JP6239547B2 - Sliding switching valve main body, sliding switching valve, and air conditioner - Google Patents
Sliding switching valve main body, sliding switching valve, and air conditioner Download PDFInfo
- Publication number
- JP6239547B2 JP6239547B2 JP2015048834A JP2015048834A JP6239547B2 JP 6239547 B2 JP6239547 B2 JP 6239547B2 JP 2015048834 A JP2015048834 A JP 2015048834A JP 2015048834 A JP2015048834 A JP 2015048834A JP 6239547 B2 JP6239547 B2 JP 6239547B2
- Authority
- JP
- Japan
- Prior art keywords
- valve
- joint
- valve body
- main body
- valve seat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K27/00—Construction of housing; Use of materials therefor
- F16K27/04—Construction of housing; Use of materials therefor of sliding valves
- F16K27/044—Construction of housing; Use of materials therefor of sliding valves slide valves with flat obturating members
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K11/00—Multiple-way valves, e.g. mixing valves; Pipe fittings incorporating such valves
- F16K11/02—Multiple-way valves, e.g. mixing valves; Pipe fittings incorporating such valves with all movable sealing faces moving as one unit
- F16K11/06—Multiple-way valves, e.g. mixing valves; Pipe fittings incorporating such valves with all movable sealing faces moving as one unit comprising only sliding valves, i.e. sliding closure elements
- F16K11/065—Multiple-way valves, e.g. mixing valves; Pipe fittings incorporating such valves with all movable sealing faces moving as one unit comprising only sliding valves, i.e. sliding closure elements with linearly sliding closure members
- F16K11/0655—Multiple-way valves, e.g. mixing valves; Pipe fittings incorporating such valves with all movable sealing faces moving as one unit comprising only sliding valves, i.e. sliding closure elements with linearly sliding closure members with flat slides
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25B—REFRIGERATION MACHINES, PLANTS OR SYSTEMS; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS
- F25B41/00—Fluid-circulation arrangements
- F25B41/20—Disposition of valves, e.g. of on-off valves or flow control valves
Description
本発明は、スライド式切換弁の弁本体に係り、特にスライド弁が収容される弁本体と弁座を一体構造として形成されるスライド式切換弁の弁本体、スライド式切換弁、及び、空気調和機に関する。 The present invention relates to a valve body of a slide type switching valve, and more particularly to a valve body of a sliding type switching valve formed integrally with a valve body and a valve seat in which the slide valve is accommodated, a slide type switching valve, and an air conditioner. Related to the machine.
従来のスライド式切換弁としては、例えば、ヒートポンプ式の空気調和機において、冷暖房の切換に使用される冷媒流路切換用四方弁(以下、単に、「四方弁」という。)が知られている。 As a conventional slide type switching valve, for example, in a heat pump type air conditioner, a refrigerant flow path switching four-way valve (hereinafter simply referred to as “four-way valve”) used for switching between cooling and heating is known. .
図1は、従来技術によるスライド式切換弁の一例として四方弁100を使用した空気調和機1を示す構成図である。図1において、空気調和機1は、四方弁100と、パイロット弁10と、室内熱交換器20と、膨張弁30と、室外熱交換器40と、圧縮機50とを備える。
FIG. 1 is a configuration diagram showing an air conditioner 1 that uses a four-
パイロット弁10は、電磁切換部11と、電磁切換部11に接続される高圧継手管12、低圧継手管14、及び、2つの切換継手管13、15と、電磁切換部11の内部の図示しないパイロットスライド弁を駆動する電磁コイル部16と、電磁コイル部16に通電するリード線17とを備える。
The
パイロット弁10の高圧継手管12は、後述する第1の継手111と接続され、低圧継手管14は、後述する第3の継手113と接続され、切換継手管13は、後述する第1の弁室121に接続され、切換継手管15は、後述する第3の弁室123に接続される。
The high
室内熱交換器20、膨張弁30、及び、室外熱交換器40は、この順序で接続され、室内熱交換器20は、後述する第2の継手112と接続され、室外熱交換器40は、後述する第4の継手114と接続される。室内熱交換器20と、室外熱交換器40は、上述の順序ではなく、室内と室外が反対になっていてもよい。圧縮機50の吸入口52は、後述する第3の継手113に接続され、圧縮機50の吐出口51は、後述する第1の継手111に接続される。
The
図1において、四方弁100は、概略、円筒状の弁本体101、2つのピストン102、103、スライド弁104、弁座108及び4本の継手111、112、113及び114を備えている。円筒状の弁本体101は、長手方向の中心軸O−Oを有し、その両端部は蓋体106、107により閉じられており、内部空間内に2つのピストン102、103、スライド弁104及び弁座108が収容されている。2つのピストン102、103は、円筒状の弁本体101と同心状に配置され、スライド弁104を収容した連結体105により一体的に連結され、円筒状の弁本体101の内部空間を3つの弁室121、122及び123に分割している。
In FIG. 1, a four-
ここで、第1の弁室121及び第3の弁室123は、それぞれに接続される切換継手管13及び切換継手管15を通じて、パイロット弁10を介していずれか一方の弁室が吸入パイプとしての第3の継手113内に連通するように構成されている。第2の弁室122は、吐出パイプとしての第1の継手111に連結されている。
Here, the
2つのピストン102及び103とスライド弁104は、左右方向に一体的に移動するように構成されている。スライド弁104は、下方に向って開放する流路124を備え、弁座108の平坦面108a上を左右方向に移動する。弁座108には、3つの開口126、127及び128が設けられ、それぞれ、第2、第3、第4の継手112、113及び114に接続されている。したがって、スライド弁104の流路124は、弁座108の3つの開口126、127及び128のうちの2つを連通できるように形成されている。スライド弁104の流路124は、左右に移動することにより、開口126と127を、または開口127と128を連通させ、それにより冷媒の流路を切り換えている。例えば、図1に示すようにスライド弁104の流路124を介して開口126と127が連通しているとき、連通されない残りの開口128は、第2の弁室122に連通する。
The two
4本の継手のうち、第1の継手111は、D継手と呼ばれ、圧縮機50の吐出口51に連結される吐出パイプとしての継手であって、弁座108に対向する位置に設けられたDポート(主弁高圧ポート)と呼ばれる開口125に連結され、第2の弁室122に連通する。第3の継手113は、S継手と呼ばれ、圧縮機50の吸入口52に連結される吸入パイプとしての継手であって、弁座108の真ん中に設けられたSポート(主弁低圧ポート)と呼ばれる開口127に連結される。第2の継手112及び第4の継手114は、E継手及びC継手と呼ばれ、室内熱交換器20、膨張弁30、室外熱交換器40を介してお互いに接続される接続パイプとしての継手であって、それぞれ弁座108の左側及び右側に設けられたEポート及びCポート(主弁切換ポート)と呼ばれる開口126及び開口128に連結される。
Of the four joints, the
パイロット弁10は、電磁コイル部16にリード線17から通電し、あるいは、通電を遮断することにより駆動される。これにより、パイロット弁10の高圧継手管12から切換継手管13又は15を通り第1の弁室121又は第3の弁室123に高圧冷媒が供給され、四方弁100の切換が制御される。四方弁100は、第1の弁室121が低圧側である第3の継手113に連通している場合、圧縮機50→室外熱交換器40→膨張弁30→室内熱交換器20→圧縮機50とする冷房運転のための流路を形成する。逆に、第3の弁室123が低圧側である第3の継手113に連通している場合、四方弁100は、圧縮機50→室内熱交換器20→膨張弁30→室外熱交換器40→圧縮機50とする暖房運転のための流路を形成する。
The
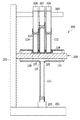
従来技術による四方弁100では、弁本体101と、弁座108と、4本の継手111、112、113、及び、114を接続するためには、例えば、図2に示されるようなろう付け冶具200を用いる。ろう付け冶具200は、水平な架台201、架台201上に垂直に延在する支柱202、架台201に平行であって水平に延在し、3つの押さえ棒を垂直に支持する上腕203、架台201に平行であって水平に延在する弁座受け204および継手管受け205を備えている。
In the four-
四方弁100は、図2に示されるように、各部材がろう付け冶具200に仮組みされ、その後、ろう付けされる。各部材の仮組みは、具体的には、弁座108を弁座受け204に載せ、図1に示す状態から180°上下に逆転した状態で、弁本体101を弁座108が載っている弁座受け204に挿入する。次に、第1の継手111の一端を継手管受け205に嵌合するとともに、第1の継手111の他端を弁本体101の開口125に嵌め込み、第1の継手111を組み付ける。続いて、第2、第3、第4の継手112、113および114それぞれの一端を、弁座108に設けられた対応する開口126、127、128にそれぞれ嵌合し、他端に対応する押さえ棒206、207、208を挿入することでろう付け冶具200への仮組みが完了する。その後、ろう付けが行われる。
As shown in FIG. 2, each member of the four-
このように、従来の四方弁100においては、別々に形成された円筒状の弁本体101、弁座108および4本の継手111乃至114の全てを同時にろう付けするため、ろう付け箇所が多く、したがって、接合面積も大きくなるため難易度が高いろう付けとなる。また、円筒状の弁本体101と弁座108が別体であるため、3本の継手112乃至114が嵌め込まれる、円筒状の弁本体101に設けられた3つの挿入孔および該挿入孔それぞれに対応し、弁座108に形成される開口126、127、128それぞれの加工に精度が要求される。さらに、円筒形状の弁本体101と弁座108が別体であるため、ろう付け時における円筒形状の弁本体101の挿入孔と対応する弁座108の開口126乃至128との位置合わせにも時間を要する。そのため位置合わせを容易にするとともに、別部品である弁座108を保持するためにろう付け治具200は複雑な構造となる。その結果、治具の熱容量も大きくなり、大量の熱量を治具にとられてしまうため、仮組みに時間を要するだけでなくろう付けの時間も長くなっていた。特に弁座108は、体積が大きいだけでなく弁座受け204に直接接しているため温度が上がり難い。一方で、継手は薄肉の銅パイプであり温度が上がり易いため、ろう材は継手側に引かれてしまい弁座108の接合部に行き渡り難い。その結果、弁座108の接合部に隙間ができる、穴が開く等により気密性を保持できないという問題を生じていた。又、十分にろう材が弁本体接合部に行き渡ったとしても、弁本体101と弁座108が別体である為、ろう材がピストン摺動部まで流れてしまうという問題も生じていた。さらに、円筒状の弁本体101に管状の継手をろう付けする場合、ろう材が本体側面に流れ易くなり(ろうダレ)、接合部のろう材不足やろう材を浪費する恐れを生じていた。
As described above, in the conventional four-
この課題を解決する手段として、特許文献1、2に示すような、弁本体と弁座をプレス加工により一体形状とする方法があった。しかしながら、特許文献1、2に示すような従来技術では、弁本体である薄肉パイプをプレス加工して弁座を形成するため、以下のような問題点があった。 As means for solving this problem, there has been a method in which the valve body and the valve seat are integrally formed by press working, as shown in Patent Documents 1 and 2. However, the conventional techniques as shown in Patent Documents 1 and 2 have the following problems because the valve seat is formed by pressing a thin pipe that is a valve body.
まず、特許文献1に示す発明では、薄肉パイプ状の弁本体を加工して弁座を形成するため、継手のろう付け代はパイプの板厚分程度しか確保することができないという問題点がある。この問題点に対しては、特許文献2に示す発明のように、バーリング加工等により、ろう付け部を立ち上げることにより対処することも考えられる。しかしバーリング加工する際は、バーリング穴に対して対面に穴がないと矢が入らないため加工が難しい。仮に加工できたとしても近接する弁ポートを離す必要があり、本体の大型化につながる。さらに、バーリング加工では、段差を設けることが難しく、継手の差し込み深さを一定位置に決定することが困難となる。 First, in the invention shown in Patent Document 1, since a valve body having a thin pipe shape is processed to form a valve seat, there is a problem in that the brazing allowance of the joint can ensure only about the plate thickness of the pipe. . It is conceivable to deal with this problem by raising a brazing part by burring or the like as in the invention shown in Patent Document 2. However, when burring, it is difficult to process because an arrow does not enter unless there is a hole facing the burring hole. Even if it can be processed, it is necessary to separate the adjacent valve ports, leading to an increase in the size of the main body. Furthermore, in burring, it is difficult to provide a step, and it is difficult to determine the joint insertion depth at a fixed position.
また、特許文献1及び2に示す発明では、弁本体である薄肉パイプに弁座を形成するため、近接するピストン摺動面が歪み易く真円に保つことが困難となり、作動不良となる可能性がある。 Further, in the inventions shown in Patent Documents 1 and 2, since the valve seat is formed on the thin pipe that is the valve body, the adjacent piston sliding surface is easily distorted and it is difficult to maintain a perfect circle, which may cause malfunction. There is.
また、図3に示すように、プレス加工により弁本体と弁座を形成した場合には、製造時に行われるふたカシメ工程において、カシメ治具302を使用して、弁本体301の両側に2つのふた106、107をカシメる際に、弁本体301が薄肉のパイプであるため強度不足となり、図3の点線部分303に示す、弁座のシール面301aが歪むおそれがある。その結果、スライド弁104と弁座部でシールすることができなくなり、高温冷媒が低温冷媒側へ漏れ、作動不良やシステム効率が低下するという問題点がある。
Further, as shown in FIG. 3, when the valve body and the valve seat are formed by press working, two crimping
また、図4に示すように、プレス加工により弁本体と弁座を形成した場合には、薄肉の弁座部に継手が直接ろう付けされているため、空気調和機として組み込む際、システム配管401、402、403が接続されると、例えば、システム配管401、402、403のそれぞれに、図4の矢印で示した方向に外力が加わると図4の点線部分404に示す、弁座のシール面301aが歪むおそれがあり、前記と同様の問題点がある。
Further, as shown in FIG. 4, when the valve body and the valve seat are formed by pressing, the joint is directly brazed to the thin valve seat portion. , 402, 403, for example, when an external force is applied to each of the system piping 401, 402, 403 in the direction indicated by the arrow in FIG. 4, the seal surface of the valve seat shown in the dotted
従って、本発明の目的は、ろう付けの問題点を解消し、従来技術のプレス加工による弁本体の強度不足による問題点も解消できるスライド式切換弁の弁本体、スライド式切換弁、及び、空気調和機を提供することである。 Accordingly, an object of the present invention is to eliminate the problem of brazing and solve the problem due to insufficient strength of the valve body by press working of the prior art, the valve body of the slide type switching valve, the sliding type switching valve, and the air It is to provide a harmony machine.
上記課題を解決するために、本発明のスライド式切換弁の弁本体は、略円筒形状であって、少なくとも1つの継手が連結される弁座と、上記少なくとも1つの継手とは別の継手がさらに上記弁本体の上記弁座とは別の位置に直接連結される突起部とを備え、上記弁座は、上記弁本体の内部に平坦面を有し、上記弁本体には、上記弁座の上記弁本体の内部の平坦面が上記弁本体の円筒形状の内周面と接する部分の上記円筒形状が内側に窪むことにより形成される熱受渡部がさらに設けられ、上記弁本体と、上記弁座とは、鍛造により一体的に形成されることを特徴とする。 In order to solve the above problems, a valve body of a slide type switching valve according to the present invention has a substantially cylindrical shape, a valve seat to which at least one joint is connected, and a joint different from the at least one joint. And a protrusion connected directly to a position different from the valve seat of the valve body, the valve seat having a flat surface inside the valve body, and the valve body includes the valve seat. A heat transfer part formed by the cylindrical shape of the portion of the valve body in contact with the cylindrical inner peripheral surface of the valve body being recessed inward, the valve body; and The valve seat is integrally formed by forging.
また、上記弁本体には、上記円筒形状の外周部のうち、上記少なくとも1つの継手が連結される部分の周囲に梁が設けられるものとしてもよい。 The valve body may be provided with a beam around a portion of the cylindrical outer peripheral portion to which the at least one joint is connected.
また、上記弁本体には、上記少なくとも1つの継手及び上記別の継手が連結される部分に開口が設けられ、開口内部に段差が形成されるものとしてもよい。 The valve body may be provided with an opening at a portion where the at least one joint and the another joint are connected, and a step is formed inside the opening.
また、上記弁本体には、上記突起部とは別の位置に、パイロット弁が連結される別の突起部をさらに備えるものとしてもよい。 The valve main body may further include another protrusion to which the pilot valve is connected at a position different from the protrusion.
上記課題を解決するために、本発明のスライド式切換弁の弁本体の鍛造品は、スライド式切換弁の弁本体を形成しており、上記鍛造品は、略円筒形状であり、上記円筒形状の一部に弁座に対応する肉厚部と、上記円筒形状の内部空間を分割する仕切り壁と、上記円筒形状の外周部の上記肉厚部以外の位置に少なくとも1つの突起部とを有することを特徴とする。 In order to solve the above problems, the forged product of the valve body of the slide type switching valve of the present invention forms the valve body of the sliding type switching valve, and the forged product has a substantially cylindrical shape, and the cylindrical shape A thick wall portion corresponding to the valve seat, a partition wall that divides the cylindrical internal space, and at least one protrusion at a position other than the thick wall portion of the cylindrical outer peripheral portion. It is characterized by that.
上記課題を解決するために、本発明のスライド式切換弁は、上記弁本体と、上記弁座の上記弁本体の内部の平坦面上を移動し、上記弁本体に直接連結される上記別の継手と上記弁座を介して連結される上記少なくとも1つの継手とを連通させるスライド弁とを備えることを特徴とする。
In order to solve the above-mentioned problem, the slide type switching valve according to the present invention moves on the flat surface inside the valve body of the valve body and the valve body of the valve seat and is connected to the valve body directly. And a slide valve for communicating the joint with the at least one joint coupled via the valve seat.
上記課題を解決するために、本発明の空気調和機は、上記スライド式切換弁を使用することを特徴とする。 In order to solve the above-described problems, an air conditioner according to the present invention uses the above-mentioned slide type switching valve.
本発明のスライド式切換弁の弁本体、スライド式切換弁、及び、空気調和機によれば、弁本体と弁座を鍛造により一体形成することにより、ろう付けの問題点を解消でき、厚肉部及び窪み部を形成できるため、従来技術で懸念される強度不足を解消できる。 According to the valve main body, the slide type switching valve, and the air conditioner of the present invention, the problem of brazing can be eliminated by integrally forming the valve main body and the valve seat by forging. Since a part and a hollow part can be formed, the lack of strength which is a concern in the prior art can be resolved.
また、本発明のスライド式切換弁によれば、弁本体と弁座を鍛造により一体形成することにより、熱受渡部の体積を小さくし、熱ロスを抑えることができるため、空気調和機のシステム効率を向上させることができる。 In addition, according to the slide type switching valve of the present invention, the valve body and the valve seat are integrally formed by forging, thereby reducing the volume of the heat transfer section and suppressing heat loss. Efficiency can be improved.
以下、本発明の実施形態を、図面を参照して説明する。 Embodiments of the present invention will be described below with reference to the drawings.
まず、第1の実施形態について説明する。 First, the first embodiment will be described.
尚、以下の説明における上下左右方向の概念は、添付の図面における上下左右に対応しており、各部材の相対的な位置関係を示すものであって、絶対的な位置関係を示すものではない。 Note that the concept of the vertical and horizontal directions in the following description corresponds to the vertical and horizontal directions in the accompanying drawings, and indicates the relative positional relationship of each member, and does not indicate the absolute positional relationship. .
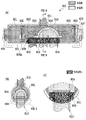
図5は、本発明の第1の実施形態のスライド式切換弁である四方弁の弁本体を形成するための鍛造品500を示す図であり、図5(a)は、断面図であり、図5(b)は、図5(a)に示すVB−VB断面図であり、図5(c)は、図5(b)に示すVC部分の拡大図であり、図6は、図5に示す弁本体の鍛造品500を形成するための金型の構成図である。
FIG. 5 is a view showing a forged
図5において、弁本体の鍛造品500は、厚肉部500aや窪み部500dを形成できるため、従来技術によるプレス加工により形成された弁本体を使用するスライド式切換弁で懸念される強度不足等を解消できる。
In FIG. 5, the valve body forged
図5(a)に示す、弁本体の鍛造品500は、概略円筒形状を有しており、円筒内部の中央下部には、後述する弁座700aに対応する肉厚部500aが形成される。また、円筒内部の肉厚部500aの端部には、仕切り壁500bが形成されている。
A forged
例えば、図6に示すように、弁本体の鍛造品500は、円筒形状の外部の形状を形成する一対の第1の鍛造金型601と、円筒形状の内部の形状を左右から形成する一対の第2の鍛造金型602とにより形成される。第1の鍛造金型601は、図6に示すように上下に分割されても、それ以外の方向に分割されても構わない。また、円筒形状の内部形状をした第2の鍛造金型602が、左右から打ち付けられるため、円筒内部に軸線方向に垂直に延在する仕切り壁500bが形成される。仕切り壁500bの位置も上述のような肉厚部500aの端部に限定されない。また、仕切り壁は垂直ではなく、斜め方向に延在していてもよく、内部空間を分割できる構造であればよい。
For example, as shown in FIG. 6, the forged
図5(a)に示すように、弁本体の鍛造品500の肉厚部500aに対向する位置であって、図5(a)に示す中央のやや左側の位置には、後述するD継手811が接続される開口701が設けられる円柱形状の突起部500cが設けられる。後述するように、突起部500cが設けられることにより、D継手811が接続される開口部に段差が設けられるとともに、接続部分の強度が保たれる。なお、ここでは、突起部500cは、肉厚部500aに対向し、中央やや左側に設けられるものとしたが、これには限定されない。また、図5(c)に示すように、弁本体の鍛造品500には、肉厚部500aの円筒形状の内部の平坦面が円筒形状の内周面と接する部分の円筒形状の内周側又は外周側の少なくとも一方が内側に窪むことにより形成される窪み部500dが設けられる。後述するように、窪み部500dが設けられることにより、熱受渡部βの体積を小さくすることができ、熱ロスを抑えることができる。
As shown in FIG. 5 (a), at a position facing the
図7は、図5に示す弁本体の鍛造品500を加工して形成された本発明の第1の実施形態のスライド式切換弁の弁本体700を示す図であり、図7(a)は、弁本体700の部分断面図であり、図7(b)は、図7(a)に示すVIIB−VIIB断面図であり、図7(c)は、図7(a)に示す弁本体700の底面図であり、図7(d)は、図7(c)とは別の弁本体710を示す底面図である。
FIG. 7 is a view showing a
図7(a)、(b)、(c)に示す本発明のスライド式切換弁の弁本体700は、図5に示す弁本体の鍛造品500を切削加工し、仕切り壁500bを取り除き、突起部500c、及び、肉厚部500aに開口701、702、703、及び、704を設けることにより形成される。ここでは、弁本体700は、切削加工により形成されたが、その他の加工方法で形成されても構わない。
7 (a), 7 (b), and 7 (c), the
弁本体700には、弁座700aが設けられる。弁座700aには、後述するESC継手812、813、814が連結される開口702、703、704が形成される。開口702、703、704のそれぞれには、切削加工により継手の位置出し用として使用される段差702a、703a、704aが設けられる。このように、切削加工により段差702a、703a、704aを形成することにより、継手の挿入深さを容易に決定できるとともに、ろう付け代を確保でき、安定したろう付けを行うことができる。
The
弁本体700の弁座700aの対向する位置には、円筒形状の突起部500cを加工して形成された継手連結部700cが設けられる。継手連結部700cには、後述するD継手811が連結される開口701が形成される。開口701には、切削加工により継手の位置出しとして使用される段差701aが設けられ、段差702a乃至704aと同様の効果が得られる。
A
弁本体700の窪み部500dに対応する位置には、弁座700aの弁本体内部の平坦面700bが弁本体700の円筒形状の内周面と接する部分の円筒形状が、内側に窪むことにより形成される窪み部700dが設けられ、それにより熱受渡部βの体積を小さくすることができ、熱ロスを抑えることができる。
At a position corresponding to the recessed
また、図7(c)に示すように、弁本体700の弁座700aが形成される部分の円筒形状の外周部には、開口702、703、704の周囲に、端面が直線の梁700eが設けられる。梁700eは、ここでは、鍛造加工により形成されるが、円筒形状の弁本体の鍛造品から切削により形成してもよい。弁本体700に梁700eが設けられることにより、例えば、蓋カシメ工程時に弁座部分が歪むことを防止できる等、弁本体700の外力に対する強度を確保することができる。
Further, as shown in FIG. 7C, a beam 700e having a straight end surface is formed around the
また、図7(d)に示す弁本体710のように、図7(c)に示す弁本体700の梁700eの形状と異なり、端面が開口712、713、714に合わせて曲線の梁710eが設けられるものとしてもよい。このような形状によっても、例えば、蓋カシメ工程時に弁座部分が歪むことを防止できる等、弁本体710の外力に対する強度を確保することができる。
7D, unlike the shape of the beam 700e of the
図8は、本発明の効果を説明する図であって、従来技術による四方弁800の構造を示す図であり、図8(a)は、従来技術による四方弁800の断面図であり、図8(b)は、図8(a)に示すVIIIB−VIIIB断面図であり、図8(c)は、図8(b)に示すVIIIC部分の拡大図である。
FIG. 8 is a diagram illustrating the effect of the present invention, and is a diagram showing the structure of a four-
図8(a)において、従来技術による四方弁800は、円筒形状の弁本体801と、弁本体801を3つの弁室である第1の弁室821、第2の弁室822、及び、第3の弁室823に分割する2つのピストン802、803と、下方に向って開放する流路824を備えるスライド弁804と、2つのピストン802、803及びスライド弁804を一体的に連結する連結体805と、弁本体801の両端を閉じる蓋体806、807と、弁本体内部に平坦面808aを有する弁座808と、4本の継手811(D継手)、812、813、814(ESC継手)とを備える。詳細な説明は、図1に示す四方弁100と同様であるため省略する。
8A, a four-
図8(a)に示すように、スライド弁804が弁座808の平坦面808aの右側に移動した状態となっており、高温冷媒は、図8(a)、図8(b)の濃いハッチングに示すように、第1の継手(D継手)811、第1の弁室821、第2の弁室822、及び、第2の継手(E継手)812を満たした状態になっている。反対に、低温冷媒は、図8(a)、図8(b)の薄いハッチングに示すように、第3の継手(S継手)813、流路824、第4の継手(C継手)814、及び、第3の弁室823を満たした状態になっている。
As shown in FIG. 8A, the
従来技術による四方弁800は、弁本体801と、弁座808とがろう付けにより接続されているため、図8(a)、図8(c)に示すように、弁本体801から弁座808に伝達する熱受渡部αの体積が大きくなっている。このため、圧縮機50から吐出された高温冷媒の熱受渡部αに吸収される熱量が多く、その熱は低温冷媒側に逃げてしまい、システム効率のロスが発生していた。
In the conventional four-
図9は、本発明の効果を説明する図であって、本発明の第1の実施形態のスライド式切換弁である四方弁900の構造を示す図であり、図9(a)は、本発明の第1の実施形態のスライド式切換弁である四方弁900の断面図であり、図9(b)は、図9(a)に示すIXB−IXB断面図であり、図9(c)は、図9(b)に示すIXC部分の拡大図である。
FIG. 9 is a diagram for explaining the effect of the present invention, and is a diagram showing the structure of a four-
図9に示す四方弁900は、弁本体として、図7に示す鍛造により形成された弁本体700あるいは710を使用しており、それ以外の構成は、図8に示す従来技術による四方弁800の構成と同じである。同様の構成には同じ符号を付し、ここでは説明を省略する。なお、ここでは弁本体700を使用したものとして説明する。
The four-
図9(a)に示すように、図8と同様に、スライド弁804が弁座700aの平坦面700bの右側に移動した状態となっており、高温冷媒は、図9(a)、図9(b)の濃いハッチングに示すように、第1の継手(D継手)811、第1の弁室821、第2の弁室822、及び、第2の継手(E継手)812を満たした状態になっている。反対に、低温冷媒は、図9(a)、図9(b)の薄いハッチングに示すように、第3の継手(S継手)813、流路824、第4の継手(C継手)814、及び、第3の弁室823を満たした状態になっている。
As shown in FIG. 9A, as in FIG. 8, the
本発明に係るスライド式切換弁としての四方弁900は、図7に示す弁本体700を使用しており、弁本体700と弁座700aは、鍛造により一体に形成することで、図8(c)に示す従来技術の弁本体とは異なり、窪み部700dを形成でき、図9(a)及び図9(c)に示すような体積が小さい熱受渡部βが形成できる。これにより、従来技術で問題となっていた圧縮機50から吐出された高温冷媒の熱が熱受渡部βから低温側に逃げることを抑制することができ、システム効率のロスを低減できる。なお、図8に示すような、弁本体801と弁座808を別々に形成し、ろう付けにより接続する構造では、熱受渡部αの体積を小さくすることは困難である。
The four-
次に、第2の実施形態について説明する。 Next, a second embodiment will be described.
図10は、本発明の第2の実施形態のスライド式切換弁であるパイロット弁を弁本体に直接取り付けた四方弁に用いる弁本体の鍛造品1000を示す図であり、図10(a)は、正面図であり、図10(b)は、右側面図である。
FIG. 10 is a view showing a forged
図10(a)、図10(b)において、後に切削加工などにより、弁本体1120を形成するための弁本体の鍛造品1000は、鍛造により形成される。鍛造品1000には、図5に示す弁本体の鍛造品500と同様に円筒内部の中央下部には、弁座(図示せず)に対応する肉厚部1000aと、円筒内部の肉厚部1000aの端部に形成される仕切り壁1000bと、円筒形状の外部に設けられ、D継手811が接続される継手連結部1120cに対応する円柱形状の突起部1000cと、窪み部1000dと、梁1000eが設けられる。さらに、鍛造品1000には、後述するパイロット弁1110が接続されるパイロット弁接続部1120fに対応する円柱形状の突起部1000fが鍛造品1000の正面中央右よりに設けられる。なお、パイロット弁接続部1120fに対応する突起部1000fは、後述するように、パイロット弁1110が弁本体1120内部の第2の弁室822に接続する必要があるため、弁本体1120の中央付近であって、継手連結部1120cに対応する突起部1000cと別の位置であれば、どこでも設けることができる。
10A and 10B, a forged
弁本体の鍛造品1000は、鍛造により形成されるため、部分的に突起部を設けることが可能であり、パイロット弁1110の接続箇所であるパイロット弁接続部1120fに対応する突起部1000fを弁本体に設けることが簡単にできる。プレス加工の場合でもバーリングをたてることにより突起部を設けることは可能であるが、バーリングの立ち上げ部を長く設けられないため、ろう付け代を確保しにくい。また、段差を設けることが難しく、継手の差し込み深さを決定することが困難である。さらに、寸法精度が出しにくいためクリアランスが安定しない。その結果ろう付けが不安定になりやすいという問題がある。また、バーリング加工する際、バーリング穴に対して対面に穴がないと矢が入らないため加工が難しいという位置の制約があり、例えば、図10に示す弁本体の鍛造品1000の突起部1000fのような最適な位置にバーリングをたてることが難しいという問題がある。
Since the forged
図11は、本発明の第2の実施形態のスライド式切換弁であるパイロット弁を弁本体に直接取り付けた四方弁1100を示す図であり、図11(a)は、正面図であり、図11(b)は、右側面図であり、図12は、図11に示す四方弁1100の弁本体1120とパイロット弁1110との接続部分を示す拡大図である。
FIG. 11 is a view showing a four-
図11(a)、図11(b)において、四方弁1100は、図10に示す弁本体の鍛造品1000を加工した弁本体1120を使用し、さらに、弁本体1120のパイロット弁接続部1120fの開口1125に円筒形状のパイロット弁1110の電磁切換部1111が取り付けられることを除き、図9に示す本発明の第1の実施形態のスライド式切換弁である四方弁900と同様の構成である。同様の構成には、同じ符号を付し、説明を省略する。
11 (a) and 11 (b), the four-
弁本体1120は、第1の実施形態と同様に、弁本体の鍛造品1000に切削加工等を行い形成される。弁本体1120は、図7に示す弁本体700と比較して、パイロット弁1110が接続される開口1125が形成されるパイロット弁接続部1120fが形成されること以外は、同様の形状を有する。同様の構成については、詳細な説明を省略する。
The
電磁切換部1111には、図12に示す電磁コイル部1116が取り付けられ、パイロット弁1110として、図1に示すパイロット弁10と同様の機能を果たす。このため、電磁切換部1111の内部には、図示しない、プランジャ、吸引子、パイロット弁体等が含まれる。図12に示すように、電磁切換部1111は、弁本体1120に設けられたパイロット弁接続部1120fの開口1125に、ろう付け、あるいは溶接等により接続される。電磁切換部1111には、パイロット弁10と同様に、低圧継手管1114、及び、2つの切換継手管1113、1115が接続される。なお、図1の高圧継手管12に相当する部分は、電磁切換部1111の内部のパイロット弁室が弁本体1120の開口1125の中央に位置する孔1125aを介して弁室822に接続されることにより代用される。なお、孔1125aの孔径は、高圧継手管12の内径以上である。低圧継手管1114は、第3の継手813に接続され、切換継手管1113は、蓋体806を介して、第1の弁室821に接続され、切換継手管1115は、蓋体807を介して、第3の弁室823に接続される。四方弁1100は、以上のような構成により、図1に示す四方弁と同様の機能を果たすことができる。
An
四方弁1100に示すように、パイロット弁1110を弁本体1120に直接接続することにより、従来必要とされたパイロット弁1110を弁本体に取り付けていたブラケット(図示せず)や高圧継手管12等が不要になり、部品点数が削減できるという効果がある。また、振動によりブラケットのかしめ部が緩み、パイロット弁1110の電磁切換部1111の保持力が低下することもなくなり、振動に対して強くなるという効果もある。
As shown in the four-
図13は、本発明の効果を説明する図であって、図13(a)は、従来技術のプレス加工により形成された弁本体1300と電磁切換部1111との接続部分を示す部分断面図であり、図13(b)は、本発明の第2の実施形態のスライド式切換弁の鍛造により形成された弁本体1120と電磁切換部1111との接続部分を示す部分断面図である。
FIG. 13 is a diagram for explaining the effect of the present invention. FIG. 13A is a partial cross-sectional view showing a connecting portion between the valve
図13(a)に示す従来技術のプレス加工により形成された弁本体1300と、鍛造により形成された弁本体1120を比較して、プレス加工の場合、パイプの肉厚に依存してしまうと共に、バーリングでは立ち上げ部を長くとることができない。また、段差を設けることが難しく、電磁切換部1111の差し込み深さを容易に決定することができない。さらに、弁本体自体の変形や、ろう付け部の破損やクラックが懸念されるため、外力に対して弱い。これに対して、鍛造の場合には、ろう付け部付近を任意の肉厚や長さにすることが可能であるため、外力に対して強くすることができる。
Compared to the
なお、本発明のスライド式切換弁の弁本体は、鍛造により形成したが、鋳造あるいはその他の加工方法より形成することも可能である。 In addition, although the valve main body of the slide type switching valve of the present invention is formed by forging, it can also be formed by casting or other processing methods.
また、本発明のスライド式切換弁は、もちろん、図1に示すような空気調和機に使用でき、パイロット式でも、パイロット式でなくても適用できる。また、本実施形態では、四方弁を例にとり説明したが、その他の本数の継手を接続するスライド式切換弁にも適用可能である。 Further, the slide type switching valve of the present invention can of course be used in an air conditioner as shown in FIG. 1, and can be applied to a pilot type or a pilot type. In the present embodiment, a four-way valve has been described as an example. However, the present embodiment is also applicable to a slide type switching valve that connects other numbers of joints.
以上のように、本発明のスライド式切換弁によれば、鍛造にて弁本体と弁座を一体に形成することによりろう付けの問題点を解消できる。さらに、厚肉部及び窪み部を形成できるため、従来技術で懸念される強度不足を解消でき、かつ、熱受渡部の体積を小さくし、熱ロスを抑えることができるため、空気調和機のシステム効率を向上させることができる。 As described above, according to the slide type switching valve of the present invention, the problem of brazing can be solved by integrally forming the valve body and the valve seat by forging. Furthermore, since the thick part and the dent part can be formed, the lack of strength which is a concern in the prior art can be solved, and the volume of the heat delivery part can be reduced and the heat loss can be suppressed. Efficiency can be improved.
1 空気調和機
10、1110 パイロット弁
11、1111 電磁切換部
12 高圧継手管
13、15、1113、1115 切換継手管
14、1114 低圧継手管
16、1116 電磁コイル部
17 リード線
20 室内熱交換器
30 膨張弁
40 室外熱交換器
50 圧縮機
51 吐出口
52 吸入口
100、800、900、1100 四方弁
101、700、710、801、1120、1300 弁本体
102、103、802、803 ピストン
104、804 スライド弁
105、805 連結体
106、107、806、807 蓋体
108、700a、808 弁座
108a、700b 平坦面
111、811 第1の継手(D継手)
112、812 第2の継手(E継手)
113、813 第3の継手(S継手)
114、814 第4の継手(C継手)
121、821 第1の弁室
122、822 第2の弁室
123、823 第3の弁室
124、824 流路
125、126、127、128、701、702、703、704、712、713、714、1125 開口
500、1000 鍛造品
500a、1000a 肉厚部
500b、1000b 仕切り壁
500c、1000c、1000f 突起部
500d、700d、1000d 窪み部
601 第1の鍛造金型
602 第2の鍛造金型
700c、1120c 継手連結部
700e、710e、1000e 梁
701a、702a、703a、704a 段差
1120f パイロット弁接続部
1125a 孔
α、β 熱受渡部
DESCRIPTION OF SYMBOLS 1
112, 812 Second joint (E joint)
113, 813 Third joint (S joint)
114, 814 Fourth joint (C joint)
121, 821
Claims (7)
前記弁本体は、略円筒形状であって、
少なくとも1つの継手が連結される弁座と、
前記少なくとも1つの継手とは別の継手がさらに前記弁本体の前記弁座とは別の位置に直接連結される突起部とを備え、
前記弁座は、前記弁本体の内部に平坦面を有し、
前記弁本体には、前記弁座の前記弁本体の内部の平坦面が前記弁本体の円筒形状の内周面と接する部分の前記円筒形状が内側に窪むことにより形成される熱受渡部がさらに設けられ、
前記弁本体と、前記弁座とは、鍛造により一体的に形成されることを特徴とするスライド式切換弁の弁本体。 A valve body of a sliding switching valve,
The valve body has a substantially cylindrical shape,
A valve seat to which at least one joint is coupled;
A joint that is different from the at least one joint further includes a protrusion that is directly connected to a position different from the valve seat of the valve body;
The valve seat has a flat surface inside the valve body,
The valve main body has a heat transfer portion formed by indenting the cylindrical shape of a portion where the flat surface inside the valve main body of the valve seat is in contact with the cylindrical inner peripheral surface of the valve main body. Further provided,
The valve body of the slide type switching valve, wherein the valve body and the valve seat are integrally formed by forging.
前記鍛造品は、略円筒形状であり、
前記円筒形状の一部に弁座に対応する肉厚部と、
前記円筒形状の内部空間を分割する仕切り壁と、
前記円筒形状の外周部の前記肉厚部以外の位置に少なくとも1つの突起部とを有することを特徴とするスライド式切換弁の弁本体の鍛造品。 A forged product for forming the valve main body of the slide type switching valve according to any one of claims 1 to 4 ,
The forged product has a substantially cylindrical shape,
A thick part corresponding to the valve seat in a part of the cylindrical shape,
A partition wall that divides the cylindrical internal space;
A forged product of a valve body of a slide type switching valve, comprising at least one protrusion at a position other than the thick portion of the cylindrical outer peripheral portion.
前記弁座の前記弁本体の内部の平坦面上を移動し、前記弁本体に直接連結される前記別の継手と前記弁座を介して連結される前記少なくとも1つの継手とを連通させるスライド弁とを備えることを特徴とするスライド式切換弁。 The valve body according to any one of claims 1 to 4 ,
A slide valve that moves on a flat surface inside the valve body of the valve seat and communicates the another joint directly connected to the valve body and the at least one joint connected via the valve seat. And a sliding type switching valve.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015048834A JP6239547B2 (en) | 2015-03-11 | 2015-03-11 | Sliding switching valve main body, sliding switching valve, and air conditioner |
| CN201610141201.2A CN105972283B (en) | 2015-03-11 | 2016-03-11 | Valve body, slidingtype switching valve and the air conditioner of slidingtype switching valve |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015048834A JP6239547B2 (en) | 2015-03-11 | 2015-03-11 | Sliding switching valve main body, sliding switching valve, and air conditioner |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017211722A Division JP6500072B2 (en) | 2017-11-01 | 2017-11-01 | Sliding switching valve main body, sliding switching valve, and air conditioner |
| JP2017211723A Division JP6500073B2 (en) | 2017-11-01 | 2017-11-01 | Sliding switching valve |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016169775A JP2016169775A (en) | 2016-09-23 |
| JP6239547B2 true JP6239547B2 (en) | 2017-11-29 |
Family
ID=56983378
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015048834A Expired - Fee Related JP6239547B2 (en) | 2015-03-11 | 2015-03-11 | Sliding switching valve main body, sliding switching valve, and air conditioner |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6239547B2 (en) |
| CN (1) | CN105972283B (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018017402A (en) * | 2017-11-01 | 2018-02-01 | 株式会社鷺宮製作所 | Slide type switch valve and air conditioner |
| JP2018025306A (en) * | 2017-11-01 | 2018-02-15 | 株式会社鷺宮製作所 | Valve body of slide type selector valve, slide type selector valve, and air conditioner |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107842637B (en) * | 2017-11-03 | 2019-04-30 | 淮海工学院 | A kind of production method of urgent Pull breaking ualve |
| CN111473147B (en) * | 2020-04-24 | 2021-02-12 | 浙江南宏金属科技有限公司 | Stainless steel four-way reversing valve main valve for air conditioner and machining method thereof |
| CN117212277A (en) * | 2023-09-20 | 2023-12-12 | 新心医疗器械(北京)有限公司 | Electromagnetic drive pneumatic control device |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5443324A (en) * | 1977-08-19 | 1979-04-05 | Robertshaw Controls Co | Tubular housing apparatus for inversible valve |
| US4573497A (en) * | 1984-08-23 | 1986-03-04 | Ranco Incorporated | Refrigerant reversing valve |
| JPS62122966U (en) * | 1986-01-29 | 1987-08-04 | ||
| JPH0720475U (en) * | 1993-09-14 | 1995-04-11 | 株式会社イズミ技研 | Four-way valve |
| JPH1024341A (en) * | 1996-07-08 | 1998-01-27 | Toto Ltd | Manufacture of faucet metallic tool by forging and faucet metallic tool manufactured thereby |
| JP4651394B2 (en) * | 2005-01-13 | 2011-03-16 | 三菱電機株式会社 | Four-way valve |
| CN101614288B (en) * | 2008-06-26 | 2011-07-06 | 浙江三花制冷集团有限公司 | Valve seat, four-way reversing valve main valve using same and four-way reversing valve |
| EP2730824B1 (en) * | 2012-11-12 | 2020-03-18 | Esbe Ab | Fluid control valve |
-
2015
- 2015-03-11 JP JP2015048834A patent/JP6239547B2/en not_active Expired - Fee Related
-
2016
- 2016-03-11 CN CN201610141201.2A patent/CN105972283B/en not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018017402A (en) * | 2017-11-01 | 2018-02-01 | 株式会社鷺宮製作所 | Slide type switch valve and air conditioner |
| JP2018025306A (en) * | 2017-11-01 | 2018-02-15 | 株式会社鷺宮製作所 | Valve body of slide type selector valve, slide type selector valve, and air conditioner |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016169775A (en) | 2016-09-23 |
| CN105972283A (en) | 2016-09-28 |
| CN105972283B (en) | 2018-06-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6239547B2 (en) | Sliding switching valve main body, sliding switching valve, and air conditioner | |
| CN102410672B (en) | Parallel-flow heat exchanger and preparation method thereof | |
| JP5670986B2 (en) | Assembly method for four-way selector valve | |
| JP6500072B2 (en) | Sliding switching valve main body, sliding switching valve, and air conditioner | |
| JP5917615B2 (en) | Valve device provided with slide valve, air conditioner, and brazing method of valve device | |
| CN105705902A (en) | Device for coupling an evaporator to an expansion valve | |
| JP6500073B2 (en) | Sliding switching valve | |
| JP2009041636A (en) | Valve element for four-way switching valve | |
| JP2016200312A (en) | Heat exchanger and manufacturing method of heat exchanger | |
| JP5663330B2 (en) | Four-way selector valve | |
| JP6426644B2 (en) | Sliding type switching valve and refrigeration cycle system | |
| JP2014055748A (en) | Internal heat exchanger and method for producing the same | |
| JP6832299B2 (en) | Sliding switching valve and refrigeration cycle system equipped with it | |
| JP2022514797A (en) | Compressor accumulator and compressor with it | |
| JPH0559062U (en) | 4-way switching valve | |
| CN114838183B (en) | Electromagnetic reversing valve | |
| CN114838184B (en) | Installation method of electromagnetic reversing valve | |
| CN216407808U (en) | Electromagnetic directional valve | |
| CN115523336A (en) | Electromagnetic switching valve | |
| CN115523335A (en) | Electromagnetic switching valve | |
| CN115523337A (en) | Electromagnetic switching valve | |
| CN217784281U (en) | Four-way integrated reversing valve, air conditioner and automobile | |
| JPS61109974A (en) | Manufacture of four-way reversing valve | |
| JP6329513B2 (en) | Switching valve and refrigeration cycle system | |
| KR101578306B1 (en) | Manufacturing method of heat exchanger |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160927 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170726 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170808 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170914 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171003 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171101 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6239547 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |