JP6470549B2 - Exhaust gas purification device - Google Patents
Exhaust gas purification device Download PDFInfo
- Publication number
- JP6470549B2 JP6470549B2 JP2014225511A JP2014225511A JP6470549B2 JP 6470549 B2 JP6470549 B2 JP 6470549B2 JP 2014225511 A JP2014225511 A JP 2014225511A JP 2014225511 A JP2014225511 A JP 2014225511A JP 6470549 B2 JP6470549 B2 JP 6470549B2
- Authority
- JP
- Japan
- Prior art keywords
- sealing material
- exhaust gas
- holding sealing
- sheet
- inorganic fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000746 purification Methods 0.000 title claims description 24
- 239000003566 sealing material Substances 0.000 claims description 183
- 239000012784 inorganic fiber Substances 0.000 claims description 157
- 229910052751 metal Inorganic materials 0.000 claims description 31
- 239000002184 metal Substances 0.000 claims description 31
- 239000007789 gas Substances 0.000 description 137
- 239000000835 fiber Substances 0.000 description 76
- 238000000034 method Methods 0.000 description 60
- 239000000463 material Substances 0.000 description 50
- 239000012701 inorganic fiber precursor Substances 0.000 description 26
- 230000002093 peripheral effect Effects 0.000 description 21
- 239000000853 adhesive Substances 0.000 description 20
- 239000011230 binding agent Substances 0.000 description 20
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 19
- 230000001070 adhesive effect Effects 0.000 description 17
- 239000003054 catalyst Substances 0.000 description 17
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 14
- 238000010304 firing Methods 0.000 description 14
- 210000004027 cell Anatomy 0.000 description 13
- 238000000465 moulding Methods 0.000 description 12
- 239000002243 precursor Substances 0.000 description 12
- 238000004804 winding Methods 0.000 description 12
- 239000000243 solution Substances 0.000 description 11
- 230000008569 process Effects 0.000 description 9
- 239000000377 silicon dioxide Substances 0.000 description 9
- 239000010954 inorganic particle Substances 0.000 description 8
- 229920005989 resin Polymers 0.000 description 8
- 239000011347 resin Substances 0.000 description 8
- 238000012360 testing method Methods 0.000 description 8
- 238000009530 blood pressure measurement Methods 0.000 description 7
- 239000000203 mixture Substances 0.000 description 7
- 239000004745 nonwoven fabric Substances 0.000 description 7
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 6
- 229920000126 latex Polymers 0.000 description 6
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- RMAQACBXLXPBSY-UHFFFAOYSA-N silicic acid Chemical compound O[Si](O)(O)O RMAQACBXLXPBSY-UHFFFAOYSA-N 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 238000002485 combustion reaction Methods 0.000 description 5
- 238000007906 compression Methods 0.000 description 5
- 239000000470 constituent Substances 0.000 description 5
- 238000001035 drying Methods 0.000 description 5
- 238000004080 punching Methods 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- 238000009987 spinning Methods 0.000 description 5
- 239000004372 Polyvinyl alcohol Substances 0.000 description 4
- VSCWAEJMTAWNJL-UHFFFAOYSA-K aluminium trichloride Chemical compound Cl[Al](Cl)Cl VSCWAEJMTAWNJL-UHFFFAOYSA-K 0.000 description 4
- 230000003197 catalytic effect Effects 0.000 description 4
- 210000002421 cell wall Anatomy 0.000 description 4
- 230000006835 compression Effects 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 239000006185 dispersion Substances 0.000 description 4
- 239000012943 hotmelt Substances 0.000 description 4
- 238000012423 maintenance Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 229920000620 organic polymer Polymers 0.000 description 4
- 229920002451 polyvinyl alcohol Polymers 0.000 description 4
- 239000002994 raw material Substances 0.000 description 4
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 3
- 239000004925 Acrylic resin Substances 0.000 description 3
- 229920000178 Acrylic resin Polymers 0.000 description 3
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- 239000001768 carboxy methyl cellulose Substances 0.000 description 3
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 3
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- 230000012447 hatching Effects 0.000 description 3
- 239000004816 latex Substances 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 239000011259 mixed solution Substances 0.000 description 3
- 229910052697 platinum Inorganic materials 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 239000005020 polyethylene terephthalate Substances 0.000 description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 229910010271 silicon carbide Inorganic materials 0.000 description 3
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- -1 thickness Substances 0.000 description 3
- 239000002759 woven fabric Substances 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 2
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 2
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 2
- 229910052581 Si3N4 Inorganic materials 0.000 description 2
- 239000007864 aqueous solution Substances 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 229910052878 cordierite Inorganic materials 0.000 description 2
- JSKIRARMQDRGJZ-UHFFFAOYSA-N dimagnesium dioxido-bis[(1-oxido-3-oxo-2,4,6,8,9-pentaoxa-1,3-disila-5,7-dialuminabicyclo[3.3.1]nonan-7-yl)oxy]silane Chemical compound [Mg++].[Mg++].[O-][Si]([O-])(O[Al]1O[Al]2O[Si](=O)O[Si]([O-])(O1)O2)O[Al]1O[Al]2O[Si](=O)O[Si]([O-])(O1)O2 JSKIRARMQDRGJZ-UHFFFAOYSA-N 0.000 description 2
- KZHJGOXRZJKJNY-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Si]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O KZHJGOXRZJKJNY-UHFFFAOYSA-N 0.000 description 2
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229910052863 mullite Inorganic materials 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 239000005022 packaging material Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 238000009958 sewing Methods 0.000 description 2
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 229920002994 synthetic fiber Polymers 0.000 description 2
- 239000012209 synthetic fiber Substances 0.000 description 2
- 229910000505 Al2TiO5 Inorganic materials 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 239000004831 Hot glue Substances 0.000 description 1
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 1
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- 238000005273 aeration Methods 0.000 description 1
- 229910052783 alkali metal Inorganic materials 0.000 description 1
- 150000001340 alkali metals Chemical class 0.000 description 1
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 1
- 150000001342 alkaline earth metals Chemical class 0.000 description 1
- WYTGDNHDOZPMIW-RCBQFDQVSA-N alstonine Natural products C1=CC2=C3C=CC=CC3=NC2=C2N1C[C@H]1[C@H](C)OC=C(C(=O)OC)[C@H]1C2 WYTGDNHDOZPMIW-RCBQFDQVSA-N 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 229910052788 barium Inorganic materials 0.000 description 1
- DSAJWYNOEDNPEQ-UHFFFAOYSA-N barium atom Chemical compound [Ba] DSAJWYNOEDNPEQ-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 238000007429 general method Methods 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 230000036541 health Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910000510 noble metal Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 229910052763 palladium Inorganic materials 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229910052700 potassium Inorganic materials 0.000 description 1
- 239000011591 potassium Substances 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- AABBHSMFGKYLKE-SNAWJCMRSA-N propan-2-yl (e)-but-2-enoate Chemical compound C\C=C\C(=O)OC(C)C AABBHSMFGKYLKE-SNAWJCMRSA-N 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 229910052703 rhodium Inorganic materials 0.000 description 1
- 239000010948 rhodium Substances 0.000 description 1
- MHOVAHRLVXNVSD-UHFFFAOYSA-N rhodium atom Chemical compound [Rh] MHOVAHRLVXNVSD-UHFFFAOYSA-N 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 231100000331 toxic Toxicity 0.000 description 1
- 230000002588 toxic effect Effects 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images










Landscapes
- Processes For Solid Components From Exhaust (AREA)
- Exhaust Gas Treatment By Means Of Catalyst (AREA)
- Exhaust Gas After Treatment (AREA)
Description
本発明は、保持シール材及び排ガス浄化装置に関する。 The present invention relates to a holding sealing material and an exhaust gas purification device.
従来、エンジン等の内燃機関から排出された排ガス中に含まれる有害ガス等の有害物質を浄化するため、内燃機関の排気通路(排ガスが流通する排気管等)には、排ガス浄化装置が設けられている。
排ガス浄化装置は、内燃機関の排気通路にケーシングを設け、ケーシングの中に排ガス処理体を配置した構造となっている。排ガス処理体の一例としては、触媒担体又はディーゼルパティキュレートフィルタ(DPF)が挙げられる。
Conventionally, in order to purify harmful substances such as harmful gases contained in exhaust gas discharged from an internal combustion engine such as an engine, an exhaust gas purification device has been provided in the exhaust passage (exhaust pipe through which the exhaust gas flows) of the internal combustion engine. ing.
The exhaust gas purification apparatus has a structure in which a casing is provided in an exhaust passage of an internal combustion engine, and an exhaust gas treatment body is disposed in the casing. Examples of the exhaust gas treating body include a catalyst carrier or a diesel particulate filter (DPF).
排ガス処理体には保持シール材が巻きつけられて、ケーシング内に配設される。この保持シール材は、自動車の走行等により生じる振動や衝撃により、排ガス処理体がその外周を覆うケーシングと接触して破損するのを防止することや、排ガス処理体とケーシングとの間から排気ガスが漏れることを防止すること等を主な目的として配設されている。 A holding sealing material is wound around the exhaust gas treating body and disposed in the casing. This holding sealing material prevents the exhaust gas treating body from being damaged by contact with the casing covering the outer periphery due to vibrations or impacts caused by traveling of an automobile or the like, and exhaust gas from between the exhaust gas treating body and the casing. Is disposed mainly for the purpose of preventing leakage.
特許文献1には、触媒コンバータのクッション材として、金属金網を波板状に塑性変形させたものが開示されている。
また、特許文献2には、繊維集塊を、繊維の配向方向を触媒担体の外周面及びケーシングの内周面と交叉方向に配向させたことを特徴とする触媒コンバータの組み立て構造が開示されている。
Patent Document 1 discloses a metal wire mesh plastically deformed into a corrugated plate as a cushioning material for a catalytic converter.
特許文献1に記載されたクッション材は、金網を波板状に塑性変形したものであり、触媒コンバータ内の触媒担体保持に寄与するが、さらに、未処理の排ガスが漏洩することを防ぐために繊維を主体とするシールマットを併用して触媒担体を保持している。そのため、部品点数が多く、触媒担体への巻き付けに手間がかかり、また、触媒担体の保持、触媒コンバータの組み立てに要するコストが高くなる。
また、金網は重量が重いため、軽量化が求められる車両の部品としては適さない。
The cushion material described in Patent Document 1 is obtained by plastically deforming a wire mesh into a corrugated plate shape, which contributes to holding the catalyst carrier in the catalytic converter, but further prevents fibers from leaking untreated exhaust gas. The catalyst carrier is held in combination with a seal mat mainly composed of. Therefore, the number of parts is large, and it takes time to wind the catalyst carrier, and the cost required for holding the catalyst carrier and assembling the catalytic converter increases.
Further, since the metal mesh is heavy, it is not suitable as a vehicle part that is required to be reduced in weight.
特許文献2に記載された保持材は、繊維を積層したマットを裁断後、並べ替えて繊維の配向方向を触媒担体の外周面と交叉方向に配向させている。そのため、円柱状の触媒担体に巻き付けると保持材の表面(外周面側の面)が割れたりするという問題がある。
The holding material described in
本発明は、上記のような問題点を踏まえてなされたものであり、触媒担体等の排ガス処理体への巻き付けが容易であり、排ガス処理体を保持するための面圧特性に優れた保持シール材、及び、排ガス処理体が高い面圧で保持されてなる排ガス浄化装置を提供することを目的とする。 The present invention has been made in view of the above problems, and can be easily wound around an exhaust gas treating body such as a catalyst carrier, and has excellent surface pressure characteristics for holding the exhaust gas treating body. An object of the present invention is to provide an exhaust gas purifying apparatus in which a material and an exhaust gas treating body are held at a high surface pressure.
上記目的を達成するための、本発明の保持シール材は、長尺状の保持シール材であって、該保持シール材は、無機繊維シートが長手方向に亘ってつづら折りに折り畳まれたつづら折り構造を有してなることを特徴とする。 In order to achieve the above object, the holding sealing material of the present invention is a long holding sealing material, and the holding sealing material has a zigzag folded structure in which the inorganic fiber sheet is folded in zigzag along the longitudinal direction. It is characterized by having.
本発明の保持シール材は、無機繊維シートがつづら折りに折り畳まれてなるので、全体としては1つの部材である。そのため、排ガス処理体への巻き付けが容易である。そして、無機繊維からなるので重量が軽く、車両向けの部品として適している。
また、このような構造であると無機繊維の配向方向が、面圧特性の発揮に適した方向となる。そのため、巻き付けた保持シール材がヘタって保持力(面圧)が低下することが防止され、排ガス処理体を保持するための面圧特性に優れた保持シール材となる。
The holding sealing material of the present invention is a single member as a whole because the inorganic fiber sheet is folded in a zigzag manner. Therefore, winding around the exhaust gas treating body is easy. And since it consists of inorganic fiber, its weight is light and suitable as a component for vehicles.
Further, with such a structure, the orientation direction of the inorganic fibers becomes a direction suitable for exerting the surface pressure characteristics. Therefore, the wound holding sealing material is prevented from drooping and holding force (surface pressure) is prevented from being lowered, and the holding sealing material is excellent in surface pressure characteristics for holding the exhaust gas treating body.
本発明の保持シール材においては、前記つづら折り構造を構成する蛇行体は、互いに積層、一体化されてなることが望ましい。
つづら折り構造を構成する蛇行体が互いに積層、一体化されていると、ハンドリングが容易となる。
In the holding sealing material of the present invention, it is desirable that the meandering bodies constituting the zigzag folded structure are laminated and integrated with each other.
When the meandering bodies constituting the zigzag folding structure are laminated and integrated with each other, handling becomes easy.
また、本発明の保持シール材においては、前記つづら折り構造を構成する蛇行体は、長手方向に傾斜して互いに積層されてなることが望ましく、前記つづら折り構造を構成する蛇行体は、長手方向に傾斜して互いに積層、一体化されてなることも望ましい。
また、つづら折り構造を構成する蛇行体が長手方向に傾斜しているということは、保持シール材を排ガス処理体に巻き付けた際に無機繊維の配向方向が排ガス処理体の外周面に沿う方向ではなく、排ガス処理体の外周面に対して傾斜する方向になることを意味する。
そのため、巻き付けた保持シール材がヘタって保持力(面圧)が低下することが防止され、排ガス処理体を保持するための面圧特性に特に優れた保持シール材となる。
In the holding sealing material of the present invention, it is preferable that the meandering bodies constituting the zigzag folding structure are laminated in a longitudinal direction, and the meandering bodies constituting the zigzag folding structure are inclined in the longitudinal direction. It is also desirable that they are laminated and integrated with each other.
In addition, the meandering body constituting the zigzag folded structure is inclined in the longitudinal direction, which means that the orientation direction of the inorganic fibers is not the direction along the outer peripheral surface of the exhaust gas treatment body when the holding sealing material is wound around the exhaust gas treatment body. It means that the direction is inclined with respect to the outer peripheral surface of the exhaust gas treating body.
Therefore, it is possible to prevent the wound holding sealing material from dripping and reducing the holding force (surface pressure), and the holding sealing material is particularly excellent in surface pressure characteristics for holding the exhaust gas treating body.
本発明の保持シール材においては、上記保持シール材の一方又は両方の主面に形状保持シートが設けられていることが望ましい。
また、上記形状保持シートは、不織布、織布、フィルム、紙、又は、有機バインダ固形物からなることが望ましい。
In the holding sealing material of the present invention, it is desirable that a shape holding sheet is provided on one or both main surfaces of the holding sealing material.
Moreover, it is desirable that the shape maintaining sheet is made of a nonwoven fabric, a woven fabric, a film, paper, or a solid organic binder.
形状保持シートを設けることによって、無機繊維シートの折り畳みが伸びてしまうことが防止されるので、折り畳まれた形状を維持させたまま、排ガス処理体への巻き付けを行うことができ、巻き付け時の作業性の高い保持シール材とすることができる。また、このような形状保持シートの材料として、不織布等が特に適している。 By providing the shape-retaining sheet, it is possible to prevent the inorganic fiber sheet from being folded, so that it can be wound around the exhaust gas treatment body while maintaining the folded shape. It can be set as a highly reliable holding sealing material. Moreover, a nonwoven fabric etc. are especially suitable as a material of such a shape maintenance sheet.
本発明の保持シール材の第1の主面側においては、上記つづら折り構造を構成する蛇行体の折り返し部の位置が上記第1の主面となる位置で一定であり、上記保持シール材の上記第1の主面と反対側の主面である第2の主面側においては、上記蛇行体の折り返し部の位置が、保持シール材の厚さ方向の途中となる位置である箇所が存在することが望ましい。
また、上記第2の主面側において、上記蛇行体の折り返し部の位置が、保持シール材の厚さ方向の途中となる位置、及び、上記第2の主面となる位置で交互に繰り返されていることが望ましい。
On the first main surface side of the holding sealing material of the present invention, the position of the folded portion of the meandering body constituting the zigzag folding structure is constant at the position that becomes the first main surface, and the above-mentioned of the holding sealing material On the second main surface side, which is the main surface opposite to the first main surface, there is a place where the position of the folded portion of the meandering body is in the middle of the thickness direction of the holding sealing material. It is desirable.
Further, on the second main surface side, the position of the folded portion of the meandering body is alternately repeated at a position in the middle of the thickness direction of the holding sealing material and a position at which the second main surface is formed. It is desirable that
このような構成であると、柱状の排ガス処理体に巻き付ける際に、第2の主面側を外側にして巻き付けると第2の主面側では保持シール材が伸びやすいので、内外周差の影響が緩和され、排ガス処理体への巻き付けの作業性が向上する。 With such a configuration, when winding around a columnar exhaust gas treatment body, if the second main surface side is wound outward, the holding sealing material tends to extend on the second main surface side, so the influence of the inner and outer peripheral differences Is eased, and the workability of winding around the exhaust gas treating body is improved.
本発明の保持シール材では、上記つづら折り構造は、上記無機繊維シートがプリーツ形状に折り畳まれた構造であることが望ましい。 In the holding sealing material of the present invention, the zigzag folded structure is preferably a structure in which the inorganic fiber sheet is folded into a pleat shape.
無機繊維シートをプリーツ形状に折り畳むことによって、無機繊維シートを構成する多くの無機繊維の配向方向を、排ガス処理体の外周面に対して傾斜する方向にすることができるので、面圧特性に優れた保持シール材とすることができる。 By folding the inorganic fiber sheet into a pleated shape, the orientation direction of many inorganic fibers constituting the inorganic fiber sheet can be made to be inclined with respect to the outer peripheral surface of the exhaust gas treating body. A holding sealing material can be used.
本発明の保持シール材は、無機繊維前駆体を紡糸して積層してシート状物を作製し、上記シート状物をつづら折りに折り畳み、折り畳んだ形状のまま焼成して無機繊維前駆体を無機繊維とすることにより得られることが望ましい。
無機繊維前駆体は柔軟性を有するので、無機繊維前駆体を破断させることはなく、つづら折りに折り畳んだ形状のシート状物とすることができる。そして、このシート状物を焼成しても折り畳んだ形状がほぼ維持されるので、この手順により本発明の保持シール材とすることができる。
The holding sealing material of the present invention spins and laminates an inorganic fiber precursor to produce a sheet-like material, folds the above-mentioned sheet-like material into a zigzag fold, and fires it in the folded shape to convert the inorganic fiber precursor into an inorganic fiber. It is desirable that
Since the inorganic fiber precursor has flexibility, the inorganic fiber precursor is not broken and can be formed into a sheet-like product folded in a zigzag manner. And even if this sheet-like material is baked, the folded shape is almost maintained, so that the holding sealing material of the present invention can be obtained by this procedure.
本発明の排ガス浄化装置は、排ガス処理体と、上記排ガス処理体を収容する金属ケーシングと、上記排ガス処理体と上記金属ケーシングとの間に配設され、上記排ガス処理体を保持する保持シール材とを備える排ガス浄化装置であって、
上記保持シール材は本発明の保持シール材であることを特徴とする。
The exhaust gas purification apparatus of the present invention includes an exhaust gas treatment body, a metal casing that houses the exhaust gas treatment body, and a holding sealing material that is disposed between the exhaust gas treatment body and the metal casing and holds the exhaust gas treatment body An exhaust gas purification device comprising:
The holding sealing material is the holding sealing material of the present invention.
本発明の排ガス浄化装置においては、保持シール材を構成する無機繊維の配向方向が排ガス処理体の外周面に沿う方向ではなく、排ガス処理体の外周面に対して傾斜する方向となっている。
そのため、巻き付けた保持シール材がヘタって保持力(面圧)が低下することが防止され、排ガス処理体が高い面圧で保持された排ガス浄化装置となる。
In the exhaust gas purification apparatus of the present invention, the orientation direction of the inorganic fibers constituting the holding sealing material is not the direction along the outer peripheral surface of the exhaust gas treatment body, but is inclined with respect to the outer peripheral surface of the exhaust gas treatment body.
Therefore, it is possible to prevent the wound holding sealing material from dripping and reducing the holding force (surface pressure), and the exhaust gas purifying apparatus in which the exhaust gas treating body is held at a high surface pressure is obtained.
本発明の排ガス浄化装置においては、上記保持シール材の一方の主面に形状保持シートが設けられており、上記保持シール材の、上記形状保持シートが設けられた主面が上記排ガス処理体側に、上記形状保持シートが設けられていない主面が上記金属ケーシング側に、それぞれ配設されてなることが望ましい。 In the exhaust gas purification apparatus of the present invention, a shape maintaining sheet is provided on one main surface of the holding sealing material, and a main surface of the holding sealing material provided with the shape holding sheet is on the exhaust gas treating body side. The main surface on which the shape maintaining sheet is not provided is preferably provided on the metal casing side.
上記保持シール材の形状保持シートが設けられていない主面側では保持シール材が伸びやすいので、内外周差の影響が緩和され、排ガス処理体への巻き付けが容易になる。 Since the holding sealing material is easily extended on the main surface side where the shape holding sheet of the holding sealing material is not provided, the influence of the difference between the inner and outer circumferences is mitigated, and winding around the exhaust gas treating body becomes easy.
本発明の排ガス浄化装置においては、上記保持シール材が、
保持シール材の第1の主面側においては、上記つづら折り構造を構成する蛇行体の折り返しの位置が上記第1の主面となる位置で一定であり、上記保持シール材の上記第1の主面と反対側の主面である第2の主面側においては、上記蛇行体の折り返し部の位置が、保持シール材の厚さ方向の途中となる位置である箇所が存在する保持シール材であり、
上記保持シール材の上記第1の主面が上記排ガス処理体側に、上記第2の主面が上記金属ケーシング側に、それぞれ配設されてなることが望ましい。
In the exhaust gas purification apparatus of the present invention, the holding sealing material is
On the first main surface side of the holding sealing material, the folding position of the meandering body constituting the zigzag folding structure is constant at the position that becomes the first main surface, and the first main surface of the holding sealing material is On the second main surface side, which is the main surface opposite to the surface, the holding sealing material in which the position of the folded portion of the meandering body is located in the middle of the thickness direction of the holding sealing material. Yes,
It is desirable that the first main surface of the holding sealing material is disposed on the exhaust gas treating body side, and the second main surface is disposed on the metal casing side.
上記保持シール材の第2の主面側では保持シール材が伸びやすいので、内外周差の影響が緩和され、保持シール材の内周側(排ガス処理体側)と外周側(金属ケーシング側)での繊維密度の差が小さく、繊維密度が均一化された排ガス浄化装置となり、面圧の向上に寄与するため好ましい。 Since the holding sealing material tends to extend on the second main surface side of the holding sealing material, the influence of the inner and outer circumference differences is alleviated, and the inner and outer circumferential sides (exhaust gas treatment body side) and the outer circumferential side (metal casing side) of the holding sealing material. The difference in fiber density is small, and the exhaust gas purifying apparatus in which the fiber density is uniform is obtained, which is preferable because it contributes to the improvement of the surface pressure.
(発明の詳細な説明)
以下、本発明の保持シール材及び排ガス浄化装置について具体的に説明する。しかしながら、本発明は、以下の構成に限定されるものではなく、本発明の要旨を変更しない範囲において適宜変更して適用することができる。なお、以下において記載する本発明の個々の望ましい構成を2つ以上組み合わせたものもまた本発明である。
(Detailed description of the invention)
Hereinafter, the holding sealing material and the exhaust gas purifying apparatus of the present invention will be specifically described. However, the present invention is not limited to the following configurations, and can be applied with appropriate modifications without departing from the scope of the present invention. Note that the present invention also includes a combination of two or more desirable configurations of the present invention described below.
はじめに、本発明の保持シール材について説明する。
本発明の保持シール材は、長尺状の保持シール材であって、該保持シール材は、無機繊維シートが長手方向に亘ってつづら折りに折り畳まれたつづら折り構造を有してなることを特徴とする。
First, the holding sealing material of the present invention will be described.
The holding sealing material of the present invention is a long holding sealing material, and the holding sealing material has a zigzag fold structure in which the inorganic fiber sheet is zigzag folded over the longitudinal direction. To do.
図1は、本発明の保持シール材の一例を模式的に示す斜視図である。
図1に示す保持シール材1は、全体としては、所定の長手方向(図1において両矢印aで示す方向)の長さ(以下、図1中、両矢印Lで示す)、幅(図1中、両矢印Wで示す)及び厚さ(図1中、両矢印Tで示す)を有する長尺状の保持シール材である。
そして、保持シール材1は、無機繊維シート10が長手方向に亘ってつづら折りに折り畳まれたつづら折り構造を有する。
保持シール材1は、第1の主面11及び第1の主面と反対側の主面である第2の主面12を有しており、図1では第2の主面12が紙面の表側に表れている。
図1に示す保持シール材1では、第1の主面11に形状保持シート50が設けられており、第1の主面11は形状保持シート50により隠れた形態となっている。
FIG. 1 is a perspective view schematically showing an example of the holding sealing material of the present invention.
The holding sealing material 1 shown in FIG. 1 generally has a length (hereinafter, indicated by a double arrow L in FIG. 1) and a width (FIG. 1) in a predetermined longitudinal direction (a direction indicated by a double arrow a in FIG. 1). This is a long holding sealing material having a middle (indicated by a double arrow W) and a thickness (indicated by a double arrow T in FIG. 1).
And the holding sealing material 1 has a zigzag folding structure in which the
The holding sealing material 1 has a first
In the holding sealing material 1 shown in FIG. 1, a
保持シール材1では、保持シール材の長さ方向側の端部のうち、一方の端部には凸部13が形成されており、他方の端部には凹部14が形成されている。凸部13及び凹部14は、後述する排ガス浄化装置を組み立てるために排ガス処理体に保持シール材1を巻き付けた際に、ちょうど互いに嵌合するような形状となっている。
In the holding sealing material 1, a
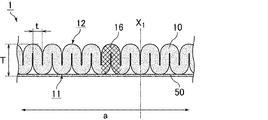
図2は、図1に示す保持シール材の一部正面図である。
図2に示す向きで無機繊維シート10の形を見ると、無機繊維シートがヘアピンカーブと直線の繰り返しのように蛇行しており、直線部分とカーブ部分を有する蛇行体となっていることがわかる。
蛇行体は繰り返し構造であって、例えば図2にハッチングで示した蛇行体16を構成単位と考え、この構成単位が図面横方向に積層された構成であると考えることができる。
また、積層された蛇行体は実際には一体化していてもよく、蛇行体の構成単位の間に境界は存在していない。
FIG. 2 is a partial front view of the holding sealing material shown in FIG.
When the shape of the
The meandering body has a repetitive structure. For example, the meandering
In addition, the stacked meandering bodies may actually be integrated, and no boundary exists between the constituent units of the meandering body.
図3(a)、図3(b)、図3(c)及び図3(d)は、蛇行体の形状の他の例を模式的に示す、保持シール材の一部正面図である。
本発明の保持シール材において、蛇行体のヘアピンカーブの形状は特に限定されるものではない。図2に示すように曲げた外周面がU字の曲面状でも良く、図3(a)に示す蛇行体16aのようにV字の先端が丸みを帯びた曲面状(尖塔状)でもよく、図3(b)に示す蛇行体16bのようにコの字の角が丸みを帯びた曲面状でもよく、図3(c)に示す蛇行体16cのように、コの字の角に隙間が無い形状でもよい。
FIG. 3A, FIG. 3B, FIG. 3C, and FIG. 3D are partial front views of the holding sealing material schematically showing another example of the shape of the meandering body.
In the holding sealing material of the present invention, the shape of the hairpin curve of the meandering body is not particularly limited. The outer peripheral surface bent as shown in FIG. 2 may be a U-shaped curved surface, or may be a curved surface (spiral shape) with a rounded V-shaped tip like the
無機繊維シートの厚さ(図2中、両矢印tで示す厚さ)は、2〜15mmであることが望ましく、保持シール材の厚さ(図2中、両矢印Tで示す厚さ)は、5〜30mmであることが望ましい。
なお、保持シール材の厚さには形状保持シートの厚さを含む。
但し、無機繊維シートの厚さは、常に一定である必要はなく、保持シール材とした際に部分的に無機繊維シートの厚さが変化していてもよい。
図3(d)に示すように、折り曲げることで内周面にシワが発生したり、外周面の形状により、部分的に厚みが変化することがある。このような場合の無機繊維シートの厚さを図3(d)には両矢印t2として示しているが、このような場合の無機繊維シートの厚さt2も2〜15mmであることが望ましい。
The thickness of the inorganic fiber sheet (thickness indicated by a double arrow t in FIG. 2) is desirably 2 to 15 mm, and the thickness of the holding sealing material (thickness indicated by a double arrow T in FIG. 2) is 5 to 30 mm is desirable.
The thickness of the holding sealing material includes the thickness of the shape holding sheet.
However, the thickness of the inorganic fiber sheet does not always have to be constant, and the thickness of the inorganic fiber sheet may partially change when the holding sealing material is used.
As shown in FIG. 3 (d), the inner peripheral surface may be wrinkled by bending, or the thickness may partially change depending on the shape of the outer peripheral surface. While such in FIG. 3 (d) the thickness of the inorganic fiber sheet in such cases are shown as double arrows t 2, that the thickness t 2 of the inorganic fiber sheet in such a case is also 2~15mm desirable.
さらに、折り曲げられた無機繊維シートの表面が接触している部分が接着材等で接合されていていても構わない。
図4(a)はその表面の一部に接着剤が塗布された無機繊維シートの一例を模式的に示す一部正面図であり、図4(b)は図4(a)に示す無機繊維シートをつづら折りに折り畳んでなる保持シール材を模式的に示す一部正面図である。
図4(a)では、無機繊維シート10の表面の一部に接着剤17a〜17fが塗布されている。そして、図4(b)に示すように、接着剤17a〜17fが塗布された部分が無機繊維シートの表面が接触する部分になるようにつづら折りに折り畳むことで、折り曲げられた無機繊維シートの表面が接触している部分が接着材で接合された保持シール材となる。
接着剤は、粘着剤のような材料であってもよく、また、加熱により接着力が発揮されるフィルム、不織布、ホットメルト材等であってもよい。
Furthermore, the part where the surface of the folded inorganic fiber sheet is in contact may be joined with an adhesive or the like.
FIG. 4A is a partial front view schematically showing an example of an inorganic fiber sheet in which an adhesive is applied to a part of its surface, and FIG. 4B is an inorganic fiber shown in FIG. It is a partial front view which shows typically the holding sealing material which folds a sheet | seat into folding.
In FIG. 4A,
The adhesive may be a material such as a pressure-sensitive adhesive, or may be a film, a nonwoven fabric, a hot-melt material, or the like that exhibits an adhesive force when heated.
図5(a)はその表面の全体に接着剤が塗布された無機繊維シートの一例を模式的に示す一部正面図であり、図5(b)は図5(a)に示す無機繊維シートをつづら折りに折り畳んでなる保持シール材を模式的に示す一部正面図である。
図5(a)では、無機繊維シート10の表面の全体に接着剤18a、18bが塗布されている。そして、図5(b)に示すように、無機繊維シート10をつづら折りに折り畳むことで、折り曲げられた無機繊維シートの表面が接触している部分が接着材で接合された保持シール材となる。
この場合、無機繊維シートの表面が接触していない部分にも接着剤18a、18bが塗布された状態となっている。
この場合も、接着剤は、粘着剤のような材料であってもよく、また、加熱により接着力が発揮されるフィルム、不織布、ホットメルト材等であってもよい。
Fig.5 (a) is a partial front view which shows typically an example of the inorganic fiber sheet by which the adhesive agent was apply | coated to the whole surface, FIG.5 (b) is an inorganic fiber sheet shown to Fig.5 (a). It is a partial front view which shows typically the holding | maintenance sealing material which folds and folds.
In FIG. 5A,
In this case, the
Also in this case, the adhesive may be a material such as a pressure-sensitive adhesive, or may be a film, a nonwoven fabric, a hot melt material, or the like that exhibits an adhesive force when heated.
なお、図4(b)図5(b)に示す保持シール材において、形状保持シートは設けられていてもよいが、図4(b)及び図5(b)では図示を省略している。 In the holding sealing material shown in FIGS. 4 (b) and 5 (b), a shape holding sheet may be provided, but the illustration is omitted in FIGS. 4 (b) and 5 (b).
蛇行体は、保持シール材の長手方向に対して傾斜している。この“傾斜”とは、蛇行体の向き(図2において点線X1で示す方向)と、保持シール材の長手方向(図2において両矢印aで示す方向)が平行ではないことを意味する。
なお、蛇行体の向きは、蛇行体の直線部分における無機繊維シートの向きとすればよい。
The meandering body is inclined with respect to the longitudinal direction of the holding sealing material. And the "tilt", the direction of the meandering bodies (the direction indicated by the dotted line X 1 in FIG. 2), the longitudinal direction of the holding sealing material (the direction indicated by a double-headed arrow a in FIG. 2) which means that it is not parallel.
In addition, what is necessary is just to let the direction of a meandering body be the direction of the inorganic fiber sheet in the linear part of a meandering body.
無機繊維シートを構成する無機繊維の配向方向は、無機繊維シートの向きに沿っているものが多い。そのため、蛇行体の向きが保持シール材の長手方向に対して傾斜していると、保持シール材を排ガス処理体に巻き付けた際に多くの無機繊維の配向方向が排ガス処理体の外周面に沿う方向ではなく、排ガス処理体の外周面に対して傾斜する方向になる。
そのため、巻き付けた保持シール材がヘタって保持力(面圧)が低下することが防止され、排ガス処理体を保持するための面圧特性に優れた保持シール材となる。
The orientation direction of the inorganic fiber constituting the inorganic fiber sheet is often along the direction of the inorganic fiber sheet. Therefore, when the direction of the meandering body is inclined with respect to the longitudinal direction of the holding sealing material, the orientation direction of many inorganic fibers follows the outer peripheral surface of the exhaust gas processing body when the holding sealing material is wound around the exhaust gas processing body. It becomes the direction which inclines with respect to the outer peripheral surface of an exhaust gas treatment body instead of a direction.
Therefore, the wound holding sealing material is prevented from drooping and holding force (surface pressure) is prevented from being lowered, and the holding sealing material is excellent in surface pressure characteristics for holding the exhaust gas treating body.
無機繊維シートは、無機繊維からなり、無機繊維としては、特に限定されないが、アルミナ繊維、シリカ繊維、アルミナシリカ繊維、ムライト繊維、生体溶解性繊維及びガラス繊維からなる群から選択される少なくとも1種から構成されていることが望ましい。
無機繊維が、アルミナ繊維、シリカ繊維、アルミナシリカ繊維、及び、ムライト繊維の少なくとも1種である場合には、耐熱性に優れているので、排ガス処理体が充分な高温に晒された場合であっても、変質等が発生することはなく、保持シール材としての機能を充分に維持することができる。また、無機繊維が生体溶解性繊維である場合には、保持シール材を用いて排ガス浄化装置を作製する際に、飛散した無機繊維を吸入等しても、生体内で溶解するため、作業員の健康に害を及ぼすことがない。
The inorganic fiber sheet is composed of inorganic fibers, and the inorganic fibers are not particularly limited, but are at least one selected from the group consisting of alumina fibers, silica fibers, alumina silica fibers, mullite fibers, biosoluble fibers, and glass fibers. It is desirable to be comprised from.
In the case where the inorganic fiber is at least one of alumina fiber, silica fiber, alumina silica fiber, and mullite fiber, the heat resistance is excellent, and therefore the exhaust gas treating body is exposed to a sufficiently high temperature. However, no alteration or the like occurs, and the function as the holding sealing material can be sufficiently maintained. In addition, when the inorganic fiber is a biosoluble fiber, when producing an exhaust gas purification device using a holding sealing material, even if the scattered inorganic fiber is inhaled, it is dissolved in the living body. Will not harm your health.
無機繊維シートは、ニードリング法、抄造法、前駆体繊維シート成型法等の方法により得られる。
ニードリング法の場合、無機繊維積層体をニードリングして繊維を交絡させてシート状物を作製し、その後つづら折り構造の蛇行体に折り畳んでシート化することにより無機繊維シートが得られる。
抄造法の場合、無機繊維のシート状物を作製し、その後つづら折り構造の蛇行体に折り畳んでシート化することにより無機繊維シートが得られる。
また、前駆体シート成型法の場合、好ましくは、無機繊維前駆体を紡糸して積層してシート状物を作製し、上記シート状物をつづら折りに折り畳み、折り畳んだ形状のまま焼成して無機繊維前駆体を無機繊維とすることにより無機繊維シートが得られる。
これらの方法の中では、前駆体繊維シート成型法が望ましい。
The inorganic fiber sheet is obtained by a method such as a needling method, a papermaking method, or a precursor fiber sheet molding method.
In the case of the needling method, an inorganic fiber sheet is obtained by needling an inorganic fiber laminate to entangle the fibers to produce a sheet-like material, and then folding the sheet into a meandering body having a folded structure.
In the case of the papermaking method, an inorganic fiber sheet is obtained by producing a sheet-like material of inorganic fibers and then folding the sheet into a meandering body having a zigzag folded structure.
In the case of the precursor sheet molding method, preferably, an inorganic fiber precursor is spun and laminated to produce a sheet-like material, the sheet-like material is folded in a zigzag manner, and then fired in the folded shape to produce inorganic fibers. An inorganic fiber sheet can be obtained by using inorganic fibers as the precursor.
Among these methods, the precursor fiber sheet molding method is desirable.
無機繊維シートがニードリング法で得られる場合、交絡構造を呈するために、無機繊維はある程度の平均繊維長を有しており、例えば、無機繊維の平均繊維長は、1〜150mmであることが好ましく、10〜80mmであることがより好ましい。
無機繊維の平均繊維長が1mm未満であると、無機繊維の繊維長が短すぎるため、無機繊維同士の交絡が不充分となり、排ガス処理体への巻き付け性が低下し、保持シール材が割れやすくなる。また、無機繊維の平均繊維長が150mmを超えると、無機繊維の繊維長が長すぎるため、保持シール材を構成する繊維本数が減少するため、無機繊維シートの緻密性が低下する。その結果、保持シール材のせん断強度が低くなる。
When the inorganic fiber sheet is obtained by the needling method, the inorganic fiber has a certain average fiber length in order to exhibit an entangled structure. For example, the average fiber length of the inorganic fiber is 1 to 150 mm. Preferably, it is 10-80 mm.
If the average fiber length of the inorganic fiber is less than 1 mm, the fiber length of the inorganic fiber is too short, so that the entanglement between the inorganic fibers becomes insufficient, the wrapping property to the exhaust gas treating body is lowered, and the holding sealing material is easily broken. Become. Moreover, since the fiber length of an inorganic fiber will be too long when the average fiber length of an inorganic fiber exceeds 150 mm, the number of fibers which comprise a holding sealing material will decrease, and the density of an inorganic fiber sheet will fall. As a result, the shear strength of the holding sealing material is lowered.
抄造法により得られる無機繊維シートを構成する無機繊維の平均繊維長は、0.1〜20mmであることが好ましい。
無機繊維の平均繊維長が0.1mm未満であると、無機繊維の繊維長が短すぎるため、もはや繊維としての特徴を実質上示さなくなり、シート状の繊維集合体にしたときに繊維同士に好適な絡み合いが起こらず、充分な面圧を得ることが困難になる。また、無機繊維の平均繊維長が20mmを超えると、無機繊維の繊維長が長すぎるため、抄造工程で水に繊維を分散したスラリー溶液中の繊維同士の絡み合いが強くなりすぎるため、シート状の繊維集合体としたときに繊維が不均一に集積しやすくなる。
The average fiber length of the inorganic fibers constituting the inorganic fiber sheet obtained by the papermaking method is preferably 0.1 to 20 mm.
When the average fiber length of the inorganic fiber is less than 0.1 mm, the fiber length of the inorganic fiber is too short, so that the characteristics as a fiber are no longer substantially exhibited, and it is suitable for fibers when a sheet-like fiber aggregate is formed. It is difficult to obtain a sufficient surface pressure without entanglement. Also, if the average fiber length of the inorganic fibers exceeds 20 mm, the fiber length of the inorganic fibers is too long, so that the entanglement of the fibers in the slurry solution in which the fibers are dispersed in the water in the paper making process becomes too strong. When it is set as a fiber assembly, it becomes easy to accumulate fibers non-uniformly.
前駆体繊維シート成型法は、無機繊維前駆体を紡糸して積層してシート状物を作製し、上記シート状物を成型して、成型した形状のまま焼成して無機繊維前駆体を無機繊維とすることにより無機繊維シートを得る方法である。
本発明の保持シール材の場合、無機繊維前駆体を紡糸して積層してシート状物を作製し、上記シート状物をつづら折りに折り畳み、折り畳んだ形状のまま焼成して無機繊維前駆体を無機繊維とすることが望ましい。
無機繊維前駆体を紡糸して積層したシート状物には、つづら折りに折り畳み易くするために、また、適度な繊維交絡を確保するためにニードリング処理を加えることができる。
前駆体繊維シート成型法により得られる無機繊維シートを構成する無機繊維の平均繊維長は10〜300mmであることが望ましい。
In the precursor fiber sheet molding method, an inorganic fiber precursor is spun and laminated to produce a sheet-like material, and the above-mentioned sheet-like material is molded and fired in the molded shape to convert the inorganic fiber precursor into an inorganic fiber. This is a method for obtaining an inorganic fiber sheet.
In the case of the holding sealing material of the present invention, the inorganic fiber precursor is spun and laminated to produce a sheet-like material, the sheet-like material is folded in a zigzag manner, and fired in the folded shape to make the inorganic fiber precursor inorganic. It is desirable to use fiber.
The sheet-like product obtained by spinning and laminating the inorganic fiber precursor can be subjected to a needling treatment in order to make it easy to fold into a zigzag fold and to ensure proper fiber entanglement.
The average fiber length of the inorganic fibers constituting the inorganic fiber sheet obtained by the precursor fiber sheet molding method is preferably 10 to 300 mm.
無機繊維の繊維長の測定は、いずれの方法で得られた無機繊維シートに対しても、ピンセットを使用して、無機繊維シートから繊維が破断しないように抜き取り、光学顕微鏡を使用して繊維長を測定する。ここでは、繊維300本を抜き取り、繊維長を計測した平均を平均繊維長とする。無機繊維シートから繊維を破断せずに抜き取れない場合、無機繊維シートを脱脂処理して、脱脂済み無機繊維シートを水の中へ投入し、繊維同士の絡みをほぐしながら繊維破断しないように採取するとよい。 Measurement of the fiber length of the inorganic fiber is carried out by using tweezers with respect to the inorganic fiber sheet obtained by any method so that the fiber is not broken, and the fiber length is measured using an optical microscope. Measure. Here, the average fiber length is determined by extracting 300 fibers and measuring the fiber length. When the fiber cannot be pulled out without breaking the fiber from the inorganic fiber sheet, the inorganic fiber sheet is degreased, the degreased inorganic fiber sheet is poured into water, and the fibers are collected so as not to break while loosening the fibers. Good.
いずれの方法で得られた無機繊維シートにおいても、無機繊維の平均繊維径は、1〜20μmであることが好ましく、2〜15μmであることがより好ましく、3〜10μmであることがさらに好ましい。 Also in the inorganic fiber sheet obtained by any method, the average fiber diameter of the inorganic fibers is preferably 1 to 20 μm, more preferably 2 to 15 μm, and further preferably 3 to 10 μm.
形状保持シートは、シート状で、排ガス処理体への巻き付けに適した可撓性を有する部材である。
図2に示すように、形状保持シート50は、保持シール材の第1の主面11に設けられており、無機繊維シート10の表面のうち第1の主面11を構成する部分と接着剤や糸縫い等の接合手段により接合されている。
形状保持シートが設けられた側の主面については、無機繊維シートの折り畳みが伸びてしまうことが防止されるので、折り畳まれた形状を維持させたまま、排ガス処理体への巻き付けを行うことができ、巻き付け時の作業性の高い保持シール材とすることができる。
The shape holding sheet is a sheet-like member having flexibility suitable for winding around the exhaust gas treating body.
As shown in FIG. 2, the shape-holding
As for the main surface on the side where the shape maintaining sheet is provided, since the folding of the inorganic fiber sheet is prevented from being stretched, it can be wound around the exhaust gas treatment body while maintaining the folded shape. It is possible to provide a holding sealing material with high workability during winding.
図2に示す保持シール材1では第1の主面11と第2の主面12に実質的な違いはないので、形状保持シートはどちらか一方の主面に設けられていてもよいし、また、両方の主面に設けられていてもよい。また、形状保持シートが設けられていなくてもよい。
Since there is no substantial difference between the first
形状保持シートは、不織布、織布、フィルム、紙、又は、有機バインダ固形物からなることが望ましい。この中でも不織布が排ガス処理体への巻き付け性の観点から望ましい。
不織布の材質としては、シリカ繊維、アルミナ繊維、アルミナ−シリカ繊維等の無機繊維、あるいは、PP、PE、PET、レーヨン、ナイロン等の合成繊維、綿、パルプ等の天然繊維からなる群から選択される少なくとも1種の繊維材料からなることが望ましい。
形状保持シートが織布の場合はその材質はPP、PE、PET、ナイロン等の合成繊維であることが望ましい。
形状保持シートがフィルムの場合はその材質はPP、PE、PET等の合成樹脂であることが望ましい。
形状保持シートが有機バインダ固形物の場合はその材質はアクリル樹脂、アクリレート系ラテックス、ゴム系ラテックス、カルボキシメチルセルロース若しくはポリビニルアルコール等の水溶性有機重合体を固形化したもの、スチレン樹脂等の熱可塑性樹脂、又は、エポキシ樹脂等の熱硬化性樹脂であることが望ましい。
また、形状保持シートの厚さは0.05〜1mmであることが望ましい。
The shape maintaining sheet is preferably made of a nonwoven fabric, a woven fabric, a film, paper, or an organic binder solid. Among these, a nonwoven fabric is desirable from the viewpoint of windability around the exhaust gas treating body.
The material of the nonwoven fabric is selected from the group consisting of inorganic fibers such as silica fibers, alumina fibers and alumina-silica fibers, synthetic fibers such as PP, PE, PET, rayon and nylon, and natural fibers such as cotton and pulp. It is desirable that it consists of at least one fiber material.
When the shape retaining sheet is a woven fabric, the material is preferably a synthetic fiber such as PP, PE, PET, nylon or the like.
When the shape maintaining sheet is a film, the material is preferably a synthetic resin such as PP, PE, or PET.
When the shape-holding sheet is a solid organic binder, the material is a solidified water-soluble organic polymer such as acrylic resin, acrylate latex, rubber latex, carboxymethyl cellulose or polyvinyl alcohol, or thermoplastic resin such as styrene resin. Or a thermosetting resin such as an epoxy resin.
The thickness of the shape maintaining sheet is desirably 0.05 to 1 mm.
形状保持シートを無機繊維シートに接合させるための接着剤としては、有機結合剤、無機結合剤、粘着性の接着剤等を使用することができる。
また、形状保持シートに熱接着可能な素材が含まれていたり、ホットメルト等の熱接着可能な接着剤を使用することにより、加熱板、ホットエアー等の熱接着加工での接着も可能である。その他、縫製糸、ステプラー等により部分的接合を効果的な場所に固定することも可能である。
有機結合剤としては、アクリル樹脂、アクリレート系ラテックス、ゴム系ラテックス、カルボキシメチルセルロース又はポリビニルアルコール等の水溶性有機重合体、スチレン樹脂等の熱可塑性樹脂、エポキシ樹脂等の熱硬化性樹脂等が挙げられる。
無機結合剤としては、無機ゾル分散溶液等の無機粒子溶液から溶媒を取り除いた固形成分としての無機粒子が挙げられる。
上記無機ゾル分散溶液(無機粒子溶液)としては特に限定されず、アルミナゾル、シリカゾル等が挙げられる。
上記無機粒子としては、アルミナゾルに由来するアルミナ粒子、シリカゾルに由来するシリカ粒子が好ましい。
As an adhesive for joining the shape-retaining sheet to the inorganic fiber sheet, an organic binder, an inorganic binder, a tacky adhesive, or the like can be used.
In addition, materials that can be heat-bonded are included in the shape-holding sheet, or by using a heat-bondable adhesive such as hot melt, it is possible to bond by heat bonding processing such as hot plate and hot air. . In addition, it is also possible to fix the partial joint at an effective place with a sewing thread, a stepper, or the like.
Examples of the organic binder include acrylic resins, acrylate latex, rubber latex, water-soluble organic polymers such as carboxymethyl cellulose or polyvinyl alcohol, thermoplastic resins such as styrene resins, thermosetting resins such as epoxy resins, and the like. .
Examples of the inorganic binder include inorganic particles as solid components obtained by removing a solvent from an inorganic particle solution such as an inorganic sol dispersion solution.
The inorganic sol dispersion solution (inorganic particle solution) is not particularly limited, and examples thereof include alumina sol and silica sol.
As the inorganic particles, alumina particles derived from alumina sol and silica particles derived from silica sol are preferable.
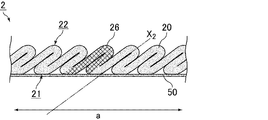
図6は、本発明の保持シール材の別の一例を模式的に示す一部正面図である。
図6に示す保持シール材2では、無機繊維シート20がプリーツ形状に折り畳まれてつづら折り構造を構成している。
無機繊維シート20は、図6に示す方向で見た際にヘアピンカーブと直線の繰り返しのように蛇行しており、直線部分とカーブ部分を有する蛇行体となっていることは図2に示す無機繊維シート10と同様である。蛇行体の構成単位は図6にハッチングで示した蛇行体26と考えることができ、この構成単位が図面横方向に積層されている。
また、積層された蛇行体は実際には一体化していてもよく、蛇行体の構成単位の間に境界は存在していない。
FIG. 6 is a partial front view schematically showing another example of the holding sealing material of the present invention.
In the
The
In addition, the stacked meandering bodies may actually be integrated, and no boundary exists between the constituent units of the meandering body.
蛇行体は、保持シール材の長手方向に対して傾斜しており、蛇行体の向き(図6において点線X2で示す方向)は保持シール材の長手方向(図6において両矢印aで示す方向)と平行ではない。
言い換えると、図2に示す無機繊維シートの蛇行体の向きが保持シール材の長手方向に対して垂直に立っているのに対し、図6に示す無機繊維シートでは蛇行体を倒して積層したともいえる。
蛇行体が倒れた場合の角度、すなわち無機シート10が保持シール材の長手方向に対して傾斜する角度は、5°〜80°であることが好ましく、20°〜60°であることがより好ましい。
Serpentine body is inclined relative to the longitudinal direction of the holding sealing material, (direction indicated by the dotted line X 2 in FIG. 6) direction of the meandering bodies direction indicated in the longitudinal direction (FIG. 6 of the holding sealing material by a double-headed arrow a ) Is not parallel.
In other words, the direction of the meandering body of the inorganic fiber sheet shown in FIG. 2 stands perpendicular to the longitudinal direction of the holding sealing material, whereas the inorganic fiber sheet shown in FIG. I can say that.
The angle when the meandering body collapses, that is, the angle at which the
無機繊維シート20としては、その蛇行体の向きが異なるようにプリーツ形状に折り畳まれているほかは、図1及び図2に示す無機繊維シート10と同様の形態のものを用いることができ、その材質、厚さ、無機繊維の繊維長等の望ましい特性は同様である。
The
また、図6に示す保持シール材2でも、その第1の主面21に形状保持シート50が設けられている。
図6に示す保持シール材2では第1の主面21と第2の主面22に実質的な違いはないので、形状保持シートはどちらか一方の主面に設けられていてもよいし、また、両方の主面に設けられていてもよい。また、形状保持シートが設けられていなくてもよい。
Further, also in the
Since there is no substantial difference between the first
図7は、本発明の保持シール材の別の一例を模式的に示す一部正面図である。
図7に示す保持シール材3では、無機繊維シート30の折り返し構造が、第1の主面31側と第2の主面32側で異なる。
具体的には、第1の主面31側においては、蛇行体の折り返し部の位置が上記第1の主面となる位置で一定である。第1の主面側における折り返し部の位置の例を、図7中34a、34b、34c、34dで示している。
一方、第2の主面32側においては、蛇行体の折り返し部の位置が、保持シール材の厚さ方向の途中となる位置である箇所が存在する。具体的には、第2の主面側における折り返し部のうち、第2の主面となる位置での折り返し部は図7中35a、35cで示す位置であり、保持シール材の厚さ方向の途中となる位置での折り返し部は図7中35b、35dで示す位置である。
このように、図7に示す保持シール材3では、蛇行体の折り返し部の位置が、保持シール材の厚さ方向の途中となる位置、及び、第2の主面となる位置で交互に繰り返されている。
FIG. 7 is a partial front view schematically showing another example of the holding sealing material of the present invention.
In the holding sealing material 3 shown in FIG. 7, the folded structure of the
Specifically, on the first
On the other hand, on the second
Thus, in the holding sealing material 3 shown in FIG. 7, the position of the folded portion of the meandering body is alternately repeated at a position in the middle of the thickness direction of the holding sealing material and at a position that becomes the second main surface. It is.
無機繊維シート30は、図7に示す方向で見た際に異なるヘアピンカーブと直線の繰り返しのように蛇行しており、直線部分とカーブ部分を有する蛇行体となっていることは図2に示す無機繊維シート10及び図6に示す無機繊維シート20と同様である。蛇行体の構成単位は図7にハッチングで示した蛇行体36と考えることができ、この構成単位が図面横方向に積層されている。
また、積層された蛇行体は実際には一体化していてもよく、蛇行体の構成単位の間に境界は存在していない。
The
In addition, the stacked meandering bodies may actually be integrated, and no boundary exists between the constituent units of the meandering body.
蛇行体の向き(図7において点線X3で示す方向)は保持シール材の長手方向(図7において両矢印aで示す方向)と平行ではなく、蛇行体は保持シール材の長手方向に対して傾斜しているといえる。 Orientation of the meandering bodies (the direction indicated by the dotted line X 3 in FIG. 7) is not parallel to the longitudinal direction of the holding sealing material (the direction shown in FIG. 7 by the double arrow a), with respect to the longitudinal direction of the meandering bodies holding sealing material It can be said that it is inclined.
このような形状であると、柱状の排ガス処理体に巻き付ける際に、第2の主面側を外側にして巻き付けると第2の主面側では折り返し部の間隔が拡がって保持シール材が伸びやすいので、内外周差の影響が緩和され、排ガス処理体への巻き付けの作業性が向上する。 In such a shape, when winding around the columnar exhaust gas treatment body, if the second main surface side is wound outside, the interval between the folded portions is widened on the second main surface side, and the holding sealing material is easily extended. Therefore, the influence of the difference between the inner and outer circumferences is alleviated, and the workability of winding around the exhaust gas treating body is improved.
無機繊維シート30としては、その折り返し構造が異なるほかは、図1及び図2に示す無機繊維シート10と同様の形態のものを用いることができ、その材質、厚さ、無機繊維の繊維長等の望ましい特性は同様である。
As the
また、図7に示す保持シール材3でも、その第1の主面31に形状保持シート50が設けられている。図7に示す保持シール材3では、第1の主面31と第2の主面32の形状が異なり、形状保持シート50は第1の主面31に設けられていることが好ましい。
形状保持シート50は通常は排ガス処理体側に配設される主面に設けられて巻き付けが行われる。第1の主面に形状保持シート50を設けることによって、第2の主面側では保持シール材が伸びやすいので、内外周差の影響が緩和され、排ガス処理体への巻き付けの作業性が向上する。
Further, in the holding sealing material 3 shown in FIG. 7, the
The
図8(a)及び図8(b)は、本発明の保持シール材の別の一例を模式的に示す一部正面図である。また、図8(c)は、図8(a)に示す保持シール材と同様の蛇行体の折り返し部の位置を有する保持シール材を楕円型断面を有する排ガス処理体に巻き付けた場合の様子を模式的に示す側面図である。
図8(a)に示す保持シール材4及び図8(b)に示す保持シール材5は、図7に示す保持シール材3と同様に、無機繊維シートの折り返し構造が、第1の主面側と第2の主面側で異なる。
図8(a)に示す保持シール材4では、第1の主面41側において、蛇行体の折り返し部の位置が上記第1の主面となる位置で一定である。第1の主面側における折り返し部の位置の例を、図8(a)中44a、44bで示している。
一方、第2の主面42側においては、蛇行体の折り返し部の位置が、保持シール材の厚さ方向の途中となる位置である箇所が存在する。具体的には、第2の主面側における折り返し部のうち、第2の主面となる位置での折り返し部は図8(a)中45aで示す位置であり、保持シール材の厚さ方向の途中となる位置での折り返し部は図8(a)中45bで示す位置である。
第2の主面となる位置での折り返し部45aが連続的に配置され、厚さ方向の途中となる位置での折り返し部45bが連続的に配置されることで、保持シール材の坪量が大きい領域、坪量が小さい領域を設けることができる。
また、図8(b)に示す保持シール材5では、第1の主面51側において、蛇行体の折り返し部の位置が上記第1の主面となる位置で一定である。第1の主面側における折り返し部の位置の例を、図8(b)中54a、54b、54c、54d、54e、54fで示している。
一方、第2の主面52側においては、蛇行体の折り返し部の位置が、保持シール材の厚さ方向の途中となる位置である箇所が存在する。具体的には、第2の主面側における折り返し部のうち、第2の主面となる位置での折り返し部は図8(b)中55aで示す位置であり、保持シール材の厚さ方向の途中となる位置での折り返し部は図8(b)中55b、55c、55d、55e、55fでそれぞれ示す位置である。すなわち、折り返し部の高さが、図8中55aで示す位置から55fで示す位置に向かって段階的に低くなっている。
このような保持シール材においても、保持シール材の坪量が大きい領域、坪量が小さい領域を設けることができる。
図8(a)及び図8(b)に示す保持シール材のように、保持シール材の坪量が大きい領域、坪量が小さい領域を設けることによって、円形断面以外の断面、すなわち楕円型断面、略四角断面を有する排ガス処理体(触媒担体)に保持シール材を巻き付ける場合にも、排ガス処理体の外周面全体にわたり安定した面圧を発生させることができる保持シール材とすることができる。
図8(c)には、図8(a)に示す保持シール材と同様の蛇行体の折り返し部の位置を有する保持シール材4´を楕円型断面を有する排ガス処理体220に巻き付けた場合の様子を模式的に示している。
FIGS. 8A and 8B are partial front views schematically showing another example of the holding sealing material of the present invention. FIG. 8C shows a state where the holding sealing material having the position of the folded portion of the meandering body similar to the holding sealing material shown in FIG. 8A is wound around the exhaust gas treatment body having an elliptical cross section. It is a side view showing typically.
The holding
In the
On the other hand, on the second
The folded
Further, in the holding sealing material 5 shown in FIG. 8B, on the first
On the other hand, on the second
Even in such a holding sealing material, a region having a large basis weight and a region having a small basis weight can be provided.
Like the holding sealing material shown in FIG. 8A and FIG. 8B, by providing a region with a large basis weight of the holding sealing material and a region with a small basis weight, a cross section other than a circular cross section, that is, an elliptical cross section. Even when the holding sealing material is wound around the exhaust gas treating body (catalyst carrier) having a substantially square cross section, the holding sealing material can generate a stable surface pressure over the entire outer peripheral surface of the exhaust gas treating body.
FIG. 8C shows a case where the
以下、本発明の保持シール材を製造する方法の一例について説明する。
まず、無機繊維シートを作製する。無機繊維シートは、種々の方法により得ることができるが、例えば、ニードリング法、抄造法又は前駆体繊維シート成型法により製造することができる。
ニートリング法及び抄造法では、平板状の無機繊維シートを作製し、その後無機繊維シートをつづら折りに折り畳んでつづら折り構造を構成する。
一方、前駆体繊維シート成型法では無機繊維前駆体を折り畳み、その形状のまま焼成して、無機繊維シートがつづら折りに折り畳まれてなる無機繊維シートを作製する。
Hereinafter, an example of a method for producing the holding sealing material of the present invention will be described.
First, an inorganic fiber sheet is produced. The inorganic fiber sheet can be obtained by various methods. For example, the inorganic fiber sheet can be produced by a needling method, a papermaking method, or a precursor fiber sheet molding method.
In the neat ring method and the papermaking method, a flat inorganic fiber sheet is produced, and then the inorganic fiber sheet is folded in a zigzag manner to form a zigzag folded structure.
On the other hand, in the precursor fiber sheet molding method, the inorganic fiber precursor is folded and fired in its shape to produce an inorganic fiber sheet in which the inorganic fiber sheet is folded in a zigzag manner.
ニードリング法の場合、例えば、以下の方法により製造することができる。すなわち、まず、例えば、塩基性塩化アルミニウム水溶液とシリカゾル等とを原料とする紡糸用混合物をブローイング法により紡糸して無機繊維前駆体を作製する。続いて、上記無機繊維前駆体を圧縮して所定の大きさの連続したシート状物を作製し、焼成処理を施すことにより3〜10μmの平均繊維径を有する無機繊維シートの準備が完了する。このとき、焼成処理前にニードルパンチング処理を行ってもよい。 In the case of the needling method, for example, it can be produced by the following method. That is, first, for example, an inorganic fiber precursor is prepared by spinning a spinning mixture using a basic aluminum chloride aqueous solution and silica sol as raw materials by a blowing method. Then, the said inorganic fiber precursor is compressed, the continuous sheet-like thing of a predetermined magnitude | size is produced, The preparation of the inorganic fiber sheet which has an average fiber diameter of 3-10 micrometers is completed by giving a baking process. At this time, a needle punching process may be performed before the baking process.
抄造法の場合、アルミナ繊維、シリカ繊維等の無機繊維と、無機結合剤と、有機結合剤と、水とを原料液中の無機繊維の含有量が所定の値となるように混合し、攪拌機で攪拌することで混合液を調製する。混合液には、必要に応じて、高分子化合物や樹脂からなるコロイド溶液が含まれていてもよい。続いて、底面にろ過用のメッシュが形成された成形器に混合液を流し込んだ後に、混合液中の水を、メッシュを介して脱水することにより原料シートを作製する。その後、原料シートを所定の条件で加熱圧縮、乾燥することにより無機繊維シートの準備が完了する。 In the case of the paper making method, an inorganic fiber such as alumina fiber and silica fiber, an inorganic binder, an organic binder, and water are mixed so that the content of the inorganic fiber in the raw material liquid becomes a predetermined value, and a stirrer The mixture is prepared by stirring at. The mixed solution may contain a colloidal solution made of a polymer compound or a resin as necessary. Then, after pouring a liquid mixture into the molding machine with which the mesh for filtration was formed in the bottom face, the raw material sheet | seat is produced by dehydrating the water in a liquid mixture through a mesh. Then, preparation of an inorganic fiber sheet is completed by heat-compressing and drying a raw material sheet on predetermined conditions.
前駆体繊維シート成型法の場合、無機繊維前駆体を紡糸して積層してシート状物を作製し、上記シート状物をつづら折りに折り畳み、折り畳んだ形状のまま焼成して無機繊維前駆体を無機繊維とすることにより無機繊維シートを得る。
本発明の保持シール材の場合、無機繊維前駆体を紡糸して積層してシート状物を作製し、必要に応じてニードリング処理により繊維を交絡させても良く、上記シート状物をつづら折りに折り畳み、折り畳んだ形状のまま焼成して無機繊維前駆体を無機繊維とすることが望ましい。
更に、折り畳んだ形状を維持するため、無機繊維前駆体に低融点樹脂を含む熱溶融接着繊維、ホットメルト等の熱融着性バインダ成分を混入してもよい。熱融着性バインダ成分を混入した無機繊維前駆体をつづら折りに折り畳んだシート状物に、熱風エアーを通気して、室温に冷却することで折り畳んだ形状が維持され易くなる。
焼成温度は1150〜1300℃とすることが望ましい。
無機繊維前駆体からなるシート状物を焼成した場合、焼成の前後でシート状物の形状はほとんど変わらずに維持される。
In the case of the precursor fiber sheet molding method, an inorganic fiber precursor is spun and laminated to produce a sheet-like material, the sheet-like material is folded in a zigzag manner, and then fired in the folded shape to make the inorganic fiber precursor an inorganic material. An inorganic fiber sheet is obtained by using fibers.
In the case of the holding sealing material of the present invention, an inorganic fiber precursor is spun and laminated to produce a sheet-like material, and the fibers may be entangled by needling treatment as necessary. It is desirable that the inorganic fiber precursor is made into an inorganic fiber by firing in a folded and folded shape.
Furthermore, in order to maintain the folded shape, a heat-fusible binder component such as a hot-melt adhesive fiber containing a low melting point resin or a hot melt may be mixed in the inorganic fiber precursor. A folded shape can be easily maintained by ventilating hot air to a sheet-like material in which the inorganic fiber precursor mixed with the heat-fusible binder component is folded in a folded manner and cooling it to room temperature.
The firing temperature is desirably 1150 to 1300 ° C.
When a sheet-like material made of an inorganic fiber precursor is fired, the shape of the sheet-like material is maintained almost unchanged before and after firing.
上記無機繊維シートには、必要に応じて、有機結合剤及び/又は無機結合剤を含む結合剤溶液を付与し、乾燥する処理を行ってもよい。
有機結合剤としては、アクリル樹脂、アクリレート系ラテックス、ゴム系ラテックス、カルボキシメチルセルロース又はポリビニルアルコール等の水溶性有機重合体、スチレン樹脂等の熱可塑性樹脂、エポキシ樹脂等の熱硬化性樹脂等が挙げられる。
有機結合剤の含有量は、保持シール材100重量%に対して0.5〜12重量%であることが望ましい。
保持シール材中の有機結合剤の含有量は、保持シール材を600℃/1時間加熱した前後での重量減少率として求めることができる。
また、無機結合剤としては、無機ゾル分散溶液等の無機粒子溶液から溶媒を取り除いた固形成分としての無機粒子が挙げられる。
上記無機ゾル分散溶液(無機粒子溶液)としては特に限定されず、アルミナゾル、シリカゾル等が挙げられる。
上記無機粒子としては、アルミナゾルに由来するアルミナ粒子、シリカゾルに由来するシリカ粒子が好ましい。
無機結合剤の添着量は、無機繊維100重量部に対して0.5〜12重量部であることが好ましい。
乾燥処理としては、通気乾燥、熱版による圧縮乾燥等の方法を用いることができる。
もし、熱板による乾燥を行うと無機繊維シート内に含浸されたバインダの分布が厚み方向に均一となるため、厚みの成形性が悪い抄造法の無機繊維シートには有利となる。
You may perform the process which provides the binder solution containing an organic binder and / or an inorganic binder to the said inorganic fiber sheet, and it dries as needed.
Examples of the organic binder include acrylic resins, acrylate latex, rubber latex, water-soluble organic polymers such as carboxymethyl cellulose or polyvinyl alcohol, thermoplastic resins such as styrene resins, thermosetting resins such as epoxy resins, and the like. .
The content of the organic binder is desirably 0.5 to 12% by weight with respect to 100% by weight of the holding sealing material.
The content of the organic binder in the holding sealing material can be obtained as a weight reduction rate before and after heating the holding sealing material at 600 ° C./1 hour.
Examples of the inorganic binder include inorganic particles as solid components obtained by removing a solvent from an inorganic particle solution such as an inorganic sol dispersion solution.
The inorganic sol dispersion solution (inorganic particle solution) is not particularly limited, and examples thereof include alumina sol and silica sol.
As the inorganic particles, alumina particles derived from alumina sol and silica particles derived from silica sol are preferable.
The amount of the inorganic binder is preferably 0.5 to 12 parts by weight with respect to 100 parts by weight of the inorganic fiber.
As the drying treatment, methods such as aeration drying and compression drying using a hot plate can be used.
If drying with a hot plate is performed, the distribution of the binder impregnated in the inorganic fiber sheet becomes uniform in the thickness direction, which is advantageous for the inorganic fiber sheet of the papermaking method having poor thickness formability.
ニードリング法及び抄造法においては、平板状の無機繊維シートが得られるので、その後無機繊維シートをつづら折りに折り畳んでつづら折り構造を構成する。
前駆体繊維シート成型法では、上述した通り、焼成後につづら折り構造を有する無機繊維シートが得られる。
In the needling method and the papermaking method, since a flat inorganic fiber sheet is obtained, the inorganic fiber sheet is then folded in a zigzag manner to form a zigzag folded structure.
In the precursor fiber sheet molding method, as described above, an inorganic fiber sheet having a zigzag folded structure is obtained after firing.
ニードリング法、抄造法、前駆体繊維シート成型法のいずれの場合においても、シート状物をつづら折りに折り畳む加工方法としては、シート状物をつづら折りに折り畳む一般的な方法を用いることができる。一例としては、波型シート材を製造する方法、蛇腹シートを加工する方法、プリーツ形状のシートを加工する方法等として知られている方法を用いることができる。 In any case of the needling method, the papermaking method, and the precursor fiber sheet molding method, a general method of folding the sheet-like material into a zigzag fold can be used as the processing method for folding the sheet-like material into a zigzag fold. As an example, a method known as a method of manufacturing a corrugated sheet material, a method of processing a bellows sheet, a method of processing a pleated sheet, or the like can be used.
つづら折りに折り畳まれた無機繊維シートを保持シール材の形状に裁断することによって、本発明の保持シール材を得ることができる。
保持シール材の裁断は、トムソン刃、ギロチン刃、レーザー、ウォータジェット等により行うことができる。適宜、状況に応じて上記裁断方法を用いればよいが、大量加工を重視するのではあればトムソン刃やギロチン刃が好ましく、裁断精度を重視するのであればレーザーやウォータジェットが好ましい。
The holding sealing material of the present invention can be obtained by cutting the inorganic fiber sheet folded into the shape of the holding sealing material.
The holding sealing material can be cut using a Thomson blade, a guillotine blade, a laser, a water jet, or the like. The above cutting method may be used as appropriate depending on the situation, but a Thomson blade or a guillotine blade is preferable if mass processing is important, and a laser or a water jet is preferable if cutting accuracy is important.
なお、特に抄造法やニードリング法で無機繊維シートを作製した場合には、平板状の無機繊維シートを所定の形状に裁断した後に、つづら折りに折り畳むようにして本発明の保持シール材を得てもよい。 In particular, when an inorganic fiber sheet is produced by a papermaking method or a needling method, after the flat inorganic fiber sheet is cut into a predetermined shape, the holding sealing material of the present invention is obtained by folding in a zigzag manner. Also good.
保持シール材を製造した後に、必要があれば、保持シール材の一方又は両方の主面に形状保持シートを設ける。形状保持シートは、上述したように接着剤や糸縫い等の接合手段により保持リール材に接合させることができる。
なお、つづら折りに折り畳まれた無機繊維シートを作製した後、形状保持シートを接合させて、その後に形状保持シートごと保持シール材の形状に裁断するようにしても良いし、保持シール材の形状に裁断した形状保持シートを接合させるようにしてもよい。
After manufacturing the holding sealing material, if necessary, a shape holding sheet is provided on one or both main surfaces of the holding sealing material. As described above, the shape holding sheet can be bonded to the holding reel material by a bonding means such as an adhesive or thread stitching.
In addition, after producing the inorganic fiber sheet folded in a zigzag fold, the shape-holding sheet may be joined, and then the shape-holding sheet may be cut into the shape of the holding sealing material. The cut shape retaining sheet may be joined.
本発明の保持シール材は、排ガス処理体に巻き付けられて使用される。
図9は、図1に示す保持シール材を排ガス処理体に巻き付けた例を模式的に示す斜視図である。
図9に示す巻付体60は、排ガス処理体120の側面に、図1に示す保持シール材1を巻きつけてなり、巻き付けられた保持シール材1の凸部13と凹部14が互いに嵌合するようになっている。排ガス処理体120の詳細については後で説明する。
保持シール材1は、形状保持シート50が設けられた第1の主面11側を排ガス処理体に、形状保持シートが設けられていない第2の主面12側を外側にして巻き付けられている。
形状保持シートが設けられているため、第1の主面側では蛇行体の折り返し部の位置が形状保持シートによって保持されているが、第2の主面側では折り返し部同士の間隔が広がる。
巻き付けた際に外側になる折り返し部同士の間隔が適度に広がることができると、保持シール材を排ガス処理体に巻き付ける際に保持シール材が突っ張ることがなく、巻き付け作業が容易になる。
The holding sealing material of the present invention is used by being wound around an exhaust gas treating body.
FIG. 9 is a perspective view schematically showing an example in which the holding sealing material shown in FIG. 1 is wound around the exhaust gas treating body.
A
The holding sealing material 1 is wound with the first
Since the shape maintaining sheet is provided, the position of the folded portion of the meandering body is held by the shape maintaining sheet on the first main surface side, but the interval between the folded portions is widened on the second main surface side.
When the interval between the folded portions that are outside when wound can be appropriately widened, the holding sealing material does not stretch when the holding sealing material is wound around the exhaust gas treatment body, and the winding work is facilitated.
本発明の排ガス浄化装置は、排ガス処理体と、上記排ガス処理体を収容する金属ケーシングと、上記排ガス処理体と上記金属ケーシングとの間に配設され、上記排ガス処理体を保持する保持シール材とを備える排ガス浄化装置であって、
上記保持シール材は本発明の保持シール材であることを特徴とする。
The exhaust gas purification apparatus of the present invention includes an exhaust gas treatment body, a metal casing that houses the exhaust gas treatment body, and a holding sealing material that is disposed between the exhaust gas treatment body and the metal casing and holds the exhaust gas treatment body An exhaust gas purification device comprising:
The holding sealing material is the holding sealing material of the present invention.
図10は、図9に示す巻付体を金属ケーシング内に配設してなる、本発明の排ガス浄化装置の一例を模式的に示す側面図である。
図10に示すように、本発明の排ガス浄化装置100は、金属ケーシング130と、金属ケーシング130に収容された排ガス処理体120と、排ガス処理体120及び金属ケーシング130の間に配設された保持シール材1とを備えている。
図10に示す金属ケーシング130は、円筒型形状の金属部材であり、巻付体60は、保持シール材1の第2の主面12が金属ケーシング130の側になるように配設されている。
金属ケーシング130は、耐熱性を有する金属であれば特に限定されず、具体的には、ステンレス、鉄等の金属類が挙げられる。
また、金属ケーシングの形状は、略円筒型形状の他、クラムシェル型形状、ケーシング断面において略楕円型形状、略多角形型形状等を好適に用いることができる。
FIG. 10 is a side view schematically showing an example of the exhaust gas purifying apparatus of the present invention in which the wound body shown in FIG. 9 is arranged in a metal casing.
As shown in FIG. 10, the exhaust
The
The
Further, as the shape of the metal casing, a substantially cylindrical shape, a clamshell shape, a substantially elliptical shape, a substantially polygonal shape or the like in the casing cross section can be suitably used.
排ガス処理体120は、多数のセル125がセル壁126を隔てて長手方向に並設された柱状のものである。なお、ケーシング130の端部には、必要に応じて、内燃機関から排出された排ガスを導入する導入管と、排ガス浄化装置を通過した排ガスが外部に排出される排出管とが接続されることとなる。
The exhaust
図11は、本発明の排ガス浄化装置の一例を模式的に示す断面図である。
上述した構成を有する排ガス浄化装置100を排ガスが通過する場合について、図11を参照して以下に説明する。
図11に示すように、内燃機関から排出され、排ガス浄化装置100に流入した排ガス(図11中、排ガスをGで示し、排ガスの流れを矢印で示す)は、排ガス処理体(ハニカムフィルタ)120の排ガス流入側端面120aに開口した一のセル125に流入し、セル125を隔てるセル壁126を通過する。この際、排ガス中のPMがセル壁126で捕集され、排ガスが浄化されることとなる。浄化された排ガスは、排ガス流出側端面120bに開口した他のセル125から流出し、外部に排出される。
図11に示す排ガス浄化装置100では、保持シール材1は本発明の保持シール材である。
FIG. 11 is a cross-sectional view schematically showing an example of the exhaust gas purifying apparatus of the present invention.
A case where exhaust gas passes through the exhaust
As shown in FIG. 11, the exhaust gas discharged from the internal combustion engine and flowing into the exhaust gas purification apparatus 100 (in FIG. 11, the exhaust gas is indicated by G and the flow of the exhaust gas is indicated by an arrow) is an exhaust gas treatment body (honeycomb filter) 120. Flows into one
In the exhaust
図12は、本発明の排ガス浄化装置を構成する排ガス処理体の一例を模式的に示す斜視図である。
図12に示す排ガス処理体120は、多数のセル125がセル壁126を隔てて長手方向に併設される柱状のセラミック質からなるハニカム構造体である。また、セル125のいずれかの端部は、封止材128で封止されている。また、ハニカム構造体の外周には、ハニカム構造体の外周部を補強したり、形状を整えたり、ハニカム構造体の断熱性を向上させたりする目的で、外周コート層127が設けられている。
FIG. 12 is a perspective view schematically showing an example of the exhaust gas treating body constituting the exhaust gas purifying apparatus of the present invention.
The exhaust
セル125のいずれかの端部が封止されている場合、排ガス処理体120の一方の端部からみたときに、端部が封止されたセルと封止されていないセルとが交互に配置されていることが望ましい。
When either end of the
排ガス処理体を長手方向に垂直な方向に切断した断面形状は、特に限定されず、略円形、略楕円形でもよく、略三角形、略四角形、略五角形、略六角形等の略多角形であってもよい。 The cross-sectional shape obtained by cutting the exhaust gas treatment body in a direction perpendicular to the longitudinal direction is not particularly limited, and may be a substantially circular shape or a substantially oval shape, or a substantially polygonal shape such as a substantially triangular shape, a substantially square shape, a substantially pentagonal shape, or a substantially hexagonal shape. May be.
排ガス処理体を構成するセル125の断面形状は、略三角形、略四角形、略五角形、略六角形等の略多角形でもよく、また、略円形、略楕円形であってもよい。また、排ガス処理体120は、複数の断面形状のセルが組み合わされたものであってもよい。
The cross-sectional shape of the
排ガス処理体を構成する素材は特に限定されないが、炭化ケイ素質及び窒化ケイ素質等の非酸化物、並びに、コージェライト及びチタン酸アルミニウム等の酸化物を用いることができる。これらのうち、特に、炭化ケイ素質又は窒化ケイ素質等の非酸化物多孔質焼成体であることが望ましい。
これら多孔質焼成体は、脆性材料であるので、機械的な衝撃等により破壊されやすい。しかし、排ガス処理体の側面の周囲に保持シール材を巻き付けることにより、衝撃が吸収されやすくなるので、機械的な衝撃や熱衝撃により排ガス処理体にクラック等が発生するのを防止することができる。
The material constituting the exhaust gas treating body is not particularly limited, and non-oxides such as silicon carbide and silicon nitride, and oxides such as cordierite and aluminum titanate can be used. Of these, non-oxide porous fired bodies such as silicon carbide or silicon nitride are particularly desirable.
Since these porous fired bodies are brittle materials, they are easily broken by a mechanical impact or the like. However, by wrapping the holding sealing material around the side surface of the exhaust gas treatment body, it becomes easy to absorb the impact, so that it is possible to prevent the exhaust gas treatment body from being cracked by a mechanical impact or thermal shock. .
排ガス処理体には、排ガスを浄化するための触媒を担持させてもよく、担持させる触媒としては、例えば、白金、パラジウム、ロジウム等の貴金属が望ましく、この中では、白金がより望ましい。また、その他の触媒として、例えば、カリウム、ナトリウム等のアルカリ金属、バリウム等のアルカリ土類金属を用いる事もできる。これらの触媒は、単独で用いてもよいし、2種以上併用してもよい。これら触媒が担持されていると、PMを燃焼除去しやすくなり、有毒な排ガスの浄化も可能になる。 The exhaust gas treating body may carry a catalyst for purifying exhaust gas. As the catalyst to be carried, for example, a noble metal such as platinum, palladium, rhodium or the like is desirable, and among these, platinum is more desirable. In addition, as other catalysts, for example, alkali metals such as potassium and sodium, and alkaline earth metals such as barium can be used. These catalysts may be used alone or in combination of two or more. When these catalysts are supported, it is easy to burn and remove PM, and toxic exhaust gas can be purified.
排ガス処理体としては、コージェライト等からなり、一体的に形成された一体型ハニカム構造体であってもよく、あるいは、炭化ケイ素等からなり、多数の貫通孔が隔壁を隔てて長手方向に並設された柱状のハニカム焼成体を主にセラミックを含むペーストを介して複数個結束してなる集合型ハニカム構造体であってもよい。 The exhaust gas treatment body may be an integrally formed honeycomb structure made of cordierite or the like, or may be made of silicon carbide or the like, and a large number of through holes may be arranged in the longitudinal direction with partition walls therebetween. It may be a collective honeycomb structure formed by binding a plurality of provided columnar honeycomb fired bodies mainly through a paste containing ceramic.
排ガス処理体は、セルに封止材が設けられずに、セルの端部が封止されていなくてもよい。この場合、排ガス処理体は、白金等の触媒を担持させることによって、排ガス中に含まれるCO、HC又はNOx等の有害なガス成分を浄化する触媒担体として機能する。 In the exhaust gas treating body, the end portion of the cell may not be sealed without providing the cell with the sealing material. In this case, the exhaust gas treating body functions as a catalyst carrier that purifies harmful gas components such as CO, HC, or NOx contained in the exhaust gas by supporting a catalyst such as platinum.
排ガス浄化装置の製造にあたり、巻付体を金属ケーシングに収容する方法としては、例えば、金属ケーシング内部の所定の位置まで周囲に保持シール材が配設された排ガス処理体を圧入する圧入方式(スタッフィング方式)、金属ケーシングの内径を縮めるように外周側から圧縮するサイジング方式(スウェージング形式)、並びに、金属ケーシングを第のケーシング及び第2のケーシングの部品に分離可能な形状としておき、巻付体を第1のケーシング上に載置した後に第2のケーシングをかぶせて密封するクラムシェル方式等が挙げられる。
圧入方式によって巻付体を金属ケーシングに収容する場合、金属ケーシングの内径(排ガス処理体を収容する部分の内径)は、上記巻付体の外径より若干小さくなっていることが好ましい。
In manufacturing the exhaust gas purification device, as a method for accommodating the wound body in the metal casing, for example, a press-fitting method (stuffing) in which an exhaust gas treatment body around which a holding sealing material is disposed is pressed to a predetermined position inside the metal casing. System), a sizing system (swaging type) that compresses from the outer peripheral side so as to reduce the inner diameter of the metal casing, and the metal casing in a shape that can be separated into parts of the first casing and the second casing. A clamshell method in which the second casing is covered and sealed after the is placed on the first casing.
When the wound body is accommodated in the metal casing by the press-fitting method, the inner diameter of the metal casing (the inner diameter of the portion accommodating the exhaust gas treating body) is preferably slightly smaller than the outer diameter of the wound body.
以下に、本発明の保持シール材及び排ガス浄化装置の作用効果について説明する。 Below, the effect of the holding | maintenance sealing material and exhaust gas purification apparatus of this invention is demonstrated.
(1)本発明の保持シール材では、無機繊維シートがつづら折りに折り畳まれてなるので、全体としては1つの部材である。そのため、排ガス処理体への巻き付けが容易である。そして、無機繊維からなるので重量が軽く、車両向けの部品として適している。
また、このような構造であると無機繊維の配向方向が、面圧特性の発揮に適した方向となる。そのため、巻き付けた保持シール材がヘタって保持力(面圧)が低下することが防止され、排ガス処理体を保持するための面圧特性に優れた保持シール材となる。
(1) In the holding sealing material of the present invention, since the inorganic fiber sheet is folded in a zigzag manner, it is a single member as a whole. Therefore, winding around the exhaust gas treating body is easy. And since it consists of inorganic fiber, its weight is light and suitable as a component for vehicles.
Further, with such a structure, the orientation direction of the inorganic fibers becomes a direction suitable for exerting the surface pressure characteristics. Therefore, the wound holding sealing material is prevented from drooping and holding force (surface pressure) is prevented from being lowered, and the holding sealing material is excellent in surface pressure characteristics for holding the exhaust gas treating body.
(2)本発明の排ガス浄化装置では、つづら折り構造を構成する蛇行体が長手方向に傾斜していることによって、保持シール材を構成する無機繊維の配向方向が排ガス処理体の外周面に沿う方向ではなく、排ガス処理体の外周面に対して傾斜する方向となっていることが望ましい。
この場合、巻き付けた保持シール材がヘタって保持力(面圧)が低下することが防止され、排ガス処理体が高い面圧で保持された排ガス浄化装置となる。
(2) In the exhaust gas purification apparatus of the present invention, the meandering body constituting the zigzag folded structure is inclined in the longitudinal direction, so that the orientation direction of the inorganic fibers constituting the holding sealing material is along the outer peripheral surface of the exhaust gas treating body. Instead, it is desirable that the direction be inclined with respect to the outer peripheral surface of the exhaust gas treating body.
In this case, it is possible to prevent the holding sealing material that has been wound around from falling and the holding power (surface pressure) from being lowered, and the exhaust gas purification device in which the exhaust gas treating body is held at a high surface pressure.
(実施例)
以下、本発明をより具体的に開示した実施例を示す。なお、本発明はこれらの実施例のみに限定されるものではない。
(Example)
Examples in which the present invention is disclosed more specifically are shown below. In addition, this invention is not limited only to these Examples.
(実施例1)
(無機繊維シートの作製)
まず、以下の手順により、前駆体繊維シート成型法によって無機繊維シートを作製した。
Example 1
(Preparation of inorganic fiber sheet)
First, an inorganic fiber sheet was produced by a precursor fiber sheet molding method according to the following procedure.
Al含有量が70g/lであり、Al:Cl=1:1.8(原子比)となるように調製した塩基性塩化アルミニウム水溶液に対して、焼成後の無機繊維における組成比が、Al2O3:SiO2=72:28(重量比)となるようにシリカゾルを配合し、さらに、有機重合体(ポリビニルアルコール)を適量添加して混合液を調製した。
得られた混合液を濃縮して紡糸用混合物とし、この紡糸用混合物をブローイング法により紡糸して無機繊維前駆体を作製した。
With respect to the basic aluminum chloride aqueous solution prepared so that the Al content is 70 g / l and Al: Cl = 1: 1.8 (atomic ratio), the composition ratio in the inorganic fiber after firing is Al 2. A silica sol was blended so that O 3 : SiO 2 = 72: 28 (weight ratio), and an organic polymer (polyvinyl alcohol) was added in an appropriate amount to prepare a mixed solution.
The obtained mixed solution was concentrated to obtain a spinning mixture, and the spinning mixture was spun by a blowing method to prepare an inorganic fiber precursor.
紡糸した無機繊維前駆体を積層して、ニードリング処理し、長さ600mm、幅200mm、厚さ6.2mmのシート状物を作製し、これを図2に示すような形状のつづら折りに折り畳んだ。折り畳んだ状態でのシート状物の高さ(図2において両矢印Tで示す保持シール材の厚さから、形状保持シートの厚さを引いた、無機繊維シートの高さに相当する高さ)は14.1mmであった。
折り畳んだシート状物を最高温度1250℃で連続して焼成し、アルミナとシリカとを72重量部:28重量部で含む無機繊維からなる無機繊維シートを得た。
得られた無機繊維シートの嵩密度は0.12g/cm3であり、坪量は1400g/m2であった。無機繊維の平均繊維径は、5.1μmであり、無機繊維径の最小値は、3.2μmであった。
焼成の前後でシート状物の面積、厚みが若干収縮することが観察されたが、シート状物の形状はほとんど変わらずに維持されており、折り畳んだ状態での無機繊維シートの高さ(図2において両矢印Tで示す保持シール材の厚さから、形状保持シートの厚さを引いた、無機繊維シートの高さに相当する高さ)は11mmであった。
このようにして作製した、つづら折り構造を有する無機繊維シートについて、面圧測定試験を行った。
The spun inorganic fiber precursors were laminated and subjected to needling treatment to produce a sheet-like material having a length of 600 mm, a width of 200 mm, and a thickness of 6.2 mm, and this was folded into a zigzag fold having the shape shown in FIG. . The height of the sheet in the folded state (the height corresponding to the height of the inorganic fiber sheet obtained by subtracting the thickness of the shape holding sheet from the thickness of the holding sealing material indicated by the double arrow T in FIG. 2) Was 14.1 mm.
The folded sheet was continuously fired at a maximum temperature of 1250 ° C. to obtain an inorganic fiber sheet made of inorganic fibers containing 72 parts by weight: 28 parts by weight of alumina and silica.
The obtained inorganic fiber sheet had a bulk density of 0.12 g / cm 3 and a basis weight of 1400 g / m 2 . The average fiber diameter of the inorganic fibers was 5.1 μm, and the minimum value of the inorganic fiber diameter was 3.2 μm.
It was observed that the area and thickness of the sheet-like material slightly contracted before and after firing, but the shape of the sheet-like material was maintained almost unchanged, and the height of the inorganic fiber sheet in the folded state (Fig. The height corresponding to the height of the inorganic fiber sheet obtained by subtracting the thickness of the shape holding sheet from the thickness of the holding sealing material indicated by the double arrow T in FIG.
A surface pressure measurement test was performed on the inorganic fiber sheet having a zigzag folded structure thus produced.
(面圧測定試験)
無機繊維シートの面圧を、面圧測定装置を用いて、以下の方法により測定した。
面圧の測定には、マットを圧縮する板の部分に加熱ヒーターを備えた熱間面圧測定装置を使用し、室温状態で、サンプルの嵩密度(GBD)が0.3g/cm3となるまで圧縮する。そのときの面圧を焼成前面圧とし、その後、10分間保持した。なお、サンプルの嵩密度は、「嵩密度=サンプル重量/(サンプルの面積×サンプルの厚さ)」で求められる値である。
次に、サンプルを圧縮した状態で40℃/minの昇温速度で片面900℃、片面650℃まで昇温しながら、嵩密度が0.273g/cm3となるまで圧縮を開放し、そして、サンプルを温度片面900℃、片面650℃、嵩密度0.273g/cm3の状態で5分間保持した。
その後、1inch(25.4mm)/minの速度で嵩密度が0.3g/cm3となるまで圧縮し、嵩密度0.273g/cm3となるまでの圧縮の開放と、嵩密度0.3g/cm3となるまでの圧縮を1000回繰り返した後の嵩密度0.273g/cm3時の荷重を測定した。
得られた荷重をサンプルの面積で除算することにより、面圧(kPa)を求め、焼成後面圧とした。この試験において焼成後面圧が低いことは、保持シール材がヘタって保持力が低下することを示す。実施例1で作製した無機繊維シートについて面圧測定試験を行ったところ、焼成後面圧は32kPaであった。
(Surface pressure measurement test)
The surface pressure of the inorganic fiber sheet was measured by the following method using a surface pressure measuring device.
For the measurement of the surface pressure, a hot surface pressure measuring device provided with a heater on the portion of the plate that compresses the mat is used, and the bulk density (GBD) of the sample becomes 0.3 g / cm 3 at room temperature. Compress until The contact pressure at that time was set as the firing front pressure, and then held for 10 minutes. The bulk density of the sample is a value determined by “bulk density = sample weight / (sample area × sample thickness)”.
Next, while the sample was compressed, the compression was released until the bulk density was 0.273 g / cm 3 while raising the temperature to 900 ° C. on one side and 650 ° C. on one side at a temperature increase rate of 40 ° C./min. The sample was held for 5 minutes at a temperature of one side of 900 ° C., one side of 650 ° C. and a bulk density of 0.273 g / cm 3 .
After that, compression is performed at a rate of 1 inch (25.4 mm) / min until the bulk density becomes 0.3 g / cm 3 , the compression is released until the bulk density becomes 0.273 g / cm 3 , and the bulk density is 0.3 g. / cm 3 and made to compress the measured load o'clock bulk density 0.273 g / cm 3 after repeating 1000 times.
By dividing the obtained load by the area of the sample, the surface pressure (kPa) was obtained and used as the surface pressure after firing. In this test, a low surface pressure after firing indicates that the holding sealing material is set and the holding force is reduced. When the surface pressure measurement test was done about the inorganic fiber sheet produced in Example 1, the surface pressure after baking was 32 kPa.
(実施例2)
実施例1と同様に無機繊維前駆体を積層してシート状物を作製した後、つづら折りに折り畳む形状を図6に示すようなプリーツ形状とした他は、実施例1と同様にしてつづら折り構造を有する無機繊維シートを作製した。
折り畳んだ状態での無機繊維シートの高さは10mmであった。
実施例1と同様に無機繊維シートについて面圧測定試験を行ったところ、焼成後面圧は31kPaであった。
(Example 2)
In the same manner as in Example 1, after the inorganic fiber precursors were laminated to produce a sheet-like material, the shape of the zigzag fold was changed to a pleated shape as shown in FIG. An inorganic fiber sheet was prepared.
The height of the inorganic fiber sheet in the folded state was 10 mm.
When the surface pressure measurement test was performed on the inorganic fiber sheet in the same manner as in Example 1, the surface pressure after firing was 31 kPa.
(実施例3)
実施例1と同様に無機繊維前駆体を積層してシート状物を作製した後、つづら折りに折り畳む形状を図7に示すような形状とした他は実施例1と同様にしてつづら折り構造を有する無機繊維シートを作製した。
折り畳んだ状態での無機繊維シートの高さは実施例1と同じ11mmであったが、第2の主面側における折り返し部の位置が、無機繊維シートの高さ方向の半分となる位置、及び、第2の主面となる位置で交互に繰り返されているようにした。
実施例1と同様に無機繊維シートについて面圧測定試験を行ったところ、焼成後面圧は29kPaであった。
(Example 3)
An inorganic fiber precursor is laminated in the same manner as in Example 1 except that the inorganic fiber precursor is laminated to produce a sheet-like material and then folded into a zigzag shape as shown in FIG. A fiber sheet was prepared.
The height of the inorganic fiber sheet in the folded state was 11 mm as in Example 1, but the position of the folded portion on the second main surface side was half of the height direction of the inorganic fiber sheet, and The second main surface is alternately repeated.
When the surface pressure measurement test was performed on the inorganic fiber sheet in the same manner as in Example 1, the surface pressure after firing was 29 kPa.
(比較例1)
面圧測定試験の比較対象として、折り畳み構造を有しないニードルマットを作製した。
(a)圧縮工程
実施例1と同様にして得られた無機繊維前駆体を積層して長さ600mm、幅200mm、厚さ40mmのシート状にした後、圧縮してシート状物を作製した。
(Comparative Example 1)
As a comparison target of the surface pressure measurement test, a needle mat having no folding structure was produced.
(A) Compression process The inorganic fiber precursor obtained in the same manner as in Example 1 was laminated to form a sheet having a length of 600 mm, a width of 200 mm, and a thickness of 40 mm, and then compressed to prepare a sheet.
(b)ニードルパンチング工程
上記工程(a)で得られたシート状物に対して、以下に示す条件を用いて連続的にニードルパンチング処理を行ってニードルパンチング処理体を作製した。
まず、ニードルが21個/cm2の密度で取り付けられたニードルボードを準備した。次に、このニードルボードをシート状物の一方の表面の上方に配設し、ニードルボードをシート状物の厚さ方向に沿って一回上下させることによりニードルパンチング処理を行い、ニードルパンチング処理体を作製した。この際、ニードルの先端部分に形成されたバーブがシート状物の反対側の表面に完全に貫出するまでニードルを貫通させた。
(B) Needle punching process The needle punching process body was produced by performing the needle punching process continuously with respect to the sheet-like material obtained by the said process (a) using the conditions shown below.
First, a needle board to which needles were attached at a density of 21 pieces / cm 2 was prepared. Next, the needle board is disposed above the one surface of the sheet-like material, and the needle board is moved up and down once along the thickness direction of the sheet-like material to perform needle punching treatment. Was made. At this time, the needle was penetrated until the barb formed at the tip of the needle completely penetrated the surface on the opposite side of the sheet-like material.
(c)焼成工程
上記工程(b)で得られたニードルパンチング処理体を最高温度1250℃で連続して焼成し、アルミナとシリカとを72重量部:28重量部で含む無機繊維からなる焼成シート状物を製造した。無機繊維の平均繊維径は、5.1μmであり、無機繊維径の最小値は、3.2μmであった。このようにして得られた焼成シート状物は、嵩密度が0.15g/cm3であり、坪量が1400g/m2であった。
この焼成シート状物の厚さは9mmであり、この焼成シート状物について面圧測定試験を行ったところ、焼成後面圧は18kPaであった。
(C) Firing step The needle punched body obtained in the above step (b) is continuously fired at a maximum temperature of 1250 ° C., and is a fired sheet made of inorganic fibers containing 72 parts by weight and 28 parts by weight of alumina and silica. A product was produced. The average fiber diameter of the inorganic fibers was 5.1 μm, and the minimum value of the inorganic fiber diameter was 3.2 μm. The fired sheet thus obtained had a bulk density of 0.15 g / cm 3 and a basis weight of 1400 g / m 2 .
The thickness of the fired sheet was 9 mm. When the surface pressure measurement test was performed on the fired sheet, the post-fire surface pressure was 18 kPa.
実施例1〜3で作製した無機繊維シートは、つづら折り構造を有しており、焼成後面圧が高くなっていた。これは、つづら折り構造とすることにより無機繊維の配向方向が面圧特性の発揮に適した方向になっていることに起因していると考えられる。一方、比較例1で作製した無機繊維シートは折り畳み構造を有していないため、無機繊維の配向方向が面圧特性の発揮に好ましくない方向になっているものと考えられる。そのため、焼成後面圧が低くなっていた。 The inorganic fiber sheets produced in Examples 1 to 3 had a zigzag folded structure, and the surface pressure after firing was high. This is considered to be due to the fact that the orientation direction of the inorganic fibers is in a direction suitable for exerting the surface pressure characteristics by adopting a zigzag folded structure. On the other hand, since the inorganic fiber sheet produced in Comparative Example 1 does not have a folded structure, the orientation direction of the inorganic fibers is considered to be an unfavorable direction for exerting the surface pressure characteristics. Therefore, the surface pressure after firing was low.
1、2、3、4、4´、5 保持シール材
10、20、30 無機繊維シート
11、21、31、41、51 第1の主面
12、22、32、42、52 第2の主面
16、16a、16b、16c、26、36 蛇行体
50 形状保持シート
100 排ガス浄化装置
120、220 排ガス処理体
130 金属ケーシング
1, 2, 3, 4, 4 ', 5
Claims (2)
前記保持シール材は、長尺状の保持シール材であって、該保持シール材は、無機繊維シートが長手方向に亘ってつづら折りに折り畳まれたつづら折り構造を有してなり、The holding sealing material is a long holding sealing material, and the holding sealing material has a zigzag folding structure in which the inorganic fiber sheet is zigzag folded over the longitudinal direction,
前記保持シール材の第1の主面側においては、前記つづら折り構造を構成する蛇行体の折り返し部の位置が前記第1の主面となる位置で一定であり、On the first main surface side of the holding sealing material, the position of the folded portion of the meandering body constituting the zigzag fold structure is constant at the position that becomes the first main surface,
前記保持シール材の前記第1の主面と反対側の主面である第2の主面側においては、前記蛇行体の折り返し部の位置が、保持シール材の厚さ方向の途中となる位置である箇所が存在しており、On the second main surface side which is the main surface opposite to the first main surface of the holding sealing material, the position of the folded portion of the meandering body is in the middle of the thickness direction of the holding sealing material There is a place that is,
前記保持シール材の前記第1の主面が前記排ガス処理体側に、前記第2の主面が前記金属ケーシング側に、それぞれ配設されてなることを特徴とする排ガス浄化装置。The exhaust gas purification apparatus, wherein the first main surface of the holding sealing material is disposed on the exhaust gas treating body side, and the second main surface is disposed on the metal casing side.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014225511A JP6470549B2 (en) | 2014-11-05 | 2014-11-05 | Exhaust gas purification device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014225511A JP6470549B2 (en) | 2014-11-05 | 2014-11-05 | Exhaust gas purification device |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016089723A JP2016089723A (en) | 2016-05-23 |
| JP6470549B2 true JP6470549B2 (en) | 2019-02-13 |
Family
ID=56017424
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014225511A Active JP6470549B2 (en) | 2014-11-05 | 2014-11-05 | Exhaust gas purification device |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6470549B2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7404588B1 (en) * | 2022-12-09 | 2023-12-25 | イビデン株式会社 | Manufacturing method of inorganic fiber mat |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2946194B2 (en) * | 1996-03-29 | 1999-09-06 | ニチアス株式会社 | Gasket and manufacturing method thereof |
| JP4688599B2 (en) * | 2005-07-27 | 2011-05-25 | イビデン株式会社 | Holding sealing material and exhaust gas purification device |
| JP2009138791A (en) * | 2007-12-04 | 2009-06-25 | Eiwa:Kk | Sealing material |
-
2014
- 2014-11-05 JP JP2014225511A patent/JP6470549B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016089723A (en) | 2016-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5971894B2 (en) | Contamination control element holding material, manufacturing method thereof and contamination control apparatus | |
| US8945269B2 (en) | Holding sealing material, method for producing holding sealing material, and exhaust gas purifying apparatus | |
| JP2009275638A (en) | Holding sealing material, manufacturing method therefor and exhaust emission control device | |
| JP6463884B2 (en) | Exhaust gas purification device, heat insulating material, and method for manufacturing heat insulating material | |
| CN104279024B (en) | Inorfil, manufacture method, holding encapsulant and waste gas purification apparatus | |
| EP2143902B1 (en) | Holding sealing material, exhaust gas purifying apparatus and method for manufacturing exhaust gas purifying apparatus | |
| JP6419556B2 (en) | Holding sealing material and exhaust gas purification device | |
| JP2014092150A (en) | Holding seal material, holding seal material manufacturing method and exhaust gas purification device | |
| JP2013170338A (en) | Mat material, method for manufacturing mat material, and exhaust gas purification apparatus | |
| US20140356242A1 (en) | Holding sealing material, exhaust gas purifying apparatus, and method for manufacturing exhaust gas purifying apparatus | |
| JP6470549B2 (en) | Exhaust gas purification device | |
| JP6333632B2 (en) | Manufacturing method of holding sealing material | |
| JP2016055231A (en) | Honeycomb fired product and honeycomb filter | |
| JP6472211B2 (en) | Exhaust gas purification device | |
| JP6294147B2 (en) | Holding sealing material, manufacturing method of holding sealing material, and exhaust gas purification device | |
| JP2020033899A (en) | Mat material and winding body | |
| JP6250414B2 (en) | Exhaust gas purification device and holding sealing material | |
| JP7329977B2 (en) | Mat materials, exhaust gas purifiers and exhaust pipes with mat materials | |
| JP7488981B1 (en) | Paper-made mat and method for producing same | |
| JP7555781B2 (en) | Inorganic fiber assembly with inorganic sheet material, method for producing inorganic fiber assembly with inorganic sheet material, and exhaust gas purification device | |
| JP6245926B2 (en) | Exhaust gas purification device, holding sealing material, and manufacturing method of holding sealing material | |
| JP7514408B1 (en) | Paper-made mat and method for producing same | |
| JP6310779B2 (en) | Manufacturing method of holding sealing material | |
| WO2015186528A1 (en) | Retaining seal material and retaining seal material manufacturing method | |
| JP2015090114A (en) | Holding seal material, winding body and exhaust emission control device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171013 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180625 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180724 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180830 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190118 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6470549 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |