JP5298564B2 - Biaxially oriented polyester film and metallized polyester film - Google Patents
Biaxially oriented polyester film and metallized polyester film Download PDFInfo
- Publication number
- JP5298564B2 JP5298564B2 JP2008041114A JP2008041114A JP5298564B2 JP 5298564 B2 JP5298564 B2 JP 5298564B2 JP 2008041114 A JP2008041114 A JP 2008041114A JP 2008041114 A JP2008041114 A JP 2008041114A JP 5298564 B2 JP5298564 B2 JP 5298564B2
- Authority
- JP
- Japan
- Prior art keywords
- polyester film
- film
- heat
- particles
- biaxially oriented
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Landscapes
- Laminated Bodies (AREA)
- Magnetic Record Carriers (AREA)
Abstract
Description
本発明は、磁気記録材料、電子材料、製版フィルム、昇華型リボン、包装材料、金属蒸着用として用いた時に有用で、特に高容量の磁気記録媒体用支持体として用いた場合に有用な二軸配向ポリエステルフィルムおよび金属蒸着ポリエステルフィルムに関する。 The present invention is useful when used as a magnetic recording material, electronic material, plate-making film, sublimation ribbon, packaging material, metal vapor deposition, and particularly useful as a support for a high-capacity magnetic recording medium. The present invention relates to an oriented polyester film and a metal-deposited polyester film.
近年、デ−タストレージやデジタルビデオテープ用などの磁気記録媒体においては、高密度化、高容量化が進んでいる。例えば、LTO(Linear Tape Open)やSDLT(Super Digital Linear Tape)などのリニア記録方式の磁気記録媒体では、1巻で500GB以上の高容量を有するものが開発されている。 In recent years, magnetic recording media for data storage and digital video tape have been increasing in density and capacity. For example, linear recording magnetic recording media such as LTO (Linear Tape Open) and SDLT (Super Digital Linear Tape) have been developed that have a high capacity of 500 GB or more per volume.
高容量化のために、延伸倍率アップによるベースフィルムの高強度化、テープ幅方向の温度膨張係数や湿度膨張係数の最適化、添加粒子の小径化等これまで数多くの検討がなされてきた。しかし、これらの技術を用いても1巻で500GB以上の高容量を有する磁気記録媒体用としては十分な特性が得られなかった。 To increase the capacity, many studies have been made so far, such as increasing the strength of the base film by increasing the draw ratio, optimizing the temperature expansion coefficient and humidity expansion coefficient in the tape width direction, and reducing the diameter of the additive particles. However, even if these techniques are used, sufficient characteristics cannot be obtained for a magnetic recording medium having a high capacity of 500 GB or more per roll.
これらの磁気記録媒体においては、媒体表面がヘッドに当たりやすいように、フィルムを熱処理(特許文献1)したり、磁性層及びバックバックコート層の構成成分を制御(特許文献2)して磁気記録表面を凸に制御することが一般的に行われている。しかし、フィルムに熱処理を施す場合、工程が増えるためにシワなどにより収率が下がる場合があり、また構成成分を制御する場合、構成成分の厚みによってカッピングが変化するなどの課題があった。
本発明の目的は、カッピング、特に磁気記録媒体用支持体として必要なカッピングを有する二軸配向ポリエステルフィルムおよび金属蒸着ポリエステルフィルムを提供することにある。 An object of the present invention is to provide a biaxially oriented polyester film and a metal-deposited polyester film having cupping, particularly cupping necessary as a support for a magnetic recording medium.
上記目的を達成するための本発明は、2層以上の層構成を有し、厚み方向における中心から一方の表面A側までの部分に含まれる耐熱性熱可塑性樹脂の含有量をWAとし、厚み方向における中心から他方の表面B側までの部分に含まれる耐熱性熱可塑性樹脂の含有量をWBとしたとき、WAおよびWBがともに0〜5wt%であり、かつ、WB−WAの値が0.1〜1.1wt%であり、前記耐熱性熱可塑性樹脂は用いるポリエステルのガラス転移温度(Tg)よりも高いTgを有している二軸配向ポリエステルフィルムであることを特徴とする。 The present invention for achieving the above object has a layer structure of two or more layers, and the content of the heat-resistant thermoplastic resin contained in a portion from the center in the thickness direction to one surface A side is defined as WA. When the content of the heat-resistant thermoplastic resin contained in the portion from the center in the direction to the other surface B side is WB, both WA and WB are 0 to 5 wt%, and the value of WB-WA is 0 .1~1.1Wt% der is, wherein the heat-resistant thermoplastic resin is a biaxially oriented polyester film that has a higher Tg than the glass transition temperature (Tg) of the polyester used.
本発明により、カッピング、特に磁気記録媒体用支持体として必要なカッピングを有する二軸配向ポリエステルフィルムおよび金属蒸着ポリエステルフィルムを提供することができる。 According to the present invention, it is possible to provide a biaxially oriented polyester film and a metal-deposited polyester film having cupping, particularly cupping necessary as a support for a magnetic recording medium.
本発明の二軸配向ポリエステルフィルムは、ポリエステルを含む層を少なくとも2層含む層構成を有している。また、フィルムの厚み方向において、その中心(中央の位置)から一方の表面A側までの部分に含まれる耐熱性熱可塑性樹脂の含有量をWAとし、前記中心から他方の表面B(表面Aの反対側の面)までの部分に含まれる耐熱性熱可塑性樹脂の含有量をWBとしたとき、WAおよびWBがいずれも0〜5wt%であり、かつ、WB−WAが0.1〜3.0wt%である。 The biaxially oriented polyester film of the present invention has a layer structure including at least two layers containing polyester. Further, in the thickness direction of the film, the content of the heat-resistant thermoplastic resin contained in the portion from the center (center position) to the one surface A side is WA, and the other surface B (surface A When the content of the heat-resistant thermoplastic resin contained in the portion up to the opposite surface) is WB, both WA and WB are 0 to 5 wt%, and WB-WA is 0.1 to 3. 0 wt%.
WAは、好ましくは0〜4wt%、より好ましくは0〜3wt%である。WBは、好ましくは0.2〜4.5wt%、更に好ましくは0.5〜4.0wt%である。WA及びWBが5wt%よりも大きいと、製膜性が不安定となる傾向がある。また、WB−WAは好ましくは0.2〜2.5wt%、更に好ましくは0.5〜2.0wt%である。WB−WAが0.1wt%よりも小さいとカッピングの効果が得られにくく、3.0wt%よりも大きいとカッピングが大きくなり過ぎ、逆にヘッド当たりが不均一になる傾向がある。 The WA is preferably 0 to 4 wt%, more preferably 0 to 3 wt%. WB is preferably 0.2 to 4.5 wt%, more preferably 0.5 to 4.0 wt%. When WA and WB are larger than 5 wt%, the film forming property tends to be unstable. Moreover, WB-WA is preferably 0.2 to 2.5 wt%, more preferably 0.5 to 2.0 wt%. If WB-WA is less than 0.1 wt%, the effect of cupping is difficult to obtain, and if it exceeds 3.0 wt%, the cupping tends to be too large and the head contact tends to be uneven.
本発明に用いることができるポリエステルとしては、分子配向により高強度フィルムとなるポリエステルであれば特に限定しないが、ポリエチレンテレフタレートや、ポリエチレン−2,6−ナフタレートを構成成分とすることが好ましい。エチレンテレフタレート以外のポリエステル共重合体成分としては、例えばジエチレングリコール、プロピレングリコール、ネオペンチルグリコール、ポリエチレングリコール、p−キシリレングリコール、1,4−シクロヘキサンジメタノールなどのジオール成分、アジピン酸、セバシン酸、フタル酸、イソフタル酸、5−ナトリウムスルホイソフタル酸などのジカルボン成分、トリメリット酸、ピロメリット酸などの多官能ジカルボン酸成分、p−オキシエトキシ安息香酸などが使用できる。 The polyester that can be used in the present invention is not particularly limited as long as it becomes a high-strength film by molecular orientation, but polyethylene terephthalate or polyethylene-2,6-naphthalate is preferably a constituent. Examples of polyester copolymer components other than ethylene terephthalate include diol components such as diethylene glycol, propylene glycol, neopentyl glycol, polyethylene glycol, p-xylylene glycol, and 1,4-cyclohexanedimethanol, adipic acid, sebacic acid, and phthalate. Dicarboxylic components such as acid, isophthalic acid and 5-sodiumsulfoisophthalic acid, polyfunctional dicarboxylic acid components such as trimellitic acid and pyromellitic acid, p-oxyethoxybenzoic acid and the like can be used.
本発明における耐熱性熱可塑性樹脂とは、用いるポリエステルのガラス転移温度(Tg)よりも高いTgを有する熱可塑性樹脂を意味し、溶融成形性及びポリエステルとの相溶性を備えた熱可塑性樹脂であれば用いることができる。具体的には、例えば、ポリイミド系樹脂(ポリエーテルイミドを含む)、ポリスルホン、ポリエーテルスルホン、ポリアミドイミド、ポリエーテルエーテルケトン、ポリアリレートが例示される。この中でも、ポリエステルとの親和性及び溶融成形性の観点から、ポリイミド系樹脂、特にポリエーテルイミドが好ましい。 The heat-resistant thermoplastic resin in the present invention means a thermoplastic resin having a Tg higher than the glass transition temperature (Tg) of the polyester used, and may be a thermoplastic resin having melt moldability and compatibility with the polyester. Can be used. Specifically, for example, polyimide resin (including polyetherimide), polysulfone, polyethersulfone, polyamideimide, polyetheretherketone, and polyarylate are exemplified. Among these, from the viewpoints of affinity with polyester and melt moldability, polyimide resins, particularly polyetherimide, are preferable.
本発明の二軸配向ポリエステルフィルムは上述したように、2層以上の積層構成を有している。これは、カッピングの制御に不可欠であると共に、磁気記録媒体用支持体として用いたときに、一方の表面には優れた電磁変換特性を得るための平滑さを、他方の表面には製膜・加工工程での優れた搬送性を付与するための適度な粗さを両立せしめることが容易になるからである。 As described above, the biaxially oriented polyester film of the present invention has a laminated structure of two or more layers. This is indispensable for cupping control, and when used as a support for a magnetic recording medium, smoothness for obtaining excellent electromagnetic conversion characteristics is obtained on one surface, and film formation / This is because it becomes easy to achieve an appropriate roughness for imparting excellent transportability in the processing step.
表面Aは磁気記録媒体用支持体として用いる場合に、磁性層を設ける側の表面とすることが好ましく、反対側の表面Bはバックコート層などを設ける走行面側の表面とすることが好ましい。 When the surface A is used as a support for a magnetic recording medium, the surface on the side where the magnetic layer is provided is preferably used, and the surface B on the opposite side is preferably the surface on the running surface side where the backcoat layer is provided.
表面A側に磁性層を設ける場合、ポリエステルフィルムの表面粗さSRaは0.5〜10nmであることが好ましい。表面AのSRaが0.5nmより小さい場合は、フィルム製造、加工工程などで、搬送ロールなどとの摩擦係数が大きくなり、工程トラブルを起こすことがある。また、SRaが10nmより大きい場合は、高密度記録の磁気テープとして用いる場合に、電磁変換特性が低下させることがある。表面A側に磁性層を設ける場合、SRaの下限は、より好ましくは1nm、さらに好ましくは2nmであり、上限は9nm、さらに好ましくは8nmである。より好ましい範囲としては、1〜9nm、さらに好ましい範囲としては、2〜8nmである。 When providing a magnetic layer on the surface A side, the polyester film preferably has a surface roughness SRa of 0.5 to 10 nm. When SRa of surface A is smaller than 0.5 nm, a friction coefficient with a conveyance roll etc. becomes large in film production, a processing process, etc., and may cause a process trouble. When SRa is larger than 10 nm, electromagnetic conversion characteristics may be deteriorated when used as a magnetic tape for high-density recording. When the magnetic layer is provided on the surface A side, the lower limit of SRa is more preferably 1 nm, still more preferably 2 nm, and the upper limit is 9 nm, more preferably 8 nm. A more preferable range is 1 to 9 nm, and a further preferable range is 2 to 8 nm.
一方、表面B側にバックコート層を設ける場合、その表面粗さSRaは2〜30nmであることが好ましい。表面BのSRaが2nmより小さい場合は、搬送ロールなどとの摩擦係数が大きくなり、工程トラブルを起こすことがある。また、SRaが30nmより大きい場合は、フィルムロールやパンケーキとして保管する際に、表面突起が反対側の表面に転写し、電磁変換特性が低下することがある。表面B側にバックコート層を設ける場合、SRaの下限は、より好ましくは3nm、さらに好ましくは4nmであり、上限は20nm、さらに好ましくは15nmである。より好ましい範囲としては、3〜20nm、さらに好ましい範囲としては4〜15nmである。 On the other hand, when the back coat layer is provided on the surface B side, the surface roughness SRa is preferably 2 to 30 nm. When SRa on the surface B is smaller than 2 nm, the friction coefficient with the transport roll or the like becomes large, which may cause a process trouble. On the other hand, when SRa is larger than 30 nm, the surface protrusion may be transferred to the opposite surface when stored as a film roll or pancake, and electromagnetic conversion characteristics may deteriorate. When the back coat layer is provided on the surface B side, the lower limit of SRa is more preferably 3 nm, still more preferably 4 nm, and the upper limit is 20 nm, more preferably 15 nm. A more preferable range is 3 to 20 nm, and a further preferable range is 4 to 15 nm.
SRaを上記範囲内とするためには、層内に不活性粒子を添加することが好ましく、本発明において表面Aを構成する層Aに不活性粒子Iを用いる場合、その平均粒径dIは好ましくは0.04〜0.30μm、より好ましくは0.05〜0.15μmであり、含有量は好ましくは0.001〜0.30質量%、より好ましくは0.01〜0.25質量%である。磁気記録用媒体支持体においては平均粒径が0.30μmよりも大きな粒子を用いると電磁変換特性が悪化する場合がある。一般に平均粒径および添加量を小さくするほどSRaは小さくなり、平均粒径および添加量を大きくするほどSRaは大きくなる。 In order to make SRa within the above range, it is preferable to add inert particles in the layer. In the present invention, when the inert particles I are used in the layer A constituting the surface A, the average particle diameter dI is preferably Is 0.04 to 0.30 μm, more preferably 0.05 to 0.15 μm, and the content is preferably 0.001 to 0.30 mass%, more preferably 0.01 to 0.25 mass%. is there. In the magnetic recording medium support, use of particles having an average particle size larger than 0.30 μm may deteriorate the electromagnetic conversion characteristics. In general, the smaller the average particle size and the added amount, the smaller the SRa, and the larger the average particle size and the added amount, the larger the SRa.
表面Bを構成する層Bに粒子を含有せしめる場合、その粒子は1種類であっても2種類以上であってもよい。層Bに含有せしめる最も粒径の大きい不活性粒子を不活性粒子IIとしたとき、その平均粒径dIIは、好ましくは0.1〜1.0μm、より好ましくは0.4〜0.9μm、含有量は好ましくは0.002〜0.10質量%、より好ましくは0.005〜0.05質量%であり、さらに不活性粒子IIIを含有せしめる場合、その平均粒径dIIIはdIIよりも小さく、dIIIの範囲は、好ましくは0.05〜0.5μm、より好ましくは0.2〜0.4μmであり、含有量は好ましくは0.1〜1.0質量%、より好ましくは0.2〜0.4質量%である。 When the layer B constituting the surface B contains particles, the particles may be one type or two or more types. When the inert particle II having the largest particle diameter to be contained in the layer B is defined as the inert particle II, the average particle diameter dII is preferably 0.1 to 1.0 μm, more preferably 0.4 to 0.9 μm, The content is preferably 0.002 to 0.10% by mass, more preferably 0.005 to 0.05% by mass, and when the inert particles III are further included, the average particle size dIII is smaller than dII. , DIII is preferably 0.05 to 0.5 μm, more preferably 0.2 to 0.4 μm, and the content is preferably 0.1 to 1.0% by mass, more preferably 0.2. It is -0.4 mass%.
上述したように層Aおよび層Bはそれぞれ表面Aおよび表面Bを構成する最外層となるが、それら2層の間に層Cや層Dを有する、3層、4層の構成であってもよい。 As described above, the layer A and the layer B are the outermost layers constituting the surface A and the surface B, respectively. However, even if the layer A or the layer B has a layer C or a layer D between the two layers, Good.
本発明の二軸配向ポリエステルフィルムに含まれる不活性粒子は、球状シリカ、ケイ酸アルミニウム、二酸化チタン、炭酸カルシウムなどの無機粒子、またその他有機系高分子粒子としては、架橋ポリスチレン樹脂粒子、架橋シリコーン樹脂粒子、架橋アクリル樹脂粒子、架橋スチレン−アクリル樹脂粒子、架橋ポリエステル粒子、ポリイミド粒子、メラミン樹脂粒子等が好ましい。これらの1種もしくは2種以上を選択して用いることができる。 The inert particles contained in the biaxially oriented polyester film of the present invention include inorganic particles such as spherical silica, aluminum silicate, titanium dioxide, calcium carbonate, and other organic polymer particles such as crosslinked polystyrene resin particles and crosslinked silicone. Resin particles, crosslinked acrylic resin particles, crosslinked styrene-acrylic resin particles, crosslinked polyester particles, polyimide particles, melamine resin particles, and the like are preferable. These 1 type (s) or 2 or more types can be selected and used.
不活性粒子は、粒子形状・粒子分布は均一なものが好ましく、体積形状係数は好ましくはf=0.3〜π/6であり、より好ましくはf=0.4〜π/6である。体積形状係数fは、次式で表される。 The inert particles preferably have a uniform particle shape and particle distribution, and the volume shape factor is preferably f = 0.3 to π / 6, more preferably f = 0.4 to π / 6. The volume shape factor f is expressed by the following equation.
f=V/Dm3
ここでVは粒子体積(μm3),Dmは粒子の投影面における最大径(μm)である。
f = V / Dm 3
Here, V is the particle volume (μm 3 ), and Dm is the maximum diameter (μm) on the projection plane of the particles.
なお、体積形状係数fは粒子が球の時、最大のπ/6(=0.52)となる。必要に応じて粗大粒子や介在物を除去するため、濾過などを行うことが好ましい。中でも、球状シリカは単分散性に優れ、突起形成を容易に制御でき、本発明の効果がより良好となるため好ましい。また必要に応じて、地肌補強の観点から一次粒径が0.005〜0.10μm、好ましくは0.01〜0.05μmのα型アルミナ、γ型アルミナ、δ型アルミナ、θ型アルミナ、ジルコニア、シリカ、チタン粒子などから選ばれる不活性粒子を表面突起形成に影響を及ぼさない範囲で含有してもよい。 The volume shape factor f is the maximum π / 6 (= 0.52) when the particle is a sphere. In order to remove coarse particles and inclusions as necessary, filtration or the like is preferably performed. Among them, spherical silica is preferable because it is excellent in monodispersity, can easily control the formation of protrusions, and the effects of the present invention become better. If necessary, α-type alumina, γ-type alumina, δ-type alumina, θ-type alumina, zirconia having a primary particle size of 0.005 to 0.10 μm, preferably 0.01 to 0.05 μm from the viewpoint of reinforcing the background. In addition, inert particles selected from silica, titanium particles and the like may be contained within a range that does not affect the formation of surface protrusions.
本発明の二軸配向ポリエステルフィルムは、長手方向および幅方向のヤング率がいずれも4〜13GPaであることが好ましい。長手方向のヤング率が4GPaより小さい場合、テープドライブ内での長手方向への張力によって長手方向に伸び、この伸び変形により幅方向に収縮し、記録トラックずれが起こりやすくなる。長手方向のヤング率の下限は、より好ましくは4.3GPa、さらに好ましくは4.5GPaである。一方、長手方向のヤング率が13GPaより大きい場合、十分な幅方向のヤング率が得られず、エッジダメージの原因となりやすい。長手方向のヤング率の上限は、より好ましくは10GPa、さらに好ましくは8GPaである。より好ましい範囲としては、4.3〜10GPa、さらに好ましい範囲としては4.5〜8GPaである。 The biaxially oriented polyester film of the present invention preferably has a Young's modulus in the longitudinal direction and the width direction of 4 to 13 GPa. When the Young's modulus in the longitudinal direction is less than 4 GPa, the film extends in the longitudinal direction due to the tension in the longitudinal direction in the tape drive, and contracts in the width direction due to this elongation deformation, and recording track deviation is likely to occur. The lower limit of the Young's modulus in the longitudinal direction is more preferably 4.3 GPa, still more preferably 4.5 GPa. On the other hand, when the Young's modulus in the longitudinal direction is greater than 13 GPa, a sufficient Young's modulus in the width direction cannot be obtained, which is likely to cause edge damage. The upper limit of the Young's modulus in the longitudinal direction is more preferably 10 GPa, still more preferably 8 GPa. A more preferable range is 4.3 to 10 GPa, and a further preferable range is 4.5 to 8 GPa.
本発明の二軸配向ポリエステルフィルムは、幅方向のヤング率が4〜13GPaの範囲であることが好ましい。幅方向のヤング率が4GPaより小さい場合、エッジダメージの原因となったりすることがある。幅方向のヤング率の下限は、より好ましくは5GPa、さらに好ましくは6GPaである。一方、幅方向のヤング率が13GPaより大きい場合、十分な長手方向のヤング率が得られにくい。幅方向のヤング率の上限は、より好ましくは11GPa、さらに好ましくは10GPaである。より好ましい範囲としては、5〜11GPa、さらに好ましい範囲としては6〜10GPaである。 The biaxially oriented polyester film of the present invention preferably has a Young's modulus in the width direction of 4 to 13 GPa. If the Young's modulus in the width direction is less than 4 GPa, edge damage may be caused. The lower limit of the Young's modulus in the width direction is more preferably 5 GPa, and even more preferably 6 GPa. On the other hand, when the Young's modulus in the width direction is larger than 13 GPa, it is difficult to obtain a sufficient Young's modulus in the longitudinal direction. The upper limit of the Young's modulus in the width direction is more preferably 11 GPa, still more preferably 10 GPa. A more preferable range is 5 to 11 GPa, and a more preferable range is 6 to 10 GPa.
なお、本発明において長手方向とは、一般的にMD方向といわれる方向であって、ポリエステルフィルム製造工程時の長手方向と同じ方向を指し、幅方向とは、一般的にTD方向といわれる方向であって、ポリエステルフィルム製造工程時の幅方向と同じ方向(MD方向と直交する方向)を指す。 In addition, in this invention, a longitudinal direction is a direction generally called MD direction, Comprising: The same direction as the longitudinal direction at the time of a polyester film manufacturing process is pointed out, and the width direction is a direction generally called a TD direction. And the same direction (direction orthogonal to MD direction) as the width direction at the time of a polyester film manufacturing process is pointed out.
また、本発明の二軸配向ポリエステルフィルムの厚みは、2〜10μmであることが好ましい。この厚みが2μmより小さい場合は、磁気記録媒体用支持体として必要なこしが得られにくい。ポリエステルフィルムの厚みの下限は、より好ましくは3μm、さらに好ましくは4μmである。一方、ポリエステルフィルムの厚みが10μmより大きい場合は、テープ1巻あたりのテープ長さが短くなるため、磁気テープの小型化、高容量化が困難になる場合がある。ポリエステルフィルムの厚みの上限は、より好ましくは8μm、さらに好ましくは6μmである。より好ましい範囲としては3〜8μm、さらに好ましい範囲としては4〜6μmである。 Moreover, it is preferable that the thickness of the biaxially oriented polyester film of this invention is 2-10 micrometers. When this thickness is smaller than 2 μm, it is difficult to obtain the necessary strain as a support for a magnetic recording medium. The lower limit of the thickness of the polyester film is more preferably 3 μm, and even more preferably 4 μm. On the other hand, when the thickness of the polyester film is larger than 10 μm, the tape length per one tape is shortened, so that it may be difficult to reduce the size and increase the capacity of the magnetic tape. The upper limit of the thickness of the polyester film is more preferably 8 μm, and even more preferably 6 μm. A more preferable range is 3 to 8 μm, and a further preferable range is 4 to 6 μm.
磁気記録媒体として必要な強度や寸法安定性を付与するため、上記した二軸配向ポリエステルフィルムの少なくとも一方の面に酸化アルミなどの金属蒸着を施してもよい。蒸着フィルムにおいては、蒸着された時と蒸着後冷えた時の蒸着膜の伸縮差によりカッピングが発生することが一般的である。また、酸化アルミなどの酸化物を蒸着した場合には、蒸着後に進行する酸化反応や水酸化反応によっても蒸着膜が寸法変化し、カッピングを引き起こすこともある。さらに、両面に酸化物蒸着を施す場合、表裏で膜厚や酸化度を制御することが必要である。本発明のポリエステルフィルムはそのような金属蒸着ポリエステルフィルムのカッピング矯正用としても有用である。 In order to provide strength and dimensional stability required for the magnetic recording medium, metal vapor deposition such as aluminum oxide may be performed on at least one surface of the above-described biaxially oriented polyester film. In a vapor deposition film, it is common that cupping occurs due to a difference in expansion and contraction of the vapor deposition film when it is deposited and when it is cooled after vapor deposition. In addition, when an oxide such as aluminum oxide is deposited, the deposited film may change in dimensions due to an oxidation reaction or a hydroxylation reaction that proceeds after the deposition, thereby causing cupping. Furthermore, when oxide vapor deposition is performed on both sides, it is necessary to control the film thickness and the degree of oxidation on the front and back sides. The polyester film of the present invention is also useful for correcting cupping of such metal-deposited polyester film.
上記したような本発明の二軸配向ポリエステルフィルムは、たとえば次のように製造される。以下、ポリエステルとしてポリエチレンテレフタレート(PET)を、耐熱性熱可塑性樹脂としてポリエーテルイミドを用いた例を代表例として説明するが、本発明は特にこれらに限定されるものではない。 The biaxially oriented polyester film of the present invention as described above is produced, for example, as follows. Hereinafter, examples in which polyethylene terephthalate (PET) is used as the polyester and polyetherimide is used as the heat-resistant thermoplastic resin will be described as representative examples, but the present invention is not particularly limited thereto.
ポリエステルに不活性粒子を含有させる方法としては、例えばジオール成分であるエチレングリコールに不活性粒子Iを所定割合にてスラリーの形で分散させ、このエチレングリコールスラリーをポリエステル重合完結前の任意段階で添加する。ここで、粒子を添加する際には、例えば、粒子を合成時に得られる水ゾルやアルコールゾルを一旦乾燥させることなく添加すると粒子の分散性が良好であり、滑り性、電磁変換特性を共に良好とすることができる。また粒子の水スラリーを直接所定のポリエステルペレットと混合し、ベント方式の2軸混練押出機に供給しポリエステルに練り込む方法も本発明の効果に有効である。 As a method of incorporating the inert particles into the polyester, for example, the inert particles I are dispersed in the form of a slurry at a predetermined ratio in ethylene glycol, which is a diol component, and this ethylene glycol slurry is added at an arbitrary stage before the completion of polyester polymerization. To do. Here, when adding the particles, for example, when the water sol or alcohol sol obtained at the time of synthesis is added without drying, the dispersibility of the particles is good, and both the slipping property and the electromagnetic conversion property are good. It can be. Also effective for the effect of the present invention is a method in which an aqueous slurry of particles is directly mixed with predetermined polyester pellets, supplied to a vent type twin-screw kneading extruder and kneaded into polyester.
実質的に粒子を含有しないポリエステルのペレットと、ポリエーテルイミドのペレットを所定の割合で混合して、270〜300℃で加熱されたベント式の二軸混練押出機に供給、溶融押出して、ペレットを得る。 Polyester pellets substantially free of particles and polyetherimide pellets are mixed at a predetermined ratio, supplied to a vent type twin-screw kneading extruder heated at 270 to 300 ° C., melt-extruded, and pellets Get.
このようにして準備した、粒子含有ペレット、ポリエーテルイミド含有ペレットおよび粒子などを実質的に含有しないペレットを所定の割合で混合し、乾燥したのち、公知の溶融積層用押出機に供給し、ポリマーをフィルターにより濾過する。 The thus prepared particles-containing pellets, polyetherimide-containing pellets, and pellets substantially free of particles are mixed at a predetermined ratio, dried, and then supplied to a known melt laminating extruder to produce a polymer. Is filtered through a filter.
また、非常に薄い磁性層を塗布する高密度磁気記録媒体用途においては、ごく小さな異物も磁気記録欠陥であるDO(ドロップアウト)の原因となるため、フィルターには例えば1.5μm以上の異物を95%以上捕集する高精度の繊維焼結ステンレスフィルターを用いることが有効である。続いてスリット状のスリットダイからシート状に押し出し、キャスティングロール上で冷却固化せしめて未延伸フィルムとする。すなわち、複数の押出機、複数のマニホールドまたは合流ブロック(例えば矩形合流部を有する合流ブロック)を用いて必要な層数を積層し、口金からシートを押し出し、キャスティングロールで冷却して未延伸フィルムを作る。この場合、背圧の安定化および厚み変動の抑制の観点からポリマー流路にスタティックミキサー、ギヤポンプを設置する方法が有効である。
続いて、上記未延伸フィルムを長手方向と幅方向の二軸に延伸した後、熱処理する。延伸工程は、特に限定されないが、各方向において2段階以上に分けることが好ましい。すなわち再縦、再横延伸を行う方法が高密度記録の磁気テープとして最適な高強度のフィルムが得られ易いために好ましい。
Also, in high-density magnetic recording medium applications where a very thin magnetic layer is applied, very small foreign matter can cause DO (dropout), which is a magnetic recording defect. It is effective to use a high-precision fiber sintered stainless filter that collects 95% or more. Subsequently, the sheet is extruded from a slit-shaped slit die and cooled and solidified on a casting roll to obtain an unstretched film. That is, a necessary number of layers are laminated using a plurality of extruders, a plurality of manifolds or a merge block (for example, a merge block having a rectangular merge portion), the sheet is extruded from a die, and cooled by a casting roll to form an unstretched film. create. In this case, a method of installing a static mixer and a gear pump in the polymer flow channel is effective from the viewpoint of stabilization of back pressure and suppression of thickness fluctuation.
Subsequently, the unstretched film is stretched biaxially in the longitudinal direction and the width direction and then heat treated. Although an extending process is not specifically limited, It is preferable to divide into two or more steps in each direction. That is, the method of performing re-longitudinal and re-lateral stretching is preferable because a high-strength film optimum for a magnetic tape for high-density recording can be easily obtained.
延伸方法は同時二軸延伸であっても逐次二軸延伸であってもよい。同時二軸延伸においてはロールによる延伸を伴わないため、フィルム表面の局所的な加熱が発生せず、表面性が制御しやすいため延伸方法としてより好ましい。同時二軸延伸においては未延伸フィルムを、まず長手および幅方向に、延伸温度を、例えば80〜160℃、好ましくは85〜130℃、更に好ましくは90〜110℃として、同時に延伸する。延伸温度が80℃よりも低くなるとフィルムが破断しやすく、延伸温度が160℃よりも高くなると磁気記録媒体として用いた時に十分な強度が得られにくい場合がある。また、延伸ムラを防止する観点から、長手方向・横方向の合計延伸倍率は、例えば8〜30倍、好ましくは9〜25倍、更に好ましくは10〜20倍とすることが好ましい。延伸倍率が8倍よりも小さいと本発明の対象とする高密度磁気記録媒体用として必要十分な強度が得られにくい。一方、倍率が30倍よりも大きくなると、フィルムが破れ、製造が難しい場合がある。高密度磁気記録媒体に必要な強度を得るためには、必要に応じて、好ましくは温度140〜210℃、より好ましくは160〜200℃で、好ましくは、1.05〜1.8、より好ましくは1.2〜1.6倍で再度長手及び/又は幅方向に延伸を行うことが好ましい。1.05よりも小さいと十分な強度が得られない場合があり、1.8倍よりも大きいとフィルムが破れ、製造が難しい場合がある。その後、例えば180〜235℃好ましくは190〜220℃で、例えば0.5〜20秒、好ましくは1〜15秒熱固定を行う。熱固定温度が180℃よりも低いとフィルムの結晶化が進まないため構造が安定しにくい。一方、235℃よりも大きくすると、ポリエステル非晶鎖部分の緩和が進み、ヤング率が小さくなるため磁気記録媒体用途として十分な強度が得られにくい。その後、長手及び/又は幅方向に0.5〜7.0%の弛緩処理を施す。 The stretching method may be simultaneous biaxial stretching or sequential biaxial stretching. Since simultaneous biaxial stretching does not involve stretching by a roll, local heating of the film surface does not occur, and surface properties are easy to control, so that it is more preferable as a stretching method. In simultaneous biaxial stretching, an unstretched film is first stretched simultaneously in the longitudinal and width directions at a stretching temperature of, for example, 80 to 160 ° C, preferably 85 to 130 ° C, more preferably 90 to 110 ° C. When the stretching temperature is lower than 80 ° C., the film tends to break, and when the stretching temperature is higher than 160 ° C., it may be difficult to obtain sufficient strength when used as a magnetic recording medium. Further, from the viewpoint of preventing stretching unevenness, the total stretching ratio in the longitudinal direction and the transverse direction is, for example, 8 to 30 times, preferably 9 to 25 times, and more preferably 10 to 20 times. When the draw ratio is less than 8, it is difficult to obtain the necessary and sufficient strength for the high-density magnetic recording medium targeted by the present invention. On the other hand, if the magnification is larger than 30 times, the film may be torn and it may be difficult to manufacture. In order to obtain the strength required for the high-density magnetic recording medium, the temperature is preferably 140 to 210 ° C., more preferably 160 to 200 ° C., preferably 1.05 to 1.8, more preferably, as necessary. Is preferably 1.2 to 1.6 times and stretched in the longitudinal and / or width direction again. If it is less than 1.05, sufficient strength may not be obtained, and if it is more than 1.8 times, the film may be broken and production may be difficult. Thereafter, heat setting is performed at, for example, 180 to 235 ° C., preferably 190 to 220 ° C., for example, for 0.5 to 20 seconds, and preferably for 1 to 15 seconds. If the heat setting temperature is lower than 180 ° C., the crystallization of the film does not proceed and the structure is difficult to stabilize. On the other hand, if the temperature is higher than 235 ° C., the relaxation of the polyester amorphous chain portion proceeds and the Young's modulus decreases, so that it is difficult to obtain sufficient strength for magnetic recording medium applications. Thereafter, a relaxation treatment of 0.5 to 7.0% is performed in the longitudinal and / or width direction.
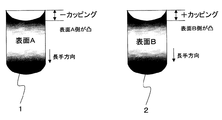
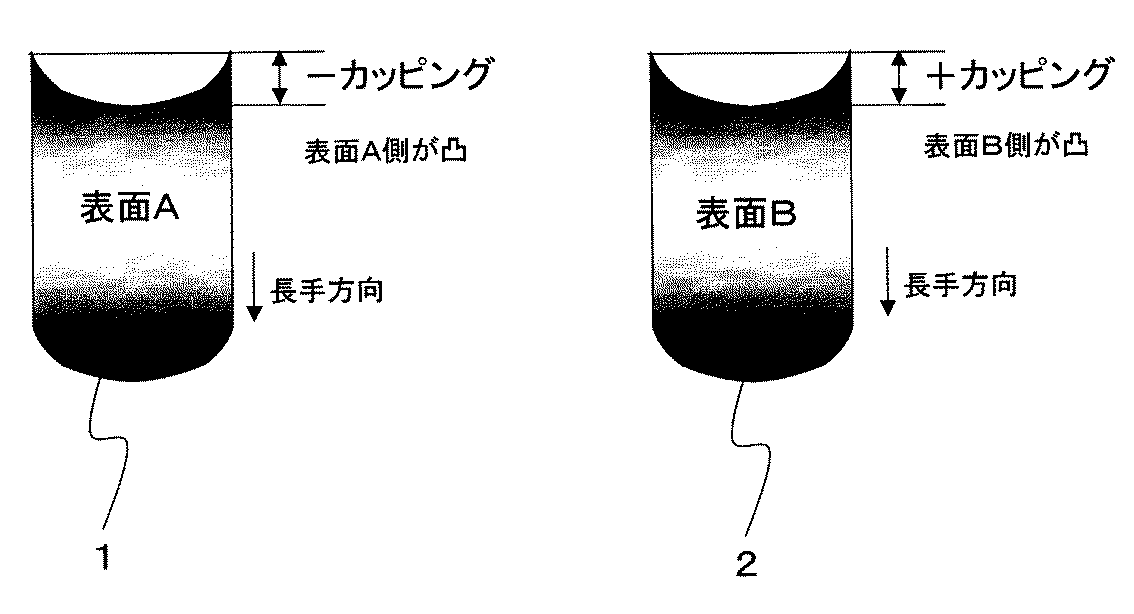
本発明の二軸配向ポリエステルフィルムは、表裏の耐熱性に差があるため、耐熱性熱可塑性樹脂を多く含む側の層のガラス転移点が高く、見かけ上低温で延伸されることになり、非晶鎖が緊張しやすい。このため、弛緩処理では耐熱性熱可塑性樹脂を多く含む層がより多く縮み、結果としてカッピングを有するフィルムを得ることができる。磁気記録媒体用支持体として用いる場合には、ヘッド当たりを確保するため、表面A側すなわち磁性層を設ける側が凸になっていることが好ましく、その場合表面B側の耐熱性熱可塑性樹脂の含有量を表面A側よりも多くすることが効果的である。本発明の手法を用いた場合、表裏の耐熱性熱可塑性樹脂の含有量の差を調整することによって、必要なカッピング量に容易に制御することができる。また、カッピングはA面側が凸な場合を−(マイナス)、B面側が凸な場合を+(プラス)として評価し、磁気記録媒体用途として用いる場合には、プラスでも、マイナスが大き過ぎても、ヘッドあたりが悪くなりやすい。磁気記録媒体用支持体におけるカッピングは、好ましくは0〜−5mm、更に好ましくは0〜−3mmである。 Since the biaxially oriented polyester film of the present invention has a difference in heat resistance between the front and back surfaces, the glass transition point of the layer containing a large amount of the heat-resistant thermoplastic resin is high, and it is apparently stretched at a low temperature. Crystal chains tend to be tense. For this reason, in a relaxation process, the layer which contains many heat-resistant thermoplastic resins shrinks more, and as a result, the film which has cupping can be obtained. When used as a support for a magnetic recording medium, it is preferable that the surface A side, that is, the side on which the magnetic layer is provided, is convex in order to ensure head contact, in which case the surface B side contains a heat-resistant thermoplastic resin. It is effective to make the amount larger than the surface A side. When the method of the present invention is used, the required cupping amount can be easily controlled by adjusting the difference in the contents of the heat-resistant thermoplastic resins on the front and back sides. Cupping is evaluated as-(minus) when the A-side is convex, and + (plus) when the B-side is convex. When used as a magnetic recording medium, both positive and negative are too large. , Head hitting tends to be bad. The cupping in the magnetic recording medium support is preferably 0 to -5 mm, more preferably 0 to -3 mm.
本発明のフィルムを用いた場合、通常のポリエステルフィルム製造設備を用いて、カッピングを有するポリエステルフィルムを容易に作製することができるため、磁性層を設けた後に改めてカッピングを付与する工程を省くことが可能となる。従って、磁気記録媒体の生産効率を向上せしめることが可能となる。 When using the film of the present invention, it is possible to easily produce a polyester film having cupping using a normal polyester film production facility, so that it is possible to omit the step of providing cupping again after providing the magnetic layer. It becomes possible. Accordingly, it is possible to improve the production efficiency of the magnetic recording medium.
本発明の二軸ポリエステルフィルムは、磁気記録材料、電子材料、製版フィルム、昇華型リボン、包装材料、金属蒸着用として用いた時に有用で、特に1巻で500GB以上の高容量を有する磁気記録媒体用支持体として用いた時に有用である。 The biaxial polyester film of the present invention is useful when used as a magnetic recording material, an electronic material, a plate-making film, a sublimation ribbon, a packaging material, or a metal deposition, and particularly has a high capacity of 500 GB or more per roll. This is useful when used as a support.
(物性の測定方法ならびに効果の評価方法)
本発明における特性値の測定方法並びに効果の評価方法は次の通りである。
(Methods for measuring physical properties and methods for evaluating effects)
The characteristic value measurement method and effect evaluation method in the present invention are as follows.
(1)耐熱性熱可塑性樹脂濃度 WAおよびWBの評価方法
耐熱性熱可塑性樹脂濃度WAおよびWBは下記式により質量平均値で求める。2層構造の場合を記載するが、3層、4層など多層積層の場合も同様である。
(1) Heat-resistant thermoplastic resin concentration WA and WB evaluation method Heat-resistant thermoplastic resin concentrations WA and WB are determined by mass average values according to the following formula. Although the case of a two-layer structure is described, the same applies to the case of multilayer lamination such as three layers, four layers.
A層及びB層の厚みをTA、TB、A層及びB層中の耐熱性熱可塑性樹脂濃度をCA、CBとする。A層の厚みがB層の厚みと同じ、もしくは大きい(TA ≧ T/2 ≧ TB)場合、ポリエステルフィルムの全厚みをTとすると、 The thicknesses of the A and B layers are TA and TB, and the heat-resistant thermoplastic resin concentrations in the A and B layers are CA and CB. When the thickness of the A layer is the same as or larger than the thickness of the B layer (TA ≧ T / 2 ≧ TB), if the total thickness of the polyester film is T,
B層の厚みがA層の厚みよりも大きい(TB > T/2 > TA)場合、 When the thickness of the B layer is larger than the thickness of the A layer (TB> T / 2> TA),
である。 It is.
なお、CA、CBの評価方法は、プラズマ低温灰化処理法により不要な層を灰化・除去した上で、次の通り行う。 In addition, the evaluation method of CA and CB is performed as follows after ashing and removing an unnecessary layer by the plasma low-temperature ashing method.
前処理 ;凍結粉砕、減圧乾燥(常温、2時間)
測定方法 ;酸化分解、減圧化学発光法による全窒素分析
反応炉で気化・酸化させ、生成した一酸化窒素を化学発光法により測定する。
Pretreatment: Freeze crushing, drying under reduced pressure (room temperature, 2 hours)
Measuring method: Total nitrogen analysis by oxidative decomposition and reduced pressure chemiluminescence method
Vaporized and oxidized in a reaction furnace, and the generated nitric oxide is measured by the chemiluminescence method.
定量は予め作成した検量線により濃度計算を行う。3回測定し、平均値から算出する。 The concentration is calculated using a calibration curve prepared in advance. Measure three times and calculate from the average value.
なお、全窒素分析による定量が困難な場合、1H核のNMR(核磁気共鳴法)により定量を行うことができる。 In addition, when quantification by total nitrogen analysis is difficult, quantification can be performed by NMR (nuclear magnetic resonance method) of 1 H nucleus.
(2)カッピング
サンプルを24時間以上、下記の条件で保管し、幅方向50mm、長手方向300mmの短冊を切り出した。図1に示すように、無張力で長手方向を縦にして鉛直に把持し、50mm幅の両端を結んだ線と、中央部(両端から25mm部分)の距離をカッピングとして評価した。A面側が凸な場合を−(マイナス)、B面側が凸な場合を+(プラス)として評価した。
(2) Cupping Samples were stored for 24 hours or more under the following conditions, and a strip having a width direction of 50 mm and a longitudinal direction of 300 mm was cut out. As shown in FIG. 1, the distance between a line connecting both ends having a width of 50 mm and a center portion (a portion 25 mm from both ends) was evaluated as cupping with no tension and vertically held vertically. The case where the A side was convex was evaluated as-(minus), and the case where the B side was convex was evaluated as + (plus).
保管・測定環境:温度23℃、湿度65%RH
測定回数 :5回測定し、平均値から算出する。
Storage / measurement environment: temperature 23 ° C, humidity 65% RH
Number of measurements: Measured 5 times and calculated from the average value.
×:−5.0mmより小さい
○:−5.0mm以上で−3.0mmより小さい
○○:−3.0mm以上で0.0mmより小さい
×:0.0mm以上
(3)三次元表面粗さ
小坂研究所の三次元微細形状測定器(型式ET−350K)および三次元表面粗さ解析システム(型式TDA−22)を用いて三次元表面粗さSRa(中心面平均粗さ)を測定した。条件は下記の通りであり、5回の測定の平均値をもって値とした。
×: Less than −5.0 mm ○: −5.0 mm or more and less than −3.0 mm ○○: −3.0 mm or more and less than 0.0 mm ×: 0.0 mm or more (3) Three-dimensional surface roughness Three-dimensional surface roughness SRa (central surface average roughness) was measured using a three-dimensional fine shape measuring instrument (model ET-350K) and a three-dimensional surface roughness analysis system (model TDA-22) of Kosaka Laboratory. The conditions were as follows, and the average value of five measurements was taken as the value.
・触針径 :2μm
・触針の荷重 :0.04mN
・縦倍率 :5万倍
・カットオフ :0.08mm
・送りピッチ :5μm
・測定長 :0.5mm
・測定面積 :0.2mm2
・測定速度 :0.1mm/秒
(4)ヤング率の評価
JIS−K7161(1994)に準拠して測定する。なお、インストロンタイプの引張試験機を用い、条件は下記のとおりとする。5回の測定結果の平均値を本発明におけるヤング率とする。
-Stylus diameter: 2 μm
-Load of stylus: 0.04 mN
・ Vertical magnification: 50,000 times ・ Cutoff: 0.08mm
・ Feeding pitch: 5μm
・ Measurement length: 0.5mm
Measurement area: 0.2 mm 2
Measurement speed: 0.1 mm / second (4) Evaluation of Young's modulus Measured according to JIS-K7161 (1994). Instron type tensile tester is used and the conditions are as follows. The average value of the five measurement results is defined as the Young's modulus in the present invention.
試料サイズ:幅10mm×試長間100mm
引張り速度:200mm/分
測定環境:温度23℃、湿度65%RH
測定回数:5回測定し、平均値から算出する。
Sample size: width 10mm x test length 100mm
Tensile speed: 200 mm / min Measurement environment: temperature 23 ° C., humidity 65% RH
Number of measurements: Measured 5 times and calculated from the average value.
(5)粒子の平均粒径
ポリエステルフィルムからポリマーをプラズマ低温灰化処理法で除去し、粒子を露出させた。処理条件は、ポリマーは灰化されるが粒子は極力ダメージを受けない条件を選択した。その粒子を走査型電子顕微鏡(SEM)で観察し、粒子画像をイメージアナライザで処理した。SEMの倍率は20,000倍で、観察箇所をかえて粒子数100個以上で粒径とその体積分率から、次式で体積平均径dを得た。粒径の異なる2種類以上の粒子を含有している場合には、それぞれの粒子について同様の測定を行い、粒径を求めた。
(5) Average particle diameter of particles The polymer was removed from the polyester film by a plasma low-temperature ashing treatment method to expose the particles. The treatment conditions were selected such that the polymer was ashed but the particles were not damaged as much as possible. The particles were observed with a scanning electron microscope (SEM), and the particle images were processed with an image analyzer. The magnification of SEM was 20,000 times, and the volume average diameter d was obtained from the particle size and its volume fraction from the number of particles of 100 or more by changing the observation location by the following formula. When two or more kinds of particles having different particle diameters were contained, the same measurement was performed for each particle to obtain the particle diameter.
d=Σ(di・Nvi)
ここで、diは粒径、Nviはその体積分率である。粒子がプラズマ低温灰化処理法で大幅にダメージを受ける場合には、フィルム断面を透過型電子顕微鏡(TEM)で、20,000倍で観察した。TEMの切片厚さは約100nmとし、観察箇所をかえて粒子数100個以上測定し、上記式から体積平均径dを求めた。
d = Σ (di · Nvi)
Here, di is the particle size, and Nvi is the volume fraction. When the particles were significantly damaged by the plasma low-temperature ashing method, the film cross section was observed with a transmission electron microscope (TEM) at a magnification of 20,000 times. The section thickness of TEM was about 100 nm, the number of particles was measured by changing the observation location, and the volume average diameter d was determined from the above formula.
(6)粒子の体積形状係数
走査型電子顕微鏡で、粒子の写真を20,000倍で10視野撮影した。さらに画像解析処理装置を用いて、投影面最大径および粒子の平均体積を算出し、下記式により体積形状係数を得た。
(6) Volumetric shape factor of particles With a scanning electron microscope, 10 views of the particles were photographed at a magnification of 20,000. Furthermore, the maximum diameter of the projection plane and the average volume of the particles were calculated using an image analysis processing apparatus, and a volume shape factor was obtained by the following formula.
f = V / Dm3
ここで、Vは粒子の平均体積(μm3)、Dmは投影面の最大径(μm)である。
f = V / Dm 3
Here, V is the average volume (μm 3 ) of the particles, and Dm is the maximum diameter (μm) of the projection surface.
(7)フィルム積層厚み
フィルム断面を透過型電子顕微鏡(TEM)を用いて、20,000倍で観察した。TEMの切片厚さは約100nmとし、含有粒子径および粒子濃度をもとに界面の観察結果から各層の厚みを評価した。また、上記による観察が困難な場合、SIMS(二次イオン質量分析装置)を用いて評価することもできる。表面からエッチングしながら、粒子もしくは耐熱性熱可塑性樹脂に起因する元素濃度のデプスプロファイルを測定し、各層の厚みを評価する。
(7) Film Lamination Thickness The film cross section was observed at 20,000 times using a transmission electron microscope (TEM). The section thickness of TEM was about 100 nm, and the thickness of each layer was evaluated from the observation results of the interface based on the contained particle diameter and particle concentration. Moreover, when observation by the above is difficult, it can also evaluate using SIMS (secondary ion mass spectrometer). While etching from the surface, the depth profile of the element concentration caused by the particles or the heat-resistant thermoplastic resin is measured, and the thickness of each layer is evaluated.
(8)製膜安定性の評価
製膜時の安定性を下記基準で評価した。フィルム破れは製品採取条件で、24時間あたり2回以下が好ましく、実用可能なレベルは1回以下である。ここで、フィルム破れとは穴があいたり、フィルムが切れたりして、製膜装置にフィルムを通し直す必要が生じ、製品を連続して取れなくなることをいう。
(8) Evaluation of film formation stability The stability during film formation was evaluated according to the following criteria. Film breakage is preferably 2 times or less per 24 hours under product collection conditions, and the practical level is 1 time or less. Here, the film breakage means that a hole is formed or the film is cut, and it becomes necessary to pass the film again through the film forming apparatus, and the product cannot be removed continuously.
○○:24時間で破れなし
○:24時間で1〜2回の破れあり
×:24時間で3回以上破れあり
次の実施例に基づき、本発明の実施形態を説明する。
◯: No tearing in 24 hours ○: One to two tears in 24 hours ×: Three or more tears in 24 hours An embodiment of the present invention will be described based on the following examples.
なお、本発明・実施例においては、wt%は質量%の意味で用いている。 In the present invention / examples, wt% means mass%.
(実施例1)
実質上粒子を含有しないポリエチレンテレフタレートのペレット(50wt%)とGeneral Electric(GE)社製“ウルテム”1010(以下PEIと略す)(50wt%)を290℃に加熱された同方向回転タイプのベント式2軸混練押出機に供給して、PEIを50wt%含有したペレットを作成した。
Example 1
Polyethylene terephthalate pellets (50 wt%) substantially free of particles and “Ultem” 1010 (hereinafter abbreviated as PEI) (50 wt%) manufactured by General Electric (GE), heated to 290 ° C., bent type Pellets containing 50 wt% PEI were prepared by feeding to a biaxial kneading extruder.
平均粒径0.10μm、体積形状係数f=0.51の球状シリカ粒子を含有するポリエチレンテレフタレートと実質上粒子を含有しないポリエチレンテレフタレートを球状シリカ粒子の含有量が0.2質量%となるよう2種のペレットを混合することにより熱可塑性樹脂Aを調製した。 Polyethylene terephthalate containing spherical silica particles having an average particle size of 0.10 μm and a volume shape factor f = 0.51 and polyethylene terephthalate containing substantially no particles so that the content of spherical silica particles is 0.2% by mass. Thermoplastic resin A was prepared by mixing seed pellets.
また、平均粒径0.3μm、体積形状係数f=0.52のジビニルベンゼン/スチレン共重合架橋粒子を含有するポリエチレンテレフタレートと、平均粒径0.8μm、体積形状係数f=0.52のジビニルベンゼン/スチレン共重合架橋粒子を含有するポリエチレンテレフタレート、PEIを50wt%含有したペレットおよび実質上粒子を含有しないポリエチレンテレフタレートのペレットを、0.3μmの粒子含有量が0.26質量%、0.8μmの粒子含有量が0.01質量%、PEI量が3wt%になるよう混合した熱可塑性樹脂Bを調製した。これらの熱可塑性樹脂をそれぞれ160℃で8時間減圧乾燥した後、別々の押出機に供給し、275℃で溶融押出して高精度濾過した後、矩形の2層用合流ブロックで合流積層し、2層積層とした。その後、295℃に保ったスリットダイを介し冷却ロール上に静電印加キャスト法を用いて表面温度25℃のキャスティングドラムに巻き付け冷却固化し、未延伸積層フィルムを得た。この未延伸積層フィルムをリニアモーター式の同時二軸延伸機により95℃で長手及び幅方向にそれぞれ3.5倍、トータルで12.3倍延伸しその後、再度190℃で長手方向に1.2倍、幅方向に1.4倍延伸し、定長下、205℃で3秒間熱処理した。その後幅方向に2%の弛緩処理を施し、全厚み4.3μm、層Bの厚み0.5μm、WA=0%、WB=0.7wt%の二軸配向ポリエステルフィルムを得た。長手方向のヤング率は5GPa、幅方向のヤング率は7GPa、表面粗さSRaは層A側が6nm、層B側が11nmであった。 Further, polyethylene terephthalate containing divinylbenzene / styrene copolymer crosslinked particles having an average particle size of 0.3 μm and a volume shape factor f = 0.52, and divinyl having an average particle size of 0.8 μm and a volume shape factor f = 0.52 A polyethylene terephthalate containing benzene / styrene copolymer crosslinked particles, a pellet containing 50 wt% PEI, and a polyethylene terephthalate pellet containing substantially no particles, the particle content of 0.3 μm is 0.26% by mass, 0.8 μm. A thermoplastic resin B was prepared by mixing so that the content of the particles was 0.01% by mass and the amount of PEI was 3 wt%. These thermoplastic resins were each dried under reduced pressure at 160 ° C. for 8 hours, then supplied to separate extruders, melt-extruded at 275 ° C. and filtered with high precision, and then merged and laminated with a rectangular two-layer merge block. Layer lamination was used. Thereafter, the film was wound around a casting drum having a surface temperature of 25 ° C. by using an electrostatic application casting method on a cooling roll through a slit die kept at 295 ° C., and solidified by cooling to obtain an unstretched laminated film. This unstretched laminated film was stretched 3.5 times in the longitudinal and width directions at 95 ° C and 12.3 times in total by a linear motor type simultaneous biaxial stretching machine, and then 1.2 times in the longitudinal direction again at 190 ° C. The film was stretched 1.4 times in the width direction and heat treated at 205 ° C. for 3 seconds under a constant length. Thereafter, a relaxation treatment of 2% in the width direction was performed to obtain a biaxially oriented polyester film having a total thickness of 4.3 μm, a thickness of layer B of 0.5 μm, WA = 0%, and WB = 0.7 wt%. The Young's modulus in the longitudinal direction was 5 GPa, the Young's modulus in the width direction was 7 GPa, and the surface roughness SRa was 6 nm on the layer A side and 11 nm on the layer B side.
特性は表1の通りであり、フィルム破れもなく、製膜性は良好であった。 The characteristics are as shown in Table 1. The film was not broken and the film forming property was good.
(実施例2)
層A、層Bの厚み、およびそれぞれの層への耐熱性熱可塑性樹脂の添加量を変更する以外は、実施例1と同様にして二軸配向ポリエステルフィルムを得た。
(Example 2)
A biaxially oriented polyester film was obtained in the same manner as in Example 1 except that the thicknesses of the layers A and B and the addition amount of the heat-resistant thermoplastic resin to each layer were changed.
(参考例3)
層A、層Bの厚みを変更する以外は、実施例1と同様にして二軸配向ポリエステルフィルムを得た。
( Reference Example 3)
A biaxially oriented polyester film was obtained in the same manner as in Example 1 except that the thicknesses of Layer A and Layer B were changed.
(比較例1)
層A、層Bへの耐熱性熱可塑性樹脂の添加量を変更する以外は、実施例1と同様にして二軸配向ポリエステルフィルムを得た。
(Comparative Example 1)
A biaxially oriented polyester film was obtained in the same manner as in Example 1 except that the amount of the heat-resistant thermoplastic resin added to the layers A and B was changed.
(比較例2)
層A、層Bへの耐熱性熱可塑性樹脂の添加量を変更する以外は、実施例1と同様にして二軸配向ポリエステルフィルムを得た。
(Comparative Example 2)
A biaxially oriented polyester film was obtained in the same manner as in Example 1 except that the amount of the heat-resistant thermoplastic resin added to the layers A and B was changed.
(比較例3)
層A、層Bの厚み、および層Bへの耐熱性熱可塑性樹脂の添加量を変更する以外は、実施例1と同様にして二軸配向ポリエステルフィルムを得た。
(Comparative Example 3)
A biaxially oriented polyester film was obtained in the same manner as in Example 1 except that the thicknesses of the layers A and B and the addition amount of the heat-resistant thermoplastic resin to the layer B were changed.
1 サンプル
2 サンプル
1 sample 2 samples
Claims (5)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008041114A JP5298564B2 (en) | 2008-02-22 | 2008-02-22 | Biaxially oriented polyester film and metallized polyester film |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008041114A JP5298564B2 (en) | 2008-02-22 | 2008-02-22 | Biaxially oriented polyester film and metallized polyester film |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009196235A JP2009196235A (en) | 2009-09-03 |
| JP5298564B2 true JP5298564B2 (en) | 2013-09-25 |
Family
ID=41140303
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008041114A Active JP5298564B2 (en) | 2008-02-22 | 2008-02-22 | Biaxially oriented polyester film and metallized polyester film |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5298564B2 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5596445B2 (en) * | 2010-07-08 | 2014-09-24 | 帝人デュポンフィルム株式会社 | Laminated biaxially oriented polyester film for coated magnetic recording tape |
| JP6759642B2 (en) * | 2016-03-18 | 2020-09-23 | 東レ株式会社 | Biaxially oriented polyester film and magnetic recording medium |
| JP6879419B2 (en) * | 2020-08-26 | 2021-06-02 | 東レ株式会社 | Biaxially oriented polyester film and magnetic recording medium |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002079640A (en) * | 2000-06-20 | 2002-03-19 | Toray Ind Inc | Biaxially oriented polyester film and magnetic recording medium |
| JP3925162B2 (en) * | 2000-11-09 | 2007-06-06 | 東レ株式会社 | Biaxially oriented polyester film |
| JP4232378B2 (en) * | 2001-04-05 | 2009-03-04 | 東レ株式会社 | Biaxially oriented polyester film and method for producing the same |
| JP2003030818A (en) * | 2001-05-10 | 2003-01-31 | Toray Ind Inc | Support for magnetic recording medium and magnetic recording medium |
| JP4595289B2 (en) * | 2003-03-28 | 2010-12-08 | 東レ株式会社 | Biaxially oriented polyester film |
-
2008
- 2008-02-22 JP JP2008041114A patent/JP5298564B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009196235A (en) | 2009-09-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6926616B2 (en) | Biaxially oriented laminated polyester film and magnetic recording medium | |
| JP6926617B2 (en) | Biaxially oriented laminated polyester film and magnetic recording medium | |
| JP6260199B2 (en) | Biaxially oriented polyester film and magnetic recording medium | |
| JP4858818B2 (en) | Biaxially oriented polyester film | |
| JP5298564B2 (en) | Biaxially oriented polyester film and metallized polyester film | |
| JP6819082B2 (en) | Biaxially oriented polyester film and magnetic recording medium | |
| JP6701666B2 (en) | Biaxially oriented polyester film and magnetic recording medium | |
| JP7763028B2 (en) | Biaxially oriented polyester film | |
| JP2020164795A (en) | Polyester film with excellent dimensional stability and coated magnetic recording tape | |
| JP2006274112A (en) | Biaxially oriented polyester film | |
| JP6707861B2 (en) | Biaxially oriented polyester film | |
| JP2003191414A (en) | Biaxially oriented laminated polyester film | |
| JP2014117905A (en) | Polyester film for coating | |
| JP6866703B2 (en) | Biaxially oriented polyester film and magnetic recording medium | |
| JP2010043214A (en) | Biaxially oriented polyester film | |
| JP2010065144A (en) | Biaxially oriented polyester film | |
| JP4940985B2 (en) | Metallized polyester film | |
| JP6759642B2 (en) | Biaxially oriented polyester film and magnetic recording medium | |
| JP2006274113A (en) | Biaxially oriented polyester film | |
| JP2004299057A (en) | Biaxially oriented polyester film | |
| JP5521627B2 (en) | Biaxially oriented polyester film and magnetic recording medium | |
| JP6879419B2 (en) | Biaxially oriented polyester film and magnetic recording medium | |
| JP2019114312A (en) | Polyester film for coating type magnetic recording medium and magnetic recording medium | |
| JP2011165262A (en) | Metallized polyester film | |
| JP2007211072A (en) | Mold release polyester film |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110218 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120426 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120515 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120612 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130219 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130419 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130521 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130603 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5298564 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |