JP5244225B2 - Disposable disposable diaper manufacturing method - Google Patents
Disposable disposable diaper manufacturing method Download PDFInfo
- Publication number
- JP5244225B2 JP5244225B2 JP2011271285A JP2011271285A JP5244225B2 JP 5244225 B2 JP5244225 B2 JP 5244225B2 JP 2011271285 A JP2011271285 A JP 2011271285A JP 2011271285 A JP2011271285 A JP 2011271285A JP 5244225 B2 JP5244225 B2 JP 5244225B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- elastic
- cutting
- front body
- exterior
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 78
- 238000005520 cutting process Methods 0.000 claims description 167
- 239000004745 nonwoven fabric Substances 0.000 claims description 130
- 230000002745 absorbent Effects 0.000 claims description 94
- 239000002250 absorbent Substances 0.000 claims description 94
- 230000008602 contraction Effects 0.000 claims description 27
- 238000000926 separation method Methods 0.000 claims description 14
- 238000005304 joining Methods 0.000 claims description 11
- 238000004381 surface treatment Methods 0.000 claims description 9
- 230000015572 biosynthetic process Effects 0.000 claims description 4
- 239000000123 paper Substances 0.000 description 63
- 238000000034 method Methods 0.000 description 51
- 239000000835 fiber Substances 0.000 description 17
- -1 polyethylene Polymers 0.000 description 17
- 230000008569 process Effects 0.000 description 16
- 239000006096 absorbing agent Substances 0.000 description 14
- 239000000463 material Substances 0.000 description 10
- 239000004698 Polyethylene Substances 0.000 description 8
- 229920000573 polyethylene Polymers 0.000 description 8
- 239000004743 Polypropylene Substances 0.000 description 6
- 229920001155 polypropylene Polymers 0.000 description 6
- 229920001971 elastomer Polymers 0.000 description 5
- 238000004049 embossing Methods 0.000 description 5
- 239000005060 rubber Substances 0.000 description 5
- 239000004831 Hot glue Substances 0.000 description 4
- 239000004952 Polyamide Substances 0.000 description 4
- 210000001015 abdomen Anatomy 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- 229920002678 cellulose Polymers 0.000 description 4
- 230000006870 function Effects 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 229920002647 polyamide Polymers 0.000 description 4
- 229920000728 polyester Polymers 0.000 description 4
- 238000003672 processing method Methods 0.000 description 4
- 229920002994 synthetic fiber Polymers 0.000 description 4
- 239000012209 synthetic fiber Substances 0.000 description 4
- 229920000297 Rayon Polymers 0.000 description 3
- 150000001336 alkenes Chemical class 0.000 description 3
- 239000000470 constituent Substances 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 239000002985 plastic film Substances 0.000 description 3
- 239000002964 rayon Substances 0.000 description 3
- 210000002700 urine Anatomy 0.000 description 3
- QNRATNLHPGXHMA-XZHTYLCXSA-N (r)-(6-ethoxyquinolin-4-yl)-[(2s,4s,5r)-5-ethyl-1-azabicyclo[2.2.2]octan-2-yl]methanol;hydrochloride Chemical compound Cl.C([C@H]([C@H](C1)CC)C2)CN1[C@@H]2[C@H](O)C1=CC=NC2=CC=C(OCC)C=C21 QNRATNLHPGXHMA-XZHTYLCXSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 229920000742 Cotton Polymers 0.000 description 2
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 239000001913 cellulose Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 229920000578 graft copolymer Polymers 0.000 description 2
- 239000012943 hotmelt Substances 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 239000005871 repellent Substances 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 230000037303 wrinkles Effects 0.000 description 2
- 235000001674 Agaricus brunnescens Nutrition 0.000 description 1
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 1
- 229920002101 Chitin Polymers 0.000 description 1
- 229920001661 Chitosan Polymers 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- VQTUBCCKSQIDNK-UHFFFAOYSA-N Isobutene Chemical group CC(C)=C VQTUBCCKSQIDNK-UHFFFAOYSA-N 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 229920002125 Sokalan® Polymers 0.000 description 1
- 239000002174 Styrene-butadiene Substances 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 229920006311 Urethane elastomer Polymers 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 210000001124 body fluid Anatomy 0.000 description 1
- 239000010839 body fluid Substances 0.000 description 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 239000001768 carboxy methyl cellulose Substances 0.000 description 1
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 1
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 229910052570 clay Inorganic materials 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 230000013872 defecation Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 150000004676 glycans Chemical class 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 229920002401 polyacrylamide Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 239000004584 polyacrylic acid Substances 0.000 description 1
- 229920006149 polyester-amide block copolymer Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920001282 polysaccharide Polymers 0.000 description 1
- 239000005017 polysaccharide Substances 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 230000002040 relaxant effect Effects 0.000 description 1
- 230000002940 repellent Effects 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 230000035807 sensation Effects 0.000 description 1
- 239000011115 styrene butadiene Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 229920000247 superabsorbent polymer Polymers 0.000 description 1
- 229920001059 synthetic polymer Polymers 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
Images


















Landscapes
- Absorbent Articles And Supports Therefor (AREA)
Description
本発明は、フィット性に優れ、製品の外観を良好にした使い捨て紙おむつの製造方法に関する。 The present invention is excellent in fitting property, a disposable paper om one manufacturing method improving the appearance of the product.
従来より、透液性の表面シートと裏面シートとの間に吸収体が介在された吸収性本体と、前身頃及び後身頃のそれぞれに、上層不織布及び下層不織布の間にウエスト部及び胴周り部に沿って多数の弾性伸縮部材が配置された外装シートとから構成される紙おむつは、前身頃及び後身頃にシャーリングを形成するための弾性伸縮部材が配設されるため、ライン方向をおむつ幅方向とした、所謂横流れ方式によって製造されていた。 Conventionally, an absorbent main body in which an absorbent body is interposed between a liquid-permeable top sheet and a back sheet, and a waist part and a waist part part between an upper layer nonwoven fabric and a lower layer nonwoven fabric in each of a front body and a back body A paper diaper composed of an outer sheet in which a large number of elastic elastic members are disposed along the diaper width direction because elastic elastic members for forming shirring are arranged on the front and back bodies. It was manufactured by the so-called cross flow method.
このような横流れ方式により製造されるおむつは、例えば下記特許文献1、2に記載されるように、個々の製品に裁断する際、製造工程の簡略化を図るため、ライン幅方向に対して一本の直線で裁断できるように、前身頃と後身頃が同幅に形成されるのが一般的であった。
A diaper manufactured by such a lateral flow method is one in the line width direction in order to simplify the manufacturing process when cutting into individual products, as described in
ここで、従来の横流れ方式を利用してテープ式使い捨て紙おむつを製造する工程について詳述すると、図19に示されるように、外装シートが後身頃から前身頃にかけて一体的に形成される紙おむつ50の場合、外装シート51の上層不織布51Aと下層不織布51Bとの間に、前身頃Fのウエスト部52に対応する領域と、後身頃Bのウエスト部53及び胴周り部54に対応する領域とに、それぞれ弾性伸縮部材55…、56…、57…を配置し、吸収性本体58が接合される後身頃Bの胴周り弾性伸縮部材57を細かく切断した後、後身頃のおむつ両側部に対応する部位にファスナー手段59、59を取付け、脚周りのレッグホール切断加工を経て、吸収性本体58を接合し、個々の製品に裁断している。
Here, a detailed description will be given of a process for manufacturing a tape-type disposable paper diaper using a conventional lateral flow method. As shown in FIG. 19, an outer sheet of a
また、図20に示されるように、外装シートが後身頃用外装シートと前身頃用外装シートとが別体のシートで構成される紙おむつ60の場合、前記後身頃用外装シート61及び前身頃用外装シート62のおむつ幅方向をライン方向とし、ライン幅方向に並設した幅寸法を有する外装シートウェブに対して、上記紙おむつ50の製造工程と同様に、弾性伸縮部材66…、67…、68…を配設するとともに所定の切断工程の後、ラインの幅方向中央部で後身頃用外装シートウェブと前身頃用外装シートウェブとに裁断して離隔配置し、ファスナー手段70の取付け工程、レッグホールの切断加工工程、吸収性本体69の接合工程を経て、個々の製品に裁断している。
Further, as shown in FIG. 20, when the outer sheet is a paper diaper 60 in which the outer sheet for the rear body and the outer sheet for the front body are formed as separate sheets, the
しかしながら、かかる方法により製造された紙おむつは、通常、後身頃Bにはウエスト部53、64の弾性伸縮部材56…、67…及び胴周り部54、65の弾性伸縮部材57…、68…が配設される一方で、前身頃Fにはウエスト部52、63の弾性伸縮部材55…、66…だけが配設されるため、個々の製品に裁断後、2つ折りにして前身頃と後身頃とを合わせた状態においては、後身頃Bが大きく収縮するため、前身頃Fと後身頃Bの幅寸法が一致せず、外観上、製品の見栄えが悪かった。
However, in the disposable diaper manufactured by such a method, the back body B is usually provided with elastic
一方、近年では、上記特許文献2に示されるように、横流れ方式により製造される紙おむつにおいて、前身頃と後身頃とを機械係合式ファスナー手段により接合される構造を採用することにより、おむつを着用者の身体に当ててから前身頃と後身頃とを接合するという、テープ式おむつの要領によって使用することも可能なパンツ型使い捨て紙おむつが提案されている。
On the other hand, in recent years, as shown in
ところが、単に前身頃と後身頃の収縮率が実質的に均等になされた従来のパンツ型おむつの両側部にファスナー手段を備えただけでは、前身頃と後身頃を接合する場合、左右の側部近傍において互いに離れた位置でテープ止めすることになるため、通常の腹部の近接した位置で止着するテープ止めに比して作業性が悪かった。 However, when the front body and the back body are joined simply by providing fastener means on both sides of a conventional pant-type diaper in which the contraction rate between the front body and the back body is substantially equal, Since the tapes are fastened at positions that are apart from each other in the vicinity, the workability is worse than that of the tapes fastened at a position close to the normal abdomen.
さらに、上記特許文献3に示されるように、横流れ方式による紙おむつの製造において、前身頃と後身頃とが接合された両側部において、前記接合部より外方に延出する脇部延出フラップを備えるとともに、該脇部延出フラップに、前身頃外面に係合可能な機械係合式ファスナー手段を備えることによって、おむつを装着した状態で身体へのフィット性が十分でない場合には、前記脇部延出フラップを摘み、前身頃側に引寄せ外装シートの外面に接合することでサイズを任意に調整したり、脇部の接合部を破ることでテープ式おむつの要領によって使用したりすることが可能パンツ型使い捨て紙おむつも提案されつつある。
Furthermore, as shown in the above-mentioned
この場合も、単に前身頃と後身頃の収縮率が実質的に均等になされた従来のパンツ型おむつの両側部にファスナー手段を備えただけでは、両側部の前記脇部延出フラップを引寄せて外装シートの外面に接合する場合、左右の側部近傍において調整することになるため、腹部近傍で調整できる従来のテープ止めに比して作業性が悪かった。 Also in this case, simply by providing fastener means on both sides of a conventional pant-type diaper in which the contraction rate of the front and back bodies is made substantially equal, the side extension flaps on both sides are drawn. When joining to the outer surface of the exterior sheet, the adjustment is performed in the vicinity of the left and right side portions, so that the workability is poor as compared with the conventional tape stopper that can be adjusted in the vicinity of the abdomen.
かかる解決手段として、前記ファスナー手段を備えた後身頃の収縮率を低く、被着部を備えた前身頃の収縮率を高く設定することにより、ファスナー手段を腹部に近づけるようにすることが考えられる。しかし、このような手段では、後身頃の伸縮性が十分に得られず、フィット性が悪くなるという問題が生じ得る。また、前身頃を必要以上に収縮させると、被着部に皺が寄り、ファスナー手段の止着性が悪くなるという問題が生じる。 As such a solution, it can be considered that the shrinkage rate of the back body provided with the fastener means is set low, and the shrinkage rate of the front body provided with the adherend portion is set high so that the fastener means is brought closer to the abdomen. . However, such means may cause a problem that the stretchability of the back body cannot be sufficiently obtained and the fitting property is deteriorated. In addition, if the front body is contracted more than necessary, there is a problem that wrinkles are shifted to the adherend and the fastening performance of the fastener means is deteriorated.
これとは逆に、後身頃の収縮率を高く、前身頃の収縮率を低くすると、後身頃が縮みすぎて止着時の作業性が非常に悪くなるとともに、前身頃が大きくなって外観のバランスが悪い製品となる。 On the contrary, if the shrinkage rate of the back body is high and the shrinkage rate of the front body is low, the back body will shrink too much and the workability at the time of fastening will become very bad, and the front body will become large and the appearance will The product is unbalanced.
本来、テープ式おむつにおいては、被着部を備えた前身頃は、幅広に形成する必要がない一方で、前述の通り製造工程の都合上、後身頃と同幅に形成されるのが一般的であるため、資材を無駄に使用して、資材コストの増加の原因となっていた。 Originally, in a tape-type diaper, the front body with the adherend portion does not need to be formed wide, but for the convenience of the manufacturing process as described above, it is generally formed with the same width as the back body. Therefore, the material was wasted and the material cost was increased.
そこで、本発明の主たる課題は、装着時にフィット性に優れ、装着作業を容易化するとともに、製品の外観を良好にした機械係合式のファスナー手段を備えた使い捨て紙おむつを効率的に製造する方法を提供することにある。 Therefore, the main problem of the present invention is a method for efficiently manufacturing a disposable paper diaper having mechanical engagement fastener means that has excellent fit at the time of mounting, facilitates mounting work, and improves the appearance of the product. It is to provide .
前記課題を解決するために請求項1に係る本発明として、透液性の表面シートと裏面シートとの間に吸収体が介在された吸収性本体と、この吸収性本体と一体的に接合された外装シートとからなり、前記外装シートは、上層不織布及び下層不織布の間にウエスト部及び胴周り部に沿って多数の弾性伸縮部材が配置され、前記吸収性本体の後身頃側に接合される後身頃用外装シートと、上層不織布及び下層不織布の間にウエスト部及び胴周り部に沿って多数の弾性伸縮部材が配置され、前記吸収性本体の前身頃側に接合される前身頃用外装シートとからなる2分割のシートで構成され、前記後身頃用外装シートの両側部であってかつ内面側に、装着時に前身頃用外装シートの外面側に係合可能とされる機械係合式ファスナー手段を備え、
前記前身頃の胴周り部に配置される弾性伸縮部材がすべて全長に亘って細かく切断され、前記後身頃用外装シートは、幅方向に伸展させた状態で前身頃用外装シートより幅寸法が大きく設定されているとともに、弾性伸縮部材の収縮力が作用した製品状態で、前記前身頃用外装シートの幅寸法と前記後身頃用外装シートの幅寸法とが略同等に形成され、
前記後身頃用外装シートの胴周り部において、前記吸収性本体と重なる領域に配置される前記弾性伸縮部材が細かく切断され、
前記前身頃用外装シートにおいて、おむつの外面側から前記弾性伸縮部材の切断加工を行い、この切断加工と同時に、前記弾性伸縮部材の切断領域にシール部を形成し、かつ前記前身頃用外装シートの外面に多数の開孔を形成した前記機械係合式ファスナー手段の係合面処理を施してある使い捨て紙おむつを製造するための製造方法であって、
前記後身頃用外装シートのおむつ長手方向寸法と、前記前身頃用外装シートのおむつ長手方向寸法とを合わせた幅寸法を有する2枚の連続不織布をラインに繰り出すとともに、これら連続不織布の間にライン方向に沿って、ウエスト部弾性伸縮部材及び胴周り部弾性伸縮部材に対応する多数の弾性伸縮部材を介在させて外装シート用連続シートを製造する工程と、
前記外装シート用連続シートを幅方向中央部でライン方向に沿って切断した後、ライン幅方向に離隔配置する離隔配置工程と、
前記離隔配置した外装シート用連続シートの一方側に対して、前記前身頃に対して施す弾性伸縮部材の前身頃切断領域と、前記後身頃に対して施す弾性伸縮部材の後身頃切断領域とをライン方向に所定の間隔を空けて交互に設定するとともに、前記外装シート用連続シートの他方側に対して、前記外装シート用連続シートの一方側の前身頃切断領域に正対する位置に前記後身頃に対して施す弾性伸縮部材の後身頃切断領域を設定するとともに、前記外装シート用連続シートの一方側の後身頃切断領域に正対する位置に前記前身頃に対して施す弾性伸縮部材の前身頃切断領域を設定し、おむつの外面側から各切断領域の前記弾性伸縮部材を細かく切断する弾性伸縮部材の切断工程と、
後身頃の両側部に対応する部位に前記機械係合式ファスナー手段を貼着するファスナー手段貼着工程と、
前記前身頃切断領域と前記後身頃切断領域とが正対した状態で、前記離隔配置された外装シート用連続シート上に前記吸収性本体を接合し、個々の製品形状に裁断する裁断工程と、
から構成されることを特徴とする使い捨て紙おむつの製造方法が提供される。
In order to solve the above-mentioned problem, as the present invention according to
All the elastic elastic members arranged in the waist part of the front body are cut finely over the entire length, and the exterior body sheet for the back body is larger in width than the exterior body sheet for the front body in a state of extending in the width direction. In the product state in which the contraction force of the elastic elastic member is set, the width dimension of the outer sheet for the front body and the width dimension of the exterior sheet for the rear body are formed substantially equal,
In the waist part of the exterior sheet for the back body, the elastic elastic member disposed in a region overlapping the absorbent main body is finely cut,
In the front body exterior sheet, the elastic stretchable member is cut from the outer surface side of the diaper, and at the same time as the cutting process, a seal portion is formed in a cut region of the elastic stretchable member, and the front body exterior sheet A manufacturing method for manufacturing a disposable paper diaper that has been subjected to the engagement surface treatment of the mechanical engagement type fastener means in which a large number of openings are formed on the outer surface of the machine,
Two continuous nonwoven fabrics having a width dimension that combines the diaper longitudinal dimension of the rear body exterior sheet and the diaper longitudinal dimension of the front body exterior sheet are fed out into a line, and the line between these continuous nonwoven fabrics A step of producing a continuous sheet for an exterior sheet by interposing a number of elastic elastic members corresponding to the waist elastic elastic member and the waist elastic elastic member along the direction;
After separating the continuous sheet for the exterior sheet along the line direction at the center in the width direction, a separation arrangement step of separating the line in the line width direction;
Against one side of the outer sheet continuous sheet described above spaced, and the front body cutting region of the resilient and elastic members applied to said front body, a back body cutting region after resilient and elastic members for applying to said back body The back body is set alternately at predetermined intervals in the line direction, and at the position facing the front body cutting region on one side of the exterior sheet continuous sheet with respect to the other side of the exterior sheet continuous sheet. Cutting the front body of the elastic elastic member to be applied to the front body at a position facing the rear body cutting area on one side of the continuous sheet for the exterior sheet A step of cutting the elastic elastic member that sets the region and finely cuts the elastic elastic member of each cutting region from the outer surface side of the diaper;
Fastener means sticking step of sticking the mechanical engagement type fastener means to portions corresponding to both side portions of the back body;
With the front body cutting region and the back body cutting region facing each other, the cutting step of joining the absorbent main body on the spaced-apart outer sheet continuous sheet and cutting into individual product shapes;
A disposable paper diaper manufacturing method is provided.
上記請求項1記載の本発明では、前身頃の胴周り部に配置される弾性伸縮部材がすべて全長に亘って細かく切断され、前記後身頃を構成する外装シートは、幅方向に伸展させた状態で前身頃を構成する外装シートより幅寸法が大きく設定されているため、装着時に後身頃を構成する外装シートが、着用者の腰回りから両側部及び腹側にかけて配設されるため、装着時にフィット性に優れるとともに、装着作業を容易化した紙おむつとすることができるようになる。
In the present invention according to
さらに、弾性伸縮部材の収縮力が作用した製品状態で、前記前身頃を構成する外装シートの幅寸法と前記後身頃を構成する外装シートの幅寸法とが略同等に形成されているため、紙おむつを長手方向中央で折り返して前身頃と後身頃とを合わせた状態で、製品の外観が良好となり、製品価値の向上に貢献する。 Further, in the product state in which the contraction force of the elastic elastic member is applied, the width dimension of the exterior sheet that constitutes the front body and the width dimension of the exterior sheet that constitutes the rear body are formed approximately equal to each other. Is folded back at the center in the longitudinal direction and the front and back bodies are combined to improve the appearance of the product and contribute to the improvement of the product value.
一方、本発明では、前記前身頃を構成する外装シートにおいて、おむつの外面側から前記弾性伸縮部材の切断加工を行い、この切断加工と同時に、前記弾性伸縮部材の切断領域にシール部を形成し、かつ前記外装シートの外面に多数の開孔を形成した前記機械係合式ファスナー手段の係合面処理を施してある。 On the other hand, in the present invention, in the exterior sheet constituting the front body, the elastic elastic member is cut from the outer surface side of the diaper, and at the same time as the cutting process, a seal portion is formed in the cutting region of the elastic elastic member. And the engagement surface process of the said mechanical engagement type fastener means which formed many apertures in the outer surface of the said exterior sheet | seat is performed .
おむつの外面側から前身頃を構成する外装シートの弾性伸縮部材切断を行い、この切断加工と同時に、前記弾性伸縮部材の切断領域にシール部を形成し、かつ前記外装シートの外面に多数の開孔を形成することにより、前記機械係合式ファスナー手段を前身頃を構成する外装シートの外面に止着する際の係合面として、係合力に優れかつ毛羽立ちの少ない係合面を形成することが可能となるとともに、前記機械係合式ファスナー手段を前身頃用外装シートの外面に止着する際、前記開孔にファスナー手段のフック要素が係合して、ファスナー手段の係合力が一層強化されるようになる。 The elastic elastic member of the exterior sheet constituting the front body is cut from the outer surface side of the diaper. Simultaneously with the cutting process, a seal portion is formed in the cutting region of the elastic elastic member , and a large number of openings are formed on the outer surface of the outer sheet. By forming a hole, it is possible to form an engagement surface having excellent engagement force and less fuzz as an engagement surface when the mechanical engagement type fastener means is fixed to the outer surface of the exterior sheet constituting the front body. In addition, when the mechanically engaged fastener means is fixed to the outer surface of the front body exterior sheet, the hook element of the fastener means is engaged with the opening, and the engaging force of the fastener means is further strengthened. It becomes like this.
上記請求項1記載の本発明では、上記紙おむつを効率的に製造することができる。本発明では、外装シート用連続シートを幅方向中央部でライン方向に沿って切断した後、ライン幅方向に離隔配置する離隔配置工程を行った後に、所定領域の弾性伸縮部材の切断工程が行われるようになっている。 In the present invention according to the first aspect, it is possible to produce on the SL paper diaper effectively. In the present invention, after cutting the continuous sheet for exterior sheets along the line direction at the center in the width direction, and then performing the separation step of separating the continuous sheet in the line width direction, the cutting step of the elastic elastic member in the predetermined region is performed. It has come to be.
請求項2に係る本発明として、透液性の表面シートと裏面シートとの間に吸収体が介在された吸収性本体と、この吸収性本体と一体的に接合された外装シートとからなり、前記外装シートは、上層不織布及び下層不織布の間にウエスト部及び胴周り部に沿って多数の弾性伸縮部材が配置され、前記吸収性本体の後身頃側に接合される後身頃用外装シートと、上層不織布及び下層不織布の間にウエスト部及び胴周り部に沿って多数の弾性伸縮部材が配置され、前記吸収性本体の前身頃側に接合される前身頃用外装シートとからなる2分割のシートで構成され、前記後身頃用外装シートの両側部であってかつ内面側に、装着時に前身頃用外装シートの外面側に係合可能とされる機械係合式ファスナー手段を備え、
前記前身頃の胴周り部に配置される弾性伸縮部材がすべて全長に亘って細かく切断され、前記後身頃用外装シートは、幅方向に伸展させた状態で前身頃用外装シートより幅寸法が大きく設定されているとともに、弾性伸縮部材の収縮力が作用した製品状態で、前記前身頃用外装シートの幅寸法と前記後身頃用外装シートの幅寸法とが略同等に形成され、
前記後身頃用外装シートの胴周り部において、前記吸収性本体と重なる領域に配置される前記弾性伸縮部材が細かく切断され、
前記前身頃用外装シートにおいて、おむつの外面側から前記弾性伸縮部材の切断加工を行い、この切断加工と同時に、前記弾性伸縮部材の切断領域にシール部を形成し、かつ前記前身頃用外装シートの外面に多数の開孔を形成した前記機械係合式ファスナー手段の係合面処理を施してある使い捨て紙おむつを製造するための製造方法であって、
前記後身頃用外装シートのおむつ長手方向寸法と、前記前身頃用外装シートのおむつ長手方向寸法とを合わせた幅寸法を有する2枚の連続不織布をラインに繰り出すとともに、これら連続不織布の間にライン方向に沿って、ウエスト部弾性伸縮部材及び胴周り部弾性伸縮部材に対応する多数の弾性伸縮部材を介在させて外装シート用連続シートを製造する工程と、
前記外装シート用連続シートに対して、前記前身頃に対して施す弾性伸縮部材の切断領域をライン幅方向に2倍して設定される第1の切断画成領域と、前記後身頃に対して施す弾性伸縮部材の切断領域をライン幅方向に2倍して設定される第2の切断画成領域とをライン方向に所定の間隔を空けて交互に設定し、おむつの外面側からこれら切断画成領域の弾性伸縮部材を細かく切断する弾性伸縮部材の切断工程と、
前記外装シート用連続シートを幅方向中央部でライン方向に沿って切断した後、ライン幅方向に離隔配置するとともに、一方側の外装シート用連続シートを他方側の外装シート用連続シートに対して1/2位相だけずらし、前身頃に対して施す弾性伸縮部材の切断領域と、後身頃に対して施す弾性伸縮部材の切断領域とを正対させる離隔配置工程と、
後身頃の両側部に対応する部位に前記機械係合式ファスナー手段を貼着するファスナー手段貼着工程と、
前記吸収性本体を前記離隔配置された外装シート用連続シート上に接合し、個々の製品形状に裁断する裁断工程と、
から構成されることを特徴とする使い捨て紙おむつの製造方法が提供される。
As the present invention according to
All the elastic elastic members arranged in the waist part of the front body are cut finely over the entire length, and the exterior body sheet for the back body is larger in width than the exterior body sheet for the front body in a state of extending in the width direction. In the product state in which the contraction force of the elastic elastic member is set, the width dimension of the outer sheet for the front body and the width dimension of the exterior sheet for the rear body are formed substantially equal,
In the waist part of the exterior sheet for the back body, the elastic elastic member disposed in a region overlapping the absorbent main body is finely cut,
In the front body exterior sheet, the elastic stretchable member is cut from the outer surface side of the diaper, and at the same time as the cutting process, a seal portion is formed in a cut region of the elastic stretchable member, and the front body exterior sheet A manufacturing method for manufacturing a disposable paper diaper that has been subjected to the engagement surface treatment of the mechanical engagement type fastener means in which a large number of openings are formed on the outer surface of the machine,
Two continuous nonwoven fabrics having a width dimension that combines the diaper longitudinal dimension of the rear body exterior sheet and the diaper longitudinal dimension of the front body exterior sheet are fed out into a line, and the line between these continuous nonwoven fabrics A step of producing a continuous sheet for an exterior sheet by interposing a number of elastic elastic members corresponding to the waist elastic elastic member and the waist elastic elastic member along the direction;
With respect to the continuous sheet for the exterior sheet, a first cut defining area set by doubling the cutting area of the elastic elastic member applied to the front body in the line width direction, and the back body The cutting area of the elastic elastic member to be applied is set alternately with a second cutting definition area set by doubling the line width direction in the line direction at a predetermined interval, and these cutting images are formed from the outer surface side of the diaper. A step of cutting the elastic elastic member to finely cut the elastic elastic member of the formation region;
After cutting the continuous sheet for the exterior sheet along the line direction at the center in the width direction, the continuous sheet for the exterior sheet is separated from the continuous sheet for the other side while being spaced apart in the line width direction. A step of separating the half of the elastic stretch member to be applied to the front body and the cutting region of the elastic stretch member to be applied to the back of the body, and a separation arrangement step of facing the front body.
Fastener means sticking step of sticking the mechanical engagement type fastener means to portions corresponding to both side portions of the back body;
A cutting step of joining the absorbent main body onto the spaced apart continuous sheet for exterior sheets, and cutting into individual product shapes;
A disposable paper diaper manufacturing method is provided.
上記請求項2記載の本発明は、上記請求項1記載の発明に対して、本発明に係る紙おむつのより好ましい形態を示したものである。本発明では、外装シート用連続シートをライン幅方向中央部でライン方向に沿って切断した後、所定の状態に離隔配置する離隔配置工程を行う前に、所定領域の弾性伸縮部材の切断工程が行われるようになっている。このため、上記請求項1記載の発明と比較して、離隔配置された外装シート用連続シートのそれぞれに、弾性伸縮部材の切断装置を設ける必要がなくなる。
The present invention of the second aspect, there is shown with respect to the invention according to the first aspect, the goodness more preferable embodiment of the disposable diaper according to the present invention. In the present invention, after cutting the continuous sheet for the exterior sheet along the line direction at the center in the line width direction, before performing the separation arrangement step of arranging the separation sheet in a predetermined state, the cutting step of the elastic elastic member in the predetermined region is performed. To be done. For this reason, compared with the said invention of
請求項3に係る本発明として、透液性の表面シートと裏面シートとの間に吸収体が介在された吸収性本体と、この吸収性本体と一体的に接合された外装シートとからなり、前記外装シートは、上層不織布及び下層不織布の間にウエスト部及び胴周り部に沿って多数の弾性伸縮部材が配置され、前記吸収性本体の後身頃側に接合される後身頃用外装シートと、上層不織布及び下層不織布の間にウエスト部及び胴周り部に沿って多数の弾性伸縮部材が配置され、前記吸収性本体の前身頃側に接合される前身頃用外装シートとからなる2分割のシートで構成され、前記後身頃用外装シートの両側部であってかつ内面側に、装着時に前身頃用外装シートの外面側に係合可能とされる機械係合式ファスナー手段を備え、
前記前身頃の胴周り部に配置される弾性伸縮部材がすべて全長に亘って細かく切断され、前記後身頃用外装シートは、幅方向に伸展させた状態で前身頃用外装シートより幅寸法が大きく設定されているとともに、弾性伸縮部材の収縮力が作用した製品状態で、前記前身頃用外装シートの幅寸法と前記後身頃用外装シートの幅寸法とが略同等に形成され、
前記後身頃用外装シートの胴周り部において、前記吸収性本体と重なる領域に配置される前記弾性伸縮部材が細かく切断され、
前記前身頃用外装シートにおいて、おむつの外面側から前記弾性伸縮部材の切断加工を行い、この切断加工と同時に、前記弾性伸縮部材の切断領域にシール部を形成し、かつ前記前身頃用外装シートの外面に多数の開孔を形成した前記機械係合式ファスナー手段の係合面処理を施してある使い捨て紙おむつを製造するための製造方法であって、
前記後身頃用外装シートのおむつ長手方向寸法と、前記前身頃用外装シートのおむつ長手方向寸法とを合わせた幅寸法を有する2枚の連続不織布をラインに繰り出すとともに、これら連続不織布の間にライン方向に沿って、ウエスト部弾性伸縮部材及び胴周り部弾性伸縮部材に対応する多数の弾性伸縮部材を介在させて外装シート用連続シートを製造する工程と、
前記外装シート用連続シートに対して、前記前身頃に対して施す弾性伸縮部材の切断領域と、前記後身頃に対して施す弾性伸縮部材の切断領域とを正対させた状態で結合した形状の第1の切断画成領域と、この第1の切断画成領域をライン幅方向に反転させた形状の第2の切断画成領域とをライン方向に所定の間隔を空けて設定し、おむつの外面側からこれら切断画成領域の弾性伸縮部材を細かく切断する弾性伸縮部材の切断工程と、
前記外装シート用連続シートの幅方向中間部で、前記前身頃に対して施す弾性伸縮部材の切断領域と、前記後身頃に対して施す弾性伸縮部材の切断領域とを分割するように切断した後、ライン幅方向に離隔配置する離隔配置工程と、
後身頃の両側部に対応する部位に前記機械係合式ファスナー手段を貼着するファスナー手段貼着工程と、
前記吸収性本体を前記離隔配置された外装シート用連続シート上に接合し、個々の製品形状に裁断する裁断工程と、
から構成されることを特徴とする使い捨て紙おむつの製造方法が提供される。
As the present invention according to
All the elastic elastic members arranged in the waist part of the front body are cut finely over the entire length, and the exterior body sheet for the back body is larger in width than the exterior body sheet for the front body in a state of extending in the width direction. In the product state in which the contraction force of the elastic elastic member is set, the width dimension of the outer sheet for the front body and the width dimension of the exterior sheet for the rear body are formed substantially equal,
In the waist part of the exterior sheet for the back body, the elastic elastic member disposed in a region overlapping the absorbent main body is finely cut,
In the front body exterior sheet, the elastic stretchable member is cut from the outer surface side of the diaper, and at the same time as the cutting process, a seal portion is formed in a cut region of the elastic stretchable member, and the front body exterior sheet A manufacturing method for manufacturing a disposable paper diaper that has been subjected to the engagement surface treatment of the mechanical engagement type fastener means in which a large number of openings are formed on the outer surface of the machine,
Two continuous nonwoven fabrics having a width dimension that combines the diaper longitudinal dimension of the rear body exterior sheet and the diaper longitudinal dimension of the front body exterior sheet are fed out into a line, and the line between these continuous nonwoven fabrics A step of producing a continuous sheet for an exterior sheet by interposing a number of elastic elastic members corresponding to the waist elastic elastic member and the waist elastic elastic member along the direction;
A shape in which the cutting region of the elastic elastic member applied to the front body and the cutting region of the elastic elastic member applied to the back body are coupled to the continuous sheet for the exterior sheet in a state of facing each other. A first cut defining area and a second cut defining area having a shape obtained by inverting the first cut defining area in the line width direction are set at a predetermined interval in the line direction, and the diaper A cutting step of the elastic elastic member that finely cuts the elastic elastic member of the cutting definition region from the outer surface side ;
After cutting so as to divide the cutting region of the elastic elastic member applied to the front body and the cutting region of the elastic elastic member applied to the rear body at the intermediate portion in the width direction of the continuous sheet for the exterior sheet A separation arrangement step of arranging separation in the line width direction;
Fastener means sticking step of sticking the mechanical engagement type fastener means to portions corresponding to both side portions of the back body;
A cutting step of joining the absorbent main body onto the spaced apart continuous sheet for exterior sheets, and cutting into individual product shapes;
A disposable paper diaper manufacturing method is provided.
上記請求項3記載の本発明は、本発明に係る紙おむつの第2の製造方法であり、上記紙おむつを効率的に製造するための製造方法である。 The present invention of the third aspect, a second method for manufacturing a disposable diaper according to the present invention, a method for manufacturing the above SL paper diaper effectively.
請求項4に係る本発明として、透液性の表面シートと裏面シートとの間に吸収体が介在された吸収性本体と、この吸収性本体と一体的に接合された外装シートとからなり、前記前身頃から後身頃にかけて一体的に形成され、前身頃及び後身頃のそれぞれの領域において、上層不織布及び下層不織布の間にウエスト部及び胴周り部に沿って多数の弾性伸縮部材が配置された1枚のシートで構成され、前記後身頃の両側部であってかつ内面側に、装着時に前身頃用外装シートの外面側に係合可能とされる機械係合式ファスナー手段を備え、
前記前身頃の胴周り部に配置される弾性伸縮部材がすべて全長に亘って細かく切断され、前記後身頃は、幅方向に伸展させた状態で前身頃より幅寸法が大きく設定されているとともに、弾性伸縮部材の収縮力が作用した製品状態で、前記前身頃の幅寸法と前記後身頃の幅寸法とが略同等に形成され、
前記後身頃の胴周り部において、前記吸収性本体と重なる領域に配置される前記弾性伸縮部材が細かく切断され、
前記前身頃において、おむつの外面側から前記弾性伸縮部材の切断加工を行い、この切断加工と同時に、前記弾性伸縮部材の切断領域にシール部を形成し、かつ前記前身頃の外面に多数の開孔を形成した前記機械係合式ファスナー手段の係合面処理を施してある使い捨て紙おむつを製造するための製造方法であって、
連続する上層不織布と、連続する下層不織布とをラインに繰り出すとともに、前身頃及び後身頃のそれぞれの領域に、前記上層不織布及び下層不織布の間にウエスト部及び胴周り部に沿って多数の弾性伸縮部材を介在させて外装シート用連続シートを製造する工程と、
前記前身頃に対して施す弾性伸縮部材の切断領域と、前記後身頃に対して施す弾性伸縮部材の切断領域とを正対させた形状の第1の切断画成領域と、この第1の切断画成領域をライン幅方向に反転させた形状の第2の切断画成領域とをライン方向に所定の間隔を空けて設定し、おむつの外面側からこれら切断画成領域の弾性伸縮部材を細かく切断する弾性伸縮部材の切断工程と、
後身頃の両側部に対応する部位に前記機械係合式ファスナー手段を貼着するファスナー手段貼着工程と、
脚周り部に相当する部位を刳り抜くように切断する脚周り切断工程と、
前記吸収性本体を外装シート用連続シート上に接合し、個々の製品形状に裁断する裁断工程と、
から構成されることを特徴とする使い捨て紙おむつの製造方法が提供される。
As the present invention according to
The elastic elastic members arranged in the waist part of the front body are all cut finely over the entire length, and the back body is set to have a larger width dimension than the front body in a state of extending in the width direction, In the product state in which the contraction force of the elastic elastic member is applied, the width dimension of the front body and the width dimension of the back body are formed substantially equal,
In the waist part of the back body, the elastic elastic member disposed in a region overlapping the absorbent main body is finely cut,
In the front body, the elastic elastic member is cut from the outer surface side of the diaper. Simultaneously with the cutting process, a seal portion is formed in the cutting region of the elastic elastic member, and a large number of openings are formed on the outer surface of the front body. A manufacturing method for manufacturing a disposable paper diaper that has been subjected to an engagement surface treatment of the mechanically engaging fastener means in which a hole is formed,
A continuous upper layer non-woven fabric and a continuous lower layer non-woven fabric are fed out into a line, and a large number of elastic stretches along the waist and waist area between the upper layer non-woven fabric and the lower layer non-woven fabric in the respective regions of the front body and the back body. A step of producing a continuous sheet for an exterior sheet by interposing a member;
A first cut defining region having a shape in which a cutting region of the elastic elastic member applied to the front body and a cutting region of the elastic elastic member applied to the rear body are opposed to each other, and the first cutting A second cut defining area having a shape obtained by inverting the defined area in the line width direction is set at a predetermined interval in the line direction, and the elastic elastic members of these cut defined areas are finely defined from the outer surface side of the diaper. Cutting the elastic elastic member to be cut;
Fastener means sticking step of sticking the mechanical engagement type fastener means to portions corresponding to both side portions of the back body;
A leg circumference cutting step for cutting so as to punch out a portion corresponding to the leg circumference,
A cutting process in which the absorbent main body is joined onto a continuous sheet for an exterior sheet and cut into individual product shapes;
A disposable paper diaper manufacturing method is provided.
上記請求項4記載の本発明は、本発明に係る紙おむつの第3の製造方法であり、上記紙おむつを効率的に製造するための製造方法である。 The present invention of the fourth aspect, a third manufacturing method of the disposable diaper according to the present invention, a method for manufacturing the above SL paper diaper effectively.
請求項5に係る本発明として、前記弾性伸縮部材の切断工程において、前身頃に対して施す弾性伸縮部材の切断領域を、この前身頃の裁断予定線を越えて、隣接する後身頃の各両側部であって前記機械係合式ファスナー手段の配設領域まで拡大させてある請求項1〜4いずれかに記載の使い捨て紙おむつの製造方法が提供される。
As the present invention according to claim 5 , in the cutting process of the elastic stretchable member, the cutting area of the elastic stretchable member applied to the front body is set on both sides of the adjacent back body beyond the cutting line of the front body. A method for producing a disposable paper diaper according to any one of
上記請求項5記載の本発明では、前記後身頃を構成する外装シートの両側部であって、少なくとも前記機械係合式ファスナー手段の配設領域と重なる胴周り部の弾性伸縮部材を細かく切断することにより、紙おむつ両側部で弾性伸縮部材の収縮力が機能しなくなるため平滑化でき、製品の外観が良好なものとなる。さらに、前記機械係合式ファスナー手段の配設領域が平滑化されるため、前記ファスナー手段が摘みやすくなるとともに、確実に前身頃に係合するようになる。 In the present invention according to claim 5, the elastic elastic members at both sides of the exterior sheet constituting the back body and at least the waist portion overlapping the arrangement area of the mechanical engagement type fastener means are cut finely. As a result, the contraction force of the elastic expansion / contraction member does not function at both sides of the paper diaper, so that it can be smoothed and the appearance of the product is improved. Furthermore, since the arrangement area of the mechanically engaged fastener means is smoothed, the fastener means can be easily picked and can be reliably engaged with the front body.
以上詳説のとおり本発明によれば、装着時にフィット性に優れ、装着作業を容易化するとともに、製品の外観を良好にした機械係合式のファスナー手段を備えた使い捨て紙おむつを効率的に製造することが可能となる。 As described in detail above, according to the present invention, it is possible to efficiently manufacture a disposable paper diaper having mechanical engagement type fastener means that has excellent fit at the time of mounting, facilitates mounting work, and improves the appearance of the product. Is possible.
以下、本発明の実施の形態について図面を参照しながら詳述する。 Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings.
〔紙おむつ1の第1形態例〕
図1は本発明に係る使い捨て紙おむつ1の製品状態外観図であり、図2はその展開図、図3は図2のIII−III線矢視図、図4は図2のIV−IV線矢視図である。なお、図面の所要部位において接着部位を×印で明示している。
[First example of disposable diaper 1]
FIG. 1 is a product state external view of a
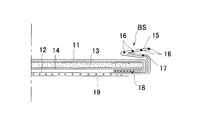
本発明に係る使い捨て紙おむつ1(以下、単に紙おむつという。)は、不織布などからなる透液性表面シート11と、ポリエチレン等からなる防漏シート12との間に、綿状パルプなどからなる吸収体13を介在させた吸収性本体10と、この吸収性本体10と一体的に接合され、少なくとも前身頃Fと後身頃Bとを構成するとともに、前身頃F及び後身頃Bのそれぞれの領域において、上層不織布及び下層不織布の間にウエスト部及び胴周り部に沿って多数の弾性伸縮部材が配置された外装シート20,30とから構成されている。そして、後身頃Bを構成する外装シート20の両側部であってかつ内面側には、装着時に前身頃Fを構成する外装シート30の外面側に係合可能とされる機械係合式ファスナー手段43、43が備えられている。
A
本発明の第1形態例に係る紙おむつ1は、前記外装シートが、上層不織布21A及び下層不織布21Bの間にウエスト部23及び胴周り部24に沿って多数の弾性伸縮部材26…、28…が配置され、前記吸収性本体10の後身頃側に接合される後身頃用外装シート20と、上層不織布31A及び下層不織布31Bの間にウエスト部21及び胴周り部22に沿って多数の弾性伸縮部材25…、27…が配置され、前記吸収性本体10の前身頃側に接合される前身頃用外装シート30とからなる2分割のシートで構成されている。
In the
さらに具体的には、前記後身頃用外装シート20は、不織布などからなる2枚の上層不織布21A、下層不織布21Bと、その間に、ウエスト開口部23回りに配置されたウエスト部弾性伸縮部材26、26…と、胴周り部24の上下方向に間隔をおいて水平方向に沿って配置された複数の腰回り弾性伸縮部材28、28…とを備え、後身頃用外装シート20の両側部の内面側に、前身頃用外装シート30の外面に係合可能な機械係合式ファスナー手段43を備えるものである。
More specifically, the rear
前記前身頃用外装シート30は、不織布などからなる2枚の上層不織布31A、下層不織布31Bと、その間に、ウエスト開口部21回りに配置されたウエスト部弾性伸縮部材25、25…と、胴周り部22の上下方向に間隔をおいて水平方向に沿って配置された複数の腰回り弾性伸縮部材27、27…とを備えている。
The front
そして本発明では、前記前身頃用シート30の胴周り部22に配置される弾性伸縮部材27…がすべて全長に亘って細かく切断され、前記後身頃用シート20は、幅方向に伸展させた状態で前身頃用外装シート30より幅寸法が大きく設定されているとともに、弾性伸縮部材の収縮力が作用した製品状態で、前記前身頃用外装シート30の幅寸法と前記後身頃用外装シート20の幅寸法とが略同等に形成されている。なお、前記後身頃用外装シート20の胴周り部24において、前記吸収性本体10と重なる領域に配置される弾性伸縮部材28…が細かく切断されるようにしてもよい。
And in this invention, all the elastic
ここで、前記前身頃用シート30の胴周り部22に配置される弾性伸縮部材27…が、「すべて全長に亘って」細かく切断されるとは、前記前身頃用シート30の胴周り部22に配置される弾性伸縮部材27…の80%以上、好ましくは90%以上が細かく切断され、伸縮力が機能しない状態になることを指すものである。上記数値範囲内であれば、例えば胴回り部の下端部に配設される弾性伸縮部材が細かく切断されていなかったり、吸収性本体の側部や前身頃側縁部の一部が切断されていなかったりした場合であっても、「すべて全長に亘って」細かく切断されているとすることができる。
Here, the elastic
また、弾性伸縮部材27、28が「細かく切断される」とは、後段で詳述する不連続化手段によって、弾性伸縮部材を所定の間隔で細かく切断し、弾性伸縮部材の伸縮力が機能しない状態にすることである。このような状態とするためには、例えば、弾性伸縮部材を1〜10mmの間隔で、好ましくは1〜5mmの間隔で切断するようにする。
In addition, the elastic
また、前述の「弾性伸縮部材の収縮力が作用した製品状態で、前記前身頃用外装シート30の幅寸法と前記後身頃用外装シート20の幅寸法とが略同等に形成される」とは、前記前身頃用外装シート30の両側縁と後身頃用外装シート20の両側縁がほぼ同一位置に形成され、その幅寸法が外観的に一致していると判断される場合のみならず、両側縁に凹凸が生じている場合でも、複数箇所を計測して得られる平均幅の差が所定の範囲(0〜30mm(片側15mm以内)、好ましくは0〜20mm(片側10mm以内)、より好ましくは0〜10mm(片側5mm以内))に収まっていればよい。
Further, the above-mentioned “in the product state in which the contraction force of the elastic elastic member is applied, the width dimension of the
さらに、前記後身頃用外装シート20の胴周り部24において、前記吸収性本体10と重なる領域に配置される弾性伸縮部材28…の「大部分が細かく切断される」とは、吸収性本体10と重なる領域がきっちりと切断されている必要はなく、重なり領域の周縁部分において弾性伸縮部材28…が切断されないまま残っていてもよい。具体的には、吸収性本体10の重なり領域に対して、当該領域の70%以上、好ましくは80%以上の弾性伸縮部材28…が細かく切断されていればよい。
Furthermore, in the
前記上層不織布21Aと下層不織布21Bとは、少なくとも弾性伸縮部材を配置する領域の実質的に全面に亘って、ホットメルト接着剤等で接着されていることが好ましい。そうすることで、細かく切断された弾性伸縮部材がシート間を移動することがなくなるため、好ましい。また、弾性伸縮部材の固定をさらに確実にするために、コントロールシーム塗布、オメガ塗布又はシュアラップ塗布といった、公知の直接塗布方式により弾性伸縮部材の周面にホットメルト接着剤を塗布し、接着力を強化しても良い。接着力を強化しすぎると、細かく切断された弾性伸縮部材が外装シートを細かく収縮させ、外観を損ねることがある。そのような場合には、接着力を強化する必要がある部位のみ、弾性伸縮部材にホットメルト接着剤を直接塗布すれば良い。
The upper layer
以下、前記吸収性本体10と後身頃用外装シート20と前身頃用外装シート30との構造、およびその組立構造並びに製造方法について順に説明する。
Hereinafter, the structure of the absorptive
(吸収性本体10の構造)
図2に示されるように、吸収体13は、図示例では平面形状を略方形状として成形されたものが使用され、その幅寸法は股間部への当たりによって着用者にゴワ付き感を与えない寸法幅となっている。この吸収体13は、形状保持と透液性表面シート11を透過した体液の拡散性向上のためにクレープ紙や不織布等のシートからなる包被シート14によって囲繞されている。前記吸収体13は、積繊パルプやトウからなる繊維集合体に吸収性ポリマーを内在させたものが好ましい。繊維集合体を構成する繊維(以下、単にトウ構成繊維という)としては、例えば、多糖類又はその誘導体(セルロース、セルロースエステル、キチン、キトサンなど)、合成高分子(ポリエチレン、ポリプロピレン、ポリアミド、ポリエステル、ポリラクタアミド、ポリビニルアセテートなど)などであり、特に、セルロースエステルおよびセルロースが好ましい。高吸収性ポリマーとしては、カルボキシメチルセルロース、ポリアクリル酸およびその塩類、アクリル酸塩重合体架橋物、澱粉−アクリル酸グラフト共重合体、澱粉−アクリロニトリルグラフト共重合体の加水分解物、ポリオキシエチレン架橋物、カルボキシメチルセルロース架橋物、ポリエチレンオキサイド、ポリアクリルアミド等の水膨潤性ポリマーを部分架橋したもの、あるいはイソブチレンとマレイン酸との共重合体等が好適に用いられる。前記吸収体13としては、嵩を小さくできるエアレイド吸収体を用いるのが特に好ましい。
(Structure of the absorbent main body 10)
As shown in FIG. 2, the
前記吸収体13の表面側(肌当接面側)を覆う透液性表面シート11としては、有孔または無孔の不織布や多孔性プラスチックシートなどが好適に用いられる。不織布を構成する素材繊維は、ポリエチレンまたはポリプロピレン等のオレフィン系、ポリエステル系、ポリアミド系等の合成繊維の他、レーヨンやキュプラ等の再生繊維、綿等の天然繊維とすることができ、スパンレース法、スパンボンド法、サーマルボンド法、メルトブローン法、ニードルパンチ法等の適宜の加工法によって得られた不織布を用いることができる。これらの加工法の内、スパンレース法は柔軟性、スパンボンド法はドレープ性に富む点で優れ、サーマルボンド法及びエアスルー法は嵩高でソフトである点で優れている。透液性表面シート11に多数の透孔を形成した場合には、尿などが速やかに吸収されるようになり、ドライタッチ性に優れたものとなる。前記透液性表面シート11は、吸収体13の側縁部を巻き込んで吸収体13の裏面側まで延在している。
As the liquid-
前記吸収体13の裏面側(非肌当接面側)を覆う防漏シート12は、ポリエチレンまたはポリプロピレンなどの不透液性プラスチックシートが用いられるが、近年はムレ防止の点から透湿性を有するものが好適に用いられる。この遮水・透湿性シートは、たとえばポリエチレンやポリプロピレン等のオレフィン樹脂中に無機充填材を溶融混練してシートを形成した後、一軸または二軸方向に延伸することにより得られる微多孔性シートであり、仮にシート厚が同じであれば無孔シートよりも剛性が低下するため、柔軟性の点で勝るものとなる。
The leak-
一方、立体ギャザーBSを形成するギャザー不織布15は、図3および図4に示されるように、折返しによって二重シートとした不織布が用いられ、前記透液性表面シート11によって巻き込まれた吸収体13の側縁部をさらにその上側から巻き込んで吸収体13の裏面側まで延在して接着されている。より具体的には、前記ギャザー不織布15は、図3に示される紙おむつの長手方向中間部では、立体ギャザーBS形成部分を残し、幅方向中間部から吸収体13の裏面側に亘る範囲がホットメルト接着剤等によって接着され、また長手方向前後端部では図4に示されるように、前記幅方向中間部から一方側端縁までの区間が吸収体13の裏面側に亘る範囲で接着されるとともに、前記立体ギャザーBSを形成する部分を吸収体13の上面部にて折り畳むようにしながらホットメルト接着剤等により接着している。
On the other hand, as the gathered
前記二重シート不織布によって形成されたギャザー不織布15の内部には、起立先端側部分に複数本の糸状弾性伸縮部材16、16…が配設されるとともに、吸収体13の側縁部近傍部位に糸状弾性伸縮部材17が配設され、さらに吸収体13の裏面がわ側部に糸状弾性伸縮部材18が夫々配設されている。前記先端部弾性伸縮部材16、16…は、主にはその弾性伸縮力により吸収体側縁部より突出する不織布部分を起立させて立体ギャザーBSを形成するためのものであり、前記糸状弾性伸縮部材17、18は、主にその弾性伸縮力により図5の製品状態図に示されるように、吸収体13の側部を屈曲させ、吸収体13の側部によって立体ギャザーBSの基端側部分を構成するためのものである。前記屈曲部から吸収体側縁までの吸収体13の起立高さHLは、5〜30mm、好ましくは20〜30mmとするのが望ましい。前記起立高さHLが5mm未満の場合には、短すぎて吸収体側部を屈曲させることが困難になるとともに、肌に対する十分なフィット性が確保できない。また、起立高さHLが30mmを超えると、起立長さが長過ぎて効果的に屈曲させることができないなどの問題が生じる。
In the gathered
前記防漏シート12は、前記二重シート状のギャザー不織布15の内部まで進入し、図5に示されるように、立体ギャザーBSの下端側において防漏壁を構成するようになっている。かかる防漏シート12としては、排便や尿などの褐色が出ないように不透明のものを用いるのが望ましい。不透明化としては、プラスチック中に、炭酸カルシウム、酸化チタン、酸化亜鉛、ホワイトカーボン、クレイ、タルク、硫酸バリウムなどの顔料や充填材を内添してフィルム化したものが好適に使用される。なお、前記ギャザー不織布15の内部の防漏シートは、前記吸収体13の裏面側を覆う防漏シート12とは別のシートを介在させてもよい。
The leak-
前記糸状弾性伸縮部材16〜18としては、通常使用されるスチレン系ゴム、オレフィン系ゴム、ウレタン系ゴム、エステル系ゴム、ポリウレタン、ポリエチレン、ポリスチレン、スチレンブタジエン、シリコン、ポリエステル、天然ゴム等の素材を用いることができる。また、外側から見え難くするため、太さは925dtex以下、テンションは150〜350%として配設するのがよい。なお、前記糸状弾性伸縮部材に代えて、ある程度の幅を有するテープ状弾性伸縮部材を用いるようにしてもよい。 As said thread-like elastic expansion-contraction members 16-18, materials, such as styrene rubber, olefin rubber, urethane rubber, ester rubber, polyurethane, polyethylene, polystyrene, styrene butadiene, silicon, polyester, and natural rubber, which are usually used, are used. Can be used. Further, in order to make it difficult to see from the outside, it is preferable that the thickness is 925 dtex or less and the tension is 150 to 350%. Instead of the thread-like elastic elastic member, a tape-like elastic elastic member having a certain width may be used.
前述のギャザー不織布15を構成する素材繊維も前記透液性表面シート11と同様に、ポリエチレンまたはポリプロピレン等のオレフィン系、ポリエステル系、ポリアミド系等の合成繊維の他、レーヨンやキュプラ等の再生繊維、綿等の天然繊維とすることができ、スパンボンド法、サーマルボンド法、メルトブローン法、ニードルパンチ法等の適宜の加工方法にて得られた不織布を用いることができるが、特にはムレを防止するために坪量を抑えて通気性に優れた不織布を用いるのがよい。さらに前記ギャザー不織布15については、尿などの透過を防止するとともに、カブレを防止しかつ肌への感触性(ドライ感)を高めるために、シリコン系、パラフィン金属系、アルキルクロミッククロイド系撥水剤などをコーティングした撥水処理不織布を用いるのが望ましい。
In the same manner as the liquid-
特に、本第1形態例では、図3に示されるように、後身頃用外装シート20と前身頃用外装シート30との間の股間部において、前記吸収性本体10の外面に不織布シート19を配設することが好ましい。この場合、前記不織布シート19は、後身頃用外装シート20及び前身頃用外装シート30の下層不織布21B、31Bと同じ素材のものを用いるようにする。これにより、前記不織布シート19と、後身頃用外装シート20及び前身頃用外装シート30との境界が目立たなくなる。また、前記不織布シート19は、後身頃用外装シート20及び前身頃用外装シート30の下層不織布21B、31Bと異なる素材のものを用いるようにしてもよい。股間部に位置する前記不織布シート19は、着用者の股の間で擦れることが多いため、前後身頃のシートよりも柔軟性、耐摩耗性に優れた不織布素材を用いることが好ましい。前記不織布シート19の耐摩耗性を向上するためには、不織布シート19の外面側からエンボスを施すことにより、不織布シート19と防漏シート12との一体化を図るようにすることができる。
In particular, in the first embodiment, as shown in FIG. 3, the
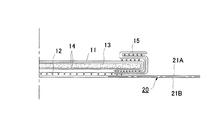
(後身頃用外装シート20の構造)
前記後身頃用外装シート20は、図2及び図6に示されるように、上層不織布21A及び下層不織布21Bからなる2層構造の不織布シートとされ、前記上層不織布21Aと下層不織布21Bとの間に、ウエスト部23及び腰回り部24の上下方向に間隔をおいて水平方向に沿ってウエスト部弾性伸縮部材26…と、複数の腰周り部弾性伸縮部材28…とが配設され、水平方向に伸縮性が付与されている。かかる後身頃用外装シート20は、前記吸収性本体10の後身頃B側に接着される。
(Structure of rear body exterior sheet 20)
As shown in FIGS. 2 and 6, the
前記ウエスト部弾性部材26…は、ウエスト開口縁近傍に上下方向に間隔をおいて配設された複数条の糸ゴム状弾性部材であり、身体のウエスト部回りを締め付けるように伸縮力を与えることにより紙おむつを身体に装着させる。このウエスト部弾性伸縮部材26…は、図示例では糸ゴムを用いたが、例えばテープ状の伸縮部材やネット状の伸縮部材を用いてもよい。
The waist
前記腰回り弾性部材群28…は、脇部接合範囲の内、概ねウエスト部を除く上部から下部までの範囲に亘り、上下方向に間隔をおいて水平方向に沿って配設された糸ゴム状の弾性伸縮部材であり、前身頃F及び後身頃Bの腰回り部分に夫々水平方向の伸縮力を与え、紙おむつを身体に密着させる。なお、前記ウエスト部弾性部材26…と腰回り弾性部材群28…との境界は必ずしも明確でなくてよい。例えば、後身頃Bに上下方向に間隔をおいて水平方向に配置された弾性部材の内、数は特定できなくても、上部側の何本かがウエスト部弾性部材として機能し、残りの弾性部材が腰回り弾性部材として機能していればよい。
The waist
また、前記腰回り弾性部材群28…は、吸収性本体10上を横断するように連続して配置するようにしてもよいが、好ましくは図示されるように、吸収体13の縮こまりをより防止するため、吸収性本体10を横切る弾性伸縮部材を切断し、不連続とするのがよい。
Further, the waist
前記弾性伸縮部材28…を切断し不連続化するには、特開2002-35029号公報、特開2002-178428号公報及び特開2002-273808号公報に記載される切断方法が好適に採用される。同公報に記載される弾性伸縮部材の切断方法は、基本的には図7に示されるように、前記後身頃用外装シート20となる外装シート用連続シートW1を製造した後、表面に凸部を複数個配列したエンボスヒートロール44と、このエンボスヒートロール44と対向する対向ロール45との間に前記外装シート用連続シートW1を通過させ、この外装シート用連続シートW1の弾性伸縮部材を前記エンボスヒートロール44の凸部および対向ロール45間での加圧および加熱の内の少なくとも一方により切断するものである。
In order to cut and discontinue the elastic
対向ロール45は、エンボスヒートロール44のエンボス部44aのみと当接するように、図8(a)に示すように、エンボスヒートロール44と離間させておくと良く、両ロールの回転によって、図8(b)に示されるように、エンボス部44aが下がってくると対向ロール45と当接することとなる。前記エンボス部44aは、第1の切断画成領域と第2の切断画成領域とを形成するために、少なくとも二箇所に存在する。これら複数のエンボス部44aは、一つのエンボスヒートロール44に設けられるようにしても良いし、多段のエンボスヒートロール44…および対向ロール45…を備えるようにし、各エンボスヒートロール44に別個に設けられるようにしても良い。尚、エンボス部44aの表面には、前身頃切断領域DFおよび後身頃切断領域DBに対応する画成領域44bが設けられており、画成領域44bには、図9に例示されるような小さな凸部44A〜44Dが更に形成されていて、実際には、これらの凸部44A〜44Dの先端面が対向ロール45に当接する。
As shown in FIG. 8 (a), the opposing
好ましいエンボスパターンの例を図9(a)、(b)に示す。図9(a)は複数の線状の凸部を千鳥状に配接したエンボスパターンである。長さB1、幅A1の線状の凸部44Aをエンボスヒートロール44の軸方向(黒矢印方向)に距離N1を隔てて配接した凸部群の列と、凸部44Aと同じ長さB1,幅A1の凸部44B,44Bを、エンボスヒートロール44の周面方向(白抜き矢印方向)に、凸部44Aと距離M1を隔て、かつ、凸部44Bの長さ方向中心線が2/N1の点を通るように配接した凸部群の列とを交互の繰り返したパターンによって構成されている。図9(b)は、菱形状の凸部が千鳥状に配接されたパターンである。長軸B2、短軸A2の菱形状の凸部44C,44Cをエンボスヒートロール44の軸方向(黒矢印方向)に距離N2を隔てて配接した凸部群の列と、凸部44Cと同じ菱形形状の凸部44D,44Dをエンボスヒートロール44の周面方向(白抜き矢印方向)に、凸部44Cと距離M2を隔て、かつ、凸部44Cの短軸が2/N2の点に相当するように配設した凸部群の列とを交互に繰り返したパターンによって構成されている。
Examples of preferred emboss patterns are shown in FIGS. 9 (a) and 9 (b). FIG. 9A shows an emboss pattern in which a plurality of linear convex portions are arranged in a staggered manner. A row of convex portions arranged such that linear
線状凸部の長さB1および菱形の長軸B2は、1〜25mmの範囲とするのが好ましく、5〜25mmがより好ましい。千鳥状配置のため、凸部44Aと凸部44Aの間に位置する伸縮部材を凸部44Bで確実に切断することが可能である。B1またはB2が1mmよりも短いと、場合によって伸縮部材を切断できないおそれがあり、25mmよりも長いと、シール部の面積が大きくなり過ぎて、肌触り感が悪くなるおそれがある。よって、N1とN2の範囲も1〜25mmの範囲が好ましく、N1は、3〜25mmがよリ好ましい。凸部が菱形の場合、ロール周方向に隣接する凸部の隅角部同士が、伸縮部材付設方向から見て僅かしか重ならない場合、伸縮部材がシール部から逃れて切断できないおそれがあるので、N2は3〜10mmがより好ましい。
The length B1 of the linear protrusion and the long axis B2 of the rhombus are preferably in the range of 1 to 25 mm, more preferably 5 to 25 mm. Due to the staggered arrangement, the elastic member positioned between the
線状凸部の幅A1、および菱形の短軸A2は、0.5〜15mmとするのが好ましい。0.5mmより細い場合、伸縮部材の切断が行なえないおそれがあり、15mmより太いと、シール部の面積が大きくなり過ぎて、肌触り感が悪くなるおそれがある。A2に付いては、下限が1mm以上であることがより好ましい。 The width A1 of the linear protrusion and the short axis A2 of the rhombus are preferably 0.5 to 15 mm. If it is thinner than 0.5 mm, the elastic member may not be cut. If it is thicker than 15 mm, the area of the seal portion becomes too large, and the feeling of touch may deteriorate. For A2, the lower limit is more preferably 1 mm or more.
凸部群の列同士の距離は特に限定されないが、M1またはM2は5〜25mmが好ましい。 The distance between the rows of the convex group is not particularly limited, but M1 or M2 is preferably 5 to 25 mm.
いずれにしても、この場合最も重要なのは、切断対象となる伸縮部材のそれぞれが、前記凸部群により複数個所で切断されるように、凸部群が配列されていることであり、その範囲であれば凸部の寸法と配列は自由である。 In any case, the most important thing in this case is that the convex groups are arranged so that each of the elastic members to be cut is cut at a plurality of locations by the convex group. If necessary, the dimensions and arrangement of the projections are free.
凸部の形状は、上記線状、菱形状に限られず、斜線、円形、三角形、星型、その他の多角形等、適用可能である。凸部の各列によって変えることも出来る。 The shape of the convex portion is not limited to the above-mentioned linear shape and rhombus shape, but can be applied to diagonal lines, circular shapes, triangular shapes, star shapes, other polygonal shapes, and the like. It can also be changed according to each row of convex portions.
以上の構成によって、弾性伸縮部材が切断されるとともに、弾性伸縮部材以外の上層不織布及び下層不織布に多数の小さなシール部群が形成され、切断領域において上下シートが接合されることとなる。各シール部は離間しており一つ一つが小さいので、ヒートシールによってフィルム化しても、長い連続線の場合に比べ、着用者に対し不快悪を与えることがない。 With the above configuration, the elastic elastic member is cut, and a large number of small seal portions are formed on the upper layer nonwoven fabric and the lower layer nonwoven fabric other than the elastic elastic member, and the upper and lower sheets are joined in the cutting region. Since each seal part is spaced apart and small one by one, even if it is formed into a film by heat sealing, it does not cause discomfort to the wearer compared to the case of a long continuous line.
さらに、上記形態例における離間配置されている凸部を有するエンボスヒートロールに代えて、図10に示すように、長さ1〜25mm、幅0.5〜15mmの凹部群を有し、桟の幅が0.5〜5mmの格子状凸部44Eを有するエンボスヒートロールを使用するものも提案する(他の形態)。格子状の凸部44Eは、多数の桟44F、44F…が井桁状に交差して形成され、桟44Fによって囲まれた空間44Gは凹部(格子)となっている。A3が桟の幅であり、0.5〜5mmとするのが好ましい。あまり太いと触感が悪くなるおそれがある一方で、0.5mmより細いと刃物の様になり、上下シート共全て切断されてしまうおそれがある。格子状凹部の長さはN3であり、5〜25mmが好ましく、より好ましくは5〜10mmである。格子状凹部の幅はM3であり、5〜25mmが好ましく、より好ましくは5〜10mmである。図10では斜め格子を示したが、もちろん正方形や長方形の格子であってもよい。この実施形態では、格子状にシールされる為、伸縮部材を確実に切断することが出来る。また、格子凹部44Gと対応する部分はシールされないため、シートが破断することはない。さらに、ある程度の面積部分に細い格子状の凸部が存在しており、メッシュ状になっているので、いずれかのシール部で伸縮部材が切断されればよい。一枚刃でシールするときは、すべての伸縮部材を一枚刃で切断しなければならないことから、切断されない伸縮部材が無いように強めにシールする必要が有って、シートまで破断してしまうことがあるが、上記構成では、伸縮部材がシール部で切断されればよいので、強めにシールする必要が無く、面的に圧接されることも有ってシートが破断してしまうことはない。また、格子状のシール部は、着用者に与える触感が柔らかいものとなり、外観上も美麗である。
Furthermore, in place of the embossed heat roll having the convex portions that are spaced apart in the above-described embodiment, as shown in FIG. 10, a concave group having a length of 1 to 25 mm and a width of 0.5 to 15 mm is provided. The thing which uses the embossed heat roll which has the grid | lattice-like
一方、前記後身頃用外装シート20においては、幅方向に進展させた状態で(弾性伸縮部材による収縮を外した状態)、後身頃Bの製品幅LBが、前身頃用外装シート40の製品幅LFよりも幅寸法が大きく設定されているとともに、弾性伸縮部材による収縮力が作用した状態で、前記前身頃用外装シート30の幅寸法と後身頃用外装シート20の幅寸法とが略同等に形成されている。
On the other hand, in the rear
また、後身頃用外装シート20の両側部42、42であって、少なくとも前記機械係合式ファスナー手段43、43の配設領域と重なる胴周り部24の弾性伸縮部材28…も、細かく切断されることが好ましい。これにより両側部42、42が、ファスナー手段43、43が剥がれたり歪んだりしない平滑な固着領域となるとともに、後身頃両側縁に平滑な摘み部が形成されてファスナー手段43、43を前身頃F側に引寄せ易くなる。また、弾性伸縮部材の収縮力が作用した製品状態で、後身頃用外装シート20と前身頃用外装シート30との両側縁が略同等に形成され易くなり、製品の外観が向上する。前記両側部42の切断範囲(K)は、10〜50mm、好ましくは15〜30mmとするのがよい。
Further, the elastic
前記機械接合式ファスナー手段43は、プラスチック、ポリラミ不織布、不織布、紙等のファスニング基材43aの表面側にフック要素43bを備えたものであり、前記フック要素43bは、例えばレ字状、J字状、マッシュルーム状、T字状等の係合片からなり、前身頃用外装シート30の外面(下層不織布31B)に対して係合可能となっている。また、前記機械接合式ファスナー手段43は、前身頃Fにターゲットテープ(雌側ファスナー)を別途貼設しておき、これに係合させるようにしてもよい。なお、ファスナー手段43は、製品状態(使用前)では前身頃用外装シート30の内面側に仮止めされ、装着時に、仮止めを剥がし、前身頃用外装シート30の外面に係合させるようになっている。
The mechanical joining type fastener means 43 is provided with a
前記後身頃用外装シート20の上層不織布21A及び下層不織布21Bの構成素材としては、ポリエチレンまたはポリプロピレン等のオレフィン系、ポリエステル系、ポリアミド系等の合成繊維の他、レーヨンやキュプラ等の再生繊維、綿等の天然繊維を用い、スパンボンド法、サーマルボンド法、メルトブローン法、ニードルパンチ法等の適宜の加工方法にて得られた不織布を用いることができる。また、融点の高い繊維を芯とし融点の低い繊維を鞘とした芯鞘型のバイコンポーネント不織布やサイドバイサイド型繊維、分割型繊維などの複合繊維による不織布を用いることができる。前記バイコンポーネント不織布は、熱融着性に優れたものとすることができるため好ましい。また、弾性伸縮部材27…の切断加工をおむつ外面側から施して、ファスナー手段43の係合部とする場合には、特に前身頃用外装シート30の外面側の不織布(下層不織布31B)は、高強度のPET芯の繊維を用いた、嵩高なエアスルー不織布とすることが好ましい。
The constituent material of the upper layer
前記上層不織布21A、下層不織布21Bの繊度は、構成繊維の80%以上が0.5〜3.3dtex、強い係合力を得るなら2.2〜5.5dtexのものとすることが好ましい。両者のバランスを考慮すると、2.2〜3.3dtexとすることが好ましい。
The fineness of the upper
また、前記弾性伸縮部材は、細かく切断した後に目立たないように、透明度の高いものを使用することが好ましい。 Moreover, it is preferable to use the said elastic elastic member with a high transparency so that it may not stand out after finely cutting.
(前身頃用外装シート30の構造)
前身頃用外装シート30は、前記後身頃用外装シート20とほぼ同様の構造であり、図2及び図6に示されるように、上層不織布31A及び下層不織布31Bからなる2層構造の不織布シートとされ、前記上層不織布31Aと下層不織布31Bとの間の水平方向に各種弾性伸縮部材25…、27…が配設され、水平方向に伸縮性が付与されている。
(Structure of front body exterior sheet 30)
The front
ここで、上記後身頃用外装シート20の弾性伸縮部材28…を切断する切断方法と同様の切断方法を用いて、前記前身頃用弾性伸縮部材27…をすべて全長に亘って切断する。このように、切断加工により前身頃に多数の小さなシール部群または格子状や線状のシール部を形成することで、同時に係合力に優れかつ毛羽立ちの少ない好適な係合面を形成することができる。またこの場合、シール部の形成面積の合計は、係合面全体の面積の5〜50%であり、5〜25%が好ましく、5〜15%がより好ましい。なお、不織布表面に多数の小さなシール部群を形成しすることで、係合力に優れかつ毛羽立ちの少ない、不織布よりなる係合部を形成する技術は公知のものだが、本発明においては、係合面において、前記上層不織布21Aと下層不織布21Bの間に、細かく切断された前記弾性伸縮部材28・・・が介在するため、凹凸があり、従来技術より係合力に優れた係合面を形成することができる。
Here, using the same cutting method as the cutting method for cutting the elastic
また、前記切断加工を、おむつの外面側から行い、前記機械係合式ファスナー手段43の係合面処理を施すようにすれば、凹凸があり、係合力に優れた係合面とすることができるので好ましい。また、前身頃用外装シート30の弾性伸縮部材の切断加工をおむつの外面側から行うことにより、図11に示されるように、前身頃用外装シート30の外面に多数の開孔35、35…が形成されるようにしてもよい。そうすると、前記機械係合式ファスナー手段43、43を前身頃用外装シート30の外面に止着する際、前記開孔35…にファスナー手段のフック要素43b、43b…が係合して、ファスナー手段の係合力が一層強化される。
Further, if the cutting process is performed from the outer surface side of the diaper and the engagement surface treatment of the mechanical engagement type fastener means 43 is performed, the engagement surface has an unevenness and has an excellent engagement force. Therefore, it is preferable. Further, by performing the cutting process of the elastic elastic member of the front
(紙おむつの組立)
前記吸収性本体10と後身頃用外装シート20と前身頃用外装シート30とは、図6に示されるように、後身頃用外装シート20及び前身頃用外装シート30の上面側に吸収性本体10がホットメルト等の接着剤によって接着され一体化される。そして、吸収性本体10が折り返しラインSにて前後方向に折り重ねられ、図1に示される製品状態(使用前の2つ折り状態)の紙おむつ1に組み立てられる。
(Assembling paper diapers)
As shown in FIG. 6, the absorbent
〔紙おむつ1の第2形態例〕
次いで、紙おむつ1の第2形態例について図12及び図13に基づき詳述する。
[Second example of paper diaper 1]
Next, a second embodiment of the
本発明の第2形態例に係る紙おむつ1は、同図に示されるように、外装シート3が、前身頃Fから後身頃Bにかけて一体的に形成され、前身頃F及び後身頃Bのそれぞれの領域において、上層不織布3A及び下層不織布3Bの間にウエスト部21、23及び胴周り部22、24に沿って多数の弾性伸縮部材25〜28が配置された1枚のシートで構成される紙おむつである。
As shown in the figure, the
前記外装シート3は、前記ウエスト開口部回りに配置されたウエスト部弾性伸縮部材25…、26…と、前身頃F及び後身頃Bに上下方向に間隔をおいて水平方向に沿って配置された複数の腰回り弾性伸縮部材27…、28…とを備え、後身頃Bの両側部であってかつ内面側には、装着時に前身頃Fの外面側に係合可能とされる機械係合式ファスナー手段43、43が備えられている。
その他の構成については、前記第1形態例記載の紙おむつ1と同様である。
The
About another structure, it is the same as that of the
〔紙おむつ1の第1製造方法〕
紙おむつ1の第1製造方法は、上記第1形態例に係る紙おむつ1(外装シートが後身頃用外装シート20及び前身頃用外装シート30からなる2分割のシートで構成される紙おむつ1)を製造するための方法である。
[First manufacturing method of disposable diaper 1]
The first manufacturing method of the
図14は、ライン方向を紙おむつ幅方向とした横流れ方式の場合の組立工程図である。同図に示されるように、先ず、外装シート用連続シートの製造工程として、前記後身頃用外装シート20のおむつ長手方向寸法と、前記前身頃用外装シート30のおむつ長手方向寸法とを合わせた幅寸法を有する2枚の連続不織布をラインに繰り出すとともに、これら連続不織布の間にライン方向に沿って、ウエスト部弾性伸縮部材及び胴周り部弾性伸縮部材に対応する多数の弾性伸縮部材を介在させて外装シート用連続シートW1を製造する。
FIG. 14 is an assembly process diagram in the case of the lateral flow method in which the line direction is the paper diaper width direction. As shown in the figure, first, as a manufacturing process of a continuous sheet for exterior sheets, the diaper longitudinal dimension of the rear
次に、弾性伸縮部材の切断工程として、この外装シート用連続シートW1に対して、前身頃Fに対して施す弾性伸縮部材の切断領域DFをライン幅方向に2倍して設定される第1の切断画成領域D2と、後身頃Bに対して施す弾性伸縮部材の切断領域DBをライン幅方向に2倍して設定される第2の切断画成領域D1とをライン方向に所定の間隔を空けて交互に設定し、これら切断画成領域D2…、D1…の弾性伸縮部材を細かく切断する。 Next, as a cutting process of the elastic stretchable member, a first is set by doubling the cutting region DF of the elastic stretchable member applied to the front body F in the line width direction with respect to the continuous sheet W1 for the exterior sheet. A predetermined interval in the line direction between the cut defining area D2 of the elastic member and the second cut defining area D1 set by doubling the cut area DB of the elastic elastic member applied to the back body B in the line width direction. Are alternately set, and the elastic elastic members in the cutting definition regions D2,..., D1,.
その後、離隔配置工程として、前記外装シート用連続シートW1を幅方向中央部でライン方向に沿って切断した後、ライン幅方向に離隔配置するとともに、一方側の外装シート用連続シートを他方側の外装シート用連続シートに対して1/2位相だけずらし、前身頃Fに対して施す弾性伸縮部材の切断領域DFと、後身頃Bに対して施す弾性伸縮部材の切断領域DBとを正対させる。ここで、各外装シート用連続シートの離隔距離は、製品となる紙おむつ1の展開状態の配設位置である。
Then, as a separation arrangement step, the exterior sheet continuous sheet W1 is cut along the line direction at the center in the width direction, and then separated in the line width direction, and the exterior sheet continuous sheet is disposed on the other side. The cutting area DF of the elastic elastic member applied to the front body F and the cutting area DB of the elastic elastic member applied to the back body B are opposed to each other by shifting by 1/2 phase with respect to the continuous sheet for the exterior sheet. . Here, the separation distance of each continuous sheet for exterior sheets is an arrangement position of the developed state of the
そして、ファスナー手段貼着工程として、後身頃Bの両側部に対応する部位に機械接合式ファスナー手段43を貼着する。さらに、脚周り部切断工程として、離隔配置した各外装シート用連続シートに対し、ロールカッター等により股間となる部分を凹状の脚周りカット線46に沿って切断する。しかる後、裁断工程として、吸収性本体10を接合するとともに、図15(A)に示されるように、個々の製品形状に裁断する。
And as a fastener means sticking process, the mechanical joining type fastener means 43 is stuck to the site | part corresponding to the both sides of the back body B. Furthermore, as a leg periphery part cutting process, the part used as a crotch is cut | disconnected along the concave leg periphery cut
ここで、個々の製品形状に裁断後、図15(B)に示されるように、後身頃用外装シート20の弾性伸縮部材26…、28…の収縮力が作用して後身頃用外装シート20が収縮した状態で、後身頃用外装シート20の幅寸法と前身頃用外装シート30の幅寸法とが略同等に形成されるように、弾性伸縮部材の伸びや、後身頃用外装シート20及び前身頃用外装シート30の裁断寸法などを決定する。
Here, after cutting into individual product shapes, as shown in FIG. 15B, the contraction force of the elastic
前記裁断工程において、個々の製品形状に裁断する前に、外装シート用連続シートに配設された弾性伸縮部材の収縮力を作用させて弛緩状態とする弛緩工程を経るようにしても良い。この弛緩工程を経ることによって、前身頃と後身頃の裁断位置の位相を合わせることが可能となり、裁断工程が容易になる。 In the cutting step, before cutting into individual product shapes, a relaxation step may be performed in which the contraction force of the elastic elastic member disposed on the exterior sheet continuous sheet is applied to make the product into a relaxed state. By passing through this relaxation process, it becomes possible to match the phase of the cutting position of the front body and the back body, and the cutting process becomes easy.
弛緩工程を経た紙おむつは、おむつ長手方向中央部の折返しラインSで折返され、機械係合式ファスナー手段43、43が前身頃用外装シート30の内面側に仮止めされる。前記折返しラインSでの折返し及び機械係合式ファスナー手段による仮止めは、裁断後に行うようにしてもよいが、裁断前に行う方が、折返しラインSでの折返しが連続的に行えること、裁断がさらに容易になること、また裁断位置が前後身頃で揃うため外観も良好であることから、好ましい。
The paper diaper that has undergone the relaxation process is folded back at a folding line S at the center in the longitudinal direction of the diaper, and the mechanical engagement type fastener means 43, 43 are temporarily fixed to the inner surface side of the front
前記裁断工程においては、弛緩工程を経て両側部に位置する切断位置を前身頃Fと後身頃Bとで位相合わせした後切断することになるが、前記後身頃の収縮力を作用させるには、例えば弛緩工程に入る前後でラインの張力を変化させるようにし、ラインの張力を緩めることで収縮力を作用させることができる。また、搬送ラインにおいて外装シート上に連なる吸収性本体固定部分のみを保持し、搬送しながら吸収性本体同士の距離を徐々に近づけることによっても、収縮力を作用させることができる。 In the cutting step, the cutting positions located on both sides through the relaxation step will be cut after phase matching between the front body F and the back body B. In order to apply the contraction force of the back body, For example, the tension of the line can be changed before and after entering the relaxation process, and the contraction force can be applied by relaxing the tension of the line. In addition, the contraction force can be applied also by holding only the absorbent main body fixing portion continuous on the exterior sheet in the transport line and gradually reducing the distance between the absorbent main bodies while transporting.
このような工程を経て製品状態の紙おむつ1とされる。このとき、個々の製品形状に裁断後、後身頃用外装シート20の幅寸法と前身頃用外装シート30の幅寸法とが略同等に形成されるため、製品状態において、縮こまりや湾曲などが生じず、外観が良好なものとなる。
It is set as the
なお、前記脚周り部切断工程による凹状の脚周りカットは必ずしも必要ではないが、脚周りカットを設けるほうが装着時の股間部の見た目がすっきりするため、好ましい。 In addition, although the concave leg periphery cut by the said leg periphery part cutting process is not necessarily required, since the appearance of the crotch part at the time of mounting | wearing is clear, it is preferable to provide a leg periphery cut.
ところで、前記弾性伸縮部材の切断工程において、図15(A)に示されるように、前身頃Fに対して施す弾性伸縮部材の切断領域を、この前身頃Fの裁断予定線Xを越えて、隣接する後身頃Bの各両側部であって前記機械係合式ファスナー手段43の配設領域まで拡大させることが好ましい。これにより、ファスナー手段43、43が剥がれたり歪んだりしない平滑な固着領域となるとともに、後身頃両側縁に平滑な摘み部が形成されファスナー手段43、43を前身頃F側に引寄せ易くなる。 By the way, in the cutting process of the elastic elastic member, as shown in FIG. 15A, the cutting region of the elastic elastic member applied to the front body F exceeds the cutting planned line X of the front body F, It is preferable that each side part of the adjacent back body B is enlarged to the region where the mechanically engaged fastener means 43 is disposed. As a result, the fastener means 43, 43 become a smooth fixing region where the fastener means 43, 43 are not peeled off or distorted, and smooth knobs are formed on both side edges of the rear body, making it easier to pull the fastener means 43, 43 toward the front body F side.
上記形態例では、前身頃用外装シート30の弾性伸縮部材は、腰回り弾性伸縮部材27…を全長に亘って切断するようにしたが、ウエスト部弾性伸縮部材25…も全長に亘って切断するようにしても良く、又は両側部のみ切断するようにしても良い。
In the embodiment, the elastic elastic member of the front
一方、後身頃用外装シート20の弾性伸縮部材は、腰回り弾性伸縮部材28…の前記吸収性本体10と重なる領域及び両側部を切断するようにしたが、ウエスト部弾性伸縮部材26…の両側部も切断するようにしても良い。また、腰回り弾性伸縮部材28…の吸収性本体10と重なる領域以外の一定の範囲を切断するようにすると、吸収体が縮こまらないため好ましい。なお、腰回り弾性伸縮部材28…の吸収性本体10と重なる領域に切断加工を施さないようにしても良い。
On the other hand, the elastic elastic member of the back
前身頃ウエスト部弾性伸縮部材25…および後身頃ウエスト部弾性伸縮部材26…の両側部を切断すると、個々の製品形状に裁断時に、裁断部近傍が縮こまらずに平滑化できるため、裁断後の製品外観が良好なものとなる。
When both sides of the front body waist elastic
〔紙おむつ1の第1製造方法の変形例〕
上記紙おむつ1の第1製造方法では、弾性伸縮部材の切断工程の後、外装シート用連続シートの離隔配置工程を行うようにしていたが、その変形例として、図16に示されるように、外装シート用連続シートの離隔配置工程の後、この離隔配置した外装シート用連続シートのそれぞれに弾性伸縮部材の切断工程を行うようにしても良い。
[Modification of the first manufacturing method of the disposable diaper 1]
In the first manufacturing method of the
上記第1製造方法では、外装シート用連続シートが2ラインに離隔される前に弾性伸縮部材を切断できるため、複数の切断装置を設ける必要がないなどの点で好ましく、一方で、本第1製造方法の変形例では、離隔配置した外装シート用連続シートのそれぞれに対して個別に、弾性伸縮部材の切断加工を施すことができるため、一方側の外装シート用連続シートを他方側の外装シート用連続シートに対して1/2位相だけずらす工程が必要なくなり、製造工程を簡略化することができるなどの点で好ましい。 In the said 1st manufacturing method, since the elastic expansion-contraction member can be cut | disconnected before the continuous sheet for exterior sheets is separated by 2 lines, it is preferable at the point that it is not necessary to provide a some cutting device. In the modification of the manufacturing method, the elastic stretchable member can be cut individually for each of the continuous sheets for the exterior sheet that are spaced apart from each other, so that the continuous sheet for the exterior sheet on one side is replaced with the exterior sheet on the other side. This is preferable in that a step of shifting by a half phase with respect to the continuous sheet for use is not necessary, and the manufacturing process can be simplified.
〔紙おむつ1の第2製造方法〕
紙おむつ1の第2製造方法は、上記第1製造方法と同様に、上記第1形態例に係る紙おむつ1(外装シートが後身頃用外装シート20及び前身頃用外装シート30からなる2分割のシートで構成される紙おむつ1)を製造するための方法である。
[Second manufacturing method of disposable diaper 1]
Similarly to the first manufacturing method, the second manufacturing method of the
図17に示されるように、先ず、外装シート用連続シートの製造工程として、上記第1製造方法と同様に、外装シート用連続シートW1を製造する。 As shown in FIG. 17, first, as a process for manufacturing a continuous sheet for exterior sheets, a continuous sheet W1 for exterior sheets is manufactured in the same manner as in the first manufacturing method.
次に、弾性伸縮部材の切断工程として、この外装シート用連続シートW1に対して、前記前身頃Fに対して施す弾性伸縮部材の切断領域DFと、前記後身頃Bに対して施す弾性伸縮部材の切断領域DBとを正対させた状態で結合した形状の第1の切断画成領域D4と、この第1の切断画成領域をライン幅方向に反転させた形状の第2の切断画成領域D3とをライン方向に所定の間隔を空けて設定し、これら切断画成領域D3…、D4…の弾性伸縮部材を細かく切断する。 Next, as a step of cutting the elastic stretch member, the elastic stretch member applied to the continuous body W1 for the exterior sheet and the elastic stretch member cut region DF of the elastic stretch member applied to the front body F and the back body B A first cut defining region D4 having a shape coupled with the cutting region DB facing each other, and a second cutting definition having a shape obtained by inverting the first cut defining region in the line width direction. The region D3 is set with a predetermined interval in the line direction, and the elastic elastic members in the cutting definition regions D3, D4,.
その後、離隔配置工程として、前記外装シート用連続シートW1の幅方向中間部で、前記前身頃Fに対して施す弾性伸縮部材の切断領域DFと、前記後身頃Bに対して施す弾性伸縮部材の切断領域DBとを分割するように切断した後、ライン幅方向に離隔配置する。 After that, as a separation step, the elastic stretch member to be applied to the back body B and the cutting region DF of the elastic body to be applied to the front body F at the intermediate portion in the width direction of the continuous sheet W1 for the exterior sheet. After cutting so as to divide the cutting area DB, the cutting area DB is spaced apart in the line width direction.
前記外装シート用連続シートW1の切断の際、カッター装置45をライン方向に対して左右に移動させることによって、あるいは波線形上のパターンのカット刃を備えたダイカッターロールとアンビルロール(図示せず)との間を通すことによって、前記後身頃側のおむつ長手方向寸法が相対的に大となる波線形状で略ライン方向に切断することができる。これにより、前記第1製造方法における脚部開口工程が省略でき、製造工程を簡略化できる。
When cutting the continuous sheet W1 for the exterior sheet, a die cutter roll and an anvil roll (not shown) provided with a cutting blade having a wavy pattern by moving the
なお、カットパターンは、前記波線形状が好ましいが、製造が容易な直線形状としても良い。また、前記第1製造方法と同様に、離隔配置した各外装シート用連続シートの脚周り部に相当する部位を凹状に切断する脚周り部切断工程を設けることで、装着時の股間部の見た目がよりすっきりさせることが可能である。 The cut pattern is preferably the wavy line shape, but may be a straight line shape that is easy to manufacture. In addition, as in the first manufacturing method, the appearance of the crotch portion at the time of wearing is provided by providing a leg-peripheral section cutting step that cuts a portion corresponding to the leg-peripheral section of each continuous sheet for exterior sheets that is spaced apart into a concave shape. Can be made cleaner.
そして、後身頃Bの両側部に対応する部位に機械係合式ファスナー手段43、43を貼着するファスナー手段貼着工程の後、裁断工程として、前記吸収性本体10を前記離隔配置された外装シート用連続シート上に接合し、個々の製品形状に裁断する。
And after the fastener means sticking process which sticks the mechanical engagement type fastener means 43 and 43 to the site | part corresponding to the both sides of the back body B, as the cutting process, the said
その他の構成については、上記第1製造方法と同様である。 About another structure, it is the same as that of the said 1st manufacturing method.
上述の通り、第2製造方法では、外装シート用連続シートW1の切断の際、カッター装置45をライン方向に対して左右に移動させ、後身頃側のおむつ長手方向寸法が相対的に大となる波線形状で切断することにより、前記第1製造方法における脚部開口工程が省略でき、製造工程を簡略化できる。
As described above, in the second manufacturing method, when cutting the continuous sheet W1 for exterior sheets, the
〔紙おむつ1の第3製造方法〕
紙おむつ1の第3製造方法は、上記第2形態例に係る紙おむつ1(外装シートが、前身頃Fから後身頃Bにかけて一体的に形成され紙おむつ1)の製造方法である。
[Third manufacturing method of disposable diaper 1]
The 3rd manufacturing method of the
図18に示されるように、外装シート用連続シートの製造工程として、連続する上層不織布3Aと、連続する下層不織布3Bとをラインに繰り出すとともに、前身頃F及び後身頃Bのそれぞれの領域に、前記上層不織布及び下層不織布の間にウエスト部及び胴周り部に沿って多数の弾性伸縮部材25〜28を介在させて外装シート用連続シートW2を製造する。
As shown in FIG. 18, as a process for producing a continuous sheet for an exterior sheet, the continuous upper
次に、弾性伸縮部材の切断工程として、前身頃Fに対して施す弾性伸縮部材の切断領域DFと、後身頃Bに対して施す弾性伸縮部材の切断領域DBとを正対させた形状の第1の切断画成領域D6と、この第1の切断画成領域D5をライン幅方向に反転させた形状の第2の切断画成領域D5とをライン方向に所定の間隔を空けて設定し、これら切断画成領域D6…、D5…の弾性伸縮部材を細かく切断する。 Next, as a step of cutting the elastic stretchable member, a first shape having a shape in which a cutting region DF of the elastic stretchable member applied to the front body F and a cutting region DB of the elastic stretchable member applied to the back body B are opposed to each other. A first cut defining area D6 and a second cut defining area D5 having a shape obtained by inverting the first cut defining area D5 in the line width direction are set at a predetermined interval in the line direction; These elastic stretch members in the cutting definition regions D6, D5,.
その後、ファスナー手段貼着工程として、後身頃の両側部に対応する部位に機械係合式ファスナー手段43、43を貼着する。 Then, as a fastener means sticking process, the mechanical engagement type fastener means 43 and 43 are stuck to the site | part corresponding to the both sides of a back body.
そして、脚周り部に相当する部位を刳り抜くように切断する脚周り切断工程を経た後、裁断工程として、吸収性本体10を外装シート用連続シートW2上に接合し、個々の製品形状に裁断する。
And after passing through the leg circumference cutting step that cuts out the portion corresponding to the leg circumference portion, as the cutting process, the absorbent
〔他の形態例〕
(1)上記形態例では、いずれもおむつ装着後に機械係合式ファスナー手段43、43を前身頃Fの外面に係合させるテープ式使い捨て紙おむつの例であるが、おむつ装着前に予め機械係合式ファスナー手段43、43を前身頃Fの外面に係合させておくことにより、パンツ型使い捨て紙おむつとして使用することも可能である。
(2)上記形態例では、後身頃用外装シート20及び前身頃用外装シート30又は外装シート3に配設される弾性伸縮部材は、ウエスト部弾性伸縮部材25…、26…と、前身頃F及び後身頃Bに上下方向に間隔をおいて水平方向に沿って配置された複数の腰回り弾性伸縮部材27…、28…との2種類としたが、脚周りに沿って弾性伸縮部材を配置することも可能である。
[Other examples]
(1) The above embodiment is an example of a tape-type disposable paper diaper in which the mechanical engagement type fastener means 43, 43 are engaged with the outer surface of the front body F after the diaper is mounted. By engaging the
(2) In the above-described embodiment, the elastic body members disposed on the rear
1…使い捨て紙おむつ、3…外装シート、10…吸収性本体、11…透液性表面シート、12…防漏シート、13…吸収体、14…包被シート、15…ギャザー不織布、16〜18…糸状弾性伸縮部材、20…後身頃用外装シート、21A・31A…上層不織布、21B・31B…下層不織布、21・23…ウエスト部、22・24…胴周り部、25・26…ウエスト部弾性伸縮部材、27・28…腰回り部弾性伸縮部材、30…前身頃用外装シート、43…機械係合式ファスナー手段、W1…外装シート用連続シート
DESCRIPTION OF
Claims (5)
前記前身頃の胴周り部に配置される弾性伸縮部材がすべて全長に亘って細かく切断され、前記後身頃用外装シートは、幅方向に伸展させた状態で前身頃用外装シートより幅寸法が大きく設定されているとともに、弾性伸縮部材の収縮力が作用した製品状態で、前記前身頃用外装シートの幅寸法と前記後身頃用外装シートの幅寸法とが略同等に形成され、
前記後身頃用外装シートの胴周り部において、前記吸収性本体と重なる領域に配置される前記弾性伸縮部材が細かく切断され、
前記前身頃用外装シートにおいて、おむつの外面側から前記弾性伸縮部材の切断加工を行い、この切断加工と同時に、前記弾性伸縮部材の切断領域にシール部を形成し、かつ前記前身頃用外装シートの外面に多数の開孔を形成した前記機械係合式ファスナー手段の係合面処理を施してある使い捨て紙おむつを製造するための製造方法であって、
前記後身頃用外装シートのおむつ長手方向寸法と、前記前身頃用外装シートのおむつ長手方向寸法とを合わせた幅寸法を有する2枚の連続不織布をラインに繰り出すとともに、これら連続不織布の間にライン方向に沿って、ウエスト部弾性伸縮部材及び胴周り部弾性伸縮部材に対応する多数の弾性伸縮部材を介在させて外装シート用連続シートを製造する工程と、
前記外装シート用連続シートを幅方向中央部でライン方向に沿って切断した後、ライン幅方向に離隔配置する離隔配置工程と、
前記離隔配置した外装シート用連続シートの一方側に対して、前記前身頃に対して施す弾性伸縮部材の前身頃切断領域と、前記後身頃に対して施す弾性伸縮部材の後身頃切断領域とをライン方向に所定の間隔を空けて交互に設定するとともに、前記外装シート用連続シートの他方側に対して、前記外装シート用連続シートの一方側の前身頃切断領域に正対する位置に前記後身頃に対して施す弾性伸縮部材の後身頃切断領域を設定するとともに、前記外装シート用連続シートの一方側の後身頃切断領域に正対する位置に前記前身頃に対して施す弾性伸縮部材の前身頃切断領域を設定し、おむつの外面側から各切断領域の前記弾性伸縮部材を細かく切断する弾性伸縮部材の切断工程と、
後身頃の両側部に対応する部位に前記機械係合式ファスナー手段を貼着するファスナー手段貼着工程と、
前記前身頃切断領域と前記後身頃切断領域とが正対した状態で、前記離隔配置された外装シート用連続シート上に前記吸収性本体を接合し、個々の製品形状に裁断する裁断工程と、
から構成されることを特徴とする使い捨て紙おむつの製造方法。 It consists of an absorbent main body in which an absorbent body is interposed between a liquid-permeable top sheet and a back sheet, and an exterior sheet integrally joined to the absorbent main body. A large number of elastic elastic members are disposed between the nonwoven fabric along the waist portion and the waist portion, and the outer body sheet for the back body joined to the back body side of the absorbent main body, and the waist between the upper layer nonwoven fabric and the lower layer nonwoven fabric A plurality of elastic elastic members are disposed along the front and back portions, and is composed of a two-part sheet composed of a front body exterior sheet joined to the front body side of the absorbent main body, and the back body exterior Machine engagement type fastener means that is engageable with the outer surface side of the outer sheet for the front body when mounted on both sides and the inner surface side of the sheet,
All the elastic elastic members arranged in the waist part of the front body are cut finely over the entire length, and the exterior body sheet for the back body is larger in width than the exterior body sheet for the front body in a state of extending in the width direction. In the product state in which the contraction force of the elastic elastic member is set, the width dimension of the outer sheet for the front body and the width dimension of the exterior sheet for the rear body are formed substantially equal,
In the waist part of the exterior sheet for the back body, the elastic elastic member disposed in a region overlapping the absorbent main body is finely cut,
In the front body exterior sheet, the elastic stretchable member is cut from the outer surface side of the diaper, and at the same time as the cutting process, a seal portion is formed in a cut region of the elastic stretchable member, and the front body exterior sheet A manufacturing method for manufacturing a disposable paper diaper that has been subjected to the engagement surface treatment of the mechanical engagement type fastener means in which a large number of openings are formed on the outer surface of the machine,
Two continuous nonwoven fabrics having a width dimension that combines the diaper longitudinal dimension of the rear body exterior sheet and the diaper longitudinal dimension of the front body exterior sheet are fed out into a line, and the line between these continuous nonwoven fabrics A step of producing a continuous sheet for an exterior sheet by interposing a number of elastic elastic members corresponding to the waist elastic elastic member and the waist elastic elastic member along the direction;
After separating the continuous sheet for the exterior sheet along the line direction at the center in the width direction, a separation arrangement step of separating the line in the line width direction;
Against one side of the outer sheet continuous sheet described above spaced, and the front body cutting region of the resilient and elastic members applied to said front body, a back body cutting region after resilient and elastic members for applying to said back body The back body is set alternately at predetermined intervals in the line direction, and at the position facing the front body cutting region on one side of the exterior sheet continuous sheet with respect to the other side of the exterior sheet continuous sheet. Cutting the front body of the elastic elastic member to be applied to the front body at a position facing the rear body cutting area on one side of the continuous sheet for the exterior sheet A step of cutting the elastic elastic member that sets the region and finely cuts the elastic elastic member of each cutting region from the outer surface side of the diaper;
Fastener means sticking step of sticking the mechanical engagement type fastener means to portions corresponding to both side portions of the back body;
With the front body cutting region and the back body cutting region facing each other, the cutting step of joining the absorbent main body on the spaced-apart outer sheet continuous sheet and cutting into individual product shapes;
A method for producing disposable paper diapers, comprising:
前記前身頃の胴周り部に配置される弾性伸縮部材がすべて全長に亘って細かく切断され、前記後身頃用外装シートは、幅方向に伸展させた状態で前身頃用外装シートより幅寸法が大きく設定されているとともに、弾性伸縮部材の収縮力が作用した製品状態で、前記前身頃用外装シートの幅寸法と前記後身頃用外装シートの幅寸法とが略同等に形成され、
前記後身頃用外装シートの胴周り部において、前記吸収性本体と重なる領域に配置される前記弾性伸縮部材が細かく切断され、
前記前身頃用外装シートにおいて、おむつの外面側から前記弾性伸縮部材の切断加工を行い、この切断加工と同時に、前記弾性伸縮部材の切断領域にシール部を形成し、かつ前記前身頃用外装シートの外面に多数の開孔を形成した前記機械係合式ファスナー手段の係合面処理を施してある使い捨て紙おむつを製造するための製造方法であって、
前記後身頃用外装シートのおむつ長手方向寸法と、前記前身頃用外装シートのおむつ長手方向寸法とを合わせた幅寸法を有する2枚の連続不織布をラインに繰り出すとともに、これら連続不織布の間にライン方向に沿って、ウエスト部弾性伸縮部材及び胴周り部弾性伸縮部材に対応する多数の弾性伸縮部材を介在させて外装シート用連続シートを製造する工程と、
前記外装シート用連続シートに対して、前記前身頃に対して施す弾性伸縮部材の切断領域をライン幅方向に2倍して設定される第1の切断画成領域と、前記後身頃に対して施す弾性伸縮部材の切断領域をライン幅方向に2倍して設定される第2の切断画成領域とをライン方向に所定の間隔を空けて交互に設定し、おむつの外面側からこれら切断画成領域の弾性伸縮部材を細かく切断する弾性伸縮部材の切断工程と、
前記外装シート用連続シートを幅方向中央部でライン方向に沿って切断した後、ライン幅方向に離隔配置するとともに、一方側の外装シート用連続シートを他方側の外装シート用連続シートに対して1/2位相だけずらし、前身頃に対して施す弾性伸縮部材の切断領域と、後身頃に対して施す弾性伸縮部材の切断領域とを正対させる離隔配置工程と、
後身頃の両側部に対応する部位に前記機械係合式ファスナー手段を貼着するファスナー手段貼着工程と、
前記吸収性本体を前記離隔配置された外装シート用連続シート上に接合し、個々の製品形状に裁断する裁断工程と、
から構成されることを特徴とする使い捨て紙おむつの製造方法。 It consists of an absorbent main body in which an absorbent body is interposed between a liquid-permeable top sheet and a back sheet, and an exterior sheet integrally joined to the absorbent main body. A large number of elastic elastic members are disposed between the nonwoven fabric along the waist portion and the waist portion, and the outer body sheet for the back body joined to the back body side of the absorbent main body, and the waist between the upper layer nonwoven fabric and the lower layer nonwoven fabric A plurality of elastic elastic members are disposed along the front and back portions, and is composed of a two-part sheet composed of a front body exterior sheet joined to the front body side of the absorbent main body, and the back body exterior Machine engagement type fastener means that is engageable with the outer surface side of the outer sheet for the front body when mounted on both sides and the inner surface side of the sheet,
All the elastic elastic members arranged in the waist part of the front body are cut finely over the entire length, and the exterior body sheet for the back body is larger in width than the exterior body sheet for the front body in a state of extending in the width direction. In the product state in which the contraction force of the elastic elastic member is set, the width dimension of the outer sheet for the front body and the width dimension of the exterior sheet for the rear body are formed substantially equal,
In the waist part of the exterior sheet for the back body, the elastic elastic member disposed in a region overlapping the absorbent main body is finely cut,
In the front body exterior sheet, the elastic stretchable member is cut from the outer surface side of the diaper, and at the same time as the cutting process, a seal portion is formed in a cut region of the elastic stretchable member, and the front body exterior sheet A manufacturing method for manufacturing a disposable paper diaper that has been subjected to the engagement surface treatment of the mechanical engagement type fastener means in which a large number of openings are formed on the outer surface of the machine,
Two continuous nonwoven fabrics having a width dimension that combines the diaper longitudinal dimension of the rear body exterior sheet and the diaper longitudinal dimension of the front body exterior sheet are fed out into a line, and the line between these continuous nonwoven fabrics A step of producing a continuous sheet for an exterior sheet by interposing a number of elastic elastic members corresponding to the waist elastic elastic member and the waist elastic elastic member along the direction;
With respect to the continuous sheet for the exterior sheet, a first cut defining area set by doubling the cutting area of the elastic elastic member applied to the front body in the line width direction, and the back body The cutting area of the elastic elastic member to be applied is set alternately with a second cutting definition area set by doubling the line width direction in the line direction at a predetermined interval, and these cutting images are formed from the outer surface side of the diaper. A step of cutting the elastic elastic member to finely cut the elastic elastic member of the formation region;
After cutting the continuous sheet for the exterior sheet along the line direction at the center in the width direction, the continuous sheet for the exterior sheet is separated from the continuous sheet for the other side while being spaced apart in the line width direction. A step of separating the half of the elastic stretch member to be applied to the front body and the cutting region of the elastic stretch member to be applied to the back of the body, and a separation arrangement step of facing the front body.
Fastener means sticking step of sticking the mechanical engagement type fastener means to portions corresponding to both side portions of the back body;
A cutting step of joining the absorbent main body onto the spaced apart continuous sheet for exterior sheets, and cutting into individual product shapes;
A method for producing disposable paper diapers, comprising:
前記前身頃の胴周り部に配置される弾性伸縮部材がすべて全長に亘って細かく切断され、前記後身頃用外装シートは、幅方向に伸展させた状態で前身頃用外装シートより幅寸法が大きく設定されているとともに、弾性伸縮部材の収縮力が作用した製品状態で、前記前身頃用外装シートの幅寸法と前記後身頃用外装シートの幅寸法とが略同等に形成され、
前記後身頃用外装シートの胴周り部において、前記吸収性本体と重なる領域に配置される前記弾性伸縮部材が細かく切断され、
前記前身頃用外装シートにおいて、おむつの外面側から前記弾性伸縮部材の切断加工を行い、この切断加工と同時に、前記弾性伸縮部材の切断領域にシール部を形成し、かつ前記前身頃用外装シートの外面に多数の開孔を形成した前記機械係合式ファスナー手段の係合面処理を施してある使い捨て紙おむつを製造するための製造方法であって、
前記後身頃用外装シートのおむつ長手方向寸法と、前記前身頃用外装シートのおむつ長手方向寸法とを合わせた幅寸法を有する2枚の連続不織布をラインに繰り出すとともに、これら連続不織布の間にライン方向に沿って、ウエスト部弾性伸縮部材及び胴周り部弾性伸縮部材に対応する多数の弾性伸縮部材を介在させて外装シート用連続シートを製造する工程と、
前記外装シート用連続シートに対して、前記前身頃に対して施す弾性伸縮部材の切断領域と、前記後身頃に対して施す弾性伸縮部材の切断領域とを正対させた状態で結合した形状の第1の切断画成領域と、この第1の切断画成領域をライン幅方向に反転させた形状の第2の切断画成領域とをライン方向に所定の間隔を空けて設定し、おむつの外面側からこれら切断画成領域の弾性伸縮部材を細かく切断する弾性伸縮部材の切断工程と、
前記外装シート用連続シートの幅方向中間部で、前記前身頃に対して施す弾性伸縮部材の切断領域と、前記後身頃に対して施す弾性伸縮部材の切断領域とを分割するように切断した後、ライン幅方向に離隔配置する離隔配置工程と、
後身頃の両側部に対応する部位に前記機械係合式ファスナー手段を貼着するファスナー手段貼着工程と、
前記吸収性本体を前記離隔配置された外装シート用連続シート上に接合し、個々の製品形状に裁断する裁断工程と、
から構成されることを特徴とする使い捨て紙おむつの製造方法。 It consists of an absorbent main body in which an absorbent body is interposed between a liquid-permeable top sheet and a back sheet, and an exterior sheet integrally joined to the absorbent main body. A large number of elastic elastic members are disposed between the nonwoven fabric along the waist portion and the waist portion, and the outer body sheet for the back body joined to the back body side of the absorbent main body, and the waist between the upper layer nonwoven fabric and the lower layer nonwoven fabric A plurality of elastic elastic members are disposed along the front and back portions, and is composed of a two-part sheet composed of a front body exterior sheet joined to the front body side of the absorbent main body, and the back body exterior Machine engagement type fastener means that is engageable with the outer surface side of the outer sheet for the front body when mounted on both sides and the inner surface side of the sheet,
All the elastic elastic members arranged in the waist part of the front body are cut finely over the entire length, and the exterior body sheet for the back body is larger in width than the exterior body sheet for the front body in a state of extending in the width direction. In the product state in which the contraction force of the elastic elastic member is set, the width dimension of the outer sheet for the front body and the width dimension of the exterior sheet for the rear body are formed substantially equal,
In the waist part of the exterior sheet for the back body, the elastic elastic member disposed in a region overlapping the absorbent main body is finely cut,
In the front body exterior sheet, the elastic stretchable member is cut from the outer surface side of the diaper, and at the same time as the cutting process, a seal portion is formed in a cut region of the elastic stretchable member, and the front body exterior sheet A manufacturing method for manufacturing a disposable paper diaper that has been subjected to the engagement surface treatment of the mechanical engagement type fastener means in which a large number of openings are formed on the outer surface of the machine,
Two continuous nonwoven fabrics having a width dimension that combines the diaper longitudinal dimension of the rear body exterior sheet and the diaper longitudinal dimension of the front body exterior sheet are fed out into a line, and the line between these continuous nonwoven fabrics A step of producing a continuous sheet for an exterior sheet by interposing a number of elastic elastic members corresponding to the waist elastic elastic member and the waist elastic elastic member along the direction;
A shape in which the cutting region of the elastic elastic member applied to the front body and the cutting region of the elastic elastic member applied to the back body are coupled to the continuous sheet for the exterior sheet in a state of facing each other. A first cut defining area and a second cut defining area having a shape obtained by inverting the first cut defining area in the line width direction are set at a predetermined interval in the line direction, and the diaper A cutting step of the elastic elastic member that finely cuts the elastic elastic member of the cutting definition region from the outer surface side ;
After cutting so as to divide the cutting region of the elastic elastic member applied to the front body and the cutting region of the elastic elastic member applied to the rear body at the intermediate portion in the width direction of the continuous sheet for the exterior sheet A separation arrangement step of arranging separation in the line width direction;
Fastener means sticking step of sticking the mechanical engagement type fastener means to portions corresponding to both side portions of the back body;
A cutting step of joining the absorbent main body onto the spaced apart continuous sheet for exterior sheets, and cutting into individual product shapes;
A method for producing disposable paper diapers, comprising:
前記前身頃の胴周り部に配置される弾性伸縮部材がすべて全長に亘って細かく切断され、前記後身頃は、幅方向に伸展させた状態で前身頃より幅寸法が大きく設定されているとともに、弾性伸縮部材の収縮力が作用した製品状態で、前記前身頃の幅寸法と前記後身頃の幅寸法とが略同等に形成され、
前記後身頃の胴周り部において、前記吸収性本体と重なる領域に配置される前記弾性伸縮部材が細かく切断され、
前記前身頃において、おむつの外面側から前記弾性伸縮部材の切断加工を行い、この切断加工と同時に、前記弾性伸縮部材の切断領域にシール部を形成し、かつ前記前身頃の外面に多数の開孔を形成した前記機械係合式ファスナー手段の係合面処理を施してある使い捨て紙おむつを製造するための製造方法であって、
連続する上層不織布と、連続する下層不織布とをラインに繰り出すとともに、前身頃及び後身頃のそれぞれの領域に、前記上層不織布及び下層不織布の間にウエスト部及び胴周り部に沿って多数の弾性伸縮部材を介在させて外装シート用連続シートを製造する工程と、
前記前身頃に対して施す弾性伸縮部材の切断領域と、前記後身頃に対して施す弾性伸縮部材の切断領域とを正対させた形状の第1の切断画成領域と、この第1の切断画成領域をライン幅方向に反転させた形状の第2の切断画成領域とをライン方向に所定の間隔を空けて設定し、おむつの外面側からこれら切断画成領域の弾性伸縮部材を細かく切断する弾性伸縮部材の切断工程と、
後身頃の両側部に対応する部位に前記機械係合式ファスナー手段を貼着するファスナー手段貼着工程と、
脚周り部に相当する部位を刳り抜くように切断する脚周り切断工程と、
前記吸収性本体を外装シート用連続シート上に接合し、個々の製品形状に裁断する裁断工程と、
から構成されることを特徴とする使い捨て紙おむつの製造方法。 It consists of an absorbent main body in which an absorbent body is interposed between a liquid-permeable top sheet and a back sheet, and an exterior sheet integrally joined to the absorbent main body, and is integrated from the front body to the back body. Formed in a single sheet in which a number of elastic elastic members are disposed along the waist portion and the waistline portion between the upper layer nonwoven fabric and the lower layer nonwoven fabric in the respective regions of the front body and the back body, Machine engagement type fastener means that can be engaged with the outer surface side of the outer sheet for the front body at the time of mounting on both sides and the inner surface side of the rear body,
The elastic elastic members arranged in the waist part of the front body are all cut finely over the entire length, and the back body is set to have a larger width dimension than the front body in a state of extending in the width direction, In the product state in which the contraction force of the elastic elastic member is applied, the width dimension of the front body and the width dimension of the back body are formed substantially equal,
In the waist part of the back body, the elastic elastic member disposed in a region overlapping the absorbent main body is finely cut,
In the front body, the elastic elastic member is cut from the outer surface side of the diaper. Simultaneously with the cutting process, a seal portion is formed in the cutting region of the elastic elastic member, and a large number of openings are formed on the outer surface of the front body. A manufacturing method for manufacturing a disposable paper diaper that has been subjected to an engagement surface treatment of the mechanically engaging fastener means in which a hole is formed,
A continuous upper layer non-woven fabric and a continuous lower layer non-woven fabric are fed out into a line, and a large number of elastic stretches along the waist and waist area between the upper layer non-woven fabric and the lower layer non-woven fabric in the respective regions of the front body and the back body. A step of producing a continuous sheet for an exterior sheet by interposing a member;
A first cut defining region having a shape in which a cutting region of the elastic elastic member applied to the front body and a cutting region of the elastic elastic member applied to the rear body are opposed to each other, and the first cutting A second cut defining area having a shape obtained by inverting the defined area in the line width direction is set at a predetermined interval in the line direction, and the elastic elastic members of these cut defined areas are finely defined from the outer surface side of the diaper. Cutting the elastic elastic member to be cut;
Fastener means sticking step of sticking the mechanical engagement type fastener means to portions corresponding to both side portions of the back body;
A leg circumference cutting step for cutting so as to punch out a portion corresponding to the leg circumference,
A cutting process in which the absorbent main body is joined onto a continuous sheet for an exterior sheet and cut into individual product shapes;
A method for producing disposable paper diapers, comprising:
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011271285A JP5244225B2 (en) | 2011-12-12 | 2011-12-12 | Disposable disposable diaper manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011271285A JP5244225B2 (en) | 2011-12-12 | 2011-12-12 | Disposable disposable diaper manufacturing method |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007119925A Division JP5009039B2 (en) | 2007-04-27 | 2007-04-27 | Disposable paper diapers |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012050882A JP2012050882A (en) | 2012-03-15 |
| JP5244225B2 true JP5244225B2 (en) | 2013-07-24 |
Family
ID=45904898
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011271285A Expired - Fee Related JP5244225B2 (en) | 2011-12-12 | 2011-12-12 | Disposable disposable diaper manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5244225B2 (en) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3558189B1 (en) | 2016-12-20 | 2021-06-23 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands provided with a spin finish |
| WO2019046363A1 (en) | 2017-09-01 | 2019-03-07 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates |
| US11147718B2 (en) | 2017-09-01 | 2021-10-19 | The Procter & Gamble Company | Beamed elastomeric laminate structure, fit, and texture |
| US11925537B2 (en) | 2017-09-01 | 2024-03-12 | The Procter & Gamble Company | Beamed elastomeric laminate structure, fit, and texture |
| US11547613B2 (en) | 2017-12-05 | 2023-01-10 | The Procter & Gamble Company | Stretch laminate with beamed elastics and formed nonwoven layer |
| WO2019246194A1 (en) | 2018-06-19 | 2019-12-26 | The Procter & Gamble Company | Absorbent article with function-formed topsheet, and method for manufacturing |
| US12053357B2 (en) | 2019-06-19 | 2024-08-06 | The Procter & Gamble Company | Absorbent article with function-formed topsheet, and method for manufacturing |
| US11819393B2 (en) | 2019-06-19 | 2023-11-21 | The Procter & Gamble Company | Absorbent article with function-formed topsheet, and method for manufacturing |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3712286B2 (en) * | 1995-09-01 | 2005-11-02 | 花王株式会社 | Pants-type disposable diapers |
| JP4275321B2 (en) * | 2001-02-23 | 2009-06-10 | 大王製紙株式会社 | Disposable diapers |
| SE0200701D0 (en) * | 2002-03-08 | 2002-03-08 | Sca Hygiene Prod Ab | Method of producing a disposable mortgage |
| JP4576338B2 (en) * | 2003-11-06 | 2010-11-04 | 株式会社瑞光 | Disposable wearing article and manufacturing method thereof |
-
2011
- 2011-12-12 JP JP2011271285A patent/JP5244225B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012050882A (en) | 2012-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5009039B2 (en) | Disposable paper diapers | |
| JP5244226B2 (en) | Disposable disposable diaper manufacturing method | |
| JP5009040B2 (en) | Disposable paper diapers | |
| JP5244225B2 (en) | Disposable disposable diaper manufacturing method | |
| JP4594053B2 (en) | Pants-type disposable diaper | |
| JP5135096B2 (en) | Disposable diapers | |
| JP5065793B2 (en) | Pants-type disposable paper diapers | |
| JP5022107B2 (en) | Pants-shaped paper diapers | |
| JP2006507080A (en) | Absorbent article with elastomeric material | |
| JP5374242B2 (en) | Absorbent articles | |
| JP4685135B2 (en) | Disposable diapers | |
| JP2009247418A (en) | Disposable diaper and method of manufacturing the same | |
| JP5464791B2 (en) | Pants-type disposable diapers | |
| JP5529331B2 (en) | Pants-type disposable diapers | |
| JP5089756B2 (en) | Disposable diapers | |
| JP5566833B2 (en) | Pants-type disposable diaper | |
| JP6307544B2 (en) | Pants type disposable products | |
| WO2021117716A1 (en) | Pull-up disposable diaper | |
| JP6335558B2 (en) | Disposable paper diapers | |
| JP6429961B2 (en) | Pants type disposable products | |
| JP2017169730A5 (en) | ||
| JP4464841B2 (en) | Pants-type disposable diapers | |
| JP5922366B2 (en) | Pants-type absorbent article | |
| JP2007229091A (en) | Tape type disposable paper diaper | |
| JP2014004492A (en) | Disposable diaper |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111212 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130321 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130325 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130405 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160412 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5244225 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |