JP5203799B2 - Mold for belt manufacturing - Google Patents
Mold for belt manufacturing Download PDFInfo
- Publication number
- JP5203799B2 JP5203799B2 JP2008133529A JP2008133529A JP5203799B2 JP 5203799 B2 JP5203799 B2 JP 5203799B2 JP 2008133529 A JP2008133529 A JP 2008133529A JP 2008133529 A JP2008133529 A JP 2008133529A JP 5203799 B2 JP5203799 B2 JP 5203799B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- belt
- molding die
- peripheral surface
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Description
本発明は、ベルト製造用金型に関し、特に、加硫時にベルト材料を内側の部材から外側の部材に押圧してベルトを製造するための金型に関する。 The present invention relates to a belt manufacturing mold, and more particularly to a mold for manufacturing a belt by pressing a belt material from an inner member to an outer member during vulcanization.
Vリブドベルト等のベルトを製造するために、円筒形のドラム部材等を用いることが知られている(例えば特許文献1および2参照)。この場合、内側の円筒形部材に巻きつけたベルト材料を、加硫工程において、高圧の空気等を用いて外側の円筒形部材に押圧する。こうして得られたベルトスリーブを所定の幅に裁断し、予め外側の円筒形部材の内周面に設けられていた形状に対応したリブを有するベルトが製造される(以下、このような製法をモールディッド製法という)。
従来のモールディッド製法においては、内側および外側の円筒形部材を含む金型は、一種類のベルトを製造するためにのみ用いられる。このため、リブ形状や長さ等がわずかに異なるベルトを製造する場合においても、新たな金型が必要である。そして外側の金型は、ベルト材料の加硫のための加熱機構を必要とするために構造が複雑であり、製作するためには長い期間と多額の費用が必要である。よってこの場合、柔軟かつ迅速な対応が困難となる。 In the conventional molded manufacturing method, a mold including inner and outer cylindrical members is used only for manufacturing one type of belt. For this reason, even when manufacturing a belt having a slightly different rib shape or length, a new mold is required. The outer mold has a complicated structure because it requires a heating mechanism for vulcanizing the belt material, and requires a long period of time and a large amount of cost to manufacture. Therefore, in this case, it is difficult to respond flexibly and quickly.
すなわち、新たな金型の製造に時間を要するためにベルトの製造開始が遅れたり、比較的高価な金型の製造によるコストの増大を招く。特に、試作品等、わずかな数量のみのベルトを製造するために新たな金型を製造する場合において、この問題は顕著となる。 That is, since it takes a long time to manufacture a new mold, the start of manufacturing the belt is delayed, or the cost is increased due to the manufacture of a relatively expensive mold. In particular, this problem becomes prominent when a new mold is manufactured in order to manufacture a small number of belts such as prototypes.
そこで本発明は、様々な種類のベルトを容易に製造可能なベルト製造用金型を供給することを目的とする。 Therefore, an object of the present invention is to supply a belt manufacturing mold capable of easily manufacturing various types of belts.
本発明のベルト製造用金型は、ベルト材料からベルトを製造するためのベルト製造用金型であって、ベルト材料が外周面に巻きつけられる内金型と、内金型の外周面側に配置され、加硫時にベルト材料が押圧される内周面を有する成形金型と、成形金型の外周面側に配置され、成形金型を保持する外金型とを備え、成形金型と外金型とが別体であり、成形金型が交換可能であることを特徴とする。 The belt manufacturing mold of the present invention is a belt manufacturing mold for manufacturing a belt from a belt material, and an inner mold on which the belt material is wound around the outer peripheral surface, and an outer peripheral surface side of the inner mold. A molding die having an inner peripheral surface arranged and having an inner peripheral surface against which belt material is pressed during vulcanization, and an outer die disposed on the outer peripheral surface side of the molding die and holding the molding die; The outer mold is a separate body, and the molding mold can be exchanged.
ベルト製造用金型においては、内周面の形状が異なる複数の成形金型のいずれかが選択的に使用可能であること、もしくは、成形金型が円筒形であって内径の異なる複数の成形金型のいずれかが選択的に使用可能であることが好ましい。 In the belt manufacturing mold, any of a plurality of molding dies having different inner peripheral surface shapes can be selectively used, or a plurality of moldings having a cylindrical molding mold and different inner diameters. Preferably any of the molds can be used selectively.
成形金型は、例えば円筒形であり、この場合、成形金型の軸方向に沿って、内周面の形状が異なる複数の成形金型リングに分割可能であることが好ましい。また、複数の内金型と複数の成形金型とが組み合わせ自由にそれぞれ1つずつ選択可能であることが好ましい。この場合、内金型および/または成形金型が円筒形であり、外径の異なる複数の内金型および/または内径の異なる複数の成形金型が使用可能であることがより好ましい。 The molding die is, for example, a cylindrical shape. In this case, it is preferable that the molding die can be divided into a plurality of molding die rings having different inner peripheral surfaces along the axial direction of the molding die. Moreover, it is preferable that a plurality of inner molds and a plurality of molding dies can be selected one by one in combination. In this case, it is more preferable that the inner die and / or the molding die are cylindrical, and a plurality of inner dies having different outer diameters and / or a plurality of molding dies having different inner diameters can be used.
外金型においては、ベルト材料を加硫および冷却するための温調機構が設けられていることが好ましい。この場合、例えば、温調機構は、温調のための流体が通過するパイプを含む。また、外金型は例えば円筒形であり、この場合、パイプが、外金型の周方向に沿って配置されていることが好ましい。 The outer mold is preferably provided with a temperature adjustment mechanism for vulcanizing and cooling the belt material. In this case, for example, the temperature adjustment mechanism includes a pipe through which a fluid for temperature adjustment passes. The outer mold is, for example, a cylindrical shape. In this case, it is preferable that the pipe is disposed along the circumferential direction of the outer mold.
外金型は、成形金型を保持する内側外金型と、ベルト製造用金型の最も外側に配置される外側外金型とを有し、内側外金型と外側外金型とが別体であることが好ましい。 The outer mold includes an inner outer mold that holds the molding mold and an outer outer mold that is disposed on the outermost side of the belt manufacturing mold. The inner outer mold and the outer outer mold are separated from each other. It is preferable that it is a body.
ベルト製造用金型により製造されるベルトは、例えばVリブドベルトである。 The belt manufactured by the belt manufacturing mold is, for example, a V-ribbed belt.
本発明によれば、様々な種類のベルトを容易に製造可能なベルト製造用金型を実現できる。 ADVANTAGE OF THE INVENTION According to this invention, the metal mold | die for belt manufacture which can manufacture various kinds of belts easily is realizable.
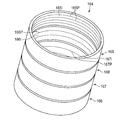
以下、本発明におけるベルト製造用金型の実施形態を、図面を参照して説明する。図1は、第1の実施形態における、使用状態のベルト製造用金型を示す斜視図である。図2は、本実施形態における、各部材が互いに分離された状態のベルト製造用金型を示す斜視図である。 Hereinafter, an embodiment of a mold for manufacturing a belt in the present invention will be described with reference to the drawings. FIG. 1 is a perspective view showing a belt manufacturing mold in use in the first embodiment. FIG. 2 is a perspective view showing the belt manufacturing mold in a state in which the respective members are separated from each other in the present embodiment.
ベルト製造用金型10は、ベルト材料から、例えばVリブドベルト等のベルトを製造するために使用される。ベルト製造用金型10は、内金型12、内側外金型18、および外側外金型20を含む。内金型12と内側外金型18との間には、成形金型16(図2参照)が配置される。内金型12、成形金型16、および外側外金型20はいずれも円筒形であり、内側外金型18の本体18Bもまた円筒形である。これらの部材は、図1に示すように、内金型12の中心軸12Aを中心とした同心円状に、互いに組み合わせられた状態(以下、使用状態という)で使用される。
The belt manufacturing
使用状態においては、成形金型16は内金型12の外周面12Oの周囲に配置され、内側外金型18は、成形金型16の外周面16Oの周囲に配置される(図2参照)。さらに、内側外金型18は、内側外金型18の本体18Bの外側に設けられた複数の柱状部材18Pが外側外金型20の内周面20Iに接するように、外側外金型20の開口20Mに嵌合される。
In use, the
ベルト製造用金型10に含まれるこれらの部材のうち、外側外金型20のみは有底の円筒形である。このため、成形金型16は、内側外金型18および外側外金型20により所定の位置で保持される。なお、使用状態におけるこれらの部材間には、適当な隙間が設けられる。また、使用状態においては外部より視認できない成形金型16は、図1では示されていない。
Of these members included in the belt manufacturing
内側外金型18においては、内側外金型本体18Bの外周面18O(図2参照)に沿って、柱状部材18Pの内部を通るパイプ24(温調機構)が設けられている。パイプ24は、後述する加硫工程において、ベルト材料を加硫および冷却するために設けられている。このため、ベルト材料を加熱するための熱媒流体(加熱油、温水、蒸気など)、および冷却するための冷媒流体(冷却油、冷却水、クーラントなど)が、パイプ24の内部を通過する。
The inner
この熱媒流体は、外側外金型20の外周面20Oに設けられた導入パイプ26の入口26Aから導入パイプ26に入り、柱状部材18Pに設けられた通過穴18H(図2参照)を介してパイプ24に供給される。そして熱媒流体は、パイプ24内で内側外金型本体18Bの外周面18Oに沿って移動した後に、導入パイプ26の出口26Bから排出される。
This heat transfer fluid enters the
次に、ベルト製造時におけるベルト製造用金型10の使用法につき説明する。図3は、ベルト材料の加硫工程における、図1の中心軸12Aを通る平面で切断した内金型12の一部および成形金型16を示す断面図である。
Next, how to use the belt manufacturing
加硫工程においては、帆布32、心線34、未加硫ゴムシート36、および未加硫圧縮ゴム層38を含むベルト材料30が、内金型12の最も外側に配置されている可撓性のジャケット12Jの外周面12Oに巻きつけられる。そしてベルト材料30は、内金型12の内側から加熱、および加圧される。すなわち、内金型12の金属製の本体部12Bの外周面12Cとジャケット12Jの内周面12Iとの間の通路12Pに高温、高圧の流体(オイル、水、またはエアーなど)が送入される。この流体により、内金型12の外周に設けられたジャケット12Jが、加熱され、さらに内金型12の外側に向かって押し出される。この結果、ベルト材料30は、矢印Aの示すように、中心軸12A側から成形金型16の内周面16Iに向かって放射線状に押圧され、さらに内金型12側から加熱される。
In the vulcanization process, the
加熱されたベルト材料30が、成形金型16の内周面16Iに押し付けられ、さらにパイプ24を通る熱媒流体により内側外金型18(図1、2参照)側より加硫に適した温度で加熱された状態で所定の時間が経過し、加硫されると、ベルトスリーブ(図示せず)が成型される。その後、パイプ24(図1、2参照)の内部に冷却流体が流され、ベルトスリーブは冷却される。成形金型16の内周面16Iは、製造されるベルトのプーリ面形状に対応した形状を有しており、例えば、リブを形成するための突起16Pが複数設けられている。従って、加硫されたベルトスリーブにおいては、成形金型16の内周面16Iの形状に対応したリブ形状が形成される。その後、このベルトスリーブを所定の幅に裁断し、Vリブドベルト(図示せず)が製造される。
The heated
なお図3においては、説明の便宜上、内金型12の径を小さく、内金型12と成形金型16との間隔を大きく示されているが、実際には、Vリブドベルトの製造に適した径、間隔にそれぞれ調整される。
In FIG. 3, for the sake of convenience of explanation, the diameter of the
図4は、本実施形態における第1の成形金型を示す斜視図である。図5は、本実施形態における第2の成形金型を示す斜視図であり、図6は、本実施形態における第3の成形金型を示す斜視図である。 FIG. 4 is a perspective view showing a first molding die in the present embodiment. FIG. 5 is a perspective view showing a second molding die in the present embodiment, and FIG. 6 is a perspective view showing a third molding die in the present embodiment.
本実施形態のベルト製造用金型10においては、複数の異なる形状を有する成形金型である第1〜第3の成形金型161〜163が交換可能、すなわちこれらのうちいずれか1つが選択的に使用可能である。第1の成形金型161の内周面161Iにおいては、リブ形成のための突起161Pが所定の間隔B1で設けられている。これに対し、第2の成形金型162の内周面162I(図5参照)においては、第1の成形金型161における間隔B1よりも広い間隔B2を隔てて、同じ形状の突起162Pが配置されている。
In the
このように、内周面161Iおよび162Iにおける突起の間隔のみが異なる第1および第2の成形金型161、162のいずれかを用いてベルト製造用金型10を使用状態に組み上げることができる。従って、リブ間隔の異なる2種類のVリブドベルトを、同一のベルト製造用金型10を用いて容易かつ選択的に製造することができる。
In this manner, the
なお、第1および第2の成形金型161、162では、突起161Pおよび162Pの形状が同一であってこれらの間隔B1およびB2が異なっているが、突起161Pおよび162Pの形状のみが異なり間隔B1、B2が同一、もしくは突起161P、162Pの形状および間隔B1、B2のいずれもが異なっていても良い。
In the first and second molding die 161 and 162, the shape of the
また、第3の成形金型163(図6参照)は、第1の成形金型161(図4参照)と同じ形状の内周面163Iを有する。すなわち、複数の突起163Pは、第1の成形金型161の突起161Pと同じ形状を有し、間隔B3は間隔B1と等しい。しかしながら、第3の成形金型163における、外周面163Oと内周面163Iとの距離C3は、第1の成形金型161における、外周面161Oと内周面161Iとの距離C1よりも大きい。すなわち、第3の成形金型163の外径E3は、第1の成形金型161の外径E1と等しいものの、第3の成形金型163の内径D3は、第1の成形金型161の内径D1よりも小さい。
The third molding die 163 (see FIG. 6) has an inner peripheral surface 163I having the same shape as the first molding die 161 (see FIG. 4). That is, a plurality of
このため、同一の内金型12(図1〜3参照)に対して、交換可能な第1および第3の成形金型161、163のいずれかを選択して使用することにより、同一のリブ形状を有し、厚さ、すなわちプーリ係合面から背面までの距離のみが異なる2種類のVリブドベルトを、容易かつ選択的に製造することができる。 For this reason, by selecting and using one of the exchangeable first and third molding dies 161 and 163 for the same inner mold 12 (see FIGS. 1 to 3), the same rib can be used. Two types of V-ribbed belts having a shape and different only in thickness, that is, a distance from the pulley engaging surface to the back surface, can be easily and selectively manufactured.
また、内金型12(図1〜3参照)側についても、径の異なる複数の内金型を用意し、これらのいずれかを選択して使用することにより、製造されるVリブドベルトの厚さを調整しても良い。このように、内金型と成形金型との組み合わせを選択可能に、すなわち、内金型12を含む複数の内金型と、複数の成形金型161〜163等とを1つずつ組み合わせるように自由に選択することにより、製造するVリブドベルトの形状を容易に調整できる。
Also, on the inner mold 12 (see FIGS. 1 to 3) side, a plurality of inner molds having different diameters are prepared, and the thickness of the V-ribbed belt produced by selecting one of these and using it. May be adjusted. Thus, the combination of the inner mold and the molding mold can be selected, that is, a plurality of inner molds including the
なお第1、第3の成形金型161、163は、使用状態においていずれも同じ内側外金型18(図1および2参照)によって保持されるため、それらの外径E1およびE3は等しくなっている。 Note first, third molding die 161 and 163, because it is held by both the same inner outer die 18 (see FIGS. 1 and 2) in the use state, their outer diameter E 1 and E 3 are equal It has become.
このように、交換可能な複数の成形金型161〜163等を内側外金型18とは別体にし、選択的に使用可能とすることにより、リブ形状および厚さが等しく、長さが異なるVリブドベルトを選択的に製造することができる。さらに、通常の外側金型(図示せず)とは異なり、複数の成形金型161〜163等を内側外金型18とは別体にすることにより、新たな種類のベルトを製造する場合においても、成形金型のみを新たに製造すれば、パイプ24等を有する構造の複雑な内側外金型18の新設は不要である。このため、ベルト製造用金型10の製造コストは低減され、かつ速やかに新たなベルトの製造を開始できる。なお上述のように、外径の小さい成形金型を内側外金型18で保持する場合、使用状態(図1参照)においては、その成形金型の周囲に、例えば適当な伝熱性を有するスペーサ(図示せず)が配置される。
As described above, by making a plurality of exchangeable molding dies 161 to 163 and the like separate from the inner and outer dies 18 and making them selectively usable, the rib shape and thickness are equal and the lengths are different. A V-ribbed belt can be selectively manufactured. Further, unlike a normal outer mold (not shown), a plurality of molding dies 161 to 163 are separated from the inner
以上のように第1の実施形態によれば、複数の成形金型16を内側外金型18とは別体にしたことにより、内周面161I〜163Iの形状等が異なる交換可能な複数の第1〜第3の成形金型161〜163のいずれかを選択的に使用することができる。このため、形状等の異なる様々なベルト、例えばVリブドベルトを容易に製造することができる。さらに、内金型12等の複数の内金型と、第1〜第3の成形金型161〜163等を含む成形金型16とを別体に、かつ互いの組み合わせを自由にすることによっても、製造対象のベルトの変更に対する柔軟な対応が可能である。
As described above, according to the first embodiment, by replacing the plurality of molding dies 16 with the inner outer dies 18, a plurality of interchangeable plural inner
そして本実施形態では、成形金型16のみを複数用意すれば、従来のモールディッド製法のように、製造されるベルトの種類ごとに異なる金型一式を用意することは不要であるため、コストの低減が可能となり、設計されたベルトの製造を速やかに開始することもできる。 In this embodiment, if only a plurality of molding dies 16 are prepared, it is not necessary to prepare a set of different dies for each type of belt to be manufactured as in the conventional mold manufacturing method. Reduction is possible, and the production of the designed belt can be started immediately.
また、成形金型16を直接保持する内側外金型18(図1および2参照)と、使用状態のベルト製造用金型10において最も外側に配置される外側外金型20とを別体にすることにより、これらの部材間に適度なクリアランスを設けること、およびパイプ24等の着脱、調整等が容易になる。さらに、内側外金型18と外側外金型20とが別体である場合、必要に応じて、本体18Bの大きさ、形状が異なる複数の内側外金型18を交換することもでき、外径の異なる成形金型16を選択することも可能となる。
Also, an inner outer mold 18 (see FIGS. 1 and 2) that directly holds the
以下、第2の実施形態につき説明する。図7は、第2の実施形態における成形金型を示す斜視図である。 Hereinafter, the second embodiment will be described. FIG. 7 is a perspective view showing a molding die in the second embodiment.
本実施形態においては、第1〜第3の成形金型161〜163とは異なり、軸方向に沿って、複数の成形金型リング165〜168に分割可能な円筒形の第4の成形金型164が用いられる。つまりこの第4の成形金型164は、その中心軸に垂直な平面で切断したように、第1〜第4の成形金型リング165〜168に分割可能である。第1〜第4の成形金型リング165〜168は、それぞれ互いに異なる形状の第1〜第4の内周面165I〜168I(一部図示せず)を有する。すなわち、第1〜第4の内周面165I〜168Iにおける、リブ形成のための突起165P〜168Pの形状と間隔の組み合わせは、図示されたように互いに異なっている。
In the present embodiment, unlike the first to third molding dies 161 to 163, a cylindrical fourth molding die that can be divided into a plurality of molding die
そして、第4の成形金型164と、これに類似した成形金型(図示せず)、すなわち複数の互いに異なる内周面形状を有する複数の成形金型リングに分割可能な成形金型のいずれかが、選択的に使用される。この場合、第4の成形金型164以外の成形金型に含まれる成形金型リングは、第1〜第4の内周面165I〜168Iのいずれの形状とも異なる内周面形状を有する。従って、図示された第1〜第4の成形金型リング165〜168の組み合わせには限定されず、これらの一部のみを他の成形金型リングに変更することもできる。
Then, any of a fourth molding die 164 and a molding die (not shown) similar thereto, that is, a molding die that can be divided into a plurality of molding die rings having different inner peripheral surface shapes. Is selectively used. In this case, a molding die ring included in a molding die other than the fourth molding die 164 has an inner peripheral surface shape that is different from any of the first to fourth inner peripheral surfaces 165I to 168I. Therefore, the combination is not limited to the illustrated first to fourth molding die
このような第4の成形金型164等を用いる本実施形態においては、ベルト材料30(図3参照)から形成されたVリブドベルトのスリーブを、第1〜第4の成形金型リング165〜168等の境界線に相当する箇所で裁断することにより、一度の加硫工程において、複数の互いに異なるリブ形状を有するVリブドベルトを容易に製造できる。
In the present embodiment using the fourth molding die 164 and the like, the sleeve of the V-ribbed belt formed from the belt material 30 (see FIG. 3) is used as the first to fourth molding die
また、ベルト材料30の温度を調節するためのパイプ24(図1および2参照)が、成形金型リング16および内側外金型18の周方向に平行に配置されていることから、後にベルト長手方向に沿って幅裁ちされ、異なるVリブドベルトとなるスリーブの各領域を、均等に加熱、冷却させることができる。
In addition, since the pipe 24 (see FIGS. 1 and 2) for adjusting the temperature of the
以上のように本実施形態によれば、ベルト製造用金型10を用いることにより、様々な種類のVリブドベルトを一度の加硫工程により製造することができる。さらに、第1〜第4の成形金型リング165〜168以外の成形金型リングを予め用意することにより、多種類のVリブドベルトを選択的に製造可能である。
As described above, according to the present embodiment, various types of V-ribbed belts can be manufactured by a single vulcanization process by using the
いずれの実施形態においても、ベルト製造用金型10は、プーリ係合面が平滑ではないVリブドベルト、Vベルト等、特に複数のリブを有するVリブドベルトの製造に適するものの、ベルト製造用金型10を、他のベルト、例えば平ベルト等の摩擦伝動ベルトの製造に活用しても良い。リブ形状の調整が不要なベルトにおいても、形状の異なる複数の成形金型リング16を選択的に使用することにより、長さおよび厚さ等が異なるベルトを容易に製造できる点で有用だからである。
In any of the embodiments, the
各部材の形状等は、いずれの実施形態にも限定されない。例えば、第1の実施形態において例示されたよりも多くの種類の成形金型リング16を採用しても良く、第2の実施形態成形における成形金型リング16は、4つよりも多い、もしくは少ない成形金型リングに分割可能であっても良い。 The shape of each member is not limited to any embodiment. For example, more types of molding die rings 16 than those exemplified in the first embodiment may be employed, and the molding die rings 16 in the second embodiment molding may be more or less than four. It may be separable into molding mold rings.
10 ベルト製造用金型
12 内金型
12O 外周面
16 成形金型
16I 内周面
16O 外周面
161〜164 第1〜第4の成形金型
165〜168 第1〜第4の成形金型リング
18 内側外金型(外金型)
20 外側外金型(外金型)
24 パイプ(温調機構)
DESCRIPTION OF
20 Outer mold (outer mold)
24 pipe (temperature control mechanism)
Claims (10)
前記ベルト材料が外周面に巻きつけられる内金型と、
前記内金型の前記外周面側に配置され、加硫時に前記ベルト材料が押圧される内周面を有する成形金型と、
前記成形金型の外周面側に配置され、前記成形金型を保持する外金型とを備え、
前記成形金型と前記外金型とが別体であるとともに、前記成形金型が交換可能であり、前記外金型において、前記ベルト材料を加硫および冷却するための温調機構が設けられている
ことを特徴とするベルト製造用金型。 A belt manufacturing mold for manufacturing a belt from a belt material,
An inner mold around which the belt material is wound around an outer peripheral surface;
A molding die disposed on the outer peripheral surface side of the inner mold and having an inner peripheral surface against which the belt material is pressed during vulcanization;
An outer mold that is disposed on the outer peripheral surface side of the molding die and holds the molding die;
The molding die and the outer die and is separate der Rutotomoni, wherein Ri molding die replaceable der, in the outer mold, is temperature control device for vulcanization and cooling the belt material A belt manufacturing mold characterized by being provided .
前記ベルト材料が外周面に巻きつけられる内金型と、
前記内金型の前記外周面側に配置され、加硫時に前記ベルト材料が押圧される内周面を有する成形金型と、
前記成形金型の外周面側に配置され、前記成形金型を保持する外金型とを備え、
前記成形金型と前記外金型とが別体であるとともに、前記成形金型が交換可能であり、
前記内周面の形状が異なる複数の前記成形金型のいずれかが選択的に使用可能であることを特徴とするベルト製造用金型。 A belt manufacturing mold for manufacturing a belt from a belt material,
An inner mold around which the belt material is wound around an outer peripheral surface;
A molding die disposed on the outer peripheral surface side of the inner mold and having an inner peripheral surface against which the belt material is pressed during vulcanization;
An outer mold that is disposed on the outer peripheral surface side of the molding die and holds the molding die;
The molding die and the outer die are separate bodies, and the molding die can be exchanged,
Features and be behenate belt manufacturing mold that any shape of the inner peripheral surface of the plurality of different molding die can be used selectively.
前記ベルト材料が外周面に巻きつけられる内金型と、
前記内金型の前記外周面側に配置され、加硫時に前記ベルト材料が押圧される内周面を有する成形金型と、
前記成形金型の外周面側に配置され、前記成形金型を保持する外金型とを備え、
前記成形金型と前記外金型とが別体であるとともに、前記成形金型が交換可能であり、
前記成形金型が円筒形であり、前記成形金型の軸方向に沿って、前記内周面の形状が異なる複数の前記成形金型リングに分割可能であることを特徴とするベルト製造用金型。 A belt manufacturing mold for manufacturing a belt from a belt material,
An inner mold around which the belt material is wound around an outer peripheral surface;
A molding die disposed on the outer peripheral surface side of the inner mold and having an inner peripheral surface against which the belt material is pressed during vulcanization;
An outer mold that is disposed on the outer peripheral surface side of the molding die and holds the molding die;
The molding die and the outer die are separate bodies, and the molding die can be exchanged,
The molding die is cylindrical, in the axial direction of the molding die, be behenate belt manufacturing and characterized in that it is divisible into a plurality of said molding die ring shape is different in the inner circumferential surface Mold.
前記ベルト材料が外周面に巻きつけられる内金型と、
前記内金型の前記外周面側に配置され、加硫時に前記ベルト材料が押圧される内周面を有する成形金型と、
前記成形金型の外周面側に配置され、前記成形金型を保持する外金型とを備え、
前記成形金型と前記外金型とが別体であるとともに、前記成形金型が交換可能であり、
複数の前記内金型と複数の前記成形金型とが、組み合わせ自由にそれぞれ1つずつ選択可能であることを特徴とするベルト製造用金型。 A belt manufacturing mold for manufacturing a belt from a belt material,
An inner mold around which the belt material is wound around an outer peripheral surface;
A molding die disposed on the outer peripheral surface side of the inner mold and having an inner peripheral surface against which the belt material is pressed during vulcanization;
An outer mold that is disposed on the outer peripheral surface side of the molding die and holds the molding die;
The molding die and the outer die are separate bodies, and the molding die can be exchanged,
A plurality of said can and inner die and a plurality of said molding die, freely combined features and be behenate belt manufacturing mold that is selectable by one, respectively.
前記ベルト材料が外周面に巻きつけられる内金型と、
前記内金型の前記外周面側に配置され、加硫時に前記ベルト材料が押圧される内周面を有する成形金型と、
前記成形金型の外周面側に配置され、前記成形金型を保持する外金型とを備え、
前記成形金型と前記外金型とが別体であるとともに、前記成形金型が交換可能であり、
前記外金型が、前記成形金型を保持する内側外金型と、前記ベルト製造用金型の最も外側に配置される外側外金型とを有し、前記内側外金型と前記外側外金型とが別体であることを特徴とするベルト製造用金型。 A belt manufacturing mold for manufacturing a belt from a belt material,
An inner mold around which the belt material is wound around an outer peripheral surface;
A molding die disposed on the outer peripheral surface side of the inner mold and having an inner peripheral surface against which the belt material is pressed during vulcanization;
An outer mold that is disposed on the outer peripheral surface side of the molding die and holds the molding die;
The molding die and the outer die are separate bodies, and the molding die can be exchanged,
The outer mold includes an inner outer mold that holds the molding mold, and an outer outer mold that is disposed on the outermost side of the belt manufacturing mold, and the inner outer mold and the outer outer mold. features and be behenate belt manufacturing mold that the mold is separate.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008133529A JP5203799B2 (en) | 2008-05-21 | 2008-05-21 | Mold for belt manufacturing |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008133529A JP5203799B2 (en) | 2008-05-21 | 2008-05-21 | Mold for belt manufacturing |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009279823A JP2009279823A (en) | 2009-12-03 |
| JP2009279823A5 JP2009279823A5 (en) | 2011-06-30 |
| JP5203799B2 true JP5203799B2 (en) | 2013-06-05 |
Family
ID=41450806
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008133529A Active JP5203799B2 (en) | 2008-05-21 | 2008-05-21 | Mold for belt manufacturing |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5203799B2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5608414B2 (en) * | 2010-04-30 | 2014-10-15 | 立川ブラインド工業株式会社 | Ladder cord manufacturing apparatus and ladder cord manufacturing method for horizontal blind |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11156857A (en) * | 1997-11-28 | 1999-06-15 | Mitsuboshi Belting Ltd | Method and apparatus for vulcanizing belt sleeve and others |
| JP2003340934A (en) * | 2002-05-30 | 2003-12-02 | Mitsuboshi Belting Ltd | Method for manufacturing v-ribbed belt, and v-ribbed belt |
-
2008
- 2008-05-21 JP JP2008133529A patent/JP5203799B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009279823A (en) | 2009-12-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101907936B1 (en) | Tire vulcanization molding die and method for manufacturing tires using same | |
| KR101395490B1 (en) | Mandrel assembly | |
| JP5203799B2 (en) | Mold for belt manufacturing | |
| CN114630744A (en) | Component for extrusion line | |
| JP5381349B2 (en) | Rotating wheel type continuous extrusion apparatus and metal extrusion material manufacturing method | |
| US8512614B2 (en) | Modular molding system | |
| JP2007030421A (en) | Manufacturing method of rubber cylindrical body | |
| WO2013001964A1 (en) | Rigid core and manufacturing method for tire using same | |
| JP5149517B2 (en) | Die assembly tool for extrusion molding | |
| JP2007015345A (en) | Rubber crawler manufacturing device and method | |
| EP3115167B1 (en) | Rigid core for tire formation and tire production method using the same | |
| JP2007030273A (en) | Manufacturing method of rubber cylindrical body | |
| JP5488042B2 (en) | Forging die | |
| CN102390102A (en) | Plastic hook piece rolling mold | |
| JP5053664B2 (en) | Dies for metal material extrusion | |
| JP5053660B2 (en) | Dies for metal material extrusion | |
| KR102207141B1 (en) | Bead core formation device | |
| JP2009241106A (en) | Forming method of cylindrical clutch part and forming apparatus of cylindrical crutch part | |
| JP5157957B2 (en) | Manufacturing method of shaft-shaped member with protrusion | |
| US20130146745A1 (en) | Modular mandrel for a molding system | |
| JP2008213010A (en) | Extrusion molding tool for metallic material | |
| JP4896753B2 (en) | Transmission belt manufacturing method | |
| JP4626285B2 (en) | Tire bead molding method | |
| JP2009279823A5 (en) | ||
| JP4466350B2 (en) | Manufacturing method of annular member |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110516 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110516 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121113 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121225 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130214 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5203799 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160222 Year of fee payment: 3 |