JP6451994B2 - Extrusion-type component supply device and supply method - Google Patents
Extrusion-type component supply device and supply method Download PDFInfo
- Publication number
- JP6451994B2 JP6451994B2 JP2015145304A JP2015145304A JP6451994B2 JP 6451994 B2 JP6451994 B2 JP 6451994B2 JP 2015145304 A JP2015145304 A JP 2015145304A JP 2015145304 A JP2015145304 A JP 2015145304A JP 6451994 B2 JP6451994 B2 JP 6451994B2
- Authority
- JP
- Japan
- Prior art keywords
- rod
- component
- passive
- passive rod
- extrusion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Feeding Of Articles To Conveyors (AREA)
Description
この発明は、仮止室に進入してきた部品を一時係止し、この部品を押出しロッドで目的箇所へ供給する形式の押し出し式部品供給装置および供給方法に関している。 The present invention relates to an extrusion-type component supply device and a supply method of a type in which a component that has entered a temporary fixing chamber is temporarily locked and this component is supplied to a target location with an extrusion rod.
特許第4207168号公報には、進退式供給ロッドの先端部に設けられた保持ヘッドにボルトを保持し、保持ヘッドを進出させてボルト先端部がわずかに受入孔に進入した段階でボルトを押出し部材で押し出して、ボルトを受入孔の奥まで挿入することが記載されている。 In Japanese Patent No. 4207168, a bolt is held on a holding head provided at the tip of an advancing and retracting supply rod, and the bolt is pushed out when the holding head is advanced and the bolt tip slightly enters the receiving hole. Is pushed out and the bolt is inserted to the back of the receiving hole.
上記特許文献に記載されている技術は、進退式供給ロッドの先端に保持ヘッドが取り付けられているので、何らかの原因で供給ロッドの進退軸線に位置ずれが発生すると、ボルトと受入孔の相対位置が狂い、ボルトが受入孔に入らない、という問題がある。また、ボルトは静止した壁面などでガイドがなされていないので、押出し部材でボルトを押し出すときにボルトが傾斜したりすると、受入孔に入らないこととなる。 In the technique described in the above-mentioned patent document, since the holding head is attached to the tip of the advance / retreat type supply rod, if the misalignment occurs in the advance / retreat axis of the supply rod for some reason, the relative position between the bolt and the receiving hole is changed. There is a problem that the bolt does not enter the receiving hole. Further, since the bolt is not guided by a stationary wall surface or the like, if the bolt is inclined when the bolt is pushed out by the pushing member, the bolt will not enter the receiving hole.
本発明は、上記の問題点を解決するために提供されたもので、仮止室に一時係止されている部品を位置ずれが生じない状態にして、窪みや挿入孔などの凹形状部へ正確に挿入するとともに、挿入後の挿入済み部品を容易に取り出すことを目的とする。 The present invention is provided in order to solve the above-described problems. The components temporarily locked in the temporary fixing chamber are not displaced, and the concave shape portion such as a recess or an insertion hole is formed. The purpose is to accurately insert and to easily remove the inserted parts after insertion.
請求項1記載の発明は、押し出し式部品供給装置であり、
供給ヘッドに部品を一時係止する仮止室が形成され、
仮止室に停止している部品を進退作動式の押出しロッドで押し出して目的箇所である相手方部品の凹形状部内へ進入させる形式のものであって、
凹形状部内を貫通して突出している進退作動式の受動ロッドの先端部が仮止室に一時係止されている部品の押出し方向側の近傍に待機するように構成し、
押出しロッドの進出によって押出しロッドの先端部と受動ロッドの先端部の間に部品が挟み付けられて部品と凹形状部の中心軸線が合致した状態で部品が凹形状部内へ挿入されるように構成し、
部品を介して受動ロッドが後退して押出しロッドの進出が停止したときに、受動ロッドに復帰反力が生じることなく受動ロッドの停止位置を維持するように構成された制動手段が設けられ、
制動手段には受動ロッドに制動力を付与する制動部材が設けられていることを特徴としている。The invention according to
A temporary stop chamber is formed to temporarily lock the component on the supply head,
It is of a type in which the part stopped in the temporary holding chamber is pushed out by an advancing / retracting type extrusion rod and entered into the concave shape part of the counterpart part which is the target part,
The tip of the advancing / retracting passive rod protruding through the concave portion is configured to stand by in the vicinity of the pushing direction side of the part temporarily locked in the temporary fixing chamber,
The part is inserted between the tip of the push rod and the tip of the passive rod by the advancement of the push rod, and the part is inserted into the concave part with the center axis of the part and the concave part matched. And
Braking means configured to maintain the stop position of the passive rod without causing a return reaction force to the passive rod when the passive rod retracts through the part and the advancement of the extrusion rod stops is provided,
The braking means is provided with a braking member for applying a braking force to the passive rod.
仮止室に進入してきて所定の位置に一時係止された部品に対して、押出しロッドが進出すると、その先端部で部品を仮止室から押し出す。この押出しにより、部品が待機している受動ロッドに押し付けられ、部品は押出しロッドの先端部と受動ロッドの先端部の間で挟み付けられる。 When the push rod advances into the part that has entered the temporary fixing chamber and is temporarily locked at a predetermined position, the part is pushed out of the temporary fixing chamber at its tip. By this extrusion, the component is pressed against the standby passive rod, and the component is sandwiched between the distal end portion of the extrusion rod and the distal end portion of the passive rod.
受動ロッドは凹形状部内を貫通しているので、受動ロッドの中心軸線と凹形状部の中心軸線を正確に合致させることができ、同時に、仮止室に一時係止されている部品の中心軸線を凹形状部の中心軸線と合致させておくことにより、押出しロッドと受動ロッドに挟み付けられた部品の中心軸線が凹形状部の中心軸線と合致し、この挟み付け状態のまま部品が移動することにより、部品は窪みや挿入孔などの凹形状部内へ正確に挿入される。上記のように、各部の中心軸線が合致して部品が挟み付け状態におかれているので、部品の中心軸線が押出しロッドや受動ロッドの中心軸線からずれるようなことが防止でき、正確な挿入動作が確保される。 Since the passive rod passes through the concave part, the center axis of the passive rod and the central axis of the concave part can be accurately matched, and at the same time, the central axis of the part temporarily locked in the temporary holding chamber By aligning with the center axis of the concave part, the center axis of the part sandwiched between the push rod and the passive rod matches the center axis of the concave part, and the part moves in this sandwiched state. Thus, the component is accurately inserted into a concave portion such as a recess or an insertion hole. As mentioned above, the center axis of each part matches and the part is sandwiched, so that the center axis of the part can be prevented from deviating from the center axis of the push rod or passive rod, and accurate insertion is possible. Operation is ensured.
上記挿入時には、押出しロッドだけの進出駆動がなされ、受動ロッドは部品を介して受動的に後退するとともに、制動手段によって受動ロッドには復帰反力が発生しないように動作する。制動手段では、受動ロッドに制動部材によって制動力が付与されているので、押出しロッドの進出が停止した位置で受動ロッドも部品を挟み付けた状態で停止する。このため、部品が挿入された相手方部品をつぎの工程へ移動させるときに、相手方部品内、すなわち凹形状部内への受動ロッドの進入長さが短くなるので、相手方部品を受動ロッドから離脱させて移動することが容易になり、加工組立工程などが簡素化される。 At the time of the insertion, only the push rod is driven to advance, the passive rod is passively retracted through the parts, and the braking means operates so that no return reaction force is generated in the passive rod. In the braking means, since the braking force is applied to the passive rod by the braking member, the passive rod also stops in a state where the component is sandwiched at the position where the advancement of the push rod stops. For this reason, when the counterpart part with the part inserted is moved to the next process, the entry length of the passive rod into the counterpart part, that is, into the concave shape portion is shortened, so that the counterpart part is detached from the passive rod. It becomes easy to move, and the machining assembly process and the like are simplified.
請求項2記載の発明は、押し出し式部品供給方法であり、
供給ヘッドに部品を一時係止する仮止室が形成され、
仮止室に停止している部品を進退作動式の押出しロッドで押し出して目的箇所である相手方部品の凹形状部内へ進入させる形式のものであって、
凹形状部内を貫通して突出している進退作動式の受動ロッドの先端部を仮止室に一時係止されている部品の押出し方向側の近傍に待機させ、
押出しロッドの進出によって押出しロッドの先端部と受動ロッドの先端部の間に部品が挟み付けられて部品と凹形状部の中心軸線が合致した状態で部品を凹形状部内へ挿入し、
部品を介して受動ロッドが後退して押出しロッドの進出が停止したときに、受動ロッドに制動力を付与する制動部材が設けられた制動手段によって、受動ロッドに復帰反力が生じることなく受動ロッドの停止位置を維持することを特徴としている。Invention of
A temporary stop chamber is formed to temporarily lock the component on the supply head,
It is of a type in which the part stopped in the temporary holding chamber is pushed out by an advancing / retracting type extrusion rod and entered into the concave shape part of the counterpart part which is the target part,
The distal end of the advancing / retracting passive rod that protrudes through the concave portion is made to wait in the vicinity of the pushing direction side of the part temporarily locked in the temporary fixing chamber,
With the advancement of the extrusion rod, the component is sandwiched between the tip of the extrusion rod and the tip of the passive rod, and the component is inserted into the concave portion with the center axis of the component and the concave portion matched.
When the passive rod retreats through the part and the advancement of the push rod stops, the passive rod is provided without a return reaction force on the passive rod by the braking means provided with a braking member that applies a braking force to the passive rod. It is characterized by maintaining the stop position.
この方法発明の効果は、上記装置発明の効果と同じである。 The effect of the method invention is the same as the effect of the apparatus invention.
つぎに、本発明の押し出し式部品供給装置および供給方法を実施するための形態を説明する。 Next, an embodiment for carrying out the extrusion-type component supply device and supply method of the present invention will be described.
図1〜図6は、本発明の実施例を示す。 1 to 6 show an embodiment of the present invention.
最初に、供給の対象となる部品について説明する。 First, the parts to be supplied will be described.
供給される部品は、軸状部品、中空型部品、四角い部品など種々なものがある。この実施例では、軸状部品である。 There are various parts to be supplied, such as a shaft part, a hollow part, and a square part. In this embodiment, it is a shaft-like component.
部品1は、断面円形の軸部2とその端部に形成されている断面円形の大径部3によって構成されており、鉄製である。各部の寸法は、軸部2の全長と直径がそれぞれ13mmと6mm、大径部3の直径と厚さがそれぞれ14mmと5mmである。 The
つぎに、押し出し式部品供給装置を全体的に説明する。 Next, the push-out type component supply apparatus will be described as a whole.
装置の機枠などの静止部材30に固定された金属製の通路部材4に送給通路5が形成され、その終端位置に部品1を一時係止する仮止室6が形成してある。このように通路部材4の終端部分に仮止室6が設けられており、この部分が供給ヘッド7である。仮止室6に一時係止されている部品1は、仮止室6から押し出されて目的箇所に進入する。この目的箇所が相手方部品8に形成された受入孔9である。 A
部品は凹形状部に挿入されるものであり、凹形状部の具体的な形態としては真っ直ぐな断面円形の受入孔9であったり、図示していないが、部品を嵌め込む窪みであったりする。 The part is inserted into the concave part, and as a specific form of the concave part, it is a straight receiving hole 9 having a circular cross section, or although not shown, it is a recess into which the part is fitted. .
つぎに、送給通路について説明する。 Next, the feeding passage will be described.
ウレタン樹脂のような合成樹脂で作られた供給ホース10が通路部材4に接続してある。部品1は、パーツフィーダ(図示していない)から供給ホース10を通って通路部材4の箇所に送給されてくる。通路部材4に形成されている送給通路5と同じ断面形状の送給通路11が、供給ホース10に設けてある。そして、送給通路11と送給通路5は滑らかに連通している。送給通路11と5は、大径部3が通過する拡幅部12と、軸部2が通過する狭幅部13によって構成されており、大径部3の下面を滑動できる状態で支持する滑動面14が設けてある。図1(B)に示すように、左右の滑動面14、14は紙面に対して垂直な方向に伸びた平行な状態で配置され、部品1は大径部3の下面が滑動面14上を摺動し、いわゆる首吊り状態で移送される。 A
送給通路11および5内を部品1が移行するようにするために、送給通路11、5を傾斜させて部品を滑降させるか、あるいは送給通路11、5に送給振動を付与した直進フィーダーの形式とすることができる。 In order to allow the
つぎに、供給ヘッドについて説明する。 Next, the supply head will be described.
送給通路5の終端部位に配置された仮止室6は、首吊り状態で送給されてきた部品1をそのままの姿勢で一時係止している。部品1は、送給通路5の送給方向に対して直交する向きに押し出されるもので、そのために出口開口15が設けてある。 The temporary fixing chamber 6 disposed at the end portion of the
部品1を停止させる機能と押し出し時のガイドをする機能を果たすために、ガイド面16が部品1の進行方向の端部に設けてある。ガイド面16は大径部3を受け止めるようになっている。ガイド面16は、大径部3の外周面にぴったりと合致する半円弧面の形状とされている。そして、ガイド面16の下部は出口開口15と同様に下側に開放されている。 A
大径部3をガイド面16に密着させるために、吸引手段が配置してある。吸引手段の具体的な構造としては、磁石式や空気吸引式など種々なものが採用できる。ここでは、前者の磁石式である。通路部材4の端部側から埋め込んだ永久磁石17の吸引力によって、大径部3がガイド面16に密着している。図1(A)において、部品1を斜め上方に吸引するために、永久磁石17を大径部3の上側の方へ寄せ付けて配置し、永久磁石17の吸引力が斜め上方に作用するようになっている。したがって、吸引されて停止している部品1は、大径部3の上面が拡幅部12の天井面18に密着している。部品1の円筒外周面がガイド面16に密着していることと、大径部3の上面が天井面18に密着していることにより、部品1の一時係止位置が常に一定箇所に定まっている。 In order to bring the large-
この実施例では、送給通路5の送給方向が水平方向であり、部品1はその中心軸線が鉛直方向を向いた状態で送給される。そして、仮止室6に一時係止されている部品1も鉛直方向の姿勢とされている。部品1を鉛直方向に押し出す押し出し手段20が設けてある。押し出し手段20としては、エアシリンダ式や進退出力式電動モータなど種々なものが採用できる。ここでは、エアシリンダ式である。通路部材4の上面にエアシリンダ21が固定され、そのピストンロッド22が通路部材4に開けた通孔23を貫通して仮止室16内に突き出るようになっている。このピストンロッド22が押出しロッドであり、押出しロッドにも符号22が付してある。 In this embodiment, the feeding direction of the
つぎに、相手方部品の配置について説明する。 Next, the arrangement of the counterpart component will be described.
一方、相手方部品8に開けられた受入孔9が、部品供給の目的箇所である。目的箇所の形状としては、受入孔9のような円形の真っ直ぐな孔であったり、四角い窪みであったりするので、包括的に上述のように、「凹形状部」と表現している。受入孔9は鉛直方向に配置してある。押出しロッド22、軸状の部品1、受入孔9および後述の受動ロッドは、中心軸線O−O上に配列されており、中心軸線O−Oの向きは鉛直方向になっている。この状態において部品1(軸部2)と凹形状部である受入孔9が押出し方向において一直線上に配置される。 On the other hand, a receiving hole 9 opened in the
相手方部品8は、静止部材30に固定された支持部材24の受け凹部25に嵌め込まれている。受け凹部25の深さは、相手方部品8のずれ動きを防止する程度に浅く設定され、相手方部品8の下部がぴったりと嵌め込まれ、受入孔9の中心軸線が前記中心軸線O−Oと合致するようになっている。 The
つぎに、受動ロッドについて説明する。 Next, the passive rod will be described.
断面円形の軸状部材で構成された受動ロッド27は、鉛直方向に配置してあり、受入孔9と同軸状態になって受入孔9から上方に突き出ている。そして、受動ロッド27の先端部は、軸部2の押出し方向側の近くに位置している。すなわち、受入孔9を貫通して突出している受動ロッド27の先端部が、仮止室6に一時係止されている部品1の押出し方向側の近傍に待機している。 The
この「近傍」とは、押出しロッド22が進出を開始して部品1を押出し始めると、直ちに軸部2の下端面が受動ロッド27の上端面に突き当たるような状態を意味している。別の見方をすると「近傍」とは、出口開口15に接近した空間域に受動ロッド27の先端部が位置していることを意味している。さらに別の見方をすると「近傍」とは、部品1が押し出されるときに、部品1がガイド面16を擦りながらガイドされている間の区間のストローク範囲内に、受動ロッド27の先端部が待機していることを意味している。このようなガイドされている区間内に受動ロッド27の先端部が待機していることにより、少なくとも部品1が受動ロッド27に突き当たるまでは、部品1の傾きによる中心軸線O−Oからの位置ずれが防止され、受入孔9に対する部品1の挿入精度が向上する、という利点がある。 This “neighboring” means a state in which the lower end surface of the
受動ロッド27は進退作動式とされ、支持部材24の中央部を貫通して、受入孔9内を進退する。 The
つぎに、制動手段について説明する。 Next, the braking means will be described.
受入孔9を貫通している受動ロッド27は、その下側に制動力を受ける制動部28が受動ロッド27と一体的に形成されている。この制動部28は、受動ロッド27よりも大径の軸部材で構成され、静止部材30に支持されて進退動作をするようになっている。このため、静止部材30に支持孔29が形成されて、支持孔29に挿入された制動部28が進退動作式とされている。 The
制動手段31は、受動ロッド27に復帰反力が生じることなく受動ロッド27の停止位置を維持するように構成されており、図1および図2においては2点鎖線で概括的に示され、符号31が付してある。 The braking means 31 is configured to maintain the stop position of the
制動手段31は、制動部28に制動力を付与するもので、種々な形式のものが採用できる。 The braking means 31 applies a braking force to the
図3に示した制動手段31の事例は、加圧スプリングを用いたタイプのものであり、静止部材30に固定されたブロック状の部材からなる制動本体32の通孔33を制動部28が貫通し、制動本体32に設けた収容孔34に制動部材である押さえパッド35と加圧スプリング36を収容し、封鎖ボルト37を収容孔34にねじ込んである。押さえパッドとしては、耐摩耗性にすぐれた合成樹脂、例えば、ポリテトラフルオロエチレン(商品名:テフロン)を押さえ片として制動部28に押し付ける。このような制動構造によって、押し下げられた受動ロッド27は、復帰反力が生じることなくその停止位置を維持する。 The example of the braking means 31 shown in FIG. 3 is a type using a pressure spring, and the
図4に示した制動手段31の事例は、制動部材として加圧ゴムを用いたタイプのものであり、制動部28の左右から押さえゴム38が弾力的に制動部28を加圧している。 The example of the braking means 31 shown in FIG. 4 is a type using a pressure rubber as a braking member, and the
図5に示した制動手段31の事例は、制動部材として永久磁石を用いたタイプのものであり、永久磁石39の吸引力が制動部28に作用して、制動部28が通孔33の内面に引きつけられるようになっている。図5の事例では、制動部28を磁性体である鉄製としてある。 The example of the braking means 31 shown in FIG. 5 is a type using a permanent magnet as a braking member, and the attraction force of the permanent magnet 39 acts on the
つぎに、受動ロッドの復帰機構について説明する。 Next, the return mechanism of the passive rod will be described.
押出しロッド22の進出によって制動部28とともに押し下げられた受動ロッド27は、相手方部品8を取り出した後に、つぎの相手方部品8の受入孔9内に再び進入させる必要がある。そのために、図1に示すように、復帰手段41によって受動ロッド27を押し戻すようになっている。復帰手段41としては、エアシリンダ、電磁ソレノイドなど種々な機構が採用できるが、ここではエアシリンダである。エアシリンダにも符号41が付されており、静止部材30に固定され、ピストンロッド42は鉛直方向に進退する。ピストンロッド42の先端に、プッシュ片43が固定してある。 The
部品1は、空気噴射などで高速移送がなされる。これを一旦停止して低速で仮止室6へ移送している。そのためにストッパ部材48が送給通路5内に進入して、部品1を一旦停止させている。このストッパ部材48は通路部材4の上面に取り付けたエアシリンダ49によって進退するようになっている。ここでは、エアシリンダ49のピストンロッド自体がストッパ部材48とされている。 The
つぎに、装置の動作を説明する。 Next, the operation of the apparatus will be described.
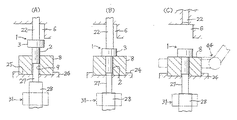
図1は、部品1が仮止室6内で永久磁石17に吸引されて、大径部3がガイド面16に密着して位置決めされている状態を示す。このとき、軸部2は受入孔9と同軸になっていて、中心軸線O−Oと同軸になっている。そして、押出しロッド22は最も後退した位置にあり、他方、受動ロッド27は受入孔9を貫通して、その先端部が軸部2の先端部の近傍に位置している。 FIG. 1 shows a state in which the
ここでエアシリンダ21によって押出しロッド22が進出すると、押出しロッド22の下端面が部品1の大径部2の上面に突き当たり、部品1はガイド面16に沿って押し出されて行く。この動作により軸部2の下端面が受動ロッド27の上端面に突き当たり、部品1は押出しロッド22と受動ロッド27によって挟み付けられ、軸部2、受入孔9、受動ロッド27が中心軸線O−O上に整列する。 Here, when the
引き続いて押出しロッド22が進出すると、部品1は両ロッド22と27の間で挟み付けられ、図2(A)に示すように、軸部2が受入孔9内に進入する。部品1が上記のように挟み付けられて移動するときには、制動手段31の動作で受動ロッド27の後退動作に制動がなされ、受動ロッド27に復帰反力は発生しない。つまり、受動ロッド27は、部品1を介して押出しロッド22によって受動的に押し下げられ、部品1の挟み付け状態が継続する。 When the
換言すると、押出しロッド22の押し下げ力を、受動ロッド27に付与されている、押さえパッド35、押さえゴム38、永久磁石39などによる制動力に打ち勝った値に設定しておくことにより、制動のかかった受動ロッド27の後退動作がなされる。 In other words, the pushing down force of the
さらに押出しロッド22が進出して、図2(B)に示すように、軸部2が受入孔9内に入りきると、大径部3が相手方部品8の上面に当たって、押出しロッド22の進出が停止する。押出しロッド22の進出が停止したときに、受動ロッド27(制動部28)に対して、制動部材35、38、39などが作用し、受動ロッド27に復帰反力が生じることなく受動ロッド27の停止位置を維持する。 Further, when the
ついで、図2(C)に示すように、エアシリンダ21によって押出しロッド22が元位置に復帰すると、部品1が挿入された相手方部品8が支持部材24から取り出される。この取り出しは、作業者が手で取り出しても良いが、2点鎖線で示したように、ロボット装置44で取り出すことが望ましい。 Next, as shown in FIG. 2C, when the
その後、新たな相手方部品8が支持部材24にセットされ、引き続いて受動ロッド27が進出し、仮止室6に入っている次の部品1の近傍に停止して、図1に示す初期の状態に戻る。 Thereafter, a
ついで、異なった部品の場合を説明する。 Next, the case of different parts will be described.
上述のように、供給される部品は、軸状部品、中空型部品、四角い部品など種々なものがある。図6に示した部品は、断面円形の鉄製とされた中空部品45である。 As described above, there are various parts to be supplied, such as a shaft part, a hollow part, and a square part. The component shown in FIG. 6 is a
中空であるために、押出しロッド22の先端部に部品45の中空部に進入するガイドピン46が設けられ、また、受動ロッド27の先端部にも部品45の中空部に相対的に進入するガイドピン47が設けてある。それ以外の構成は、図示されていない部分も含めて図1のものと同じであり、同様な機能の部材には同一の符号が記載してある。そして、動作についても、先に説明した動作と同じである。 Since it is hollow, a
なお、上記各種のエアシリンダに換えて、進退出力をする電動モータを採用することもできる。また、上記各種の永久磁石を電磁石に置き換えることも可能である。 It should be noted that an electric motor that performs forward / backward output can be employed instead of the various air cylinders. It is also possible to replace the various permanent magnets with electromagnets.
上述の押出しロッド22、ストッパ部材48の進退動作や、エアシリンダ(復帰手段)41などの動作は、一般的に採用されている制御手法で容易に行うことが可能である。制御装置またはシーケンス回路からの信号で動作する空気切換弁や、エアシリンダの所定位置で信号を発して前記制御装置に送信するセンサー等を組み合わせることによって、所定の動作を確保することができる。 The above-described advance / retreat operation of the
以上に説明した実施例の作用効果は、つぎのとおりである。 The operational effects of the embodiment described above are as follows.
仮止室6に進入してきて所定の位置に一時係止された部品1に対して、押出しロッド22が進出すると、その先端部で部品1を仮止室6から押し出す。この押出しにより、部品1が待機している受動ロッド27に押し付けられ、部品1は押出しロッド22の先端部と受動ロッド27の先端部の間で挟み付けられる。 When the
受動ロッド27は、凹形状部である受入孔9内を貫通しているので、受動ロッド27の中心軸線O−Oと受入孔9の中心軸線O−Oを正確に合致させることができ、同時に、仮止室6に一時係止されている部品1の中心軸線O−Oを受入孔9の中心軸線O−Oと合致させておくことにより、押出しロッド22と受動ロッド27に挟み付けられた部品1の中心軸線が受入孔9の中心軸線O−Oと合致し、この挟み付け状態のまま部品1が移動することにより、部品1は受入孔9内へ正確に挿入される。上記のように、各部の中心軸線O−Oが合致して部品1が挟み付け状態におかれているので、部品1の中心軸線O−Oが押出しロッド22や受動ロッド27の中心軸線O−Oからずれるようなことが防止でき、正確な挿入動作が確保される。 Since the
上記挿入時には、押出しロッド22だけの進出駆動がなされ、受動ロッド27は部品1を介して受動的に後退するとともに、制動手段31によって受動ロッド27には復帰反力が発生しないように動作する。制動手段31では、受動ロッド27に制動部材35、38、39によって制動力が付与されているので、押出しロッド22の進出が停止した位置で受動ロッド27も部品1を挟み付けた状態で停止する。このため、部品1が挿入された相手方部品8をつぎの工程へ移動させるときに、相手方部品8内、すなわち受入孔9内への受動ロッド27の進入長さが短くなるので、相手方部品8を受動ロッド27から離脱させて移動することが容易になり、加工組立工程などが簡素化される。 At the time of the insertion, only the
支持部材24には深さの浅い受け凹部25が設けられ、そこに相手方部品8が嵌め込んであり、受動ロッド27は押し下げられた位置で停止しているので、部品1が挿入された相手方部品8を取り出す時には、作業者が簡単に取り出すことができる。また、ロボット装置44を用いた自動化も行うことが容易になる。 The
供給方法の作用効果は、供給装置の作用効果と同じである。 The effect of the supply method is the same as the effect of the supply device.
上述のように、本発明によれば、仮止室に一時係止されている部品を位置ずれが生じない状態にして、窪みや挿入孔などの凹形状部へ正確に挿入するとともに、挿入後の挿入済み部品を容易に取り出すことが可能となる。したがって、自動車の車体組立工程や、家庭電化製品の板金組立工程などの広い産業分野で利用できる。 As described above, according to the present invention, the part temporarily locked in the temporary fixing chamber is placed in a state where no positional deviation occurs, and is accurately inserted into the concave shape part such as the depression or the insertion hole, and after the insertion. It is possible to easily remove the inserted parts. Therefore, it can be used in a wide range of industrial fields, such as an automobile body assembly process and a home appliance sheet metal assembly process.
1 部品
2 軸部
3 大径部
6 仮止室
8 相手方部品
9 受入孔、凹形状部
22 押出しロッド
27 受動ロッド
31 制動手段
35 押さえパッド、制動部材
38 押さえゴム、制動部材
39 永久磁石、制動部材
45 中空部品
46 ガイドピン
47 ガイドピン
O−O 中心軸線DESCRIPTION OF
Claims (2)
仮止室に停止している部品を進退作動式の押出しロッドで押し出して目的箇所である相手方部品の凹形状部内へ進入させる形式のものであって、
凹形状部内を貫通して突出している進退作動式の受動ロッドの先端部が仮止室に一時係止されている部品の押出し方向側の近傍に待機するように構成し、
押出しロッドの進出によって押出しロッドの先端部と受動ロッドの先端部の間に部品が挟み付けられて部品と凹形状部の中心軸線が合致した状態で部品が凹形状部内へ挿入されるように構成し、
部品を介して受動ロッドが後退して押出しロッドの進出が停止したときに、受動ロッドに復帰反力が生じることなく受動ロッドの停止位置を維持するように構成された制動手段が設けられ、
制動手段には受動ロッドに制動力を付与する制動部材が設けられていることを特徴とする押し出し式部品供給装置。A temporary stop chamber is formed to temporarily lock the component on the supply head,
It is of a type in which the part stopped in the temporary holding chamber is pushed out by an advancing / retracting type extrusion rod and entered into the concave shape part of the counterpart part which is the target part,
The tip of the advancing / retracting passive rod protruding through the concave portion is configured to stand by in the vicinity of the pushing direction side of the part temporarily locked in the temporary fixing chamber,
The part is inserted between the tip of the push rod and the tip of the passive rod by the advancement of the push rod, and the part is inserted into the concave part with the center axis of the part and the concave part matched. And
Braking means configured to maintain the stop position of the passive rod without causing a return reaction force to the passive rod when the passive rod retracts through the part and the advancement of the extrusion rod stops is provided,
An extrusion-type component supply device, wherein the braking means is provided with a braking member for applying a braking force to the passive rod.
仮止室に停止している部品を進退作動式の押出しロッドで押し出して目的箇所である相手方部品の凹形状部内へ進入させる形式のものであって、
凹形状部内を貫通して突出している進退作動式の受動ロッドの先端部を仮止室に一時係止されている部品の押出し方向側の近傍に待機させ、
押出しロッドの進出によって押出しロッドの先端部と受動ロッドの先端部の間に部品が挟み付けられて部品と凹形状部の中心軸線が合致した状態で部品を凹形状部内へ挿入し、
部品を介して受動ロッドが後退して押出しロッドの進出が停止したときに、受動ロッドに制動力を付与する制動部材が設けられた制動手段によって、受動ロッドに復帰反力が生じることなく受動ロッドの停止位置を維持することを特徴とする押し出し式部品供給方法。A temporary stop chamber is formed to temporarily lock the component on the supply head,
It is of a type in which the part stopped in the temporary holding chamber is pushed out by an advancing / retracting type extrusion rod and entered into the concave shape part of the counterpart part which is the target part,
The distal end of the advancing / retracting passive rod that protrudes through the concave portion is made to wait in the vicinity of the pushing direction side of the part temporarily locked in the temporary fixing chamber,
With the advancement of the extrusion rod, the component is sandwiched between the tip of the extrusion rod and the tip of the passive rod, and the component is inserted into the concave portion with the center axis of the component and the concave portion matched.
When the passive rod retreats through the part and the advancement of the push rod stops, the passive rod is provided without a return reaction force on the passive rod by the braking means provided with a braking member that applies a braking force to the passive rod. An extrusion-type component supply method characterized by maintaining the stop position of
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015145304A JP6451994B2 (en) | 2015-07-04 | 2015-07-04 | Extrusion-type component supply device and supply method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015145304A JP6451994B2 (en) | 2015-07-04 | 2015-07-04 | Extrusion-type component supply device and supply method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017014010A JP2017014010A (en) | 2017-01-19 |
| JP6451994B2 true JP6451994B2 (en) | 2019-01-16 |
Family
ID=57829815
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015145304A Active JP6451994B2 (en) | 2015-07-04 | 2015-07-04 | Extrusion-type component supply device and supply method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6451994B2 (en) |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5867630U (en) * | 1981-10-30 | 1983-05-09 | 株式会社日立製作所 | Parts assembly mechanism |
| JPS58197116A (en) * | 1982-05-11 | 1983-11-16 | Matsushita Electric Ind Co Ltd | Separating and supplying device for headed rod material |
| JPH0753312B2 (en) * | 1988-10-22 | 1995-06-07 | 好高 青山 | Axial component supply device |
| IT1292580B1 (en) * | 1997-05-26 | 1999-02-08 | Bonfiglioli Riduttori Spa | TOOL FOR GEAR MOTOR ASSEMBLING MACHINES. |
| JPH11207469A (en) * | 1998-01-26 | 1999-08-03 | Yashima Kogyo Kk | Projection welding equipment |
| NO20003637L (en) * | 2000-07-14 | 2002-01-15 | Zopa As | Device for conveying products |
| JP3668424B2 (en) * | 2000-12-14 | 2005-07-06 | フタバ産業株式会社 | Projection welding method |
| JP4207168B2 (en) * | 2007-03-02 | 2009-01-14 | 好高 青山 | Projection bolt welding apparatus and welding method |
| JP2014162645A (en) * | 2013-02-25 | 2014-09-08 | Shoji Aoyama | Extruding type component supply device |
-
2015
- 2015-07-04 JP JP2015145304A patent/JP6451994B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017014010A (en) | 2017-01-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9321109B2 (en) | Power operated chuck | |
| KR102120782B1 (en) | Clamp device with lift function | |
| US11179818B2 (en) | Supply rod for shaft-like component | |
| US20190078591A1 (en) | Stamp-Sealing Unit and Ultrasonic Processing Device Comprising Same | |
| US20170259326A1 (en) | Setting unit and method for setting a connecting unit on a workpiece | |
| KR20120093883A (en) | Stock feeding apparatus | |
| JP5633889B2 (en) | Mold for blow molding | |
| JP6451994B2 (en) | Extrusion-type component supply device and supply method | |
| JP6799073B2 (en) | Insertion device and method for inserting a circular blank ring into the outer ring of a circular blank | |
| JP6160921B2 (en) | Parts supply device | |
| JP2018065689A (en) | Component storage type component supply device | |
| CN109475987B (en) | Stop passing unit of component and screw fastening device | |
| JP6493837B2 (en) | Parts supply device | |
| JP2015134682A (en) | parts supply control device | |
| JP2014162645A (en) | Extruding type component supply device | |
| JP2011079048A (en) | Device for feeding shaft-shaped component in electric resistance welding | |
| JP5645004B2 (en) | Shaft insertion type component supply device | |
| KR20140032814A (en) | Apparatus for forming an anchor bolt head part, and head part is molded anchor bolts by that | |
| WO2019155743A1 (en) | Supply rod for shaft-like component | |
| JP5327455B2 (en) | Piston assembly assembling jig and piston assembly assembling method | |
| US11230439B2 (en) | Feeding rod for shaft-shaped component and feeding method | |
| JPH11347747A (en) | Device and method for supplying parts | |
| JP3944776B2 (en) | Parts supply device | |
| JP6929505B2 (en) | Shaft parts supply device | |
| JP7201475B2 (en) | clamping device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180112 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181012 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181106 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181128 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6451994 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |