JP6474777B2 - ステント等の医療装具を作製するための光吸収材で強化されるポリマーの短パルスレーザ加工 - Google Patents
ステント等の医療装具を作製するための光吸収材で強化されるポリマーの短パルスレーザ加工 Download PDFInfo
- Publication number
- JP6474777B2 JP6474777B2 JP2016500183A JP2016500183A JP6474777B2 JP 6474777 B2 JP6474777 B2 JP 6474777B2 JP 2016500183 A JP2016500183 A JP 2016500183A JP 2016500183 A JP2016500183 A JP 2016500183A JP 6474777 B2 JP6474777 B2 JP 6474777B2
- Authority
- JP
- Japan
- Prior art keywords
- wavelength
- laser
- polymer
- laser beam
- tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/82—Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/86—Stents in a form characterised by the wire-like elements; Stents in the form characterised by a net-like or mesh-like structure
- A61F2/90—Stents in a form characterised by the wire-like elements; Stents in the form characterised by a net-like or mesh-like structure characterised by a net-like or mesh-like structure
- A61F2/91—Stents in a form characterised by the wire-like elements; Stents in the form characterised by a net-like or mesh-like structure characterised by a net-like or mesh-like structure made from perforated sheet material or tubes, e.g. perforated by laser cuts or etched holes
- A61F2/915—Stents in a form characterised by the wire-like elements; Stents in the form characterised by a net-like or mesh-like structure characterised by a net-like or mesh-like structure made from perforated sheet material or tubes, e.g. perforated by laser cuts or etched holes with bands having a meander structure, adjacent bands being connected to each other
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/82—Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/86—Stents in a form characterised by the wire-like elements; Stents in the form characterised by a net-like or mesh-like structure
- A61F2/90—Stents in a form characterised by the wire-like elements; Stents in the form characterised by a net-like or mesh-like structure characterised by a net-like or mesh-like structure
- A61F2/91—Stents in a form characterised by the wire-like elements; Stents in the form characterised by a net-like or mesh-like structure characterised by a net-like or mesh-like structure made from perforated sheet material or tubes, e.g. perforated by laser cuts or etched holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/40—Removing material taking account of the properties of the material involved
- B23K26/402—Removing material taking account of the properties of the material involved involving non-metallic material, e.g. isolators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/82—Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/86—Stents in a form characterised by the wire-like elements; Stents in the form characterised by a net-like or mesh-like structure
- A61F2/90—Stents in a form characterised by the wire-like elements; Stents in the form characterised by a net-like or mesh-like structure characterised by a net-like or mesh-like structure
- A61F2/91—Stents in a form characterised by the wire-like elements; Stents in the form characterised by a net-like or mesh-like structure characterised by a net-like or mesh-like structure made from perforated sheet material or tubes, e.g. perforated by laser cuts or etched holes
- A61F2/915—Stents in a form characterised by the wire-like elements; Stents in the form characterised by a net-like or mesh-like structure characterised by a net-like or mesh-like structure made from perforated sheet material or tubes, e.g. perforated by laser cuts or etched holes with bands having a meander structure, adjacent bands being connected to each other
- A61F2002/9155—Adjacent bands being connected to each other
- A61F2002/91558—Adjacent bands being connected to each other connected peak to peak
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/82—Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/86—Stents in a form characterised by the wire-like elements; Stents in the form characterised by a net-like or mesh-like structure
- A61F2/90—Stents in a form characterised by the wire-like elements; Stents in the form characterised by a net-like or mesh-like structure characterised by a net-like or mesh-like structure
- A61F2/91—Stents in a form characterised by the wire-like elements; Stents in the form characterised by a net-like or mesh-like structure characterised by a net-like or mesh-like structure made from perforated sheet material or tubes, e.g. perforated by laser cuts or etched holes
- A61F2/915—Stents in a form characterised by the wire-like elements; Stents in the form characterised by a net-like or mesh-like structure characterised by a net-like or mesh-like structure made from perforated sheet material or tubes, e.g. perforated by laser cuts or etched holes with bands having a meander structure, adjacent bands being connected to each other
- A61F2002/9155—Adjacent bands being connected to each other
- A61F2002/91583—Adjacent bands being connected to each other by a bridge, whereby at least one of its ends is connected along the length of a strut between two consecutive apices within a band
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2240/00—Manufacturing or designing of prostheses classified in groups A61F2/00 - A61F2/26 or A61F2/82 or A61F9/00 or A61F11/00 or subgroups thereof
- A61F2240/001—Designing or manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/30—Organic material
- B23K2103/42—Plastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0838—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using laser
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0005—Condition, form or state of moulded material or of the material to be shaped containing compounding ingredients
- B29K2105/0047—Agents changing thermal characteristics
- B29K2105/005—Heat sensitisers or absorbers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/25—Solid
- B29K2105/253—Preform
- B29K2105/258—Tubular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0059—Degradable
- B29K2995/006—Bio-degradable, e.g. bioabsorbable, bioresorbable or bioerodible
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/753—Medical equipment; Accessories therefor
- B29L2031/7532—Artificial members, protheses
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Biomedical Technology (AREA)
- Optics & Photonics (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Transplantation (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Cardiology (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Electromagnetism (AREA)
- Toxicology (AREA)
- Thermal Sciences (AREA)
- Laser Beam Processing (AREA)
- Materials For Medical Uses (AREA)
- Media Introduction/Drainage Providing Device (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
Description
AU=吸光度単位
L=リットル
cm=センチメートル(経路長さ)
である。
ポリマー等の多分散材料の場合、吸光係数は、重量パーセントによって定義でき、AU/wt%−cmの単位を有することができる。吸光係数は波長の関数である。

A=ε% b wt%
ここで、
A=AUにおける吸光度
ε%=重量パーセント吸光係数
b=光路長(cm)
wt%=溶媒又は基材内の溶質の重量パーセント
すべての範囲は、特に規定しない限り、終点及び終点内部のいずれの値も含む。
12 ストラット
14 相互接続円筒形リング
16 ストラット又はリンク
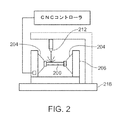
200 チューブ
204 コレット固定具
208 装置
212 レーザ
337 回転コレット
338 集束レンズ
339 チューブ支持ピン
340 ガス噴射アセンブリ
342 ガス流
344 ノガス噴射ノズル
352 集束されたビーム
354 ガス入口
408 レーザビーム
414 チューブ
Claims (15)
- 基材をレーザ加工してステントを製造する方法であって、
ポリマー及び吸収材を含むチューブを提供するステップと;
前記チューブを、レーザビームを用いてレーザ加工してスキャフォールドを形成するステップとを備え、
前記レーザビームは、前記レーザビームからのレーザエネルギーの多光子吸収を提供するパルス幅を有し、
前記レーザビームは、レーザビーム波長における前記ポリマーの吸光係数が、前記レーザビーム波長の半分の波長における前記ポリマーの前記吸光係数の5%未満である波長を有し、
前記吸収材は、前記レーザビーム波長の半分の波長±50nmの範囲内の波長において最大の吸光度を有し、前記吸収材の前記吸光度は、前記レーザビーム波長の半分の波長において、前記ポリマーの吸光度よりも大きく、
前記吸収材は、前記ポリマー及び吸収材を含むチューブにおけるレーザエネルギーの吸収を、前記吸収材を含まない前記ポリマーを含むチューブにおけるエネルギーの吸収と比較して増加させるものであり、
前記スキャフォールドを形成するステップは、102〜508mm/分(4から20in/分)のレーザ切断速度を用いて前記レーザビームの1回の通過で壁部を切り開くステップを含む、
方法。 - 前記吸収材は、前記レーザビームの前記波長において前記レーザビームに対して透明である、
請求項1に記載の方法。 - 前記ポリマーは、脂肪族ポリエステルポリマーである、
請求項1に記載の方法。 - 前記チューブの壁部の厚さは180ミクロンを超える、
請求項1に記載の方法。 - 前記チューブの壁部の厚さは100から160ミクロンである、
請求項1に記載の方法。 - 前記吸収材の吸光係数又は重量パーセント吸光係数は、前記レーザビーム波長の半分の波長において、前記レーザビーム波長における前記吸収材の吸光係数又は重量パーセント吸光係数よりも少なくとも5倍大きい、
請求項1に記載の方法。 - 前記吸収材の吸光係数又は重量パーセント吸光係数は、前記レーザビーム波長の半分の波長において、前記レーザビーム波長の半分の波長における前記ポリマーの吸光係数又は重量パーセント吸光係数よりも少なくとも5倍大きい、
請求項1に記載の方法。 - 前記吸収材の吸光係数は、前記レーザビーム波長の半分の波長において、前記レーザビーム波長における吸光係数よりも少なくとも5倍大きい、
請求項1に記載の方法。 - 前記チューブ内の前記吸収材の含有量は、0.001から0.1wt%である、
請求項1に記載の方法。 - 前記パルス幅は、80fsから20psである、
請求項1に記載の方法。 - 前記レーザビーム波長の半分の波長における前記チューブの前記吸光度は、前記吸収材の無い前記チューブの前記吸光度の少なくとも2から10倍である、
請求項1に記載の方法。 - 前記吸収材は、フェニル環を含む化合物を含む、
請求項1に記載の方法。 - 前記吸収材は、ブチルヒドロキシトルエン(BHT)又はメチルパラベンを含む、
請求項1に記載の方法。 - 前記ポリマーは、ポリ(L−ラクチド)である、
請求項1に記載の方法。 - 前記吸収材は、金属化合物又は無機化合物を含む、
請求項1に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/802,189 | 2013-03-13 | ||
| US13/802,189 US9566666B2 (en) | 2013-03-13 | 2013-03-13 | Short pulse laser machining of polymers enhanced with light absorbers for fabricating medical devices |
| PCT/US2014/013442 WO2014163736A1 (en) | 2013-03-13 | 2014-01-28 | Short pulse laser machining of polymers enhanced with light absorbers for fabricating medical devices such as stents |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016514008A JP2016514008A (ja) | 2016-05-19 |
| JP2016514008A5 JP2016514008A5 (ja) | 2017-03-02 |
| JP6474777B2 true JP6474777B2 (ja) | 2019-02-27 |
Family
ID=50071814
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016500183A Expired - Fee Related JP6474777B2 (ja) | 2013-03-13 | 2014-01-28 | ステント等の医療装具を作製するための光吸収材で強化されるポリマーの短パルスレーザ加工 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US9566666B2 (ja) |
| EP (1) | EP2967937B1 (ja) |
| JP (1) | JP6474777B2 (ja) |
| KR (1) | KR20150128969A (ja) |
| CN (1) | CN105101913B (ja) |
| HK (1) | HK1216599A1 (ja) |
| WO (1) | WO2014163736A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10553875B2 (en) * | 2013-04-16 | 2020-02-04 | California Institute Of Technology | Use and fabrication of microscaffolds and nanoscaffolds |
| US10675387B2 (en) * | 2014-07-07 | 2020-06-09 | Meril Life Sciences Pvt. Ltd. | Multi stage radial deformation for manufacturing thin strut stent from bioabsorbable polymer |
| US10518003B2 (en) | 2014-07-07 | 2019-12-31 | Meril Life Sciences Pvt. Ltd. | Method to manufacture thin strut stent from bioabsorbable polymer with high fatigue and radial strength |
| US10603833B2 (en) * | 2014-07-07 | 2020-03-31 | Meril Life Sciences Pvt. Ltd. | Method to manufacture thin strut stent from bioabsorbable polymer |
| CN107984096A (zh) * | 2017-12-04 | 2018-05-04 | 成都迈德克科技有限公司 | 一种血管支架切割方法及设备 |
| US11344358B2 (en) | 2018-06-22 | 2022-05-31 | Avava, Inc. | Apparatus for selective treatment of tissue |
| CN112584964B (zh) | 2018-08-31 | 2024-04-19 | 金伯利-克拉克环球有限公司 | 用激光对幅材切割或穿孔的方法和系统 |
| CN109366013A (zh) * | 2018-11-26 | 2019-02-22 | 辽宁垠艺生物科技股份有限公司 | 小直径管材花纹切割方法 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4915981A (en) | 1988-08-12 | 1990-04-10 | Rogers Corporation | Method of laser drilling fluoropolymer materials |
| US5169678A (en) | 1989-12-26 | 1992-12-08 | General Electric Company | Laser ablatable polymer dielectrics and methods |
| EP0842729A1 (en) | 1996-10-21 | 1998-05-20 | Arterial Vascular Engineering, Inc. | Method and apparatus for laser processing of intravascular devices |
| DE19745294A1 (de) | 1997-10-14 | 1999-04-15 | Biotronik Mess & Therapieg | Verfahren zur Herstellung feinstrukturierter medizintechnischer Implantate |
| US6563998B1 (en) | 1999-04-15 | 2003-05-13 | John Farah | Polished polymide substrate |
| US6531679B2 (en) | 2000-09-29 | 2003-03-11 | Siemens Aktiengesellschaft | Method for the laser machining of organic materials |
| CA2436642A1 (en) | 2001-02-01 | 2002-08-08 | Kaneka Corporation | Stent |
| AU2002952384A0 (en) | 2002-10-31 | 2002-11-14 | Swinburne University Of Technology | Structures |
| DE10357747A1 (de) * | 2003-06-13 | 2005-01-05 | Mnemoscience Gmbh | Temporäre bioabbaubare Stents zur nicht-vaskulären Verwendung |
| BRPI0411431B8 (pt) | 2003-06-13 | 2021-06-22 | Gkss Forschungszentrum Geesthacht Gmbh | stents biodegradáveis |
| US8816244B2 (en) | 2004-04-13 | 2014-08-26 | Boston Scientific Scimed, Inc. | Inverted stent cutting process |
| US20060025852A1 (en) | 2004-08-02 | 2006-02-02 | Armstrong Joseph R | Bioabsorbable self-expanding endolumenal devices |
| US7622070B2 (en) | 2005-06-20 | 2009-11-24 | Advanced Cardiovascular Systems, Inc. | Method of manufacturing an implantable polymeric medical device |
| US20070034615A1 (en) | 2005-08-15 | 2007-02-15 | Klaus Kleine | Fabricating medical devices with an ytterbium tungstate laser |
| US20070151961A1 (en) | 2006-01-03 | 2007-07-05 | Klaus Kleine | Fabrication of an implantable medical device with a modified laser beam |
| GB0613816D0 (en) | 2006-07-12 | 2006-08-23 | Vascutek Ltd | Endovascular device |
| US20090319031A1 (en) | 2008-06-19 | 2009-12-24 | Yunbing Wang | Bioabsorbable Polymeric Stent With Improved Structural And Molecular Weight Integrity |
| JP4734437B2 (ja) * | 2009-04-17 | 2011-07-27 | 沓名 宗春 | 繊維強化複合材料のレーザ加工方法 |
| US8679394B2 (en) * | 2010-06-10 | 2014-03-25 | Abbott Cardiovascular Systems Inc. | Laser system and processing conditions for manufacturing bioabsorbable stents |
-
2013
- 2013-03-13 US US13/802,189 patent/US9566666B2/en active Active
-
2014
- 2014-01-28 WO PCT/US2014/013442 patent/WO2014163736A1/en active Application Filing
- 2014-01-28 CN CN201480010438.6A patent/CN105101913B/zh active Active
- 2014-01-28 JP JP2016500183A patent/JP6474777B2/ja not_active Expired - Fee Related
- 2014-01-28 EP EP14703740.2A patent/EP2967937B1/en active Active
- 2014-01-28 KR KR1020157028753A patent/KR20150128969A/ko not_active Application Discontinuation
-
2016
- 2016-04-21 HK HK16104611.3A patent/HK1216599A1/zh unknown
-
2017
- 2017-01-04 US US15/398,425 patent/US9861508B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US9861508B2 (en) | 2018-01-09 |
| WO2014163736A1 (en) | 2014-10-09 |
| JP2016514008A (ja) | 2016-05-19 |
| US20170112645A1 (en) | 2017-04-27 |
| HK1216599A1 (zh) | 2016-11-25 |
| EP2967937B1 (en) | 2019-10-09 |
| CN105101913A (zh) | 2015-11-25 |
| US9566666B2 (en) | 2017-02-14 |
| US20140263217A1 (en) | 2014-09-18 |
| KR20150128969A (ko) | 2015-11-18 |
| EP2967937A1 (en) | 2016-01-20 |
| CN105101913B (zh) | 2017-09-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6474777B2 (ja) | ステント等の医療装具を作製するための光吸収材で強化されるポリマーの短パルスレーザ加工 | |
| US10525552B2 (en) | Laser system and processing conditions for manufacturing bioabsorbable stents | |
| JP5756109B2 (ja) | ポリマーチューブからステントをレーザ加工するためのレーザパワーの設定 | |
| AU2004220631B2 (en) | Intraluminal prostheses with annealed polymer coating | |
| US20100102046A1 (en) | Laser Machining Medical Devices With Localized Cooling | |
| US10004619B2 (en) | Polymeric stent and methods of manufacturing the same | |
| US10099431B2 (en) | Method to increase radial strength of a bioresorbable scaffold |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170123 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170123 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180703 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20180921 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20181130 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181221 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190115 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190130 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6474777 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |