JP6443473B2 - Aluminum alloy wire, aluminum alloy stranded wire, covered electric wire and wire harness - Google Patents
Aluminum alloy wire, aluminum alloy stranded wire, covered electric wire and wire harness Download PDFInfo
- Publication number
- JP6443473B2 JP6443473B2 JP2017038164A JP2017038164A JP6443473B2 JP 6443473 B2 JP6443473 B2 JP 6443473B2 JP 2017038164 A JP2017038164 A JP 2017038164A JP 2017038164 A JP2017038164 A JP 2017038164A JP 6443473 B2 JP6443473 B2 JP 6443473B2
- Authority
- JP
- Japan
- Prior art keywords
- aluminum alloy
- wire
- mass
- less
- conductor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Conductive Materials (AREA)
- Non-Insulated Conductors (AREA)
- Insulated Conductors (AREA)
Description
本発明は、電線の導体として好適なアルミニウム合金線およびアルミニウム合金撚線と、これらを導体として用いた被覆電線およびワイヤーハーネスに関するものである。 The present invention relates to an aluminum alloy wire and an aluminum alloy twisted wire suitable as a conductor of an electric wire, and a covered electric wire and a wire harness using these as a conductor.
自動車用電線などの電線の導体として、アルミニウム合金線を用いることが提案されている。 It has been proposed to use an aluminum alloy wire as a conductor of an electric wire such as an automobile electric wire.
しかしながら、従来のアルミニウム合金線は、例えば線径0.5mm以下といった極細線とした場合に、十分な強度を有していなかった。また、端子金具を接続したときの衝撃強度が十分ではなかった。 However, the conventional aluminum alloy wire does not have sufficient strength, for example, when it is a very fine wire having a wire diameter of 0.5 mm or less. Moreover, the impact strength when the terminal fitting was connected was not sufficient.
本発明の解決しようとする課題は、端子金具を接続したときの衝撃強度に優れるアルミニウム合金線、アルミニウム合金撚線、被覆電線およびワイヤーハーネスを提供することにある。 The problem to be solved by the present invention is to provide an aluminum alloy wire, an aluminum alloy twisted wire, a covered electric wire, and a wire harness that are excellent in impact strength when a terminal fitting is connected.
上記課題を解決するため本発明に係るアルミニウム合金線は、Mgを0.03質量%以上1.5質量%以下、Siを0.02質量%以上2.0質量%以下、Feを0.1質量%以上0.6質量%以下含有し、残部がAlおよび不純物からなり、Mg2Si析出物がアスペクト比2.0〜6.0の針状であることを要旨とするものである。 In order to solve the above-mentioned problems, the aluminum alloy wire according to the present invention has Mg of 0.03% by mass to 1.5% by mass, Si of 0.02% by mass to 2.0% by mass, and Fe of 0.1%. The gist is that it is contained in an amount of not less than 0.6% by mass and not more than 0.6% by mass, the balance being Al and impurities, and the Mg 2 Si precipitate having a needle shape with an aspect ratio of 2.0 to 6.0.
本発明に係るアルミニウム合金線は、さらにZrを0.01質量%以上含有することが好ましい。また、さらにTiを0.08質量%以下含有することが好ましい。また、さらにBを0.016質量%以下含有することが好ましい。 The aluminum alloy wire according to the present invention preferably further contains 0.01% by mass or more of Zr. Further, it is preferable to contain 0.08% by mass or less of Ti. Further, it is preferable to contain 0.016% by mass or less of B.
本発明に係るアルミニウム合金線は、転位密度が5.0×109cm−2以下であることが好ましい。また、径方向断面の350×425nm2の範囲内における、粒径5〜50nmの前記Mg2Si析出物の量が100個以上であることが好ましい。また、前記Mg2Si析出物の長さが40nm未満であることが好ましい。また、前記Mg2Si析出物が軸方向に沿って配向していることが好ましい。
The aluminum alloy wire according to the present invention preferably has a dislocation density of 5.0 × 10 9 cm −2 or less. Also, within the scope of 350 × 425 nm 2 of the radial cross section, the amount of the Mg 2 Si precipitates having a
本発明に係るアルミニウム合金線は、引張強さが150MPa以上、伸びが5%以上、導電率が40%IACS以上であることが好ましい。本発明に係るアルミニウム合金線は、線径が0.5mm以下であってもよい。 The aluminum alloy wire according to the present invention preferably has a tensile strength of 150 MPa or more, an elongation of 5% or more, and a conductivity of 40% IACS or more. The aluminum alloy wire according to the present invention may have a wire diameter of 0.5 mm or less.
そして、本発明に係るアルミニウム合金撚線は、本発明に係るアルミニウム合金線を複数本撚り合わせてなることを要旨とするものである。 The gist of the aluminum alloy twisted wire according to the present invention is that a plurality of aluminum alloy wires according to the present invention are twisted together.
本発明に係るアルミニウム合金撚線は、径方向に圧縮成形されていてもよい。 The aluminum alloy twisted wire according to the present invention may be compression molded in the radial direction.
そして、本発明に係る被覆電線は、本発明に係るアルミニウム合金線を含む導体の外周を絶縁被覆で覆ってなることを要旨とするものである。 The gist of the covered electric wire according to the present invention is that the outer periphery of the conductor including the aluminum alloy wire according to the present invention is covered with an insulating coating.
また、本発明に係るワイヤーハーネスは、本発明に係る被覆電線の導体に端子金具が取り付けられてなることを要旨とするものである。 Moreover, the wire harness which concerns on this invention makes it a summary that a terminal metal fitting is attached to the conductor of the covered electric wire which concerns on this invention.
本発明に係るアルミニウム合金線によれば、Mgを0.03質量%以上1.5質量%以下、Siを0.02質量%以上2.0質量%以下、Feを0.1質量%以上0.6質量%以下含有し、残部がAlおよび不純物からなり、Mg2Si析出物がアスペクト比2.0〜6.0の針状であることで、高導電率で強度と伸びに優れるとともに、加工硬化による強度向上により、端子金具を接続したときの衝撃強度に優れる。 According to the aluminum alloy wire of the present invention, Mg is 0.03% by mass to 1.5% by mass, Si is 0.02% by mass to 2.0% by mass, and Fe is 0.1% by mass to 0% by mass. .6% by mass or less, the balance is made of Al and impurities, and the Mg 2 Si precipitate is needle-shaped with an aspect ratio of 2.0 to 6.0, so that it has high conductivity and excellent strength and elongation, Improved strength due to work hardening, resulting in superior impact strength when terminal fittings are connected.
この際、さらにZrを0.01質量%以上含有すると、伸びが向上する。また、さらにTiを0.08質量%以下含有すると、結晶組織を微細にし、伸びが向上する。TiとともにBを0.016質量%以下含有すると、結晶組織の微細化効果がさらに向上する。 Under the present circumstances, when Zr is further contained 0.01 mass% or more, elongation will improve. Further, when Ti is further contained in an amount of 0.08% by mass or less, the crystal structure is made fine and elongation is improved. When B is contained at 0.016% by mass or less together with Ti, the effect of refining the crystal structure is further improved.
また、転位密度が5.0×109cm−2以下であると、加工硬化にすぐれ、端子金具を接続したときの衝撃強度が向上する。そして、Mg2Si析出物の量が所定量以上であると、析出強化による強度向上に優れる。また、Mg2Si析出物の長さが40nm未満であると、高強度と高伸びが両立でき、衝撃強度に優れる。また、Mg2Si析出物が軸方向に沿って配向していると、安定した衝撃強度を得ることができる。
Further, when the dislocation density is 5.0 × 10 9 cm −2 or less, the work hardening is excellent, and the impact strength when the terminal fitting is connected is improved. When the amount of
そして、引張強さが150MPa以上、伸びが5%以上、導電率が40%IACS以上であると、高導電率で強度と伸びに優れる。 If the tensile strength is 150 MPa or more, the elongation is 5% or more, and the conductivity is 40% IACS or more, the strength and elongation are excellent with high conductivity.
そして、本発明に係るアルミニウム合金撚線、被覆電線、ワイヤーハーネスによれば、高導電率で強度と伸びに優れるとともに、加工硬化による強度向上により、端子金具を接続したときの衝撃強度に優れる。 And according to the aluminum alloy twisted wire, covered electric wire, and wire harness which concern on this invention, while being excellent in the intensity | strength and elongation with high electrical conductivity, it is excellent in the impact strength when connecting a terminal metal fitting by the strength improvement by work hardening.
次に、本発明の実施形態について詳細に説明する。 Next, an embodiment of the present invention will be described in detail.
本発明に係るアルミニウム合金線において、アルミニウム合金は、添加元素としてMgおよびSiを必須の元素とするAl−Mg−Si系合金である。いわゆる6000系アルミニウム合金であり、Mg2Siを析出物とする析出強化型のアルミニウム合金である。本発明に係るアルミニウム合金線において、Mg,Si,Feは必須の添加成分であり、Zr,Ti,Bは任意の添加成分である。 In the aluminum alloy wire according to the present invention, the aluminum alloy is an Al—Mg—Si alloy having Mg and Si as essential elements as additive elements. This is a so-called 6000 series aluminum alloy, which is a precipitation strengthening type aluminum alloy having Mg 2 Si as a precipitate. In the aluminum alloy wire according to the present invention, Mg, Si, and Fe are essential additive components, and Zr, Ti, and B are optional additive components.
Mgは、Alに固溶または析出して存在することで、強度向上に貢献する。Mgは、強度の向上効果が高い元素であり、特に、Siと同時に特定の範囲で含有することで、時効硬化による強度の向上を効果的に図ることができる。Mgの含有量は、強度向上の観点から、0.03質量%以上である。好ましくは0.2質量%以上、より好ましくは0.3質量%以上である。一方、Mgの添加による導電率や伸びの低下を抑える観点から、Mgの含有量は1.5質量%以下である。好ましくは0.9質量%以下、より好ましくは0.8質量%以下である。 Mg contributes to strength improvement by being dissolved or precipitated in Al. Mg is an element that has a high strength improvement effect. In particular, when Mg is contained in a specific range simultaneously with Si, the strength can be effectively improved by age hardening. The content of Mg is 0.03% by mass or more from the viewpoint of improving the strength. Preferably it is 0.2 mass% or more, More preferably, it is 0.3 mass% or more. On the other hand, the content of Mg is 1.5% by mass or less from the viewpoint of suppressing the decrease in conductivity and elongation due to the addition of Mg. Preferably it is 0.9 mass% or less, More preferably, it is 0.8 mass% or less.
Siは、Alに固溶または析出して存在することで、強度向上に貢献する。Mgと同時に特定の範囲で含有することで、時効硬化による強度の向上を効果的に図ることができる。Siの含有量は、強度向上の観点から、0.02質量%以上である。好ましくは0.1質量%以上、より好ましくは0.3質量%以上である。一方、Siの添加による導電率や伸びの低下を抑える観点から、Siの含有量は2.0質量%以下である。好ましくは1.5質量%以下、より好ましくは0.8質量%以下である。 Si contributes to strength improvement by being dissolved or precipitated in Al. By containing in a specific range simultaneously with Mg, the strength can be effectively improved by age hardening. The Si content is 0.02% by mass or more from the viewpoint of improving the strength. Preferably it is 0.1 mass% or more, More preferably, it is 0.3 mass% or more. On the other hand, the content of Si is 2.0% by mass or less from the viewpoint of suppressing the decrease in conductivity and elongation due to the addition of Si. Preferably it is 1.5 mass% or less, More preferably, it is 0.8 mass% or less.
Feは、Al合金の結晶を微細化し、伸びの向上に貢献する。また、強度の向上にも効果がある。伸び、強度の向上の観点から、Feの含有量は0.1質量%以上である。好ましくは0.15質量%以上である。一方、導電率の低下を抑える観点から、Feの含有量は0.6質量%以下である。好ましくは0.3質量%以下である。 Fe refines the crystal of the Al alloy and contributes to the improvement of elongation. It is also effective in improving strength. From the viewpoint of improving elongation and strength, the Fe content is 0.1% by mass or more. Preferably it is 0.15 mass% or more. On the other hand, from the viewpoint of suppressing a decrease in conductivity, the Fe content is 0.6% by mass or less. Preferably it is 0.3 mass% or less.
Zrは、Al合金の結晶を微細化し、伸びの向上に貢献する。Zrは、微細化効果や伸びの向上効果が大きく、極微量でも伸びを向上することができる。また、製造時や使用時の熱履歴を受けても、結晶粒を成長し難くし、結晶粒を微細な状態に維持し易くする。つまり、高温強度や耐熱性といった高温特性にも貢献する。Zrの含有量は、伸びの向上効果に優れるなどの観点から、0.01質量%以上が好ましい。より好ましくは0.02質量%以上である。一方、導電率の低下や鋳造時の割れを抑えるなどの観点から、Zrの含有量は0.4質量%以下が好ましい。より好ましくは0.2質量%以下、さらに好ましくは0.1質量%以下である。 Zr contributes to the improvement of elongation by refining the crystal of the Al alloy. Zr has a large effect of miniaturization and an effect of improving the elongation, and the elongation can be improved even with a very small amount. Moreover, even if it receives the thermal history at the time of manufacture or use, it makes it difficult to grow the crystal grains and makes it easy to maintain the crystal grains in a fine state. That is, it contributes to high temperature characteristics such as high temperature strength and heat resistance. The content of Zr is preferably 0.01% by mass or more from the viewpoint of excellent elongation improvement effect. More preferably, it is 0.02 mass% or more. On the other hand, the content of Zr is preferably 0.4% by mass or less from the viewpoint of suppressing the decrease in conductivity and cracking during casting. More preferably, it is 0.2 mass% or less, More preferably, it is 0.1 mass% or less.
Tiは、鋳造時のAl合金の結晶組織を微細にする効果がある。微細化効果の観点から、Tiの含有量は0.005質量%以上が好ましい。一方、導電率の低下を抑えるなどの観点から、Tiの含有量は0.08質量%以下が好ましい。より好ましくは0.05質量%以下、さらに好ましくは0.02質量%以下である。 Ti has the effect of refining the crystal structure of the Al alloy during casting. From the viewpoint of the miniaturization effect, the content of Ti is preferably 0.005% by mass or more. On the other hand, the content of Ti is preferably 0.08% by mass or less from the viewpoint of suppressing a decrease in conductivity. More preferably, it is 0.05 mass% or less, More preferably, it is 0.02 mass% or less.
Bは、鋳造時のAl合金の結晶組織を微細にする効果がある。TiとともにではなくB単独で用いてもよいが、Tiとともに用いるほうが、Ti単独あるいはB単独で用いるよりも微細化効果に優れる。微細化効果の観点から、Bの含有量は0.0005質量%以上が好ましい。より好ましくは0.001質量%以上である。一方、導電率の低下を抑えるなどの観点から、Bの含有量は0.016質量%以下が好ましい。より好ましくは0.01質量%以下である。 B has the effect of refining the crystal structure of the Al alloy during casting. B may be used alone instead of Ti, but the use with Ti is superior to the refinement effect than Ti alone or B alone. From the viewpoint of the effect of miniaturization, the B content is preferably 0.0005% by mass or more. More preferably, it is 0.001 mass% or more. On the other hand, the content of B is preferably 0.016% by mass or less from the viewpoint of suppressing a decrease in conductivity. More preferably, it is 0.01 mass% or less.
本発明に係るアルミニウム合金線において、Mg2Si析出物は針状である。そのアスペクト比は2.0〜6.0の範囲内である。これにより、加工硬化に優れるようになり、端子金具を接続する際の加工硬化によって強度が向上し、衝撃強度に優れるようになる。端子金具を接続する際には、アルミニウム合金線は圧着により圧縮され、断面欠損により強度が低下する。圧縮時に加工硬化することで、この強度低下を補い、衝撃強度に優れるようになる。本発明に係るアルミニウム合金線において、例えば熱処理条件を細かく設定することで、Mg2Si析出物を針状とし、さらにそのアスペクト比を特定範囲内にすることができる。 In the aluminum alloy wire according to the present invention, the Mg 2 Si precipitate is acicular. The aspect ratio is in the range of 2.0 to 6.0. Thereby, it becomes excellent in work hardening, strength improves by work hardening at the time of connecting a terminal metal fitting, and comes to be excellent in impact strength. When connecting the terminal fitting, the aluminum alloy wire is compressed by pressure bonding, and the strength is reduced due to the cross-sectional defect. By work hardening at the time of compression, this strength reduction is compensated and the impact strength becomes excellent. In the aluminum alloy wire according to the present invention, for example, by setting the heat treatment conditions finely, the Mg 2 Si precipitate can be formed into needles, and the aspect ratio can be within a specific range.
上記アスペクト比は、Mg2Si析出物の長さおよび幅を計測し、その比で表すことができる。Mg2Si析出物の長さは、Mg2Si析出物の粒子における最大長さ(長軸)である。Mg2Si析出物の幅は、長軸に直交する方向における最大長さ(短軸)である。 The aspect ratio can be expressed by measuring the length and width of the Mg 2 Si precipitate. The length of the Mg 2 Si precipitates, the maximum length (major axis) in the particles of the Mg 2 Si precipitate. The width of the Mg 2 Si precipitate is the maximum length (short axis) in the direction orthogonal to the long axis.
本発明に係るアルミニウム合金線において、結晶粒内のMg2Si析出物の長軸は、40nm未満であることが好ましい。より好ましくは35nm以下、さらに好ましくは30nm以下である。Mg2Si析出物の長軸が40nm未満であると、結晶粒内でのピンニング効果で強度上昇が起こり、さらに転位が蓄積しにくいため、伸びも両立できる。一方、Mg2Si析出物の長軸は、2nm以上であることが好ましい。より好ましくは3nm以上、さらに好ましくは5nm以上である。Mg2Si析出物の長軸が2nm以上であると、アルミニウム合金線の変形時にMg2Si析出物が破損(折れ等)による強度低下の恐れがなくなる。本発明に係るアルミニウム合金線において、例えば熱処理条件を細かく設定することで、Mg2Si析出物の長軸を特定範囲内にすることができる。 In the aluminum alloy wire according to the present invention, the major axis of the Mg 2 Si precipitate in the crystal grains is preferably less than 40 nm. More preferably, it is 35 nm or less, More preferably, it is 30 nm or less. If the major axis of the Mg 2 Si precipitate is less than 40 nm, the strength increases due to the pinning effect in the crystal grains, and further, dislocations are unlikely to accumulate, so both elongations can be achieved. On the other hand, the major axis of the Mg 2 Si precipitate is preferably 2 nm or more. More preferably, it is 3 nm or more, More preferably, it is 5 nm or more. When the major axis of the Mg 2 Si precipitate is 2 nm or more, there is no risk of strength reduction due to breakage (breaking or the like) of the Mg 2 Si precipitate when the aluminum alloy wire is deformed. In the aluminum alloy wire according to the present invention, for example, by setting the heat treatment conditions finely, the long axis of the Mg 2 Si precipitate can be within a specific range.
本発明に係るアルミニウム合金線において、Mg2Si析出物は、強度向上に貢献する。強度向上などの観点から、Mg2Si析出物の量は、径方向断面の350×425nm2の範囲内において100個以上であることが好ましい。より好ましくは150個以上である。一方、析出物が多くなると強度は向上するが、伸びが低下することや加工硬化しにくくなるなどの観点から、Mg2Si析出物の量は、径方向断面の350×425nm2の範囲内において1000個以下であることが好ましい。より好ましくは800個以下である。Mg2Si析出物の量は、添加元素の添加量、製造条件(軟化条件、時効条件、工程順など)により特定範囲内にすることができる。 In the aluminum alloy wire according to the present invention, Mg 2 Si precipitates contribute to strength improvement. From the viewpoint of improving the strength and the like, the amount of Mg 2 Si precipitates is preferably 100 or more within the range of 350 × 425 nm 2 in the radial cross section. More preferably, it is 150 or more. On the other hand, when the amount of precipitates increases, the strength is improved, but from the viewpoint of decreasing elongation and difficulty in work hardening, the amount of Mg 2 Si precipitates is within the range of 350 × 425 nm 2 in the radial cross section. The number is preferably 1000 or less. More preferably, it is 800 or less. The amount of the Mg 2 Si precipitate can be set within a specific range depending on the amount of the additive element added and the manufacturing conditions (softening conditions, aging conditions, process order, etc.).
Mg2Si析出物の長さ、幅、アスペクト比、量(個数)は、粒径5〜50nmのMg2Si析出物について計測する。粒径は、長軸の長さで表される。これらの計測は、アルミニウム合金線の径方向断面の350×425nm2の範囲を透過型電子顕微鏡(TEM)で観察することにより行うことができる。TEM観察は、同一試料においてMg2Si析出物が確認できる場所の5視野以上で行う。Mg2Si析出物の長さ、幅、アスペクト比は、観測される粒径5〜50nmのMg2Si析出物のすべてについて計測し、その平均値で表す。Mg2Si析出物の量(個数)は、観察する5視野以上の視野の平均値で表す。なお、粒径50nm超のMg2Si析出物は、粗大で、強度に効かないMg2Si析出物である。粒径50nm超のMg2Si析出物は、視野16μm×6.8μmの範囲でTEMで観察することにより計測することができる。TEM観察は、同一試料において粗大なMg2Si析出物が確認できる場所の5視野以上で行うことができる。粒径50nm超の粗大なMg2Si析出物は、50個以下が好ましい。
Mg 2 Si precipitates length of, width, aspect ratio, the amount (number) is measured for Mg 2 Si precipitates having a particle size of 5 to 50 nm. The particle size is represented by the length of the long axis. These measurements can be performed by observing a range of 350 × 425 nm 2 in the radial section of the aluminum alloy wire with a transmission electron microscope (TEM). TEM observation is performed in five or more fields where Mg 2 Si precipitates can be confirmed in the same sample. Mg 2 Si precipitates length of, width, aspect ratio, measured for all Mg 2 Si precipitates in the observed
本発明に係るアルミニウム合金線において、Mg2Si析出物は、アルミニウム合金線の軸方向に沿って配向していることが好ましい。これにより、強度が向上する。 In the aluminum alloy wire according to the present invention, the Mg 2 Si precipitate is preferably oriented along the axial direction of the aluminum alloy wire. Thereby, intensity | strength improves.
本発明に係るアルミニウム合金線において、アルミニウム合金は、転位が少ないことが好ましい。転位が少ないと、加工硬化に優れる。転位密度としては、5.0×109cm−2以下であることが好ましい。より好ましくは1.0×109cm−2以下である。転位は、熱処理により少なくすることができる。転位密度は、アルミニウム合金線から作製した薄膜を透過型電子顕微鏡(TEM)で観察し、Hamの式によって算出することができる。 In the aluminum alloy wire according to the present invention, the aluminum alloy preferably has few dislocations. When there are few dislocations, work hardening is excellent. The dislocation density is preferably 5.0 × 10 9 cm −2 or less. More preferably, it is 1.0 × 10 9 cm −2 or less. Dislocations can be reduced by heat treatment. The dislocation density can be calculated by Ham's equation by observing a thin film produced from an aluminum alloy wire with a transmission electron microscope (TEM).
本発明に係るアルミニウム合金線は、導電性、強度、伸びに優れ、引張強さ(室温)150MPa以上、導電率40%IACS以上、伸び(室温)5%以上を満たす。引張強さおよび導電率は高いほどよいが、伸びとのバランスを考慮すると、引張強さ(室温)の上限は400MPa程度であり、導電率の上限は60%IACS程度である。引張強さおよび伸びは、JIS Z 2241(金属材料引張試験方法、1998)に準拠して、汎用の引張試験機を用いて測定することができる。伸びは、破断時の伸びである。導電率(%IACS)は、ブリッジ法により測定することができる。引張強さ、伸び、導電率は、添加元素の種類、添加量、製造条件(軟化条件、時効条件、工程順など)により特定範囲内にすることができる。 The aluminum alloy wire according to the present invention is excellent in conductivity, strength, and elongation, and satisfies tensile strength (room temperature) of 150 MPa or more, conductivity of 40% IACS or more, and elongation (room temperature) of 5% or more. Higher tensile strength and electrical conductivity are better, but considering the balance with elongation, the upper limit of tensile strength (room temperature) is about 400 MPa, and the upper limit of electrical conductivity is about 60% IACS. The tensile strength and elongation can be measured using a general-purpose tensile tester in accordance with JIS Z 2241 (Metallic material tensile test method, 1998). Elongation is the elongation at break. The conductivity (% IACS) can be measured by a bridge method. The tensile strength, elongation, and electrical conductivity can be within a specific range depending on the type of additive element, the amount added, and the production conditions (softening conditions, aging conditions, process order, etc.).
本発明に係るアルミニウム合金線は、線径0.5mm以下の極細線とすることができる。例えば自動車用電線の導体に利用する場合、線径は0.1mm以上0.4mm以下とすることができる。 The aluminum alloy wire according to the present invention can be a very thin wire having a wire diameter of 0.5 mm or less. For example, when it uses for the conductor of the electric wire for motor vehicles, a wire diameter can be 0.1 mm or more and 0.4 mm or less.
本発明に係るアルミニウム合金線は、複数本を撚り合わせた撚線(本発明に係るアルミニウム合金撚線)とすることができる。このような撚線にすると、より屈曲性に優れる。また、屈曲性を高めたまま、高強度、高い衝撃特性を確保することができる。また、線径0.5mm以下の極細線とした場合にも、高強度、高い衝撃特性を確保することができる。撚り合わせ本数は特に限定されるものではない。例えば7,11,19,37,49,133本などが挙げられる。 The aluminum alloy wire according to the present invention can be a stranded wire obtained by twisting a plurality of wires (aluminum alloy stranded wire according to the present invention). When such a stranded wire is used, the flexibility is further improved. Moreover, it is possible to ensure high strength and high impact characteristics while enhancing the flexibility. Further, even when a very thin wire having a wire diameter of 0.5 mm or less is used, high strength and high impact characteristics can be ensured. The number of twists is not particularly limited. For example, there are 7, 11, 19, 37, 49, 133 and the like.
本発明に係るアルミニウム合金撚線は、径方向に圧縮成形(円形圧縮成形)することができる。これにより、アルミニウム合金線間の隙間を小さくし、撚線全体の線径を小さくして、導体の小径化に寄与することができる。 The aluminum alloy twisted wire according to the present invention can be compression-molded (circular compression molding) in the radial direction. Thereby, the clearance gap between aluminum alloy wires can be made small, the wire diameter of the whole twisted wire can be made small, and it can contribute to diameter reduction of a conductor.
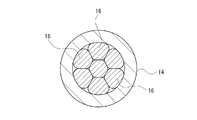
図1には、本発明の一実施形態に係るアルミニウム合金撚線の斜視図(a)およびそのA−A線断面図(b)を示す。図2には、図1(b)に示す導体を圧縮成形したアルミニウム合金撚線の断面図を示す。 In FIG. 1, the perspective view (a) of the aluminum alloy twisted wire which concerns on one Embodiment of this invention, and its AA sectional view (b) are shown. FIG. 2 shows a cross-sectional view of an aluminum alloy twisted wire obtained by compression molding the conductor shown in FIG.
図1に示すように、アルミニウム合金撚線12は、複数本(図1では、7本)のアルミニウム合金線16を撚り合わせてなる。図2に示すように、アルミニウム合金撚線12は、径方向に圧縮成形(円形圧縮成形)することができる。
As shown in FIG. 1, the aluminum alloy stranded
本発明に係るアルミニウム合金線は、1本のみで電線の導体を構成することができる。また、2本以上により電線の導体を構成することができる。また、他の金属線と組み合わせて電線の導体を構成することができる。また、本発明に係るアルミニウム合金線を含む、本発明に係るアルミニウム合金撚線を電線の導体とすることができる。このように、本発明に係るアルミニウム合金線を含む導体を電線の導体とすることができる。そして、本発明に係るアルミニウム合金線を含む導体の外周を絶縁被覆で覆うことで、本発明に係る被覆電線が得られる。 The aluminum alloy wire which concerns on this invention can comprise the conductor of an electric wire only with one. Moreover, the conductor of an electric wire can be comprised by two or more. Moreover, the conductor of an electric wire can be comprised in combination with another metal wire. Moreover, the aluminum alloy twisted wire which concerns on this invention including the aluminum alloy wire which concerns on this invention can be used as the conductor of an electric wire. Thus, the conductor containing the aluminum alloy wire according to the present invention can be used as the conductor of the electric wire. And the covered electric wire which concerns on this invention is obtained by covering the outer periphery of the conductor containing the aluminum alloy wire which concerns on this invention with insulation coating.
本発明に係る被覆電線において、絶縁被覆としては、特に限定されるものではない。塩化ビニル樹脂(PVC)、オレフィン系樹脂などの絶縁材料が挙げられる。絶縁材料中には、水酸化マグネシウム、臭素系難燃剤などの難燃剤が配合されていてもよい。 In the covered electric wire according to the present invention, the insulating coating is not particularly limited. Examples thereof include insulating materials such as vinyl chloride resin (PVC) and olefin resin. In the insulating material, a flame retardant such as magnesium hydroxide or a brominated flame retardant may be blended.
図1には、本発明の一実施形態に係る被覆電線の斜視図(a)およびそのA−A線断面図(b)を示す。図2には、図1(b)に示す導体を圧縮成形した被覆電線の断面図を示す。 In FIG. 1, the perspective view (a) of the covered electric wire which concerns on one Embodiment of this invention, and its AA sectional view (b) are shown. FIG. 2 shows a cross-sectional view of a covered electric wire obtained by compression-molding the conductor shown in FIG.
図1、2に示すように、本発明の一実施形態に係る被覆電線10は、アルミニウム合金撚線12からなる導体の外周を絶縁被覆14で覆ってなる。
As shown in FIGS. 1 and 2, a covered
本発明に係る被覆電線の導体に端子金具を接続して、本発明に係るワイヤーハーネスを構成することができる。端子金具は、導体端末に取り付けられる。端子金具は、圧着、溶接などの各種接続方法により、導体に接続される。端子金具は、相手側端子金具と接続される。 The wire harness which concerns on this invention can be comprised by connecting a terminal metal fitting to the conductor of the covered electric wire which concerns on this invention. The terminal fitting is attached to the conductor terminal. The terminal fitting is connected to the conductor by various connection methods such as crimping and welding. The terminal fitting is connected to the mating terminal fitting.
本発明に係るアルミニウム合金線は、熱処理によって析出させる析出物により強度を高める熱処理型のアルミニウム合金からなり、アルミニウム合金材を用いて、少なくとも、溶体化工程と、伸線工程と、時効工程と、を有する製造方法により製造することができる。 The aluminum alloy wire according to the present invention is made of a heat-treatable aluminum alloy whose strength is increased by precipitates precipitated by heat treatment, and using an aluminum alloy material, at least a solution treatment step, a wire drawing step, an aging step, It can manufacture with the manufacturing method which has this.
アルミニウム合金材は、所定の組成の合金溶湯を鋳造・圧延することにより得られる。鋳造後のアルミニウム合金の結晶組織には、粗大な金属化合物が析出しており、粗大粒を起点とする破断が起こりやすく、強度が低い。 The aluminum alloy material is obtained by casting and rolling a molten alloy having a predetermined composition. Coarse metal compounds are precipitated in the crystal structure of the aluminum alloy after casting, and breakage starting from coarse grains is likely to occur, and the strength is low.
溶体化工程は、鋳造・圧延により得られたアルミニウム合金材に溶体化処理を行う。溶体化処理は、アルミニウム合金材を固溶限温度以上の温度に加熱し、合金成分(固溶元素、析出強化元素)を十分に固溶させた後、冷却して過飽和固溶状態にする。溶体化処理は、合金成分を十分に固溶できる温度で行う。溶体化処理の温度は、450℃以上にするとよい。溶体化処理の温度は、600℃以下が好ましく、550℃以下がより好ましい。保持時間は、合金成分を十分に固溶できるように、30分以上であることが好ましい。また、生産性の観点から、5時間以内であることが好ましい。より好ましくは3時間以内である。 In the solution treatment step, a solution treatment is performed on the aluminum alloy material obtained by casting and rolling. In the solution treatment, the aluminum alloy material is heated to a temperature equal to or higher than the solid solution limit temperature to sufficiently dissolve the alloy components (solid solution element and precipitation strengthening element), and then cooled to a supersaturated solid solution state. The solution treatment is performed at a temperature at which the alloy components can be sufficiently dissolved. The temperature of the solution treatment is preferably 450 ° C. or higher. The temperature of the solution treatment is preferably 600 ° C. or lower, and more preferably 550 ° C. or lower. The holding time is preferably 30 minutes or longer so that the alloy components can be sufficiently dissolved. Further, from the viewpoint of productivity, it is preferably within 5 hours. More preferably, it is within 3 hours.
溶体化処理の加熱過程後の冷却過程は急冷過程であることが好ましい。急冷とすることで、固溶元素の過度な析出を防止することができる。冷却速度は、溶体化処理の温度から100℃以下にするまでの時間が10秒以内であることが好ましい。このような急冷は、水などの液体に浸漬する、送風するなどの強制冷却により行うことができる。 The cooling process after the heating process of the solution treatment is preferably a rapid cooling process. By rapid cooling, excessive precipitation of solid solution elements can be prevented. The cooling rate is preferably 10 seconds or less from the solution treatment temperature to 100 ° C. or less. Such rapid cooling can be performed by forced cooling such as immersion in a liquid such as water or blowing.
溶体化処理は、大気雰囲気、非酸化性雰囲気のいずれで行ってもよい。非酸化性雰囲気は、真空雰囲気(減圧雰囲気)、窒素やアルゴンなどの不活性ガス雰囲気、水素含有ガス雰囲気、炭酸ガス含有雰囲気などが挙げられる。非酸化性雰囲気で行うと、アルミニウム合金材の表面に酸化被膜が形成されにくい。 The solution treatment may be performed in either an air atmosphere or a non-oxidizing atmosphere. Examples of the non-oxidizing atmosphere include a vacuum atmosphere (reduced pressure atmosphere), an inert gas atmosphere such as nitrogen and argon, a hydrogen-containing gas atmosphere, and a carbon dioxide gas-containing atmosphere. When performed in a non-oxidizing atmosphere, an oxide film is hardly formed on the surface of the aluminum alloy material.
溶体化処理は、連続処理およびバッチ処理(非連続処理)のいずれで行ってもよい。連続処理であると、長尺な線材の全長にわたって均一な条件で熱処理を行いやすいため、特性のばらつきを小さくできる。加熱方法は特に限定されるものではなく、通電加熱、誘導加熱、加熱炉を用いた加熱のいずれであってもよい。加熱方法が通電加熱や誘導加熱であると、急加熱・急冷却しやすいため、短時間で溶体化処理を行いやすい。加熱方法が誘導加熱であると、非接触方式であるため、アルミニウム合金材の傷付きを防止できる。 The solution treatment may be performed by either continuous processing or batch processing (non-continuous processing). In the case of continuous treatment, it is easy to perform heat treatment under uniform conditions over the entire length of a long wire, so that variations in characteristics can be reduced. The heating method is not particularly limited, and any of current heating, induction heating, and heating using a heating furnace may be used. When the heating method is electric heating or induction heating, it is easy to perform rapid heating / cooling, so that solution treatment can be easily performed in a short time. When the heating method is induction heating, since it is a non-contact method, the aluminum alloy material can be prevented from being damaged.
伸線工程は、アルミニウム合金材に伸線加工を行って、鋳造・圧延材から電線素線を形成する。電線素線は、電線導体を構成する線材であり、単線あるいは撚線を構成する。伸線加工は、溶体化処理を行ったアルミニウム合金材に行う。したがって、伸線工程は、溶体化工程の後の工程である。得られた伸線材は、所望の本数を撚り合わせることにより、撚線とすることができる。得られた伸線材は、通常、単線のまま、あるいは、撚線とした状態で、ドラムに巻きつけられ、次の処理が行われる。伸線工程が溶体化工程の前にあると、溶体化工程において素線同士が融着するため、製造性が満足しない。 In the wire drawing step, an aluminum alloy material is drawn to form an electric wire from a cast / rolled material. The electric wire is a wire constituting the electric wire conductor, and constitutes a single wire or a stranded wire. The wire drawing is performed on the aluminum alloy material subjected to the solution treatment. Therefore, the wire drawing step is a step after the solution treatment step. The obtained wire drawing material can be made into a stranded wire by twisting a desired number. The obtained wire drawing material is usually wound as a single wire or a stranded wire around a drum, and the following treatment is performed. If the wire drawing step is before the solution forming step, the strands are fused together in the solution forming step, so that the productivity is not satisfied.
時効工程は、アルミニウム合金材に時効処理を行う。時効処理は、溶体化処理したアルミニウム合金の合金成分(固溶元素、析出強化元素)を加熱することにより化合物として析出させる。したがって、時効工程は、溶体化工程の後の工程である。また、伸線加工しやすさから、時効工程は、伸線工程の後の工程とするのがよい。 In the aging step, an aging treatment is performed on the aluminum alloy material. In the aging treatment, the alloy components (solid solution element and precipitation strengthening element) of the solution-treated aluminum alloy are heated to be precipitated as a compound. Therefore, the aging step is a step after the solution treatment step. In addition, the aging step is preferably a step after the wire drawing step for ease of wire drawing.
時効処理は、化合物の析出が可能な温度以上で行われるが、析出強化させる処理であり、軟化しない条件で行われる。したがって、時効処理の温度は、0〜200℃の範囲内であることが好ましい。時効処理の温度が200℃超では、アルミニウム合金材が軟化されやすくなる。 The aging treatment is performed at a temperature higher than the temperature at which the compound can be precipitated, but is a treatment for strengthening the precipitation, and is performed under conditions that do not soften. Therefore, it is preferable that the temperature of an aging treatment exists in the range of 0-200 degreeC. When the temperature of the aging treatment exceeds 200 ° C., the aluminum alloy material is easily softened.
時効処理は、低温で長時間行うほうが、析出物が微細分散され、強度が得られやすくなる。高温で行うと、析出物が粗大に不均一に析出し、強度が低下する。したがって、時効処理は、0〜200℃の範囲内で、1〜100時間の範囲内で行うことが好ましい。これにより、析出物が微細分散され、強度と導電性のバランスが良好となる。また、生産性の観点から、100〜200℃の範囲内で、1〜24時間の範囲内で行うことがより好ましい。 When the aging treatment is performed at a low temperature for a long time, precipitates are finely dispersed and strength is easily obtained. When carried out at a high temperature, precipitates are coarsely and unevenly deposited, and the strength is lowered. Therefore, the aging treatment is preferably performed within a range of 0 to 200 ° C. and within a range of 1 to 100 hours. Thereby, the precipitate is finely dispersed, and the balance between strength and conductivity is improved. Moreover, it is more preferable to carry out within the range of 1 to 24 hours within the range of 100-200 degreeC from a viewpoint of productivity.
時効処理は、大気雰囲気、非酸化性雰囲気のいずれで行ってもよい。非酸化性雰囲気で行うと、アルミニウム合金材の表面に酸化被膜が形成されにくい。時効処理は、連続処理およびバッチ処理(非連続処理)のいずれで行ってもよい。連続処理であると、長尺な線材の全長にわたって均一な条件で熱処理を行いやすいため、特性のばらつきを小さくできる。加熱方法は特に限定されるものではなく、通電加熱、誘導加熱、加熱炉を用いた加熱のいずれであってもよい。加熱方法が誘導加熱であると、非接触方式であるため、アルミニウム合金材の傷付きを防止できる。 The aging treatment may be performed in either an air atmosphere or a non-oxidizing atmosphere. When performed in a non-oxidizing atmosphere, an oxide film is hardly formed on the surface of the aluminum alloy material. The aging treatment may be performed by either continuous treatment or batch treatment (non-continuous treatment). In the case of continuous treatment, it is easy to perform heat treatment under uniform conditions over the entire length of a long wire, so that variations in characteristics can be reduced. The heating method is not particularly limited, and any of current heating, induction heating, and heating using a heating furnace may be used. When the heating method is induction heating, since it is a non-contact method, the aluminum alloy material can be prevented from being damaged.
時効工程の前には、軟化工程を設けてもよい。つまり、軟化処理を行ったアルミニウム合金材に時効処理を行ってもよい。軟化工程は、アルミニウム合金材に軟化処理を行う。軟化処理は、伸線加工などの加工により生じた加工歪みの除去のために行われる。したがって、軟化工程は、伸線工程の後の工程である。伸線加工を行ったアルミニウム合金材に軟化処理を行う。軟化処理を行うことにより、熱処理型のアルミニウム合金材の一般的な調質方法では得られない伸びが得られ、その結果、電線特性として屈曲性やワイヤーハーネスへの加工性(柔軟性の向上)、衝撃特性が得られる。 A softening step may be provided before the aging step. In other words, the aging treatment may be performed on the softened aluminum alloy material. In the softening step, the aluminum alloy material is softened. The softening process is performed to remove processing distortion caused by processing such as wire drawing. Therefore, the softening process is a process after the wire drawing process. The aluminum alloy material that has been drawn is softened. By performing the softening treatment, elongation that cannot be obtained by a general tempering method for heat-treatable aluminum alloy materials can be obtained. As a result, the wire properties are flexible and workability to wire harness (improved flexibility). Impact characteristics can be obtained.
軟化処理は、軟化に必要な温度以上の温度で行う。したがって、軟化処理の温度は、250℃以上であることが好ましい。より好ましくは300℃以上である。軟化処理の温度が250℃未満では、アルミニウム合金材が十分に軟化されにくい。一方、生産性の観点から、軟化処理の温度は600℃以下であることが好ましい。より好ましくは550℃以下である。 The softening treatment is performed at a temperature higher than the temperature necessary for softening. Therefore, the temperature of the softening treatment is preferably 250 ° C. or higher. More preferably, it is 300 ° C. or higher. When the temperature of the softening treatment is less than 250 ° C., the aluminum alloy material is not easily softened. On the other hand, from the viewpoint of productivity, the temperature of the softening treatment is preferably 600 ° C. or lower. More preferably, it is 550 degrees C or less.
軟化処理は、10秒以内の短時間で行う。軟化処理の温度は、時効析出が起こる温度であり、粗大な析出物が生じる温度であるため、溶体化処理された熱処理型のアルミニウム合金材において軟化処理の時間が長くなると、時効析出により強度が低下する。このため、粗大な析出物が生じない(時効析出が起こらない)ように、極短時間で軟化処理を行う必要があるからである。また、この観点から、軟化処理は、5秒以内の短時間であることがより好ましい。 The softening process is performed in a short time within 10 seconds. The temperature of the softening treatment is a temperature at which aging precipitation occurs, and is a temperature at which coarse precipitates are formed.Therefore, when the time for softening treatment is increased in a heat-treated aluminum alloy material that has undergone solution treatment, the strength is increased by aging precipitation. descend. For this reason, it is necessary to perform the softening treatment in a very short time so that coarse precipitates do not occur (age precipitation does not occur). From this point of view, the softening treatment is more preferably performed in a short time within 5 seconds.
軟化処理は、バッチ加熱方式により行うと、加熱時間が長くなるため、短時間で行うことが難しい。そうすると、軟化と同時に時効析出が進行する。したがって、軟化処理は、連続加熱方式により行うことが好ましい。また、連続加熱方式にすれば、長尺な線材の全長にわたって均一な条件で熱処理を行いやすいため、特性のばらつきを小さくできる。連続加熱方式としては、通電加熱方式、誘導加熱方式、炉加熱方式などが挙げられる。通電加熱方式や誘導加熱方式であると、急加熱・急冷却しやすいため、短時間で溶体化処理を行いやすい。誘導加熱方式であると、非接触方式であるため、アルミニウム合金材の傷付きを防止できる。 When the softening treatment is performed by a batch heating method, the heating time becomes long, so that it is difficult to perform the softening treatment in a short time. Then, aging precipitation proceeds simultaneously with softening. Therefore, the softening treatment is preferably performed by a continuous heating method. In addition, if the continuous heating method is used, the heat treatment can be easily performed under uniform conditions over the entire length of the long wire, so that variation in characteristics can be reduced. Examples of the continuous heating method include an electric heating method, an induction heating method, and a furnace heating method. In the case of the electric heating method or the induction heating method, it is easy to perform solution treatment in a short time because it is easy to rapidly heat and cool. Since the induction heating method is a non-contact method, the aluminum alloy material can be prevented from being damaged.
軟化処理の加熱過程後の冷却過程は急冷過程であることが好ましい。急冷とすることで、固溶元素の過度な析出を防止することができる。冷却速度は、軟化処理の温度から100℃以下にするまでの時間が10秒以内であることが好ましい。このような急冷は、水などの液体に浸漬する、送風するなどの強制冷却により行うことができる。 The cooling process after the heating process of the softening treatment is preferably a rapid cooling process. By rapid cooling, excessive precipitation of solid solution elements can be prevented. The cooling rate is preferably 10 seconds or less from the temperature of the softening treatment to 100 ° C. or less. Such rapid cooling can be performed by forced cooling such as immersion in a liquid such as water or blowing.
軟化処理は、大気雰囲気、非酸化性雰囲気のいずれで行ってもよい。非酸化性雰囲気は、真空雰囲気(減圧雰囲気)、窒素やアルゴンなどの不活性ガス雰囲気、水素含有ガス雰囲気、炭酸ガス含有雰囲気などが挙げられる。非酸化性雰囲気で行うと、アルミニウム合金材の表面に酸化被膜が形成されにくい。 The softening treatment may be performed in either an air atmosphere or a non-oxidizing atmosphere. Examples of the non-oxidizing atmosphere include a vacuum atmosphere (reduced pressure atmosphere), an inert gas atmosphere such as nitrogen and argon, a hydrogen-containing gas atmosphere, and a carbon dioxide gas-containing atmosphere. When performed in a non-oxidizing atmosphere, an oxide film is hardly formed on the surface of the aluminum alloy material.
以上に示すアルミニウム合金線の製造方法によれば、細径電線においても高強度で高導電率を有しながら、伸びにも優れ、製造性も満足するアルミニウム電線が得られる。熱処理型のアルミニウム合金材は金属化合物の析出強化によって優れた強度を発揮できるため、添加元素による導電性の低下を抑えつつ強度向上を図ることができる。つまり、強度と導電性を両立できる。そして、軟化処理を行うため、優れた伸びも確保できる。この軟化処理は10秒以内の短時間で行うため、軟化処理において粗大な金属化合物の析出が抑えられ、強度低下が抑えられる。つまり、伸線加工による歪みを除去しつつ強度低下を抑える。そして、伸線加工は溶体化処理を行った後に行うため、素線同士の融着は発生しにくく、製造性も満足する。この伸線加工が溶体化処理の後であるため、溶体化処理とは別の、加工歪みを除去するための熱処理として軟化処理を伸線加工後に行う。 According to the method for producing an aluminum alloy wire as described above, an aluminum electric wire that has high strength and high electrical conductivity even in a small-diameter electric wire, has excellent elongation, and satisfies the manufacturability can be obtained. Since the heat-treatable aluminum alloy material can exhibit excellent strength by precipitation strengthening of the metal compound, the strength can be improved while suppressing a decrease in conductivity due to the additive element. That is, both strength and conductivity can be achieved. And since the softening process is performed, excellent elongation can be secured. Since this softening treatment is performed in a short time of 10 seconds or less, precipitation of coarse metal compounds is suppressed in the softening treatment, and strength reduction is suppressed. That is, strength reduction is suppressed while removing distortion caused by wire drawing. And since wire drawing is performed after performing solution treatment, fusion | bonding of strands does not generate | occur | produce easily and productivity is also satisfied. Since this wire drawing is after the solution treatment, the softening treatment is performed after the wire drawing as a heat treatment for removing the processing strain different from the solution treatment.
以下、本発明の実施例について説明する。 Examples of the present invention will be described below.
表1に記載の合金組成からなる合金溶湯に鋳造および圧延を行い、φ9.5mmのワイヤーロッドとしてアルミニウム合金材を得た。得られたアルミニウム合金材を用い、溶体化処理、伸線加工、軟化処理、時効処理を経て、所定の線径のアルミニウム合金線を作製した。 The molten alloy having the alloy composition shown in Table 1 was cast and rolled to obtain an aluminum alloy material as a φ9.5 mm wire rod. Using the obtained aluminum alloy material, an aluminum alloy wire having a predetermined wire diameter was produced through solution treatment, wire drawing, softening treatment, and aging treatment.
(実施例1)
線径0.155mmのアルミニウム合金線を19本束ねて撚りピッチ16mmで撚線とし、円形圧縮成形を行わないで、図1のような形態のアルミニウム合金撚線を作製した。得られたアルミニウム合金撚線に被覆厚0.2mmで塩化ビニル樹脂を押出被覆し、被覆電線を作製した。得られた被覆電線の導体に端子金具を圧着して、ワイヤーハーネスを作製した。
Example 1
Nineteen aluminum alloy wires having a wire diameter of 0.155 mm were bundled to form a stranded wire with a twist pitch of 16 mm, and an aluminum alloy stranded wire having a form as shown in FIG. 1 was produced without performing circular compression molding. The obtained aluminum alloy stranded wire was extrusion coated with a vinyl chloride resin with a coating thickness of 0.2 mm to produce a coated electric wire. A terminal metal fitting was crimped | bonded to the conductor of the obtained covered electric wire, and the wire harness was produced.
(実施例2〜7、比較例1〜2)
表1に記載の線径、本数、撚りピッチで、実施例1と同様にアルミニウム合金撚線を作製した。実施例3、6、7では、円形圧縮成形を行い、図2のような形態のアルミニウム合金撚線とした。また、実施例1と同様にして、被覆電線およびワイヤーハーネスを作製した。
(Examples 2-7, Comparative Examples 1-2)
Aluminum alloy stranded wires were produced in the same manner as in Example 1 with the wire diameters, numbers, and twist pitches listed in Table 1. In Examples 3, 6, and 7, circular compression molding was performed to obtain an aluminum alloy twisted wire having a form as shown in FIG. Moreover, it carried out similarly to Example 1, and produced the covered electric wire and the wire harness.
得られたアルミニウム合金線について、引張強さ、伸び、導電率、転位密度、Mg2Si析出物の量、Mg2Si析出物のアスペクト比、Mg2Si析出物の長軸、短軸を測定した。また、得られたワイヤーハーネスについて、端子圧着部における耐衝撃性を評価した。 The obtained aluminum alloy wire, tensile strength, elongation, measured conductivity, dislocation density, the amount of Mg 2 Si precipitates, the aspect ratio of Mg 2 Si precipitates, the long axis of the Mg 2 Si precipitates, the minor axis did. Moreover, the impact resistance in a terminal crimping part was evaluated about the obtained wire harness.
(引張強さ、伸び)
JIS Z2241(金属材料引張試験方法、1998)に準拠して、汎用の引張試験機を用いて測定した。
(Tensile strength, elongation)
In accordance with JIS Z2241 (Metallic material tensile test method, 1998), measurement was performed using a general-purpose tensile tester.
(導電率)
ブリッジ法により測定した。
(conductivity)
It was measured by the bridge method.
(転位密度)
得られたアルミニウム合金線からFIB法で厚さ0.15μmの金属薄膜を形成し、透過型電子顕微鏡(TEM)でこの金属薄膜を観察し、最も転位が確認できる箇所の700×850nm2の範囲を撮影した。この写真上に、縦横10本ずつ平行線を引き、その平行線の合計長さをL、平行線と転位との交点の数をN、試料の厚さをtとし、転位密度ρを、計算式ρ=2N/(L×t)より算出した。
(Dislocation density)
A metal thin film having a thickness of 0.15 μm is formed from the obtained aluminum alloy wire by FIB method, and this metal thin film is observed with a transmission electron microscope (TEM). The range of 700 × 850 nm 2 where the most dislocation can be confirmed. Was taken. On this photograph, 10 parallel lines are drawn vertically and horizontally, the total length of the parallel lines is L, the number of intersections between the parallel lines and dislocations is N, the thickness of the sample is t, and the dislocation density ρ is calculated. It calculated from the formula ρ = 2N / (L × t).
(Mg2Si析出物の量)
得られたアルミニウム合金線の径方向断面を透過型電子顕微鏡(TEM)で観察し、700×850nm2の範囲を撮影し、350×425nm2のエリア12カ所で針状のMg2Si析出物の長軸が5〜50nmの析出物の個数を計測し、12カ所の平均値をMg2Si析出物の量として算出した。
(Amount of Mg 2 Si precipitate)
The radial cross section of the aluminum alloy wire was observed with a transmission electron microscope (TEM), and shooting range of 700 × 850 nm 2, the needle-like Mg 2 Si precipitates in 350 × 425
(Mg2Si析出物のアスペクト比、長軸、短軸)
得られたアルミニウム合金線の径方向断面を透過型電子顕微鏡(TEM)で700×850nm2の範囲を撮影し、350×425nm2のエリア12カ所で針状のMg2Si析出物の長軸が5〜50nmの析出物各40個について、長軸、短軸、アスペクト比を計測し、40個および12カ所の平均値をMg2Si析出物のアスペクト比、長軸、短軸として算出した。
(Aspect ratio, major axis, minor axis of Mg 2 Si precipitate)
The long axis of the resultant radial cross section of the aluminum alloy wire with a transmission electron microscope (TEM) was taken range of 700 × 850 nm 2, needle-like Mg 2 Si precipitates in 12 places of 350 × 425 nm 2 area For each of 40 precipitates of 5 to 50 nm, the major axis, minor axis, and aspect ratio were measured, and the average value of 40 particles and 12 locations was calculated as the aspect ratio, major axis, and minor axis of the Mg 2 Si precipitate.
(耐衝撃性)
図3に示すように、長さ500mmの被覆電線1の導体(アルミニウム合金撚線)の一端に端子金具2を圧着してなるワイヤーハーネス3の端子金具2を治具4で固定するとともに、ワイヤーハーネス3の他端に取り付けられた錘5を端子金具2の固定位置の高さまで引き上げ、錘5を自由落下させた。この落下試験により端子金具2の圧着部で被覆電線1の導体(アルミニウム合金撚線)に断線が生じない最大荷重(g)を耐衝撃性の指標とした。最大荷重が100g以上であった場合を耐衝撃性に優れるとし、最大荷重が300g以上であった場合を耐衝撃性に特に優れるとした。
(Impact resistance)
As shown in FIG. 3, while fixing the terminal fitting 2 of the

実施例1〜7のアルミニウム合金線は、Mg2Si析出物が針状であり、そのアスペクト比が特定範囲にあるため、耐衝撃性に優れる。一方、比較例1〜2のアルミニウム合金線は、Mg2Si析出物は針状であるが、そのアスペクト比が特定範囲から外れるため、耐衝撃性に劣る。 The aluminum alloy wires of Examples 1 to 7 are excellent in impact resistance because Mg 2 Si precipitates are acicular and the aspect ratio is in a specific range. On the other hand, the aluminum alloy wires of Comparative Examples 1 and 2 are inferior in impact resistance because the Mg 2 Si precipitates are needle-like, but the aspect ratio is out of a specific range.
以上、本発明の実施の形態について詳細に説明したが、本発明は上記実施の形態に何ら限定されるものではなく、本発明の要旨を逸脱しない範囲で種々の改変が可能である。 Although the embodiments of the present invention have been described in detail above, the present invention is not limited to the above-described embodiments, and various modifications can be made without departing from the gist of the present invention.
10 被覆電線
12 アルミニウム合金撚線(導体)
14 絶縁被覆
16 アルミニウム合金線(導体素線)
10
14
Claims (13)
Mg2Si析出物は、アスペクト比が2.0以上で、長軸の長さが40nm未満の針状であり、
伸びが10%以上であり、
引張強さが150MPa以上であり、
線径0.155mmとした前記アルミニウム合金線を19本束ねて撚りピッチ16mmで撚線とし、円形圧縮成形を行わないものを導体とした長さ500mmの被覆電線の前記導体の一端に端子金具を圧着してなるワイヤーハーネスの前記端子金具を治具で固定するとともに、前記ワイヤーハーネスの他端に取り付けられた錘を前記端子金具の固定位置の高さまで引き上げ、前記錘を自由落下させた際に、前記導体に断線が生じない最大荷重として表される耐衝撃性が、100g以上であることを特徴とするアルミニウム合金線。 Mg is contained in an amount of 0.03% to 1.5% by mass, Si is contained in an amount of 0.02% to 2.0% by mass, Fe is contained in an amount of 0.1% to 0.6% by mass, and the balance is Al. and Ru in an aluminum alloy wire name from impurities,
The Mg 2 Si precipitate has a needle shape with an aspect ratio of 2.0 or more and a major axis length of less than 40 nm,
Elongation is 10% or more,
Tensile strength of Ri der more than 150MPa,
A terminal metal fitting is attached to one end of the conductor of a 500 mm long covered electric wire using a bundle of 19 aluminum alloy wires having a wire diameter of 0.155 mm, twisted at a twist pitch of 16 mm, and not subjected to circular compression molding. When the terminal fitting of the wire harness formed by crimping is fixed with a jig, the weight attached to the other end of the wire harness is raised to the height of the fixing position of the terminal fitting, and the weight is dropped freely. An aluminum alloy wire having an impact resistance of 100 g or more expressed as a maximum load that does not cause a break in the conductor .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017038164A JP6443473B2 (en) | 2017-03-01 | 2017-03-01 | Aluminum alloy wire, aluminum alloy stranded wire, covered electric wire and wire harness |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017038164A JP6443473B2 (en) | 2017-03-01 | 2017-03-01 | Aluminum alloy wire, aluminum alloy stranded wire, covered electric wire and wire harness |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015118885A Division JP6102987B2 (en) | 2015-06-12 | 2015-06-12 | Aluminum alloy wire, aluminum alloy stranded wire, covered electric wire and wire harness |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017128814A JP2017128814A (en) | 2017-07-27 |
| JP6443473B2 true JP6443473B2 (en) | 2018-12-26 |
Family
ID=59394587
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017038164A Active JP6443473B2 (en) | 2017-03-01 | 2017-03-01 | Aluminum alloy wire, aluminum alloy stranded wire, covered electric wire and wire harness |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6443473B2 (en) |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5155464B2 (en) * | 2011-04-11 | 2013-03-06 | 住友電気工業株式会社 | Aluminum alloy wire, aluminum alloy stranded wire, covered electric wire, and wire harness |
| KR101898321B1 (en) * | 2013-03-29 | 2018-09-12 | 후루카와 덴키 고교 가부시키가이샤 | Aluminum alloy conductor, aluminum alloy twisted wire, coated electric wire, wire harness, and production method for aluminum alloy conductors |
-
2017
- 2017-03-01 JP JP2017038164A patent/JP6443473B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017128814A (en) | 2017-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6102987B2 (en) | Aluminum alloy wire, aluminum alloy stranded wire, covered electric wire and wire harness | |
| JP6698735B2 (en) | Aluminum wire for automobile | |
| JP6222533B2 (en) | Method for manufacturing aluminum alloy wire | |
| JP6686293B2 (en) | Copper alloy wire, copper alloy stranded wire, coated wire and wire harness | |
| CN109923227B (en) | Aluminum alloy wire, aluminum alloy stranded wire, coated electric wire, and electric wire with terminal | |
| KR20150080011A (en) | Aluminum alloy wire and aluminum alloy twisted wire, covered electric wire, and wire harness using same | |
| KR20150119185A (en) | Copper alloy wire, copper-alloy strand wire, coated electric wire, and electric wire with terminal | |
| JP2016037652A (en) | Copper alloy wire, copper alloy twisted wire, covered electric wire and electric wire with terminal | |
| JP6212946B2 (en) | Aluminum alloy wire excellent in bendability and manufacturing method thereof | |
| JP6288456B2 (en) | Electric wire manufacturing method, electric wire, and wire harness | |
| JP7503240B2 (en) | Coated electric wire, electric wire with terminal, copper alloy wire, copper alloy stranded wire, and method for manufacturing copper alloy wire | |
| JP6443473B2 (en) | Aluminum alloy wire, aluminum alloy stranded wire, covered electric wire and wire harness | |
| WO2020039710A1 (en) | Covered electric wire, electric wire having terminal, copper alloy wire, copper alloy stranded wire, and production method for copper alloy wire | |
| JP7483217B2 (en) | Insulated wires, terminal-attached wires, copper alloy wires, and copper alloy stranded wires | |
| JP2016183420A (en) | Copper alloy wire, copper alloy twisted wire, covered electric wire and electric wire with terminal |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180109 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20180309 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180508 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181030 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181112 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6443473 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |