JP5577875B2 - Pigment-coated paper for printing and method for producing the same - Google Patents
Pigment-coated paper for printing and method for producing the same Download PDFInfo
- Publication number
- JP5577875B2 JP5577875B2 JP2010137728A JP2010137728A JP5577875B2 JP 5577875 B2 JP5577875 B2 JP 5577875B2 JP 2010137728 A JP2010137728 A JP 2010137728A JP 2010137728 A JP2010137728 A JP 2010137728A JP 5577875 B2 JP5577875 B2 JP 5577875B2
- Authority
- JP
- Japan
- Prior art keywords
- pigment
- parts
- mass
- paper
- printing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000049 pigment Substances 0.000 title claims description 140
- 238000007639 printing Methods 0.000 title claims description 77
- 238000004519 manufacturing process Methods 0.000 title claims description 15
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 claims description 68
- 239000010410 layer Substances 0.000 claims description 59
- 238000000576 coating method Methods 0.000 claims description 43
- 239000011248 coating agent Substances 0.000 claims description 41
- 239000011247 coating layer Substances 0.000 claims description 39
- 229910000019 calcium carbonate Inorganic materials 0.000 claims description 33
- 239000002245 particle Substances 0.000 claims description 29
- 239000011230 binding agent Substances 0.000 claims description 27
- 239000007864 aqueous solution Substances 0.000 claims description 24
- 229920000126 latex Polymers 0.000 claims description 22
- 239000004816 latex Substances 0.000 claims description 22
- CBOCVOKPQGJKKJ-UHFFFAOYSA-L Calcium formate Chemical compound [Ca+2].[O-]C=O.[O-]C=O CBOCVOKPQGJKKJ-UHFFFAOYSA-L 0.000 claims description 18
- 229940044172 calcium formate Drugs 0.000 claims description 18
- 239000004281 calcium formate Substances 0.000 claims description 18
- 235000019255 calcium formate Nutrition 0.000 claims description 18
- 239000000243 solution Substances 0.000 claims description 17
- 239000005018 casein Substances 0.000 claims description 10
- BECPQYXYKAMYBN-UHFFFAOYSA-N casein, tech. Chemical compound NCCCCC(C(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(CC(C)C)N=C(O)C(CCC(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(C(C)O)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(COP(O)(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(N)CC1=CC=CC=C1 BECPQYXYKAMYBN-UHFFFAOYSA-N 0.000 claims description 10
- 235000021240 caseins Nutrition 0.000 claims description 10
- 229920003048 styrene butadiene rubber Polymers 0.000 claims description 8
- 238000001035 drying Methods 0.000 claims description 4
- 238000003490 calendering Methods 0.000 claims description 2
- 239000000123 paper Substances 0.000 description 137
- 239000003795 chemical substances by application Substances 0.000 description 19
- 238000007645 offset printing Methods 0.000 description 19
- 238000004513 sizing Methods 0.000 description 18
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 17
- 238000000034 method Methods 0.000 description 16
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 15
- 239000006185 dispersion Substances 0.000 description 15
- 229920005989 resin Polymers 0.000 description 15
- 239000011347 resin Substances 0.000 description 15
- 238000002360 preparation method Methods 0.000 description 11
- 238000011156 evaluation Methods 0.000 description 10
- 150000003839 salts Chemical class 0.000 description 10
- 239000000835 fiber Substances 0.000 description 9
- 238000009499 grossing Methods 0.000 description 9
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 9
- 229920001131 Pulp (paper) Polymers 0.000 description 8
- 230000000694 effects Effects 0.000 description 8
- 239000011087 paperboard Substances 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 7
- 229910052751 metal Inorganic materials 0.000 description 7
- 239000002184 metal Substances 0.000 description 7
- -1 satin white Chemical compound 0.000 description 7
- 239000005995 Aluminium silicate Substances 0.000 description 6
- 235000012211 aluminium silicate Nutrition 0.000 description 6
- 239000000945 filler Substances 0.000 description 6
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 6
- 238000004806 packaging method and process Methods 0.000 description 6
- 239000000377 silicon dioxide Substances 0.000 description 6
- 239000002904 solvent Substances 0.000 description 6
- 229920001577 copolymer Polymers 0.000 description 5
- 239000003623 enhancer Substances 0.000 description 5
- 238000007641 inkjet printing Methods 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 229920000877 Melamine resin Polymers 0.000 description 4
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 4
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 4
- 238000010521 absorption reaction Methods 0.000 description 4
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 4
- OSGAYBCDTDRGGQ-UHFFFAOYSA-L calcium sulfate Chemical compound [Ca+2].[O-]S([O-])(=O)=O OSGAYBCDTDRGGQ-UHFFFAOYSA-L 0.000 description 4
- 239000000975 dye Substances 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 230000035699 permeability Effects 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 229920002261 Corn starch Polymers 0.000 description 3
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 3
- 229920002472 Starch Polymers 0.000 description 3
- 229920001807 Urea-formaldehyde Polymers 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 125000002091 cationic group Chemical group 0.000 description 3
- 229940099112 cornstarch Drugs 0.000 description 3
- 230000001771 impaired effect Effects 0.000 description 3
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 3
- 239000001095 magnesium carbonate Substances 0.000 description 3
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 239000012860 organic pigment Substances 0.000 description 3
- 239000001254 oxidized starch Substances 0.000 description 3
- 235000013808 oxidized starch Nutrition 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- OEPOKWHJYJXUGD-UHFFFAOYSA-N 2-(3-phenylmethoxyphenyl)-1,3-thiazole-4-carbaldehyde Chemical compound O=CC1=CSC(C=2C=C(OCC=3C=CC=CC=3)C=CC=2)=N1 OEPOKWHJYJXUGD-UHFFFAOYSA-N 0.000 description 2
- 229920002126 Acrylic acid copolymer Polymers 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 2
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 2
- 229920000298 Cellophane Polymers 0.000 description 2
- 239000004640 Melamine resin Substances 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 2
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 2
- 229910021536 Zeolite Inorganic materials 0.000 description 2
- HDYRYUINDGQKMC-UHFFFAOYSA-M acetyloxyaluminum;dihydrate Chemical compound O.O.CC(=O)O[Al] HDYRYUINDGQKMC-UHFFFAOYSA-M 0.000 description 2
- 229920006243 acrylic copolymer Polymers 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 229940009827 aluminum acetate Drugs 0.000 description 2
- 125000000129 anionic group Chemical group 0.000 description 2
- 239000002518 antifoaming agent Substances 0.000 description 2
- 238000010009 beating Methods 0.000 description 2
- 239000000440 bentonite Substances 0.000 description 2
- 229910000278 bentonite Inorganic materials 0.000 description 2
- SVPXDRXYRYOSEX-UHFFFAOYSA-N bentoquatam Chemical compound O.O=[Si]=O.O=[Al]O[Al]=O SVPXDRXYRYOSEX-UHFFFAOYSA-N 0.000 description 2
- QHIWVLPBUQWDMQ-UHFFFAOYSA-N butyl prop-2-enoate;methyl 2-methylprop-2-enoate;prop-2-enoic acid Chemical compound OC(=O)C=C.COC(=O)C(C)=C.CCCCOC(=O)C=C QHIWVLPBUQWDMQ-UHFFFAOYSA-N 0.000 description 2
- 239000004202 carbamide Substances 0.000 description 2
- 239000001768 carboxy methyl cellulose Substances 0.000 description 2
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 2
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 2
- 239000008120 corn starch Substances 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 229910052500 inorganic mineral Inorganic materials 0.000 description 2
- 239000000395 magnesium oxide Substances 0.000 description 2
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 2
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 2
- 239000011976 maleic acid Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000011707 mineral Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 230000007935 neutral effect Effects 0.000 description 2
- 239000011368 organic material Substances 0.000 description 2
- 239000010893 paper waste Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920002401 polyacrylamide Polymers 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920006122 polyamide resin Polymers 0.000 description 2
- 229920005990 polystyrene resin Polymers 0.000 description 2
- 229910021647 smectite Inorganic materials 0.000 description 2
- 239000003381 stabilizer Substances 0.000 description 2
- 235000019698 starch Nutrition 0.000 description 2
- 229940014800 succinic anhydride Drugs 0.000 description 2
- 239000000454 talc Substances 0.000 description 2
- 229910052623 talc Inorganic materials 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- 239000004408 titanium dioxide Substances 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- 239000010457 zeolite Substances 0.000 description 2
- 239000011787 zinc oxide Substances 0.000 description 2
- JHPBZFOKBAGZBL-UHFFFAOYSA-N (3-hydroxy-2,2,4-trimethylpentyl) 2-methylprop-2-enoate Chemical compound CC(C)C(O)C(C)(C)COC(=O)C(C)=C JHPBZFOKBAGZBL-UHFFFAOYSA-N 0.000 description 1
- FXNDIJDIPNCZQJ-UHFFFAOYSA-N 2,4,4-trimethylpent-1-ene Chemical group CC(=C)CC(C)(C)C FXNDIJDIPNCZQJ-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- GZVHEAJQGPRDLQ-UHFFFAOYSA-N 6-phenyl-1,3,5-triazine-2,4-diamine Chemical compound NC1=NC(N)=NC(C=2C=CC=CC=2)=N1 GZVHEAJQGPRDLQ-UHFFFAOYSA-N 0.000 description 1
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 1
- 244000215068 Acacia senegal Species 0.000 description 1
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 1
- 102100031260 Acyl-coenzyme A thioesterase THEM4 Human genes 0.000 description 1
- NLXLAEXVIDQMFP-UHFFFAOYSA-N Ammonium chloride Substances [NH4+].[Cl-] NLXLAEXVIDQMFP-UHFFFAOYSA-N 0.000 description 1
- VHUUQVKOLVNVRT-UHFFFAOYSA-N Ammonium hydroxide Chemical compound [NH4+].[OH-] VHUUQVKOLVNVRT-UHFFFAOYSA-N 0.000 description 1
- 235000017166 Bambusa arundinacea Nutrition 0.000 description 1
- 235000017491 Bambusa tulda Nutrition 0.000 description 1
- 244000025254 Cannabis sativa Species 0.000 description 1
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 1
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 1
- BRLQWZUYTZBJKN-UHFFFAOYSA-N Epichlorohydrin Chemical compound ClCC1CO1 BRLQWZUYTZBJKN-UHFFFAOYSA-N 0.000 description 1
- 239000004716 Ethylene/acrylic acid copolymer Chemical class 0.000 description 1
- 108010010803 Gelatin Proteins 0.000 description 1
- 229920000084 Gum arabic Polymers 0.000 description 1
- 240000000797 Hibiscus cannabinus Species 0.000 description 1
- 101000638510 Homo sapiens Acyl-coenzyme A thioesterase THEM4 Proteins 0.000 description 1
- 239000004354 Hydroxyethyl cellulose Substances 0.000 description 1
- 229920000663 Hydroxyethyl cellulose Polymers 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- 229920001407 Modal (textile) Polymers 0.000 description 1
- 244000082204 Phyllostachys viridis Species 0.000 description 1
- 235000015334 Phyllostachys viridis Nutrition 0.000 description 1
- 229920002873 Polyethylenimine Polymers 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 239000000205 acacia gum Substances 0.000 description 1
- 235000010489 acacia gum Nutrition 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- HZVVJJIYJKGMFL-UHFFFAOYSA-N almasilate Chemical compound O.[Mg+2].[Al+3].[Al+3].O[Si](O)=O.O[Si](O)=O HZVVJJIYJKGMFL-UHFFFAOYSA-N 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 235000011114 ammonium hydroxide Nutrition 0.000 description 1
- 230000002421 anti-septic effect Effects 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 239000012752 auxiliary agent Substances 0.000 description 1
- 239000011425 bamboo Substances 0.000 description 1
- 238000005282 brightening Methods 0.000 description 1
- 239000000378 calcium silicate Substances 0.000 description 1
- 229910052918 calcium silicate Inorganic materials 0.000 description 1
- OYACROKNLOSFPA-UHFFFAOYSA-N calcium;dioxido(oxo)silane Chemical compound [Ca+2].[O-][Si]([O-])=O OYACROKNLOSFPA-UHFFFAOYSA-N 0.000 description 1
- 235000009120 camo Nutrition 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 235000005607 chanvre indien Nutrition 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 239000008119 colloidal silica Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- IVJISJACKSSFGE-UHFFFAOYSA-N formaldehyde;1,3,5-triazine-2,4,6-triamine Chemical compound O=C.NC1=NC(N)=NC(N)=N1 IVJISJACKSSFGE-UHFFFAOYSA-N 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 239000003205 fragrance Substances 0.000 description 1
- 229920000159 gelatin Polymers 0.000 description 1
- 239000008273 gelatin Substances 0.000 description 1
- 235000019322 gelatine Nutrition 0.000 description 1
- 235000011852 gelatine desserts Nutrition 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000011487 hemp Substances 0.000 description 1
- 235000019447 hydroxyethyl cellulose Nutrition 0.000 description 1
- 239000012784 inorganic fiber Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- FQPSGWSUVKBHSU-UHFFFAOYSA-N methacrylamide Chemical compound CC(=C)C(N)=O FQPSGWSUVKBHSU-UHFFFAOYSA-N 0.000 description 1
- 229920003145 methacrylic acid copolymer Polymers 0.000 description 1
- 229940117841 methacrylic acid copolymer Drugs 0.000 description 1
- 229920000609 methyl cellulose Polymers 0.000 description 1
- XJRBAMWJDBPFIM-UHFFFAOYSA-N methyl vinyl ether Chemical compound COC=C XJRBAMWJDBPFIM-UHFFFAOYSA-N 0.000 description 1
- 239000001923 methylcellulose Substances 0.000 description 1
- 235000010981 methylcellulose Nutrition 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000013054 paper strength agent Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000003208 petroleum Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920000768 polyamine Polymers 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 235000019422 polyvinyl alcohol Nutrition 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 239000013055 pulp slurry Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000010902 straw Substances 0.000 description 1
- 125000003011 styrenyl group Chemical group [H]\C(*)=C(/[H])C1=C([H])C([H])=C([H])C([H])=C1[H] 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 229920006174 synthetic rubber latex Polymers 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- 229920006163 vinyl copolymer Polymers 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 239000004034 viscosity adjusting agent Substances 0.000 description 1
- 239000013053 water resistant agent Substances 0.000 description 1
- 229920003169 water-soluble polymer Polymers 0.000 description 1
- 239000001993 wax Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Landscapes
- Ink Jet (AREA)
- Ink Jet Recording Methods And Recording Media Thereof (AREA)
- Paper (AREA)
Description
本発明は、印刷用顔料塗被紙に関するものである。詳しくは、オフセット印刷適性に優れ、且つ水性顔料インクを用いた高速インクジェットプリンターによる印刷適性も備えたハイブリッド印刷に適したグロス系印刷用顔料塗被紙に関するものである。 The present invention relates to a pigment-coated paper for printing. More specifically, the present invention relates to a pigment-coated paper for gloss printing suitable for hybrid printing, which is excellent in offset printing suitability and has print suitability by a high-speed ink jet printer using aqueous pigment ink.
オフセット印刷は、高速かつ大量印刷が可能であることから、印刷物製造方法の主流となっている。一方、近年インクジェット記録技術の発展に伴い、固定データをフルカラーオフセット印刷方式でプレプリントした印刷物に、クーポン券、ラッキーナンバー、バーコード、QRコードなどの可変データをモノクロインクジェットプリンターで追い刷りする、いわゆるハイブリッド印刷が行われる場合も増えている。
その一例として、パッケージ分野においても、たとえば食品用箱などで、キャンペーン期間中に塗工板紙(所謂コートボール)に固定データをオフセット印刷したのちにシリアルナンバーやQRコードを追い刷り、製函を行う場合もある。
Offset printing has become the mainstream of printed matter manufacturing methods because high-speed and large-volume printing is possible. On the other hand, with the development of inkjet recording technology in recent years, variable data such as coupons, lucky numbers, barcodes, QR codes, etc. are additionally printed on a printed matter obtained by pre-printing fixed data by a full-color offset printing method with a monochrome inkjet printer. The number of cases where hybrid printing is performed is increasing.
As an example, in the packaging field, for example, in a food box, after fixed data is offset printed on a coated paperboard (so-called coated ball) during the campaign period, the serial number and QR code are additionally printed, and box making is performed. In some cases.
また、物流分野においては、メール便が安価な配送料金を背景に大きく成長している。通常メール便は、封筒表面に宛名やバーコードを印字し、出荷、荷受確認は、バーコード読み取りにより行っている。非塗工紙を用いた封筒では、インクジェットでダイレクト記録できるが、より高品位なオフセット印刷画像を得るためには、顔料塗被紙を用いた封筒を使用することになる。この場合は、オフセット印刷画像を印刷した封筒に、宛名やバーコード等の必要データを印刷したラベルを封筒表面に貼付する方法が採用されている。このことは、ラベル自身はもとより、粘着剤面を保護する剥離紙が必要であり、貼付作業も発生する。顔料塗被紙をベースとする封筒上に直接インクジェット記録ができれば、コスト面、省資源、省エネルギーの観点、作業時間面からも有利となる。 In the physical distribution field, mail services are growing greatly on the back of inexpensive delivery charges. Usually, mail is printed with an address and barcode on the envelope surface, and shipment and receipt confirmation are performed by reading the barcode. An envelope using non-coated paper can be directly recorded by inkjet, but an envelope using pigment-coated paper is used to obtain a higher-quality offset print image. In this case, a method is adopted in which a label on which necessary data such as an address and a barcode is printed is attached to the envelope surface on which the offset print image is printed. This requires not only the label itself, but also a release paper that protects the pressure-sensitive adhesive surface, and a sticking operation also occurs. If ink jet recording can be performed directly on an envelope based on pigment coated paper, it is advantageous from the viewpoint of cost, resource saving, energy saving, and working time.
これらの用途では、天候により高温高湿環境に曝されたり、降雨等水分と接触する場合が考えられるため、水性染料インクによる記録では信頼性に欠ける場合が考えられるため、顔料インクの使用が望まれている。
また、これらの用途では製函工程や郵便局等の自動仕分け装置を通過する場合に、部材と接触し、インクジェット印字部分が擦られるため、耐擦過性の改善が望まれている。
In these applications, it may be exposed to high-temperature and high-humidity environments depending on the weather, or it may come into contact with moisture such as rain, so it may be unreliable in recording with water-based dye ink. It is rare.
Further, in these applications, when passing through an automatic sorting apparatus such as a box making process or a post office, contact with a member and an ink jet printing portion are rubbed, and therefore, improvement in scratch resistance is desired.
オフセット印刷で使用されている印刷用顔料塗被紙としては、通常、特開平7−189179号公報(特許文献1)記載のようなものが挙げられる。前記塗工紙は、通常各種コーターを用いて、顔料、バインダー等を含む塗被層用塗被液を基紙の片面あたり10g/m2以上塗布し、その後、カレンダ処理して表面を平滑化して製造されている。これら一般的な塗工紙は印刷加工適性を主眼においているため、オフセット印刷におけるピッキングやブリスターなどが発生しない顔料塗被層強度は有しているが、インクジェットインク吸収性は乏しいものであった。 As the pigment-coated paper for printing used in offset printing, there are usually those described in JP-A-7-189179 (Patent Document 1). The coated paper is usually coated with a coating layer coating solution containing pigments, binders, etc. at least 10 g / m 2 per side of the base paper using various coaters, and then calendered to smooth the surface. Manufactured. Since these general coated papers mainly focus on printing process suitability, they have a pigment coating layer strength that does not generate picking or blistering in offset printing, but have poor ink-jet ink absorbability.
オフセット印刷、インクジェット印刷の両方式に適する印刷用紙としては、基紙上にシリカを主体とした顔料を含む層を設ける方法(特開2002−127587号公報、特許文献2)が提案されている。顔料塗被層にシリカを用いることによって、インクジェットインクの吸収性は向上するものの、オフセット印刷時にピッキングを起こさないために、バインダー成分を多用する必要があるため、顔料塗被紙表面の光沢は低下して、グロス系印刷用紙の質感は得られず、また、シリカを用いることにより、製造コストも上昇し、一般のグロス系印刷用紙のコストを大きく上回ってしまうため、市場には受け入れられていない。 As a printing paper suitable for both offset printing and inkjet printing, a method of providing a layer containing a pigment mainly composed of silica on a base paper (Japanese Patent Laid-Open No. 2002-127487, Patent Document 2) has been proposed. By using silica in the pigment coating layer, the ink-jet ink absorbability is improved, but since it does not cause picking during offset printing, it is necessary to use a large amount of binder components, so the gloss of the pigment coated paper surface is reduced. In addition, the texture of gloss printing paper cannot be obtained, and the use of silica increases the manufacturing cost and greatly exceeds the cost of general gloss printing paper, so it is not accepted by the market. .
また、基紙に予め特定の構造のカチオン樹脂を塗被し、さらに軽質炭酸カルシウムを主体とする顔料塗被層を設け、その表面のブリストー法(J.TAPPI No.51−87)による特定の吸収時間でのインク転移量を規定した印刷用塗工紙(特開2004−84141号公報、特許文献3)が提案されている。しかしながらこの方法でも顔料塗被紙表面は高光沢度が得られず、グロス系印刷用紙の質感は得られない。 In addition, a cationic resin having a specific structure is coated on the base paper in advance, and a pigment coating layer mainly composed of light calcium carbonate is provided, and a specific surface by the Bristow method (J. TAPPI No. 51-87) on the surface is provided. There has been proposed a coated paper for printing (Japanese Patent Application Laid-Open No. 2004-84141, Patent Document 3) in which the amount of ink transfer in the absorption time is defined. However, even with this method, the surface of the pigment-coated paper cannot obtain a high glossiness, and the texture of the gloss printing paper cannot be obtained.
また、基紙上に、少なくとも2層の塗被層を設け、基紙隣接層には特定の形状の顔料を含有させ、表面層には特定のガラス転移温度を有する熱可塑性有機微粒子を含有させることにより、表面にクラックを発生させて塗被層の透気性を高めることにより、オフセット印刷、電子写真記録時のブリスターを防止し、またインクジェット用紙としての使用(特開2005−36379号公報、特許文献4)も提案されている。しかしながら、オフセット印刷用インキの粘度や電子写真用トナーの熱溶融粘度に比べて、インクジェットインクの粘度ははるかに低いため、用紙表面にクラックが多数存在すると、そのクラックに沿ってインクがにじむ、所謂フェザリング現象が発生し、満足な印刷画質が得られない。
さらに、顔料塗被層表面の王研式平滑度、基紙のステキヒトサイズ度、顔料塗被紙の密度等を特定の範囲に規定した感圧接着シート用塗工紙(特開2009−228171号公報、特許文献5)が提案されている。しかしながら、この場合も水性染料インクでは満足なモノクロインクジェットによる印刷適性が得られるものの、水性顔料インクの定着性(耐擦過性)には乏しい。従って、オフセット印刷可能な表面強度と水性顔料インクジェットによる印刷適性を備え、かつ表面光沢度が高い印刷用顔料塗被紙は得られていないのが現状である。
Further, at least two coating layers are provided on the base paper, the base paper adjacent layer contains a pigment having a specific shape, and the surface layer contains thermoplastic organic fine particles having a specific glass transition temperature. Prevents cracks during offset printing and electrophotographic recording by generating cracks on the surface and improving the air permeability of the coating layer, and is also used as inkjet paper (Japanese Patent Laid-Open No. 2005-36379, Patent Documents) 4) has also been proposed. However, since the viscosity of inkjet ink is much lower than the viscosity of offset printing ink and the heat melting viscosity of electrophotographic toner, if there are many cracks on the paper surface, the ink bleeds along the cracks. A feathering phenomenon occurs and satisfactory print image quality cannot be obtained.
Furthermore, the coated paper for pressure-sensitive adhesive sheets in which the Oken-type smoothness on the surface of the pigment coating layer, the steecht sizing degree of the base paper, the density of the pigment coated paper, etc. are specified in a specific range (Japanese Patent Application Laid-Open No. 2009-228171). No. 5, Patent Document 5) has been proposed. However, in this case as well, although satisfactory printability by monochrome ink jet can be obtained with the aqueous dye ink, the fixability (abrasion resistance) of the aqueous pigment ink is poor. Accordingly, the present situation is that a pigment-coated paper for printing having surface strength capable of offset printing, printability by aqueous pigment inkjet, and high surface gloss has not been obtained.
本発明の目的は、オフセット印刷適性に優れ、且つ水性顔料インクを用いた高速インクジェットプリンターによる印刷適性も備えたハイブリッド印刷に適したグロス系印刷用顔料塗被紙を提供するものであり、特に顔料インクでインクジェット印刷した際の初期の定着性を改良することが課題である。 An object of the present invention is to provide a gloss-based pigment-coated paper suitable for hybrid printing, which is excellent in offset printing suitability and also has print suitability by a high-speed ink jet printer using a water-based pigment ink. The problem is to improve the initial fixability when ink-jet printing with ink.
本発明者は、上記課題を解決すべく鋭意研究を行なった結果、顔料塗被層の最表層に特定の軽質炭酸カルシウムを用い、更にギ酸カルシウム水溶液で処理した層を形成することにより解決できることを見出したのである。本発明は、以下のとおりである。 As a result of earnest research to solve the above-mentioned problems, the present inventor can solve the problem by using a specific light calcium carbonate as the outermost layer of the pigment coating layer and further forming a layer treated with an aqueous calcium formate solution. I found it. The present invention is as follows.
(1)基紙上の少なくとも1面に、少なくとも1層の顔料塗被層を設けた印刷用顔料塗被紙において、前記顔料塗被層の最表層は、顔料100質量部中、平均粒子径(短径)が0.8μm以下の軽質炭酸カルシウムを50質量部以上含有し、且つバインダーとしてラテックスバインダーを顔料100質量部に対して4〜30質量部含有する乾燥された塗被層に、ギ酸カルシウムの水溶液を塗布し、乾燥された層であることを特徴とする印刷用顔料塗被紙である。
(2)ラテックスバインダーがスチレン・ブタジエン共重合体ラテックスである(1)記載の印刷用顔料塗被紙である。
(3)前記最表層にカゼインを顔料100質量部に対して1〜10質量部含有する(1)又は(2)記載の印刷用顔料塗被紙である。
(4)前記最表層に用いられる軽質炭酸カルシウムが柱状または紡錘状の軽質炭酸カルシウムである(1)〜(3)のいずれか一に記載の印刷用顔料塗被紙である。
(5)前記印刷用顔料塗被紙表面の75度における白紙光沢度(JIS−P8142)が40%以上である(1)〜(4のいずれか一に記載の印刷用顔料塗被紙である。
(6)基紙上の少なくとも1面に、少なくとも1層の顔料塗被層を設けた印刷用顔料塗被紙の製造方法において、前記顔料塗被層の最表層が、顔料100質量部中、平均粒子径(短径)が0.8μm以下の軽質炭酸カルシウムを50質量部以上含有し、且つバインダーとしてラテックスバインダーを顔料100質量部に対して4〜30質量部含有する塗被液を塗布乾燥した後、ギ酸カルシウムの水溶機を塗布、乾燥することを特徴とする印刷用顔料塗被紙の製造方法である。
(1) In a pigment coated paper for printing in which at least one pigment coated layer is provided on at least one surface on a base paper, the outermost layer of the pigment coated layer has an average particle diameter ( Calcium formate is applied to the dried coating layer containing 50 parts by weight or more of light calcium carbonate (minor axis) of 0.8 μm or less and 4 to 30 parts by weight of latex binder as a binder with respect to 100 parts by weight of pigment. A pigment-coated paper for printing, which is a layer coated with an aqueous solution and dried.
(2) The pigment-coated paper for printing according to (1), wherein the latex binder is a styrene / butadiene copolymer latex.
(3) The pigment coated paper for printing according to (1) or (2), wherein the outermost layer contains 1 to 10 parts by mass of casein with respect to 100 parts by mass of the pigment.
(4) The printing pigment-coated paper according to any one of (1) to (3), wherein the light calcium carbonate used for the outermost layer is a columnar or spindle-shaped light calcium carbonate.
(5) The printing pigment-coated paper according to any one of (1) to (4), wherein the white paper glossiness (JIS-P8142) at 75 degrees on the surface of the printing pigment-coated paper is 40% or more. .
(6) In a method for producing a pigment-coated paper for printing in which at least one pigment-coated layer is provided on at least one surface of a base paper, the outermost layer of the pigment-coated layer is an average of 100 parts by mass of pigment. A coating solution containing 50 parts by mass or more of light calcium carbonate having a particle size (minor axis) of 0.8 μm or less and a latex binder as a binder in an amount of 4 to 30 parts by mass with respect to 100 parts by mass of the pigment was applied and dried. Then, a method for producing a pigment-coated paper for printing, characterized in that a water-based machine for calcium formate is applied and dried.
本発明により、オフセット印刷適性に優れ、且つ水性顔料インクを用いた高速インクジェットプリンターによる印刷適性、特に顔料インクの初期定着性を備えたハイブリッド印刷に適したグロス系印刷用顔料塗被紙が得られる。 According to the present invention, it is possible to obtain a pigment-coated paper for gloss printing suitable for hybrid printing having excellent offset printing suitability and printing suitability with a high-speed ink jet printer using an aqueous pigment ink, in particular, having initial fixability of pigment ink. .
以下、本発明について詳しく説明する。本発明の印刷用顔料塗被紙は、基紙上の少なくとも1面に、少なくとも1層の顔料塗被層を設けた印刷用顔料塗被紙において、前記顔料塗被層の最表層は、顔料100質量部中、平均粒子径(短径)が0.8μm以下の軽質炭酸カルシウムを50質量部以上含有し、且つバインダーとしてラテックスバインダーを顔料100質量部に対して4〜30質量部含有する乾燥された塗被層に、ギ酸カルシウムの水溶液を塗布し、乾燥された層であることを特徴とすることを特徴とする。 The present invention will be described in detail below. The printing pigment-coated paper of the present invention is a printing pigment-coated paper in which at least one pigment coating layer is provided on at least one surface of a base paper. The outermost layer of the pigment coating layer is a pigment 100. In a mass part, it contains 50 to 50 parts by mass of light calcium carbonate having an average particle size (minor axis) of 0.8 μm or less, and a latex binder as a binder is contained in an amount of 4 to 30 parts by mass with respect to 100 parts by mass of the pigment. The coated layer is coated with an aqueous solution of calcium formate and dried.
顔料塗被層は、その最表層がギ酸カルシウムの水溶液を塗布処理されておればよく、一層であっても、複数層あっても良い。複数層で形成すると、それぞれの層の顔料の種類やバインダー比率等を変更できるので好ましいが、製造コストが高くなるので、2層乃至3層の顔料塗被層にとどめることが好ましい。 The outermost layer of the pigment coating layer only needs to be coated with an aqueous solution of calcium formate, and may be a single layer or a plurality of layers. The formation of a plurality of layers is preferable because the kind of pigment in each layer, the binder ratio, and the like can be changed. However, since the manufacturing cost increases, it is preferable to limit the number to two to three pigment coating layers.
最表層で主成分として使用する軽質炭酸カルシウムは、平均粒子径(短径)が0.8μm以下であれば、特に限定するものではない。軽質炭酸カルシウムの形状としては、例えば柱状、紡錘状のものが好ましい。平均粒子径(短径)が0.8μmを超えると、白紙光沢が低下し、さらにはオフセット印刷後のインキグロスが低下し、印刷物の質感が損なわれる。さらには水性顔料インクの色素粒子が顔料粒子間空隙に沈みこみ、印刷濃度を低下させる虞がある。ここでいう主成分とは、顔料100質量部中の軽質炭酸カルシウムを50質量部以上含有することであり、70質量部以上含有することが好ましく、80質量部以上含有することがより好ましい。なお、平均粒子径(短径)は、使用する製品のカタログに記載された値を採用するが、記載がない場合は、SEM写真(倍率×10,000)よりデジマチックノギスで測定した値を採用するとよい。 The light calcium carbonate used as the main component in the outermost layer is not particularly limited as long as the average particle diameter (minor axis) is 0.8 μm or less. As the shape of the light calcium carbonate, for example, a columnar shape or a spindle shape is preferable. When the average particle diameter (minor axis) exceeds 0.8 μm, the glossiness of white paper is lowered, and further, the ink gloss after offset printing is lowered, and the texture of the printed matter is impaired. Furthermore, the pigment particles of the aqueous pigment ink may sink into the gaps between the pigment particles, and the print density may be reduced. The main component here means containing 50 parts by mass or more of light calcium carbonate in 100 parts by mass of the pigment, preferably 70 parts by mass or more, and more preferably 80 parts by mass or more. In addition, although the value described in the catalog of the product to use is employ | adopted for an average particle diameter (short axis), when there is no description, the value measured with the Digimatic caliper from a SEM photograph (magnification x10,000) is used. Adopt it.
最表層では、特定の軽質炭酸カルシウム以外の顔料を併用することも可能である。その具体例としては、例えば、カオリン、重質炭酸カルシウム、凝集炭酸カルシウム、平均粒子径(短径)が0.8μmを超える軽質炭酸カルシウム、タルク、硫酸カルシウム、硫酸バリウム、二酸化チタン、酸化亜鉛、アルミナ、炭酸マグネシウム、酸化マグネシウム、シリカ、微粒子シリカ、コロイダルシリカ、アルミノ珪酸マグネシウム、微粒子状珪酸カルシウム、微粒子状炭酸マグネシウム、ホワイトカーボン、サチンホワイト、ベントナイト、ゼオライト、セリサイト、スメクタイト等の鉱物材料からなる顔料や、ポリスチレン樹脂、スチレン・アクリル共重合樹脂、尿素樹脂、メラミン樹脂、アクリル樹脂、塩化ビニリデン樹脂、ベンゾグアナミン樹脂、並びにこれらの微小中空粒子や貫通孔型の有機材料からなる有機顔料等が挙げられる。 In the outermost layer, a pigment other than a specific light calcium carbonate can be used in combination. Specific examples thereof include, for example, kaolin, heavy calcium carbonate, agglomerated calcium carbonate, light calcium carbonate having an average particle diameter (short axis) exceeding 0.8 μm, talc, calcium sulfate, barium sulfate, titanium dioxide, zinc oxide, Made of mineral materials such as alumina, magnesium carbonate, magnesium oxide, silica, particulate silica, colloidal silica, magnesium aluminosilicate, particulate calcium silicate, particulate magnesium carbonate, white carbon, satin white, bentonite, zeolite, sericite, smectite Pigments, polystyrene resins, styrene / acrylic copolymer resins, urea resins, melamine resins, acrylic resins, vinylidene chloride resins, benzoguanamine resins, and organic pigments made of these micro hollow particles or through-hole organic materials It is below.
中でも、カオリンは、オフセット印刷適性は優れるが、水性顔料インクの定着を阻害す虞があるため、併用する場合においても顔料100質量部に対して30部以下での使用が好ましい。また、微小中空粒子や貫通孔型の有機材料からなる有機顔料(中空プラスチックピグメントともいう)を顔料100質量部中、3〜15質量部併用することが好ましい。3質量部以上使用すると、光沢向上効果が発現し、15質量部以下の配合にとどめることにより、表面強度の低下を防ぎ、オフセット印刷適性を両立する。 Of these, kaolin is excellent in offset printability but may hinder the fixing of the aqueous pigment ink. Therefore, kaolin is preferably used in an amount of 30 parts or less with respect to 100 parts by mass of the pigment. Further, it is preferable to use 3 to 15 parts by mass of an organic pigment (also referred to as a hollow plastic pigment) made of fine hollow particles or a through-hole type organic material in 100 parts by mass of the pigment. When it is used in an amount of 3 parts by mass or more, a gloss improvement effect is exhibited, and by reducing the blending to 15 parts by mass or less, a decrease in surface strength is prevented and both offset printing suitability is achieved.
最表層中にはラテックスバインダーを顔料100質量部に対して4〜30質量部含有させるものである。より好ましくは8〜20質量部である。含有量が4質量部未満の場合、十分な表面強度が得られず、オフセット印刷に支障を来たすことがある。また30質量部を超える場合は、インクジェットインク溶媒通過性が低下することはもとより、光沢発現性も低下してしまう。 In the outermost layer, 4 to 30 parts by mass of a latex binder is contained with respect to 100 parts by mass of the pigment. More preferably, it is 8-20 mass parts. When the content is less than 4 parts by mass, sufficient surface strength cannot be obtained, and offset printing may be hindered. On the other hand, when it exceeds 30 parts by mass, not only the ink-jet ink solvent permeability is lowered but also the gloss development property is lowered.
ラテックスバインダーとしては、ジイソブチレン・無水マレイン酸共重合体塩、スチレン・無水マレイン酸共重合体塩、エチレン・アクリル酸共重合体塩、スチレン・アクリル酸共重合体塩、尿素樹脂、メラミン樹脂、アミド樹脂、スチレン・アクリル共重合体ラテックス、ポリウレタン系ラテックス、スチレン、アクリル酸、メタクリル酸、アクリル酸エステル、メタクリル酸エステル、アクリルアミド、メタクリルアミド、メチルビニルエーテル等のビニル系重合体や共重合体類、メチルメタクリレート・ブタジエン樹脂系等の合成ゴムラテックス、ポリウレタン樹脂、ポリエステル樹脂、ポリアミド樹脂、オレフィン・無水マレイン酸樹脂、メラミン樹脂等が挙げられ、併用することも出来る。中でも、スチレン・ブタジエン共重合体ラテックスは、印刷用顔料塗被紙の表面強度が得られやすく、光沢後低下も小さいため、必須成分として用いることが好ましい。 Latex binders include diisobutylene / maleic anhydride copolymer salt, styrene / maleic anhydride copolymer salt, ethylene / acrylic acid copolymer salt, styrene / acrylic acid copolymer salt, urea resin, melamine resin, Amide resin, styrene / acrylic copolymer latex, polyurethane latex, styrene, acrylic acid, methacrylic acid, acrylic ester, methacrylic ester, acrylamide, methacrylamide, methyl vinyl ether and other vinyl polymers and copolymers, Examples thereof include synthetic rubber latex such as methyl methacrylate / butadiene resin, polyurethane resin, polyester resin, polyamide resin, olefin / maleic anhydride resin, melamine resin, and the like. Among them, the styrene / butadiene copolymer latex is preferably used as an essential component since the surface strength of the pigment-coated paper for printing is easily obtained and the decrease after gloss is small.
また、例えばデンプン類、ヒドロキシエチルセルロース、メチルセルロース、カルボキシメチルセルロース、ゼラチン、カゼイン、アラビアガムなどを併用することもできる。 Further, for example, starches, hydroxyethyl cellulose, methyl cellulose, carboxymethyl cellulose, gelatin, casein, gum arabic and the like can be used in combination.
中でも、カゼインは、光沢発現性の低下が小さく、特に湿潤時の表面強度が向上するので好ましい。ギ酸カルシウムとの反応により、カゼインの添加量としては、最表層顔料100質量部に対して1〜10質量部程度が好ましい。1質量部以上配合することにより顕著な添加効果を得、10質量部以下配合することによりインクジェットインクの溶媒通過性の低下を防ぐことができる。 Among these, casein is preferable because the decrease in glossiness is small and the surface strength when wet is improved. As a result of reaction with calcium formate, the amount of casein added is preferably about 1 to 10 parts by mass with respect to 100 parts by mass of the outermost layer pigment. By blending 1 part by mass or more, a remarkable effect of addition can be obtained, and by blending 10 parts by mass or less, it is possible to prevent a decrease in solvent permeability of the inkjet ink.
顔料塗被層を複数層設ける場合、最表層と基紙との間に設ける内側塗被層としては、顔料やバインダーを特に限定するものではない。顔料としては、上記最表層で例示した顔料が適宜使用することができるが、上記最表層で使用する、特定の平均粒子径のものが好ましく使用することができる。特に、内側塗被層は、顔料100質量部に対し、前記軽質炭酸カルシウムを50質量部以上含有することが好ましく、より好ましくは60質量部以上、最も好ましくは70質量部以上用いるとよい。因みに、軽質炭酸カルシウムの含有量が、50質量部未満の場合、十分なインクジェットインクの溶媒吸収性が得られない虞がある。 When providing a plurality of pigment coating layers, the inner coating layer provided between the outermost layer and the base paper is not particularly limited to pigments and binders. As the pigment, the pigments exemplified in the outermost layer can be appropriately used, but those having a specific average particle size used in the outermost layer can be preferably used. In particular, the inner coating layer preferably contains 50 parts by mass or more of the light calcium carbonate with respect to 100 parts by mass of the pigment, more preferably 60 parts by mass or more, and most preferably 70 parts by mass or more. Incidentally, when the light calcium carbonate content is less than 50 parts by mass, there is a possibility that sufficient solvent absorbability of the inkjet ink cannot be obtained.
内側塗被層のバインダーとしては、上記最表層で例示したバインダーが適宜使用することができるが、ラテックスバインダーの使用が好ましい。ラテックスバインダーは、顔料100質量部に対して、8〜15質量部程度含有させることが好ましい。特に、ラテックスバインダーが、スチレン・ブラジエン共重合体ラテックスの場合、含有量が8質量部以上とすることにより、十分な表面強度を得、オフセット印刷適性に支障を来たすことを防ぎ、また15質量部以下とすることにより、インクジェットインクの溶媒吸収性の低下することを防ぐことができる。またスチレン・ブタジエン共重合体以外のバインダーも併用することができ、具体例としては、最表層で用いられるものから適宜選択可能である。 As the binder for the inner coating layer, the binder exemplified in the outermost layer can be used as appropriate, but the use of a latex binder is preferred. The latex binder is preferably contained in an amount of about 8 to 15 parts by mass with respect to 100 parts by mass of the pigment. In particular, when the latex binder is a styrene / bradiene copolymer latex, by setting the content to 8 parts by mass or more, sufficient surface strength is obtained, and it is prevented that the offset printability is hindered, and 15 parts by mass. I to less Ri, it is possible to prevent the decrease of the solvent absorbency of the ink-jet ink. In addition, a binder other than the styrene / butadiene copolymer can be used in combination, and as a specific example, it can be appropriately selected from those used in the outermost layer.
また各塗被層中には、各種助剤、例えば界面活性剤、pH調節剤、粘度調節剤、柔軟剤、光沢付与剤、ワックス類、分散剤、流動変性剤、安定化剤、帯電防止剤、架橋剤、サイズ剤、蛍光増白剤、着色剤、紫外線吸収剤、消泡剤、耐水化剤、可塑剤、滑剤、防腐剤及び香料等の少なくとも1種が必要に応じて適宜含まれていてもよい。 In each coating layer, various auxiliary agents such as surfactants, pH regulators, viscosity modifiers, softeners, gloss imparting agents, waxes, dispersants, flow modifiers, stabilizers, antistatic agents , A crosslinking agent, a sizing agent, a fluorescent brightening agent, a colorant, an ultraviolet absorber, an antifoaming agent, a water-resistant agent, a plasticizer, a lubricant, an antiseptic, and a fragrance are appropriately included as necessary. May be.
本発明の最表層の塗工量は、6〜30g/m2が好ましい。塗工量が6g/m2より少ない場合は、十分な被覆ができないため、光沢度を適正化できない虞がある。また30g/m2より多い場合では、塗工時の乾燥性が悪くなるなど、操業性が低下し、製造原価も高くなり、また、パッケージ分野や物流分野で箱や封筒などに加工する場合、折り曲げ部分や折り畳み部分で最表層の欠落を生じる虞もある。より好ましい塗工量は6〜18g/m2、特に好ましい塗工量は6〜12g/m2である。 As for the coating amount of the outermost layer of this invention, 6-30 g / m < 2 > is preferable. When the coating amount is less than 6 g / m 2 , there is a possibility that the glossiness cannot be optimized because sufficient coating cannot be performed. In addition, when it is more than 30 g / m 2 , the operability is lowered, such as the drying property at the time of coating is deteriorated, the manufacturing cost is increased, and when processing into a box or an envelope in the packaging field or the logistics field, There is also a possibility that the outermost layer may be lost at the folded portion or the folded portion. A more preferable coating amount is 6 to 18 g / m 2 , and a particularly preferable coating amount is 6 to 12 g / m 2 .
本発明の前記内側塗被層の塗工量は、3〜30g/m2が好ましい。特に、基紙と接する内側塗被層の場合、塗工量が3g/m2未満では基紙の凹凸を埋めることが困難で、光沢発現性も低下する虞がある。30g/m2より多い場合では、塗工の際の乾燥性が悪くなるなど、操業性が低下し、製造原価も高くなり、また、パッケージ分野や物流分野で箱や封筒などに加工する場合、折り曲げ部分や折り畳み部分で内側塗被層の欠落を生じる虞もある。より好ましい塗工量は3〜15g/m2、特に好ましい塗工量は6〜12g/m2である。なお、内側塗被層を有する場合、最表層の塗工量を減らすこともでき、3〜27g/m2程度、好ましくは3〜20g/m2、より好ましくは4〜15g/m2である。 As for the coating amount of the said inner side coating layer of this invention, 3-30 g / m < 2 > is preferable. In particular, in the case of the inner coating layer in contact with the base paper, if the coating amount is less than 3 g / m 2 , it is difficult to fill the unevenness of the base paper, and there is a possibility that glossiness may be lowered. When the amount is more than 30 g / m 2 , the operability is lowered such as poor drying during coating, and the production cost is increased. In addition, when processing into a box or envelope in the packaging field or the logistics field, There is also a possibility that the inner coating layer may be lost in the folded portion or the folded portion. A more preferable coating amount is 3 to 15 g / m 2 , and a particularly preferable coating amount is 6 to 12 g / m 2 . In the case having an inner coating layer, can also reduce the coverage of the outermost layer, 3~27g / m 2 approximately, is preferably 3 to 20 g / m 2, more preferably 4 to 15 g / m 2 .
各顔料塗被層を形成する塗工方法としては、一般に従来の塗工装置、例えばブレードコーター、エアーナイフコーター、ロールコーター、リバースロールコーター、バーコーター、カーテンコーター、スロットダイコーター、グラビアコーター、チャンプレックスコーター、ブラシコーター、ツーロール、並びにメータリングブレード式のサイズプレスコーター、ビルブレードコーター、ショートドウェルコーター、ゲートロールコーター等の塗工装置を適宜に用いることができる。なかでも、高濃度塗被液を高速塗工できるブレードコーターは、顔料塗被層のバインダー樹脂の基紙へのしみこみが小さく抑えられるため、前記バインダー樹脂の使用量で、インクジェットインク吸収性と表面強度の両立した層が得られ易く、また優れた表面性が得られるため高光沢性が得られやすいため、好ましく用いられる。 As a coating method for forming each pigment coating layer, generally, a conventional coating apparatus, for example, a blade coater, an air knife coater, a roll coater, a reverse roll coater, a bar coater, a curtain coater, a slot die coater, a gravure coater, a channel, or the like. Coating apparatuses such as a plex coater, a brush coater, a two roll, a metering blade type size press coater, a bill blade coater, a short dwell coater, and a gate roll coater can be appropriately used. Among these, the blade coater that can apply high-concentration coating liquid at high speed can suppress the penetration of the binder resin of the pigment coating layer into the base paper to a small extent. A layer having both strengths is easily obtained, and since excellent surface properties are obtained, high glossiness is easily obtained.
本発明では基紙上に塗布・乾燥して形成された顔料塗被層の最表層の上に、ギ酸カルシウムの水溶液を塗布することにより、際立ったオフセット印刷適性と水性顔料インクジェットインクの溶媒通過性を得るものである。ギ酸カルシウムを用いると、他の水溶性多価金属塩に比べ、顔料インク中の着色顔料と溶媒の分離が早いためか、インクジェット印刷後の初期定着性が優れる効果を発現する。 In the present invention, by applying an aqueous solution of calcium formate on the outermost layer of the pigment coating layer formed by applying and drying on the base paper, outstanding offset printability and solvent permeability of the aqueous pigment inkjet ink can be obtained. To get. When calcium formate is used, the effect of excellent initial fixability after ink-jet printing is exhibited because the colored pigment and the solvent in the pigment ink are separated faster than other water-soluble polyvalent metal salts.
ギ酸カルシウムの塗布量としては特に限定するものではないが、例えば0.001〜2g/m2程度、よりこのましくは0.02〜0.5g/m2である。顕著な塗布効果を得るためには0.001g/m2以上の塗工が必要であり、2g/m2以下とすることにより顔料インク定着性が低下することを防ぐことが出来る。
ギ酸カルシウムの水溶液の塗工方法としては、上記塗被層と同様の塗工装置が用いられる。また平滑化処理工程において、キャレンダーを用いたニップ塗工も可能である。
Is not particularly restricted but the coating amount of calcium formate, e.g. 0.001~2g / m 2 approximately, more preferably from 0.02 to 0.5 g / m 2. In order to obtain a remarkable coating effect, it is necessary to apply 0.001 g / m 2 or more, and by setting it to 2 g / m 2 or less, it is possible to prevent the pigment ink fixability from being lowered.
As a coating method of the calcium formate aqueous solution, the same coating apparatus as that for the coating layer is used . In or smoothing step, nip coating using calender is also possible.
上記顔料塗被層を有する顔料塗被紙は、オフセット印刷適性に優れ、且つ水性顔料インクを用いた高速インクジェットプリンターによる印刷適性も優れるものである。また、パッケージ分野の製函工程や、物流分野の郵便局等の自動仕分け装置を通過する場合等に必要なインクジェット印字部分の耐擦過性も優れるため、パッケージ分野や物流分野における箱や封筒等の用途にも適した顔料塗被紙である。また、従来の塗被層に主成分としてシリカを用いた印刷用紙(例えば、特許文献2等)に比べ、塗被層の強度が優れるため、パッケージ分野や物流分野における箱や封筒等の加工適性も適した顔料塗被紙といえる。 The pigment-coated paper having the pigment coating layer is excellent in offset printing suitability and excellent in printability by a high-speed ink jet printer using an aqueous pigment ink. In addition, because it has excellent scratch resistance of the ink-jet printing part required when passing through the box making process in the package field and the automatic sorting device such as the post office in the logistic field, it can be used for boxes and envelopes in the package field and the logistic field. It is a pigment-coated paper suitable for applications. In addition, since the strength of the coating layer is superior to conventional printing paper using silica as the main component in the coating layer (for example, Patent Document 2), it is suitable for processing boxes and envelopes in the packaging and logistics fields. Is also a suitable pigment coated paper.
上記顔料塗被層は、基紙の片面に設けてもよく、両面に形成してもよい。以下に、基紙について説明する。 The pigment coating layer may be provided on one side of the base paper or may be formed on both sides. The base paper will be described below.
本発明における基紙を構成するパルプについて、本発明の効果を損なわない範囲において、その製法及び種類等に特に限定はない。例えばKPのような化学パルプ、SGP、RGP、BCTMP及びCTMP等の機械パルプ、脱墨パルプのような古紙パルプ、並びにケナフ、竹、藁、麻等のような非木材パルプであってもよく、またポリアミド繊維、ポリエステル繊維等の有機合成繊維、再生繊維、例えばポリノジック繊維、並びにガラス繊維、セラミック繊維、カーボン繊維等の無機質繊維も混用することができる。なお、基紙に用いるパルプとして、ECFパルプ、TCFパルプ等の塩素フリーパルプを用いることが好ましい。 About the pulp which comprises the base paper in this invention, in the range which does not impair the effect of this invention, there is no limitation in the manufacturing method, a kind, etc. in particular. For example, chemical pulp such as KP, mechanical pulp such as SGP, RGP, BCTMP and CTMP, waste paper pulp such as deinked pulp, and non-wood pulp such as kenaf, bamboo, straw, hemp, etc. Organic synthetic fibers such as polyamide fibers and polyester fibers, recycled fibers such as polynosic fibers, and inorganic fibers such as glass fibers, ceramic fibers, and carbon fibers can also be used in combination. In addition, it is preferable to use chlorine free pulp, such as ECF pulp and TCF pulp, as the pulp used for the base paper.
基紙を構成するパルプの叩解度については、特に限定するものではないが、例えば300〜550cc(CSF)の範囲で調整されることが好ましい。叩解度が550ccを超える場合は、繊維の絡み合いや接着力が不十分なため、満足な内部強度が得られず、オフセット印刷時にブリスターが発生する虞がある。また300cc未満の場合は、繊維の絡み合いによる接着改善効果は飽和しており、逆に単繊維強度低下の影響により印刷強度が低下してしまうおそれがある。より好ましくは350〜520ccである。 The beating degree of the pulp constituting the base paper is not particularly limited, but is preferably adjusted in the range of 300 to 550 cc (CSF), for example. When the beating degree exceeds 550 cc, the entanglement and adhesive strength of the fibers are insufficient, so that satisfactory internal strength cannot be obtained, and blisters may occur during offset printing. On the other hand, if it is less than 300 cc, the effect of improving the adhesion due to the entanglement of the fibers is saturated, and conversely, the printing strength may be reduced due to the influence of the single fiber strength reduction. More preferably, it is 350-520cc.
基紙中には、本発明の効果を損なわない範囲において、バインダー、乾燥紙力増強剤、湿潤紙力増強剤も併用可能である。バインダーとしては、例えば各種デンプン、ポリビニルアルコール、カルボキシメチルセルロース等の水溶性高分子が挙げられる。乾燥紙力増強剤としては、アニオン性、カチオン性、または両性のポリアクリルアミド樹脂が挙げられる。また湿潤紙力増強剤としては、例えばポリアミド樹脂、メラミン・ホルムアルデヒド樹脂、尿素・ホルムアルデヒド樹脂、ポリアミド・ポリアミン・エピクロルヒドリン樹脂、ポリエチレンイミン樹脂等が挙げられる。 In the base paper, a binder, a dry paper strength enhancer, and a wet paper strength enhancer can be used in combination as long as the effects of the present invention are not impaired. Examples of the binder include water-soluble polymers such as various starches, polyvinyl alcohol, and carboxymethyl cellulose. Examples of the dry paper strength enhancer include anionic, cationic, or amphoteric polyacrylamide resins. Examples of the wet paper strength enhancer include polyamide resins, melamine / formaldehyde resins, urea / formaldehyde resins, polyamide / polyamine / epichlorohydrin resins, and polyethyleneimine resins.
本発明では、基紙のサイズ度については、特に限定するものではないが、一般にステキヒトサイズ度で、100秒以下程度に調整される。サイズ度の調整方法としては、原料中に含有される内添サイズ剤や、サイズプレス塗工機で塗工される表面サイズ剤をそれぞれ単独または組み合わせて所定のサイズ度に調整される。内添サイズ剤としては、ロジン系サイズ剤、合成サイズ剤、石油樹脂系サイズ剤、アルキルケテンダイマー、アルケニル無水コハク酸系の中性サイズ剤等のサイズ剤が使用でき、硫酸バンド、カチオン化デンプン等、適当なサイズ剤と定着剤を組み合わせて使用する。表面サイズ剤としては、上記内添サイズで使用したものの他、スチレン・マレイン酸共重合体、スチレン・アクリル酸共重合体、スチレン・メタクリル酸共重合体等が挙げられるが、もちろんこれらに限定されるものではない。 In the present invention, the sizing degree of the base paper is not particularly limited, but is generally adjusted to a Steecht sizing degree of about 100 seconds or less. As a method for adjusting the sizing degree, the internal sizing agent contained in the raw material and the surface sizing agent applied by a size press coating machine are adjusted to a predetermined sizing degree, either singly or in combination. As internal sizing agents, sizing agents such as rosin sizing agents, synthetic sizing agents, petroleum resin sizing agents, alkyl ketene dimers, and alkenyl succinic anhydride neutral sizing agents can be used. A suitable sizing agent and fixing agent are used in combination. Examples of the surface sizing agent include styrene / maleic acid copolymer, styrene / acrylic acid copolymer, styrene / methacrylic acid copolymer, etc. in addition to those used in the above-mentioned internal sizes. It is not something.
また基紙中には必要に応じて、填料が配合されていてもよい。填料としては、一般に上質紙に用いられる各種の顔料を用いることができ、例えばカオリン、焼成カオリン、炭酸カルシウム、硫酸カルシウム、硫酸バリウム、二酸化チタン、タルク、酸化亜鉛、アルミナ、炭酸マグネシウム、酸化マグネシウム、シリカ、ホワイトカーボン、ベントナイト、ゼオライト、セリサイト及びスメクタイト等の鉱物質顔料、並びにポリスチレン系樹脂、尿素系樹脂、メラミン系樹脂、アクリル系樹脂及び塩化ビニリデン系樹脂の微小中空粒子、密実型粒子および貫通孔型粒子などの有機顔料が挙げられる。 Moreover, a filler may be blended in the base paper as necessary. As the filler, various pigments generally used for fine paper can be used, such as kaolin, calcined kaolin, calcium carbonate, calcium sulfate, barium sulfate, titanium dioxide, talc, zinc oxide, alumina, magnesium carbonate, magnesium oxide, Mineral pigments such as silica, white carbon, bentonite, zeolite, sericite and smectite, as well as fine hollow particles, solid particles and polystyrene resins, urea resins, melamine resins, acrylic resins and vinylidene chloride resins Examples thereof include organic pigments such as through-hole particles.
なお、基紙の抄紙時に、その紙料中に、本発明の所望の効果を損なわない範囲で、パルプ繊維や填料の他に、従来から使用されている各種のアニオン性、ノニオン性、カチオン性あるいは両性の歩留向上剤、濾水性向上剤等の各種抄紙用内添助剤を必要に応じて適宜選択して使用することができる。さらに染料、蛍光増白剤、pH調整剤、消泡剤、ピッチコントロール剤、スライムコントロール剤等の抄紙用内添助剤も必要に応じて適宜添加することができる。 In addition to the pulp fiber and filler, various anionic, nonionic, and cationic properties that have been used in the past are included in the stock when the base paper is made, as long as the desired effects of the present invention are not impaired. Alternatively, various papermaking internal additives such as amphoteric yield improver and freeness improver can be appropriately selected and used as necessary. Furthermore, internal additives for papermaking such as dyes, fluorescent brighteners, pH adjusters, antifoaming agents, pitch control agents, slime control agents and the like can be added as necessary.
基紙の抄紙方法については特に限定はなく、例えば抄紙pHが4.5付近で行われる酸性抄紙法、炭酸カルシウム等のアルカリ性填料を主成分として含み、抄紙pH約6の弱酸性から抄紙pH約9の弱アルカリ性で行われる中性抄紙法等の、全ての抄紙方法を適用することができ、抄紙機も長網抄紙機、ツインワイヤー抄紙機、丸網抄紙機、ヤンキー抄紙機等を適宜使用することができる。 There is no particular limitation on the paper making method of the base paper. For example, an acidic paper making method in which the paper making pH is around 4.5, an alkaline filler such as calcium carbonate is contained as a main component, and the paper making pH is from about 6 to about the paper making pH. All paper making methods such as neutral paper making method with 9 weak alkalinity can be applied, and long paper machine, twin wire paper machine, round net paper machine, Yankee paper machine etc. are used as appropriate can do.
本発明で使用される基紙が板紙の場合も、構成されるパルプについては特に限定されない。例えば、晒ないしは未晒の化学パルプ、機械パルプ、さらには脱墨ないしは未脱墨パルプの古紙パルプ等の一種または二種以上を適宜混合して使用される。その他、原紙には必要に応じて、サイズ剤、紙力剤、薬品安定剤、濾水剤、填料、染料等を適宜添加することもできる。なお、原紙の米坪は通常150〜650g/m2程度である。
板紙基紙の場合も上記の填料を使用することが可能である。
板紙基紙を得るための抄紙機としては、長網式抄紙機、短網式抄紙機、円網式抄紙機、オントップフォーマー、ギャップフォーマー等の抄紙機が使用でき、2層以上を抄き合わせて原紙抄造を行う。基紙が板紙である場合、強度に優れるため、特にパッケージ分野や物流分野において使用される箱や封筒等の用途に適した印刷用顔料塗被板紙となる。
Even when the base paper used in the present invention is a paperboard, the constituted pulp is not particularly limited. For example, one or two or more of bleached or unbleached chemical pulp, mechanical pulp, deinked or undeinked pulp waste paper pulp, and the like are used as appropriate. In addition, a sizing agent, a paper strength agent, a chemical stabilizer, a filtering agent, a filler, a dye, and the like can be appropriately added to the base paper as necessary. The base weight of the base paper is usually about 150 to 650 g / m 2 .
In the case of paperboard base paper, it is possible to use the above filler.
As a paper machine for obtaining a paperboard base paper, a paper machine such as a long net paper machine, a short net paper machine, a circular net paper machine, an on-top former or a gap former can be used. The base paper is made by combining them. When the base paper is a paperboard, it is excellent in strength, so that it becomes a pigment-coated paperboard for printing particularly suitable for applications such as boxes and envelopes used in the packaging field and the logistics field.
本発明の印刷用顔料塗被紙は、各顔料塗被層を設けた後、平滑化処理を施して、表面の光沢を発現させるものである。平滑化処理方法としては、スーパーカレンダ、グロスカレンダ、ソフトカレンダ等、通常の平滑化処理装置を用いて行われる。前記平滑化処理はオンマシンやオフマシンで適宜施されてもよく、加圧装置の形態、加圧ニップの数、加温等も通常の平滑化処理装置に応じて適宜調節される。平滑化処理後の印刷用顔料塗被紙の各種物性としては、表面の75度における白紙光沢度(JIS−P8142)は、特に限定するものではないが、例えば40%以上あればオフセット印刷後のインキグロスの高い印刷物が得られるため好ましい。 The pigment-coated paper for printing of the present invention is one in which each pigment-coated layer is provided and then subjected to a smoothing treatment to develop surface gloss. As a smoothing processing method, a normal smoothing processing device such as a super calendar, a gloss calendar, a soft calendar, or the like is used. The smoothing process may be appropriately performed on-machine or off-machine, and the form of the pressure device, the number of pressure nips, heating, and the like are appropriately adjusted according to a normal smoothing device. As various physical properties of the pigment coated paper for printing after the smoothing treatment, the white paper glossiness (JIS-P8142) at 75 degrees on the surface is not particularly limited. This is preferable because a printed matter with high ink gloss can be obtained.
また印刷用顔料塗被紙としての密度については特に限定するものではないが、0.95〜1.15g/cm3であることが好ましい。密度が0.95g/cm3を下回る場合は、十分な印刷強度が得られないことがあり、また1.15g/cm3を超える場合は、インクジェットインク吸収容量が確保できないために、満足なインクジェットインク吸収性が得られなくなることがある。ただし、基紙に板紙を用いる場合の密度は、0.75〜1.00程度が好ましい。 Moreover, although it does not specifically limit about the density as a pigment coated paper for printing, It is preferable that it is 0.95-1.15 g / cm < 3 >. If the density is less than 0.95 g / cm 3 , sufficient printing strength may not be obtained, and if it exceeds 1.15 g / cm 3 , the ink-jet ink absorption capacity cannot be secured, so Ink absorbability may not be obtained. However, the density when using paperboard as the base paper is preferably about 0.75 to 1.00.
本発明において、ハイブリッド印刷物の作成方法については、特に限定するものではない。例えば、固定情報をオフセット印刷機で印刷後にインクジェットプリンターで可変情報を印刷して作成できるが、先にインクジェットプリンターで可変情報を印刷した後にオフセット印刷することもできる。両者は、オンライン、オフラインのどちらでもよく、用紙形態も平判、巻取りのどちらでも作成可能である。なお、パッケージ分野や物流分野で用いる場合、製函前或いは製袋前にハイブリッド印刷してもよく、オフセット印刷後に製函或いは製袋を行い、インクジェットプリンターで可変情報を印刷してもよい。 In the present invention, the method for producing a hybrid printed material is not particularly limited. For example, the fixed information can be created by printing the variable information with an inkjet printer after printing it with an offset printer, but it can also be offset printed after the variable information is printed with the inkjet printer first. Both of them can be online or offline, and the paper form can be created by either plain or winding. When used in the packaging field or the physical distribution field, hybrid printing may be performed before box making or bag making, or variable information may be printed by an ink jet printer after box printing or bag making.
以下に実施例を挙げて本発明を詳細に説明するが、勿論本発明はこれに限定されるものではない。実施例において示す「部」および「%」は、特に明示の無い限り、質量部および質量%である。 Hereinafter, the present invention will be described in detail with reference to examples, but the present invention is not limited thereto. In the examples, “parts” and “%” are parts by mass and mass% unless otherwise specified.
実施例1
[基紙の製造]
LBKP(CSFフリーネス450ml)90質量部、NBKP(CSFフリーネス450ml)10質量部のパルプスラリーに、内添サイズ剤としてアルケニル無水コハク酸(商品名:ファイブラン81、ナショナルスターチ社製)0.05質量部、紙力増強剤としてポリアクリルアミド系樹脂(商品名:PS194−7、荒川化学工業社製)0.2質量部、硫酸バンド0.6質量部を添加し、これらの混合物を白水で希釈してpH5.3、固形分濃度1.1%の紙料を調製した。この紙料を、長網抄紙機に供して抄紙し、得られた湿紙に、スチレン・マレイン酸共重合体(商品名:ポリマロン385、荒川化学工業社製)0.2部、酸化澱粉(商品名:エースA、王子コーンスターチ社製)を濃度5.5%で含むサイズプレス液を、サイズプレス装置で塗布量が乾燥質量で2g/m2となるように塗布し、乾燥して、さらにマシンカレンダを用いて平滑化処理を施して、坪量94g/m2の基紙を得た。
Example 1
[Manufacture of base paper]
A pulp slurry of 90 parts by weight of LBKP (CSF freeness 450 ml) and 10 parts by weight of NBKP (CSF freeness 450 ml), alkenyl succinic anhydride (trade name: Fibran 81, manufactured by National Starch Co., Ltd.) 0.05 mass as an internal sizing agent Part, 0.2 part by mass of polyacrylamide resin (trade name: PS194-7, manufactured by Arakawa Chemical Industries) and 0.6 part by mass of sulfuric acid band are added as a paper strength enhancer, and these mixtures are diluted with white water. A paper stock having a pH of 5.3 and a solid content concentration of 1.1% was prepared. This stock is subjected to a papermaking machine to make a paper, and the obtained wet paper has 0.2 parts of a styrene / maleic acid copolymer (trade name: Polymeralon 385, manufactured by Arakawa Chemical Industries), oxidized starch ( A size press liquid containing 5.5% concentration of product name: Ace A (manufactured by Oji Cornstarch Co., Ltd.) is applied with a size press apparatus so that the applied amount is 2 g / m 2 in terms of dry mass, dried, and further A smoothing process was performed using a machine calendar to obtain a base paper having a basis weight of 94 g / m 2 .
[内側塗被層用塗被液の調製]
紡錘状軽質炭酸カルシウムの63%分散液(商品名:タマパールTP221GS、平均粒子径(短径)0.3μm、奥多摩工業社製)159質量部、酸化澱粉(商品名:エースA、王子コーンスターチ社製)の20%水溶液10質量部およびスチレン・ブタジエン共重合体ラテックスの50%分散液(商品名:T−2531H、JSR社製)24質量部を添加攪拌し、さらに水を加えて、固形分濃度50%の塗被液を調製した。
[Preparation of coating solution for inner coating layer]
Spindle-like light calcium carbonate 63% dispersion (trade name: Tamapearl TP221GS, average particle size (minor axis) 0.3 μm, manufactured by Okutama Kogyo Co., Ltd.) 159 parts by mass, oxidized starch (trade name: Ace A, manufactured by Oji Cornstarch) ) And 20 parts by weight of a 20% aqueous solution of styrene / butadiene copolymer latex (trade name: T-2531H, manufactured by JSR) 24 parts by weight were added and stirred. A 50% coating solution was prepared.
[カゼインの溶解]
水、尿素10質量部、ニュージーランドカゼイン100質量部を混合撹拌し、昇温を開始する。次に25%アンモニア液を7.7質量部加えて60℃まで昇温したのち20分保持した後冷却し、10%のカゼイン水溶液を得た。
[最表層用塗被液の調製]
水、上記で得られたカゼインの10%水溶液36質量部に紡錘状軽質炭酸カルシウムの63%分散液(商品名:タマパールTP221GS、平均粒子径(短径)0.3μm、奥多摩工業社製)159質量部およびスチレン・ブタジエン共重合体ラテックスの50%分散液(商品名:T−2531H、JSR社製)37質量部を添加攪拌し、固形分濃度50%の塗被液を調製した。
[Dissolution of casein]
Water, 10 parts by mass of urea, and 100 parts by mass of New Zealand casein are mixed and stirred, and the temperature rise is started. Next, 7.7 parts by mass of 25% ammonia solution was added, the temperature was raised to 60 ° C., held for 20 minutes, and then cooled to obtain a 10% casein aqueous solution.
[Preparation of coating solution for outermost layer]
Water, 63% dispersion of spindle-shaped light calcium carbonate in 36 parts by mass of the 10% aqueous solution of casein obtained above (trade name: Tamapearl TP221GS, average particle size (minor axis) 0.3 μm, manufactured by Okutama Kogyo Co., Ltd.) 159 Mass parts and 37 parts by mass of a 50% dispersion of styrene / butadiene copolymer latex (trade name: T-2531H, manufactured by JSR) were added and stirred to prepare a coating solution having a solid content concentration of 50%.
[内側塗被層の形成]
前記内側塗被層用塗被液を、前記基紙の両面に、ブレードコーターを用いて片面当たり乾燥塗布量が7g/m2なるように塗工し、内側塗被層を形成した。
[最表層の形成]
前記最表層用塗被液を、上記基紙の両面に形成された内側塗被層上に、ブレードコーターを用いて片面当たり乾燥塗布量が10g/m2なるように塗工し、最表層を形成した。
[多価金属塩水溶液の塗布]
ギ酸カルシウムの4%水溶液を上記基紙の両面に形成された最表層上に、ロールコーターを用いて片面当たり0.12g/m2付着するように塗布した後、スーパーカレンダを用いて、線圧60kg/cm、2ニップの条件で平滑化処理を施して、坪量128g/m2の印刷用顔料塗被紙を得た。
[Formation of inner coating layer]
The inner coating layer coating solution was applied to both sides of the base paper using a blade coater so that the dry coating amount per side was 7 g / m 2 to form an inner coating layer.
[Formation of outermost layer]
The outermost layer coating solution is applied onto the inner coating layer formed on both sides of the base paper using a blade coater so that the dry coating amount per side is 10 g / m 2. Formed.
[Application of polyvalent metal salt aqueous solution]
After applying a 4% aqueous solution of calcium formate onto the outermost layer formed on both sides of the base paper so as to adhere 0.12 g / m 2 per side using a roll coater, linear pressure is applied using a super calender. Smoothing treatment was performed under the conditions of 60 kg / cm and 2 nips, and a pigment-coated paper for printing having a basis weight of 128 g / m 2 was obtained.
実施例2
実施例1の最表層用塗被液の調製において、紡錘状軽質炭酸カルシウムの63%分散液(商品名:タマパールTP221GS、平均粒子径(短径)0.3μm、奥多摩工業社製)159質量部の代わりに、柱状軽質炭酸カルシウムの60%分散液(商品名:タマパールTP−123CS、平均粒子径(短径)0.44μm、奥多摩工業社製)167質量部を使用した以外は実施例1と同様にして坪量128g/m2の印刷用顔料塗被紙を得た。
Example 2
In the preparation of the coating solution for the outermost layer in Example 1, 159 parts by mass of a spindle-shaped light calcium carbonate 63% dispersion (trade name: Tama Pearl TP221GS, average particle size (short axis) 0.3 μm, manufactured by Okutama Kogyo Co., Ltd.) Example 1 except that 167 parts by mass of a columnar light calcium carbonate 60% dispersion (trade name: Tama Pearl TP-123CS, average particle diameter (short diameter) 0.44 μm, manufactured by Okutama Kogyo Co., Ltd.) was used instead of Similarly, a pigment-coated paper for printing having a basis weight of 128 g / m 2 was obtained.
実施例3
実施例1の最表層用塗被液の調製において、紡錘状軽質炭酸カルシウムの63%分散液(商品名:タマパールTP221GS、平均粒子径(短径)0.3μm、奥多摩工業社製)159質量部の代わりに、柱状軽質炭酸カルシウムの62%分散液(商品名:タマパールTP−123HG、平均粒子径(短径)0.2μm、奥多摩工業社製)161質量部を使用した以外は実施例1と同様にして坪量128g/m2の印刷用顔料塗被紙を得た。
Example 3
In the preparation of the coating solution for the outermost layer in Example 1, 159 parts by mass of a spindle-shaped light calcium carbonate 63% dispersion (trade name: Tama Pearl TP221GS, average particle size (short axis) 0.3 μm, manufactured by Okutama Kogyo Co., Ltd.) Example 1 with the exception that 161 parts by mass of a 62% dispersion of columnar light calcium carbonate (trade name: Tamapearl TP-123HG, average particle diameter (short diameter) 0.2 μm, manufactured by Okutama Kogyo Co., Ltd.) was used instead of Similarly, a pigment-coated paper for printing having a basis weight of 128 g / m 2 was obtained.
実施例4
実施例1の最表層用塗被液の調製において、紡錘状軽質炭酸カルシウムの63%分散液(商品名:タマパールTP221GS、平均粒子径(短径)0.3μm、奥多摩工業社製)159質量部の代わりに、紡錘状軽質炭酸カルシウムの65%分散液(商品名:YCC−FD、平均粒子径(短径)0.6μm、矢橋工業社製)154質量部を使用した以外は実施例1と同様にして坪量128g/m2の印刷用顔料塗被紙を得た。
Example 4
In the preparation of the coating solution for the outermost layer in Example 1, 159 parts by mass of a spindle-shaped light calcium carbonate 63% dispersion (trade name: Tama Pearl TP221GS, average particle size (short axis) 0.3 μm, manufactured by Okutama Kogyo Co., Ltd.) Example 1 except that 154 parts by mass of a 65% dispersion of spindle-shaped light calcium carbonate (trade name: YCC-FD, average particle diameter (short diameter) 0.6 μm, manufactured by Yabashi Kogyo Co., Ltd.) is used instead of Similarly, a pigment-coated paper for printing having a basis weight of 128 g / m 2 was obtained.
実施例5
実施例1の最表層用塗被液の調製において、カゼインの10%水溶液36質量部の代わりに、酸化澱粉(商品名:エースA、王子コーンスターチ社製)の20%水溶液18質量部を使用した以外は実施例1と同様にして坪量128g/m2の印刷用顔料塗被紙を得た。
Example 5
In the preparation of the outermost layer coating solution of Example 1, 18 parts by mass of 20% aqueous solution of oxidized starch (trade name: Ace A, manufactured by Oji Cornstarch) was used instead of 36 parts by mass of 10% aqueous solution of casein. Except for the above, a pigment-coated paper for printing having a basis weight of 128 g / m 2 was obtained in the same manner as in Example 1.
実施例6
実施例1の最表層用塗被液の調製において、さらに中空プラスチックピグメントの26%分散液(商品名:AE−852、JSR社製)を20質量部添加した以外は、実施例1と同様にして坪量128g/m2の印刷用顔料塗被紙を得た。
Example 6
In the preparation of the outermost layer coating liquid of Example 1, the same procedure as in Example 1 was conducted, except that 20 parts by mass of a 26% dispersion of a hollow plastic pigment (trade name: AE-852, manufactured by JSR) was added. Thus, a pigment-coated paper for printing having a basis weight of 128 g / m 2 was obtained.
実施例7
実施例1の多価金属塩水溶液の塗布において、ギ酸カルシウム水溶液の濃度を4%から1%に下げ、0.03g/m2付着するように塗布した以外は、実施例1と同様にして坪量128g/m2の印刷用顔料塗被紙を得た。
Example 7
In the application of the polyvalent metal salt aqueous solution of Example 1, the concentration of the calcium formate aqueous solution was reduced from 4% to 1%, and it was applied in the same manner as in Example 1 except that it was applied so as to adhere 0.03 g / m 2. A pigment-coated paper for printing with an amount of 128 g / m 2 was obtained.
実施例8
実施例1の多価金属塩水溶液の塗布において、ギ酸カルシウム水溶液の濃度を4%から10%に上げ、0.3g/m2付着するように塗布した以外は、実施例1と同様にして坪量128g/m2の印刷用顔料塗被紙を得た。
Example 8
In the application of the polyvalent metal salt aqueous solution of Example 1, the basis weight was the same as in Example 1 except that the concentration of the calcium formate aqueous solution was increased from 4% to 10% and applied so as to adhere 0.3 g / m 2. A pigment-coated paper for printing with an amount of 128 g / m 2 was obtained.
実施例9
実施例1の最表層用塗被液の調製において、スチレン・ブタジエン共重合体ラテックスの50%分散液の使用量を37質量部から30質量部に減らした以外は実施例1と同様にして坪量128g/m2の印刷用顔料塗被紙を得た。
実施例10
実施例1の印刷用顔料塗被紙の製造において、基紙に坪量350g/m2の非塗工板紙(商品名:コラボファイン−W、王子特殊紙社製)を使用した以外は実施例1と同様にして坪量384g/m2の印刷用顔料塗被板紙を得た。
Example 9
In the preparation of the coating solution for the outermost layer in Example 1, the basis weight was the same as in Example 1 except that the amount of the 50% dispersion of the styrene-butadiene copolymer latex was reduced from 37 parts by mass to 30 parts by mass. A pigment-coated paper for printing with an amount of 128 g / m 2 was obtained.
Example 10
In the production of the pigment-coated paper for printing of Example 1, the example was used except that non-coated paperboard (trade name: Collaboration Fine-W, manufactured by Oji Specialty Paper Co., Ltd.) having a basis weight of 350 g / m 2 was used as the base paper. In the same manner as in Example 1, a pigment-coated board for printing having a basis weight of 384 g / m 2 was obtained.
比較例1
実施例1の最表層用塗被液の調製において、紡錘状軽質炭酸カルシウムの63%分散液(商品名:タマパールTP221GS、平均粒子径(短径)0.3μm、奥多摩工業社製)の使用量を159質量部から48質量部に減らし、且つカオリン(商品名:ウルトラホワイト90、BASFジャパン社製)の70%分散液100質量部を使用した以外は、実施例1と同様にして坪量128g/m2の印刷用顔料塗被紙を得た。
Comparative Example 1
In the preparation of the coating solution for the outermost layer in Example 1, the amount of spindle light calcium carbonate 63% dispersion (trade name: Tamapearl TP221GS, average particle size (short axis) 0.3 μm, manufactured by Okutama Kogyo Co., Ltd.) Was reduced from 159 parts by weight to 48 parts by weight, and a basis weight of 128 g was obtained in the same manner as in Example 1 except that 100 parts by weight of a kaolin (trade name: Ultra White 90, manufactured by BASF Japan) was used at 100 parts by weight. A pigment-coated paper for printing of / m 2 was obtained.
比較例2
実施例1の最表層用塗被液の調製において、スチレン・ブタジエン共重合体ラテックスの50%分散液の使用量を37質量部から74質量部に増やした以外は実施例1と同様にして坪量128g/m2の印刷用顔料塗被紙を得た。
Comparative Example 2
In the preparation of the outermost layer coating liquid of Example 1, the basis weight was the same as in Example 1 except that the amount of the 50% dispersion of styrene / butadiene copolymer latex was increased from 37 parts by mass to 74 parts by mass. A pigment-coated paper for printing with an amount of 128 g / m 2 was obtained.
比較例3
実施例1の最表層用塗被液の調製において、紡錘状軽質炭酸カルシウムの63%分散液(商品名:タマパールTP221GS、平均粒子径(短径)0.3μm、奥多摩工業社製)159質量部の代わりに平均粒子径1.7μmの軽質炭酸カルシウムの63%分散液159質量部を使用した以外は実施例1と同様にして坪量128g/m2の印刷用顔料塗被紙を得た。
Comparative Example 3
In the preparation of the coating solution for the outermost layer in Example 1, 159 parts by mass of a spindle-shaped light calcium carbonate 63% dispersion (trade name: Tama Pearl TP221GS, average particle size (short axis) 0.3 μm, manufactured by Okutama Kogyo Co., Ltd.) A pigment-coated paper for printing having a basis weight of 128 g / m 2 was obtained in the same manner as in Example 1 except that 159 parts by mass of a 63% dispersion of light calcium carbonate having an average particle size of 1.7 μm was used instead of.
比較例4
実施例1の印刷用顔料塗被紙の製造において、多価金属塩を塗布しなかった以外は実施例1と同様にして坪量128g/m2の印刷用顔料塗被紙を得た。
Comparative Example 4
In the production of the printing pigment-coated paper of Example 1, a printing pigment-coated paper having a basis weight of 128 g / m 2 was obtained in the same manner as in Example 1 except that the polyvalent metal salt was not applied.
比較例5
実施例1の多価金属塩水溶液の塗布において、ギ酸カルシウムの4%水溶液の代わりに、酢酸アルミニウムの4%水溶液を使用し、0.12g/m2付着するように塗布した以外は、実施例1と同様にして坪量128g/m2の印刷用顔料塗被紙を得た。
Comparative Example 5
In the application of the aqueous solution of the polyvalent metal salt of Example 1, an example was used except that a 4% aqueous solution of aluminum acetate was used instead of the 4% aqueous solution of calcium formate and the coating was performed so as to adhere to 0.12 g / m 2. In the same manner as in Example 1, a pigment-coated paper for printing having a basis weight of 128 g / m 2 was obtained.
得られた印刷用顔料塗被紙について以下の評価を行い、結果を表1に示した。 The following evaluation was performed on the obtained pigment-coated paper for printing, and the results are shown in Table 1.
「評価方法」
[塗被層表面の光沢度の測定]
得られた顔料塗被紙の表面光沢を、光沢度計(JIS−Z8741記載)を用い、JIS P8142に従って、入射角75度で測定した。
"Evaluation method"
[Measurement of surface gloss of coating layer]
The surface gloss of the obtained pigment-coated paper was measured at an incident angle of 75 degrees according to JIS P8142 using a gloss meter (described in JIS-Z8741).
[塗被層表面のオフセット印刷適性の評価]
(ドライピック強度)
RI印刷機(RI−1、石川島産業機械株式会社製)を用いて、試験用インキ(ベストワン紙試験用SD50紅BT−13、T&K TOKA社製)により、ベタ印刷を行い、印刷面のピッキングの程度を目視判定した。5段階評価で5が最もよく、1が最も悪い水準であり、3が許容限度である。
[Evaluation of offset printability on the coating layer surface]
(Dry pick strength)
Using a RI printing machine (RI-1, manufactured by Ishikawajima Industrial Machinery Co., Ltd.), solid printing is performed using a test ink (SD50 Red BT-13 for Best One Paper Test, manufactured by T & K TOKA), and the printed surface is picked. The degree of was visually determined. 5 is the best in the 5-level evaluation, 1 is the worst level, and 3 is the allowable limit.
(ウェットピック強度)
上記ドライピック強度試験方法において、印刷前に水付着ロールで各印刷用顔料塗被紙表面に水を付着させた以外はドライピック強度試験方法と同様にしてウェットピック強度を評価した。
(Wet pick strength)
In the dry pick strength test method, wet pick strength was evaluated in the same manner as in the dry pick strength test method, except that water was adhered to the surface of each coated pigment-coated paper with a water adhesion roll before printing.
[塗被層表面のインクジェット印刷適性の評価]
(インク吸収性の評価)
(1)得られた顔料塗被紙を油吸収メーター自動式(JIS P−8130、熊谷理機工業株式会社製)にセットする。
(2)セットした試験片上部にセロハンテープを貼付し、そのセロハンテープ上に、水性顔料インクジェットインク(大日本スクリーン社製トゥループレスジェット520用黒インクを、マイクロシリンジを用いて、5μlのせる。
(3)インク上に金属ローラーを通過させた後、伸ばされたインク表面の光沢感が消えるまでの時間を目視判定して、インク吸収性を評価した。
おおむね、5秒以内で乾燥するものが、実機プリンター適性を有すると判定した。
[Evaluation of ink-jet printability on coating layer surface]
(Evaluation of ink absorbency)
(1) The obtained pigment coated paper is set in an oil absorption meter automatic type (JIS P-8130, manufactured by Kumagaya Riki Kogyo Co., Ltd.).
(2) A cellophane tape is affixed to the upper part of the set test piece, and 5 μl of aqueous pigment inkjet ink (black ink for True Press Jet 520 manufactured by Dainippon Screen Co., Ltd.) is put on the cellophane tape using a microsyringe.
(3) After passing the metal roller over the ink, the time until the glossiness of the stretched ink surface disappeared was visually judged to evaluate the ink absorbency.
In general, it was determined that what dried within 5 seconds had suitability for an actual printer.
(初期定着性の評価)
上記インク吸収性の評価と同様にして、得られた顔料塗被紙上にインクジェットインクを塗布し、直後に指で擦り、擦らない部分との光学濃度差に対する割合で初期定着性を評価した。
(Evaluation of initial fixability)
In the same manner as the evaluation of the ink absorptivity, an inkjet ink was applied on the obtained pigment-coated paper, and immediately after rubbing with a finger, the initial fixability was evaluated based on the ratio to the optical density difference from the non-rubbed portion.
(耐擦過性の評価)
上記インク吸収性の評価と同様にして、得られた顔料塗被紙上にインクジェットインクを塗布し、23℃50%RH環境下に1日放置した後に指で擦り、擦らない部分との光学濃度差に対する割合で耐擦過性を評価した。
(Evaluation of scratch resistance)
In the same manner as the ink absorption evaluation described above, an inkjet ink was applied on the obtained pigment-coated paper, left for one day in an environment of 23 ° C. and 50% RH, and rubbed with a finger. The scratch resistance was evaluated based on the ratio of
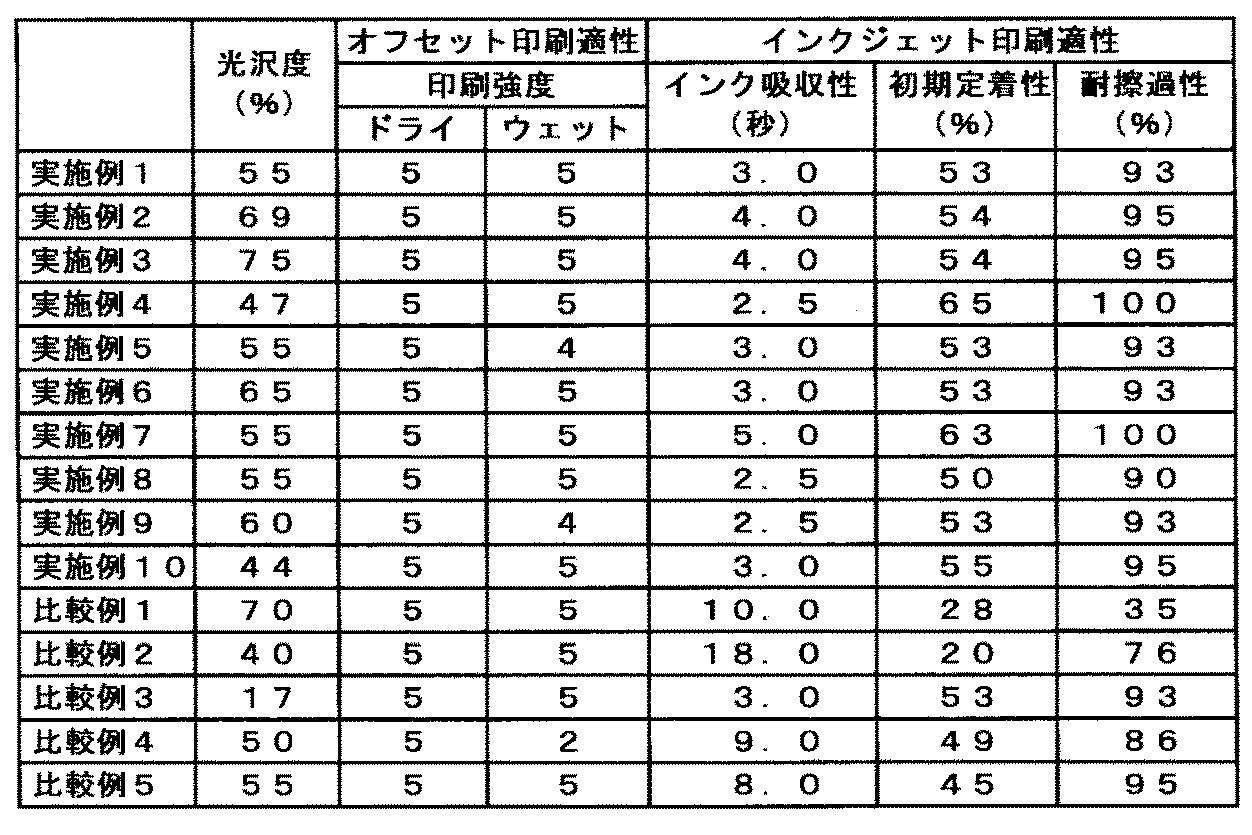
表1が明らかに示しているように、本発明に係る印刷用顔料塗被紙は、ドライピック強度、ウェットピック強度とも優れた強度を保持し、オフセット印刷適性を有している。また高い水性顔料インクジェットインク適性も兼ね備え、ハイブリッド印刷用紙としての適性に優れる印刷用顔料塗被紙を得た(実施例1〜10)。しかし、最表層用処方が本発明の規定からはずれる場合および最表層上にギ酸カルシウムの水溶液を塗布しなかった場合、ハイブリッド印刷用途に適した顔料塗被紙は得られなかった(比較例1〜4)。また、ギ酸カルシウム水溶液に代えて、酢酸アルミニウムの水溶液を塗布した場合は、初期定着性が劣るものであった(比較例5)。 As Table 1 clearly shows, the printing pigment-coated paper according to the present invention has excellent dry pick strength and wet pick strength, and has offset printing suitability. In addition, a pigment-coated paper for printing having high water-based pigment inkjet ink suitability and excellent suitability as hybrid printing paper was obtained (Examples 1 to 10). However, when the outermost layer formulation deviates from the provisions of the present invention and when an aqueous solution of calcium formate was not applied on the outermost layer, a pigment-coated paper suitable for hybrid printing was not obtained (Comparative Examples 1 to 4). Further, when an aqueous solution of aluminum acetate was applied instead of the calcium formate aqueous solution, the initial fixability was poor (Comparative Example 5).
本発明は、オフセット印刷適性に優れ、且つ水性顔料インクを用いた高速インクジェットプリンター記録適性も備えた、ハイブリッド印刷に適したグロス系印刷用顔料塗被紙が得られるものであり、特にパッケージ分野や物流分野で実用上極めて有用なものである。 The present invention provides a gloss-coated pigment-coated paper suitable for hybrid printing, which is excellent in offset printing suitability and also has high-speed inkjet printer recording suitability using aqueous pigment ink. It is extremely useful in practice in the logistics field.
Claims (6)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010137728A JP5577875B2 (en) | 2009-11-27 | 2010-06-16 | Pigment-coated paper for printing and method for producing the same |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009269605 | 2009-11-27 | ||
| JP2009269605 | 2009-11-27 | ||
| JP2010137728A JP5577875B2 (en) | 2009-11-27 | 2010-06-16 | Pigment-coated paper for printing and method for producing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011132646A JP2011132646A (en) | 2011-07-07 |
| JP5577875B2 true JP5577875B2 (en) | 2014-08-27 |
Family
ID=44345681
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010137728A Active JP5577875B2 (en) | 2009-11-27 | 2010-06-16 | Pigment-coated paper for printing and method for producing the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5577875B2 (en) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102049349B1 (en) * | 2012-04-13 | 2019-12-04 | 벌소우 페이퍼 홀딩 엘엘씨 | Recording medium for inkjet printing |
| JP5781993B2 (en) * | 2012-08-13 | 2015-09-24 | 三菱製紙株式会社 | Coated paper for printing |
| JP6205872B2 (en) * | 2013-06-05 | 2017-10-04 | 王子ホールディングス株式会社 | Coated paper for printing |
| JP6137481B2 (en) * | 2013-10-04 | 2017-05-31 | 王子ホールディングス株式会社 | Thermal recording material |
| DE112015000394T5 (en) | 2014-01-14 | 2016-09-22 | Mitsubishi Paper Mills Limited | Coated printing paper for industrial inkjet printing machine |
| WO2015112115A1 (en) | 2014-01-21 | 2015-07-30 | Hewlett-Packard Development Company, L.P. | Inkjet printing |
| JP2017190553A (en) * | 2017-05-18 | 2017-10-19 | 王子ホールディングス株式会社 | Printing coated paper |
| JP7123925B2 (en) * | 2017-06-15 | 2022-08-23 | 日本製紙株式会社 | Coated printing paper and envelope paper |
| TWI781183B (en) * | 2017-06-15 | 2022-10-21 | 日商日本製紙股份有限公司 | Coated paper for printing |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0280694A (en) * | 1988-09-16 | 1990-03-20 | Kanzaki Paper Mfg Co Ltd | Production of cast coated paper |
| JP2987528B2 (en) * | 1991-01-30 | 1999-12-06 | 新富士製紙株式会社 | Production method of cast coated paper |
| JP3013059B2 (en) * | 1991-10-05 | 2000-02-28 | 新富士製紙株式会社 | Production method of double-sided cast coated paper |
| JP4096379B2 (en) * | 1997-07-31 | 2008-06-04 | 北越製紙株式会社 | High gloss type ink jet recording paper and method for producing the same |
| JP3308192B2 (en) * | 1997-09-22 | 2002-07-29 | 日本製紙株式会社 | Manufacturing method of cast coated paper |
| JP4637346B2 (en) * | 2000-12-19 | 2011-02-23 | 日本製紙株式会社 | Cast coated paper |
-
2010
- 2010-06-16 JP JP2010137728A patent/JP5577875B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011132646A (en) | 2011-07-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5577875B2 (en) | Pigment-coated paper for printing and method for producing the same | |
| JP5365169B2 (en) | Pigment coated paper for printing | |
| US7255918B2 (en) | Coated paper sheet | |
| JP5577876B2 (en) | Pigment-coated paper for printing and method for producing the same | |
| JP5577877B2 (en) | Pigment-coated paper for printing and method for producing pigment-coated paper for printing | |
| JP5577878B2 (en) | Pigment-coated paper for printing and method for producing pigment-coated paper for printing | |
| JP2009510273A (en) | Recording support | |
| US20200094604A1 (en) | Low basis weight inkjet printable substrates with lower showthrough and improved waterfastness and print density | |
| JP2009228171A (en) | Coated paper for pressure-sensitive adhesive sheet | |
| JP4807065B2 (en) | Recording medium and manufacturing method thereof | |
| JP2011206987A (en) | Paper for reclaimed postcard | |
| JP5521673B2 (en) | Coated paper for crimping sheets | |
| JP5461890B2 (en) | Inkjet postcard paper | |
| JP4983273B2 (en) | Method for producing coated paper for printing | |
| JP5455488B2 (en) | Form paper | |
| WO2018155649A1 (en) | Coated paper for cold set offset printing | |
| JP2009121011A (en) | Coated paper for pressure-sensitive adhesive sheet, press-bonded processed product using the same and production method of press-bonded processed product | |
| JP2009270220A (en) | Coated paper for enclosing and sealing sheet | |
| JP5616041B2 (en) | Multi-layer inkjet glossy postcard paper | |
| JP7507708B2 (en) | Transfer paper | |
| JPH06278380A (en) | Image receiving paper for thermal transfer recording | |
| JP2012135954A (en) | Inkjet recording paper | |
| JP2024116647A (en) | Transfer paper | |
| JP3028697B2 (en) | Image receiving paper for thermal transfer recording | |
| JP5614124B2 (en) | Method for producing inkjet recording sheet for pigment ink |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120820 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130718 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130730 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130927 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20130927 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140610 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140623 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5577875 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |