JP5531706B2 - Embossed decorative sheet manufacturing apparatus and embossed decorative sheet manufacturing method - Google Patents
Embossed decorative sheet manufacturing apparatus and embossed decorative sheet manufacturing method Download PDFInfo
- Publication number
- JP5531706B2 JP5531706B2 JP2010070728A JP2010070728A JP5531706B2 JP 5531706 B2 JP5531706 B2 JP 5531706B2 JP 2010070728 A JP2010070728 A JP 2010070728A JP 2010070728 A JP2010070728 A JP 2010070728A JP 5531706 B2 JP5531706 B2 JP 5531706B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- roll
- embossing roll
- belt
- embossing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 36
- 238000004049 embossing Methods 0.000 claims description 91
- 238000010438 heat treatment Methods 0.000 claims description 15
- 230000006698 induction Effects 0.000 claims description 6
- 238000007493 shaping process Methods 0.000 claims description 2
- 239000000498 cooling water Substances 0.000 description 8
- 239000002184 metal Substances 0.000 description 7
- 229910052751 metal Inorganic materials 0.000 description 7
- 229920005992 thermoplastic resin Polymers 0.000 description 7
- 230000037303 wrinkles Effects 0.000 description 6
- 238000001816 cooling Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- -1 polyethylene Polymers 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 239000000057 synthetic resin Substances 0.000 description 2
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- 239000004809 Teflon Substances 0.000 description 1
- 229920006362 Teflon® Polymers 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images






Landscapes
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
Description
本発明は、エンボス化粧シートの製造装置およびエンボス化粧シートの製造方法に係り、とりわけシートにシワが発生することを防止することが可能なエンボス化粧シートの製造装置およびエンボス化粧シートの製造方法に関する。 The present invention relates to an embossed decorative sheet manufacturing apparatus and an embossed decorative sheet manufacturing method, and more particularly to an embossed decorative sheet manufacturing apparatus and an embossed decorative sheet manufacturing method capable of preventing wrinkles from occurring on the sheet.
エンボス化粧シートは、表面に凹凸模様が形成された熱可塑性樹脂シートであり、各種家具や建築内装材等に、装飾或いは表面保護の目的で貼着することによって使用されている。 The embossed decorative sheet is a thermoplastic resin sheet having a concavo-convex pattern formed on the surface thereof, and is used by adhering to various furniture and building interior materials for the purpose of decoration or surface protection.
従来、このようなエンボス化粧シートを製造する際、以下のような工程によって、シートに凹凸模様を賦形している。すなわち、まず(凹凸のない)シートをヒータで加熱し、シートの温度を熱可塑性樹脂の軟化温度まで上昇させる。続いてシートは、軟化温度に加熱された状態で、エンボスロールと加圧ロールの間に送られて挟圧される。このときシート表面に凹凸模様が賦形される。最後に、シートは冷却ロールで冷却される。 Conventionally, when manufacturing such an embossed decorative sheet, a concavo-convex pattern is formed on the sheet by the following processes. That is, first, a sheet (without unevenness) is heated with a heater, and the temperature of the sheet is raised to the softening temperature of the thermoplastic resin. Subsequently, in a state where the sheet is heated to the softening temperature, the sheet is sent between the embossing roll and the pressure roll to be pinched. At this time, an uneven pattern is formed on the sheet surface. Finally, the sheet is cooled with a cooling roll.
このようなエンボス化粧シートの製造装置としては、例えば特許文献1−2に記載されたものが知られている。このうち特許文献1は、金属ロールとゴムロールに至るまでのシート搬送経路に沿って、段階的に熱量を大きくした複数の強熱ヒーターからなるヒーター群を配置したものである。シートが徐々に加熱され、その加熱に伴うシートSの伸張が緩やかとなるため、高速で搬送してもシワのないエンボス化粧シートを得ることができる。 As an apparatus for producing such an embossed decorative sheet, for example, a device described in Patent Document 1-2 is known. Among these, Patent Document 1 arranges a heater group composed of a plurality of high-temperature heaters whose amount of heat is increased stepwise along a sheet conveyance path from a metal roll to a rubber roll. Since the sheet is gradually heated and the sheet S is gradually stretched along with the heating, an embossed decorative sheet without wrinkles can be obtained even when conveyed at high speed.
また特許文献2は、エンボス加工部に至るシート搬送手段をエンドレスベルトコンベアとしたものであり、エンドレスベルトコンベアの傾斜を、シート搬送方向の上流側から下流側に向かって緩傾斜から急傾斜に段階的に変化させたものである。 Further, Patent Document 2 uses an endless belt conveyor as the sheet conveying means that reaches the embossing section, and the inclination of the endless belt conveyor is stepped from a gentle inclination to a steep inclination from the upstream side to the downstream side in the sheet conveying direction. It has been changed.
ところで従来のエンボス化粧シートの製造装置においては、熱可塑性樹脂からなるシートは、軟化温度まで加熱された状態で加圧ロールに接触する。このため、加熱されたシートが加圧ロールに対して接着しやすくなっている。このため、シートがエンボスロールと加圧ロールとの間から出た際に、シートが加圧ロール側に引っ張られ、これによりシートにシワが発生するおそれがある。 By the way, in the conventional embossing decorative sheet manufacturing apparatus, a sheet made of a thermoplastic resin comes into contact with a pressure roll while being heated to a softening temperature. For this reason, the heated sheet is easily adhered to the pressure roll. For this reason, when the sheet comes out between the embossing roll and the pressure roll, the sheet is pulled to the pressure roll side, which may cause wrinkling of the sheet.
これに対して、シートの搬送速度を遅くすることが考えられる。この場合、シワを抑制する効果はあるが、生産効率が落ちるという問題が生じる。また、シワを抑制するために、テンションコントロールを行うことも考えられる。しかしながら、シートを熱可塑性樹脂の軟化温度まで加熱した際、シートが破断するおそれがあるため、このようなテンションコントロールを用いることは難しい。 On the other hand, it is conceivable to reduce the sheet conveyance speed. In this case, although there is an effect of suppressing wrinkles, there arises a problem that production efficiency is lowered. It is also conceivable to perform tension control in order to suppress wrinkles. However, when the sheet is heated to the softening temperature of the thermoplastic resin, it is difficult to use such tension control because the sheet may be broken.
本発明はこのような点を考慮してなされたものであり、エンボスロールと加圧ロールとの間で挟圧された後、シートが加圧ロール側に引っ張られることを防止することにより、シートにシワが発生することを防止することが可能な、エンボス化粧シートの製造装置およびエンボス化粧シートの製造方法を提供することを目的とする。 The present invention has been made in consideration of such points, and after being sandwiched between the embossing roll and the pressure roll, the sheet is prevented from being pulled toward the pressure roll, thereby preventing the sheet from being pulled. An object of the present invention is to provide an embossed decorative sheet manufacturing apparatus and an embossed decorative sheet manufacturing method capable of preventing the occurrence of wrinkles.
本発明は、エンボス化粧シートの製造装置において、シートを加熱する加熱装置と、加熱装置の下流側に設けられ、表面に凹凸パターンが形成されたエンボスロールと、エンボスロールに対向する位置に設けられ、エンボスロールとの間で加熱されたシートを挟圧してシートに凹凸模様を賦形する加圧ロールとを備え、エンボスロールと加圧ロールとの間に、シートに密着しながら移動して賦形後のシートをエンボスロール側に誘導する誘導ベルトを設け、誘導ベルトは2本設けられ、それぞれシートの幅方向端部に対応する位置に配置されていることを特徴とするエンボス化粧シートの製造装置である。 The present invention provides an apparatus for manufacturing an embossed decorative sheet, a heating device that heats the sheet, an embossing roll that is provided on the downstream side of the heating device and has a concavo-convex pattern formed on the surface, and a position that faces the embossing roll. A pressure roll that sandwiches the heated sheet with the embossing roll to form a concavo-convex pattern on the sheet, and moves between the embossing roll and the pressure roll while closely contacting the sheet. Producing an embossed decorative sheet, characterized in that a guide belt for guiding the shaped sheet to the embossing roll side is provided , and two guide belts are provided, each being arranged at a position corresponding to an end in the width direction of the sheet. Device.
本発明は、加圧ロールに、周方向に沿って誘導ベルトを収容する溝が形成されていることを特徴とするエンボス化粧シートの製造装置である。 The present invention is an embossed decorative sheet manufacturing apparatus in which a groove for accommodating a guide belt is formed along a circumferential direction in a pressure roll.
本発明は、誘導ベルトは、エンボスロールの表面に沿ってエンボスロールとともに移動することを特徴とするエンボス化粧シートの製造装置である。 The present invention is the embossed decorative sheet manufacturing apparatus, wherein the guide belt moves along with the embossing roll along the surface of the embossing roll.
本発明は、誘導ベルトは、加圧ロールの周囲に架け渡され、誘導ベルトは、シートに密着する前に加圧ロールの表面に沿って加圧ロールとともに移動することを特徴とするエンボス化粧シートの製造装置である。 The embossed decorative sheet according to the present invention is characterized in that the guide belt is stretched around the pressure roll, and the guide belt moves together with the pressure roll along the surface of the pressure roll before closely contacting the sheet. It is a manufacturing apparatus.
本発明は、誘導ベルトは、エンドレスベルトからなることを特徴とするエンボス化粧シートの製造装置である。 The present invention is the embossed decorative sheet manufacturing apparatus, wherein the guide belt is an endless belt.
本発明は、エンボスロールに隣接する位置に、誘導ベルトをシートから引き離すベルト送りロールが設けられていることを特徴とするエンボス化粧シートの製造装置である。 The present invention is an embossed decorative sheet manufacturing apparatus in which a belt feed roll for pulling the guide belt away from the sheet is provided at a position adjacent to the embossing roll.
本発明は、エンボス化粧シートの製造方法において、シートを加熱する工程と、表面に凹凸パターンが形成されたエンボスロールと、エンボスロールに対向する位置に設けられた加圧ロールとの間で、加熱されたシートを挟圧して、シートに凹凸模様を賦形する工程と、エンボスロールと加圧ロールとの間で、シートに密着しながら移動する誘導ベルトを用いて、賦形後のシートをエンボスロール側に誘導する工程とを備え、誘導ベルトは2本設けられ、それぞれシートの幅方向端部に対応する位置に配置されていることを特徴とするエンボス化粧シートの製造方法である。 The present invention relates to a method for producing an embossed decorative sheet, wherein the heating is performed between the step of heating the sheet, an embossing roll having a concavo-convex pattern formed on the surface, and a pressure roll provided at a position facing the embossing roll. And embossing the shaped sheet using a guide belt that moves while adhering to the sheet between the embossing roll and the pressure roll. The embossed decorative sheet manufacturing method is characterized in that two guide belts are provided and are arranged at positions corresponding to the widthwise ends of the sheet.
本発明によれば、エンボスロールと加圧ロールとの間に、シートに密着しながら移動して賦形後のシートをエンボスロール側に誘導する誘導ベルトを設けたので、エンボスロールと加圧ロールとの間で挟圧された後、シートが加圧ロール側に引っ張られることがなく、シートにシワが発生することを防止することができる。 According to the present invention, since the guide belt is provided between the embossing roll and the pressure roll so as to move while closely contacting the sheet and guide the shaped sheet to the embossing roll side, the embossing roll and the pressure roll The sheet is not pulled toward the pressure roll side after being sandwiched between the sheets, and it is possible to prevent the sheet from being wrinkled.
以下、本発明の一実施の形態について、図1乃至図6を参照して説明する。図1乃至図6は、本発明の一実施の形態を示す図である。 Hereinafter, an embodiment of the present invention will be described with reference to FIGS. 1 to 6 are diagrams showing an embodiment of the present invention.
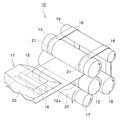
まず、図1および図2により、本実施の形態によるエンボス化粧シートの製造装置の構成について説明する。 First, the configuration of the embossed decorative sheet manufacturing apparatus according to the present embodiment will be described with reference to FIGS. 1 and 2.
図1および図2に示すように、本実施の形態によるエンボス化粧シートの製造装置10は、熱可塑性樹脂からなるシート20に凹凸模様を賦形することによりエンボス化粧シートを製造するためのものである。
As shown in FIGS. 1 and 2, an embossed decorative
このようなエンボス化粧シートの製造装置10は、搬送されているシート20を加熱する加熱装置11と、加熱装置11の下流側に設けられたエンボスロール12と、エンボスロール12に対向する位置に設けられた加圧ロール13とを備えている。
The embossed decorative
このうち加熱装置11は、複数のヒータ14と、これらのヒータ14を収容するヒータボックス15とを有している。ヒータ14としては、遠赤ヒータ、近赤ヒータ、セラミックヒータ等を用いることができる。
Among these, the
またエンボスロール12は円柱形状からなり、その表面には、シート20に賦形される凹凸模様に対応する凹凸パターン12aが形成されている。このエンボスロール12は、加圧ロール13との間で、加熱装置11によって加熱されたシート20を挟圧するものであり、これにより、シート20に凹凸パターン12aを転写して、シート20に凹凸模様を賦形するようになっている。
The
そしてエンボスロール12と加圧ロール13とにより凹凸模様が賦形されたシート20は、エンボスロール12表面に沿って搬送され、その後エンボスロール12に隣接して配置された金属ロール17に案内されて、下流側に送られる。
And the sheet |
ところでシート20の材料としては、ポリエチレン、ポリプロピレン、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリビニルアルコール、ポリエチレン テレフタレート、ポリカボネート、ナイロン(登録商標)、ポリスチレン、エチレン酢酸ビニル共重合体、エチレンビニルアルコール共重合体等の熱可塑性樹脂を挙げることができる。またシート20は、1層からなるものに限らず、複数の合成樹脂層を含む積層体からなっていても良い。このシート20の厚みは限定されるものではないが、例えば50μm〜400μmとすることができる。
By the way, as a material of the
エンボスロール12としては、例えば金属ロールを用いることができる。具体的には、エンボスロール12としては、ステンレスからなるロールの周囲にニッケルめっきを施した金属ロールを挙げることができる。
As the
一方、エンボスロール12の内部は、表面冷却用の冷却水が循環する構造になっている。すなわち図3に示すように、エンボスロール12の長手方向一端部の中心部に、冷却水入口12bが設けられ、エンボスロール12の長手方向一端部の周方向外側に、冷却水出口12cが設けられている。そして冷却水入口12bから導入された冷却水は、エンボスロール12の長手方向一端部から長手方向他端部へ向かい、その後再び長手方向一端部側に戻って、冷却水出口12cから排出されるようになっている。
On the other hand, the
また加圧ロール13は円柱形状からなり、例えばゴムロールから構成することができる。この加圧ロール13についても、エンボスロール12と同様に、内部で表面冷却用の冷却水が循環する構造を有していても良い。
Further, the
本実施の形態において、エンボスロール12と加圧ロール13との間に、誘導ベルト16が配設されている。この誘導ベルト16は、エンボスロール12と加圧ロール13との間でシート20に密着しながらシート20とともに移動し、賦形後のシート20をエンボスロール12側に誘導する役割を果たす。
In the present embodiment, a
また、誘導ベルト16は、エンドレスベルトからなっており、加圧ロール13、ベルト送りロール18、およびベルトガイドロール19の周囲に架け渡されている。このうちベルト送りロール18は、エンボスロール12に隣接する位置に設けられており、誘導ベルト16をシート20から引き離す役割を果たす。またベルトガイドロール19は、ベルト送りロール18からの誘導ベルト16を加圧ロール13に案内する役割を果たす。
The
この場合、誘導ベルト16は、ベルトガイドロール19から加圧ロール13側に送られ、加圧ロール13の表面に沿って加圧ロール13とともに移動し、エンボスロール12と加圧ロール13との間に達する。さらに誘導ベルト16は、エンボスロール12の表面に沿ってエンボスロール12およびシート20とともに移動し、続いて、ベルト送りロール18によりシート20から引き離されてベルトガイドロール19側に送られる。このように誘導ベルト16は、加圧ロール13、ベルト送りロール18、およびベルトガイドロール19の周囲を循環する。
In this case, the
一方、図2に示すように、誘導ベルト16は2本設けられている。各誘導ベルト16は、シート20の幅方向端部に対応する位置に配置されている。
On the other hand, as shown in FIG. 2, two
また加圧ロール13の両端付近には、その周方向に沿って2本の溝21が形成されている。各溝21は、シート20の幅方向端部に対応する位置に設けられており、各溝21の内部に対応する誘導ベルト16を収容可能となっている。各溝21の深さは、誘導ベルト16の厚みと略同一であり、したがって誘導ベルト16を溝21内に収容した際、誘導ベルト16の表面は加圧ロール13表面と略面一となる。
Two
このように誘導ベルト16をシート20の幅方向両端部に設けたのは以下の理由による。すなわち、シート20がエンボスロール12と加圧ロール13との間で挟圧された後に加圧ロール13側に引っ張られるという現象は、主としてシート20の幅方向両端部において生じると考えられる。したがって、シート20が加圧ロール13側に引っ張られることを防止しようとする場合、誘導ベルト16によりシート20の幅方向両端部のみをエンボスロール12側に誘導すれば十分であると考えられるからである。
The reason why the
なお誘導ベルト16の材料としては、例えば金属、テフロン(登録商標)等の合成樹脂、およびゴムを挙げることができる。とりわけ、誘導ベルト16は、シート20が付着しにくい材質からなることが好ましく、例えばフッ素コーチングなどの表面処理を施したものを用いることが好ましい。なお誘導ベルト16は、その厚みを例えば5mm〜10mmとすることができ、その幅を例えば10mm〜100mmとすることができる。
Examples of the material of the
次に、このような構成からなる本実施の形態の作用について説明する。 Next, the operation of the present embodiment having such a configuration will be described.
まず、搬送されているシート20を加熱装置11により加熱する。この際、熱可塑性樹脂からなるシート20は、その融点近くまで加熱される。
First, the conveyed
加熱されたシート20は下流側に搬送され、エンボスロール12と加圧ロール13の間に達する。次にシート20は、エンボスロール12と加圧ロール13との間で挟圧され、エンボスロール12の凹凸パターン12aにより、シート20に凹凸模様が賦形される。
The
次いで、凹凸模様が賦形されたシート20は、エンボスロール12表面に沿って移動する。この際、誘導ベルト16は、エンボスロール12と加圧ロール13との間で、シート20に密着しながらシート20とともに移動する(図4参照)。したがって、賦形後のシート20は、加圧ロール13側ではなくエンボスロール12側に確実に誘導される。なおこの際、シート20、エンボスロール12、および誘導ベルト16の移動速度は、互いに同一となっている。
Subsequently, the sheet |
続いて、シート20はエンボスロール12の表面に沿って移動し、この間シート20は、エンボスロール12内を流れる冷却水によって冷却される。これによりシート20に賦形された凹凸模様が固定する。一方、誘導ベルト16は、エンボスロール12の表面に沿ってシート20とともに移動した後、ベルト送りロール18によってエンボスロール12およびシート20から引き離される。
Subsequently, the
次に、シート20は、エンボスロール12に隣接して配置された金属ロール17に案内されて、エンボスロール12から引き離されて、下流側に送られる。その後、図示しない冷却ロールにより更にシート20を冷却しても良い。
Next, the
以上説明したように、本実施の形態によれば、エンボスロール12と加圧ロール13との間に誘導ベルト16を設け、誘導ベルト16がシート20に密着しながら移動することにより、賦形後のシート20をエンボスロール12側に誘導している。このことにより、シート20がエンボスロール12と加圧ロール13との間で挟圧された後、このシート20が加圧ロール13側に引っ張られることがない。これによりシート20にシワが発生することを防止することができる。
As described above, according to the present embodiment, the
他方、比較例として図7に示すように、このようなエンボスロール12と加圧ロール13との間に誘導ベルト16を設けなかった場合、シート20が加圧ロール13側に引っ張られ、シート20にシワが発生するおそれがある(図7の符号A参照)。
On the other hand, as shown in FIG. 7 as a comparative example, when the
さらに、本実施の形態によれば、2本の誘導ベルト16は、それぞれシート20の幅方向端部に対応する位置に配置されている。上述したように、シート20がエンボスロール12と加圧ロール13との間で挟圧された後、加圧ロール13側に引っ張られるという現象は、主としてシート20の幅方向両端部において生じると考えられる。したがって、2本の誘導ベルト16をシート20の幅方向両端部に配置することにより、シート20が加圧ロール13側に引っ張られることを効果的かつ確実に防止することができる。
Furthermore, according to the present embodiment, the two
また本実施の形態によれば、加圧ロール13に、周方向に沿って誘導ベルト16を収容する溝21が形成されているので、誘導ベルト16が加圧ロール13から突出するおそれがなく、エンボスロール12と加圧ロール13による賦形作業に影響を及ぼすことがない。
Further, according to the present embodiment, since the
また本実施の形態によれば、各誘導ベルト16は、エンドレスベルトからなり、またエンボスロール12に隣接する位置に、誘導ベルト16をシート20から引き離すベルト送りロール18が設けられている。このことにより、誘導ベルト16がエンボスロール12側に引っ張られるおそれがなく、誘導ベルト16を確実にベルト送りロール18側に搬送することができる。
Further, according to the present embodiment, each
なお、上述した実施の形態においては、本発明の要旨の範囲内で種々の変形が可能である。 In addition, in the embodiment mentioned above, various deformation | transformation are possible within the range of the summary of this invention.
すなわち本実施の形態においては、誘導ベルト16はエンドレスベルトからなっている。しかしながらこれに限らず、図5に示すように、誘導ベルト16が巻出しロール25から巻き出され、巻取りロール26によって巻き取られるようになっていても良い。
That is, in this embodiment, the
また本実施の形態においては、誘導ベルト16は、エンボスロール12および加圧ロール13の表面に沿って移動する。しかしながら、誘導ベルト16は、エンボスロール12と加圧ロール13との間でシート20をエンボスロール12側に誘導するものであれば、上述した構成に限定されるものではない。
In the present embodiment, the
例えば、図6に示すように、ベルトガイドロール27、28によって誘導ベルト16を案内し、誘導ベルト16がエンボスロール12および加圧ロール13の表面に沿って移動しないようにしても良い。
For example, as shown in FIG. 6, the
なお、図5および図6において、図1および図2に示す実施の形態と同一部分には同一の符号を付してある。 5 and FIG. 6, the same reference numerals are given to the same parts as those in the embodiment shown in FIG. 1 and FIG.
10 エンボス化粧シートの製造装置
11 加熱装置
12 エンボスロール
13 加圧ロール
14 ヒータ
15 ヒータボックス
16 誘導ベルト
17 金属ロール
18 ベルト送りロール
19 ベルトガイドロール
20 シート
21 溝
DESCRIPTION OF
Claims (7)
シートを加熱する加熱装置と、
加熱装置の下流側に設けられ、表面に凹凸パターンが形成されたエンボスロールと、
エンボスロールに対向する位置に設けられ、エンボスロールとの間で加熱されたシートを挟圧してシートに凹凸模様を賦形する加圧ロールとを備え、
エンボスロールと加圧ロールとの間に、シートに密着しながら移動して賦形後のシートをエンボスロール側に誘導する誘導ベルトを設け、
誘導ベルトは2本設けられ、それぞれシートの幅方向端部に対応する位置に配置されていることを特徴とするエンボス化粧シートの製造装置。 In the embossed decorative sheet manufacturing equipment,
A heating device for heating the sheet;
An embossing roll provided on the downstream side of the heating device and having an uneven pattern formed on the surface;
A pressure roll that is provided at a position facing the embossing roll, presses the heated sheet with the embossing roll, and forms a concavo-convex pattern on the sheet,
Provided between the embossing roll and the pressure roll is a guide belt that moves while closely contacting the sheet and guides the shaped sheet to the embossing roll side ,
An apparatus for manufacturing an embossed decorative sheet, characterized in that two guide belts are provided and are arranged at positions corresponding to the end portions in the width direction of the sheet.
シートを加熱する工程と、
表面に凹凸パターンが形成されたエンボスロールと、エンボスロールに対向する位置に設けられた加圧ロールとの間で、加熱されたシートを挟圧して、シートに凹凸模様を賦形する工程と、
エンボスロールと加圧ロールとの間で、シートに密着しながら移動する誘導ベルトを用いて、賦形後のシートをエンボスロール側に誘導する工程とを備え、
誘導ベルトは2本設けられ、それぞれシートの幅方向端部に対応する位置に配置されていることを特徴とするエンボス化粧シートの製造方法。 In the method for producing an embossed decorative sheet,
Heating the sheet;
Between the embossing roll having a concavo-convex pattern formed on the surface and a pressure roll provided at a position facing the embossing roll, sandwiching the heated sheet and shaping the concavo-convex pattern on the sheet;
Using an induction belt that moves while being in close contact with the sheet between the embossing roll and the pressure roll, and a step of guiding the shaped sheet to the embossing roll side ,
2. A method of manufacturing an embossed decorative sheet , comprising two guide belts, each of which is disposed at a position corresponding to an end in the width direction of the sheet.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010070728A JP5531706B2 (en) | 2010-03-25 | 2010-03-25 | Embossed decorative sheet manufacturing apparatus and embossed decorative sheet manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010070728A JP5531706B2 (en) | 2010-03-25 | 2010-03-25 | Embossed decorative sheet manufacturing apparatus and embossed decorative sheet manufacturing method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011201137A JP2011201137A (en) | 2011-10-13 |
| JP5531706B2 true JP5531706B2 (en) | 2014-06-25 |
Family
ID=44878362
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010070728A Expired - Fee Related JP5531706B2 (en) | 2010-03-25 | 2010-03-25 | Embossed decorative sheet manufacturing apparatus and embossed decorative sheet manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5531706B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10144166B2 (en) * | 2014-03-07 | 2018-12-04 | Mitsubishi Gas Chemical Company, Inc. | Sheet manufacturing apparatus and sheet manufacturing method |
| KR101560794B1 (en) | 2015-06-22 | 2015-10-15 | 주식회사 신한양행 | Emboss processing equipment of sheet |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5235696Y2 (en) * | 1971-11-19 | 1977-08-15 | ||
| JPH08309851A (en) * | 1995-05-17 | 1996-11-26 | Idemitsu Petrochem Co Ltd | Method and apparatus for producing planar thermoplastic resin having embossed pattern |
| JPH1016048A (en) * | 1996-06-27 | 1998-01-20 | Idemitsu Petrochem Co Ltd | Method and equipment for processing embossed pattern and embossed-surface-shaped thermoplastic resin |
| JP2001334537A (en) * | 2000-05-29 | 2001-12-04 | Toppan Printing Co Ltd | Stamper for molding fresnel lens and method for manufacturing fresnel lens |
| JP2005144698A (en) * | 2003-11-11 | 2005-06-09 | Fuji Photo Film Co Ltd | Method and apparatus for manufacturing embossed sheet |
-
2010
- 2010-03-25 JP JP2010070728A patent/JP5531706B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011201137A (en) | 2011-10-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9511620B2 (en) | Hot stamping machine | |
| JP5482202B2 (en) | Method and apparatus for producing film having fine uneven pattern on surface | |
| US9889641B2 (en) | Hot-stamping machine | |
| KR20170033396A (en) | Device and method for producing composite sheets using multiple lamination | |
| WO1997033027A1 (en) | Apparatus for laminating webs | |
| JP5531706B2 (en) | Embossed decorative sheet manufacturing apparatus and embossed decorative sheet manufacturing method | |
| WO2020129447A1 (en) | Method for forming body by winding glass chopped strand mat, and body formed by winding glass chopped strand mat | |
| JP5293318B2 (en) | Intermittent film forming method and intermittent film forming apparatus | |
| WO2003074255A1 (en) | Production method of synthetic resin sheet, synthetic resin sheet and production device for the sheet | |
| JP5010285B2 (en) | Method and apparatus for transporting sheets | |
| WO2016067916A1 (en) | Grooved roller, and apparatus and method for manufacturing plastic film using same | |
| JP2004330769A (en) | Film manufacturing method by resin-printing and manufacturing device of the film | |
| JP2012148488A (en) | Method and equipment for manufacturing resin foam molding | |
| JP2006347027A (en) | Method for manufacturing inner liner with rubber chafer and manufacturing method of pneumatic tire | |
| JP4760263B2 (en) | Release paper for embossing | |
| JP2010149483A (en) | Embossing device, and method of manufacturing worked article | |
| JP2017039225A (en) | Embossing device and embossing method | |
| JP4977486B2 (en) | Film transport device | |
| JP5919076B2 (en) | Method for molding fiber reinforced thermoplastic resin sheet and heating apparatus | |
| JP5050940B2 (en) | Thermoplastic sheet processing equipment | |
| JP2019038679A (en) | Thermal transfer printing device | |
| JP5838944B2 (en) | Method for producing reinforcing membrane used for electrolyte membrane for fuel cell | |
| JP4736029B2 (en) | Embossing device and embossing method | |
| JP2013165562A (en) | Net-like sheet member processing device, method of manufacturing rounded net-like sheet member, and net-like sheet member | |
| JP3725957B2 (en) | Method for producing laminated thermoplastic resin film |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130118 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140110 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140305 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140325 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140407 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5531706 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| LAPS | Cancellation because of no payment of annual fees |