JP6201630B2 - Carbon fiber mat and method for producing the same - Google Patents
Carbon fiber mat and method for producing the same Download PDFInfo
- Publication number
- JP6201630B2 JP6201630B2 JP2013221171A JP2013221171A JP6201630B2 JP 6201630 B2 JP6201630 B2 JP 6201630B2 JP 2013221171 A JP2013221171 A JP 2013221171A JP 2013221171 A JP2013221171 A JP 2013221171A JP 6201630 B2 JP6201630 B2 JP 6201630B2
- Authority
- JP
- Japan
- Prior art keywords
- carbon fiber
- fiber
- mat
- binder
- fiber mat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Nonwoven Fabrics (AREA)
Description
本発明は、取扱い性、生産性に優れた炭素繊維マットとその製造方法に関する。 The present invention relates to a carbon fiber mat excellent in handleability and productivity and a method for producing the same.
炭素繊維強化樹脂の成形用繊維基材として、炭素繊維マットは広く使用されている。この炭素繊維マットは、炭素繊維強化樹脂の成形用繊維基材を作製するために、基材全体の所定の位置に積層されたり、配置されたりするが、これら操作のために、シート状の炭素繊維マットをロール状に巻き取っておき、その巻取ロールから必要に応じて必要な量だけ巻き出すことができるようにしておくと、取扱い性に優れ、生産性の向上に寄与することが可能になる。 Carbon fiber mats are widely used as fiber base materials for molding carbon fiber reinforced resins. This carbon fiber mat is laminated or arranged at a predetermined position on the entire base material in order to produce a fiber base material for molding carbon fiber reinforced resin. If the fiber mat is wound up in a roll shape and can be unwound as much as necessary from the winding roll, it is excellent in handleability and can contribute to an improvement in productivity. .
炭素繊維のみからなるマットでは、通常、取扱い可能なシートの形態に保持することは困難であるので、炭素繊維の集合体にバインダー(例えば、バインダー繊維)を混合し、バインダーによってシート状の炭素繊維マットの形態を保持するようにした技術が知られている。 A mat composed of only carbon fibers is usually difficult to maintain in the form of a handleable sheet. Therefore, a binder (for example, binder fibers) is mixed with the aggregate of carbon fibers, and the sheet-like carbon fibers are mixed with the binder. A technique for maintaining the form of a mat is known.
例えば特許文献1には炭素繊維と捲縮を有する熱可塑性樹脂繊維からなるマットをカレンダープレスし、捲縮繊維(バインダー繊維)を溶融させてマットの形態を固定する方法が開示されている。しかし、この方法では、バインダー繊維を溶融させているので、作製されるマットが硬く、巻きにくい。したがって、前述したような取扱い性に優れ、生産性の向上に寄与することが可能な、ロール状に巻き取られた炭素繊維マットは得られにくい。 For example, Patent Document 1 discloses a method in which a mat formed of carbon fiber and crimped thermoplastic resin fiber is calender pressed and the crimped fiber (binder fiber) is melted to fix the form of the mat. However, in this method, since the binder fiber is melted, the produced mat is hard and difficult to wind. Therefore, it is difficult to obtain a carbon fiber mat wound up in a roll shape, which is excellent in handleability as described above and can contribute to improvement in productivity.
また、特許文献2には、炭素繊維と熱可塑性樹脂繊維(芯鞘繊維)からなるマットを加熱プレスし、芯鞘繊維の鞘部分を融着させてマットの形態を固定する方法が開示されている。しかし、この方法においても、バインダー繊維の少なくとも鞘部分を溶融させているので、作製されるマットが硬く、巻きにくく、上記同様の問題が残されている。
そこで本発明の課題は、上記のような従来技術におけるバインダー繊維の融着による形態固定では実現できなかった、取扱い性に優れ、柔軟なシートとなるためにロール状に巻き取る際に巻き易い炭素繊維マットと、その製造方法を提供することにある。 Therefore, the object of the present invention is carbon that is easy to roll up when rolled up in order to form a flexible sheet that is excellent in handleability and has not been realized by the form fixing by fusion of binder fibers in the prior art as described above. It is in providing a fiber mat and its manufacturing method.
上記課題を解決するために、本発明に係る炭素繊維マットは、繊維長が5〜50mmの範囲にある炭素繊維と、捲縮を有しており繊維長が10〜100mmの範囲にありナイロン6またはナイロン610のいずれかを含むバインダー繊維からなり、バインダー繊維のガラス転移点+30℃以上、融点−10℃以下の温度での加熱・加圧により形状が固定されており、見かけ密度が0.030〜0.050g/cm 3 の範囲にあることを特徴とするものからなる。この加熱・加圧は、例えば、バインダー繊維の融点よりも低い温度で加熱・加圧可能なカレンダープレス機を用いて行うことができる。
In order to solve the above-mentioned problems, the carbon fiber mat according to the present invention has a carbon fiber having a fiber length in the range of 5 to 50 mm and a
このような本発明に係る炭素繊維マットにおいては、バインダー繊維の融点よりも低い温度で加熱・加圧されているので、バインダー繊維が実質的に溶融せずに繊維形状を維持したままの状態での、形態が固定された炭素繊維マットとなる。バインダー繊維が溶融されないので、つまり、溶融された後固まることはないので、炭素繊維マットとしては十分な柔軟性を保持することができ、巻き取りやすいという取扱い性に優れたマットが実現され、それによって生産性の向上も可能になる。 In such a carbon fiber mat according to the present invention, since it is heated and pressurized at a temperature lower than the melting point of the binder fiber, the binder fiber does not substantially melt and maintains the fiber shape. This is a carbon fiber mat with a fixed form. Since the binder fiber is not melted, that is, it does not harden after being melted, the carbon fiber mat can maintain sufficient flexibility, and a mat with excellent handleability that is easy to wind is realized. Can also improve productivity.
上記本発明に係る炭素繊維マットは、バインダー繊維のガラス転移点+30℃以上、融点−10℃以下の温度での加熱・加圧により形状が固定される。この加熱・加圧のための温度は、より好ましくは、バインダー繊維のガラス転移点+50℃以上、融点−15℃以下の温度であり、さらに好ましくは、バインダー繊維のガラス転移点+80℃以上、融点−25℃以下の温度である。 The carbon fiber mat of the present invention, the glass transition point of the binder fiber + 30 ° C. or higher, shape Ru is fixed by heat and pressure at the melting point -10 ° C. or lower. The temperature for heating and pressurization is more preferably a glass transition point of the binder fiber + 50 ° C. or more and a melting point of −15 ° C. or less, and further preferably a glass transition point of the binder fiber + 80 ° C. or more and a melting point. The temperature is −25 ° C. or lower.
また、上記本発明に係る炭素繊維マットにおいては、炭素繊維マットの見かけ密度が0.030〜0.080g/cm3の範囲にあることが好ましく、より好ましくは、0.030〜0.070g/cm3の範囲、さらに好ましくは、0.035〜0.050g/cm3の範囲であるが、本発明では、本発明におけるバインダー繊維が捲縮を有しておりナイロン6またはナイロン610のいずれかを含むという構成要件を満たす後述の実施例(実施例1〜5)の結果から、炭素繊維マットの見かけ密度を0.030〜0.050g/cm 3 の範囲に規定している。このように見かけ密度を適切な範囲とすることにより、適切に柔らかいシート状のマットとなり、硬すぎて巻けない問題が解消された、巻き取りやすく取扱い性に優れたロール状の炭素繊維マットを実現可能となる。ただし、見かけ密度が低くなりすぎると、その分シートが厚くなるので、巻き取ることができないか、巻き形状が悪化するという不具合を招く。
In the carbon fiber mat according to the present invention, the apparent density of the carbon fiber mat is preferably in the range of 0.030 to 0.080 g / cm 3 , more preferably 0.030 to 0.070 g / cm2. The range of cm 3 , more preferably 0.035 to 0.050 g / cm 3 , but in the present invention, the binder fiber in the present invention has crimps, and either
また、上記バインダー繊維は、捲縮を有している。バインダー繊維が捲縮を有していることにより、炭素繊維との交絡性が向上し、炭素繊維同士をバインダー繊維によって結合しやすくなって、炭素繊維マットの形態固定性が向上する。 Further, the binder fiber, that have a crimp. When the binder fiber has crimps, the entanglement with the carbon fiber is improved, the carbon fibers are easily bonded to each other by the binder fiber, and the shape fixability of the carbon fiber mat is improved.
バインダー繊維の種類としては、特に限定はないが、繊維が熱可塑性樹脂からなることが好ましい。バインダー繊維を構成する熱可塑性樹脂としては、ナイロン6、ナイロン66、ナイロン610、ナイロン410、ナイロン56、ナイロン9T、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリブチレンテレフタレート、ポリ乳酸、ポリフェニレンサルファイドなどが好ましく用いられる。これらのうち、本発明では、ナイロン6またはナイロン610のいずれかを含むバインダー繊維に限定している。また、バインダー繊維は熱可塑性樹脂単独で構成されていてもよいし、複数の熱可塑性樹脂が混在している状態で構成されていてもよい。例えば、2種以上の熱可塑性樹脂をブレンドしたものや、低融点の熱可塑性樹脂を鞘成分とした芯鞘構造のバインダー繊維であってもよい。
The type of the binder fiber is not particularly limited, but the fiber is preferably made of a thermoplastic resin. Examples of the thermoplastic resin constituting the binder fiber include
また、バインダー繊維の繊維長としては、10〜100mmの範囲にある。より好ましい範囲は、30〜80mmの範囲、さらに好ましい範囲は、38〜76mmの範囲である。バインダー繊維の繊維長が短すぎると、炭素繊維との交絡性が低下してバインダーとしての機能が低くなり、長すぎると、バインダー繊維を均一に分散させにくくなったり、バインダー繊維の混率のコントロールが難しくなったりする。 As the fiber length of the binder fiber, area by the near of 10 to 100 mm. A more preferable range is a range of 30 to 80 mm, and a further preferable range is a range of 38 to 76 mm. If the fiber length of the binder fiber is too short, the entanglement with the carbon fiber will be lowered and the function as a binder will be lowered, and if it is too long, it will be difficult to disperse the binder fiber uniformly or the mixing ratio of the binder fiber will be controlled. It becomes difficult.
バインダー繊維は、バインダーとしての機能を確保し、かつ、炭素繊維に対して多くなりすぎないようにする観点から、適当な混率で配合されていることが好ましい。バインダー繊維の混率は、1〜50重量%の範囲にあることが好ましく、より好ましい範囲は、5〜40重量%の範囲、さらに好ましい範囲は、10〜30重量%の範囲である。 It is preferable that the binder fiber is blended at an appropriate mixing ratio from the viewpoint of ensuring the function as a binder and preventing the binder fiber from becoming too much with respect to the carbon fiber. The mixing ratio of the binder fibers is preferably in the range of 1 to 50% by weight, more preferably in the range of 5 to 40% by weight, and still more preferably in the range of 10 to 30% by weight.
加熱・加圧により形状が固定される前の炭素繊維とバインダー繊維からなるシート状の炭素繊維マットは、例えば、カーディング装置やエアレイド装置によって作製でき、さらにカーディング装置やエアレイド装置によって上記バインダー繊維の混率も調整可能である。 A sheet-like carbon fiber mat composed of carbon fibers and binder fibers before the shape is fixed by heating and pressing can be produced by, for example, a carding device or an air laid device, and further the above-mentioned binder fibers by a carding device or an air laid device. The mixing ratio can be adjusted.
ここで、カーディングとは、不連続な繊維の集合体をくし状のもので概略同一方向に力を加えることにより、不連続な繊維の方向を揃えたり、繊維を開繊する操作のことをいう。一般的には針状の突起を表面に多数備えたロール及び/またはのこぎりの刃状の突起を有するメタリックワイヤを巻きつけたロールを有するカーディング装置を用いて行う。かかるカーディングを実施するにあたっては、炭素繊維が折れるのを防ぐ目的で炭素繊維がカーディング装置の中に存在する時間(滞留時間)を短くすることが好ましい。具体的にはカーディング装置のシリンダーロールに巻かれたワイヤー上に存在する炭素繊維をできるだけ短時間でドッファーロールに移行させることが好ましい。したがって、かかる移行を促進するためにシリンダーロールの回転数は、例えば150rpm以上といった高い回転数で回転させることが好ましい。また、同様の理由で、ドッファーロールの表面速度は例えば、10m/分以上といった速い速度が好ましい。 Here, carding is an operation of aligning discontinuous fibers or opening the fibers by applying a force in approximately the same direction with a comb-like discontinuous fiber assembly. Say. Generally, it is carried out using a carding apparatus having a roll having a large number of needle-like projections on the surface and / or a roll around which a metallic wire having a saw-like projection of a saw is wound. In carrying out such carding, it is preferable to shorten the time (residence time) in which the carbon fiber is present in the carding apparatus in order to prevent the carbon fiber from being broken. Specifically, it is preferable to transfer the carbon fibers present on the wire wound around the cylinder roll of the carding apparatus to the doffer roll in as short a time as possible. Therefore, in order to promote such transition, the rotation speed of the cylinder roll is preferably rotated at a high rotation speed such as 150 rpm or more. For the same reason, the surface speed of the doffer roll is preferably a high speed such as 10 m / min or more.
カーディング装置としては、特に制限がなく一般的なものを用いることができる。例えば、図1に示すように、カーディング装置1は、シリンダーロール2と、その外周面に近接して上流側に設けられたテイクインロール3と、テイクインロール3とは反対側の下流側においてシリンダーロール2の外周面に近接して設けられたドッファーロール4と、テイクインロール3とドッファーロール4との間においてシリンダーロール2の外周面に近接して設けられた複数のワーカーロール5と、ワーカーロール5に近接して設けられたストリッパーロール6と、テイクインロール3と近接して設けられたフィードロール7及びベルトコンベアー8とから主として構成されている。ベルトコンベアー8上に、例えば不連続な炭素繊維束9とバインダー繊維10が供給され、これらはフィードロール7の外周面、次いでテイクインロール3の外周面を介してシリンダーロール2の外周面上に導入される。この段階までで炭素繊維束は解され、綿状の炭素繊維束の集合体となっている。シリンダーロール2の外周面上に導入された綿状の炭素繊維束の集合体およびバインダー繊維は一部、ワーカーロール5の外周面上に巻き付くが、これはストリッパーロール6によって剥ぎ取られ再びシリンダーロール2の外周面上に戻される。フィードロール7、テイクインロール3、シリンダーロール2、ワーカーロール5、ストリッパーロール6のそれぞれのロールの外周面上には多数の針、突起が立った状態で存在しており、上記工程で炭素繊維束が針の作用により開繊され、炭素繊維とバインダー繊維の集合体の1形態であるシート状のウエブ11としてドッファーロール4の外周面上に移動する。このシート状のウエブ11に対して、本発明における所定の加熱・加圧が行われ、溶融されないバインダー繊維によって炭素繊維マットの形状が固定される。
The carding device is not particularly limited and a general device can be used. For example, as shown in FIG. 1, the carding apparatus 1 includes a
本発明において使用される炭素繊維は、特に限定されないが、高強度、高弾性率炭素繊維が使用でき、これらは1種または2種以上を併用してもよい。中でも、PAN系、ピッチ系、レーヨン系などの炭素繊維が挙げられる。本発明に係る炭素繊維マットを用いて得られる成形品の強度と弾性率とのバランスの観点から、PAN系炭素繊維がさらに好ましい。炭素繊維の密度は、1.65〜1.95g/cm3のものが好ましく、さらには1.70〜1.85g/cm3のものがより好ましい。密度が大きすぎるものは得られる炭素繊維強化樹脂成形品の軽量性能に劣り、小さすぎるものは、得られる炭素繊維強化樹脂成形品の機械特性が低くなる場合がある。 The carbon fibers used in the present invention are not particularly limited, but high strength and high modulus carbon fibers can be used, and these may be used alone or in combination of two or more. Among these, PAN-based, pitch-based, rayon-based carbon fibers and the like can be mentioned. From the viewpoint of the balance between the strength and elastic modulus of a molded product obtained using the carbon fiber mat according to the present invention, PAN-based carbon fibers are more preferable. The density of the carbon fiber is preferably one of 1.65~1.95g / cm 3, further more preferably from 1.70~1.85g / cm 3. When the density is too high, the resulting carbon fiber reinforced resin molded product is inferior in light weight performance, and when the density is too low, the mechanical properties of the obtained carbon fiber reinforced resin molded product may be lowered.
また、エアレイドとは短繊維の不織布シートの製造方法であり、不連続な繊維の集合体を空気の流れに乗せて均一分散させ、それを金網上に降らせて吸引捕集し、シート状の不織布を得る操作のことをいう。本発明においてエアレイド装置としては、特に制限がなく一般的なものを用いることができる。 Airlaid is a method for producing a nonwoven fabric sheet of short fibers. A discontinuous fiber assembly is uniformly dispersed by placing it on a flow of air, and it is dropped on a wire mesh and collected by suction. This is an operation to obtain In the present invention, the airlaid device is not particularly limited and a general device can be used.
次にエアレイドについて説明するに、一般的なエアレイド法としては、本州製紙法、クロイヤー法、ダンウェブ法、J&J法、KC法、スコット法などが挙げられる(以上、不織布の基礎と応用(日本繊維機械学会不織布研究会 1993年刊)を参照)。 Next, airlaid methods will be described. Examples of general airlaid methods include the Honshu Paper Manufacturing Method, the Croyer Method, the Dunweb Method, the J & J Method, the KC Method, and the Scott Method. (See the Society for Non-woven Fabric Research, 1993)).
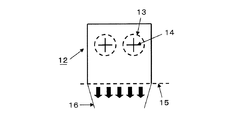
例えば、図2に示すように、エアレイド装置12は、互いに逆回転する円筒状でかつ細孔を持つドラム13と各ドラム13内に設置されたピンシリンダー14を有し、多量の空気と共に炭素繊維束単体もしくは炭素繊維束と熱可塑性樹脂繊維がドラム13に風送され、ドラム13内のピンシリンダー14によって開繊され、細孔より排出されて、その下を走行するワイヤ15上に落下する。ここで風送に用いた空気はワイヤ15下に設置されたサクションボックス16に吸引され、開繊された炭素繊維束単体もしくは開繊された炭素繊維束と熱可塑性樹脂繊維のみワイヤ15上に残り、炭素繊維シートを形成する。
For example, as shown in FIG. 2, the
また、得ようとする炭素繊維強化樹脂成形品における炭素繊維とマトリックス樹脂の接着性を向上する等の目的で炭素繊維には表面処理を施しておくこともできる。表面処理の方法としては,電解処理、オゾン処理、紫外線処理等がある。また、炭素繊維の毛羽立ちを防止したり、炭素繊維の収束性を向上させたり、成形品における炭素繊維とマトリックス樹脂との接着性を向上する等の目的で炭素繊維にサイジング剤が付与されていてもかまわない。サイジング剤としては、特に限定されないが、エポキシ基、ウレタン基、アミノ基、カルボキシル基等の官能基を有する化合物が使用でき、これらは1種または2種以上を併用してもよい。 In addition, the carbon fiber may be subjected to a surface treatment for the purpose of improving the adhesion between the carbon fiber and the matrix resin in the carbon fiber reinforced resin molded product to be obtained. Examples of surface treatment methods include electrolytic treatment, ozone treatment, and ultraviolet treatment. In addition, a sizing agent is applied to the carbon fiber for the purpose of preventing the fluff of the carbon fiber, improving the convergence of the carbon fiber, and improving the adhesion between the carbon fiber and the matrix resin in the molded product. It doesn't matter. Although it does not specifically limit as a sizing agent, The compound which has functional groups, such as an epoxy group, a urethane group, an amino group, and a carboxyl group, can be used, These may use 1 type or 2 types or more together.
また、本発明に係る炭素繊維マットにおける炭素繊維の繊維長としては、5〜50mmの範囲にある。より好ましくは10〜40mmの範囲、さらに好ましくは15〜35mmの範囲である。炭素繊維の繊維長が短すぎると、シート状の炭素繊維マットの形態を保持しにくくなり、長すぎると、バインダー繊維を均一に分散させにくくなる。 As the fiber length of the carbon fibers in the carbon fiber mat of the present invention, area by the near of 5 to 50 mm. More preferably, it is the range of 10-40 mm, More preferably, it is the range of 15-35 mm. If the fiber length of the carbon fiber is too short, it will be difficult to maintain the form of the sheet-like carbon fiber mat, and if it is too long, it will be difficult to uniformly disperse the binder fiber.
本発明は、繊維長が5〜50mmの範囲にある炭素繊維と、捲縮を有しており繊維長が10〜100mmの範囲にありナイロン6またはナイロン610のいずれかを含むバインダー繊維からなる炭素繊維マットを、バインダー繊維のガラス転移点+30℃以上、融点−10℃以下の温度で加熱・加圧して形状を固定し、見かけ密度が0.030〜0.050g/cm 3 の範囲にある炭素繊維マットを製造することを特徴とする炭素繊維マットの製造方法についても提供する。加熱・加圧のための温度は、好ましくは、バインダー繊維のガラス転移点+50℃以上、融点−15℃以下の温度であり、より好ましくは、バインダー繊維のガラス転移点+80℃以上、融点−25℃以下の温度である。
The present invention is a carbon fiber having a fiber length in the range of 5 to 50 mm, and a carbon fiber having a crimp and having a fiber length in the range of 10 to 100 mm and containing either
本発明の炭素繊維マットを加熱・加圧する装置としては特に限定されず、加熱・加圧により形状を固定できる機能を有するものであれば一般的な加熱・加圧装置を使用することができる。例えば、バッチ式のプレス装置でもよいし、カレンダーロールプレス機やラミネートプレス機のような連続式のプレス装置でもよい。 The apparatus for heating / pressing the carbon fiber mat of the present invention is not particularly limited, and a general heating / pressurizing apparatus can be used as long as it has a function capable of fixing the shape by heating / pressing. For example, a batch-type press device may be used, or a continuous press device such as a calendar roll press machine or a laminate press machine may be used.
このように、本発明に係る炭素繊維マットおよびその製造方法によれば、炭素繊維マットを積層したりする際等に破れたりすることがなく、シート状の炭素繊維マットが柔軟であるためにロール状に巻き取りやすいといった取扱い性や生産性に優れた炭素繊維マットを提供することができる。 Thus, according to the carbon fiber mat and the method for producing the same according to the present invention, the roll of the sheet-like carbon fiber mat is flexible without being broken when the carbon fiber mat is laminated. It is possible to provide a carbon fiber mat excellent in handleability and productivity that can be easily wound into a shape.
以下に、本発明に係る炭素繊維マットおよびその製造方法を実施例、比較例に基づいて説明する。まず、実施例、比較例において用いた物性と特性の測定、評価方法について説明する。 Below, the carbon fiber mat concerning the present invention and its manufacturing method are explained based on an example and a comparative example. First, physical properties and characteristics measurement and evaluation methods used in Examples and Comparative Examples will be described.
(1)見かけ密度
得られた炭素繊維マットを30cm角に切出し、定規やノギス等で縦、横、高さを測定して体積を算出し、炭素繊維マットの重量を測定して、これを体積で除して求め、これを5つのサンプルで行って単純平均したものを本発明における見かけ密度とした。
(1) Apparent density The obtained carbon fiber mat was cut into a 30 cm square, and the volume was calculated by measuring the length, width, and height with a ruler or caliper, and the weight of the carbon fiber mat was measured. The apparent density in the present invention was obtained by dividing by 5 and performing a simple average on 5 samples.
(2)巻取り性の評価
加熱プレス後の炭素繊維マットの取扱い性が良好で、かつ紙管への巻き取り時の巻き形状に優れるものを○、炭素繊維マットを引っ張ると少し伸びたりして取扱い性が若干悪いが、紙管への巻取り時の巻き形状は問題ないものを△、炭素繊維マットを引っ張ると大きく伸びたり破れたりするものや、紙管への巻取り時の巻き形状が悪いものを×とした。なお、○と△と判定したものを合格とし、×を不合格とした。
(2) Evaluation of windability ○ The carbon fiber mat after the hot press has good handleability and is excellent in winding shape when wound on a paper tube. Although the handleability is slightly bad, the winding shape when winding on the paper tube is △, the one that stretches or tears greatly when the carbon fiber mat is pulled, and the winding shape when winding on the paper tube Bad ones were marked with x. In addition, what was determined as (circle) and (triangle | delta) was set as the pass, and x was set as the disqualification.
実施例1
東レ(株)製の炭素繊維束(T700SC−12k)を繊維長15mmにカットし、カットした炭素繊維束とナイロン6短繊維(短繊維繊度1.7dtex、繊維長51mm、捲縮数12山/25mm、捲縮率15%、融点225℃、ガラス転移点48℃)を質量比で90:10の割合で混合し、カーディング装置に投入した。カーディング装置から出てきたウェブをクロスラップし、炭素繊維とナイロン6繊維とからなる幅1.5m、目付100g/cm2のシートを作製した。得られたシートをカレンダーロールプレス機(上下ロールとも鏡面金属製のもの)にて荷重6t、クリアランス100μm、送り速度0.5m/分、ロール温度180℃にてプレスして紙管に巻き取り、炭素繊維マットを得た。得られた炭素繊維マットの見かけ密度は0.044g/cm3であった。また、得られた炭素繊維マットは加熱、加圧によって形態固定されているため取扱性に優れ、シートに張力が多少かかっても破れたりはせず、紙管への巻取りもスムーズに行え、巻き形状もきれいな仕上がりであった。結果を、以下の実施例、比較例とともに表1にまとめて示す。
Example 1
A carbon fiber bundle (T700SC-12k) manufactured by Toray Industries, Inc. was cut to a fiber length of 15 mm, and the cut carbon fiber bundle and
実施例2
炭素繊維束とナイロン短繊維の混率を質量比で80:20にした以外は実施例1と同様にして炭素繊維とナイロン6繊維とからなる幅1.5m、目付100g/cm2のシートを作製した。得られたシートを送り速度を1.0m/分、ロール温度を200℃とする以外は実施例1と同様にしてプレスして紙管に巻き取り、炭素繊維マットを得た。得られた炭素繊維マットの見かけ密度は0.042g/cm3であった。また、得られた炭素繊維マットは加熱、加圧によって形態固定されているため取扱性に優れ、シートに張力が多少かかっても破れたりはせず、紙管への巻取りもスムーズに行え、巻き形状もきれいな仕上がりであった。
Example 2
A sheet having a width of 1.5 m and a basis weight of 100 g / cm 2 made of carbon fiber and
実施例3
炭素繊維束の繊維長を50mm、ナイロン6短繊維の繊維長を38mmとした以外は、実施例1と同様にして炭素繊維とナイロン6繊維とからなる幅1.5m、目付100g/cm2のシートを作製した。得られたシートをロール温度を100℃、送り速度を2m/分とする以外は実施例1と同様にしてプレスして紙管に巻き取り、炭素繊維マットを得た。得られた炭素繊維マットの見かけ密度は0.039g/cm3であった。また、得られた炭素繊維マットは加熱、加圧によって形態固定されているため取扱性に優れ、シートに張力が多少かかっても破れたりはせず、紙管への巻取りもスムーズに行え、巻き形状もきれいな仕上がりであった。
Example 3
Except for the fiber length of the carbon fiber bundle being 50 mm and the fiber length of the
実施例4
炭素繊維束の繊維長を25mm、ナイロン6短繊維の繊維長を76mmとした以外は、実施例1と同様にして炭素繊維とナイロン6繊維とからなる幅1.5m、目付100g/cm2のシートを作製した。得られたシートをロール温度を150℃とする以外は実施例1と同様にしてプレスして紙管に巻き取り、炭素繊維マットを得た。得られた炭素繊維マットの見かけ密度は0.035g/cm3であった。また、得られた炭素繊維マットは加熱、加圧によって形態固定されていたが、シートに張力がかかると若干炭素繊維マットが伸びる傾向が見られたが、紙管への巻取りもスムーズに行え、巻き形状もきれいな仕上がりであった。
Example 4
Except for the fiber length of the carbon fiber bundle being 25 mm and the fiber length of the
実施例5
東レ(株)製の炭素繊維束(T700SC−12k)を繊維長10mmにカットし、カットした炭素繊維束とナイロン610短繊維(短繊維繊度1.7dtex、繊維長51mm、捲縮数12山/25mm、捲縮率15%、融点225℃、ガラス転移点50℃)を質量比で70:30の割合で混合し、カーディング装置に投入した。カーディング装置から出てきたウェブをクロスラップし、炭素繊維とナイロン610繊維とからなる幅1.5m、目付100g/cm2のシートを作製した。得られたシートをロール温度を120℃とする以外は実施例1と同様にしてプレスして紙管に巻き取り、炭素繊維マットを得た。得られた炭素繊維マットの見かけ密度は0.032g/cm3であった。また、得られた炭素繊維マットは加熱、加圧によって形態固定されていたが、シートに張力がかかると若干炭素繊維マットが伸びる傾向が見られたが、紙管への巻取りもスムーズに行え、巻き形状もきれいな仕上がりであった。
Example 5
A carbon fiber bundle (T700SC-12k) manufactured by Toray Industries, Inc. was cut to a fiber length of 10 mm, and the cut carbon fiber bundle and nylon 610 short fiber (short fiber fineness 1.7 dtex, fiber length 51 mm, crimped
参考実施例6
東レ(株)製の炭素繊維束(T700SC−12k)を繊維長10mmにカットし、カットした炭素繊維束とポリフェニレンサルファイド(PPS)短繊維(短繊維繊度2.0dtex、繊維長51mm、捲縮数12山/25mm、捲縮率15%、融点280℃、ガラス転移点90℃)を質量比で90:10の割合で混合し、カーディング装置に投入した。出てきたウェブをクロスラップし、炭素繊維とPPS繊維とからなる幅1.5m、目付100g/cm2のシートを作製した。得られたシートをロール温度を240℃とする以外は実施例1と同様にしてプレスして紙管に巻き取り、炭素繊維マットを得た。得られた炭素繊維マットの見かけ密度は0.054g/cm3であった。また、得られた炭素繊維マットは加熱、加圧によって形態固定されているため取扱性に優れ、シートに張力が多少かかっても破れたりはせず、紙管への巻取りもスムーズに行え、巻き形状もきれいな仕上がりであった。
Reference Example 6
A carbon fiber bundle (T700SC-12k) manufactured by Toray Industries, Inc. was cut to a fiber length of 10 mm, and the cut carbon fiber bundle and polyphenylene sulfide (PPS) short fiber (short fiber fineness 2.0 dtex, fiber length 51 mm, crimped number) 12 crests / 25 mm,
参考実施例7
東レ(株)製の炭素繊維束(T700SC−12k)を繊維長15mmにカットし、カットした炭素繊維束とポリアミド(ナイロン6)短繊維(単繊維繊度1.7dtexの長繊維を繊維長5mmでカットしたもの)を質量比で90:10の割合で混合し、図2に示したようなエアレイド装置に投入し、炭素繊維とナイロン6繊維とからなる目付100g/m2のシート状の炭素繊維集合体を形成した。得られたシートを、ロール温度を210℃とする以外は実施例1と同様にしてプレスして紙管に巻き取り、炭素繊維マットを得た。得られた炭素繊維マットの見かけ密度は0.061g/cm3であった。また、得られた炭素繊維マットは加熱、加圧によって形態固定されているため取扱性に優れ、シートに張力が多少かかっても破れたりはせず、紙管への巻取りもスムーズに行え、巻き形状もきれいな仕上がりであった。
Reference Example 7
A carbon fiber bundle (T700SC-12k) manufactured by Toray Industries, Inc. was cut to a fiber length of 15 mm, and the cut carbon fiber bundle and a polyamide (nylon 6) short fiber (single fiber fineness of 1.7 dtex long fiber at a fiber length of 5 mm 2) are mixed at a mass ratio of 90:10 and put into an air laid apparatus as shown in FIG. 2, and a sheet-like carbon fiber having a basis weight of 100 g / m 2 made of carbon fiber and
比較例1
実施例1で得られたシートをロール温度を250℃としてプレスする以外は実施例1と同様にして炭素繊維マットを得た。得られた炭素繊維マットの見かけ密度は0.089g/cm3であった。また、得られた炭素繊維マットはバインダー繊維の融点(225℃)以上の温度で加熱、加圧して形態固定されているため取扱性に優れるものの、バインダー繊維が融解しているため、シートが剛直になって紙管への巻取りがスムーズに行えず、巻き形状も良くないものであった。
Comparative Example 1
A carbon fiber mat was obtained in the same manner as in Example 1 except that the sheet obtained in Example 1 was pressed at a roll temperature of 250 ° C. The apparent density of the obtained carbon fiber mat was 0.089 g / cm 3 . The obtained carbon fiber mat is heated and pressurized at a temperature equal to or higher than the melting point (225 ° C.) of the binder fiber, and is excellent in handleability. However, since the binder fiber is melted, the sheet is rigid. Thus, the paper tube could not be wound smoothly and the winding shape was not good.
比較例2
実施例1で得られたシートをロール温度を40℃としてプレスする以外は実施例1と同様にして炭素繊維マットを得た。得られた炭素繊維マットの見かけ密度は0.029g/cm3であった。また、得られた炭素繊維マットはバインダー繊維のガラス転移点(48℃)以下の温度で加熱、加圧しているために形態固定効果が不十分であり、シートが破れやすく紙管への巻取りがスムーズに行えず、巻き形状も良くないものであった。
Comparative Example 2
A carbon fiber mat was obtained in the same manner as in Example 1 except that the sheet obtained in Example 1 was pressed at a roll temperature of 40 ° C. The apparent density of the obtained carbon fiber mat was 0.029 g / cm 3 . In addition, the obtained carbon fiber mat is heated and pressurized at a temperature below the glass transition point (48 ° C.) of the binder fiber, so the shape fixing effect is insufficient, and the sheet is easily torn and wound into a paper tube. Could not be performed smoothly, and the winding shape was not good.

本発明に係る炭素繊維マットおよびその製造方法は、炭素繊維マットを使用するあらゆる炭素繊維強化樹脂の成形に適用することができる。 The carbon fiber mat and the manufacturing method thereof according to the present invention can be applied to molding of any carbon fiber reinforced resin using the carbon fiber mat.
1 カーディング装置
2 シリンダーロール
3 テイクインロール
4 ドッファーロール
5 ワーカーロール
6 ストリッパーロール
7 フィードロール
8 ベルトコンベアー
9 不連続な炭素繊維
10 バインダー繊維
11 シート状のウエブ
12 エアレイド装置
13 ドラム
14 ピンシリンダー
15 ワイヤ
16 サクションボックス
DESCRIPTION OF SYMBOLS 1
Claims (3)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013221171A JP6201630B2 (en) | 2012-10-25 | 2013-10-24 | Carbon fiber mat and method for producing the same |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012235636 | 2012-10-25 | ||
| JP2012235636 | 2012-10-25 | ||
| JP2013221171A JP6201630B2 (en) | 2012-10-25 | 2013-10-24 | Carbon fiber mat and method for producing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014101618A JP2014101618A (en) | 2014-06-05 |
| JP6201630B2 true JP6201630B2 (en) | 2017-09-27 |
Family
ID=51024365
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013221171A Active JP6201630B2 (en) | 2012-10-25 | 2013-10-24 | Carbon fiber mat and method for producing the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6201630B2 (en) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62125060A (en) * | 1985-11-21 | 1987-06-06 | 株式会社クラレ | Insulation material and its manufacturing method |
| JPH0241427A (en) * | 1988-07-25 | 1990-02-09 | Mitsubishi Rayon Co Ltd | Production of forming material |
| JPH02255735A (en) * | 1989-03-29 | 1990-10-16 | Asahi Chem Ind Co Ltd | Fiber reinforced composite sheet |
| JPH03234851A (en) * | 1990-02-09 | 1991-10-18 | Asahi Chem Ind Co Ltd | Reinforcing stable fiber sheet |
| DE10318858A1 (en) * | 2003-04-25 | 2004-11-25 | Frenzelit-Werke Gmbh & Co. Kg | Nonwoven mat, process for its production and fiber composite material |
| JP2008031569A (en) * | 2006-07-26 | 2008-02-14 | Ootsuka:Kk | Method for producing nonwoven fabric |
| JP2010138531A (en) * | 2008-12-15 | 2010-06-24 | Toray Ind Inc | Heat insulation material |
-
2013
- 2013-10-24 JP JP2013221171A patent/JP6201630B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014101618A (en) | 2014-06-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6083377B2 (en) | Carbon fiber composite material | |
| JP5861941B2 (en) | Method for producing carbon fiber aggregate and method for producing carbon fiber reinforced plastic | |
| JP5744066B2 (en) | Process for producing pellets from fiber composites | |
| JP5901540B2 (en) | Method for producing sheet-like semi-finished products from fiber composite materials | |
| JP2013519000A (en) | Carbon fiber yarn and manufacturing method thereof | |
| JP5995150B2 (en) | Carbon fiber composite material | |
| JP5843048B1 (en) | Stampable seat | |
| JP3152748U (en) | Carbon nonwoven fabric | |
| CN105073847B (en) | It can punching press sheet material | |
| JP2008031569A (en) | Method for producing nonwoven fabric | |
| JP6331123B2 (en) | Carbon fiber composite material | |
| JP6201630B2 (en) | Carbon fiber mat and method for producing the same | |
| JP6540005B2 (en) | Method of manufacturing stampable base material | |
| WO2014065161A9 (en) | Stampable sheet | |
| JP6458589B2 (en) | Sheet material, integrated molded product, and integrated molded product manufacturing method | |
| JP2013193243A (en) | Method of manufacturing fiber reinforced resin molding | |
| JP2022087399A (en) | Manufacturing method of wide filter base material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161019 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170519 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170526 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170718 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170801 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170814 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6201630 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |