JP6091975B2 - production management system - Google Patents
production management system Download PDFInfo
- Publication number
- JP6091975B2 JP6091975B2 JP2013086253A JP2013086253A JP6091975B2 JP 6091975 B2 JP6091975 B2 JP 6091975B2 JP 2013086253 A JP2013086253 A JP 2013086253A JP 2013086253 A JP2013086253 A JP 2013086253A JP 6091975 B2 JP6091975 B2 JP 6091975B2
- Authority
- JP
- Japan
- Prior art keywords
- product
- arrangement
- model code
- information
- customer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 57
- 238000013461 design Methods 0.000 claims description 54
- 238000012790 confirmation Methods 0.000 claims 1
- 238000007726 management method Methods 0.000 description 86
- 238000000034 method Methods 0.000 description 38
- 238000012545 processing Methods 0.000 description 31
- 238000010586 diagram Methods 0.000 description 16
- 238000003860 storage Methods 0.000 description 6
- 238000004891 communication Methods 0.000 description 3
- 239000004205 dimethyl polysiloxane Substances 0.000 description 3
- 230000004044 response Effects 0.000 description 3
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000012552 review Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
Images



















Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/30—Computing systems specially adapted for manufacturing
Landscapes
- General Factory Administration (AREA)
- Management, Administration, Business Operations System, And Electronic Commerce (AREA)
Description
本発明は、主に準量産品の生産における基本部品の予告、発注およびオプション部分の発注に係わる生産管理システムに関する。 The present invention relates to a production management system mainly related to the advance notice of basic parts and the ordering of optional parts in the production of semi-mass products.
生産管理における部品の調達には、様々なシステムがあり、そのひとつに部品の調達L/T(リードタイム)の短縮を目指したフォーキャストシステムがある(例えば、特許文献1参照)。 There are various systems for procurement of parts in production management, and one of them is a forecast system aiming at shortening of parts procurement L / T (lead time) (for example, see Patent Document 1).
フォーキャストシステムは、部品取引先メーカに対して「いつ」「どれだけ」「どの部品」が必要であるかの情報を事前に公開することで、部品発注から納品までのL/Tの短縮を図るものである。フォーキャストシステムは、対象部品を纏めて予告・発注するため、受注見込みの時点で発注部品が確定する量産品(同一規格の製品)を対象としている。 The forecast system shortens the L / T from parts ordering to delivery by pre-disclosing information about when, how much, and which parts are necessary to parts suppliers. It is intended. The forecast system is intended for mass-produced products (products of the same standard) for which the ordered parts are determined at the time of the expected order because the targeted parts are collectively notified and ordered.
フォーキャストシステムは、同一規格の製品であれば、多品種少量生産の場合にも適用することができる。一方、準量産品は、顧客毎の個別仕様を有するため、受注して個別仕様が確定してから発注するのが一般的である。すなわち、準量産品には、受注して仕様確定後に手配品が確定する部分があるため、量産品と同様に、予告・発注が適用できないからである。 The forecast system can be applied to a variety of small-quantity production as long as it is a product of the same standard. On the other hand, since semi-mass products have individual specifications for each customer, it is common to place an order after confirming the individual specifications after receiving an order. In other words, because semi-mass products have a part in which arrangements are confirmed after an order is received and specifications are confirmed, advance notice and ordering cannot be applied in the same manner as mass-produced products.
準量産品の生産においても、生産計画に基づき行われる。製品受注見込みから必要部品の調達が行われるが、部品調達からモノづくりの段階において必要とされる生産L/Tによって、製品受注見込みの変化に対応できる期間が制限される。 The production of quasi-mass products is also performed based on the production plan. Necessary parts are procured from the expected product order, but the period during which changes in the expected product order can be accommodated is limited by the production L / T required in the stage from parts procurement to manufacturing.
また、準量産品は、受注から出荷までの期間が短いことが多く、受注後に全部品を手配するのでは要期に間に合わないケースが多い。このため、従来の準量産品は、受注前に見込みで発注するなどの作業を行い、受注見込みが外れた際の余剰在庫のリスクがあった。 In addition, semi-mass products often have a short period from receiving an order to shipping, and if all parts are arranged after the order is received, there are many cases where the time is not in time. For this reason, conventional quasi-mass products have a risk of surplus inventory when the order is not expected and orders are placed before the order is received.
本発明は、前記の課題を解決するための発明であって、主に準量産品用の部品発注にあたり、確定した部品毎に逐次手配を行うことができる生産管理システムを提供することを目的とする。 The present invention is an invention for solving the above-described problems, and it is an object of the present invention to provide a production management system capable of making sequential arrangements for each confirmed part mainly in ordering parts for semi-mass products. To do.
前記目的を達成するため、本発明の生産管理システムは、製品の機種に依存しない共通部品と機種の仕様に依存するオプション部品とを含んで構成される複数の機種の製品を対象として、製品の受注の予告があった場合、製品の機種コードを含む第1の機種コード作番(例えば、E900001)で共通部品を、フォーキャストシステムを介して発注する発注装置と、製品の受注が確定した場合、オプション部品を発注する際に、入力部(例えば、入出力端末130)から受注が確定した顧客の顧客作番(例えば、図7の作番S01)、機種コード、機種コードに紐付けされる作番員数が入力されると、顧客作番による発注する部品の引当て要求をするフォーキャスト引当情報管理部を有するセル設計管理装置と、前記引当て要求を受理した場合、機種コードに紐付けされる作番員数分の第2の機種コード作番(例えば、図7の機種コード作番S02であるE900001,E900002,E900003)を生成し、生成された第2の機種コード作番と顧客作番とを紐付けして、フォーキャストシステムの第1の記録部(例えば、情報記録部50)に登録し、第1の機種コード作番と第2の機種コード作番とが同一の場合、第1の機種コード作番に、顧客作番を紐付けするフォーキャスト管理装置と、を備えることを特徴とする。 In order to achieve the above object, the production management system of the present invention targets a plurality of models of products including common parts independent of product models and optional parts dependent on model specifications. When there is a prior notice of an order, when an ordering device for ordering common parts via a forecast system with a first model code number (for example, E900001) including the model code of the product, and when the order for the product is confirmed When ordering an optional part, it is associated with the customer number (for example, number S01 in FIG. 7), the model code, and the model code of the customer whose order is confirmed from the input unit (for example, the input / output terminal 130). When the number of production numbers is input, the cell design management device having a forecast allocation information management unit for requesting allocation of parts to be ordered by customer number, and accepting the allocation request In this case, the second model code number (for example, E900001, E900002, E900003 which is the model code number S02 of FIG. 7) corresponding to the number of the number assigned to the model code is generated, and the generated second The model code number and the customer number are linked and registered in the first recording unit (for example, the information recording unit 50) of the forecast system, and the first model code number and the second model code number are registered. When the number is the same, a forecast management apparatus for associating the customer model number with the first model code number is provided.
本発明によれば、主に準量産品用の部品発注にあたり、確定した部品毎に逐次手配を行うことができる。 According to the present invention, when ordering parts mainly for semi-mass products, it is possible to make sequential arrangements for each confirmed part.
以下、本発明の実施形態について図面を参照して詳細に説明する。初めに、本実施形態に係る準量産品における部品手配内容と手配の流れについて図1、図17〜図19を参照して説明する。 Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings. First, parts arrangement contents and arrangement flow in the semi-mass product according to the present embodiment will be described with reference to FIGS. 1 and 17 to 19.
図17は、準量産品の対象製品タイプの例を示す説明図である。図18は、フォーキャストシステムとセル設計システムを連携した際の予告から部品払出しまでの流れを示す説明図である。 FIG. 17 is an explanatory diagram illustrating an example of a target product type of a semi-mass product. FIG. 18 is an explanatory diagram showing the flow from the advance notice to the part delivery when the forecast system and the cell design system are linked.
図17に示すように、本実施形態が想定している製品が複数の機種(例えば、図17に示すタイプC,D,E)から構成され、各機種は共通部品と各機種の仕様に依存するオプション部品とを含んで構成されている。共通部品は、例えば電気部品などであり、仕様の変更による製品タイプの変更でも変わらない部品のことを指す。ここでは、共通部品A、共通部品Bがそれに当たる。オプション部品は、製品詳細仕様が確定後、製品タイプが決まることで確定する部品のことを指す。ここでは、オプション部品C、オプション部品D、オプション部品Eがそれに当たる。 As shown in FIG. 17, the product assumed in this embodiment is composed of a plurality of models (for example, types C, D, and E shown in FIG. 17), and each model depends on the common parts and the specifications of each model. And optional parts to be configured. The common part is, for example, an electrical part, and refers to a part that does not change even when the product type changes due to a change in specifications. Here, the common part A and the common part B correspond to this. The optional part refers to a part that is determined by determining the product type after the detailed product specification is determined. Here, the option part C, the option part D, and the option part E correspond to this.
図19は、顧客作番における最終手配例を示す説明図である。図19は、顧客作番についての手配例を示している。機種コード作番に対応する手配作番「E900001」において、図17における製品PのタイプCの製品を手配した例である。ここから、図18の手配の流れに沿った図19の手配例の内容を示す。 FIG. 19 is an explanatory diagram illustrating an example of final arrangement in the customer production number. FIG. 19 shows an example of arrangement for customer number. This is an example in which a product of type C of product P in FIG. 17 is arranged in the arrangement number “E900001” corresponding to the model code number. From here, the contents of the arrangement example of FIG. 19 along the flow of arrangement of FIG. 18 are shown.
なお、生産管理システムに係わるセル設計システムにおいては、設計者個人の作業内容が、どの受注案件の作業であるか特定が容易なため、通常、案件ごとに作業指図書番号(通称、作番)を発令し、費用を集計するという方法をとっている。設計者などは、作番毎に原価見積を行い、作業の進捗に合わせてその見直しを進め、最終的には予算と実績をつき合わせた損益計算を行う。このため、生産管理システムは、「作番」による管理が重要となる。生産管理システムにおいて、作番を識別するために、顧客作番、手配作番、機種コード作番などを使い分けている。 In the cell design system related to the production management system, it is easy to specify which work order is the work contents of the individual designer. Therefore, the work order number (common name, work number) is usually assigned to each work. Is used and the cost is tabulated. Designers, etc. estimate the cost for each work number, proceed with the review according to the progress of the work, and finally calculate the profit and loss by combining the budget with the actual results. For this reason, it is important for the production management system to be managed by “Serial number”. In the production management system, the customer production number, the arrangement production number, the model code production number, etc. are used properly in order to identify the production number.
図18の#1、2の受注前は、製品受注見込みであり、製品と台数は分かっているが、製品仕様が確定していない状態である。この段階で発注装置140(図1参照)を用いてフォーキャストシステムFCS(図1参照)を介して、製品タイプ間で共通である「共通部品A」、「共通部品B」を予告、発注する。「共通部品A」、「共通部品B」は、図19において部品コード「Z001」〜「Z007」の部品である。オプション品である「B005」〜「B011」は確定していないため、#1,2の段階でフォーキャストシステムFCSによる予告・発注は行えない。
Before
具体的には、#2の段階で、「共通部品A」、「共通部品B」について、例えば機種コード「E900」とその枝番「001」で構成された手配作番「E900001」で、発注する。しかしながら、#2の段階では、手配作番「E900001」がどの顧客作番に紐付けされるか不明である。例えば、#4の段階で、顧客作番「A001」、「A002」、「A003」と紐付けされる可能性がある。
Specifically, at the stage of # 2, “common part A” and “common part B” are ordered with an order number “E900001” composed of, for example, the model code “E900” and its branch number “001”. To do. However, at the
図18の#3の段階で、受注し仕様と製品タイプが確定する。図17で示す製品タイプがタイプCと確定するため、手配対象が「オプション部品C」となり、図19の「B005」〜「B011」をセル設計システムCDS(図1参照)から手配する。 At the stage of # 3 in FIG. 18, the order is received and the specification and product type are determined. Since the product type shown in FIG. 17 is determined to be type C, the arrangement target is “optional part C”, and “B005” to “B011” in FIG. 19 are arranged from the cell design system CDS (see FIG. 1).
また、図18の#3の段階で、受注した顧客が確定し、顧客作番「A001」が決定するため、#4の段階で、セル設計システムCDSで予告している手配作番「E900001」と、顧客作番「A001」との関連付けを行う必要がある。
In addition, since the customer who has received the order is determined at the
なお、FCSはForeCast Systemの略であり、CDSはCell Designing Systemの略であり、PMSはProduction Management Systemの略である。 Note that FCS is an abbreviation for ForeCast System, CDS is an abbreviation for Cell Designing System, and PMS is an abbreviation for Production Management System.
本実施形態の生産管理システムPMS(図1参照)は、フォーキャストシステムFCSとセル設計システムCDSとの連携に当たり、フォーキャストシステムFCSで発注した部品とセル設計システムCDSから発注した部品の作番連携手段(フォーキャスト引当情報管理部111)が特徴のひとつである。以下、本実施形態に係る生産管理システムPMSについて、詳細に説明する。 The production management system PMS (see FIG. 1) of the present embodiment cooperates with the forecast system FCS and the cell design system CDS in order to link the parts ordered by the forecast system FCS and the parts ordered by the cell design system CDS. Means (forecast allocation information management unit 111) is one of the features. Hereinafter, the production management system PMS according to the present embodiment will be described in detail.
図1は、本実施形態に係るセル設計システム、フォーキャストシステムを含む生産管理システムを示すブロック図である。ここでは、準量産品を対象製品として、詳細仕様の変更に影響を受けない基本部品については、セル設計システムCDSの発注装置140からフォーキャストシステムFCSによる予告と発注(図18の#1、#2参照)を行い、詳細仕様の確定により決まるオプション部分についてはセル設計システムCDSの発注装置140から発注(図18の#5参照)を行い、各発注部品の入荷があると(図18の#6参照)、製造現場に払い出しすること(図18の#7参照)を例にあげて説明する。
FIG. 1 is a block diagram showing a production management system including a cell design system and a forecast system according to this embodiment. Here, for the basic parts that are not affected by the change in the detailed specification with the semi-mass product as the target product, the advance notice and ordering by the forecast system FCS from the
図1のセル設計システムCDSにおいて、セル設計システム装置110(セル設計管理装置)はLAN(Local Area Network)などのネットワーク70を介して、後記する各種情報データファイルが格納される情報記録部120(第2の記録部)、設計者が製品仕様を入力するためなどに使用する入出力端末130、手配指示された部品を発注する発注装置140に接続されている。
In the cell design system CDS of FIG. 1, a cell design system device 110 (cell design management device) is stored in an information recording unit 120 (stored with various information data files described later) via a
図1のフォーキャストシステムFCSにおいて、フォーキャスト管理装置10は、ネットワーク70を介して各製品を仕様部品に展開する部品展開装置20、在庫部品の入出庫を管理する在庫管理装置30、発注する部品を管理する購入品管理装置40、後記するデータファイルが格納される情報記録部50(第1の記録部)および部品の発注元にありフォーキャストの数を確認するためなどに使用される入出力端末60に接続されている。また、フォーキャスト管理装置10は、インターネットなどの通信ネットワーク80を介して発注先でフォーキャストの数を確認するためなどに使用される入出力端末81とデータ通信が実現されるようになっている。
In the forecast system FCS of FIG. 1, the
なお、入出力端末60、入出力端末81、入出力端末130は1つの端末として表示しているが、複数あってもよい。
In addition, although the input /
セル設計システム装置110の構成について詳述する。セル設計システム装置110には、フォーキャスト引当情報管理部111、製品仕様情報管理部112、製品階層情報管理部113および手配部品情報管理部114が実装されている。
The configuration of the cell
フォーキャスト引当情報管理部111は、入出力端末130から受注が確定した作番(例えば、図7の作番S01、顧客作番に相当)、機種コード、機種コードに紐付けされる作番員数が入力されると、入力された作番による発注する部品の引当て要求をする。
The forecast allocation
フォーキャストシステムFCSでは、引当て要求を受理した場合、機種コードに紐付けされる作番員数分の第2の機種コード作番(例えば、図7の機種コード作番S02であるE900001,E900002,E900003)を生成し、生成された第2の機種コード作番と顧客作番とを紐付けして、フォーキャストシステムFCSの情報記録部50(第1の記憶部)に登録し、第1の機種コード作番(例えば、すでに発注されている手配作番であるE900001)と第2の機種コード作番とが同一の場合、第1の機種コード作番に、顧客作番を紐付けする。紐付け処理などは、在庫管理装置30を介してフォーキャスト管理装置10で実施するとよい。その登録結果を受理したセル設計システムCDSは、紐付けされた(関係付けされた)顧客作番と機種コード作番とを情報記録部120(第2の記憶部)に登録して、登録した機種コード作番などを入出力端末130に表示する。
In the forecast system FCS, when the allocation request is accepted, the second model code number corresponding to the number of the number assigned to the model code (for example, E900001, E900002, which is the model code number S02 in FIG. 7). E900003), the generated second model code serial number and the customer serial number are linked and registered in the information recording unit 50 (first storage unit) of the forecast system FCS, and the first If the model code number (for example, E900001, which has already been ordered) is the same as the second model code number, the customer model number is linked to the first model code number. The association process or the like may be performed by the
製品仕様情報管理部112は、ユーザが入出力端末130から入力した製品仕様(図14参照)を情報記録部120に登録する。
The product specification
製品階層情報管理部113は、前記した機種コード作番、作番員数、製品仕様から製品階層情報(図8参照)を情報記録部120に登録する。
The product hierarchy
手配部品情報管理部114は、情報記録部120に登録された製品仕様情報と製品階層情報のデータを基に、後記する情報記録部120の手配品マスタ情報(図6参照)から手配対象部品を選択して、その手配情報を発注装置140に送信する。
Based on the product specification information registered in the
セル設計システムCDSは、具合的には、サーバで運用される。サーバは、入出力端末130、発注装置140、中央演算処理装置(CPU)、外部記憶装置(例えば、情報記録部120)、メモリから構成される。中央演算処理装置は、メモリに格納される各種プログラムを実行する。メモリには、サーバが処理を実行する各種プログラム(例えば、フォーキャスト引当情報管理部111、製品仕様情報管理部112、製品階層情報管理部113および手配部品情報管理部114の各管理部のプログラム)および一時的なデータを保持する。外部記憶装置は、ハードディスクなどの記憶装置である。なお、各管理部のプログラムは、セル設計システム管理プログラムとしてひとつのサーバで運用してもよいし、複数のサーバで運用してもよい。
The cell design system CDS is operated by a server. The server includes an input /
図2は、セル設計システムの情報記録部を示す説明図である。情報記録部120には、製品仕様項目情報データファイル1201(図3参照)、仕様選択肢情報データファイル1202(図4参照)、製品実装情報データファイル1203(図5参照)、手配品マスタ情報データファイル1204(図6参照)、受注製品情報データファイル1205(図7参照)、製品階層情報データファイル1206(図8参照)が保存されている。以下、これらのファイル1201〜1206について順を追って説明する。
FIG. 2 is an explanatory diagram showing an information recording unit of the cell design system. The
図3は、製品仕様情報データファイルを示す説明図である。製品仕様項目情報データファイル1201には、実装キー、仕様コード、仕様名称が関連付けられている。定義される製品仕様情報は、製品情報として保持するデータ項目を示す。仕様名称は、仕様項目が示す内容を識別するためのものであり、ここでは「作番」、「系統」などが用いられている。仕様コードは、製品仕様を識別するためのものであり、ここでは「S01」「S01_01」などのコードが用いられている。実装キーは、図5に示す実装キーであり、説明を省略する。 FIG. 3 is an explanatory diagram showing a product specification information data file. The product specification item information data file 1201 is associated with a mounting key, a specification code, and a specification name. The defined product specification information indicates data items held as product information. The specification name is used for identifying the contents indicated by the specification item, and “Serial number”, “System”, etc. are used here. The specification code is used to identify the product specification. Here, codes such as “S01” and “S01_01” are used. The implementation key is the implementation key shown in FIG.
図4は、仕様選択肢情報データファイルを示す説明図である。仕様選択肢情報データファイル1202は、前記した仕様コード(図3参照)と、選択肢名称、選択肢キーとが関連付けられている。選択肢名称は、選択肢を認識するためのものであり、ここでは「1系統」などが用いられる。選択肢キーは選択肢を識別するものであり、ここでは「C01」などのコードが用いられる。 FIG. 4 is an explanatory diagram showing a specification option information data file. The specification option information data file 1202 associates the above-described specification code (see FIG. 3) with option names and option keys. The option name is for recognizing the option, and “one system” or the like is used here. The option key identifies an option, and a code such as “C01” is used here.
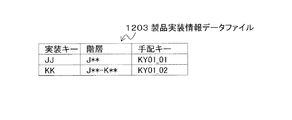
図5は、製品実装情報データファイルを示す説明図である。製品実装情報データファイル1203は、実装キー、階層、手配キーが関連付けられている。製品実装情報データファイル1203を基に手配毎の製品構成を作成する。実装キーは、製品構成を作成するためのキーとなる項目であり、ここでは「JJ」などのコードが用いられる。 FIG. 5 is an explanatory diagram showing a product mounting information data file. The product mounting information data file 1203 is associated with mounting keys, hierarchies, and arrangement keys. A product configuration for each arrangement is created based on the product mounting information data file 1203. The implementation key is an item to be a key for creating a product configuration, and a code such as “JJ” is used here.
階層は、製品実装構成の関連付けを行うための項目であり、ここでは「J**−K**」などの記号が用いられる。ここで、「−」が階層の変わり目を意味し、「J**−K**」は「J**」の項目の下階層に「K**」が関連付くことを示す。「**」は構成作成順に01など番号が振られ、例えば「J01−K01」、「J01−K02」のようになる。手配キーは、各階層で後記する手配品マスタ情報データファイル1204の項目と関連付けるためのキーであり、ここでは「KY01_01」などのコードが用いられる。 The hierarchy is an item for associating product mounting configurations, and symbols such as “J **-K **” are used here. Here, “-” means a change in the hierarchy, and “J **-K **” indicates that “K **” is associated with the lower hierarchy of the item “J **”. “**” is assigned a number such as “01” in the configuration creation order, and is, for example, “J01-K01”, “J01-K02”. The arrangement key is a key for associating with items in the arrangement item master information data file 1204 to be described later in each layer, and a code such as “KY01_01” is used here.
図6は、手配品マスタ情報データファイルを示す説明図である。手配品マスタ情報データファイル1204は、前記した手配キー(図5参照)と、手配条件、員数、部品コードとが関連付けられている。手配条件は、部品を手配する判定をするためのものであり、ここでは「S01_01=C01」などが設定される。員数は、一度に手配する個数を表し「2」などの数字が設定される。部品コードは、手配する部品を識別するためのコードであり「B001」などのコードが用いられる。 FIG. 6 is an explanatory diagram showing an arrangement item master information data file. The arrangement item master information data file 1204 associates the arrangement key described above (see FIG. 5) with arrangement conditions, the number of parts, and the part code. The arrangement condition is for determining whether to arrange parts, and “S01_01 = C01” or the like is set here. The number represents the number arranged at one time, and a number such as “2” is set. The part code is a code for identifying a part to be arranged, and a code such as “B001” is used.
例えば、手配の部品コード「B001」は、手配条件「S01_01=C01」であり、仕様選択肢情報データファイル1202(図4参照)から、仕様コード「S01_01」が選択肢キー「C01」のとき、すなわち、系統が1系統のときに、員数「1つ」が手配される。 For example, the arrangement part code “B001” is the arrangement condition “S01_01 = C01”, and when the specification code “S01_01” is the option key “C01” from the specification option information data file 1202 (see FIG. 4), that is, When the number of systems is one, the number “1” is arranged.
同様に、手配の部品コード「B010」は、手配条件「S01_01=C01 AND S01_02=C01」であり、仕様コード「S01_01」が選択肢キー「C01」、かつ仕様コード「S01_02」が選択肢キー「C01」のとき、すなわち、系統が1系統かつ周波数が50Hzのときに、員数「1つ」が手配される。 Similarly, the arrangement part code “B010” is the arrangement condition “S01_01 = C01 AND S01_02 = C01”, the specification code “S01_01” is the option key “C01”, and the specification code “S01_02” is the option key “C01”. In other words, when the number of systems is one and the frequency is 50 Hz, the number “1” is arranged.
なお、図6において、手配条件が「ALL」の場合、製品仕様にかかわらず、手配キーが合致すれば、手配することを表す。 In FIG. 6, when the arrangement condition is “ALL”, it means that the arrangement is made if the arrangement key matches regardless of the product specification.
図7は、受注製品情報データファイルを示す説明図である。受注製品情報データファイル1205は、前記した製品仕様項目情報データファイル1201(図3参照)の仕様コードを手配単位に行のレコードとして保持する。すなわち、受注製品情報データファイル1205は、「S01」(作番)、「S01_01」(系統)、「S01_02」(周波数)、「S02」(機種コード作番)から構成される。また、「S01_01」(系統)、「S01_02」(周波数)の仕様は、仕様選択肢情報データファイル1202(図4参照)の選択肢キーである。 FIG. 7 is an explanatory view showing an order product information data file. The order product information data file 1205 holds the specification code of the product specification item information data file 1201 (see FIG. 3) as a row record for each arrangement unit. That is, the order product information data file 1205 includes “S01” (production number), “S01_01” (system), “S01_02” (frequency), and “S02” (model code number). The specifications of “S01_01” (system) and “S01_02” (frequency) are option keys of the specification option information data file 1202 (see FIG. 4).
具体的には、行701の場合(「S01」(作番)が「A001」の場合)、「S01_01」が「C01」(系統が1系統)、「S01_02」が「C02」(周波数が60Hz)であり、「S02」(機種コード作番)とし3つあり、それぞれ「E900001」「E900002」「E900003」であることを表す。 Specifically, in the case of the row 701 (“S01” (product number) is “A001”), “S01_01” is “C01” (one system), “S01_02” is “C02” (frequency is 60 Hz) “S02” (model code serial number), which represents “E900001”, “E900002”, and “E900003”, respectively.
図8は、製品階層情報データファイルを示す説明図である。製品階層情報データファイル1206は、前記した実装キー、階層、親作番、手配作番、手配キーを階層的に関連付けられている。製品階層情報データファイル1206は、親となる実装キー「JJ」の1行(行801)と後記するユーザが入力した機種コードの作番員数から、機種コードの作番員数分の実装キー区分「KK」の行(行802〜804)で構成される。
FIG. 8 is an explanatory diagram showing a product hierarchy information data file. In the product hierarchy information data file 1206, the above-described mounting key, hierarchy, parent production number, arrangement production number, arrangement key are hierarchically associated. The product hierarchy information data file 1206 includes one key (line 801) of the parent implementation key “JJ” and the number of model code numbers entered by the user, which will be described later, and the implementation key classification “ KK "rows (
製品階層情報データファイル1206の実装キー確定後、図5に示した製品実装情報データファイル1203の実装キーと合致する実装キーの階層と手配キーに基づいて、図8に示す製品階層情報データファイル1206として登録される。その際、階層は前述したとおり「J**」は「J01」のように「**」部分を連番に置換して製品階層情報データファイルに1206登録する。 After the implementation key of the product hierarchy information data file 1206 is determined, the product hierarchy information data file 1206 shown in FIG. 8 is based on the implementation key hierarchy and the arrangement key that match the implementation key of the product implementation information data file 1203 shown in FIG. Registered as At this time, as described above, the layer “J **” is registered as 1206 in the product layer information data file by replacing the “**” part with a serial number as in “J01”.
製品階層情報データファイル1206の親作番には、受注製品情報データファイル1205(図7参照)のS01に登録した作番が設定される。手配作番には、実装キーがJJのものは受注製品情報データファイル1205の作番が設定され、実装キーがKKのものは受注製品情報データファイル1205の機種コード作番が順に設定される。 As the parent work number of the product hierarchy information data file 1206, the work number registered in S01 of the order product information data file 1205 (see FIG. 7) is set. As the ordering number, the number of the ordering product information data file 1205 is set for the mounting key JJ, and the model code numbering of the ordering product information data file 1205 is set in order for the mounting key KK.
例えば、機種コードの作番員数が3の場合、実装キー区分「KK」の行が3行(行802〜804)で登録される。手配時は、このデータファイルを用いて各行について親作番、手配作番、手配キーを用いて前記した受注製品情報データファイル1205(図7参照)の仕様情報と手配品マスタ情報データファイル1204(図6参照)の手配情報から対象の手配部品を確定する。
For example, when the number of model code number is 3, the row of the mounting key classification “KK” is registered in 3 rows (
図9は、フォーキャストシステムの情報記録部を示す説明図である。情報記録部50は具体的には、ハードディスクなどの記憶装置である。この情報記録部50には、機種コード割当情報データファイル501(図10参照)などが保存されている。
FIG. 9 is an explanatory diagram showing an information recording unit of the forecast system. Specifically, the
図10は、機種コード割当情報データファイルを示す説明図である。機種コード割当情報データファイル501は、機種コード、枝番、割当作番が関連付けられている。1つの機種コードについて手配単位毎に枝番が振られ、その機種コード、枝番により割り当てられる機種コード作番が管理される。 FIG. 10 is an explanatory diagram showing a model code assignment information data file. The model code assignment information data file 501 is associated with a model code, a branch number, and an assigned work number. A branch number is assigned to each arrangement unit for one model code, and the model code and the model code number assigned by the branch number are managed.
次に、各管理部の動作について説明する。
[フォーキャスト引当情報管理部におけるフォーキャスト品引当処理]
図11は、フォーキャスト引当処理を示すフロー図である。図12は、フォーキャスト引当画面の例を示す説明図である。図11は、フォーキャスト品引当処理S110に関する手順であり、入出力端末130からの入力に対し、セル設計システム装置110、情報記録部120、在庫管理装置30、情報記録部50の処理手順について説明する。
Next, the operation of each management unit will be described.
[Forward product allocation process in the forecast allocation information management department]
FIG. 11 is a flowchart showing the forecast allocation process. FIG. 12 is an explanatory diagram illustrating an example of a forecast allocation screen. FIG. 11 is a procedure related to the forecast product allocation process S110. The process procedure of the cell
図18の#3において、オプション品の仕様が確定すると、図18の#4において、すでに、図18の#2で発注している共通部品である予告品と関連付ける必要がある。 When the specification of the optional product is confirmed in # 3 of FIG. 18, it is necessary to associate with the advance notice which is the common part ordered in # 2 of FIG. 18 in # 4 of FIG.
ユーザが入出力端末130を用いて、セル設計システム装置110のフォーキャスト引当情報管理部111にログインすると、図12(a)に示す入力・表示画面であるフォーキャスト引当画面W111が入出力端末130に表示される。フォーキャスト引当画面W111は、作番121(顧客作番に相当する)、機種コード122、機種コードに必要な作番員数である員数123の入力項目と引当した機種コード作番124(機種コードとその枝番)を表示する項目が表示される。
When the user logs in to the forecast allocation
まず、ユーザは入出力端末130を用いて、作番121、機種コード122、員数123(作番員数)を入力して、図12(a)に示すフォーキャスト引当画面W111の状態にて、実行ボタン125を押下すると(処理S111)、セル設計システム装置110に送信される(処理S112)。セル設計システム装置110は、ユーザが入力した作番121、機種コード122、員数123を在庫管理装置30に送信する(処理S113)。
First, the user inputs an
在庫管理装置30では、セル設計システム装置110から送られた作番121、機種コード122、員数123に基づき、員数分の機種コード作番を登録し(処理S114)、情報記録部50は登録結果を在庫管理装置30に送信する(処理S115)。その後、在庫管理装置30は、登録結果を(例えば、作番121に関連付けられた機種コード作番「E900001」,「E900002」,「E900003」)、セル設計システム装置110に送信する(処理S116)。セル設計システム装置110は、受信した登録結果(機種コード作番)を、情報記録部120に登録し(処理S117)、情報記録部120は登録結果を送信する(処理S118)。
The
処理S117において、具体的には、セル設計システム装置110は、受注製品情報データファイル1205に、作番121をS01(作番)に登録し、すべての機種コード作番をS02(機種コード作番)に登録する。その後、セル設計システム装置110は、登録した機種コード作番を入出力端末130に送信し(処理S119)、図12(b)に示すように、フォーキャスト引当画面W111の機種コード作番124に表示する。
Specifically, in the process S117, the cell
なお、在庫管理装置30は、処理S115において登録結果を受信すると、フォーキャスト管理装置10に通知し、フォーキャスト管理装置10は、情報記録部50に格納されている手配作番(第1の機種コード作番に相当)と、今回登録した機種コード作番(第2の機種コード作番に相当)と合致するものがあるか否かを判定し、合致した場合、第1の機種コード作番と作番121(顧客作番に相当)とを紐付け(関係付け)処理をする。
In addition, when the
図12は、作番121が「A001」について説明したが、他の機種の仕様が確定し、顧客作番「A002」、「A003」におけるフォーキャスト引当画面W111の入力例について説明する。ユーザは入出力端末130を用いて、作番121として「A002」、機種コード122として「E900」、員数123として「2」を入力して、実行ボタン125を押下すると(処理S111)、処理S114において、在庫管理装置30は、すでに登録されている機種コード作番の枝番を判定し、機種コード作番「E900004」,「E900005」を登録する。
FIG. 12 illustrates the case where the
同様に、ユーザは入出力端末130を用いて、作番121として「A003」、機種コード122として「E900」、員数123として「4」を入力して、実行ボタン125を押下すると(処理S111)、処理S114において、在庫管理装置30は、すでに登録されている機種コード作番の枝番を判定し、機種コード作番「E900006」,「E900007」,「E900008」,「E900009」を登録する。
Similarly, using the input /
その登録結果として、処理S117において、図7に示す受注製品情報データファイル1205において、行702の場合、「S01」が「A002」、「S02」の機種コード作番が2つあり、それぞれ「E900004」、「E900005」が登録される。同様に、行703の場合、「S01」が「A003」、「S02」の機種コード作番が4つあり、それぞれ「E900006」、「E900007」、「E900008」、「E900009」が登録される。 As a result of registration, in the process S117, in the order product information data file 1205 shown in FIG. 7, in the case of the row 702, there are two model code numbers “S01” “A002” and “S02”, and “E900004” respectively. "E900005" is registered. Similarly, in the case of the row 703, there are four model code numbers “S01” “A003” and “S02”, and “E900006”, “E900007”, “E900008”, and “E900009” are registered respectively.
[製品仕様情報管理部における製品仕様情報登録処理]
図13は、製品仕様情報の登録処理を示すフロー図である。図14は、製品仕様情報入力画面を示す説明図である。図13は、製品仕様情報管理部112(図1参照)の製品仕様情報の登録処理S130に関する手順であり、入出力端末130からの入力に対し、セル設計システム装置110、情報記録部120の処理手順について説明する。
[Product specification information registration process in the product specification information management department]
FIG. 13 is a flowchart showing registration processing of product specification information. FIG. 14 is an explanatory diagram showing a product specification information input screen. FIG. 13 is a procedure related to the product specification information registration process S130 of the product specification information management unit 112 (see FIG. 1). In response to an input from the input /
ユーザが入出力端末130を用いて、セル設計システム装置110の製品仕様情報管理部112にログインすると、図14に示す入力画面である製品仕様入力画面W112が入出力端末130に表示される。製品仕様入力画面W112は、作番141と製品仕様142で選択が必要な項目の選択欄がある。ここで、表示される項目は、製品仕様項目情報データファイル1201(図3参照)の「仕様コード」、「仕様名称」と、仕様選択肢情報データファイル1202(図4参照)の「仕様コード」、「選択肢名称」からの情報から仕様コードで関連付けを行い仕様名称と選択肢名称を表示する。
When the user logs in to the product specification
まず、ユーザは入出力端末130を用いて、図14の製品仕様入力画面W112の作番141の欄に対象の作番(例えば、A001)、製品仕様142の欄の製品仕様の選択肢(例えば、1系統、60Hz)を選択(入力)して登録ボタン145を押下すると(処理S131)、入出力端末130はセル設計システム装置110に入力結果を送信する(処理S132)。その後、セル設計システム装置110は、ユーザによって入力された製品仕様を情報記録部120の受注製品情報データファイル1205(図7参照)に登録する(処理S133)。
First, the user uses the input /
処理S133において、受注製品情報データファイル1205に登録する際、行の追加は行わず、フォーキャスト品引当処理S110で、既にS01(作番)とS02(機種コード作番)は登録されているため、事前入力された作番情報である作番(例えば、A001)に合致する行に、ユーザが入力した選択肢に対応するS01_01(系統)、S01_02(周波数)の項目に値を設定する。 In processing S133, when registering in the ordered product information data file 1205, no line is added, and S01 (product number) and S02 (model code number) are already registered in the forecast product allocation processing S110. Then, values are set in the items of S01_01 (system) and S01_02 (frequency) corresponding to the option input by the user in a line that matches the number (for example, A001) that is the number information that has been input in advance.
なお、図11に示したフォーキャスト品引当処理S110および図13に示した製品仕様情報の登録処理S130によって、図7の行701に示した受注製品情報データが生成されたことになる。
The order product information data shown in the
[製品階層管理部における製品階層登録処理]
図20は、製品階層情報の登録処理を示すフロー図である。図20は、製品階層情報管理部113の製品階層情報の登録処理S200に関する手順であり、セル設計システム装置110が、製品階層情報データファイル1206(図8参照)の作成に関する流れを示す。
[Product hierarchy registration process in the product hierarchy management department]
FIG. 20 is a flowchart showing registration processing of product hierarchy information. FIG. 20 shows a procedure related to the product hierarchy information registration process S200 of the product hierarchy
セル設計システム装置110の製品階層情報管理部113は、作番、製品仕様の登録が完了後、情報記録部120に格納されている製品仕様項目情報データファイル1201(図3参照)、製品実装情報データファイル1203(図5参照)、受注製品情報データファイル1205(図7参照)の仕様情報を参照する(処理S201)。製品階層情報管理部113は、参照した仕様情報から製品階層情報データファイル1206(図8参照)を作成し、実装キー、階層、作番(親作番)、機種コード作番(手配作番)、手配キーを登録する(処理S202)。
The product hierarchy
例えば、図7の行701について説明する。作番「A001」の場合、まず仕様コードである「S01」について、製品仕様項目情報データファイル1201の仕様コード「S01」の実装キー「JJ」を取得する。次に、製品実装情報データファイル1203の実装キー「JJ」の行から階層「J**」と手配キー「KY01_01」を取得し、製品階層情報データファイル1206に作番「A001」についての行801(図8参照)を作成する。製品階層情報データファイル1206に行を作成するのは、製品仕様項目情報データファイル1201の実装キーが割り当てられている仕様コードのみとする。
For example, the
すなわち、仕様コードである「S02」について、製品仕様項目情報データファイル1201の仕様コード「S02」の実装キー「KK」を取得する。次に、製品実装情報データファイル1203の実装キー「KK」の行から階層「J**−K**」と手配キー「KY01_02」を取得し、製品階層情報データファイル1206に作番「A001」についての行802〜804(図8参照)を作成する。 That is, the implementation key “KK” of the specification code “S02” of the product specification item information data file 1201 is acquired for the specification code “S02”. Next, the hierarchy “J **-K **” and the arrangement key “KY01_02” are acquired from the row of the implementation key “KK” in the product implementation information data file 1203, and the product number “A001” is stored in the product hierarchy information data file 1206. Create rows 802-804 (see FIG. 8) for.
製品階層情報データファイル1206に行801〜804を作成する際に、階層の「**」(図5参照)は同じ階層の項目について連番を割り当てる。例えば、「J**」が2行作成された場合、初めの行は「J01」、2つめの行は「J02」となり、「J**」と「J**−K**」が1つずつ作成される場合は、「J01」と「J01−K01」となる。
When
[手配部品情報管理部における手配情報選択・登録処理]
図15は、手配情報の登録処理を示すフロー図である。図16は、部品手配画面の例を示す説明図である。図15は、手配部品情報管理部114(図1参照)の手配部品の登録処理S150に関する手順であり、入出力端末130からの入力に対し、セル設計システム装置110、情報記録部120、発注装置140の処理手順について説明する。
[Arrangement information selection / registration process in the arrangement parts information management department]
FIG. 15 is a flowchart illustrating the arrangement information registration process. FIG. 16 is an explanatory diagram illustrating an example of a parts arrangement screen. FIG. 15 shows a procedure relating to the arrangement part registration processing S150 of the arrangement part information management unit 114 (see FIG. 1). In response to an input from the input /
ユーザが入出力端末130を用いて、セル設計システム装置110の手配部品情報管理部114にログインすると、図16に示す入力画面が入出力端末130に表示される。図16の部品手配画面は、作番161の作番入力項目と手配内容162の手配部品表示項目の画面が表示される。
When the user logs in to the arranged part
まず、ユーザは入出力端末130を用いて、図16の部品手配画面の作番欄に対象の作番161(例えば、A001)を入力した後、検索ボタン165を押下すると(処理S151)、作番161が送信される(処理S152)。セル設計システム装置110は、ユーザによって入力された作番161によって情報記録部120を検索し(処理S153)、情報記録部120は検索結果を送信する(処理S154)。
First, the user uses the input /
処理S153において、具体的には、セル設計システム装置110は、情報記録部120の受注製品情報データファイル1205(図7参照)に登録された製品仕様と製品階層情報データファイル1206(図8参照)に登録された手配キーを取得する。そして、セル設計システム装置110は、検索結果を入出力端末に送信し(処理S155)、情報記録部120の手配品マスタ情報データファイル1204(図6参照)の手配キー、手配条件(製品仕様)に該当する手配部品を入出力端末130の図16に示す部品手配画面W114に表示する。
Specifically, in the process S153, the cell
部品手配画面W114に表示される手配内容162を具体的に説明すると、図8の行801において、手配キー「KY01_01」が紐付けされている。図7の行701において、仕様として「S01_01=C01」および「S01_02=C02」が紐付けされている。よって、図6において、手配キー「KY01_01」において、仕様に合致する手配条件の項目が選択される。すなわち、手配条件が「S01_01=C01」、「ALL」であり、選択された結果が図16の符号1621に該当する。
The
また、図8の行802において、手配キー「KY01_02」が紐付けされている。図7の行701において、仕様として「S01_01=C01」および「S01_02=C02」が紐付けされている。よって、図6において、手配キー「KY01_02」において、仕様に合致する手配条件の項目が選択される。すなわち、手配条件が「S01_01=C01」、「ALL」、「S01_02=C02」、「S01_01=C01 OR S01_02=C01」であり、選択された結果が図16の符号1622に該当する。
In addition, in the
同様に、図8の行803、行804において、手配キー「KY01_02」が紐付けされている。仕様として「S01_01=C01」および「S01_02=C02」が紐付けされている。よって、図6において、手配キー「KY01_02」において、仕様に合致する手配条件の項目が選択される。すなわち、手配条件が「S01_01=C01」、「ALL」、「S01_02=C02」、「S01_01=C01 OR S01_02=C01」であり、選択された結果が図16の符号1623、符号1624に該当する。
Similarly, the arrangement key “KY01_02” is linked in the
次に、ユーザが、手配実行ボタン166を押下すると、入出力端末130は入力結果を送信する(処理S157)。すると、セル設計システム装置110は、図16の部品手配画面W114の手配内容162の一覧に表示されている手配情報を発注装置140に送信する(処理S158)。その後、発注装置140は、受信した手配作番と手配部品の情報から発注を行う。
Next, when the user presses the
本実施形態の特徴を、再度説明すると以下のようになる。
本実施形態の生産管理システムPMSが取り扱う製品Pは、複数の機種(例えば、タイプC,D,E)から構成され、各機種は共通部品と各機種の仕様に依存するオプション部品とを含んで構成されている。
The characteristics of this embodiment will be described again as follows.
The product P handled by the production management system PMS of this embodiment is composed of a plurality of models (for example, types C, D, E), and each model includes common parts and optional parts depending on the specifications of each model. It is configured.
生産管理システムPMSは、製品の受注の予告があった場合、製品の機種コードを含む第1の機種コード作番で共通部品を、図18の#2のときに、フォーキャストシステムFCSを介して発注する発注装置140と、図18の#3のときに、製品の受注が確定した場合、図18の#5において、オプション部品を発注する際に、入力部(例えば、入出力端末130)から受注が確定した顧客の顧客作番である作番121(図12参照)、機種コード122、機種コードに紐付けされる作番の員数123が入力されると(処理S111)、顧客作番による発注する部品の引当て要求をするフォーキャスト引当情報管理部111を有するセル設計管理装置(例えば、セル設計システム装置110)を有している。
The production management system PMS, when there is an advance notice of the order for the product, sends the common part with the first model code number including the product model code via the forecast system FCS at # 2 in FIG. If an order for the product is confirmed at the
フォーキャストシステムFCSのフォーキャスト管理装置10は、引当て要求を受理した場合、機種コードに紐付けされた作番員数分の第2の機種コード作番を生成し、生成された第2の機種コード作番と顧客作番とを紐付けして、フォーキャストシステムFCSの第1の記録部(例えば、情報記録部50)に登録し(処理S114)、第1の機種コード作番と第2の機種コード作番とが同一の場合、第1の機種コード作番に、顧客作番を紐付けすることができる。
When the
セル設計管理装置は、さらに、発注の際の手配キーと各製品の製品仕様ごとの手配条件と部品コードとを関連付けた手配品マスタ情報(例えば、手配品マスタ情報データファイル1204)を記憶する第2の記録部(例えば、情報記録部120)と、入力部から顧客作番、製品仕様(例えば、図14の製品仕様142)が入力された場合(処理S131)、顧客作番ごとに製品仕様情報(例えば、「S01_01=C01」、「S01_02=C02」)として第2の記録部に登録する(処理S132)製品仕様情報管理部112と、製品仕様情報に基づき、顧客作番を親作番とし、機種コード作番を製品階層とし、手配キーを含む製品階層情報(例えば、製品階層情報データファイル1206)を作成し第2の記録部に登録する製品階層情報管理部113と、入力部から顧客作番が入力された場合(処理S151)、第2の記録部に登録された製品仕様情報と製品階層情報とに基づき、手配品マスタ情報の手配キーと手配条件から部品コードを選択し(処理S154)、選択された部品コードを発注装置140に送信する(処理S158)手配部品情報管理部114と、を有する。
The cell design management device further stores arrangement item master information (for example, arrangement item master information data file 1204) in which an arrangement key at the time of ordering, an arrangement condition for each product specification of each product, and a part code are associated with each other. When the customer number and product specifications (for example, the
フォーキャスト引当情報管理部111は、フォーキャストシステムFCSの第1の記録部に登録した第2の機種コード作番と顧客作番とを紐付けした登録結果を、第2の記録部に登録すること(処理S117)ができる。
The forecast allocation
また、フォーキャスト引当情報管理部111は、フォーキャスト管理装置10が第1の機種コード作番に、顧客作番を紐付けした結果を、第2の記録部に登録すること(処理S117)ができる。
Further, the forecast allocation
手配部品情報管理部114は、発注の手配状況の確認要求を受理した場合、顧客作番ごとに紐付けされた共通部品およびオプション部品を第2の記録部を検索し、表示部に手配状況を表示すること(図19参照)ができる。
When the arrangement parts
本実施形態では、共通部品について受注前に発注が行えるため、納期の長い部品がある製品でも、その部品が共通部品である場合は受注から出荷までの期間を大幅に短縮することができる。 In this embodiment, since it is possible to place an order for a common part before receiving an order, even if a product has a part with a long delivery date, if the part is a common part, the period from the order to the shipment can be greatly shortened.
本実施形態の生産管理システムを使用することにより、以下の効果が得られる。
(1)準量産品の共通部品について、フォーキャストシステムで早期に発注することができる。
(2)フォーキャストシステムで事前に手配する部品とセル設計システムから手配する部品の関連付けなどの自動連携を実現できる。
(3)オプション品について、セル設計システムから仕様入力のみでの発注を実現することで発注における作業負担軽減を図ることができる。
By using the production management system of this embodiment, the following effects can be obtained.
(1) Common parts of semi-mass products can be ordered early with the forecast system.
(2) Automatic linkage such as associating parts arranged in advance with the forecast system and parts arranged from the cell design system can be realized.
(3) With regard to optional products, it is possible to reduce the work burden of ordering by realizing ordering with only specification input from the cell design system.
10 フォーキャスト管理装置
20 部品展開装置
30 在庫管理装置
40 購入品管理装置
50 情報記録部(第1の記録部)
60、81 入出力端末
70 ネットワーク
80 通信ネットワーク
110 セル設計システム装置(セル設計管理装置)
111 フォーキャスト引当情報管理部
112 製品仕様情報管理部
113 製品階層情報管理部
114 手配部品情報管理部
120 情報記録部(第2の記録部)
121 作番(顧客作番)
122 機種コード
123 員数(作番員数)
124 機種コード作番
130 入出力端末(入力部、表示部)
140 発注装置
501 機種コード割当情報データファイル
1201 製品仕様項目情報データファイル
1202 仕様選択肢情報データファイル
1203 製品実装情報データファイル
1204 手配品マスタ情報データファイル(手配品マスタ情報)
1205 受注製品情報データファイル
1206 製品階層情報データファイル
CDS セル設計システム
FCS フォーキャストシステム
PMS 生産管理システム
DESCRIPTION OF
60, 81 Input /
111 Forecast Allocation
121 production number (customer production number)
122
124
140
1205 Order received product information data file 1206 Product hierarchy information data file CDS Cell design system FCS Forecast system PMS Production management system
Claims (5)
前記製品の受注が確定した場合、前記オプション部品を発注する際に、入力部から前記受注が確定した顧客の顧客作番、前記機種コード、前記機種コードに紐付けされる作番員数が入力されると、前記顧客作番による発注する部品の引当て要求をするフォーキャスト引当情報管理部を有するセル設計管理装置と、
前記引当て要求を受理した場合、前記機種コードに紐付けされる作番員数分の第2の機種コード作番を生成し、前記生成された第2の機種コード作番と前記顧客作番とを紐付けして、フォーキャストシステムの第1の記録部に登録し、前記第1の機種コード作番と前記第2の機種コード作番とが同一の場合、前記第1の機種コード作番に、前記顧客作番を紐付けするフォーキャスト管理装置と、を備える
ことを特徴とする生産管理システム。 If there is an advance notice of an order for a product of multiple models that include common parts that do not depend on the specifications of the model and optional parts that depend on the specifications of the model, the model code of the product is An ordering device for ordering the common parts via a forecast system with a first model code serial number including;
When the order for the product is confirmed, when ordering the optional parts, the customer number of the customer for which the order is confirmed, the model code, and the number of the number associated with the model code are input from the input unit. Then, a cell design management device having a forecast allocation information management unit that requests allocation of parts to be ordered by the customer number,
If you accept the allowance request, the model code tied to Ru to produce a second model code work number create number members a few minutes to, and the second of the model code work number of the generated and the customer work number Are registered in the first recording unit of the forecast system, and when the first model code number and the second model code number are the same, the first model code number And a forecast management device for associating the customer production number.
発注の際の手配キーと各製品の製品仕様ごとの手配条件と部品コードとを関連付けた手配品マスタ情報を記憶する第2の記録部と、
前記入力部から前記顧客作番、製品仕様が入力された場合、前記顧客作番ごとに製品仕様情報として前記第2の記録部に登録する製品仕様情報管理部と、
前記製品仕様情報に基づき、前記顧客作番を親作番とし、前記第2の機種コード作番を製品階層とし、前記手配キーを含む製品階層情報を作成し前記第2の記録部に登録する製品階層情報管理部と、
前記入力部から前記顧客作番が入力された場合、前記第2の記録部に登録された前記製品仕様情報と前記製品階層情報とに基づき、前記手配品マスタ情報の前記手配キーと前記手配条件から部品コードを選択し、前記選択された部品コードを前記発注装置に送信する手配部品情報管理部と、を有する
ことを特徴とする請求項1に記載の生産管理システム。 The cell design management device further includes:
A second recording unit for storing arrangement item master information in which an arrangement key at the time of ordering, an arrangement condition for each product specification of each product, and a part code are associated;
When the customer production number and product specifications are input from the input unit, a product specification information management unit that registers in the second recording unit as product specification information for each customer production number;
Based on the product specification information, the customer production number is a parent production number, the second model code production number is a product hierarchy, and product hierarchy information including the arrangement key is created and registered in the second recording unit. Product hierarchy information management department,
When the customer production number is input from the input unit, the arrangement key and the arrangement condition of the arrangement item master information based on the product specification information and the product hierarchy information registered in the second recording unit The production management system according to claim 1, further comprising: an arrangement part information management unit that selects a part code from the ordering part and transmits the selected part code to the ordering device.
ことを特徴とする請求項2に記載の生産管理システム。 The forecast allocation information management unit includes a registration result obtained by associating the second model code number and the customer number registered in the first recording unit of the forecast system with the second recording unit. The production management system according to claim 2 , wherein the production management system is registered.
ことを特徴とする請求項2に記載の生産管理システム。 The forecast allocation information management unit registers, in the second recording unit, a result of the forecast management device associating the customer model number with the first model code number. The production management system according to claim 2 .
ことを特徴とする請求項4に記載の生産管理システム。 When the arrangement part information management unit accepts the confirmation request for the arrangement status of the order, the arrangement part information management unit searches the second recording unit for the common part and the optional part linked to each customer number, and displays the display part. 5. The production management system according to claim 4, wherein the arrangement status is displayed on the screen.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013086253A JP6091975B2 (en) | 2013-04-17 | 2013-04-17 | production management system |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013086253A JP6091975B2 (en) | 2013-04-17 | 2013-04-17 | production management system |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014211669A JP2014211669A (en) | 2014-11-13 |
| JP2014211669A5 JP2014211669A5 (en) | 2016-04-28 |
| JP6091975B2 true JP6091975B2 (en) | 2017-03-08 |
Family
ID=51931414
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013086253A Expired - Fee Related JP6091975B2 (en) | 2013-04-17 | 2013-04-17 | production management system |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6091975B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110648050B (en) * | 2019-08-21 | 2023-05-02 | 大连理工大学 | A reconstruction method for converting traditional assembly line assembly to unitary assembly |
| JP7434469B1 (en) | 2022-09-02 | 2024-02-20 | 株式会社ジェーシービー | Program, information processing device, and information processing method |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2785857B2 (en) * | 1993-10-12 | 1998-08-13 | 日本電気株式会社 | Production planning system |
| JP2001337714A (en) * | 2000-05-29 | 2001-12-07 | Nec Corp | Production method of product lines with option and production system of product lines with option |
| JP2002140110A (en) * | 2000-11-02 | 2002-05-17 | Ibm Japan Ltd | Production management system and production management method |
| JP2002175110A (en) * | 2000-12-08 | 2002-06-21 | Nec Corp | Production planning device and storage medium |
| JP2003036105A (en) * | 2001-07-23 | 2003-02-07 | Hitachi Ltd | System and method for built-to-order production planning, and built-to-order production planning program |
-
2013
- 2013-04-17 JP JP2013086253A patent/JP6091975B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014211669A (en) | 2014-11-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102173973B1 (en) | Interior material order information registration and quotation service providing device and method | |
| US7188075B1 (en) | Extended product configuration techniques | |
| US20150350303A1 (en) | Manufacturing optimization platform and method | |
| US10380527B2 (en) | Method and system for efficient and comprehensive product configuration and searching | |
| WO2012135867A1 (en) | System and method for providing product data collection, monitoring, and tracking | |
| US8271361B2 (en) | Change order template for purchase order document amendment | |
| JP4479802B2 (en) | Order management device, order management method, computer program | |
| JP6091975B2 (en) | production management system | |
| JP5276607B2 (en) | FORECAST MANAGEMENT SYSTEM, ITS CONTROL METHOD, AND ITS PROGRAM | |
| CN100410932C (en) | Data distribution in master data management system | |
| KR101322921B1 (en) | Goods management method in management system of internet shopping mall | |
| JP2018151691A (en) | Inventory reservation state display system and inventory reservation state display method | |
| KR101573985B1 (en) | The Method for Collecting Combined Material Information in Supply Chain Management System and The System Using the Same | |
| US20160148129A1 (en) | Report data management device, non-transitory computer-readable storage medium storing report data management program, and report data management method | |
| JP5199795B2 (en) | Forecast management system and program | |
| JP2021515291A (en) | Visual interactive application for safety stock modeling | |
| KR102432067B1 (en) | Method and Server for Providing Web Service with Customer Compatibility using Matching Table related to Standardized Bill of Material | |
| JP7193190B1 (en) | Manufacturing consignment support system, manufacturing consignment support program, manufacturing consignment support method | |
| US20230394527A1 (en) | Estimating time for implementing changes to display fixtures | |
| JP6891067B2 (en) | Information output management device and information output management method | |
| JP2007249750A (en) | Business consistency verification system | |
| WO2022067434A1 (en) | Estimating time for implementing changes to display fixtures | |
| KR20230127940A (en) | Electronic device for associating stock keeping unit with product for sale and method of the same | |
| CN118446703A (en) | Information acquisition method, information acquisition device, computer equipment and storage medium | |
| JP5204683B2 (en) | Forecast management device and program thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160309 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160309 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20160715 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161227 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170131 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170208 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6091975 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |