JP5215331B2 - Work determination system, work determination method, and recording medium recording the work determination method - Google Patents
Work determination system, work determination method, and recording medium recording the work determination method Download PDFInfo
- Publication number
- JP5215331B2 JP5215331B2 JP2010022136A JP2010022136A JP5215331B2 JP 5215331 B2 JP5215331 B2 JP 5215331B2 JP 2010022136 A JP2010022136 A JP 2010022136A JP 2010022136 A JP2010022136 A JP 2010022136A JP 5215331 B2 JP5215331 B2 JP 5215331B2
- Authority
- JP
- Japan
- Prior art keywords
- work
- waveform
- detection data
- motion
- data
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/30—Computing systems specially adapted for manufacturing
Description
本発明は、工場内の生産ラインにおいて、部品同士を嵌合させる部品組付作業を行っている作業者の作業状態を判定するための作業判定システム及び作業判定方法並びに該作業判定方法を記録した記録媒体に関する。 The present invention records a work determination system, a work determination method, and a work determination method for determining a work state of a worker who is performing a part assembly work for fitting parts together in a production line in a factory. The present invention relates to a recording medium.
近年、電気製品や自動車の製造メーカーの生産技術部門においては、生産性を向上させる目的のために、モーションキャプチャを使用して作業者の作業が正常に行われたか否かを判定することができる作業訓練支援システムが開示されている(例えば、特許文献1参照。)。 In recent years, in the production engineering departments of manufacturers of electrical products and automobiles, it is possible to determine whether an operator's work has been performed normally using motion capture for the purpose of improving productivity. A work training support system is disclosed (for example, refer to Patent Document 1).
この作業訓練支援システムは、モーションキャプチャからの3次元の空間座標位置と、標準作業時間、手の動きのぶれ(蛇行)あるいは手の動きの基準値とを比較して、その基準値から外れる場合には習熟総合判定をNGにするものである。モーションキャプチャは、作業者の動作状態をリアルに反映させることができるので、作業者の作業判定の精度を高めることが可能になる。 This work training support system compares the three-dimensional spatial coordinate position from the motion capture with the standard work time, hand movement shake (meandering) or hand movement reference value, and deviates from the reference value. In this case, the overall mastery judgment is set to NG. The motion capture can realistically reflect the operation state of the worker, so that it is possible to improve the accuracy of the worker's work determination.
しかしながら、背景技術に記載した作業訓練支援システムでは、絶対座標で手の動きのぶれ(蛇行)あるいは手の動きを数値化しているので、必ず決められた位置で部品同士を嵌合させる部品組付作業では特に問題はないが、部品同士を嵌合させる位置が変動してしまうような部品組付作業では、絶対座標で判定しようとすると、正常に部品同士を嵌合させることができなくなる難点があった。 However, in the work training support system described in the background art, the movement of the hand movement (meandering) or the movement of the hand is quantified in absolute coordinates. There is no particular problem in the work, but in parts assembly work where the position where parts fit together fluctuates, there is the difficulty that parts can not be properly fitted together when trying to determine with absolute coordinates there were.
この部品同士を嵌合させる位置が変動してしまう例としては、2本のワイヤーハーネスそれぞれが端部に備えたコネクタを嵌合させる場合や、カウルサイドトリムの穴部とスカッフプレートの爪部とを嵌合させる場合等が該当する。2本のワイヤーハーネスのコネクタ同士の嵌合では、一方のワイヤーハーネスのコネクタを手で持って、他方のワイヤーハーネスのコネクタに結合しようとすると、他方のワイヤーハーネスのコネクタが完全拘束されていない場合には、結合位置が押し込み方向に移動してコネクタ同士を正常に嵌合させることができなくなる。また、カウルサイドトリム及びスカッフプレートの嵌合では、例えばカウルサイドトリムが柔らかい樹脂で形成されていると、爪部を穴部に正常に嵌合させることができなくなる場合がある。 Examples of the position where these parts are fitted to each other may vary, such as when two wire harnesses are fitted with connectors provided at the ends, or the holes of the cowl side trim and the claw parts of the scuff plate. This is the case when mating. When the connectors of two wire harnesses are mated together, the connector of the other wire harness is not fully restrained if you hold the connector of one wire harness and try to connect it to the connector of the other wire harness. In this case, the coupling position moves in the push-in direction, and the connectors cannot be normally fitted to each other. Further, in the fitting of the cowl side trim and the scuff plate, for example, if the cowl side trim is formed of a soft resin, the claw portion may not be properly fitted into the hole portion.
さらに、背景技術に記載した作業訓練支援システムでは、一方の部品を他方の部品に嵌合させる際、他方の部品が正常な位置から作業者側に向かってずれて配置されていると、一方の部品に手で荷重をかけ過ぎて嵌合部である爪などの部品が破損する虞があった。 Furthermore, in the work training support system described in the background art, when one part is fitted to the other part, if the other part is arranged to be shifted from the normal position toward the worker side, There is a risk that parts such as claws which are fitting parts may be damaged due to excessive load applied to the parts by hand.
これらのような事象が発生していても作業訓練支援システムは、絶対座標で手の動きを数値化し測定しているので、作業者がその事象を見落とした場合には、その作業が正常に行われたものと判定することになる。 Even if such an event occurs, the work training support system measures and measures the movement of the hand in absolute coordinates, so if the operator overlooks the event, the work is performed normally. It will be judged that it was broken.
本発明は、このような従来の難点を解消するためになされたもので、部品同士を嵌合させる部品組付作業において、絶対座標で手の動きを数値化し測定しても正確な作業判定を行うことができる作業判定システム及び作業判定方法並びに該作業判定方法を記録した記録媒体を提供することを目的とする。 The present invention has been made to solve such a conventional problem, and in the part assembling work for fitting the parts together, accurate work determination is possible even if the movement of the hand is quantified and measured in absolute coordinates. An object of the present invention is to provide a work determination system and a work determination method that can be performed, and a recording medium on which the work determination method is recorded.
上述の目的を達成する本発明の第1の態様である作業判定システムは、一方の部品を持った状態で他方の部品に押し込むことで部品同士を嵌合させる部品組付作業を行っている作業者の一方の部品を持った手による作業動作を経時的に測定して、その測定結果である作業動作検出データを送信するための位置センサが設けられ、作業者の手に装着されるモーションキャプチャと、部品組付作業において部品同士を嵌合させる時に、一方の部品に加わる荷重を経時的に測定してその測定結果である圧力検出データを送信するために作業者の手に装着される圧力センサと、部品組付作業を行っている作業者の手による作業動作の標準である作業動作標準データと共に、部品組付作業を行っている時に一方の部品に対して経時的に加わる荷重の標準である圧力標準データが登録された記憶部と、モーションキャプチャの位置センサから受信した作業動作検出データがなす波形の軌跡を作業動作標準データがなす波形の軌跡と比較して、作業動作検出データがなす波形の軌跡が、予め定められた時間内において作業動作標準データがなす波形の軌跡に設定された閾値に達しているか否かを判定する作業動作判定機能、及び作業動作判定機能で作業動作検出データがなす波形の軌跡が、予め定められた時間内において作業動作標準データがなす波形の軌跡に設定された閾値に達すると、圧力センサから受信した圧力検出データがなす波形の軌跡が、予め設定された2つの閾値間に到達しているか否かを判定する部品組付作業判定機能を有する作業解析部とを備えているものである。 The work determination system according to the first aspect of the present invention that achieves the above-described object is a work in which a part assembly work is performed in which parts are fitted together by being pushed into the other part while holding the one part. Motion capture that is mounted on the operator's hand, provided with a position sensor to measure the work motion of the hand with one part of the worker over time and send work motion detection data as the measurement result And the pressure that is applied to the operator's hand in order to measure the load applied to one component over time and send the pressure detection data that is the measurement result when fitting the components together in the component assembly operation A standard for the load that is applied to one part over time when performing part assembly work, together with the sensor and work operation standard data that is the standard of work movements by the hand of the person performing the part assembly work The work motion detection data is formed by comparing the waveform trajectory formed by the work motion detection data received from the motion capture position sensor with the storage unit in which certain pressure standard data is registered, and the waveform trajectory formed by the work motion standard data. Work motion determination function for determining whether or not the waveform trajectory has reached a threshold set in the waveform trajectory formed by the work motion standard data within a predetermined time, and the work motion detection data by the work motion determination function When the trajectory of the waveform reaches the threshold value set in the waveform trajectory formed by the work operation standard data within a predetermined time, the waveform trajectory formed by the pressure detection data received from the pressure sensor is preset. And a work analysis unit having a part assembly work determination function for determining whether or not the distance between the two thresholds is reached.
本発明の第2の態様は第1の態様である作業判定システムにおいて、作業解析部は、作業動作判定機能で、作業動作検出データがなす波形の軌跡が、予め定められた時間内において作業動作標準データがなす波形の軌跡に設定された閾値に達していないと判定した場合、又は部品組付作業判定機能で、圧力検出データがなす波形の軌跡が、予め設定された2つの閾値の幅内から外れたと判定した場合には、部品組付作業が正常に行われなかったと判定するものである。 According to a second aspect of the present invention, in the work determination system according to the first aspect, the work analysis unit is a work motion determination function, and the waveform trajectory formed by the work motion detection data is a work motion within a predetermined time. When it is determined that the threshold set in the waveform trajectory formed by the standard data has not been reached, or by the component assembly operation determination function, the waveform trajectory formed by the pressure detection data is within the range of the two preset thresholds. If it is determined that the component has been removed, the component assembling work is determined not to have been performed normally.
本発明の第3の態様は第1の態様である作業判定システムにおいて、作業動作判定機能は、作業動作検出データがなす波形の軌跡を作業動作標準データがなす波形の軌跡と比較して、作業動作検出データがなす波形の軌跡の位置が、作業動作標準データがなす波形の軌跡に予め定められた誤差範囲から外れたか否かを判定する機能を有し、この場合、作業解析部は、作業動作判定機能で、作業動作検出データがなす波形の軌跡が、作業動作標準データがなす波形の軌跡に予め定められた誤差範囲から外れたと判定した場合には、部品組付作業が正常に行われなかったと判定するものである。 In the work determination system according to the third aspect of the present invention, the work motion determination function compares the waveform trajectory formed by the work motion detection data with the waveform trajectory formed by the work motion standard data. The function of determining whether or not the position of the waveform trajectory formed by the motion detection data is out of the predetermined error range in the waveform trajectory formed by the work motion standard data. If the motion determination function determines that the waveform trajectory formed by the work motion detection data is outside the predetermined error range of the waveform trajectory formed by the work motion standard data, the part assembly operation is performed normally. It is determined that there was not.
本発明の第4の態様は第1の態様又は第2の態様である作業判定システムにおいて、作業解析部は、作業動作検出データがなす波形の軌跡が、予め定められた時間内において作業動作標準データがなす波形の軌跡に設定された閾値に達する前に、圧力検出データがなす波形の軌跡が、予め設定された2つの閾値間で形成される幅内に到達したか否かを判定する部品破損判定機能を有し、この場合、作業解析部は、部品破損判定機能で作業動作検出データがなす波形の軌跡が、予め定められた時間内において作業動作標準データがなす波形の軌跡に設定された閾値に達する前に、圧力検出データがなす波形の軌跡が、予め設定された2つの閾値間で形成される幅内に到達したと判定した場合には、作業者による部品組付作業において各部品のうち少なくとも1つが破損する虞があると判定するものである。 According to a fourth aspect of the present invention, in the work determination system according to the first aspect or the second aspect, the work analysis unit is configured so that the trace of the waveform formed by the work motion detection data is within a predetermined time period. A component that determines whether or not the waveform trajectory formed by the pressure detection data has reached the width formed between two preset thresholds before reaching the threshold set in the waveform trajectory formed by the data In this case, the work analysis unit sets the trajectory of the waveform made by the work motion detection data in the part breakage judgment function as the trace of the waveform made by the work motion standard data within a predetermined time. If it is determined that the waveform trajectory formed by the pressure detection data has reached the width formed between two preset threshold values before reaching the threshold value, Parts It is to determine that there is a possibility that at least one damaged.
本発明の第5の態様は第1の態様乃至第4の態様のうち何れか1つの態様である作業判定システムにおいて、作業解析部による解析結果に基づき作業者による部品組付作業の判定結果を報知する報知部を備えているものである。 According to a fifth aspect of the present invention, in the work determination system according to any one of the first to fourth aspects, the determination result of the component assembling work by the worker is based on the analysis result by the work analysis unit. An informing unit for informing is provided.
本発明の第6の態様は第1の態様乃至第5の態様のうち何れか1つの態様である作業判定システムにおいて、モーションキャプチャは、位置センサが磁気式3次元位置姿勢センサの場合には、当該磁気式3次元位置姿勢センサで検出された作業者の作業動作情報を受信して作業動作検出データを3次元座標データとして作業解析部に送信する信号処理部を備えているものである。 According to a sixth aspect of the present invention, in the work determination system according to any one of the first to fifth aspects, the motion capture is performed when the position sensor is a magnetic three-dimensional position and orientation sensor. The apparatus includes a signal processing unit that receives the work motion information of the worker detected by the magnetic three-dimensional position and orientation sensor and transmits the work motion detection data to the work analysis unit as three-dimensional coordinate data.
本発明の第7の態様は第6の態様である作業判定システムにおいて、磁気式3次元位置姿勢センサ及び圧力センサは、それぞれ作業者の手指に複数装着されているものである。 A seventh aspect of the present invention is the work determination system according to the sixth aspect, wherein a plurality of magnetic three-dimensional position / orientation sensors and pressure sensors are respectively attached to the fingers of the worker.
また、本発明の第8の態様である作業判定方法は、一方の部品を持った状態で他方の部品に押し込むことで部品同士を嵌合させる部品組付作業を行っている作業者の一方の部品を持った手による作業動作を、手に装着されるモーションキャプチャの位置センサで経時的に測定し、その測定結果である作業動作検出データを作業解析部に送信すると共に、作業者が部品同士を嵌合させる時に、一方の部品に加わる荷重を手に装着される圧力センサで経時的に測定し、その測定結果である圧力検出データも作業解析部に送信して作業者による部品組付作業が正常か否かを解析する作業判定方法であって、作業解析部は、モーションキャプチャの位置センサから受信した作業動作検出データがなす波形の軌跡を、部品組付作業を行っている作業者の手による作業動作の標準である作業動作標準データがなす波形の軌跡と比較して、作業動作検出データがなす波形の軌跡が、予め定められた時間内において作業動作標準データがなす波形の軌跡に設定された閾値に達している否かを判定する第1のステップと、第1のステップにおいて、作業動作検出データがなす波形の軌跡が、予め定められた時間内において作業動作標準データがなす波形の軌跡に設定された閾値に達すると、圧力センサから受信した圧力検出データがなす波形の軌跡が、予め設定された2つの閾値の幅内に到達している否かを判定する第2のステップとを有するものである。 In addition, the work determination method according to the eighth aspect of the present invention is the one of the worker who is performing the part assembly work for fitting the parts together by pushing into the other part while holding the one part. The work movement by a hand holding a part is measured over time by a motion capture position sensor attached to the hand, and the work movement detection data, which is the measurement result, is sent to the work analysis unit. When fitting the parts, the load applied to one part is measured over time with a pressure sensor attached to the hand, and the pressure detection data, which is the measurement result, is also sent to the work analysis unit to assemble the parts by the operator Is a work determination method for analyzing whether or not the work is normal, and the work analysis unit uses the waveform trajectory formed by the work motion detection data received from the motion capture position sensor to determine whether the worker performing the part assembly work. Compared to the waveform trajectory formed by the work motion standard data, which is the standard of work motion by, the waveform trajectory formed by the work motion detection data is set to the waveform trajectory formed by the work motion standard data within a predetermined time. In the first step for determining whether or not the set threshold value has been reached, and in the first step, the trajectory of the waveform formed by the work motion detection data is the waveform of the waveform formed by the work motion standard data within a predetermined time. A second step for determining whether or not the waveform locus formed by the pressure detection data received from the pressure sensor has reached a predetermined threshold width when the threshold set for the locus is reached; It is what has.
本発明の第9の態様は第8の態様である作業判定システムにおいて、第1のステップは、作業動作検出データがなす波形の軌跡が、予め定められた時間内において作業動作標準データがなす波形の軌跡に設定された閾値に達していない場合には、作業者による部品組付作業が正常に行われていないと判定するものである。 A ninth aspect of the present invention is the work determination system according to the eighth aspect, wherein the first step is that the waveform trajectory formed by the work motion detection data is a waveform formed by the work motion standard data within a predetermined time. If the threshold set in the locus is not reached, it is determined that the parts assembling work by the worker is not normally performed.
本発明の第10の態様は第8の態様である作業判定システムにおいて、第2のステップは、圧力検出データがなす波形の軌跡が、予め設定された2つの閾値の幅内から外れた場合には、作業者による部品組付作業が正常に行われていないと判定するものである。 In the work determination system according to the tenth aspect of the present invention, in the work determination system according to the eighth aspect, the second step is when the waveform trajectory formed by the pressure detection data deviates from the range of two preset threshold values. Determines that the part assembling work by the worker is not normally performed.
本発明の第11の態様は第8の態様である作業判定システムにおいて、第1のステップの前に、作業動作検出データがなす波形の軌跡が、予め定められた時間内において作業動作標準データがなす波形の軌跡に設定された閾値に達する前に、圧力検出データがなす波形の軌跡が、予め設定された2つの閾値間で形成される幅内に到達した場合には、作業者よる部品組付作業において各部品のうち少なくとも1つが破損する虞があると判定するステップを有するものである。 According to an eleventh aspect of the present invention, in the work determination system according to the eighth aspect, prior to the first step, the waveform trajectory formed by the work movement detection data indicates that the work movement standard data is within a predetermined time. If the waveform trajectory formed by the pressure detection data reaches within the width formed between the two preset thresholds before reaching the threshold set in the trajectory of the formed waveform, the parts set by the operator It has a step of determining that at least one of each component may be damaged in the attaching operation.
本発明の第12の態様は第8の態様である作業判定システムにおいて、第1のステップでは、作業動作検出データがなす波形の軌跡を作業動作標準データがなす波形の軌跡と比較して、作業動作検出データがなす波形の軌跡の位置が、作業動作標準データがなす波形の軌跡に予め定められた誤差範囲から外れた場合には、部品組付作業が正常に行われなかったと判定するものである。 According to a twelfth aspect of the present invention, in the work determination system according to the eighth aspect, in the first step, the waveform trajectory formed by the work motion detection data is compared with the waveform trajectory formed by the work motion standard data. When the position of the waveform trajectory formed by the motion detection data falls outside the predetermined error range of the waveform trajectory formed by the work motion standard data, it is determined that the parts assembly work has not been performed normally. is there.
本発明の第13の態様は第8の態様乃至第12の態様のうち何れか1つの態様である作業判定システムにおいて、判定結果の情報を報知手段によって報知するステップを含むものである。 According to a thirteenth aspect of the present invention, in the work determination system according to any one of the eighth to twelfth aspects, a step of notifying information of a determination result by a notifying unit is included.
さらに、本発明の第14の態様である記録媒体は、第8の態様乃至第13の態様のうち何れか1つの態様である作業判定方法によって実現するためのプログラムを記憶したコンピュータ読み取り可能なものである。 Furthermore, the recording medium according to the fourteenth aspect of the present invention is a computer-readable recording medium storing a program to be realized by the work determination method according to any one of the eighth to thirteenth aspects. It is.
このような本発明の作業判定システム及び作業判定方法は、作業者が、一方の部品を持った状態で他方の部品に押し込むことで部品同士を嵌合させる部品組付作業を開始すると、作業者の一方の部品を持った手の作業動作を、手に装着されるモーションキャプチャの位置センサで経時的に測定し、その測定結果である作業動作検出データを作業解析部に送信する。さらに、作業者が部品同士を嵌合させる時に、一方の部品に加わる荷重を、手に装着される圧力センサで経時的に測定し、その測定結果である圧力検出データも作業解析部に送信する。作業解析部は、作業動作検出データが入力すると、作業動作判定機能で、モーションキャプチャの位置センサから受信した作業動作検出データがなす波形の軌跡を、部品組付作業を行っている作業者の手の作業動作の標準である作業動作標準データがなす波形の軌跡と比較して、作業動作検出データがなす波形の軌跡が、予め定められた時間内において作業動作標準データがなす波形の軌跡に設定された閾値に達している否かを判定する。 Such a work determination system and work determination method according to the present invention enables an operator to start a part assembly operation in which parts are fitted together by being pushed into the other part while holding the one part. The work motion of the hand holding one of the parts is measured over time by a motion capture position sensor attached to the hand, and work motion detection data as the measurement result is transmitted to the work analysis unit. Furthermore, when the operator fits the parts together, the load applied to one part is measured over time by a pressure sensor attached to the hand, and the pressure detection data that is the measurement result is also transmitted to the work analysis unit. . When the work motion detection data is input, the work analysis unit uses the work motion determination function to determine the waveform trajectory formed by the work motion detection data received from the motion capture position sensor by the operator performing the part assembly work. Compared to the waveform trajectory formed by the work motion standard data, which is the standard of work motion, the waveform trajectory formed by the work motion detection data is set to the waveform trajectory formed by the work motion standard data within a predetermined time. It is determined whether or not the set threshold value has been reached.
作業解析部は、作業動作判定機能で作業動作検出データがなす波形の軌跡を作業動作標準データがなす波形の軌跡と比較した結果、作業動作検出データがなす波形の軌跡が、予め定められた時間内において作業動作標準データがなす波形の軌跡に設定された閾値に達すると、部品組付作業判定機能で、圧力センサから受信した圧力検出データがなす波形の軌跡を、部品組付作業を行っている時に一方の部品に対して経時的に加わる荷重の標準である圧力標準データが、予め設定された2つの閾値の幅内に位置している否かを判定する。 The work analysis unit compares the waveform trajectory formed by the work motion detection data with the work motion detection data in the work motion determination function, and as a result, the waveform trajectory formed by the work motion detection data is a predetermined time. When the threshold set in the waveform trajectory formed by the work operation standard data is reached, the component assembly operation determination function performs the component assembly operation using the waveform trajectory formed by the pressure detection data received from the pressure sensor. It is determined whether or not the pressure standard data, which is the standard of the load applied to one part over time when the component is in the range, is within two preset threshold widths.
部品組付作業判定機能で、圧力検出データがなす波形の軌跡が、予め設定された2つの閾値の幅内に位置していると判定した場合には、作業解析部は作業者による部品組付作業が正常に行われたと判定する。 If the part assembly work determination function determines that the waveform trajectory formed by the pressure detection data is located within the range of two preset thresholds, the work analysis unit will attach the part by the operator. It is determined that the work has been performed normally.
なお、作業解析部は、作業動作判定機能で、作業動作検出データがなす波形の軌跡が、予め定められた時間内において作業動作標準データがなす波形の軌跡に設定された閾値に達していないと判定した場合には、部品組付作業が正常に行われなかったと判定する。また、作業解析部は、部品組付作業判定機能で、圧力検出データがなす波形の軌跡が、予め設定された2つの閾値の幅内から外れたと判定した場合には、部品組付作業が正常に行われなかったと判定する。 The work analysis unit uses the work motion determination function, and the waveform trajectory formed by the work motion detection data does not reach a threshold set in the waveform trajectory formed by the work motion standard data within a predetermined time. If it is determined, it is determined that the parts assembling work has not been performed normally. In addition, when the work analysis unit determines that the locus of the waveform formed by the pressure detection data has deviated from the range of two preset thresholds using the part assembly work determination function, the part assembly work is normal. It is determined that this was not done.
また、作業解析部は、作業動作判定機能で、作業動作検出データがなす波形の軌跡を作業動作標準データがなす波形の軌跡と比較して、作業動作検出データがなす波形の軌跡の位置が、作業動作標準データがなす波形の軌跡に予め定められた誤差範囲から外れたと判定した場合には、部品組付作業が正常に行われなかったと判定する。 The work analysis unit compares the waveform trajectory formed by the work motion detection data with the work motion detection function, and compares the waveform trajectory formed by the work motion detection data with the waveform trajectory formed by the work motion detection data. If it is determined that the waveform trajectory formed by the work operation standard data has deviated from a predetermined error range, it is determined that the component assembling work has not been performed normally.
さらに、作業解析部は、部品破損判定機能で、作業動作検出データがなす波形の軌跡が、予め定められた時間内において作業動作標準データがなす波形の軌跡に設定された閾値に達する前に、圧力検出データがなす波形の軌跡が、予め設定された2つの閾値間で形成される幅内に到達した場合には、作業者よる部品組付作業において各部品のうち少なくとも1つが破損する虞があると判定する。 Further, the work analysis unit is a component damage determination function, and before the waveform trajectory formed by the work motion detection data reaches a threshold set in the waveform trajectory formed by the work motion standard data within a predetermined time, When the locus of the waveform formed by the pressure detection data reaches within a width formed between two preset threshold values, there is a risk that at least one of the components will be damaged in the component assembling operation by the operator. Judge that there is.
このような作業解析部による解析結果に基づき作業者による部品組付作業の判定結果を報知部で報知することで、作業者は部品組付作業が正常に行われたか否かを確認することができる。 By notifying the determination result of the part assembling work by the worker based on the analysis result by the work analyzing part in the notifying part, the worker can confirm whether or not the part assembling work has been normally performed. it can.
また、モーションキャプチャの位置センサが磁気式3次元位置姿勢センサの場合には、作業動作データを3次元座標データとすることができるので、位置座標(X軸、Y軸、Z軸)及び姿勢を示すオイラー角の情報を得ることができるようになる。 In addition, when the motion capture position sensor is a magnetic three-dimensional position and orientation sensor, the work operation data can be made into three-dimensional coordinate data, so that the position coordinates (X-axis, Y-axis, Z-axis) and posture can be changed. It becomes possible to obtain the Euler angle information shown.
さらに、磁気式3次元位置姿勢センサ及び圧力センサを、それぞれ作業者の手指に複数装着することで、作業者の手指の繊細な動きを検出可能になることから、作業者の作業動作を精度よく再現することが可能になるので、作業者の手指による複雑な作業動作に対応可能となる。 Furthermore, by attaching a plurality of magnetic three-dimensional position and orientation sensors and pressure sensors to each operator's finger, it becomes possible to detect delicate movements of the operator's fingers. Since it can be reproduced, it is possible to cope with complicated work movements by the fingers of the operator.
本発明の作業判定システム及び作業判定方法並びに該作業判定方法を記録した記録媒体によれば、部品同士を嵌合させる部品組付作業において、絶対座標で手の動きを数値化し測定しても正確な作業判定を行うことができる。 According to the work determination system, the work determination method, and the recording medium recording the work determination method of the present invention, it is possible to accurately measure and measure the movement of the hand in absolute coordinates in the part assembly work for fitting parts together. It is possible to make a work determination.
以下、作業判定システム及び作業判定方法並びに該作業判定方法を記録した記録媒体を実施するための最良の形態例について、図面を参照して説明する。 The best mode for carrying out a work determination system, a work determination method, and a recording medium on which the work determination method is recorded will be described below with reference to the drawings.
本発明の作業判定システムは図1に示すように、一方の部品を持った状態で他方の部品に押し込むことで部品同士を嵌合させる部品組付作業を行っている作業者の一方の部品を持った手による作業動作を経時的に測定して、その測定結果である作業動作検出データを送信するための位置センサ21が設けられ、作業者の手に装着されるモーションキャプチャ2と、部品組付作業において部品同士を嵌合させる時に、一方の部品に加わる荷重を経時的に測定してその測定結果である圧力検出データを送信するために作業者の手に装着される圧力センサ23と、位置センサ21からの作業動作検出データ及び圧力センサ23からの圧力検出データに基づき作業者の作業状態を判定するデータ処理装置3とを備えている。また、作業判定システム1は、データ処理装置3による解析結果に基づき作業者による部品組付作業の判定結果を報知する報知部4を備えている。
As shown in FIG. 1, the work determination system of the present invention has one part of an operator who performs a part assembling work for fitting parts together by pushing into the other part while holding one part. A
モーションキャプチャ2は、汎用のものを用いることができ、動体に装着された光学マーカの位置情報により動体の動きを検出する光学式や、動体に装着された磁気センサの動きを検出する磁気式が一般的である。特に、経時的に測定する対象が、部品同士を嵌合させる部品組付作業を行っている作業者の作業動作の場合には、モーションキャプチャ2としては、作業者の手指に装着される位置センサ21である磁気式3次元位置姿勢センサと、磁気式3次元位置姿勢センサで検出された作業者の作業動作情報を受信してデータ処理装置3に作業動作検出データを送信する信号処理部22とを備えているものが好適である。このモーションキャプチャの場合、磁気式3次元位置姿勢センサを手指の繊細な動きを検出できるように柔軟性のあるグローブに複数配置することで、作業者の手指の繊細な動きを検出可能になることから、作業者の作業動作を精度よく再現することが可能になるので、作業者の手指による複雑な作業動作に対応可能となる。
The
このモーションキャプチャ2とデータ処理装置3とは、有線、無線の何れの接続手段でもよく、設置状況に応じて選択する。このような磁気式モーションキャプチャとして、例えば、特開2007−236602号公報に開示された磁気式3次元位置姿勢センサを用いた手指用モーションキャプチャ装置が好適である。
The
この手指用モーションキャプチャ装置は図2、図3に示すように、例えば親指の先端に位置するセンサ21aの中心に原点を仮定すると、信号処理部22の固定基準点から見たセンサ21aの位置座標(X軸、Y軸、Z軸)及びX軸、Y軸、Z軸の周りの回転角から求められる姿勢を示すオイラー角の情報が得られ、データ処理装置3に記録される。この場合におけるセンサ装着時の位置及び角度のズレのキャリブレーションは、特開2007−236602号公報に詳述されているので、説明は省略する。
As shown in FIGS. 2 and 3, for example, assuming that the origin of the motion capture device for fingers is the center of the
圧力センサ23は、例えばモーションキャプチャ2のグローブに装着することが好ましく、指先の指腹部に配置することで、指先に加わる圧力を検出することができる。この場合、圧力センサ23を各指先の指腹部に配置することにより、各指先に加わる圧力を検出することができることから、作業者の作業動作を精度よく再現することが可能になるので、作業者の手指による複雑な作業動作に対応可能となる。この圧力センサ23は、指先に加わる圧力を、ダイヤフラムを介して感圧素子で計測し、電気信号に変換して出力するもので、半導体ピエゾ抵抗拡散圧力センサや静電容量形圧力センサが知られている。
The
データ処理装置3はコンピュータが好ましく、内部にCPU等の演算処理装置を備えると共に、ブラウン管モニタや液晶ディスプレイ等の表示画面を有する表示装置や、キーボード、マウス等の入力デバイス、さらに、ハードディスクドライブ等の記憶装置等で構成されている。
The
このようなデータ処理装置3は図1に示すように、部品組付作業を行っている作業者の手による作業動作の標準である作業動作標準データと共に、部品組付作業を行っている時に一方の部品に対して経時的に加わる荷重の標準である圧力標準データが登録された記憶部31と、モーションキャプチャ2の位置センサ21から受信した作業動作検出データがなす波形の軌跡を作業動作標準データがなす波形の軌跡と比較して、作業者による作業動作が正常か否かを判定する作業動作判定機能32a、及び作業動作判定機能32aによる判定結果が作業者による作業動作が正常であると判断した場合には、圧力センサ23から受信した圧力検出データの圧力値が、作業者が適切な作業荷重で部品組付作業を行えるような値になっているか否かを判定する部品組付作業判定機能32bを有する作業解析部32とを備えている。なお、作業動作検出データ及び圧力検出データは何れもモーションキャプチャ2の信号処理部22を介して作業解析部32へと送信される。
As shown in FIG. 1, such a
記憶部31は、データを更新自在に記憶できるRAMや固定データを記憶するROM等で構成されている。この記憶部31に登録される作業動作標準データは、位置センサ21が磁気式3次元位置姿勢センサの場合には、位置座標(X軸、Y軸、Z軸)や、X軸、Y軸、Z軸の周りの回転角から求められる姿勢を示すオイラー角の情報である。
The
また、作業動作判定機能32aで、作業者による作業動作が正常か否かは、作業動作検出データがなす波形の軌跡が、予め定められた時間内において作業動作標準データがなす波形の軌跡に設定された閾値に達しているか否かで判定する。また、部品組付作業判定機能32bで、作業動作判定機能32aによる判定結果が作業者による作業動作が正常であると判断する基準は、作業動作判定機能32aで作業動作検出データがなす波形の軌跡が、予め定められた時間内において作業動作標準データがなす波形の軌跡に設定された閾値に達したことである。さらに、部品組付作業判定機能32bで、作業者が適切な作業荷重で部品組付作業を行っているか否かは、圧力検出データがなす波形の軌跡が、圧力標準データがなす波形の軌跡に設定された2つの閾値の幅内に到達しているか否かで判定する。
Whether the work motion by the worker is normal or not is determined by the work
このような作業動作検出データ及び作業動作標準データは、部品が所定位置まで移動したか否かを検出できればよいので、図4に示すような横軸が時間値で縦軸が座標値である曲線グラフの波形を利用して、作業動作検出データの波形と作業動作標準データの波形とを比較することになる。なお、図中、右側のグラフは作業位置における作業動作標準データの波形を示し、左側のグラフはモーションキャプチャ2からの作業動作検出データの波形で、点線で形成された楕円部が作業位置を示すものである。作業解析部32は比較した結果、作業動作検出データの波形が作業動作標準データの波形に基づき予め定められた閾値に達していないときには、作業者による作業動作が正常に行われていないことを検出する。
Since such work motion detection data and work motion standard data need only be able to detect whether or not a part has moved to a predetermined position, a curve in which the horizontal axis is a time value and the vertical axis is a coordinate value as shown in FIG. Using the waveform of the graph, the waveform of the work motion detection data is compared with the waveform of the work motion standard data. In the figure, the graph on the right shows the waveform of the work motion standard data at the work position, the graph on the left shows the waveform of the work motion detection data from the
具体的には、作業者が磁気式3次元位置姿勢センサである位置センサ21を手に装着した状態で、一方の部品を持った状態で他方の部品に押し込むと、モーションキャプチャ2の位置センサ21がその作業動作の情報を時系列で作業動作検出データとして出力する。作業解析部32がモーションキャプチャ2の位置センサ21から時系列で作業動作検出データを受信した場合、例えば図4に示すように、グラフの時間軸上の作業位置において、検出された作業動作検出データのX軸成分の波形が、作業動作標準データのX軸成分の波形を基準に設定された閾値ラインTH1から上方に突出した軌跡や座標値を示し、作業動作の成功域に達しているので、作業解析部32はX軸成分においては正常な作業動作であったと判定する。また、検出された作業動作検出データのY軸成分の波形が、作業動作標準データのY軸成分の波形を基準に設定された閾値ラインTH2から下方に突出した軌跡や座標値を示し、作業動作の成功域に達しているので、作業解析部32はY軸成分においては正常な作業動作であったと判定する。また、検出された作業動作検出データのZ軸成分の波形が、作業動作標準データのZ軸成分の波形を基準に設定された閾値ラインTH3から下方に突出した軌跡や座標値を示さず、作業動作の成功域に達していないので、作業解析部32はZ軸成分においては正常な作業動作ではなかったと判定する。作業解析部32は、作業動作検出データのZ軸成分が作業動作の成功域に達していないので、この部品組付作業は正常に行われなかったと判定する。
Specifically, when the operator puts the
なお、作業解析部32は、作業動作検出データのX軸成分、Y軸成分及びZ軸成分の何れの波形においても、作業動作の成功域に達している場合にのみ、この部品組付作業の作業動作は正常に行われたと判定する。この判定は、作業動作検出データのX軸成分、Y軸成分及びZ軸成分のすべてが閾値TH1、TH2、TH3に達することでなされる。
Note that the
また、作業動作検出データ及び作業動作標準データは、位置座標(X軸、Y軸、Z軸)だけではなく、X軸、Y軸、Z軸の周りの回転角から求められる姿勢を示すオイラー角の情報でも、位置座標(X軸、Y軸、Z軸)と同様の波形による作業動作解析を行うことができる。 Further, the work motion detection data and the work motion standard data include not only the position coordinates (X axis, Y axis, Z axis) but also Euler angles indicating postures obtained from rotation angles around the X axis, Y axis, and Z axis. With this information, it is possible to perform a work operation analysis using waveforms similar to the position coordinates (X axis, Y axis, Z axis).
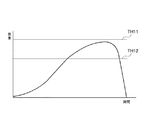
また、作業者が圧力センサ23を手に装着した状態で、一方の部品を持った状態で他方の部品に押し込むと、圧力センサ23がその作業動作における圧力情報を時系列で圧力検出データとして出力する。作業解析部32が圧力センサ23から時系列で圧力検出データを受信した場合、例えば図5に示すような横軸が時間値で縦軸が荷重値である曲線グラフの波形を利用する。この曲線グラフには、2つの閾値TH11、TH12が予め設定されている。閾値が2つあるのは、部品同士を嵌合させる際、上の閾値TH11は部品が壊れるような圧力が加わることを検出するためで、下の閾値TH12は部品同士を完全には嵌合させることができない圧力を検出するためのである。
In addition, when the operator puts the
記憶部31に登録されている作業動作標準データは、熟練工による部品組付作業から得られたデータであり、部品組付作業を行っている熟練工の一方の部品を持った手による作業動作をモーションキャプチャの位置センサ21で経時的に測定して、その測定結果である作業動作検出データを作業動作標準データとしている。また、記憶部に登録されている圧力標準データも、熟練工による部品組付作業から得られたデータであり、熟練工による部品組付作業において部品同士を嵌合させる時に、一方の部品に加わる荷重を圧力センサ23で経時的に測定してその測定結果である圧力検出データを圧力標準データとしている。
The work operation standard data registered in the
作業解析部32の作業動作判定機能32aは、作業動作検出データがなす波形の軌跡が、予め定められた時間内において作業動作標準データがなす波形の軌跡に設定された閾値に達した場合には、作業者による作業動作が正常であったと判定し、その閾値に達していない場合には、作業者による作業動作が正常に行われていなかったと判定する。ここで、予め定められた時間とは、作業者が一方の部品を掴み他方の部品に押し込むまでの標準時間であり、作業者による作業開始時間は、作業対象車両が工場ライン上の所定の位置に到達した時点である。
The work
作業解析部32の部品組付作業判定機能32bは、作業動作判定機能32aで作業者による作業動作が正常であったと判定して、圧力センサ23から受信した圧力検出データがなす波形の軌跡が、予め設定された2つの閾値の幅内に到達している場合には、作業者が適切な作業荷重で部品組付作業を行っていると判定する。部品組付作業判定機能32bがこのように判定することで、作業解析部32は、部品組付作業が正常に行われたと判定する。
The component assembly
このように作業解析部32で判定することができることから、部品同士を嵌合させる位置が変動してしまうような部品組付作業において、正常に部品同士を嵌合させることが可能になるので、絶対座標で手の動きを数値化し測定しても作業者の作業状態を正確に判定することができる。例えば、2本のワイヤーハーネスのコネクタ同士の嵌合では、一方のワイヤーハーネスのコネクタを手で持って、他方のワイヤーハーネスのコネクタに結合しようとすると、他方のワイヤーハーネスのコネクタが完全拘束されていない場合には、結合位置が押し込み方向に移動するが、作業者による作業動作が正常なことから、一方のワイヤーハーネスのコネクタと他方のワイヤーハーネスのコネクタとは嵌合可能な位置になっているので、後は押し込むだけで作業者が適切な作業荷重で2つのコネクタを適切に嵌合させることができる。また、カウルサイドトリム及びスカッフプレートの嵌合では、例えばカウルサイドトリムが柔らかい樹脂で形成されていると、カウルサイドトリムが押圧方向に移動するが、作業者による作業動作が正常なことから、カウルサイドトリム及びスカッフプレートの爪部及び穴部とは嵌合可能な位置になっているので、後は押し込むだけで作業者が適切な作業荷重で爪部及び穴部を適切に嵌合させることができる。
Since it can be determined by the
なお、作業解析部32は、作業動作判定機能32aで、作業者による作業動作が正常に行われていなかったと判定した場合には、部品組付作業が正常に行われなかったと判定する。また、作業解析部32は、部品組付作業判定機能32bで、圧力検出データがなす波形の軌跡が、予め設定された2つの閾値の幅内から外れたと判定した場合には、部品組付作業が正常に行われなかったと判定する。このように作業解析部32で判定することができることから、部品同士が半嵌合状態になっている不良品を発見する精度を高めることができる。
The
また、作業動作判定機能32aは、作業動作検出データがなす波形の軌跡を作業動作標準データがなす波形の軌跡と比較して、作業動作検出データがなす波形の軌跡の位置が、作業動作標準データがなす波形の軌跡に予め定められた誤差範囲から外れたか否かを判定する機能を有している。この場合、作業解析部32は、作業動作判定機能32aで、作業動作検出データがなす波形の軌跡を作業動作標準データがなす波形の軌跡と比較して、作業動作検出データがなす波形の軌跡の位置が、作業動作標準データがなす波形の軌跡に予め定められた誤差範囲から外れたと判定した場合には、部品組付作業が正常に行われなかったと判定し、作業動作検出データがなす波形の軌跡の位置が、作業動作標準データがなす波形の軌跡に予め定められた誤差範囲内と判定した場合には、部品組付作業が正常に行われたと判定する。このように作業解析部32で判定することができることから、作業者による作業動作の良否を判断できるようになる。なお、作業動作標準データがなす波形の軌跡に予め定められた誤差範囲とは、作業者の一方の部品を持った手の作業位置がばらついても嵌合等の作業に影響を及ぼすことのない範囲である。
Further, the work
さらに、作業解析部32は、作業動作検出データがなす波形の軌跡が、予め定められた時間内において作業動作標準データがなす波形の軌跡に設定された閾値に達する前に、圧力検出データがなす波形の軌跡が、予め設定された2つの閾値間で形成される幅内に到達したか否かを判定する部品判定機能32cを有している。作業解析部32は、部品判定機能32cで、作業動作検出データがなす波形の軌跡が、予め定められた時間内において作業動作標準データがなす波形の軌跡に設定された閾値に達する前に、圧力検出データがなす波形の軌跡が、予め設定された2つの閾値間で形成される幅内に到達したと判定した場合には、作業者による部品組付作業において各部品のうち少なくとも1つが破損する虞があると判定する。このように作業解析部32で判定することができることから、一方の部品を他方の部品に嵌合させる際、他方の部品が正常な位置から作業者側に向かってずれて配置されていても、2つの部品の嵌合部である爪などの部品が破損することを防ぐことができる。
Further, the
報知部4は、作業者の作業解析結果を表示する表示画面にすることで、作業者は作業解析結果を視覚的に捉え易くなる。なお、報知部4は表示装置の表示画面に限らず、スピーカ等の音声発生装置によって聴覚によって作業解析結果を確認できるようにしてもよく、さらには、表示装置の表示画面と音声発生装置とを用いて作業解析結果を確認できるようにしてもよい。
The
なお、モーションキャプチャ2から時系列で受信する座標データである作業動作検出データが、データ処理装置3用の座標データとデータ形式が異なる場合には図1に示すように、作業解析部32にデータ形式変換部32dを組み込むとよい。データ形式変換部32dは、モーションキャプチャ2から時系列で受信する作業動作検出データをデータ処理装置3用の座標データに変換する機能を有している。
If the work motion detection data, which is coordinate data received from the
上述した作業判定システム1の各構成部は図1に示すように、それぞれ電気的に接続され、モーションキャプチャ2では位置センサ21及び圧力センサ23がそれぞれ信号処理部22に接続されている。データ処理装置3は作業解析部32と記憶部31が接続され、この作業解析部32には信号処理部22及び報知部4が接続されている。
As shown in FIG. 1, each component of the
このように構成された作業判定システム1におけるデータ処理装置3の各構成は、演算処理装置によって実行されるプログラムによって実現されるものである。このプログラムによるデータ処理手順について図6のフローチャートに基づき説明する。
Each configuration of the
作業者が手に位置センサ21及び圧力センサ23を装着した状態で、一方の部品を持った状態で他方の部品に押し込むことで部品同士を嵌合させる部品組付作業を開始すると(ステップ101)、作業者の一方の部品を持った手の作業動作をモーションキャプチャ2の位置センサ21で経時的に測定し、その測定結果である作業動作検出データをデータ処理装置3の作業解析部32に送信する(ステップ102)。さらに、作業者が部品同士を嵌合させる時に、一方の部品に加わる荷重を圧力センサ23で経時的に測定し、その測定結果である圧力検出データも作業解析部32に送信する(ステップ103)。作業解析部32は、作業動作検出データ及び圧力検出データを取得すると、記憶部31から作業動作標準データを呼び出し(ステップ104)、圧力標準データを呼び出す(ステップ105)。
When the worker mounts the
作業解析部32が部品破損判定機能32cを有する場合には、部品破損判定機能32cは、作業動作検出データがなす波形の軌跡が、予め定められた時間内において作業動作標準データがなす波形の軌跡に設定された閾値に達する前に、圧力検出データがなす波形の軌跡が、予め設定された2つの閾値間で形成される幅内に到達したか否かを判定する(ステップ106)。部品破損判定機能32cが、圧力検出データがなす波形の軌跡が、予め設定された2つの閾値間で形成される幅内に到達したと判定した場合には、作業解析部32は作業者による部品組付作業において各部品のうち少なくとも1つが破損する虞があると判定する。また、部品破損判定機能32cが、圧力検出データがなす波形の軌跡が、予め設定された2つの閾値間で形成される幅内に到達していないと判定した場合には、作業解析部32は作業動作判定機能32aへと移行する。
When the
作業動作判定機能32aへと移行すると、作業動作判定機能32aは、作業動作検出データがなす波形の軌跡を、作業動作標準データがなす波形の軌跡と比較して、作業動作検出データがなす波形の軌跡が、予め定められた時間内において作業動作標準データがなす波形の軌跡に設定された閾値に達している否かを判定する(ステップ107)。作業動作判定機能32aが、作業動作検出データがなす波形の軌跡が、予め定められた時間内において作業動作標準データがなす波形の軌跡に設定された閾値に達したと判定した場合には、作業解析部32は、作業者による作業動作が正常であると判定し、部品組付作業判定機能32bに移行する。また、作業動作判定機能32aが、作業動作検出データがなす波形の軌跡が、予め定められた時間内において作業動作標準データがなす波形の軌跡に設定された閾値に達していないと判定した場合には、作業解析部32は作業者による部品組付作業が正常に行われていないと判定する。
When shifting to the work
部品組付作業判定機能32bに移行すると、部品組付作業判定機能32bは、圧力検出データがなす波形の軌跡が、予め設定されている2つの閾値の幅内に到達しているか否かを判定する(ステップ108)。部品組付作業判定機能32bが、圧力検出データがなす波形の軌跡が、予め設定されている2つの閾値の幅内に到達していると判定した場合には、作業解析部32は作業者による部品組付作業が正常に行われていると判定し、報知部4でその情報を報知する(ステップ109)。また、部品組付作業判定機能32bが、圧力検出データがなす波形の軌跡が、予め設定された2つの閾値の幅内から外れた場合には、作業解析部32は、作業者による部品組付作業が正常に行われていないと判定する。
When the process shifts to the component assembly
なお、作業動作判定機能32aは、作業動作検出データがなす波形の軌跡を作業動作標準データがなす波形の軌跡と比較して、作業動作検出データがなす波形の軌跡の位置が、作業動作標準データがなす波形の軌跡に予め定められた誤差範囲から外れた場合には、部品組付作業が正常に行われなかったと判定する(ステップ107)。
The work
作業解析部32は、部品破損判定機能32cで作業者による部品組付作業において各部品のうち少なくとも1つが破損する虞があると判定した場合、作業動作判定機能32aで作業者による部品組付作業が正常に行われていないと判定した場合、又は部品組付作業判定機能32bで作業者による部品組付作業が正常に行われていないと判定した場合には、報知部4でその情報を報知する(ステップ110)。したがって、作業者が部品同士を確実に嵌合させていないことや、部品を破損させていることなどを見落とした場合においても、その作業上の不具合を作業者が確認することができるようになる。
When the
このように、ステップ109、ステップ110が行われると、作業解析部32による作業解析は終了する(ステップ111)。
As described above, when
このようなデータ処理手順がデータ処理装置3の演算処理装置によって実行されるプログラムは、コンピュータ読み取り可能なCD、DVD等の記録媒体に記録させておくことで、複数のデータ処理装置3で利用可能になる。
A program in which such a data processing procedure is executed by the arithmetic processing unit of the
これまで本発明について図面に示した特定の実施の形態をもって説明してきたが、本発明は図面に示した実施の形態に限定されるものではなく、本発明の効果を奏する限り、これまで知られたいかなる構成であっても採用することができることはいうまでもないことである。 Although the present invention has been described with the specific embodiments shown in the drawings, the present invention is not limited to the embodiments shown in the drawings, and is known so far as long as the effects of the present invention are achieved. It goes without saying that any configuration can be adopted.
1……作業判定システム
2……モーションキャプチャ
21……位置センサ
23……圧力センサ
31……記憶部
32……作業解析部
32a……作業動作判定機能
32b……部品組付作業判定機能
32c……部品破損判定機能
4……報知部
DESCRIPTION OF
Claims (14)
前記部品組付作業において前記部品同士を嵌合させる時に、前記一方の部品に加わる荷重を経時的に測定してその測定結果である圧力検出データを送信するために前記作業者の前記手に装着される圧力センサと、
前記部品組付作業を行っている前記作業者の前記手による前記作業動作の標準である作業動作標準データと共に、前記部品組付作業を行っている時に前記一方の部品に対して経時的に加わる前記荷重の標準である圧力標準データが登録された記憶部と、
前記モーションキャプチャの前記位置センサから受信した前記作業動作検出データがなす波形の軌跡を前記作業動作標準データがなす波形の軌跡と比較して、前記作業動作検出データがなす前記波形の軌跡が、予め定められた時間内において前記作業動作標準データがなす前記波形の軌跡に設定された閾値に達しているか否かを判定する作業動作判定機能、及び前記作業動作判定機能で前記作業動作検出データがなす前記波形の軌跡が、前記予め定められた時間内において前記作業動作標準データがなす前記波形の軌跡に設定された閾値に達すると、前記圧力センサから受信した前記圧力検出データがなす波形の軌跡が、予め設定された2つの閾値間に到達しているか否かを判定する部品組付作業判定機能を有する作業解析部とを備えていることを特徴とする作業判定システム。 Measure the work operation by the hand holding the one part over time of the worker who is doing the part assembling work to fit the parts by pushing into the other part while holding one part A position sensor for transmitting work movement detection data as a result of the measurement, and a motion capture worn on the hand of the worker;
When fitting the parts together in the part assembling operation, the load applied to the one part is measured over time, and is attached to the hand of the operator in order to transmit pressure detection data as a result of the measurement. A pressure sensor,
Together with the work operation standard data which is the standard of the work operation by the hand of the worker performing the part assembling work, it is added to the one part over time when the part assembling work is performed. A storage unit in which pressure standard data which is a standard of the load is registered;
Comparing the waveform trajectory formed by the work motion detection data received from the position sensor of the motion capture with the waveform trajectory formed by the work motion standard data, the waveform trajectory formed by the work motion detection data is obtained in advance. The work motion detection function determines whether or not a threshold set in the locus of the waveform formed by the work motion standard data within a predetermined time is reached, and the work motion detection data forms the work motion detection function. When the waveform trajectory reaches a threshold value set in the waveform trajectory formed by the work operation standard data within the predetermined time, the waveform trajectory formed by the pressure detection data received from the pressure sensor is And a work analysis unit having a part assembly work determination function for determining whether or not a predetermined threshold value is reached. Working determination system characterized and.
前記作業解析部は、
前記モーションキャプチャの前記位置センサから受信した前記作業動作検出データがなす波形の軌跡を、前記部品組付作業を行っている前記作業者の前記手による前記作業動作の標準である作業動作標準データがなす波形の軌跡と比較して、前記作業動作検出データがなす前記波形の軌跡が、予め定められた時間内において前記作業動作標準データがなす前記波形の軌跡に設定された閾値に達している否かを判定する第1のステップと、
前記第1のステップにおいて、前記作業動作検出データがなす前記波形の軌跡が、前記予め定められた時間内において前記作業動作標準データがなす前記波形の軌跡に設定された前記閾値に達すると、前記圧力センサから受信した前記圧力検出データがなす波形の軌跡が、予め設定された2つの閾値の幅内に到達している否かを判定する第2のステップとを有することを特徴とする作業判定方法。 A work operation by a hand holding the one part of a worker who performs a part assembling work for fitting the parts together by pushing into the other part while holding one part is attached to the hand. Measured with a position sensor of the motion capture that is performed over time, and the work motion detection data that is the measurement result is transmitted to the work analysis unit, and when the worker fits the parts together, The applied load is measured over time with a pressure sensor attached to the hand, and pressure detection data as a result of the measurement is also transmitted to the work analysis unit to determine whether or not the parts assembling work by the operator is normal. A work determination method to analyze,
The work analysis unit
Work motion standard data, which is a standard of the work motion by the hand of the worker who is performing the part assembly work, is a trajectory of the waveform formed by the work motion detection data received from the position sensor of the motion capture. Whether or not the waveform trajectory formed by the work motion detection data reaches a threshold set in the waveform trajectory formed by the work motion standard data within a predetermined period of time, as compared to the waveform trajectory formed. A first step of determining whether or not
In the first step, when the waveform trajectory formed by the work motion detection data reaches the threshold set in the waveform trajectory formed by the work motion standard data within the predetermined time, And a second step of determining whether or not a locus of a waveform formed by the pressure detection data received from the pressure sensor has reached a predetermined threshold width. Method.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010022136A JP5215331B2 (en) | 2010-02-03 | 2010-02-03 | Work determination system, work determination method, and recording medium recording the work determination method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010022136A JP5215331B2 (en) | 2010-02-03 | 2010-02-03 | Work determination system, work determination method, and recording medium recording the work determination method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011159204A JP2011159204A (en) | 2011-08-18 |
| JP5215331B2 true JP5215331B2 (en) | 2013-06-19 |
Family
ID=44591082
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010022136A Expired - Fee Related JP5215331B2 (en) | 2010-02-03 | 2010-02-03 | Work determination system, work determination method, and recording medium recording the work determination method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5215331B2 (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101468681B1 (en) * | 2012-12-05 | 2014-12-04 | 한국기계연구원 | Standard operation management system and standard operation management method |
| JP7118155B2 (en) * | 2018-07-30 | 2022-08-15 | 株式会社日立製作所 | Work information management system and work information management method |
| JP7171359B2 (en) | 2018-10-17 | 2022-11-15 | 株式会社日立製作所 | Work information management system and wearable sensor |
| JP7139289B2 (en) * | 2019-06-21 | 2022-09-20 | 株式会社日立製作所 | Work content detection/judgment device, work content detection/judgment system, and gloves with built-in wearable sensor |
| JP7344728B2 (en) * | 2019-09-19 | 2023-09-14 | 株式会社日立製作所 | Product inspection system, product inspection method |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08323671A (en) * | 1995-05-29 | 1996-12-10 | Nissan Motor Co Ltd | Robot for assembling parts |
| JP4031214B2 (en) * | 2001-03-19 | 2008-01-09 | 矢崎総業株式会社 | Terminal crimping state identification method |
| JP2007066866A (en) * | 2005-08-05 | 2007-03-15 | Toyota Motor Corp | Holding member assembly assuring device |
| JP4595962B2 (en) * | 2007-05-24 | 2010-12-08 | トヨタ自動車株式会社 | Connector fitting state determination device and method |
| JP5051094B2 (en) * | 2008-10-15 | 2012-10-17 | 住友電装株式会社 | Terminal insertion failure judgment method |
| JP5231463B2 (en) * | 2010-02-03 | 2013-07-10 | トヨタ自動車東日本株式会社 | Work assistance system, work assistance method, and recording medium recording the work assistance method |
-
2010
- 2010-02-03 JP JP2010022136A patent/JP5215331B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011159204A (en) | 2011-08-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5215331B2 (en) | Work determination system, work determination method, and recording medium recording the work determination method | |
| US10906182B2 (en) | Method of teaching robot and robot system | |
| CN108453701B (en) | Method for controlling robot, method for teaching robot, and robot system | |
| US9303988B2 (en) | Image measurement apparatus, image measurement method and image measurement program | |
| JP5218470B2 (en) | Robot work success / failure determination apparatus and method | |
| CN111658166B (en) | Surgical robot tail end tool detection system | |
| JP5284179B2 (en) | Work determination system, work determination method, and recording medium recording the work determination method | |
| JP4920191B2 (en) | Connector fitting state confirmation device and method | |
| US10065320B2 (en) | Image processing apparatus, image processing system, image processing method, and computer program | |
| JP4643619B2 (en) | Robot controller | |
| JP2008293794A (en) | Apparatus and method for determining fitting state of connector | |
| JP6483556B2 (en) | Operation recognition device, operation recognition method and program | |
| JP2011200997A (en) | Teaching device and method for robot | |
| JP6016760B2 (en) | Work confirmation system | |
| JP2013243273A (en) | Component suction operation monitoring device and component presence detection device | |
| JP2010271928A (en) | Work assist system, work assist method, and recording medium recording the same | |
| US20150029164A1 (en) | Attachable accessory and method for computer recording of writing | |
| JP2011170522A (en) | Method, device and program for generating sensing operation of work manipulator | |
| JP4876141B2 (en) | Work guide system, work guide method, and recording medium recording the work guide method | |
| KR20130045557A (en) | Method of calibrating coordinate system in laser vision sensor | |
| CN108332693B (en) | Coordinate difference detection method and system | |
| JP2008254157A (en) | Installation evaluation device, method, program and storage medium for coupling member | |
| CN211262539U (en) | Spring contact finger holding force testing device | |
| WO2021145280A1 (en) | Robot system | |
| JP6172929B2 (en) | Robot apparatus and parts assembling method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111214 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20111214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130121 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130228 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160308 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |