precipitation amount of Cr determined by quantitative analysis of the extraction residue and enhances toughness in addition to creep rupture strength. ing.
ところで、これらオーステナイト系耐熱合金またはNi基耐熱合金を構造物として使用する場合、一般には溶接により組み立てられる。その際、溶接部には、主に冶金的要因に起因した様々な割れが発生しやすいことが知られている。 When these austenitic heat-resistant alloys or Ni-based heat-resistant alloys are used as a structure, they are generally assembled by welding. At that time, it is known that various cracks are likely to occur in the welded portion mainly due to metallurgical factors.
そのため、国際公報第2011/071054号(特許文献4)には、Al、TiおよびNb、ならびに、P、CrおよびBの含有量を所定の範囲に規定し、溶接時の耐液化割れ性を改善したオーステナイト系耐熱合金が提案されている。また、特開2010−150593号公報(特許文献5)には、MoおよびWを活用し、クリープ強度を高めるとともに、不純物元素、ならびに、TiおよびAlの含有量を規定し、溶接時の耐液化割れおよび使用時の耐応力緩和割れ性を改善したオーステナイト系耐熱合金が提案されている。さらに、特開2013−36086号公報(特許文献6)には、AlおよびTiを含有させることによりγ’相を活用してクリープ強度を高めるとともに、結晶粒径に応じてNdおよびOの含有量を調整することにより、高温長時間使用後のクリープ延性の向上および補修溶接時の耐応力緩和割れ性を改善したNi基耐熱合金が提案されている。 Therefore, the contents of Al, Ti and Nb, and P, Cr and B are specified in a predetermined range in International Publication No. 2011/071 054 (Patent Document 4), and the liquid cracking resistance during welding is improved. Austenitic heat resistant alloys have been proposed. Moreover, while using Mo and W to raise creep strength in Unexamined-Japanese-Patent No. 2010-150593 (patent document 5), the content of an impurity element and Ti and Al is prescribed, and liquefaction resistance at the time of welding is specified. Austenitic heat resistant alloys have been proposed which have improved cracking and stress relaxation cracking resistance during use. Furthermore, in JP 2013-36086 A (Patent Document 6), the creep strength is enhanced by containing Al and Ti to utilize the γ ′ phase, and the contents of Nd and O according to the crystal grain size A Ni-based heat-resistant alloy has been proposed in which the creep ductility is improved after long-term use at high temperature and the stress relaxation cracking resistance during repair welding is improved by adjusting.
これらオーステナイト系耐熱合金およびNi基耐熱合金を主蒸気管または再熱蒸気管等の厚肉の部材に適用し、溶接により組み立てた場合、確かに溶接時の液化割れおよび使用時の応力緩和割れは防止し得ることが確認できた。 When these austenitic heat-resistant alloys and Ni-based heat-resistant alloys are applied to thick-walled members such as main steam pipes or reheated steam pipes and assembled by welding, it is true that liquefied cracking at welding and stress relaxation cracking at the time of use It could be confirmed that it could be prevented.
しかしながら、これら高温で使用されるNi基耐熱合金の構造物は、経年劣化に伴う部分的な損傷により、構造物の一部を溶接補修する必要が生じる場合がある。そして、これら高温で使用されたNi基耐熱合金を用いて溶接すると、溶接熱影響部に割れが生じる場合があることが新たに判明した。なお、特許文献6で対象とする溶接割れは、補修溶接後の熱処理および高温使用中に生じる割れを対象としていることから、本発明の課題を解決しうるものではない。 However, the structure of the Ni-based heat-resistant alloy used at these high temperatures may require welding repair of a part of the structure due to partial damage accompanying aging. And when it welds using Ni base heat-resistant alloys used at these high temperatures, it became clear newly that a crack might arise in a welding heat affected zone. In addition, since the welding crack made into the object by patent document 6 is aimed at the heat treatment after repair welding, and the crack which arises during high temperature use, it can not solve the subject of the present invention.
本発明は、前記現状に鑑みてなされたもので、火力発電用ボイラの主蒸気管または再熱蒸気管等の高温部材として長期使用されたNi基耐熱合金を用いて、Ni基耐熱合金溶接継手を製造する方法およびそれを用いて得られる溶接継手を提供することを目的とする。 The present invention was made in view of the above-mentioned present situation, and a Ni-based heat-resistant alloy welded joint using a Ni-based heat-resistant alloy used for a long time as a high temperature member such as a main steam pipe or reheat steam pipe of a boiler for thermal power generation. It is an object of the present invention to provide a method of manufacturing a welded joint and a welded joint obtained using it.
本発明者らは、前記の課題を解決するため、まず、高温に長時間晒されたAlおよびTiを多量に含有するNi基耐熱合金を用いた溶接継手における、溶接熱影響部の割れ発生現象について、詳細な調査を行った。その結果、下記〈1〉〜〈3〉が確認された。 In order to solve the above-mentioned problems, the present inventors first of all, a crack generation phenomenon of a weld heat affected zone in a welded joint using a Ni-based heat-resistant alloy containing a large amount of Al and Ti exposed to a high temperature for a long time We conducted a detailed survey on As a result, the following <1> to <3> were confirmed.
〈1〉溶接熱影響部の割れは、高温で使用された際の温度および時間の増大とともに発生しやすくなり、ある条件を超えると生じやすくなる傾向にあることが分かった。具体的には、使用時の加熱保持温度TAが600〜850℃である場合、使用時の加熱保持温度TAおよび加熱保持時間tAから決まるパラメーター(以下、PAともいう。)が1700以上であると、溶接熱影響部の割れが生じやすくなる傾向にあることが分かった。ただし、PA=TA×(1.0+logtA)である。 (1) It has been found that cracking of the weld heat affected zone tends to occur with the increase of temperature and time when used at high temperature, and tends to occur more than certain conditions. Specifically, if the heating retention temperature T A at the time of use is 600 to 850 ° C., the parameters determined from the heating retention temperature T A and the heating retention time when using t A (hereinafter also referred to as P A.) 1700 It turned out that it exists in the tendency which the crack of a welding heat affected zone tends to produce as it is more than. However, it is P A = T A × (1.0 + logt A).
〈2〉溶接熱影響部の割れは、溶融境界から数百μm離れた位置で発生した。そして、その割れ破面を観察した結果、溶融痕は認められず、延性に乏しい破面を呈していた。さらに、割れ破面上には、濃化したSおよびPが検出された。 <2> Cracking of the weld heat affected zone occurred at a position several hundred μm away from the melting boundary. As a result of observation of the fractured surface, no melting mark was observed, and the fractured surface with poor ductility was exhibited. Furthermore, concentrated S and P were detected on the fracture surface.
〈3〉さらに、溶接熱影響部の組織観察の結果、割れが発生した溶融境界から数百μm離れた溶接熱影響部の粒内には、溶融線近傍の溶接熱影響部に比べて、微細なM23C6炭化物および金属間化合物相(γ’相)が数多く観察された。 <3> Furthermore, as a result of the structure observation of the weld heat affected zone, within the grains of the weld heat affected zone several hundred μm away from the melting boundary where the crack has occurred, finer in the grain of the weld heat affected zone near the melting line. Many M 23 C 6 carbides and intermetallic compound phases (γ ′ phases) were observed.
これらの結果から、高温で長期使用されたNi基耐熱合金を用いて溶接した場合に溶接熱影響部に発生する割れは、以下の機構により発生したものと推定された。 From these results, it is presumed that the crack generated in the weld heat affected zone when welded using a Ni-based heat resistant alloy used for a long time at high temperature is generated by the following mechanism.
すなわち、高温での長期使用とともに、Ni基耐熱合金の結晶粒内にはM23C6炭化物および金属間化合物相が微細に析出するが、使用温度が高いほど短時間で析出し、使用時間が長くなるとその量が増大する。さらに、使用中には、不純物元素であるSおよびPの粒界偏析も併せて生じる。 That is, with long-term use at high temperature, M 23 C 6 carbides and intermetallic compound phases finely precipitate in the crystal grains of the Ni-based heat-resistant alloy, but they are precipitated in a short time as the use temperature increases. As it gets longer, the amount increases. Furthermore, during use, grain boundary segregation of the impurity elements S and P is also generated.
このように、粒内に析出相が存在し、不純物が粒界偏析したNi基耐熱合金を溶接した場合、溶融境界近傍の溶接熱影響部では、最高到達温度が高いため、粒内析出物は再び母相に固溶するとともに、粒界偏析が解消される。しかしながら、溶融境界から少し離れた溶接熱影響部では、最高到達温度が低いため、粒内析出物の再固溶および粒界偏析の解消は生じない。ここで、溶接時には、溶接に伴う膨張収縮により溶接熱影響部に熱応力が生じる。そのため、粒内に多量に析出相が存在する領域、すなわち溶融境界から少し離れた溶接熱影響部では、粒内の変形抵抗が高く、粒内が変形できなくなり、熱応力による変形が粒界に集中する。加えて、粒界にSおよびP等の不純物元素も多量に偏析しており、脆化が生じる。その結果、変形に耐えきれず粒界が開口し、割れに至ったものと考えられる。 As described above, when welding a Ni-based heat-resistant alloy in which precipitation phases exist in the grains and impurities segregate at grain boundaries, the highest reached temperature is high in the welding heat affected zone near the melting boundary, so As well as solid solution in the matrix again, grain boundary segregation is eliminated. However, in the weld heat-affected zone slightly away from the melting boundary, the maximum reached temperature is low, so that the dissolution of intragranular precipitates and elimination of grain boundary segregation do not occur. Here, at the time of welding, thermal stress is generated in the welding heat affected zone due to expansion and contraction associated with welding. Therefore, in the region where a large amount of precipitated phase exists in the grain, that is, in the welding heat-affected zone slightly away from the melting boundary, deformation resistance in the grain is high, the grain can not be deformed, and deformation due to thermal stress concentrate. In addition, a large amount of impurity elements such as S and P are segregated in the grain boundaries to cause embrittlement. As a result, it is considered that the grain boundaries can not withstand deformation and the grain boundaries are opened, leading to cracking.
そして、鋭意検討を繰り返した結果、これを防止するためには以下の方法が有効であることが明らかとなった。すなわち、溶接時の割れを防止するためには、高温での使用中に過剰に粒内に析出が生じている場合、その析出物を再固溶させるとともに、不純物の粒界偏析を軽減させることが有効であることが分かった。 And as a result of repeating earnest examination, in order to prevent this, it became clear that the following method is effective. That is, in order to prevent cracking at the time of welding, when precipitates are generated in the grains excessively during use at high temperature, the precipitates are dissolved again and the grain boundary segregation of impurities is reduced. Was found to be effective.
具体的には、下記〔1〕および〔2〕に示すことが分かった。 Specifically, it was found that it is shown in the following [1] and [2].
〔1〕Ni基耐熱合金において、使用時の加熱保持温度TAが600〜850℃であり、かつ、使用時の加熱保持温度TAおよび加熱保持時間tAから決まるパラメーター(以下、PAともいう。)が1700以上となる場合、溶接前に熱処理を施すことが有効である。ただし、PA=TA×(1.0+logtA)である。 In [1] Ni-base heat-resistant alloy, the heating retention temperature T A at the time of use is 600 to 850 ° C., and parameters determined by the heating retention temperature T A and the heating retention time when using t A (hereinafter, both P A When it is more than 1700, it is effective to perform heat treatment before welding. However, it is P A = T A × (1.0 + logt A).
〔2〕溶接前に施す熱処理は、熱処理保持温度TPが1050〜1250℃であり、熱処理保持時間tPが[−0.1×(TP/50−30)]以上であることが有効である。ただし、熱処理保持時間tPが[−0.1×(TP/10−145)]を超えると、効果がないどころか、むしろ悪影響を与える。 [2] a heat treatment is subjected before welding, heat treatment holding temperature T P is from 1,050 to 1,250 ° C., effective to heat treatment holding time t P is [-0.1 × (T P / 50-30 )] or It is. However, if the heat treatment holding time t P exceeds [−0.1 × (T p / 10−145)], the heat treatment holding time t P adversely affects rather than being ineffective.
本発明は、前記の知見を基礎としてなされたものであり、下記のNi基耐熱合金溶接継手の製造方法およびそれを用いて得られる溶接継手を要旨とする。 The present invention is made on the basis of the above-mentioned findings, and the gist of the following method for producing a Ni-based heat-resistant alloy welded joint and a welded joint obtained using the same.
(1)化学組成が、質量%で、
C:0.03〜0.12%、
Si:1%以下、
Mn:1%以下、
P:0.015%以下、
S:0.005%以下、
Co:8〜25%、
Cr:18〜27%、
Ti:0.1〜2.5%、
Al:0.2〜2.0%、
B:0.0001〜0.01%、
REM:0.001〜0.5%、
N:0.02%以下、
O:0.01%以下、
Ca:0〜0.05%、
Mg:0〜0.05%、
Fe:0〜15%、
Mo:0〜12%、
W:0〜10%、
Cu:0〜4%、
Nb:0〜2.5%、
V:0〜0.5%、ならびに、
残部:Niおよび不純物であり、かつ、
下記(i)式および(ii)式を満足する条件で使用された合金母材を、
下記(iii)式および(iv)式を満足する条件で熱処理を施した後、溶接する、Ni基耐熱合金溶接継手の製造方法。
600≦TA≦850 ・・・(i)
1700≦TA×(1.0+logtA) ・・・(ii)
1050≦TP≦1250 ・・・(iii)
−0.1×(TP/50−30)≦tP≦−0.1×(TP/10−145) ・・・(iv)
ただし、上式中の各記号の意味は下記の通りである。
TA:使用時の加熱保持温度(℃)
tA:使用時の加熱保持時間(h)
TP:熱処理保持温度(℃)
tP:熱処理保持時間(h)
(1) Chemical composition is in mass%,
C: 0.03 to 0.12%,
Si: 1% or less,
Mn: 1% or less,
P: 0.015% or less,
S: 0.005% or less,
Co: 8 to 25%,
Cr: 18 to 27%,
Ti: 0.1 to 2.5%,
Al: 0.2 to 2.0%,
B: 0.0001 to 0.01%,
REM: 0.001 to 0.5%,
N: 0.02% or less,
O: 0.01% or less,
Ca: 0 to 0.05%,
Mg: 0 to 0.05%,
Fe: 0 to 15%,
Mo: 0 to 12%,
W: 0 to 10%
Cu: 0 to 4%,
Nb: 0 to 2.5%
V: 0 to 0.5%, as well as
Remainder: Ni and impurities, and
An alloy base material used under the conditions satisfying the following formulas (i) and (ii)
The manufacturing method of Ni base heat-resistant-alloy weld joint which welds, after heat-processing on the conditions which satisfy following formula (iii) and (iv) formula.
600 ≦ T A ≦ 850 (i)
1700 ≦ T A × (1.0 + log t A ) (ii)
1050 ≦ TP ≦ 1250 (iii)
−0.1 × (T P / 50−30) ≦ t P ≦ −0.1 × (T P / 10−145) (iv)
However, the meaning of each symbol in the above formula is as follows.
T A : Heating holding temperature (° C) during use
t A : Heat holding time during use (h)
T P : Heat treatment holding temperature (° C)
t P : Heat treatment holding time (h)
(2) 前記合金母材の化学組成が、質量%で、下記の第一群および第二群から選択される1種以上を含有する、前記(1)に記載のNi基耐熱合金溶接継手の製造方法。
第一群 Ca:0.0001〜0.05%、Mg:0.0001〜0.05%、Fe:0.01〜15%
第二群 Mo:0.01〜12%、W:0.01〜10%、Cu:0.01〜4%、Nb:0.01〜2.5%、V:0.01〜0.5%
(2) The Ni-based heat-resistant alloy welded joint according to the above (1), wherein the chemical composition of the alloy base material contains, in mass%, at least one selected from the following first group and second group Production method.
First group Ca: 0.0001 to 0.05%, Mg: 0.0001 to 0.05%, Fe: 0.01 to 15%
Second group Mo: 0.01 to 12%, W: 0.01 to 10%, Cu: 0.01 to 4%, Nb: 0.01 to 2.5%, V: 0.01 to 0.5 %
(3)前記熱処理において、冷却過程における500℃までの平均冷却速度が50℃/h以上である、前記(1)または前記(2)に記載のNi基耐熱合金溶接継手の製造方法。 (3) In the heat treatment, the method for producing a Ni-based heat-resistant alloy welded joint according to (1) or (2), wherein the average cooling rate to 500 ° C. in the cooling process is 50 ° C./h or more.
(4)前記熱処理は、少なくとも被溶接部から30mm以内の範囲すべてに施す、前記(1)から前記(3)までのいずれか一つに記載のNi基耐熱合金溶接継手の製造方法。 (4) The method for producing a Ni-based heat-resistant alloy welded joint according to any one of (1) to (3), wherein the heat treatment is performed at least within a range of 30 mm from the welded portion.
(5)化学組成が、質量%で、
C:0.06〜0.15%、
Si:1%以下、
Mn:1%以下、
P:0.01%以下、
S:0.005%以下、
Co:8〜25%、
Cr:18〜27%、
Ti:0.1〜2.5%、
Al:0.2〜2.0%、
Mo:0〜12%、
W:0〜10%、
Nb:0〜2.5%、
B:0〜0.005%、
Fe:0〜15%、
N:0.02%以下、
O:0.01%以下、ならびに、
残部:Niおよび不純物である溶接材料を使用して溶接する、前記(1)から前記(4)までのいずれか一つに記載のNi基耐熱合金溶接継手の製造方法。
(5) Chemical composition is in mass%,
C: 0.06 to 0.15%,
Si: 1% or less,
Mn: 1% or less,
P: 0.01% or less,
S: 0.005% or less,
Co: 8 to 25%,
Cr: 18 to 27%,
Ti: 0.1 to 2.5%,
Al: 0.2 to 2.0%,
Mo: 0 to 12%,
W: 0 to 10%
Nb: 0 to 2.5%
B: 0 to 0.005%,
Fe: 0 to 15%,
N: 0.02% or less,
O: 0.01% or less, and
Remainder: The method for producing a Ni-based heat-resistant alloy welded joint according to any one of (1) to (4), wherein welding is performed using a welding material which is Ni and impurities.
(6)前記(1)から前記(5)までのいずれか一つに記載の製造方法を用いて得られる、Ni基耐熱合金溶接継手。 (6) A Ni-based heat-resistant alloy welded joint obtained by using the manufacturing method according to any one of (1) to (5).
本発明に係る製造方法によれば、火力発電用ボイラの主蒸気管または再熱蒸気管等の高温部材として長期使用されたNi基耐熱合金を用いて、Ni基耐熱合金溶接継手を安定して得ることができる。 According to the manufacturing method of the present invention, a Ni-based heat-resistant alloy welded joint can be stabilized using a Ni-based heat-resistant alloy used for a long time as a high temperature member such as a main steam pipe or reheat steam pipe of a thermal power generation boiler. You can get it.
以下、本発明の各要件について詳しく説明する。なお、以下の説明において含有量についての「%」は、「質量%」を意味する。 Hereinafter, each requirement of the present invention will be described in detail. In the following description, “%” of the content means “mass%”.
1.合金母材の化学組成
本発明に係るNi基耐熱合金溶接継手の製造に使用する合金母材に含有される各元素の限定理由は下記のとおりである。
1. Chemical composition of alloy base material The reasons for limitation of each element contained in the alloy base material used for manufacturing the Ni-based heat-resistant alloy welded joint according to the present invention are as follows.
C:0.03〜0.12%
Cは、組織を安定化させる作用を有するとともに、微細な炭化物を形成し、高温使用中のクリープ強度を向上させる効果を有する元素である。この効果を充分に得るためには、C含有量を0.03%以上とする必要がある。しかしながら、C含有量が過剰であると、炭化物が粗大となり、かつ、多量に析出するため、却ってクリープ強度を低下させる。加えて、延性を低下させ、長時間使用した材料において溶接性を劣化させる。したがって、C含有量は0.12%以下とする。C含有量は、0.04%以上であることが好ましく、0.06%以上であることがより好ましい。また、C含有量は、0.11%以下であることが好ましく、0.10%以下であることがより好ましい。
C: 0.03 to 0.12%
C is an element having the function of stabilizing the structure, forming a fine carbide, and having the effect of improving the creep strength during high temperature use. In order to obtain this effect sufficiently, the C content needs to be 0.03% or more. However, if the C content is excessive, the carbides become coarse and precipitate in large amounts, thereby reducing the creep strength. In addition, it lowers the ductility and degrades weldability in materials used for a long time. Therefore, the C content is 0.12% or less. The C content is preferably 0.04% or more, more preferably 0.06% or more. Further, the C content is preferably 0.11% or less, more preferably 0.10% or less.
Si:1%以下
Siは、脱酸作用を有するとともに、高温での耐食性および耐酸化性の向上に有効な元素である。しかしながら、Siが過剰に含有された場合には組織の安定性が低下して、靱性およびクリープ強度の低下を招く。そのため、Si含有量は1%以下とする。Si含有量は、0.8%以下であることが好ましく、0.6%以下であることがより好ましい。
Si: 1% or less Si has a deoxidizing action and is an element effective for improving corrosion resistance and oxidation resistance at high temperatures. However, when Si is contained in excess, the stability of the structure is reduced, leading to a decrease in toughness and creep strength. Therefore, the Si content is 1% or less. The Si content is preferably 0.8% or less, more preferably 0.6% or less.
なお、Si含有量について特に下限を設ける必要はないが、極端に低減させると脱酸効果が充分に得られず合金の清浄性が劣化するとともに、高温での耐食性および耐酸化性の向上効果が得難くなり、製造コストも大きく上昇する。そのため、Si含有量は、0.01%以上であることが好ましく、0.03%以上であることがより好ましい。 It is not necessary to set a lower limit on the Si content, but if it is extremely reduced, the deoxidizing effect is not sufficiently obtained and the cleanliness of the alloy deteriorates, and the corrosion resistance and oxidation resistance improvement effects at high temperatures It becomes difficult to obtain, and the manufacturing cost also rises greatly. Therefore, the Si content is preferably 0.01% or more, and more preferably 0.03% or more.
Mn:1%以下
Mnは、Siと同様に、脱酸作用を有する元素である。また、Mnは、組織の安定化にも寄与する。しかしながら、Mn含有量が過剰になると脆化を招き、さらに、靱性およびクリープ延性の低下も生じる。そのため、Mn含有量は1%以下とする。Mn含有量は、0.8%以下であることが好ましく、0.6%以下であることがより好ましい。
Mn: 1% or less Mn, like Si, is an element having a deoxidizing action. Mn also contributes to the stabilization of the tissue. However, when the Mn content is excessive, embrittlement occurs, and furthermore, toughness and creep ductility also decrease. Therefore, the Mn content is 1% or less. The Mn content is preferably 0.8% or less, more preferably 0.6% or less.
なお、Mn含有量についても特に下限を設ける必要はないが、極端に低減させると脱酸効果が充分に得られず合金の清浄性が劣化するとともに、組織の安定化効果が得難くなり、さらに製造コストも大きく上昇する。そのため、Mn含有量は、0.01%以上であることが好ましく、0.02%以上であることがより好ましい。 The lower limit of the Mn content is not particularly required. However, if the Mn content is extremely reduced, the deoxidizing effect can not be sufficiently obtained, the cleanliness of the alloy is deteriorated, and the structure stabilizing effect becomes difficult to obtain. Manufacturing costs also rise sharply. Therefore, the Mn content is preferably 0.01% or more, and more preferably 0.02% or more.
P:0.015%以下
Pは、不純物として合金中に含まれ、多量に含まれる場合には熱間加工性を低下させるとともに、溶接中の液化割れ感受性を著しく高める元素である。さらに、高温での使用中に結晶粒界に偏析し、長時間使用した材料において溶接性を低下させる。そのため、P含有量は0.015%以下とする。P含有量は、0.012%以下であることが好ましく、0.010%以下であることがより好ましい。
P: 0.015% or less P is an element contained in the alloy as an impurity, and when it is contained in a large amount, it is an element that significantly reduces the hot workability and also increases the susceptibility to liquefied cracking during welding. In addition, they segregate to grain boundaries during use at high temperatures and reduce weldability in materials used for extended periods of time. Therefore, the P content is 0.015% or less. The P content is preferably 0.012% or less, more preferably 0.010% or less.
なお、P含有量は可能な限り低減することが好ましいが、極度の低減は製造コストの増大を招く。そのため、P含有量は、0.0005%以上であることが好ましく、0.0008%以上であることがより好ましい。 In addition, although it is preferable to reduce P content as much as possible, extreme reduction causes increase of manufacturing cost. Therefore, the P content is preferably 0.0005% or more, and more preferably 0.0008% or more.
S:0.005%以下
Sは、Pと同様に不純物として合金中に含まれ、多量に含まれる場合には熱間加工性を低下させるとともに、溶接中の液化割れ感受性を高める元素である。さらに、高温で長時間使用した際に粒界に偏析し、長時間使用した材料において溶接性を低下させる。そのため、S含有量は0.005%以下とする。S含有量は、0.004%以下であることが好ましく、0.003%以下であることがより好ましい。
S: 0.005% or less S, like P, is an element contained in the alloy as an impurity as well as P, and when it is contained in a large amount, it is an element that reduces the hot workability and increases the susceptibility to liquefied cracking during welding. Furthermore, when used for a long time at high temperature, it segregates in grain boundaries, and reduces the weldability in materials used for a long time. Therefore, the S content is made 0.005% or less. The S content is preferably 0.004% or less, more preferably 0.003% or less.
なお、S含有量は可能な限り低減することが好ましいが、極度の低減は製造コストの増大を招く。そのため、S含有量は、0.0001%以上であることが好ましく、0.0002%以上であることがより好ましい。 In addition, although it is preferable to reduce S content as much as possible, extreme reduction causes increase of manufacturing cost. Therefore, the S content is preferably 0.0001% or more, and more preferably 0.0002% or more.
Co:8〜25%
Coは、クリープ強度を向上させる作用を有する元素である。この効果を充分に得るためには、Co含有量を8%以上とする必要がある。しかしながら、Coは極めて高価な元素であるため、過剰の含有は大幅なコスト増を招く。そのため、Co含有量は25%以下とする。Co含有量は、8.5%以上であることが好ましく、9%以上であることがより好ましい。また、Co含有量は、23.5%以下であることが好ましく、22%以下であることがより好ましい。
Co: 8 to 25%
Co is an element having an effect of improving creep strength. In order to obtain this effect sufficiently, the Co content needs to be 8% or more. However, since Co is a very expensive element, the excess content causes a significant cost increase. Therefore, the Co content is 25% or less. The Co content is preferably 8.5% or more, and more preferably 9% or more. Further, the Co content is preferably 23.5% or less, more preferably 22% or less.
Cr:18〜27%
Crは、高温での耐酸化性および耐食性の確保のために必須の元素である。また、Crは、微細な炭化物を形成してクリープ強度の確保にも寄与する。前記の効果を得るためには、Cr含有量を18%以上とする必要がある。しかしながら、Cr含有量が過剰になると、高温での組織安定性が低下するとともに、多量の炭化物を生成して、長時間使用した材料において溶接性を低下させる。したがって、Cr含有量は27%以下とする。Cr含有量は、18.5%以上であることが好ましく、19%以上であることがより好ましい。また、Cr含有量は、26.5%以下であることが好ましく、26%以下であることがより好ましい。
Cr: 18 to 27%
Cr is an essential element for securing oxidation resistance and corrosion resistance at high temperatures. Further, Cr forms fine carbides and contributes to securing creep strength. In order to obtain the above effect, the Cr content needs to be 18% or more. However, when the Cr content is excessive, the structure stability at high temperature is reduced, and a large amount of carbides are formed to reduce weldability in a material used for a long time. Therefore, the Cr content is 27% or less. The Cr content is preferably 18.5% or more, more preferably 19% or more. Further, the Cr content is preferably 26.5% or less, more preferably 26% or less.
Ti:0.1〜2.5%
Tiは、Niと結合して微細な金属間化合物相として粒内に析出し、高温でのクリープ強度および引張強さの向上に寄与する。その効果を充分に得るためには、Ti含有量を0.1%以上とする必要がある。しかしながら、Ti含有量が過剰になると、金属間化合物相が多量に析出し、クリープ延性および靱性の低下を招く。加えて、延性が低下して、長時間使用した材料において溶接性を低下させる。そのため、Ti含有量は2.5%以下とする。Ti含有量は、0.15%以上であることが好ましく、0.2%以上であることがより好ましい。また、Ti含有量は、2.4%以下であることが好ましく、2.3%以下であることがより好ましい。
Ti: 0.1 to 2.5%
Ti combines with Ni and precipitates in the grains as a fine intermetallic compound phase, and contributes to the improvement of creep strength and tensile strength at high temperatures. In order to sufficiently obtain the effect, the Ti content needs to be 0.1% or more. However, when the Ti content is excessive, a large amount of intermetallic compound phase precipitates, resulting in a decrease in creep ductility and toughness. In addition, the ductility is reduced, which reduces the weldability in materials used for a long time. Therefore, the Ti content is 2.5% or less. The Ti content is preferably 0.15% or more, more preferably 0.2% or more. Moreover, it is preferable that it is 2.4% or less, and, as for Ti content, it is more preferable that it is 2.3% or less.
Al:0.2〜2.0%
Alは、Tiと同様に,Niと結合して微細な金属間化合物相として析出し,高温でのクリープ強度および引張強さの向上に寄与する元素である。その効果を充分に得るためには、Al含有量を0.2%以上とする必要がある。しかしながら、Alの含有量が過剰になると多量に金属間化合物相を生成し、却って靭性および延性の低下を招くとともに、長時間使用した材料において溶接性を低下させる。そのため、Al含有量は2.0%以下とする。Al含有量は、0.25%以上であることが好ましく、0.3%以上であることがより好ましい。また、Al含有量は、1.8%以下であることが好ましく、1.6%以下であることがより好ましい。
Al: 0.2 to 2.0%
Al, like Ti, is an element that combines with Ni and precipitates as a fine intermetallic compound phase and contributes to the improvement of creep strength and tensile strength at high temperatures. In order to obtain the effect sufficiently, the Al content needs to be 0.2% or more. However, when the content of Al is excessive, a large amount of intermetallic compound phase is generated, which in turn causes a decrease in toughness and ductility, and also reduces weldability in a material used for a long time. Therefore, the Al content is 2.0% or less. The Al content is preferably 0.25% or more, and more preferably 0.3% or more. The Al content is preferably 1.8% or less, more preferably 1.6% or less.
B:0.0001〜0.01%
Bは、粒界炭化物を微細分散させることにより、クリープ強度を向上させるとともに、粒界に偏析して粒界を強化するのに有効な元素である。この効果を得るためには、B含有量を0.0001%以上とする必要がある。しかしながら、Bの含有量が過剰になると、溶接中の溶接熱サイクルにより溶融境界近傍の熱影響部にBが多量に偏析して粒界の融点が低下し、液化割れ感受性が高まる。そのため、B含有量を0.01%以下とする。B含有量は、0.0005%以上であることが好ましく、0.001%以上であることがより好ましい。また、B含有量は、0.008%以下であることが好ましく、0.006%以下であることがより好ましい。
B: 0.0001 to 0.01%
B is an element effective to segregate at grain boundaries and strengthen grain boundaries while improving creep strength by finely dispersing grain boundary carbides. In order to obtain this effect, the B content needs to be 0.0001% or more. However, when the content of B is excessive, a large amount of B is segregated in the heat affected zone near the melting boundary due to the welding heat cycle during welding, the melting point of the grain boundary is lowered, and the liquation cracking sensitivity is increased. Therefore, the B content is made 0.01% or less. The B content is preferably 0.0005% or more, and more preferably 0.001% or more. Further, the B content is preferably 0.008% or less, and more preferably 0.006% or less.
REM:0.001〜0.5%
REMは、Sとの親和力が強く、熱間加工性を改善する作用を有するとともに、溶接中の液化割れ感受性を低減するのに有効な元素である。さらには、高温使用中のSの粒界偏析を低減し、長時間使用した材料における溶接性低下の軽減にも寄与する。この効果を得るためには、REM含有量を0.001%以上とする必要がある。しかしながら、REM含有量が過剰になると、Oと結合して、清浄性を著しく低下させ、却って熱間加工性を劣化させる。そのため、REM含有量を0.5%以下とする。REM含有量は、0.002%以上であることが好ましく、0.005%以上であることがより好ましい。また、REM含有量は、0.4%以下であることが好ましく、0.3%以下であることがより好ましい。
REM: 0.001 to 0.5%
REM has a strong affinity with S, has an effect of improving hot workability, and is an element effective for reducing the susceptibility to liquefied cracking during welding. Furthermore, it reduces grain boundary segregation of S during high temperature use, and also contributes to the reduction of the decrease in weldability in materials used for a long time. In order to obtain this effect, the REM content needs to be 0.001% or more. However, when the REM content is excessive, it combines with O to significantly reduce the cleanliness and rather degrade the hot workability. Therefore, the REM content is 0.5% or less. The REM content is preferably 0.002% or more, more preferably 0.005% or more. Further, the REM content is preferably 0.4% or less, more preferably 0.3% or less.
なお、「REM」とは、Sc、Yおよびランタノイドの合計17元素の総称であり、REMの含有量は、REMのうちの1種または2種以上の元素の合計含有量を指す。また、REMについては、一般的にミッシュメタルに含有される。このため、例えば、ミッシュメタルの形で添加して、REMの量が前記の範囲となるように含有させてもよい。 In addition, "REM" is a general term for 17 elements in total of Sc, Y and a lanthanoid, and the content of REM indicates the total content of one or more elements of REM. In addition, REM is generally contained in misch metal. Therefore, for example, it may be added in the form of misch metal, and the amount of REM may be contained so as to fall within the above range.
N:0.02%以下
Nは、組織を安定にするのに有効な元素であるものの、過剰に含有されると、高温での使用中に多量の微細窒化物が粒内に析出して、クリープ延性および靱性の低下を招く。さらには、長時間使用した材料の溶接性を低下させる。そのため、Nの含有量は0.02%以下とする。Nの含有量は、0.018%以下であることが好ましく、0.015%以下であることがより好ましい。
N: 0.02% or less N is an element effective to stabilize the structure, but when it is contained in excess, a large amount of fine nitrides are precipitated in the grains during use at high temperatures, It leads to a decrease in creep ductility and toughness. Furthermore, the weldability of the material used for a long time is reduced. Therefore, the content of N is 0.02% or less. The content of N is preferably 0.018% or less, more preferably 0.015% or less.
なお、N含有量について特に下限を設ける必要はないが、極端に低減させると組織を安定にする効果が得難くなり、製造コストも大きく上昇する。そのため、N含有量は、0.0005%以上であることが好ましく、0.0008%以上であることがより好ましい。 Although it is not necessary to set a lower limit in particular for the N content, if it is extremely reduced, it will be difficult to obtain the effect of stabilizing the structure, and the manufacturing cost will also be greatly increased. Therefore, the N content is preferably 0.0005% or more, and more preferably 0.0008% or more.
O:0.01%以下
O(酸素)は、不純物として合金中に含まれ、その含有量が過剰になると熱間加工性が低下し、さらに靱性および延性の劣化を招く。このため、O含有量は0.01%以下とする。O含有量は、0.008%以下であることが好ましく、0.005%以下であることがより好ましい。
O: 0.01% or less O (oxygen) is contained as an impurity in the alloy, and when its content is excessive, the hot workability is reduced, and the toughness and the ductility are further deteriorated. Therefore, the O content is 0.01% or less. The O content is preferably 0.008% or less, more preferably 0.005% or less.
なお、O含有量について特に下限を設ける必要はないが、極端な低減は製造コストの上昇を招く。そのため、O含有量は、0.0005%以上であることが好ましく、0.0008%以上であることがより好ましい。 In addition, although it is not necessary to set a minimum in particular about O content, extreme reduction causes a rise of manufacturing cost. Therefore, the O content is preferably 0.0005% or more, and more preferably 0.0008% or more.
Ca:0〜0.05%
Caは、熱間加工性を改善する作用を有する元素である。さらに、高温使用中のSの粒界偏析を軽減し、長時間使用した材料における溶接性低下の軽減にも寄与する元素であるため、含有させてもよい。しかしながら、Ca含有量が過剰になると、Oと結合して、清浄性を著しく低下させ、却って熱間加工性を劣化させる。したがって、Caを含有させる場合には、その含有量を0.05%以下とする。Ca含有量は、0.03%以下であることが好ましい。
Ca: 0 to 0.05%
Ca is an element having an effect of improving hot workability. Furthermore, since it is an element which reduces grain boundary segregation of S during high temperature use and contributes to the reduction of a decrease in weldability in a material used for a long time, it may be contained. However, when the Ca content is excessive, it combines with O to significantly reduce the cleanliness and rather deteriorate the hot workability. Therefore, when Ca is contained, the content is made 0.05% or less. The Ca content is preferably 0.03% or less.
なお、前記の効果を得たい場合は、Ca含有量を0.0001%以上とすることが好ましく、0.0005%以上とすることがより好ましい。 In addition, in order to acquire the said effect, it is preferable to make Ca content into 0.0001% or more, and it is more preferable to set it as 0.0005% or more.
Mg:0〜0.05%
Mgは、Caと同様に、熱間加工性を改善する作用を有する元素である。さらに、高温使用中のSの粒界偏析を軽減し、長時間使用した材料における溶接性低下の軽減にも寄与する元素であるため、含有させてもよい。しかしながら、Mg含有量が過剰になると、Oと結合して、清浄性を著しく低下させ、却って熱間加工性を劣化させる。したがって、Mgを含有させる場合には、その含有量を0.05%以下とする。Mg含有量は、0.03%以下であることが好ましい。
Mg: 0 to 0.05%
Mg, like Ca, is an element having the effect of improving hot workability. Furthermore, since it is an element which reduces grain boundary segregation of S during high temperature use and contributes to the reduction of a decrease in weldability in a material used for a long time, it may be contained. However, when the Mg content is excessive, it combines with O to significantly reduce the cleanliness and rather deteriorate the hot workability. Therefore, when it contains Mg, the content is made into 0.05% or less. The Mg content is preferably 0.03% or less.
なお、前記の効果を得たい場合は、Mg含有量を0.0001%以上とすることが好ましく、0.0005%以上とすることがより好ましい。 In addition, in order to acquire the said effect, it is preferable to make Mg content into 0.0001% or more, and it is more preferable to set it as 0.0005% or more.
Fe:0〜15%
Feは、Ni基合金に微量でも含有されると、その熱間加工性を改善する効果を有する元素であるため、含有させてもよい。しかしながら、Fe含有量が過剰になると、合金の熱膨張係数が大きくなるとともに、耐水蒸気酸化性も劣化する。したがって、Feを含有させる場合には、その含有量を15%以下とする。Fe含有量は、10%以下であることが好ましく、1%以下であることがより好ましい。
Fe: 0 to 15%
Fe may be contained because it is an element having the effect of improving the hot workability when it is contained in a small amount in a Ni-based alloy. However, when the Fe content is excessive, the thermal expansion coefficient of the alloy increases and the water vapor oxidation resistance also deteriorates. Therefore, when Fe is contained, the content is made 15% or less. The Fe content is preferably 10% or less, more preferably 1% or less.
なお、前記の効果を得たい場合は、Fe含有量を0.01%以上とすることが好ましく、0.02%以上とすることがより好ましい。 In addition, in order to acquire the said effect, it is preferable to make Fe content into 0.01% or more, and it is more preferable to set it as 0.02% or more.
前記のCa、MgおよびFeは、いずれも熱間加工性を向上させる作用を有するため、そのうちのいずれか1種のみ、または2種以上の複合で含有させることができる。これらの元素を複合して含有させる場合の合計量は、15.1%以下であることが好ましい。 Since all of the above-described Ca, Mg and Fe have the effect of improving the hot workability, they can be contained alone or in combination of two or more. It is preferable that the total amount in the case of containing these elements in combination is 15.1% or less.
Mo:0〜12%
Moは、マトリックスに固溶して、高温でのクリープ強度および引張強さを向上させる作用を有する元素であるため、含有させてもよい。しかしながら、Moを過剰に含有させても効果は飽和し、却ってクリープ強度を低下させる場合がある。さらに、高価な元素であるため、過剰に含有させることはコストの増大を招く。したがって、Moを含有させる場合には、その含有量を12%以下とする。Mo含有量は、10%以下であることが好ましい。
Mo: 0 to 12%
Mo may be contained because it is an element having a function of solid-solving in the matrix to improve creep strength and tensile strength at high temperature. However, even if Mo is excessively contained, the effect is saturated and the creep strength may be reduced. Furthermore, since it is an expensive element, containing excessively increases cost. Therefore, when it contains Mo, the content is made 12% or less. The Mo content is preferably 10% or less.
なお、前記の効果を得たい場合は、Mo含有量を0.01%以上とすることが好ましく、0.05%以上とすることがより好ましい。 In addition, in order to acquire the said effect, it is preferable to make Mo content into 0.01% or more, and it is more preferable to set it as 0.05% or more.
W:0〜10%
Wは、Moと同様に、マトリックスに固溶して、高温でのクリープ強度および引張強さを向上させる作用を有する元素であるため、含有させてもよい。しかしながら、Wを過剰に含有させても効果は飽和する。また、高価な元素であるため、過剰に含有させるとコストの増大を招く。したがって、Wを含有させる場合には、その含有量を10%以下とする。W含有量は、8%以下であることが好ましく、5%以下であることがより好ましい。
W: 0 to 10%
Like Mo, W may be contained because it is an element having a function of dissolving in the matrix and improving creep strength and tensile strength at high temperatures. However, even if W is contained excessively, the effect is saturated. Moreover, since it is an expensive element, when it contains excessively, the cost will increase. Therefore, when W is contained, the content is made 10% or less. The W content is preferably 8% or less, more preferably 5% or less.
なお、前記の効果を得たい場合は、W含有量を0.01%以上とすることが好ましく、0.05%以上とすることがより好ましい。 In addition, in order to acquire the said effect, it is preferable to make W content into 0.01% or more, and it is more preferable to set it as 0.05% or more.
Cu:0〜4%
Cuは、クリープ強度を向上させる作用を有する元素である。すなわち、Cuは、Coと同様に、Ni基耐熱合金において組織安定性を高める元素であり、クリープ強度を向上させる作用を有する元素であるため、含有させてもよい。しかしながら、Cu含有量が過剰になると、熱間加工性の低下を招く。したがって、Cuを含有させる場合には、その含有量を4%以下とする。Cu含有量は、3%以下であることが好ましく、1%以下であることがより好ましい。
Cu: 0 to 4%
Cu is an element having an effect of improving creep strength. That is, Cu, like Co, is an element that enhances the structural stability in a Ni-based heat-resistant alloy, and is an element that has the effect of improving the creep strength, so Cu may be contained. However, when the Cu content is excessive, the hot workability is reduced. Therefore, when Cu is contained, the content is made 4% or less. The Cu content is preferably 3% or less, more preferably 1% or less.
なお、前記の効果を得たい場合は、Cu含有量を0.01%以上とすることが好ましく、0.03%以上とすることがより好ましい。 When the above effect is to be obtained, the Cu content is preferably 0.01% or more, and more preferably 0.03% or more.
Nb:0〜2.5%
Nbは、CまたはNと結合して微細な炭化物または炭窒化物として粒内に析出、または、Niと結合して金属間化合物相を形成し、高温でのクリープ強度向上に寄与するため、含有させてもよい。しかしながら、Nb含有量が過剰になると、炭化物および炭窒化物として多量に析出し、クリープ延性および靱性の低下を招くとともに、長時間使用した材料において溶接性を低下させる。したがって、Nbを含有させる場合には、その含有量を2.5%以下とする。Nb含有量は、2.3%以下であることが好ましい。
Nb: 0 to 2.5%
Nb is contained because it combines with C or N to precipitate in the grains as fine carbides or carbonitrides, or combines with Ni to form an intermetallic compound phase, and contributes to the improvement of creep strength at high temperatures. You may However, when the Nb content is excessive, a large amount of precipitates as carbides and carbonitrides is caused, which leads to a decrease in creep ductility and toughness, and a decrease in weldability in materials used for a long time. Therefore, when Nb is contained, the content is made 2.5% or less. The Nb content is preferably 2.3% or less.
なお、前記の効果を得たい場合は、Nb含有量を0.01%以上とすることが好ましく、0.02%以上とすることがより好ましい。 In addition, in order to acquire the said effect, it is preferable to make Nb content into 0.01% or more, and it is more preferable to set it as 0.02% or more.
V:0〜0.5%
Vは、クリープ強度を向上させる作用を有する元素である。すなわち、Vは、CまたはNと結合して微細な炭化物または炭窒化物を形成し、クリープ強度を向上させる作用を有するため、含有させてもよい。しかしながら、V含有量が過剰になると、炭化物または炭窒化物として多量に析出し、クリープ延性の低下を招くとともに、長時間使用した材料において溶接性を低下させる。したがって、Vを含有させる場合には、その含有量を0.5%以下とする。V含有量は、0.4%以下であることが好ましい。
V: 0 to 0.5%
V is an element having an effect of improving creep strength. That is, V may be contained because it combines with C or N to form fine carbides or carbonitrides and has an effect of improving creep strength. However, when the V content is excessive, a large amount of carbides or carbonitrides precipitates, which causes a decrease in creep ductility and a decrease in weldability in a material used for a long time. Therefore, when V is contained, the content is made 0.5% or less. The V content is preferably 0.4% or less.
なお、前記の効果を得たい場合は、V含有量を0.01%以上とすることが好ましく、0.02%以上とすることがより好ましい。 In addition, in order to acquire the said effect, it is preferable to make V content into 0.01% or more, and it is more preferable to set it as 0.02% or more.
前記のMo、W、Cu、NbおよびVは、いずれもクリープ強度を向上させる作用を有するため、そのうちのいずれか1種のみ、または、2種以上の複合で含有させることができる。これらの元素を複合して含有させる場合の合計量は、7%以下であることが好ましい。 Since all of Mo, W, Cu, Nb and V have the effect of improving creep strength, they can be contained alone or in combination of two or more. It is preferable that the total amount in the case of containing these elements in combination is 7% or less.
本発明に係るNi基耐熱合金溶接継手の製造に使用する合金母材は、上述の各元素を含み、残部がNiおよび不純物からなる化学組成を有するものである。 The alloy base material used to manufacture the Ni-based heat-resistant alloy welded joint according to the present invention has a chemical composition including the above-described elements, with the balance being Ni and impurities.
なお、「不純物」とは、Ni基耐熱合金部材を工業的に製造する際に、原料としての鉱石、スクラップまたは製造環境等から混入するものを指す。 The term "impurity" refers to what is mixed from ore as a raw material, scrap, manufacturing environment or the like when industrially manufacturing a Ni-based heat-resistant alloy member.
2.合金母材の使用条件
本発明のNi基耐熱合金溶接継手の製造に使用する合金母材は、使用時の加熱保持温度TAが下記(i)式を満足し、かつ、使用時の加熱保持温度TAおよび加熱保持時間tAから決まるパラメーター(以下、PAともいう。)が下記(ii)式を満足する条件で使用されたものである。
2. Alloy base material used in the manufacture of Ni-base heat-resistant alloy welded joint use conditions invention alloy base material, satisfy the heating and holding temperature T A is below formula (i) in use, and the heating retention time of use temperature T a and parameters determined from the heating retention time t a (hereinafter also referred to as P a.) is that used in the conditions satisfying the following (ii) expression.
使用時の加熱保持温度TA(℃):600≦TA≦850 ・・・(i)
PA:1700≦TA×(1.0+logtA) ・・・(ii)
本発明のNi基耐熱合金溶接継手の製造に使用する合金母材は、600〜850℃に加熱された場合、結晶粒内にM23C6炭化物および金属間化合物相であるγ’相が微細に析出する。また、SおよびPの粒界偏析も同時に生じる。炭化物および金属間化合物相が粒内に析出する量、ならびに、不純物が粒界偏析する量が所定の量を超えると、粒内の変形抵抗が大きくなるとともに、粒界が弱化するため、長時間使用後の材料を溶接すると溶接割れが生じる。本発明のNi基耐熱合金溶接継手の製造に使用する合金母材は、PAが1700以上になると、析出による粒内変形抵抗の増大と偏析による粒界の弱化とが顕著になるため、溶接前に熱処理を施すことが必要となる。
Heating holding temperature T A (° C.) at the time of use: 600 ≦ T A ≦ 850 (i)
P A : 1700 ≦ T A × (1.0 + log t A ) (ii)
The alloy base material used to manufacture the Ni-based heat-resistant alloy weld joint according to the present invention, when heated to 600 to 850 ° C., has a fine M 23 C 6 carbide and intermetallic compound phase γ 'phase in the crystal grains To precipitate. Also, grain boundary segregation of S and P occurs simultaneously. If the amount of carbide and intermetallic compound phase precipitating in the grains and the amount of grain boundary segregation of impurities exceed a predetermined amount, deformation resistance within grains increases and grain boundaries weaken, so long time Welding cracks occur when the used material is welded. Alloy base material used in the manufacture of Ni-base heat-resistant alloy welded joints of the present invention, when P A is 1700 or more, since the weakening of grain boundaries by increasing the segregation of grain deformation resistance due to precipitation becomes significant, welding It is necessary to apply a heat treatment before.
3.熱処理条件
本発明のNi基耐熱合金溶接継手の製造方法では、前記合金母材を溶接する前に熱処理を施す。前記熱処理は、溶接割れを防止するため、熱処理保持温度TPおよび熱処理保持時間tPが下記(iii)式および(iv)式を満足する条件で行う必要がある。
3. Heat Treatment Conditions In the method for producing a Ni-based heat-resistant alloy welded joint of the present invention, heat treatment is performed before welding the alloy base material. The heat treatment, to prevent weld cracking, thermal treatment holding temperature T P and the heat treatment holding time t P is required to perform under the condition that satisfies (iii) below formula and (iv) expression.
熱処理保持温度TP(℃):1050≦TP≦1250 ・・・(iii)
溶接割れを防止するためには、熱処理により、高温での使用中に過剰に粒内に析出した炭化物および金属間化合物相を再度基地に固溶させるとともに、粒界に偏析した不純物元素を軽減させることが有効である。そのためには、熱処理保持温度TPを少なくとも1050℃以上にする必要がある。しかしながら、熱処理保持温度TPが1250℃を超えると、粒界の局部溶融が開始される。そのため、熱処理保持温度TPは1250℃以下とする。さらに、後述する通り、熱処理に際しては、熱処理保持温度TPに応じて、熱処理保持時間tPを所定の範囲に管理する必要がある。熱処理保持温度TPは、1080℃以上であることが好ましく、1100℃以上であることがより好ましい。また、熱処理保持温度TPは、1230℃以下であることが好ましく、1200℃以下であることがより好ましい。
Heat treatment holding temperature T p (° C.): 1050 ≦ T p ≦ 1250 (iii)
In order to prevent weld cracking, by heat treatment, carbides and intermetallic compound phases precipitated in the grains excessively during use at high temperatures are dissolved again in the matrix, and impurity elements segregated at grain boundaries are reduced. Is effective. For this purpose, there should be at least 1050 ° C. The heat treatment holding temperature T P. However, when the heat treatment holding temperature T P exceeds 1250 ° C., local melting of the grain boundary is started. Therefore, the heat treatment holding temperature TP is set to 1250 ° C. or less. Furthermore, as described later, in the thermal treatment, depending on the heat treatment holding temperature T P, it is necessary to manage the heat treatment holding time t P within a predetermined range. Heat treatment holding temperature T P is preferably at 1080 ° C. or higher, more preferably 1100 ° C. or higher. The heat treatment holding temperature T P is preferably 1230 ° C. or less, more preferably 1200 ° C. or less.
熱処理保持時間tP(h):−0.1×(TP/50−30)≦tP≦−0.1×(TP/10−145) ・・・(iv)
溶接割れを防止するためには、熱処理の実施が有効であるが、その熱処理保持時間tPは−0.1×(TP/50−30)以上とする必要がある。これは、熱処理保持時間tPがこの値を下回ると、析出物の基地への再固溶および粒界偏析の軽減を達成するための合金元素の拡散に要する時間が不充分となるためである。しかしながら、熱処理保持時間tPが−0.1×(TP/10−145)を超えると、結晶粒径の粗大化が著しくなり、溶接の際、溶融線近傍に液化割れが生じやすくなる。そのため、熱処理保持時間tPは、−0.1×(TP/10−145)以下とする必要がある。
Heat treatment holding time t P (h): - 0.1 × (T P / 50-30) ≦ t P ≦ -0.1 × (T P / 10-145) ··· (iv)
Although heat treatment is effective to prevent weld cracking, the heat treatment holding time t P needs to be -0.1 × (T p / 50-30) or more. This is because when the heat treatment holding time t P is below this value, the time required for the diffusion of alloying elements to achieve the re-dissolution of precipitates to the matrix and the reduction of grain boundary segregation will be insufficient. . However, when the heat treatment holding time t P exceeds −0.1 × (T p / 10−145), coarsening of the crystal grain size becomes remarkable, and in the case of welding, liquefied cracking tends to occur near the melting line. Therefore, the heat treatment holding time t P needs to be −0.1 × (T P / 10 −145) or less.
なお、熱処理において、その冷却の過程では、500℃までの平均冷却速度が50℃/h以上であることが好ましい。この理由は、平均冷却速度が50℃/hを下回ると、冷却の過程で再び粒内に炭化物および金属間化合物相が析出するとともに、不純物の粒界偏析が生じる場合があるからである。 In the heat treatment, in the process of cooling, the average cooling rate to 500 ° C. is preferably 50 ° C./h or more. The reason is that if the average cooling rate is less than 50 ° C./h, grain boundaries of impurities may occur at the same time as carbide and intermetallic compound phases are again precipitated in the grains during the cooling process.
また、熱処理は、少なくとも被溶接部から30mm以内の範囲すべてに施すことが好ましい。これは、溶接中に生じる熱応力により生じる歪が、この領域で大きくなるためである。 The heat treatment is preferably performed at least within 30 mm from the portion to be welded. This is because the strain caused by the thermal stress generated during welding is increased in this region.
4.溶接材料の化学組成
本発明に係るNi基耐熱合金溶接継手の製造に使用する溶接材料に含有される各元素の限定理由は下記のとおりである。
4. Chemical composition of welding material The reasons for limitation of each element contained in the welding material used for manufacturing the Ni-based heat-resistant alloy welded joint according to the present invention are as follows.
C:0.06〜0.15%
Cは、溶接後の溶接金属中の相安定性を高めるとともに、微細な炭化物を形成し、高温使用中のクリープ強度を向上させる効果を有する元素である。さらには、溶接凝固中にCrと共晶炭化物を形成することで、凝固割れ感受性の低減にも寄与する。この効果を充分に得るためには、C含有量を0.06%以上とする必要である。しかしながら、C含有量が過剰であると、炭化物が多量に析出するため、却ってクリープ強度および延性を低下させる。したがって、C含有量は0.15%以下とする。C含有量は、0.07%以上であることが好ましく、0.08%以上であることがより好ましい。また、C含有量は、0.14%以下であることが好ましく、0.12%以下であることがより好ましい。
C: 0.06 to 0.15%
C is an element which has the effect of forming fine carbides and improving the creep strength during high temperature use, while enhancing the phase stability in the weld metal after welding. Furthermore, the formation of eutectic carbides with Cr during welding solidification contributes to the reduction of solidification cracking sensitivity. In order to sufficiently obtain this effect, the C content needs to be 0.06% or more. However, if the C content is excessive, a large amount of carbides precipitate, which in turn lowers the creep strength and the ductility. Therefore, the C content is made 0.15% or less. The C content is preferably 0.07% or more, more preferably 0.08% or more. Further, the C content is preferably 0.14% or less, and more preferably 0.12% or less.
Si:1%以下
Siは、溶接材料の製造時において脱酸に有効であるとともに、溶接後における溶接金属の高温での耐食性および耐酸化性の向上に有効な元素である。しかしながら、Siが過剰に含有された場合には相安定性が低下して、靱性およびクリープ強度の低下を招く。そのため、Si含有量は1%以下とする。Si含有量は、0.8%以下であることが好ましく、0.6%以下であることがより好ましい。
Si: 1% or less Si is an element effective for deoxidation at the time of production of a welding material and is also effective for improving the corrosion resistance and oxidation resistance at high temperatures of the weld metal after welding. However, when Si is contained in excess, the phase stability decreases, resulting in a decrease in toughness and creep strength. Therefore, the Si content is 1% or less. The Si content is preferably 0.8% or less, more preferably 0.6% or less.
なお、Si含有量について特に下限を設ける必要はないが、極端に低減させると脱酸効果が充分に得られず合金の清浄性が劣化するとともに、高温での耐食性および耐酸化性の向上効果が得難くなり、製造コストも大きく上昇する。そのため、Si含有量は、0.01%以上であることが好ましく、0.03%以上であることがより好ましい。 It is not necessary to set a lower limit on the Si content, but if it is extremely reduced, the deoxidizing effect is not sufficiently obtained and the cleanliness of the alloy deteriorates, and the corrosion resistance and oxidation resistance improvement effects at high temperatures It becomes difficult to obtain, and the manufacturing cost also rises greatly. Therefore, the Si content is preferably 0.01% or more, and more preferably 0.03% or more.
Mn:1%以下
Mnは、Siと同様に、溶接材料の製造時において脱酸に有効な元素である。また、Mnは、溶接後における溶接金属中の相安定性の向上にも寄与する。しかしながら、Mn含有量が過剰になると脆化を招く。そのため、Mn含有量は1%以下とする。Mnの含有量は、0.8%以下であることが好ましく、0.6%以下であることがより好ましい。
Mn: 1% or less Mn, like Si, is an element effective for deoxidation at the time of production of a welding material. Mn also contributes to the improvement of the phase stability in the weld metal after welding. However, excessive Mn content causes embrittlement. Therefore, the Mn content is 1% or less. The content of Mn is preferably 0.8% or less, more preferably 0.6% or less.
なお、Mn含有量についても特に下限を設ける必要はないが、極端に低減させると脱酸効果が充分に得られず合金の清浄性が劣化するとともに、相安定性向上の効果が得難くなり、さらに製造コストも大きく上昇する。そのため、Mn含有量は、0.01%以上であることが好ましく、0.02%以上であることがより好ましい。 The lower limit of the Mn content is not particularly required, but if the Mn content is extremely reduced, the deoxidizing effect can not be sufficiently obtained, the cleanliness of the alloy is deteriorated, and the effect of improving the phase stability becomes difficult to obtain. Furthermore, the manufacturing cost is also greatly increased. Therefore, the Mn content is preferably 0.01% or more, and more preferably 0.02% or more.
P:0.01%以下
Pは、不純物として溶接材料中に含まれ、溶接中に凝固割れ感受性を高める元素である。さらに、高温で長時間使用した後の溶接金属のクリープ延性を低下させる。そのため、P含有量は0.01%以下とする。P含有量は、0.008%以下であることが好ましく、0.006%以下であることがより好ましい。
P: 0.01% or less P is an element contained in the welding material as an impurity to enhance solidification cracking sensitivity during welding. Furthermore, it reduces the creep ductility of the weld metal after prolonged use at high temperatures. Therefore, the P content is 0.01% or less. The P content is preferably 0.008% or less, more preferably 0.006% or less.
なお、P含有量は可能な限り低減することが好ましいが、極度の低減は製造コストの増大を招く。そのため、P含有量は0.0005%以上であることが好ましく、0.0008%以上であることがより好ましい。 In addition, although it is preferable to reduce P content as much as possible, extreme reduction causes increase of manufacturing cost. Therefore, the P content is preferably 0.0005% or more, and more preferably 0.0008% or more.
S:0.005%以下
Sは、Pと同様に不純物として溶接材料中に含まれ、多量に含まれる場合には、熱間加工性および溶接性を著しく低下させる。さらに、Sは、高温で長時間使用する際に、溶接金属において柱状晶粒界に偏析して脆化を招き、応力緩和割れ感受性を高める。そのため、S含有量は0.005%以下とする。S含有量は、0.004%以下であることが好ましく、0.003%以下であることがより好ましい。
S: 0.005% or less S, like P, is contained as an impurity in the welding material, and when it is contained in a large amount, it significantly reduces the hot workability and weldability. Furthermore, when used at a high temperature for a long time, S segregates in columnar grain boundaries in the weld metal, causing embrittlement and enhancing stress relaxation cracking sensitivity. Therefore, the S content is made 0.005% or less. The S content is preferably 0.004% or less, more preferably 0.003% or less.
なお、S含有量は可能な限り低減することが好ましいが、極度の低減は製造コストの増大を招く。そのため、S含有量は、0.0001%以上であることが好ましく、0.0002%以上であることがより好ましい。 In addition, although it is preferable to reduce S content as much as possible, extreme reduction causes increase of manufacturing cost. Therefore, the S content is preferably 0.0001% or more, and more preferably 0.0002% or more.
Co:8〜25%
Coは、Niと同様に、組織の安定性を高めてクリープ強度の向上に寄与する。この効果を充分に得るためには、Co含有量を8%以上とする必要がある。しかしながら、Coは極めて高価な元素であるため、溶接材料においても過剰の含有は大幅なコストの増大を招く。そのため、Co含有量は25%以下とする。Co含有量は、8.5%以上であることが好ましく、9%以上であることがより好ましい。また、Co含有量は、23.5%以下であることが好ましく、22%以下であることがより好ましい。
Co: 8 to 25%
Co, like Ni, improves the stability of the structure and contributes to the improvement of creep strength. In order to obtain this effect sufficiently, the Co content needs to be 8% or more. However, since Co is a very expensive element, excessive inclusion in the welding material also causes a significant increase in cost. Therefore, the Co content is 25% or less. The Co content is preferably 8.5% or more, and more preferably 9% or more. Further, the Co content is preferably 23.5% or less, more preferably 22% or less.
Cr:18〜27%
Crは、溶接金属の高温での耐酸化性および耐食性の確保のために有効な元素である。また、Crは、微細な炭化物を形成してクリープ強度の確保にも寄与する。さらに、溶接凝固中にCと共晶炭化物を形成することで、凝固割れ感受性の低減にも寄与する。これらの効果を得るためには、Cr含有量を18%以上とする必要である。しかしながら、Cr含有量が27%を超えると、高温での相安定性が劣化してクリープ強度の低下を招く。したがって、Cr含有量は27%以下とする。Cr含有量は、18.5%以上であることが好ましく、19%以上であることがより好ましい。また、Cr含有量は、26.5%以下であることが好ましく、26%以下であることがより好ましい。
Cr: 18 to 27%
Cr is an effective element for securing the oxidation resistance and corrosion resistance of the weld metal at high temperatures. Further, Cr forms fine carbides and contributes to securing creep strength. Furthermore, forming eutectic carbide with C during weld solidification also contributes to the reduction of solidification cracking sensitivity. In order to obtain these effects, the Cr content needs to be 18% or more. However, if the Cr content exceeds 27%, the phase stability at high temperatures is degraded, which leads to a decrease in creep strength. Therefore, the Cr content is 27% or less. The Cr content is preferably 18.5% or more, more preferably 19% or more. Further, the Cr content is preferably 26.5% or less, more preferably 26% or less.
Ti:0.1〜2.5%
Tiは、微細な金属間化合物相として析出し、高温でのクリープ強度および引張強さの向上に寄与する元素である。その効果を充分に得るためには、Ti含有量を0.1%以上とする必要がある。しかしながら、Ti含有量が過剰になると、金属間化合物相が多量に析出し、却ってクリープ延性および靱性の低下を招く。そのため、Ti含有量は2.5%以下とする。Ti含有量は、0.15%以上であることが好ましく、0.2%以上であることがより好ましい。また、Ti含有量は、2.4%以下であることが好ましく、2.3%以下であることがより好ましい。
Ti: 0.1 to 2.5%
Ti is an element which precipitates as a fine intermetallic compound phase and contributes to the improvement of creep strength and tensile strength at high temperature. In order to sufficiently obtain the effect, the Ti content needs to be 0.1% or more. However, when the Ti content is excessive, a large amount of intermetallic compound phase precipitates, which in turn causes a decrease in creep ductility and toughness. Therefore, the Ti content is 2.5% or less. The Ti content is preferably 0.15% or more, more preferably 0.2% or more. Moreover, it is preferable that it is 2.4% or less, and, as for Ti content, it is more preferable that it is 2.3% or less.
Al:0.2〜2.0%
Alは、溶接金属においてもTiと同様に、微細な金属間化合物相として析出し、高温でのクリープ強度および引張強さの向上に寄与する元素である。その効果を充分に得るためには、Al含有量を0.2%以上とする必要がある。しかしながら、Al含有量が過剰になると、金属間化合物相が多量に析出し、却ってクリープ延性および靱性の低下を招く。そのため、Al含有量は2.0%以下とする。Al含有量は、0.25%以上であることが好ましく、0.3%以上であることがより好ましい。また、Al含有量は、1.8%以下であることが好ましく、1.6%以下であることがより好ましい。
Al: 0.2 to 2.0%
Al is an element which precipitates as a fine intermetallic compound phase similarly to Ti in a weld metal and contributes to the improvement of creep strength and tensile strength at high temperature. In order to obtain the effect sufficiently, the Al content needs to be 0.2% or more. However, when the Al content is excessive, a large amount of intermetallic compound phase precipitates, which in turn causes a decrease in creep ductility and toughness. Therefore, the Al content is 2.0% or less. The Al content is preferably 0.25% or more, and more preferably 0.3% or more. The Al content is preferably 1.8% or less, more preferably 1.6% or less.
Mo:0〜12%
Moは、溶接金属においてもマトリックスに固溶して、高温でのクリープ強度および引張強さを向上させる作用を有する元素であるため、含有させてもよい。しかしながら、Moを過剰に含有させても効果は飽和し、却ってクリープ強度を低下させる場合がある。さらに、高価な元素であるため、過剰に含有させることはコストの増大を招く。したがって、Moを含有させる場合には、その含有量を12%以下とする。Mo含有量は、11%以下であることが好ましく、10%以下であることがより好ましい。
Mo: 0 to 12%
Mo may also be contained because it is an element that has the function of improving the creep strength and tensile strength at high temperatures by dissolving in the matrix also in the weld metal. However, even if Mo is excessively contained, the effect is saturated and the creep strength may be reduced. Furthermore, since it is an expensive element, containing excessively increases cost. Therefore, when it contains Mo, the content is made 12% or less. The Mo content is preferably 11% or less, more preferably 10% or less.
なお、前記の効果を得たい場合は、Mo含有量を0.01%以上とすることが好ましく、0.03%以上とすることがより好ましい。 In addition, in order to acquire the said effect, it is preferable to make Mo content into 0.01% or more, and it is more preferable to set it as 0.03% or more.
W:0〜10%
Wは、溶接金属においてもMoと同様に、マトリックスに固溶して、高温でのクリープ強度および引張強さを向上させる作用を有する元素であるため、含有させてもよい。しかしながら、Wを過剰に含有させても効果は飽和し、却ってクリープ強度を低下させる場合がある。また、高価な元素であるため、過剰に含有させるとコストの増大を招く。したがって、Wを含有させる場合には、その含有量を10%以下とする。W含有量は、9%以下であることが好ましく、8%以下であることがより好ましい。
W: 0 to 10%
W is also contained in the weld metal as in the case of Mo, since it is an element having a function of improving the creep strength and the tensile strength at high temperature by dissolving in the matrix and improving the creep strength and the tensile strength. However, even if W is excessively contained, the effect may be saturated and the creep strength may be reduced. Moreover, since it is an expensive element, when it contains excessively, the cost will increase. Therefore, when W is contained, the content is made 10% or less. The W content is preferably 9% or less, more preferably 8% or less.
なお、前記の効果を得たい場合は、W含有量を0.01%以上とすることが好ましく、0.03%以上とすることがより好ましい。 In addition, in order to acquire the said effect, it is preferable to make W content into 0.01% or more, and it is more preferable to set it as 0.03% or more.
Nb:0〜2.5%
Nbは、溶接金属においてもCまたはNと結合して微細な炭化物または炭窒化物として粒内に析出、または、Niと結合して金属間化合物相を形成し、高温でのクリープ強度向上に寄与するため、含有させてもよい。しかしながら、Nb含有量が過剰になると、炭化物および炭窒化物として多量に析出し、クリープ延性および靱性の低下を招く。したがって、Nbを含有させる場合には、その含有量を2.5%以下とする。Nb含有量は、2.3%以下であることが好ましく、2%以下であることがより好ましい。
Nb: 0 to 2.5%
Nb combines with C or N in the weld metal and precipitates in the grains as fine carbides or carbonitrides, or combines with Ni to form an intermetallic compound phase, contributing to the improvement of creep strength at high temperatures In order to do so, it may be contained. However, when the Nb content is excessive, a large amount precipitates as carbides and carbonitrides, resulting in a decrease in creep ductility and toughness. Therefore, when Nb is contained, the content is made 2.5% or less. The Nb content is preferably 2.3% or less, more preferably 2% or less.
なお、前記の効果を得たい場合は、Nb含有量を0.01%以上とすることが好ましく、0.02%以上とすることがより好ましい。 In addition, in order to acquire the said effect, it is preferable to make Nb content into 0.01% or more, and it is more preferable to set it as 0.02% or more.
B:0〜0.005%
Bは、溶接金属のクリープ強度の向上に有効な元素であるため、含有させてもよい。しかしながら、B含有量が過剰になると、溶接中の凝固割れ感受性が著しく高くなる。そのため、B含有量は0.005%以下とする。B含有量は、0.004%以下であることが好ましく、0.003%以下であることがより好ましい。
B: 0 to 0.005%
Since B is an element effective for improving the creep strength of the weld metal, it may be contained. However, when the B content is excessive, the solidification cracking susceptibility during welding becomes extremely high. Therefore, the B content is made 0.005% or less. The B content is preferably 0.004% or less, more preferably 0.003% or less.
なお、前記の効果を得たい場合は、B含有量を0.0001%以上とすることが好ましく、0.0005%以上とすることがより好ましい。 In addition, in order to acquire the said effect, it is preferable to make B content into 0.0001% or more, and it is more preferable to set it as 0.0005% or more.
Fe:0〜15%
Feは、Ni基合金に微量でも含有されると、その熱間加工性を改善する効果を有する元素であるため、溶接材料においても含有させ、その効果を活用してもよい。しかしながら、Fe含有量が過剰になると、溶接金属の熱膨張係数が大きくなるとともに、耐水蒸気酸化性も劣化する。したがって、Feを含有させる場合には、その含有量を15%以下とする。Fe含有量は、10%以下であることが好ましく、8%以下であることがより好ましい。
Fe: 0 to 15%
Since Fe is an element having the effect of improving the hot workability when it is contained in a Ni-based alloy even in a very small amount, it may be contained also in the welding material and the effect may be utilized. However, when the Fe content is excessive, the thermal expansion coefficient of the weld metal increases and the water vapor oxidation resistance also deteriorates. Therefore, when Fe is contained, the content is made 15% or less. The Fe content is preferably 10% or less, more preferably 8% or less.
なお、前記の効果を得たい場合は、Fe含有量を0.01%以上とすることが好ましく、0.02%以上とすることがより好ましい。 In addition, in order to acquire the said effect, it is preferable to make Fe content into 0.01% or more, and it is more preferable to set it as 0.02% or more.
N:0.02%以下
Nは、溶接金属において組織を安定にし、クリープ強度を向上させるとともに、固溶して引張強さの確保に寄与する元素である。しかしながら、過剰に含有されると、高温での使用中に多量の微細窒化物が粒内に析出してクリープ延性および靱性の低下を招く。そのため、N含有量は0.02%以下とする。N含有量は、0.018%以下であることが好ましく、0.015%以下であることがより好ましい。
N: 0.02% or less N is an element that stabilizes the structure in the weld metal, improves the creep strength, and forms a solid solution to contribute to securing the tensile strength. However, when contained in excess, a large amount of fine nitrides precipitate in the grains during use at high temperatures, resulting in a decrease in creep ductility and toughness. Therefore, the N content is 0.02% or less. The N content is preferably 0.018% or less, more preferably 0.015% or less.
なお、Nの含有量について特に下限を設ける必要はないが、極端に低減させると相安定性向上の効果が得難くなり、製造コストも大きく上昇する。そのため、N含有量は、0.0005%以上であることが好ましく、0.0008%以上であることがより好ましい。 Although it is not necessary to set a lower limit in particular for the content of N, if it is extremely reduced, it will be difficult to obtain the effect of improving the phase stability, and the manufacturing cost will also increase greatly. Therefore, the N content is preferably 0.0005% or more, and more preferably 0.0008% or more.
O:0.01%以下
O(酸素)は、不純物として溶接材料中に含まれ、その含有量が過剰になると熱間加工性が低下し、製造性の劣化を招く。このため、O含有量は0.01%以下とする。O含有量は、0.008%以下であることが好ましく、0.005%以下であることがより好ましい。
O: 0.01% or less O (oxygen) is contained as an impurity in the welding material, and when its content is excessive, the hot workability is reduced and the productivity is deteriorated. Therefore, the O content is 0.01% or less. The O content is preferably 0.008% or less, more preferably 0.005% or less.
なお、O含有量について特に下限を設ける必要はないが、極端な低減は製造コストの上昇を招く。そのため、O含有量は、0.0005%以上であることが好ましく、0.0008%以上であることがより好ましい。 In addition, although it is not necessary to set a minimum in particular about O content, extreme reduction causes a rise of manufacturing cost. Therefore, the O content is preferably 0.0005% or more, and more preferably 0.0008% or more.
本発明に係るNi基耐熱合金溶接継手の製造に使用する溶接材料は、上述の各元素を含み、残部がNiおよび不純物からなる化学組成を有するものである。 The welding material used to manufacture the Ni-based heat-resistant alloy welded joint according to the present invention has a chemical composition containing the above-described elements, with the balance being Ni and impurities.
5.その他
本発明のNi基耐熱合金溶接継手の製造方法では、前記合金母材に熱処理を施した後、溶接する。溶接方法としては、特に限定されるものではなく、例えば、ガスタングステンアーク溶接、ガスメタルアーク溶接、被覆アーク溶接などを用いることができる。
5. Others In the method of manufacturing a Ni-based heat-resistant alloy welded joint of the present invention, the alloy base material is heat-treated and then welded. The welding method is not particularly limited, and, for example, gas tungsten arc welding, gas metal arc welding, coated arc welding and the like can be used.
本発明に係るNi基耐熱合金溶接継手の製造に使用する合金母材および溶接材料の形状または寸法について、特に制限は設けない。ただし、本発明に係る製造方法は、特に、厚さが30mm以上の合金母材を用いた場合に効果を発揮する。したがって、合金母材の厚さは、30mm以上であることが好ましい。 There are no particular restrictions on the shape or size of the alloy base material and welding material used to manufacture the Ni-based heat-resistant alloy welded joint according to the present invention. However, the manufacturing method according to the present invention is particularly effective when an alloy base material having a thickness of 30 mm or more is used. Therefore, the thickness of the alloy base material is preferably 30 mm or more.
以下、実施例によって本発明をより具体的に説明するが、本発明はこれらの実施例に限定されるものではない。 EXAMPLES Hereinafter, the present invention will be more specifically described by way of examples, but the present invention is not limited to these examples.
表1に示す化学組成を有する合金を溶解してインゴットを作製した。前記インゴットを用いて、熱間鍛造により成形した後、溶体化熱処理を行い、厚さ30mm、幅50mm、長さ100mmのNi基耐熱合金板A〜Eを作製した。 An alloy having the chemical composition shown in Table 1 was melted to produce an ingot. After forming by hot forging using the ingot, solution heat treatment was performed to prepare Ni-based heat-resistant alloy sheets A to 30 each having a thickness of 30 mm, a width of 50 mm, and a length of 100 mm.
さらに、表2に示す化学組成を有する合金を溶解してインゴットを作製した後、熱間鍛造、熱間圧延および機械加工により、外径1.2mmの溶接材料W〜Zを作製した。 Furthermore, after melt | dissolving the alloy which has a chemical composition shown in Table 2, and producing an ingot, welding material WZ with an outer diameter of 1.2 mm was produced by hot forging, hot rolling, and machining.
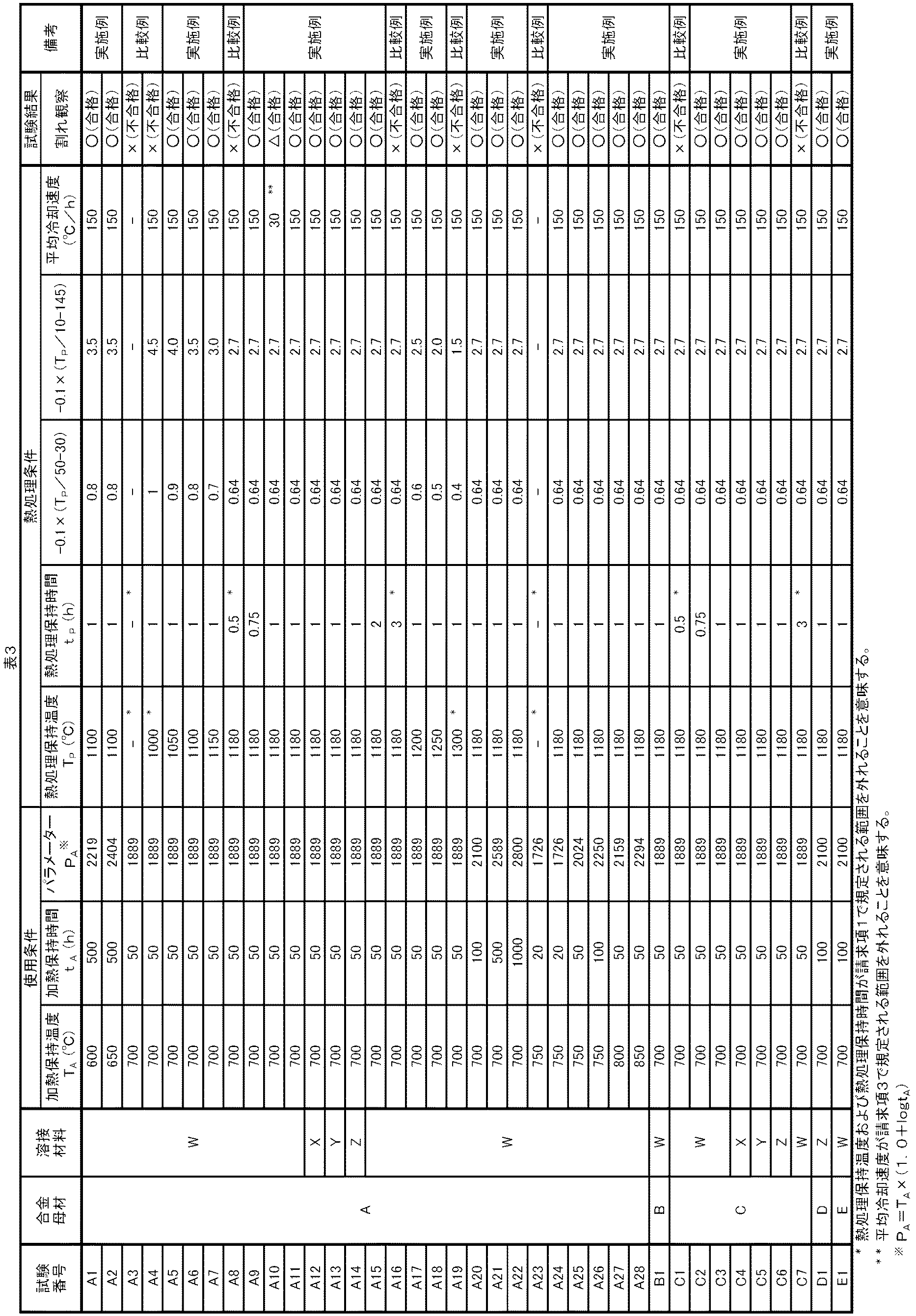
高温での使用を模擬するため、Ni基耐熱合金板を、表3に示す加熱保持温度および加熱保持時間で加熱した。その後、試験番号A3およびA23の溶接継手以外は、表3に示す熱処理保持温度、熱処理保持時間および平均冷却速度で熱処理を行った。 In order to simulate the use at high temperature, the Ni-based heat-resistant alloy sheet was heated at the heating holding temperature and heating holding time shown in Table 3. Thereafter, except for the weld joints of test numbers A3 and A23, heat treatment was performed at the heat treatment holding temperature, heat treatment holding time, and average cooling rate shown in Table 3.
上述した合金板の長手方向に、開先角度30°、ルート厚さ1mmのV開先を加工した。その後、厚さ50mm、幅200mm、長さ200mmのJIS G3160 (2008)に規定のSM400B鋼板上に、JIS Z3224 (1999)に規定の被覆アーク溶接棒DNiCrFe−3を用いて、四周を拘束溶接した。 In the longitudinal direction of the alloy sheet described above, a V-groove having a groove angle of 30 ° and a root thickness of 1 mm was machined. After that, on the SM400B steel plate prescribed in JIS G3160 (2008) with a thickness of 50 mm, width 200 mm and length 200 mm, four sides were subjected to restraint welding using a coated arc welding rod DNiCrFe-3 prescribed in JIS Z3224 (1999) .
その後、上述した溶接材料を用いて、TIG溶接により、開先内に入熱10〜15kJ/cmで積層溶接を行い、溶接継手を作製した。 Thereafter, using the above-described welding material, lamination welding was performed at a heat input of 10 to 15 kJ / cm in the groove by TIG welding to produce a welded joint.
(割れ観察試験)
得られた溶接継手の5か所から採取した試料の横断面を鏡面研磨、腐食し、光学顕微鏡により検鏡を行い、溶接熱影響部の割れ有無を調査した。そして、5個の試料のうち、全ての試料で割れが認められなかった溶接継手を「○」、1〜3個の試料で割れが認められた溶接継手を「△」とし、「合格」と判定した。また、4個以上の試料で割れが認められた溶接継手を「×」とし、「不合格」と判定した。結果を表3に示す。
(Crack observation test)
The cross section of the sample collected from five places of the obtained weld joint was mirror-polished and corroded, and the mirror was subjected to an optical microscope to investigate the presence or absence of cracks in the weld heat affected zone. And, of five samples, weld joints in which no cracks were found in all samples are "○", weld joints in which cracks were recognized in one to three samples are "Δ", and "pass" It was judged. Moreover, the weld joint in which the crack was recognized by four or more samples was made into "x", and it was determined as "reject." The results are shown in Table 3.
表3の結果から分かるように、熱処理条件が本発明の規定を満足する試験番号A1、A2、A5〜A7、A9〜A15、A17、A18、A20〜A22、A24〜A28、B1、C2〜C6、D1およびE1の溶接継手は、割れ観察試験の結果が合格であり、厚さが30mmであっても、健全な溶接継手が得られたことが分かる。 As can be seen from the results in Table 3, the test numbers A1, A2, A5 to A7, A9 to A15, A17, A18, A20 to A22, A24 to A28, B1, C2 to C6 in which the heat treatment conditions satisfy the definition of the present invention. It can be seen that, in the welded joints D1, D1 and E1, the results of the crack observation test passed, and a sound welded joint was obtained even when the thickness was 30 mm.
これに対して、試験番号A3およびA23の溶接継手は、合金板に熱処理を施さなかったことから、溶接熱影響部に割れが発生した。 On the other hand, in the welded joints of Test Nos. A3 and A23, since the heat treatment was not performed on the alloy plate, cracking occurred in the welding heat affected zone.
試験番号A4の溶接継手は、溶接前に施した熱処理保持温度が1000℃と低かったことから、析出物の再固溶が不充分であるため、粒内の変形抵抗が高く、かつ、粒界偏析の解消も不充分であった。そのため、溶接時に溶融線から少し離れた位置に溶接割れが生じた。 In the welded joint of test No. A4, since the heat treatment holding temperature applied before welding was as low as 1000 ° C., the re-solid solution of the precipitate is insufficient, so the deformation resistance in the grain is high and the grain boundary Elimination of segregation was also insufficient. Therefore, weld cracking occurred at a position slightly away from the melting line during welding.
試験番号A19の溶接継手は、熱処理保持温度が1300℃と高かったため、粒界の局部溶融が生じ、溶接時にその部分が開口し、割れが生じた。 In the welded joint of Test No. A19, the heat treatment holding temperature was as high as 1300 ° C., so local melting of grain boundaries occurred, and that part was opened during welding, and a crack occurred.
試験番号A8およびC1の溶接継手は、熱処理保持時間が、本発明で規定する範囲を下回ったため、析出物の再固溶および粒界偏析の解消が不充分であり、溶接時に溶融線から少し離れた位置に溶接割れが生じた。 In the welded joints of test numbers A8 and C1, since the heat treatment holding time was below the range specified in the present invention, the solution of precipitates and elimination of grain boundary segregation were insufficient, and they were slightly separated from the melting line during welding. Cracking occurred at the same position.
試験番号A16およびC7の溶接継手は、熱処理保持時間が、本発明で規定する範囲を超えたため、結晶粒の粗大化が著しく、溶接の際、溶融線に隣接する部分に液化割れが発生した。 In the welded joints of Test Nos. A16 and C7, since the heat treatment holding time exceeded the range specified in the present invention, the coarsening of the crystal grains was remarkable, and at the time of welding, liquefied cracking occurred in the portion adjacent to the melting line.
また、試験番号A10の溶接継手は、熱処理における平均冷却速度が50℃/hを下回ったため、冷却中に析出物の再析出および粒界偏析が生じた。そのため、割れ観察試験の結果が合格であるものの、3個の試料で溶接熱影響部に割れが発生した。 Further, in the welded joint of test No. A10, since the average cooling rate in the heat treatment was lower than 50 ° C./h, precipitation of precipitates and grain boundary segregation occurred during cooling. Therefore, although the result of the crack observation test passed, cracks occurred in the weld heat affected zone in the three samples.
本発明に係る製造方法によれば、火力発電用ボイラの主蒸気管または再熱蒸気管等の高温部材として長期使用されたNi基耐熱合金を用いて、Ni基耐熱合金溶接継手を安定して得ることができる。 According to the manufacturing method of the present invention, a Ni-based heat-resistant alloy welded joint can be stabilized using a Ni-based heat-resistant alloy used for a long time as a high temperature member such as a main steam pipe or reheat steam pipe of a thermal power generation boiler. You can get it.
Claims (5)
C:0.03〜0.12%、
Si:1%以下、
Mn:1%以下、
P:0.015%以下、
S:0.005%以下、
Co:8〜25%、
Cr:18〜27%、
Ti:0.1〜2.5%、
Al:0.2〜2.0%、
B:0.0001〜0.01%、
REM:0.001〜0.5%、
N:0.02%以下、
O:0.01%以下、
Ca:0〜0.05%、
Mg:0〜0.05%、
Fe:0〜15%、
Mo:0〜12%、
W:0〜10%、
Cu:0〜4%、
Nb:0〜2.5%、
V:0〜0.5%、ならびに、
残部:Niおよび不純物であり、かつ、
下記(i)式および(ii)式を満足する条件で使用された合金母材を、
下記(iii)式および(iv)式を満足する条件で熱処理を施した後、溶接する、Ni基耐熱合金溶接継手の製造方法。
600≦TA≦850 ・・・(i)
1700≦TA×(1.0+logtA) ・・・(ii)
1050≦TP≦1250 ・・・(iii)
−0.1×(TP/50−30)≦tP≦−0.1×(TP/10−145) ・・・(iv)
ただし、上式中の各記号の意味は下記の通りである。
TA:使用時の加熱保持温度(℃)
tA:使用時の加熱保持時間(h)
TP:熱処理保持温度(℃)
tP:熱処理保持時間(h) The chemical composition is in mass%,
C: 0.03 to 0.12%,
Si: 1% or less,
Mn: 1% or less,
P: 0.015% or less,
S: 0.005% or less,
Co: 8 to 25%,
Cr: 18 to 27%,
Ti: 0.1 to 2.5%,
Al: 0.2 to 2.0%,
B: 0.0001 to 0.01%,
REM: 0.001 to 0.5%,
N: 0.02% or less,
O: 0.01% or less,
Ca: 0 to 0.05%,
Mg: 0 to 0.05%,
Fe: 0 to 15%,
Mo: 0 to 12%,
W: 0 to 10%
Cu: 0 to 4%,
Nb: 0 to 2.5%
V: 0 to 0.5%, as well as
Remainder: Ni and impurities, and
An alloy base material used under the conditions satisfying the following formulas (i) and (ii)
The manufacturing method of Ni base heat-resistant-alloy weld joint which welds, after heat-processing on the conditions which satisfy following formula (iii) and (iv) formula.
600 ≦ TA ≦ 850 (i)
1700 ≦ TA × (1.0 + logtA) (ii)
1050 ≦ TP ≦ 1250 (iii)
−0.1 × (TP / 50-30) ≦ tP ≦ −0.1 × (TP / 10-145) (iv)
However, the meaning of each symbol in the above formula is as follows.
TA: Heating holding temperature (° C) during use
tA: Heat holding time during use (h)
TP: Heat treatment holding temperature (° C)
tP: Heat treatment holding time (h)
第一群 Ca:0.0001〜0.05%、Mg:0.0001〜0.05%、Fe:0.01〜15%
第二群 Mo:0.01〜12%、W:0.01〜10%、Cu:0.01〜4%、Nb:0.01〜2.5%、V:0.01〜0.5% The method for producing a Ni-based heat-resistant alloy welded joint according to claim 1, wherein the chemical composition of the alloy base material contains, in mass%, one or more selected from the following first group and second group.
First group Ca: 0.0001 to 0.05%, Mg: 0.0001 to 0.05%, Fe: 0.01 to 15%
Second group Mo: 0.01 to 12%, W: 0.01 to 10%, Cu: 0.01 to 4%, Nb: 0.01 to 2.5%, V: 0.01 to 0.5 %
C:0.06〜0.15%、
Si:1%以下、
Mn:1%以下、
P:0.01%以下、
S:0.005%以下、
Co:8〜25%、
Cr:18〜27%、
Ti:0.1〜2.5%、
Al:0.2〜2.0%、
Mo:0〜12%、
W:0〜10%、
Nb:0〜2.5%、
B:0〜0.005%、
Fe:0〜15%、
N:0.02%以下、
O:0.01%以下、ならびに、
残部:Niおよび不純物である溶接材料を使用して溶接する、請求項1から請求項4までのいずれか一つに記載のNi基耐熱合金溶接継手の製造方法。
The chemical composition is in mass%,
C: 0.06 to 0.15%,
Si: 1% or less,
Mn: 1% or less,
P: 0.01% or less,
S: 0.005% or less,
Co: 8 to 25%,
Cr: 18 to 27%,
Ti: 0.1 to 2.5%,
Al: 0.2 to 2.0%,
Mo: 0 to 12%,
W: 0 to 10%
Nb: 0 to 2.5%
B: 0 to 0.005%,
Fe: 0 to 15%,
N: 0.02% or less,
O: 0.01% or less, and
The manufacturing method of the Ni-based heat-resistant alloy welded joint according to any one of claims 1 to 4, wherein the remaining part is welded using a welding material which is Ni and impurities.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015076764A JP6519007B2 (en) | 2015-04-03 | 2015-04-03 | Method of manufacturing Ni-based heat resistant alloy welded joint |
| CN201610202965.8A CN106048309B (en) | 2015-04-03 | 2016-04-01 | The manufacture method of Ni based heat resistant alloy welding points and the welding point obtained using it |
| KR1020160040314A KR101809360B1 (en) | 2015-04-03 | 2016-04-01 | METHOD FOR PRODUCING Ni-BASED HEAT-RESISTANT ALLOY WELDING JOINT AND WELDING JOINT OBTAINED BY USING THE SAME |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015076764A JP6519007B2 (en) | 2015-04-03 | 2015-04-03 | Method of manufacturing Ni-based heat resistant alloy welded joint |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016196685A JP2016196685A (en) | 2016-11-24 |
| JP6519007B2 true JP6519007B2 (en) | 2019-05-29 |
Family
ID=57173570
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015076764A Active JP6519007B2 (en) | 2015-04-03 | 2015-04-03 | Method of manufacturing Ni-based heat resistant alloy welded joint |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6519007B2 (en) |
| KR (1) | KR101809360B1 (en) |
| CN (1) | CN106048309B (en) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2565063B (en) | 2017-07-28 | 2020-05-27 | Oxmet Tech Limited | A nickel-based alloy |
| DE102017007106B4 (en) * | 2017-07-28 | 2020-03-26 | Vdm Metals International Gmbh | High temperature nickel base alloy |
| CN109909641B (en) * | 2017-12-13 | 2022-03-29 | 中国科学院金属研究所 | Cobalt-based powder brazing filler metal for high-temperature alloy connection and preparation method and application thereof |
| KR102092059B1 (en) | 2018-03-27 | 2020-03-23 | 닛폰세이테츠 가부시키가이샤 | Manufacturing method of Ni-based alloy wire and welding joint for submerged arc welding |
| CN108374108A (en) * | 2018-03-30 | 2018-08-07 | 四川六合锻造股份有限公司 | A kind of high intensity highly corrosion resistant system containing thallium nickel base superalloy and preparation method thereof |
| JP7140207B2 (en) * | 2018-12-05 | 2022-09-21 | 日本製鉄株式会社 | METHOD FOR MANUFACTURING FERRITIC HEAT-RESISTANT STEEL WELD JOINT |
| CN114466943A (en) * | 2019-10-03 | 2022-05-10 | 东京都公立大学法人 | Heat-resistant alloy, heat-resistant alloy powder, heat-resistant alloy molded body, and method for producing same |
| CN111889916B (en) * | 2020-06-16 | 2021-12-10 | 北京科技大学 | Nickel-based alloy welding wire for welding dissimilar steel of nuclear island main equipment and preparation and use methods |
| CN113492279B (en) * | 2021-05-25 | 2023-04-11 | 江苏新恒基特种装备股份有限公司 | Nickel-chromium-tungsten-cobalt alloy argon arc welding wire for additive manufacturing and preparation method thereof |
| CN113399862A (en) * | 2021-06-25 | 2021-09-17 | 西安热工研究院有限公司 | Nickel-cobalt-based high-temperature alloy welding rod for 800 ℃ grade ultra-supercritical power station boiler |
| CN114480893B (en) * | 2021-12-31 | 2022-11-11 | 中南大学 | Method for reducing additive manufacturing cracks of nickel-based superalloy and nickel-based superalloy |
| CN115505790B (en) * | 2022-09-20 | 2023-11-10 | 北京北冶功能材料有限公司 | Nickel-based superalloy with stable weld strength, and preparation method and application thereof |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4382244B2 (en) * | 2000-04-11 | 2009-12-09 | 日立金属株式会社 | Method for producing Ni-base alloy having excellent resistance to high-temperature sulfidation corrosion |
| JP5201708B2 (en) * | 2006-04-14 | 2013-06-05 | 三菱マテリアル株式会社 | Ni-based heat-resistant alloy welding wire |
| US8561298B2 (en) * | 2007-03-01 | 2013-10-22 | Siemens Energy, Inc. | Superalloy component welding at ambient temperature |
| JP4431905B2 (en) | 2008-06-16 | 2010-03-17 | 住友金属工業株式会社 | Austenitic heat-resistant alloy, heat-resistant pressure-resistant member made of this alloy, and manufacturing method thereof |
| EP2182086B1 (en) * | 2008-06-18 | 2016-09-21 | Mitsubishi Hitachi Power Systems, Ltd. | Process for producing a ni-base alloy-high chromium steel structure |
| JP5038990B2 (en) * | 2008-08-07 | 2012-10-03 | 株式会社東芝 | Heat treatment method and repair method for gas turbine parts and gas turbine parts |
| EP2330225B1 (en) | 2008-10-02 | 2015-03-25 | Nippon Steel & Sumitomo Metal Corporation | Nickel based heat-resistant alloy |
| JP4780189B2 (en) | 2008-12-25 | 2011-09-28 | 住友金属工業株式会社 | Austenitic heat-resistant alloy |
| KR20120073356A (en) | 2009-12-10 | 2012-07-04 | 수미도모 메탈 인더스트리즈, 리미티드 | Austenitic heat-resistant alloy |
| JP2011202649A (en) * | 2010-03-26 | 2011-10-13 | Toshiba Corp | Method for correcting deformation of gas turbine member |
| JP4835771B1 (en) * | 2010-06-14 | 2011-12-14 | 住友金属工業株式会社 | Welding material for Ni-base heat-resistant alloy, weld metal and welded joint using the same |
| JP5146576B1 (en) * | 2011-08-09 | 2013-02-20 | 新日鐵住金株式会社 | Ni-base heat-resistant alloy |
| JP5633489B2 (en) | 2011-08-31 | 2014-12-03 | 新日鐵住金株式会社 | Ni-base alloy and method for producing Ni-base alloy |
| JP5413543B1 (en) * | 2012-06-07 | 2014-02-12 | 新日鐵住金株式会社 | Ni-based alloy |
| JP5998963B2 (en) * | 2013-01-31 | 2016-09-28 | 新日鐵住金株式会社 | Ni-base heat-resistant alloy member |
-
2015
- 2015-04-03 JP JP2015076764A patent/JP6519007B2/en active Active
-
2016
- 2016-04-01 KR KR1020160040314A patent/KR101809360B1/en active IP Right Grant
- 2016-04-01 CN CN201610202965.8A patent/CN106048309B/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN106048309B (en) | 2018-04-10 |
| KR20160118980A (en) | 2016-10-12 |
| JP2016196685A (en) | 2016-11-24 |
| CN106048309A (en) | 2016-10-26 |
| KR101809360B1 (en) | 2017-12-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6519007B2 (en) | Method of manufacturing Ni-based heat resistant alloy welded joint | |
| JP5236651B2 (en) | Low thermal expansion Ni-base superalloy for boiler excellent in high temperature strength, boiler component using the same, and method for manufacturing boiler component | |
| JP6390723B2 (en) | Method for producing austenitic heat-resistant alloy welded joint | |
| JP4697357B1 (en) | Austenitic heat-resistant alloy | |
| JP4780189B2 (en) | Austenitic heat-resistant alloy | |
| JP6323188B2 (en) | Manufacturing method of Ni-base heat-resistant alloy welded joint | |
| JP5212533B2 (en) | Seamless austenitic heat-resistant alloy tube | |
| JP6398277B2 (en) | Manufacturing method of Ni-base heat-resistant alloy welded joint | |
| JP6384610B2 (en) | Austenitic heat resistant alloys and welded structures | |
| JP6384611B2 (en) | Austenitic heat resistant alloys and welded structures | |
| JP6201724B2 (en) | Ni-base heat-resistant alloy member and Ni-base heat-resistant alloy material | |
| JP6620475B2 (en) | Manufacturing method of Ni-base heat-resistant alloy tube | |
| JP6439579B2 (en) | Method for producing austenitic heat-resistant alloy welded joint and welded joint obtained using the same | |
| JP5998963B2 (en) | Ni-base heat-resistant alloy member | |
| JPWO2018066573A1 (en) | Austenitic heat-resistant alloy and welded joint using the same | |
| JP6825514B2 (en) | Austenitic heat resistant alloy member | |
| JP2021011610A (en) | Austenitic heat-resistant alloy weld joint | |
| JP2021021130A (en) | Austenitic heat-resistant alloy weld joint | |
| JP2019130591A (en) | Weld joint | |
| JP2019173122A (en) | Weld joint | |
| JP2021167440A (en) | Austenitic heat-resistant alloy weld joint | |
| JP2021167439A (en) | Austenitic heat-resistant alloy weld joint | |
| JP2021025095A (en) | Austenitic heat-resistant alloy weld joint | |
| JP2021167437A (en) | Austenitic heat-resistant alloy weld joint | |
| JP2021167438A (en) | Austenitic heat-resistant alloy weld joint |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171206 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190115 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190227 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190319 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190401 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6519007 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |