JP5121237B2 - Drying jig assembling apparatus, drying jig disassembling apparatus, drying jig circulating apparatus, ceramic molded body drying method, and honeycomb structure manufacturing method - Google Patents
Drying jig assembling apparatus, drying jig disassembling apparatus, drying jig circulating apparatus, ceramic molded body drying method, and honeycomb structure manufacturing method Download PDFInfo
- Publication number
- JP5121237B2 JP5121237B2 JP2007010589A JP2007010589A JP5121237B2 JP 5121237 B2 JP5121237 B2 JP 5121237B2 JP 2007010589 A JP2007010589 A JP 2007010589A JP 2007010589 A JP2007010589 A JP 2007010589A JP 5121237 B2 JP5121237 B2 JP 5121237B2
- Authority
- JP
- Japan
- Prior art keywords
- jig
- drying
- molded body
- ceramic molded
- drying jig
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Drying Of Solid Materials (AREA)
- Furnace Charging Or Discharging (AREA)
Description
本発明は、乾燥用治具組立装置、乾燥用治具分解装置、乾燥用治具循環装置、セラミック成形体の乾燥方法、及び、ハニカム構造体の製造方法に関する。 The present invention relates to a drying jig assembling apparatus, a drying jig disassembling apparatus, a drying jig circulating apparatus, a method for drying a ceramic molded body, and a method for manufacturing a honeycomb structure.
バス、トラック等の車両や建設機械等の内燃機関から排出される排ガス中に含有されるスス等のパティキュレートが環境や人体に害を及ぼすことが最近問題となっている。
そこで、排ガス中のパティキュレートを捕集して、排ガスを浄化するフィルタとして多孔質セラミックからなるハニカム構造体を用いたハニカムフィルタが種々提案されている。
Recently, it has become a problem that particulates such as soot contained in exhaust gas discharged from internal combustion engines such as vehicles such as buses and trucks and construction machinery cause harm to the environment and the human body.
Thus, various honeycomb filters using a honeycomb structure made of porous ceramics have been proposed as filters for collecting particulates in exhaust gas and purifying the exhaust gas.
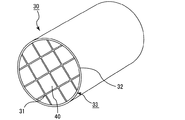
図7は、このようなハニカム構造体の一例を模式的に示す斜視図であり、図8(a)は、上記ハニカム構造体を構成するハニカム焼成体を模式的に示す斜視図であり、(b)は、そのA−A線断面図である。 FIG. 7 is a perspective view schematically showing an example of such a honeycomb structure, and FIG. 8A is a perspective view schematically showing a honeycomb fired body constituting the honeycomb structure. b) is a cross-sectional view taken along line AA.
ハニカム構造体30は、図8(a)及び(b)に示すようなハニカム焼成体40がシール材層(接着材層)31を介して複数個結束されてハニカムブロック33を構成し、さらに、このハニカムブロック33の外周にシール材層(コート材層)32が形成されている。
また、ハニカム焼成体40は、図8(a)及び(b)に示すように、長手方向に多数のセル41が並設され、セル41同士を隔てるセル壁43がフィルタとして機能するようになっている。
In the
In the honeycomb fired
すなわち、ハニカム焼成体40に形成されたセル41は、図8(b)に示すように、排ガスの入口側又は出口側の端部のいずれかが封口材層42により目封じされ、一のセル41に流入した排ガスは、必ずセル41を隔てるセル壁43を通過した後、他のセル41から流出するようになっており、排ガスがこのセル壁43を通過する際、パティキュレートがセル壁43部分で捕捉され、排ガスが浄化される。
That is, in the
従来、このようなハニカム構造体を製造する際には、例えば、まず、セラミック粉末とバインダと分散媒液等とを混合して湿潤混合物を調製する。そして、この湿潤混合物をダイスにより連続的に押出成形し、押し出された成形体を所定の長さに切断することにより、柱形状のハニカム成形体を作製する。 Conventionally, when manufacturing such a honeycomb structure, for example, first, a ceramic powder, a binder, a dispersion medium liquid, and the like are mixed to prepare a wet mixture. Then, the wet mixture is continuously extruded with a die, and the extruded molded body is cut into a predetermined length to produce a columnar honeycomb molded body.
次に、得られたハニカム成形体に、マイクロ波乾燥や熱風乾燥を利用して乾燥処理を施す。
その後、このハニカム成形体の端部を上記セラミック粒子を主成分とする封止材ペーストで市松模様状に封口し、その後、脱脂、焼成の各処理を施すことでハニカム焼成体を製造する。
Next, the obtained honeycomb formed body is subjected to a drying process using microwave drying or hot air drying.
Thereafter, the end of the honeycomb molded body is sealed in a checkered pattern with the above-mentioned sealing material paste containing ceramic particles as a main component, and then subjected to degreasing and firing treatments to produce a honeycomb fired body.
この後、ハニカム焼成体の側面にシール材ペーストを塗布し、ハニカム焼成体同士を接着剤を用いて接着させることにより、シール材層(接着材層)を介してハニカム焼成体が多数結束した状態のハニカム焼成体の集合体を作製する。次に、得られたハニカム焼成体の集合体に、切削機等を用いて円柱、楕円柱等の所定の形状に切削加工を施してハニカムブロックを形成し、最後に、ハニカムブロックの外周にシール材ペーストを塗布してシール材層(コート材層)を形成することにより、ハニカム構造体の製造を終了する。 After that, by applying a sealing material paste to the side surfaces of the honeycomb fired bodies and bonding the honeycomb fired bodies to each other using an adhesive, a large number of honeycomb fired bodies are bundled through the sealing material layer (adhesive layer). An aggregate of the honeycomb fired bodies is prepared. Next, the obtained honeycomb fired body aggregate is cut into a predetermined shape such as a cylinder or an elliptical column using a cutting machine or the like to form a honeycomb block, and finally, the outer periphery of the honeycomb block is sealed. The manufacturing of the honeycomb structure is completed by applying the material paste to form the sealing material layer (coating material layer).
このようなハニカム構造体の製造方法について、特許文献1には、ハニカム成形体を乾燥させる際に、ハニカム成形体の反りやセル壁でのクラック等が発生するのを防止すべく、上治具と下治具とからなる乾燥用治具を用い、これらの治具によりハニカム成形体を上下から密着状態で包囲して行う乾燥方法が開示されている。
また、ハニカム成形体を乾燥させる方法において、ハニカム成形体を載置する受け皿を繰り返し使用するために、特許文献2には、受け皿を循環させる方法が開示されている。
Further, in the method of drying the honeycomb formed body, Patent Document 2 discloses a method of circulating the receiving tray in order to repeatedly use the receiving tray on which the honeycomb formed body is placed.
特許文献1に開示されたような固定部材を備えた乾燥用治具を使用してハニカム成形体の乾燥処理を行う場合、乾燥処理を施す前にハニカム成形体を乾燥用治具で保持させる乾燥用治具組立工程や、乾燥処理を施した後に乾燥用治具から乾燥させたハニカム成形体を取り出す乾燥用治具分解工程を行う必要があり、また、乾燥用治具を繰り返し使用する場合には、乾燥用治具分解工程終了後、乾燥用治具を乾燥用治具組立工程まで搬送する必要がある。そして、これらの作業を人手により行うと、作業速度や生産性を向上させることが困難であった。
また、特許文献2に開示された繰り返し使用する受け皿は、ハニカム成形体は単に載置するだけのものであるため、上述したような乾燥用治具を用いた乾燥方法に適用することはできなかった。
When performing drying treatment of a honeycomb formed body using a drying jig having a fixing member as disclosed in Patent Document 1, drying is performed by holding the honeycomb formed body with a drying jig before performing the drying treatment. When it is necessary to perform the jig assembly process for drying, or the drying jig disassembling process for taking out the dried honeycomb molded body from the drying jig after performing the drying process, and when the drying jig is repeatedly used After the drying jig disassembling process, it is necessary to transport the drying jig to the drying jig assembling process. When these operations are performed manually, it is difficult to improve the operation speed and productivity.
In addition, the receiving tray disclosed repeatedly in Patent Document 2 cannot be applied to the drying method using the drying jig as described above because the honeycomb formed body is merely placed. It was.
本発明者等は、上述した課題を解決すべく鋭意検討を行い、本発明を完成させた。
即ち、本発明の乾燥用治具組立装置は、ロボットアームと、セラミック成形体乾燥時にセラミック成形体を保持する乾燥用治具を載置する可動テーブルとを備え、
上記可動テーブル上で、上記乾燥用治具に上記セラミック成形体を保持させる乾燥用治具組立装置であって、
上記乾燥用治具は、2つ以上の分離した治具からなり、いずれかの治具に両者を一体化するための固定部材を備えた乾燥用治具、又は、開閉可能な1つの治具からなり、閉鎖状態を維持するための固定部材を備えた乾燥用治具であり、
上記可動テーブル上に載置された上記乾燥用治具の所定の位置に、上記ロボットアームを用いて、セラミック成形体を搭載する成形体搭載機構と、
上記乾燥用治具が上記セラミック成形体を保持した状態を維持するように、上記乾燥用治具を一体化するか又は閉鎖状態とした後、上記固定部材を動作せしめるセラミック成形体保持機構とを有することを特徴とする。
The present inventors have intensively studied to solve the above-mentioned problems and completed the present invention.
That is, the drying jig assembling apparatus of the present invention includes a robot arm and a movable table for placing a drying jig for holding the ceramic molded body when the ceramic molded body is dried.
A drying jig assembling apparatus for holding the ceramic molded body on the drying jig on the movable table,
The drying jig is composed of two or more separated jigs, and a drying jig provided with a fixing member for integrating the two into one of the jigs, or one jig that can be opened and closed. A drying jig provided with a fixing member for maintaining a closed state,
A molded body mounting mechanism that mounts a ceramic molded body on the predetermined position of the drying jig placed on the movable table, using the robot arm,
A ceramic molded body holding mechanism that operates the fixing member after the drying jig is integrated or closed so that the drying jig maintains the ceramic molded body. It is characterized by having.
上記乾燥用治具組立装置において、上記ロボットアームは、上記セラミック成形体を吸着する吸引機構を備えていることが望ましい。 In the drying jig assembling apparatus, it is preferable that the robot arm includes a suction mechanism for adsorbing the ceramic molded body.
また、上記乾燥用治具組立装置では、上記乾燥用治具として、四角柱状のセラミック成形体を、その長手方向が水平となり、かつ、その長手方向に垂直な断面における四角形の対角が略同一の鉛直線上に並ぶように保持する乾燥用治具を用いることが望ましい。 Further, in the drying jig assembling apparatus, as the drying jig, a quadrangular prism-shaped ceramic molded body is horizontal in the longitudinal direction, and the diagonals of the squares in the cross section perpendicular to the longitudinal direction are substantially the same. It is desirable to use a drying jig that is held so as to be aligned on the vertical line.
本発明の乾燥用治具分解装置は、ロボットアームと、セラミック成形体乾燥時にセラミック成形体を保持する乾燥用治具を載置する可動テーブルとを備え、
上記可動テーブル上で、上記乾燥用治具に保持された上記セラミック成形体を取り出す乾燥用治具分解装置であって、
上記乾燥用治具は、2つ以上の分離した治具からなり、いずれかの治具に両者を一体化するための固定部材を備えた乾燥用治具、又は、開閉可能な1つの治具からなり、閉鎖状態を維持するための固定部材を備えた乾燥用治具であり、
上記可動テーブル上に載置され、上記セラミック成形体を保持した状態を維持している上記乾燥用治具の保持状態を解除するように、上記固定部材を動作せしめる治具開放機構と、
上記ロボットアームを用いて、上記乾燥用治具で保持されていたセラミック成形体を取り出す成形体取出機構とを有することを特徴とする。
The drying jig disassembling apparatus of the present invention includes a robot arm and a movable table for placing a drying jig for holding the ceramic molded body when the ceramic molded body is dried.
On the movable table, a drying jig disassembling apparatus for taking out the ceramic molded body held by the drying jig,
The drying jig is composed of two or more separated jigs, and a drying jig provided with a fixing member for integrating the two into one of the jigs, or one jig that can be opened and closed. A drying jig provided with a fixing member for maintaining a closed state,
A jig opening mechanism that operates the fixed member so as to release the holding state of the drying jig that is placed on the movable table and maintains the state where the ceramic molded body is held;
And a molded body take-out mechanism for taking out the ceramic molded body held by the drying jig using the robot arm.
上記乾燥用治具分解装置において、上記ロボットアームは、上記セラミック成形体を吸着する吸引機構を備えていることが望ましい。 In the drying jig disassembling apparatus, the robot arm preferably includes a suction mechanism for adsorbing the ceramic molded body.
また、上記乾燥用治具分解装置では、上記乾燥用治具として、四角柱状のセラミック成形体を、その長手方向が水平となり、かつ、その長手方向に垂直な断面における四角形の対角が略同一の鉛直線上に並ぶように保持する乾燥用治具を用いることが望ましい。 Further, in the drying jig disassembling apparatus, as the drying jig, a quadrangular prism-shaped ceramic molded body having a horizontal shape in the longitudinal direction and a diagonal of a square in a cross section perpendicular to the longitudinal direction is substantially the same. It is desirable to use a drying jig that is held so as to be aligned on the vertical line.
本発明の乾燥用治具循環装置は、ロボットアームと、セラミック成形体乾燥時にセラミック成形体を保持する乾燥用治具を載置する可動テーブルとを備え、上記可動テーブル上で、上記乾燥用治具に上記セラミック成形体を保持させる乾燥用治具組立装置、
乾燥用治具で保持されたセラミック成形体を乾燥させる乾燥機、
ロボットアームと、セラミック成形体乾燥時にセラミック成形体を保持する乾燥用治具を載置する可動テーブルとを備え、上記可動テーブル上で、上記乾燥用治具に保持された上記セラミック成形体を取り出す乾燥用治具分解装置、及び、
上記乾燥用治具分解装置でセラミック成形体が取り出された乾燥用治具を、上記乾燥用治具組立装置に搬送する乾燥用治具循環コンベアを備えた乾燥用治具循環装置であって、
上記乾燥用治具は、2つ以上の分離した治具からなり、いずれかの治具に両者を一体化するための固定部材を備えた乾燥用治具、又は、開閉可能な1つの治具からなり、閉鎖状態を維持するための固定部材を備えた乾燥用治具であり、
上記乾燥用治具組立装置は、上記可動テーブル上に載置された上記乾燥用治具の所定の位置に、上記ロボットアームを用いて、セラミック成形体を搭載する成形体搭載機構と、
上記乾燥用治具が上記セラミック成形体を保持した状態を維持するように、上記乾燥用治具を一体化するか又は閉鎖状態とした後、上記固定部材を動作せしめるセラミック成形体保持機構と、
上記セラミック成形体を保持した乾燥用治具を、上記乾燥機に受け渡す治具受渡機構とを有し、
上記乾燥用治具分解装置は、上記セラミック成形体を保持した乾燥用治具を、上記乾燥機から受け取る治具受取機構と、
上記可動テーブル上に載置され、上記セラミック成形体を保持した状態を維持している上記乾燥用治具の保持状態を解除するように、上記固定部材を動作せしめる治具開放機構と、
上記ロボットアームを用いて、上記乾燥用治具で保持されていたセラミック成形体を取り出す成形体取出機構とを有することを特徴とする。
The drying jig circulating apparatus of the present invention includes a robot arm and a movable table on which a drying jig for holding the ceramic molded body when the ceramic molded body is dried, and the drying jig is mounted on the movable table. A drying jig assembling apparatus for holding the ceramic molded body in a tool,
A dryer for drying the ceramic molded body held by the drying jig;
A robot arm and a movable table on which a drying jig for holding the ceramic molded body is dried when the ceramic molded body is dried, and the ceramic molded body held by the drying jig is taken out on the movable table. Drying jig disassembling apparatus, and
A drying jig circulating apparatus provided with a drying jig circulating conveyor for conveying the drying jig from which the ceramic molded body has been taken out by the drying jig disassembling apparatus to the drying jig assembling apparatus,
The drying jig is composed of two or more separated jigs, and a drying jig provided with a fixing member for integrating the two into one of the jigs, or one jig that can be opened and closed. A drying jig provided with a fixing member for maintaining a closed state,
The drying jig assembling apparatus includes a molded body mounting mechanism that mounts a ceramic molded body at a predetermined position of the drying jig placed on the movable table using the robot arm.
A ceramic molded body holding mechanism for operating the fixing member after the drying jig is integrated or closed so as to maintain the state in which the drying jig holds the ceramic molded body;
A jig delivery mechanism for delivering the drying jig holding the ceramic molded body to the dryer;
The drying jig disassembling apparatus includes a jig receiving mechanism for receiving a drying jig holding the ceramic molded body from the dryer,
A jig opening mechanism that operates the fixed member so as to release the holding state of the drying jig that is placed on the movable table and maintains the state where the ceramic molded body is held;
And a molded body take-out mechanism for taking out the ceramic molded body held by the drying jig using the robot arm.
本発明のセラミック成形体の乾燥方法は、ロボットアームと、セラミック成形体乾燥時にセラミック成形体を保持する乾燥用治具を載置する可動テーブルとを備え、上記可動テーブル上で、上記乾燥用治具に上記セラミック成形体を保持させる乾燥用治具組立装置、
乾燥用治具で保持されたセラミック成形体を乾燥させる乾燥機、及び、
ロボットアームと、セラミック成形体乾燥時にセラミック成形体を保持する乾燥用治具を載置する可動テーブルとを備え、上記可動テーブル上で、上記乾燥用治具に保持された上記セラミック成形体を取り出す乾燥用治具分解装置を使用し、
セラミック成形体を乾燥用治具に保持させた状態で行うセラミック成形体の乾燥方法であって、
上記乾燥用治具は、2つ以上の分離した治具からなり、いずれかの治具に両者を一体化するための固定部材を備えた乾燥用治具、又は、開閉可能な1つの治具からなり、閉鎖状態を維持するための固定部材を備えた乾燥用治具であり、
上記乾燥用治具組立装置は、上記可動テーブル上に載置された上記乾燥用治具の所定の位置に、上記ロボットアームを用いて、セラミック成形体を搭載する成形体搭載機構と、
上記乾燥用治具が上記セラミック成形体を保持した状態を維持するように、上記乾燥用治具を一体化するか又は閉鎖状態とした後、上記固定部材を動作せしめるセラミック成形体保持機構と、
上記セラミック成形体を保持した乾燥用治具を、上記乾燥機に受け渡す治具受渡機構とを有し、
上記乾燥用治具分解装置は、上記セラミック成形体を保持した乾燥用治具を、上記乾燥機から受け取る治具受取機構と、
上記可動テーブル上に載置され、上記セラミック成形体を保持した状態を維持している上記乾燥用治具の保持状態を解除するように、上記固定部材を動作せしめる治具開放機構と、
上記ロボットアームを用いて、上記乾燥用治具で保持されていたセラミック成形体を取り出す成形体取出機構とを有することを特徴とする。
The method for drying a ceramic molded body of the present invention includes a robot arm and a movable table on which a drying jig for holding the ceramic molded body is dried when the ceramic molded body is dried, and the drying jig is placed on the movable table. A drying jig assembling apparatus for holding the ceramic molded body in a tool,
A dryer for drying the ceramic molded body held by the drying jig; and
A robot arm and a movable table on which a drying jig for holding the ceramic molded body is dried when the ceramic molded body is dried, and the ceramic molded body held by the drying jig is taken out on the movable table. Use a jig disassembly device for drying,
A method of drying a ceramic molded body performed in a state where the ceramic molded body is held in a drying jig,
The drying jig is composed of two or more separated jigs, and a drying jig provided with a fixing member for integrating the two into one of the jigs, or one jig that can be opened and closed. A drying jig provided with a fixing member for maintaining a closed state,
The drying jig assembling apparatus includes a molded body mounting mechanism that mounts a ceramic molded body at a predetermined position of the drying jig placed on the movable table using the robot arm.
A ceramic molded body holding mechanism for operating the fixing member after the drying jig is integrated or closed so as to maintain the state in which the drying jig holds the ceramic molded body;
A jig delivery mechanism for delivering the drying jig holding the ceramic molded body to the dryer;
The drying jig disassembling apparatus includes a jig receiving mechanism for receiving a drying jig holding the ceramic molded body from the dryer,
A jig opening mechanism that operates the fixed member so as to release the holding state of the drying jig that is placed on the movable table and maintains the state where the ceramic molded body is held;
And a molded body take-out mechanism for taking out the ceramic molded body held by the drying jig using the robot arm.
上記セラミック成形体の乾燥方法では、さらに、上記乾燥用治具分解装置でセラミック成形体が取り出された乾燥用治具を、上記乾燥用治具組立装置に搬送する乾燥用治具循環コンベアを使用することが望ましい。 The method for drying a ceramic molded body further uses a drying jig circulating conveyor for transporting the drying jig from which the ceramic molded body has been taken out by the drying jig disassembling apparatus to the drying jig assembling apparatus. It is desirable to do.
本発明のハニカム構造体の製造方法は、セラミック原料を成形することで、多数のセルがセル壁を隔てて長手方向に並設された柱状のハニカム成形体を作製し、このハニカム成形体を乾燥用治具に保持させた状態で乾燥させる成形体乾燥工程を行った後、さらに、乾燥されたハニカム成形体を焼成してハニカム焼成体からなるハニカム構造体を製造するハニカム構造体の製造方法であって、
上記乾燥用治具は、2つ以上の分離した治具からなり、いずれかの治具に両者を一体化するための固定部材を備えた乾燥用治具、又は、開閉可能な1つの治具からなり、閉鎖状態を維持するための固定部材を備えた乾燥用治具であり、
上記成形体乾燥工程は、ロボットアームと、ハニカム成形体乾燥時にハニカム成形体を保持する乾燥用治具を載置する可動テーブルとを備え、上記可動テーブル上で、上記乾燥用治具に上記ハニカム成形体を保持させる乾燥用治具組立装置、
乾燥用治具で保持されたハニカム成形体を乾燥させる乾燥機、及び
ロボットアームと、ハニカム成形体乾燥時にハニカム成形体を保持する乾燥用治具を載置する可動テーブルとを備え、上記可動テーブル上で、上記乾燥用治具に保持された上記ハニカム成形体を取り出す乾燥用治具分解装置を使用して行い、
上記乾燥用治具組立装置は、上記可動テーブル上に載置された上記乾燥用治具の所定の位置に、上記ロボットアームを用いて、ハニカム成形体を搭載する成形体搭載機構と、
上記乾燥用治具が上記ハニカム成形体を保持した状態を維持するように、上記乾燥用治具を一体化するか又は閉鎖状態とした後、上記固定部材を動作せしめるハニカム成形体保持機構と、
上記ハニカム成形体を保持した乾燥用治具を、上記乾燥機に受け渡す治具受渡機構とを有し、
上記乾燥用治具分解装置は、上記ハニカム成形体を保持した乾燥用治具を、上記乾燥機から受け取る治具受取機構と、
上記可動テーブル上に載置され、上記ハニカム成形体を保持した状態を維持している上記乾燥用治具の保持状態を解除するように、上記固定部材を動作せしめる治具開放機構と、
上記ロボットアームを用いて、上記乾燥用治具で保持されていたハニカム成形体を取り出す成形体取出機構とを有することを特徴とする。
The method for manufacturing a honeycomb structure of the present invention is to form a columnar honeycomb formed body in which a large number of cells are arranged in parallel in the longitudinal direction across the cell wall by forming a ceramic raw material, and the honeycomb formed body is dried. In the method for manufacturing a honeycomb structure, a dried honeycomb molded body is fired by performing a molded body drying step in which the dried molded body is dried while being held in a jig for manufacturing. There,
The drying jig is composed of two or more separated jigs, and a drying jig provided with a fixing member for integrating the two into one of the jigs, or one jig that can be opened and closed. A drying jig provided with a fixing member for maintaining a closed state,
The molded body drying step includes a robot arm and a movable table on which a drying jig for holding the honeycomb molded body is dried when the honeycomb molded body is dried, and the honeycomb is dried on the movable jig. A jig assembling apparatus for drying to hold the molded body,
The movable table comprising: a dryer for drying the honeycomb formed body held by the drying jig; a robot arm; and a movable table on which the drying jig for holding the honeycomb formed body is held when the honeycomb formed body is dried. Above, using a drying jig disassembling device to take out the honeycomb formed body held in the drying jig,
The drying jig assembling apparatus includes a forming body mounting mechanism for mounting a honeycomb formed body at a predetermined position of the drying jig placed on the movable table using the robot arm,
A honeycomb molded body holding mechanism for operating the fixing member after the drying jig is integrated or closed so that the drying jig maintains the state of holding the honeycomb molded body;
A jig delivery mechanism that delivers the drying jig holding the honeycomb formed body to the dryer;
The drying jig disassembling apparatus includes a jig receiving mechanism for receiving a drying jig holding the honeycomb formed body from the dryer,
A jig opening mechanism that operates the fixed member so as to release the holding state of the drying jig that is placed on the movable table and maintains the state where the honeycomb formed body is held;
And a molded body taking-out mechanism for taking out the honeycomb molded body held by the drying jig using the robot arm.
上記ハニカム構造体の製造方法では、さらに、上記乾燥用治具分解装置でハニカム成形体が取り出された乾燥用治具を、上記乾燥用治具組立装置に搬送する乾燥用治具循環コンベアを使用することが望ましい。 The manufacturing method of the honeycomb structure further uses a drying jig circulating conveyor for transporting the drying jig from which the honeycomb molded body has been taken out by the drying jig disassembling apparatus to the drying jig assembling apparatus. It is desirable to do.
本発明の乾燥用治具組立装置は、ロボットアームや可動テーブルを備え、乾燥用治具にセラミック成形体を保持する工程を自動的に行うので、人手をかけずに、効率よく、セラミック成形体を乾燥用治具で保持することができる。 The drying jig assembling apparatus according to the present invention includes a robot arm and a movable table, and automatically performs the process of holding the ceramic molded body on the drying jig. Can be held by a drying jig.
本発明の乾燥用治具分解装置は、ロボットアームや可動テーブルを備え、セラミック成形体を保持した乾燥用治具を分解し、上記乾燥用治具からセラミック成形体を取り出す工程を自動的に行うので、人手をかけずに、効率よく、セラミック成形体を乾燥用治具から取り出すことができる。 The drying jig disassembling apparatus of the present invention includes a robot arm and a movable table, disassembles the drying jig holding the ceramic molded body, and automatically performs a process of taking out the ceramic molded body from the drying jig. Therefore, the ceramic molded body can be efficiently removed from the drying jig without manpower.
本発明の乾燥用治具循環装置は、乾燥用治具組立装置、乾燥機、乾燥用治具分解装置及び乾燥用治具循環コンベアを備えており、乾燥用治具にセラミック成形体を保持する工程、乾燥処理、乾燥用治具からセラミック成形体を取り出す工程、及び、セラミック成形体が取り出された乾燥用治具を乾燥用治具組立装置に搬送する工程といった一連の工程を自動的に行うので、人手をかけずに、効率よく、セラミック成形体を乾燥させることができるとともに、乾燥用治具を繰り返し使用することができる。 The drying jig circulating apparatus of the present invention includes a drying jig assembling apparatus, a dryer, a drying jig disassembling apparatus, and a drying jig circulating conveyor, and holds a ceramic molded body on the drying jig. A series of processes such as a process, a drying process, a process of taking out the ceramic molded body from the drying jig, and a process of transporting the drying jig from which the ceramic molded body has been taken out to the drying jig assembling apparatus are automatically performed. Therefore, the ceramic molded body can be efficiently dried without manpower, and the drying jig can be used repeatedly.
本発明のセラミック成形体の乾燥方法は、乾燥用治具組立装置、乾燥機及び乾燥用治具分解装置を用いて乾燥処理を行うため、乾燥用治具にセラミック成形体を保持する工程、乾燥処理、及び、乾燥用治具からセラミック成形体を取り出す工程といった一連の工程を自動的に行うことができ、人手をかけずに、効率よく、セラミック成形体を乾燥させることができる。 The method for drying a ceramic molded body according to the present invention includes a step of holding a ceramic molded body in a drying jig, and a drying process in order to perform a drying process using a drying jig assembling apparatus, a dryer, and a drying jig disassembling apparatus. A series of processes such as processing and a process of taking out the ceramic molded body from the drying jig can be automatically performed, and the ceramic molded body can be efficiently dried without manpower.
本発明のハニカム構造体の製造方法では、ハニカム成形体を乾燥用治具組立装置、乾燥機及び乾燥用治具分解装置を用いて乾燥処理を行うため、乾燥用治具にハニカム成形体を保持する工程、乾燥処理、及び、乾燥用治具からハニカム成形体を取り出す工程といった一連のハニカム成形体の乾燥工程を自動的に行うことができ、人手をかけずに、効率よく、ハニカム構造体を製造することができる。 In the method for manufacturing a honeycomb structured body of the present invention, the honeycomb molded body is dried using a drying jig assembling apparatus, a dryer, and a drying jig disassembling apparatus, so the honeycomb molded body is held in the drying jig. A series of steps of drying the honeycomb formed body, such as a step of removing the honeycomb formed body from the drying jig, and a step of taking out the honeycomb formed body from the drying jig. Can be manufactured.
まず、本発明の乾燥用治具組立装置について説明する。
本発明の乾燥用治具組立装置は、ロボットアームと、セラミック成形体乾燥時にセラミック成形体を保持する乾燥用治具を載置する可動テーブルとを備え、
上記可動テーブル上で、上記乾燥用治具に上記セラミック成形体を保持させる乾燥用治具組立装置であって、
上記乾燥用治具は、2つ以上の分離した治具からなり、いずれかの治具に両者を一体化するための固定部材を備えた乾燥用治具、又は、開閉可能な1つの治具からなり、閉鎖状態を維持するための固定部材を備えた乾燥用治具であり、
上記可動テーブル上に載置された上記乾燥用治具の所定の位置に、上記ロボットアームを用いて、セラミック成形体を搭載する成形体搭載機構と、
上記乾燥用治具が上記セラミック成形体を保持した状態を維持するように、上記乾燥用治具を一体化するか又は閉鎖状態とした後、上記固定部材を動作せしめるセラミック成形体保持機構とを有することを特徴とする。
First, the drying jig assembling apparatus of the present invention will be described.
The drying jig assembling apparatus of the present invention includes a robot arm and a movable table for placing a drying jig for holding the ceramic molded body when the ceramic molded body is dried.
A drying jig assembling apparatus for holding the ceramic molded body on the drying jig on the movable table,
The drying jig is composed of two or more separated jigs, and a drying jig provided with a fixing member for integrating the two into one of the jigs, or one jig that can be opened and closed. A drying jig provided with a fixing member for maintaining a closed state,
A molded body mounting mechanism that mounts a ceramic molded body on the predetermined position of the drying jig placed on the movable table, using the robot arm,
A ceramic molded body holding mechanism that operates the fixing member after the drying jig is integrated or closed so that the drying jig maintains the ceramic molded body. It is characterized by having.
なお、本明細書において、ロボットアームとは、モータ等を有する能動関節を備えるアーム、モータ等を有さない非能動関節を備えるアーム、又は、上記能動間接及び上記非能動間接を備えるアームをいう。 In this specification, the robot arm means an arm having an active joint having a motor or the like, an arm having an inactive joint not having a motor or the like, or an arm having the active indirect and the inactive indirect. .
まず、本発明の乾燥用治具組立装置について説明する。
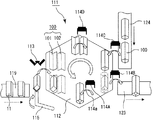
図1は、本発明の乾燥用治具組立装置の概要を模式的に示す概念図であり、図2は、本発明の乾燥用治具組立装置の正面図である。また、図9(a)及び(b)は、セラミック成形体保持機構、治具開放機構として機能するロボットアームと、操作の対象となる乾燥用治具とを示す正面図である。
First, the drying jig assembling apparatus of the present invention will be described.
FIG. 1 is a conceptual diagram schematically showing an outline of the drying jig assembling apparatus of the present invention, and FIG. 2 is a front view of the drying jig assembling apparatus of the present invention. FIGS. 9A and 9B are front views showing a ceramic molded body holding mechanism, a robot arm that functions as a jig opening mechanism, and a drying jig to be operated.
図1に示すように、乾燥用治具組立装置111は、1台のロボットアーム113及び4台のロボットアーム114(114A〜114D)と、セラミック成形体11を保持する乾燥用治具100を載置する可動テーブル112とを備えている。ここで、乾燥用治具100は、下治具101及び上治具102の2つの分離可能な治具から構成されている。
乾燥用治具組立装置111では、セラミック成形体11を上治具102と下治具101との間に載置し、固定部材による下治具101の上治具102への固定を自動的に行う。
As shown in FIG. 1, the drying
In the drying
以下、この乾燥用治具組立装置111についてより詳しく説明する。
図1、2に示すように、乾燥用治具組立装置111は、ロボットアーム113、114を備えるとともに、可動テーブル112を備えている。ロボットアーム113は、吸引機構を有し、これによりセラミック成形体11を吸着して移動させる役割を有しており、一方、ロボットアーム114は、把持機構を有しており、乾燥用治具100の移動、組立(固定)、分解等を行う役割を有している。
従って、乾燥用治具組立装置111では、ロボットアーム113が、成形体搭載機構として機能することとなる。
Hereinafter, the drying
As shown in FIGS. 1 and 2, the drying
Therefore, in the drying
乾燥用治具組立装置111では、ロボットアーム113、114は、上述した機構を有しているが、ロボットアーム113、114は、吸引機構及び把持機構の両方を有していてもよく、どちらか一方の機構のみを有していてもよい。
In the drying
乾燥用治具100を組み立てる(固定する)際には、まず、ロボットアーム114Aは、ハンド114aを構成する2つの把持部1140が、上治具102の2つの押さえ具103bの外側に位置するようにハンド114aを下降させ、押さえ具103bの外側近傍に把持部1140を位置させる。その後、把持部1140を狭める方向に移動させ、押さえ具103bを内側に(固定具103aに近づく方向に)倒し込みながら、上治具102を把持し、この上治具102を下治具101上に移動させ、図9(a)に示すように、上治具102を下治具101上に載置した後、把持部1140を外側に移動させる。これにより、押さえ具103bがバネの付勢により矢印で示すように回転動作し、上治具102に下治具101がしっかりと固定され、乾燥用治具100がセラミック成形体11を保持した状態(固定状態)となる。従って、乾燥用治具組立装置111では、ロボットアーム114Aが、セラミック成形体保持機構として機能することとなる。
When assembling (fixing) the drying
一方、乾燥用治具100を分解する際には、図9(b)に示すように、ロボットアーム114Dは、ハンド114aを構成する2つの把持部1140が、上治具102の2つの押さえ具103bの外側に位置するようにハンド114aを下降させ、押さえ具103bの外側近傍に把持部1140を位置させた後、把持部1140を狭める方向に移動させる。これにより、押さえ具103bが矢印で示すように回転動作して乾燥用治具100のセラミック成形体11の保持状態が解除された状態(開放状態)となり、乾燥用治具100の分解が可能となる。
なお、乾燥用治具100の構成については、後に詳述する。
On the other hand, when disassembling the drying
The configuration of the drying
また、ロボットアーム113、114は、エアーシリンダを備えており、これにより上下方向の移動を行う。また、シリンダより延設された部分は、水平方向に設けられたボールネジに螺嵌されており、ボールネジを利用した移動機構により水平方向の移動を行う。
Moreover, the
乾燥用治具組立装置111では、外部からコンベア124により、上治具102に下治具101が固定された状態で搬送されてきた乾燥用治具100は、まず、ロボットアーム114Cにより可動テーブル112上の下治具載置部材116上に載置される。さらに、可動テーブル112が回転すると、ロボットアーム114Dにより、上述した方法で上治具102と下治具101とが分解され、上治具102が上治具載置部材117上に載置される。なお、可動テーブル112は、断続的に回転、停止を繰り返す。また、図1では、下治具載置部材116及び上治具載置部材117を省略している。
In the drying
図2に示すように、下治具載置部材116の一部には、下治具101を載置できるように、断面視V字状の窪みが一定長さに渡って形成され、その隣りに設けられた上治具載置部材117は、上治具102が載置できるように、短いレール状を成している。そして、下治具載置部材116上には、下治具101がセラミック成形体11を載置できる状態で、一方、上治具載置部材117上には、上治具102が下治具101の上にそのまま載せることが可能な状態でそれぞれ設置される。
As shown in FIG. 2, a recess having a V-shape in cross section is formed on a part of the lower
また、乾燥用治具組立装置111では、成形体投入コンベア119の末端部分に成形体受取部115が設置されており、可動テーブル112が回転し、一対の上治具102と下治具101とが成形体投入コンベア119に近い位置にくると、成形体受取部115は、外部から成形体投入コンベア119により搬送されてきたセラミック成形体11を受け取り、図1、2に示すように、セラミック成形体11の側面が略45°の角度になるように、成形体受取部115の一端を中心に回転しながらセラミック成形体11を持ち上げる。
Further, in the drying
そして、ロボットアーム113のハンド113aは、成形体受取部115で持ち上げられたセラミック成形体11を吸引機構を利用して吸い付け、下治具載置部材116上に載置された下治具101の上方まで移動した後下降し、下治具101上にセラミック成形体11を載置する。
The
この後、可動テーブル112が回転すると、今度は、ロボットアーム114Aが上治具102を掴み、セラミック成形体11が載置された下治具101の上に移動し、上治具102をセラミック成形体11を覆うように下治具101の上に乗せ、固定部材103(図3(a)及び(b)参照)を固定状態にする。これにより、セラミック成形体11は、乾燥用治具100に包囲された状態で固定されることとなる。
Thereafter, when the movable table 112 rotates, this time, the
その後、セラミック成形体11を保持した乾燥用治具100は、ロボットアーム114Bによりコンベア123上に載置され、次工程(例えば、乾燥工程)に搬出される。
Thereafter, the drying
上記乾燥用治具組立装置が備える成形体投入コンベア119及びコンベア123、124のそれぞれの具体例としては、例えば、ベルトコンベア、チェーンコンベア、ローラーコンベア等が挙げられる。
Specific examples of the molded
このような乾燥用治具組立装置111で使用する乾燥用治具100は、2つ以上の分離した治具からなり、いずれかの治具に両者を一体化するための固定部材を備えた乾燥用治具、又は、開閉可能な1つの治具からなり、閉鎖状態を維持するための固定部材を備えた乾燥用治具である。
このような乾燥用治具について、図面を参照しながらもう少し詳しく説明する。
The drying
Such a drying jig will be described in more detail with reference to the drawings.
図3(a)は、乾燥用治具の一例を模式的に示す斜視図であり、(b)は、(a)に示した乾燥用治具の正面図である。なお、図3には、上治具及び下治具の2つに分離した治具からなり、上治具に両者を一体的に固定するための固定部材を備えた乾燥用治具を示す。
乾燥用治具100は、2つの細長い板状体の長辺側を主面が直角になるように張り合わせて作製した上治具102と、同様の形状の下治具101との2つの治具からなる。上治具102には、図3に示すように、上治具102と下治具101とを組み合わせた後に固定するための固定部材103が設けられている。
固定部材103は、上治具102に設けられていてもよく、下治具101に設けられていてもよいが、2つの治具部材(上治具102及び下治具101)を分離、固定する際の利便性を考慮して上治具102に設けられていることが好ましい。
Fig.3 (a) is a perspective view which shows typically an example of the drying jig | tool, (b) is a front view of the drying jig | tool shown to (a). FIG. 3 shows a drying jig comprising a jig separated into two parts, an upper jig and a lower jig, and provided with a fixing member for integrally fixing both to the upper jig.
The drying
The fixing
この固定部材103は、板状体にネジを用いて固定された固定具103aとバネ103cを介して固定具103aに回動可能に取り付けられた押さえ具103bとからなる。図3(a)及び(b)に示すような固定部材103は、押さえ具103bが下治具101を押さえ込んで上治具102に固定した固定状態と、逆に、押さえ具103bが固定具103aとほぼ同じ方向に倒れ込んだ開放状態とをとりうる。固定部材103において、開放状態の押さえ具103bの上端を、外側に向けて(固定具103aから離れる方向に)一定の距離動かすと、固定状態に切り替わって下治具101をしっかり押さえて固定し、一方、固定状態の押さえ具103bを内側に向けて(固定具103aに近づく方向に)一定の距離動かすと、開放状態に切り替わるようになっている。上治具102と下治具101を固定する機構としては、上記バネによる付勢に限定されず、例えば、掛け止め式のフック等も採用することができる。
The fixing
さらに、上治具102は、V字状の溝が形成された板状の載置部材102aが、上記V字状の溝と、上治具102の外壁面の角部とが嵌合するように取り付けられている。
また、下治具101にも同様に載置部材101aが取り付けられている。
このような載置部材を備えることにより、必要に応じて、各治具を可動テーブル112上等に安定的に載置することができる。
また、載置部材101a、102aは、V字状の溝が形成された面と反対側の面が、平坦面である。そのため、下治具101と上治具102とが固定された乾燥用治具100同士を上下に積み重ねることができる。
さらに、下治具101の載置部材101aの底面に、上治具102の載置部材102aと嵌合する凹部が形成されていてもよく、この場合、より安定な状態で、下治具101と上治具102とを上下に積み重ねることができる。
Further, the
Similarly, a mounting
By providing such a mounting member, each jig can be stably mounted on the movable table 112 or the like as necessary.
Further, in the mounting
Further, a recess that fits with the mounting
そして、乾燥用治具100を構成する上治具102と下治具101とは、それぞれ独立して取り扱うことができるように互いに分離可能である。上治具102と下治具101が分離可能であっても、上治具102又は下治具101に備え付けられた固定部材により、一方を他方に確実に固定することができる。この固定部材の把持力は、例えば、乾燥の進行に応じて生じるハニカム成形体の反り等によって、上治具102と下治具101とが互いに一体化された乾燥用治具に対し負荷される圧力を充分に押さえておくことができる程度の把持力である。
And the upper jig |
また、上記乾燥用治具は、開閉可能な1つの治具からなり、閉鎖状態を維持するための固定部材を備えたものであってもよい。
このような乾燥用治具としては、例えば、上治具102と下治具101とを図3に示すように重ね合わせたときに、水平位置で対称的に備え付けられている固定部材103の一方を蝶番機構に代え、該蝶番機構により上治具102と下治具101とを互いに回動可能に支持したもの等が挙げられる。
The drying jig may be a single jig that can be opened and closed, and may include a fixing member for maintaining the closed state.
As such a drying jig, for example, when the
上記乾燥用治具を構成する上治具や下治具の材質は、乾燥処理温度で耐熱性を有するものであれば特に限定されるものではないが、例えば、エポキシ樹脂、ポリカーボネート、ポリスチレン、ポリエチレンテレフタレート、ポリアミドイミド、ポリフェニレンサルファイド等が挙げられる。 The material of the upper jig and the lower jig constituting the drying jig is not particularly limited as long as it has heat resistance at the drying processing temperature. For example, epoxy resin, polycarbonate, polystyrene, polyethylene Examples include terephthalate, polyamideimide, polyphenylene sulfide, and the like.
また、図3には示していないが、上記乾燥用治具を構成する上治具や下治具の内壁面(セラミック成形体と接することとなる面)には、水分の吸収が可能な弾性部材を取り付けてもよい。
このような弾性部材を取り付けることにより、セラミック成形体を乾燥させた際に蒸発した水分がこの弾性部材に吸収されることとなるため、セラミック成形体の乾燥効率が向上することとなる。
上記弾性部材としては、プラスチック製又はゴム製の多孔質弾性部材が挙げられ、具体的には、シリコンスポンジが好ましい。
Although not shown in FIG. 3, the inner wall surfaces (surfaces that come into contact with the ceramic molded body) of the upper jig and the lower jig constituting the drying jig are elastic capable of absorbing moisture. A member may be attached.
By attaching such an elastic member, moisture evaporated when the ceramic molded body is dried is absorbed by the elastic member, so that the drying efficiency of the ceramic molded body is improved.
Examples of the elastic member include plastic or rubber porous elastic members. Specifically, silicon sponge is preferable.
このような乾燥用治具としては、被乾燥物のセラミック成形体が四角柱状である場合、図3に示したような、その長手方向が水平となり、かつ、その長手方向に垂直な断面における四角形の対角が略同一の鉛直線上に並ぶように保持する乾燥用治具が望ましい。 As such a drying jig, when the ceramic molded body of the object to be dried is a quadrangular prism shape, as shown in FIG. 3, the rectangular shape in the cross section perpendicular to the longitudinal direction is horizontal in the longitudinal direction. The drying jig is preferably held so that the diagonals of the are aligned on substantially the same vertical line.
この理由を、図3(b)を参照しながら、下治具101の長手方向に垂直な断面に形成される略L字形状における略L字形状の屈折点を原点とし、略L字形状のそれぞれの辺をX軸とY軸として説明する。
上記セラミック成形体の長手方向に垂直な断面における四角形の対角が略同一の鉛直線上に並ぶように下治具を傾斜させた場合、換言すると、X軸及びY軸が水平方向となす角度の小さい方が略45°となるように下治具を傾斜させた場合、セラミック成形体を下治具に載置させる際に、仮にセラミック成形体を所定の位置以外の位置(セラミック成形体の長手方向に垂直な断面における四角形がX軸又はY軸方向にずれた位置)に載置したとしても、載置されたセラミック成形体は、上記X軸又はY軸の傾斜により、上記四角形の1つの角が原点と重なるように移動して、載置位置が所定の位置に修正される。すなわち、セラミック成形体は、重力により下治具上で最も低い位置へと移動する。そのため、さらに、上治具を積み重ねた場合にも、セラミック成形体の破損等の発生を防止することができるのである。
For this reason, referring to FIG. 3 (b), the substantially L-shaped refraction point in the substantially L-shape formed in the cross section perpendicular to the longitudinal direction of the
When the lower jig is tilted so that the diagonals of the squares in the cross section perpendicular to the longitudinal direction of the ceramic molded body are aligned on the substantially same vertical line, in other words, the angle between the X axis and the Y axis is the horizontal When the lower jig is inclined so that the smaller one is approximately 45 °, when the ceramic molded body is placed on the lower jig, the ceramic molded body is temporarily placed at a position other than a predetermined position (the longitudinal length of the ceramic molded body). Even if the quadrangle in the cross section perpendicular to the direction is placed at a position shifted in the X-axis or Y-axis direction), the placed ceramic molded body is one of the squares due to the inclination of the X-axis or Y-axis. The placement position is corrected to a predetermined position by moving the corner so as to overlap the origin. That is, the ceramic molded body moves to the lowest position on the lower jig due to gravity. Therefore, even when the upper jig is stacked, it is possible to prevent the ceramic molded body from being damaged.
これに対し、例えば、X軸又はY軸が水平方向にある場合、換言すると、下治具の側面が水平方向にある場合、上記セラミック成形体の長手方向に垂直な断面における四角形の対角は、同一の鉛直線上に並ばないこととなる。
そして、このような下治具にセラミック成形体を載置する場合、セラミック成形体を載置する際に、所定の位置以外の位置にセラミック成形体を載置してしまうと、下治具の一方の側面が水平方向にあり、他方の側面が垂直方向にあるため、自然にセラミック成形体が所定の位置に移動することはなく、載置後、位置ずれを修正する作業を行う必要があり、載置位置がずれたままでは、上治具を重ね合わせた際に、セラミック成形体に破損等が発生する場合があった。
On the other hand, for example, when the X axis or the Y axis is in the horizontal direction, in other words, when the side surface of the lower jig is in the horizontal direction, the diagonal of the square in the cross section perpendicular to the longitudinal direction of the ceramic molded body is , They will not line up on the same vertical line.
And when placing the ceramic molded body on such a lower jig, when placing the ceramic molded body at a position other than the predetermined position when placing the ceramic molded body, Since one side surface is in the horizontal direction and the other side surface is in the vertical direction, the ceramic molded body does not naturally move to a predetermined position, and it is necessary to perform an operation for correcting the positional deviation after placement. If the mounting position is shifted, the ceramic molded body may be damaged when the upper jig is overlaid.
また、X軸及びY軸が水平方向に対して、略45°以外の角度で傾斜している場合(具体的には、例えば、X軸が水平方向に対して略60°傾斜し、Y軸が水平方向に対して略30°傾斜している場合等)には、下治具の側面が傾斜しているため、セラミック成形体を下治具に載置した際に、セラミック成形体の載置位置がずれていたとしても、その位置ずれは自然に解消されることとなる。
しかしながら、このような場合には、下治具、上治具ともに、長手方向に垂直な断面を鉛直線で分割した形状が左右対称とはならない。そのため、治具を重ね合わせる際には、逐次、治具の向きを確認する作業を必要とし、そのため、上記乾燥用治具組立装置に、治具の向きを確認することができる機能を付与する必要があるとの点で不利である。
従って、本発明の乾燥用治具は、上述したような構成を有することが望ましい。
Further, when the X axis and the Y axis are inclined at an angle other than approximately 45 ° with respect to the horizontal direction (specifically, for example, the X axis is inclined approximately 60 ° with respect to the horizontal direction and the Y axis When the ceramic molded body is placed on the lower jig, the side surface of the lower jig is inclined. Even if the placement position is deviated, the misalignment is naturally eliminated.
However, in such a case, in both the lower jig and the upper jig, the shape obtained by dividing the cross section perpendicular to the longitudinal direction along the vertical line is not symmetrical. Therefore, when stacking the jigs, it is necessary to sequentially check the direction of the jigs. For this reason, a function for confirming the direction of the jigs is given to the drying jig assembling apparatus. It is disadvantageous in that it is necessary.
Therefore, it is desirable that the drying jig of the present invention has the above-described configuration.
さらに、セラミック成形体の長手方向に垂直な断面における四角形の対角が略同一の鉛直線上に並ぶようにセラミック成形体を乾燥用治具で保持すると、上治具は乾燥用治具のちょうど上半分に位置するようになる。
そのため、吸引機構等を有するハンドを備えたロボットアームを使用してセラミック成形体や上治具を下治具上に載置したり、逆に、持ち上げたりするのに適することとなる。
Further, when the ceramic molded body is held by the drying jig so that the diagonals of the squares in the cross section perpendicular to the longitudinal direction of the ceramic molded body are aligned on substantially the same vertical line, the upper jig is just above the drying jig. It will be located in half.
Therefore, using a robot arm having a hand having a suction mechanism or the like, the ceramic molded body or the upper jig is placed on the lower jig, or conversely, it is suitable for lifting.
このような構成からなる本発明の乾燥用治具組立装置では、上記乾燥用治具にセラミック成形体を保持する工程を自動的に行うことができ、人手をかけずに、効率よく、セラミック成形体を乾燥用治具で保持することができる。 In the drying jig assembling apparatus of the present invention having such a configuration, the process of holding the ceramic molded body on the drying jig can be automatically performed, and the ceramic molding can be efficiently performed without manpower. The body can be held with a drying jig.
次に、本発明の乾燥用治具分解装置について説明する。
本発明の乾燥用治具分解装置は、ロボットアームと、セラミック成形体乾燥時にセラミック成形体を保持する乾燥用治具を載置する可動テーブルとを備え、
上記可動テーブル上で、上記乾燥用治具に保持された上記セラミック成形体を取り出す乾燥用治具分解装置であって、
上記乾燥用治具は、2つ以上の分離した治具からなり、いずれかの治具に両者を一体化するための固定部材を備えた乾燥用治具、又は、開閉可能な1つの治具からなり、閉鎖状態を維持するための固定部材を備えた乾燥用治具であり、
上記可動テーブル上に載置され、上記セラミック成形体を保持した状態を維持している上記乾燥用治具の保持状態を解除するように、上記固定部材を動作せしめる治具開放機構と、
上記ロボットアームを用いて、上記乾燥用治具で保持されていたセラミック成形体を取り出す成形体取出機構とを有することを特徴とする。
Next, the drying jig disassembling apparatus of the present invention will be described.
The drying jig disassembling apparatus of the present invention includes a robot arm and a movable table for placing a drying jig for holding the ceramic molded body when the ceramic molded body is dried.
On the movable table, a drying jig disassembling apparatus for taking out the ceramic molded body held by the drying jig,
The drying jig is composed of two or more separated jigs, and a drying jig provided with a fixing member for integrating the two into one of the jigs, or one jig that can be opened and closed. A drying jig provided with a fixing member for maintaining a closed state,
A jig opening mechanism that operates the fixed member so as to release the holding state of the drying jig that is placed on the movable table and maintains the state where the ceramic molded body is held;
And a molded body take-out mechanism for taking out the ceramic molded body held by the drying jig using the robot arm.
以下、本発明の乾燥用治具分解装置について、図面を参照しながら説明する。
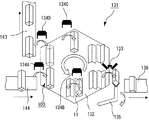
図4は、本発明の乾燥用治具分解装置の概要を模式的に示す概念図である。
図4に示すように、本発明の乾燥用治具分解装置の構成部材は、上述した本発明の乾燥用治具組立装置の構成部材と略同様である。
すなわち、図4に示すように、乾燥用治具分解装置131は、1台のロボットアーム133及び4台のロボットアーム134(134A〜134D)と、セラミック成形体11を保持する乾燥用治具100を載置する可動テーブル132とを備えている。ここで、乾燥用治具100は、下治具101及び上治具102の2つの分離可能な治具から構成されている。
乾燥用治具分解装置131では、上治具102と下治具101との間にセラミック成形体11が載置され、固定部材103により上治具102と下治具101とが固定された乾燥用治具100を分解し、乾燥用治具100からセラミック成形体11を取り出す工程を自動的に行う。なお、乾燥用治具100については、乾燥用治具組立装置の説明で、既に説明した通りである。
The drying jig disassembling apparatus of the present invention will be described below with reference to the drawings.
FIG. 4 is a conceptual diagram schematically showing an outline of the drying jig disassembling apparatus of the present invention.
As shown in FIG. 4, the constituent members of the drying jig disassembling apparatus of the present invention are substantially the same as the constituent members of the above-described drying jig assembling apparatus of the present invention.
That is, as shown in FIG. 4, the drying
In the drying
乾燥用治具分解装置131では、コンベア144により、上治具102と下治具101とが固定され、セラミック成形体11を保持した状態で搬送されてきた乾燥用治具100は、まず、ロボットアーム134Aにより可動テーブル132に載置され、可動テーブル132が回転すると、ロボットアーム134Bにより上治具102と下治具101とに分解される。ここでは、ロボットアーム134Bにより、固定部材103の押さえ具103bを開放状態とし、この開放状態を維持したまま、上治具102を下治具101から分離させる。
従って、乾燥用治具分解装置131では、ロボットアーム134Bが治具開放機構として機能することとなる。
上治具102と下治具101とを分離する方法としては、既に説明した乾燥用治具組立装置で使用した方法と同様の方法を用いることができる。
In the drying
Therefore, in the drying
As a method for separating the
なお、可動テーブル132は、断続的に回転、停止を繰り返す。また、図4では、上治具載置部材及び下治具載置部材の記載を省略しているが、その構成は、既に説明した乾燥用治具組立装置が有する上治具載置部材117及び下治具載置部材116のそれぞれと同様である。
The movable table 132 repeats rotating and stopping intermittently. In FIG. 4, the upper jig placing member and the lower jig placing member are not shown, but the configuration thereof is the upper
続いて、可動テーブル132が回転すると、今度は、吸引機構を備えたロボットアーム133により、下治具101上のセラミック成形体11を持ち上げ、成形体受渡部135に受け渡す。従って、乾燥用治具分解装置131では、ロボットアーム133が成形体取出機構として機能することとなる。
その後、成形体受渡部135に受け渡されたセラミック成形体11は、セラミック成形体を搬送するための乾燥体搬出コンベア139上に載置され、後工程に搬送されることとなる。
Subsequently, when the movable table 132 rotates, this time, the ceramic molded
Thereafter, the ceramic molded
一方、セラミック成形体11を成形体受渡部135に受け渡した後の乾燥用治具100(上治具102及び下治具101)は、さらに可動テーブル132が回転した後、ロボットアーム134Cにより、セラミック成形体を保持しない状態で、下治具101上に上治具102が載置され、固定部材103により上治具102に下治具101が固定されることとなる。上治具102に下治具101を固定する方法としては、既に説明した乾燥用治具組立装置で使用した方法と同様の方法を用いることができる。
On the other hand, the drying jig 100 (
そして、固定部材103で固定されたセラミック成形体11を保持しない乾燥用治具100は、さらに可動テーブル132が回転した後、ロボットアーム134Dにより、コンベア143上に載置され、乾燥体治具分解装置131より搬出されることとなる。
Then, the drying
なお、乾燥用治具分解装置131において、ロボットアーム133、134は、エアーシリンダを備えており、これにより上下方向の移動を行う。また、シリンダより延設された部分は、水平方向に設けられたボールネジに螺嵌されており、ボールネジを利用した移動機構により水平方向の移動を行う。
In the drying
また、上記乾燥用治具分解装置が備える乾燥体搬出コンベア139及びコンベア143、144のそれぞれの具体例としては、例えば、ベルトコンベア、チェーンコンベア、ローラーコンベア等が挙げられる。
Specific examples of each of the dry body carry-out
また、乾燥用治具分解装置で使用する乾燥用治具としては、被乾燥物のセラミック成形体が四角柱状である場合、図3に示したような、その長手方向が水平となり、かつ、その長手方向に垂直な断面における四角形の対角が略同一の鉛直線上に並ぶように保持する乾燥用治具が望ましい。
その理由は、乾燥用治具組立装置の説明で説明した通りである。
Moreover, as a drying jig used in the drying jig disassembling apparatus, when the ceramic molded body of the object to be dried is a quadrangular prism, the longitudinal direction is horizontal as shown in FIG. Desirably, a drying jig that holds squares of a square in a cross section perpendicular to the longitudinal direction so as to be aligned on substantially the same vertical line.
The reason is as described in the explanation of the drying jig assembling apparatus.
このような構成からなる本発明の乾燥用治具分解装置では、上記乾燥用治具からセラミック成形体を取り出す工程を自動的に行うことができ、人手をかけずに、効率よく、セラミック成形体を乾燥用治具から取り出すことができる。 In the drying jig disassembling apparatus of the present invention having such a configuration, the process of taking out the ceramic molded body from the drying jig can be automatically performed, and the ceramic molded body can be efficiently performed without manpower. Can be removed from the drying jig.
次に、本発明の乾燥用治具循環装置について説明する。
本発明の乾燥用治具循環装置は、ロボットアームと、セラミック成形体乾燥時にセラミック成形体を保持する乾燥用治具を載置する可動テーブルとを備え、上記可動テーブル上で、上記乾燥用治具に上記セラミック成形体を保持させる乾燥用治具組立装置、
乾燥用治具で保持されたセラミック成形体を乾燥させる乾燥機、
ロボットアームと、セラミック成形体乾燥時にセラミック成形体を保持する乾燥用治具を載置する可動テーブルとを備え、上記可動テーブル上で、上記乾燥用治具に保持された上記セラミック成形体を取り出す乾燥用治具分解装置、及び、
上記乾燥用治具分解装置でセラミック成形体が取り出された乾燥用治具を、上記乾燥用治具組立装置に搬送する乾燥用治具循環コンベアを備えた乾燥用治具循環装置であって、
上記乾燥用治具は、2つ以上の分離した治具からなり、いずれかの治具に両者を一体化するための固定部材を備えた乾燥用治具、又は、開閉可能な1つの治具からなり、閉鎖状態を維持するための固定部材を備えた乾燥用治具であり、
上記乾燥用治具組立装置は、上記可動テーブル上に載置された上記乾燥用治具の所定の位置に、上記ロボットアームを用いて、セラミック成形体を搭載する成形体搭載機構と、
上記乾燥用治具が上記セラミック成形体を保持した状態を維持するように、上記乾燥用治具を一体化するか又は閉鎖状態とした後、上記固定部材を動作せしめるセラミック成形体保持機構と、
上記セラミック成形体を保持した乾燥用治具を、上記乾燥機に受け渡す治具受渡機構とを有し、
上記乾燥用治具分解装置は、上記セラミック成形体を保持した乾燥用治具を、上記乾燥機から受け取る治具受取機構と、
上記可動テーブル上に載置され、上記セラミック成形体を保持した状態を維持している上記乾燥用治具の保持状態を解除するように、上記固定部材を動作せしめる治具開放機構と、
上記ロボットアームを用いて、上記乾燥用治具で保持されていたセラミック成形体を取り出す成形体取出機構とを有することを特徴とする。
Next, the drying jig circulating apparatus of the present invention will be described.
The drying jig circulating apparatus of the present invention includes a robot arm and a movable table on which a drying jig for holding the ceramic molded body when the ceramic molded body is dried, and the drying jig is mounted on the movable table. A drying jig assembling apparatus for holding the ceramic molded body in a tool,
A dryer for drying the ceramic molded body held by the drying jig;
A robot arm and a movable table on which a drying jig for holding the ceramic molded body is dried when the ceramic molded body is dried, and the ceramic molded body held by the drying jig is taken out on the movable table. Drying jig disassembling apparatus, and
A drying jig circulating apparatus provided with a drying jig circulating conveyor for conveying the drying jig from which the ceramic molded body has been taken out by the drying jig disassembling apparatus to the drying jig assembling apparatus,
The drying jig is composed of two or more separated jigs, and a drying jig provided with a fixing member for integrating the two into one of the jigs, or one jig that can be opened and closed. A drying jig provided with a fixing member for maintaining a closed state,
The drying jig assembling apparatus includes a molded body mounting mechanism that mounts a ceramic molded body at a predetermined position of the drying jig placed on the movable table using the robot arm.
A ceramic molded body holding mechanism for operating the fixing member after the drying jig is integrated or closed so as to maintain the state in which the drying jig holds the ceramic molded body;
A jig delivery mechanism for delivering the drying jig holding the ceramic molded body to the dryer;
The drying jig disassembling apparatus includes a jig receiving mechanism for receiving a drying jig holding the ceramic molded body from the dryer,
A jig opening mechanism that operates the fixed member so as to release the holding state of the drying jig that is placed on the movable table and maintains the state where the ceramic molded body is held;
And a molded body take-out mechanism for taking out the ceramic molded body held by the drying jig using the robot arm.
以下、本発明の乾燥用治具循環装置について、図5を参照しながら説明する。
図5は、本発明の乾燥用治具循環装置の概要を模式的に示す概念図である。
乾燥用治具循環装置110は、乾燥用治具組立装置111、乾燥機151、乾燥用治具分解装置131、及び、乾燥用治具循環コンベア161を備えている。
ここで、乾燥用治具組立装置111、及び、乾燥用治具分解装置131としては、既に説明した本発明の乾燥用治具組立装置及び乾燥用治具分解装置のそれぞれを用いることができ、ここでは、その詳細な説明を省略する。
また、ここでは、セラミック成形体11の流れに沿って、上記乾燥用治具循環装置について説明する。
Hereinafter, the drying jig circulating apparatus of the present invention will be described with reference to FIG.
FIG. 5 is a conceptual diagram schematically showing the outline of the drying jig circulating apparatus of the present invention.
The drying
Here, as the drying
Here, the drying jig circulating device will be described along the flow of the ceramic molded
本発明の乾燥用治具循環装置110では、乾燥用治具組立装置111において、循環コンベア161D(図1中、コンベア124)により搬送されてきた乾燥用治具100に、成形体投入コンベア119で搬送されてきたセラミック成形体11が保持される。
In the drying
セラミック成形体11を保持した乾燥用治具100は、ロボットアーム114Bにより、乾燥機151の搬入コンベア156(図1中、コンベア123)上に載置され、さらに、乾燥炉152内で熱風により乾燥された後、搬出コンベア157(図4中、コンベア144)により乾燥用治具分解装置131に搬送される。ここで、乾燥炉152内でのセラミック成形体11の乾燥は、乾燥用治具100を2段に積み重ねた状態で行う。
乾燥用治具循環装置110では、ロボットアーム114Bが治具受渡機構として機能することとなる。
The drying
In the drying
次に、乾燥処理が施されたセラミック成形体11は、ロボットアーム134Aにより乾燥用治具分解装置131に移され、その後、乾燥用治具11から取り出され、乾燥体搬出コンベア139により次工程に搬出される。
また、セラミック成形体11が取り出された乾燥用治具100は、セラミック成形体11を保持せず、上治具102と下治具101とが固定された状態で、ロボットアーム134Dにより、循環コンベア161A(図4中、コンベア143)上に載置され、乾燥用治具循環コンベア161により、乾燥用治具組立装置111に戻されることとなる。
Next, the dried ceramic molded
In addition, the drying
このような乾燥用治具循環装置110を構成する乾燥機151について、もう少し詳しく説明する。
図6は、本発明の乾燥用治具循環装置を構成する乾燥機の断面図である。
図5、6に示すように、乾燥機151は、乾燥用治具組立装置111から乾燥用治具100を受け取る搬入コンベア156と、乾燥用治具を多段(乾燥機151では2段)に積み重ねる乾燥用治具段積装置154と、乾燥用治具100を搬送する炉内搬送コンベア153を有する乾燥炉152と、積み重ねられた乾燥用治具を1段ずつにばらす乾燥用治具段ばらし装置155と、乾燥用治具を乾燥用治具分解装置に受け渡す搬出コンベア157とを備えている。
The
FIG. 6 is a sectional view of a dryer constituting the drying jig circulating apparatus of the present invention.
As shown in FIGS. 5 and 6, the
乾燥炉152は、乾燥用治具100を搬送する炉内搬送コンベア153を有するとともに、炉内搬送コンベア153の両側に複数の熱風吹出し口158を備えている。ここで、熱風吹出し口158は、乾燥用治具100に保持されたセラミック成形体11の端面に、熱風が吹き付けられる位置に配設されている。このような高さに配設することにより、セラミック成形体がハニカム成形体の場合、このハニカム成形体のセルの内部に熱風が流入することとなり、均一かつ効率的にハニカム成形体を乾燥させることができる。
さらに、乾燥炉152内の熱風吹出し口158よりも出口寄りで、セラミック成形体11の端面に冷風が吹き付けられる位置には、炉内搬送コンベア153の両側に冷風吹出し口159が配設されている。
The drying
Further,
乾燥用治具段積装置154は、把持機構を有するロボットアーム160からなり、ロボットアーム160のハンド160aで搬入コンベア156により搬送されてきた乾燥用治具100を把持し、炉内搬送コンベア153上、又は、炉内搬送コンベア153上に載置された別の乾燥用治具100上に載置する。
また、乾燥用治具段ばらし装置155も乾燥用治具段積装置154と同様の構成を有し、こちらは、炉内搬送コンベア153で搬送されてきた乾燥用治具100をロボットアーム160により把持し、搬出コンベア157上に載置する。
なお、ロボットアーム160は、把持機構を有するものに限定されず、把持機構に代えて吸着機構を有していてもよく、吸引機構と把持機構との両者を有するものであってもよい。
The drying
Further, the drying
The
そして、乾燥機151では、乾燥用治具組立装置111からセラミック成形体11を保持した乾燥用治具100を受け取ると、この乾燥用治具100を搬入コンベア156により乾燥用治具段積装置154まで搬送し、乾燥用治具段積装置154でロボットアーム160により炉内搬送コンベア153に積み替える。なお、搬入コンベア156と図1中のコンベア123は同一である。
上述したように、乾燥用治具100は炉内搬送コンベア153上では、2段に積み重ねられるため、炉内搬送コンベア153は断続的に移動することとなる。即ち、乾燥用治具100をロボットアーム160により積み重ねている間は、炉内搬送コンベアは停止しており、乾燥用治具100を積み重ねている時間以外の時間に移動しているのである。
When the drying
As described above, since the drying
その後、乾燥用治具100に保持されたセラミック成形体は、乾燥炉152内で所定の温度の熱風により乾燥され、さらに、冷風により所定の温度まで冷却される。さらに、乾燥、冷却終了後、乾燥用治具100は、乾燥用治具段ばらし装置155により、一段ずつになるように搬出コンベア157に積み替えられ、乾燥用治具分解装置131に受け渡されることとなる。
なお、搬出コンベア157への積み替え時には、炉内搬送コンベアは停止している。従って、炉内搬送コンベア153が停止している際には、その両端において、乾燥用治具の積み重ね、及び、乾燥用治具の段ばらしのそれぞれが行われていることとなる。
なお、搬出コンベア157と図4中のコンベア144は同一である。
Thereafter, the ceramic molded body held by the drying
In addition, at the time of transshipment to the carry-out
The carry-out
本発明の乾燥用治具循環装置が備える乾燥機について、図5、6に示した乾燥機151は、乾燥用治具を2段に積み重ねて乾燥処理を行っているが、上記乾燥処理は、必ずしも乾燥用治具を2段に積み重ねて行う必要はなく、3段以上に積み重ねて行ってもよいし、乾燥用治具同士を積み重ねることなく行ってもよい。
なお、乾燥用治具同士を積み重ねることなく乾燥処理を行う場合には、乾燥用治具段積装置及び乾燥用治具段ばらし装置を備える必要はなく、さらに、搬入コンベア、炉内搬送コンベア及び搬出コンベアが1つのコンベアにより構成されていてもよい。
About the dryer with which the drying jig circulating apparatus of the present invention is provided, the drying
In addition, when performing a drying process without stacking drying jigs, it is not necessary to provide a drying jig stacking device and a drying jig leveling device, and further, a carry-in conveyor, an in-furnace transport conveyor, and The carry-out conveyor may be constituted by one conveyor.
また、乾燥機151は、炉内搬送コンベア153の両側に、8箇所の熱風吹出し口と4箇所の冷風吹出し口とを備えているが、まず、熱風吹出し口について、本発明の乾燥用治具循環装置を構成する乾燥機が備える熱風吹出し口の個数は8個に限定されるわけではなく、1〜7個であってもよいし、9個以上であってもよい。また、上記熱風吹出し口は必ずしも炉内搬送コンベアの両側に配設されている必要はなく、上記炉内搬送コンベアの片側にのみ配設されていてもよい。ただし、上記熱風吹出し口は、上記炉内搬送コンベアの両側に配設されていることが望ましく、この場合、熱風吹出し口同士が対向しないように、互い違いに配設されていることが望ましい。
また、冷風吹出し口についても、その個数は4個に限定されず、1〜3個であってもよいし、5個以上であってもよい。また、上記冷風吹出し口も必ずしも炉内搬送コンベアの両側に配設されている必要はなく、上記炉内搬送コンベアの片側にのみ配設されていてもよい。ただし、上記冷風吹出し口は、上記炉内搬送コンベアの両側に配設されていることが望ましく、この場合、冷風吹出し口同士が対向しないように、互い違いに配設されていることが望ましい。
なお、図6に示した乾燥炉152では、熱風を照射する領域と冷風を照射する領域とは特に仕切られていないが、両者は、シャッターや布製のカーテン、乾燥用治具が通過できる開口が形成された仕切り板等で仕切られていてもよい。
Further, the
Also, the number of the cold air outlets is not limited to four, but may be 1 to 3, or 5 or more. Further, the cold air outlet is not necessarily disposed on both sides of the in-furnace transport conveyor, and may be disposed only on one side of the in-furnace transport conveyor. However, it is desirable that the cold air outlets are disposed on both sides of the in-furnace transport conveyor, and in this case, it is desirable that the cold air outlets are alternately arranged so that the cold air outlets do not face each other.
In the drying
また、乾燥機151では、炉内搬送コンベア153は、1つのコンベアからなるもので、断続的に乾燥用治具を搬送するように構成されているが、炉内搬送コンベアの構成はこのような構成に限定されず、例えば、搬入側から搬出側に向かって、3つの独立したコンベアからなり、搬入側及び搬出側のコンベアが断続的に移動し、中央のコンベアが連続的に移動するように構成されていてもよい。
Further, in the
また、上記乾燥機が備える搬入コンベア、搬出コンベア及び炉内搬送コンベアのそれぞれの具体例としては、例えば、ベルトコンベア、チェーンコンベア、ローラーコンベア等が挙げられる。 Specific examples of the carry-in conveyor, the carry-out conveyor, and the in-furnace transport conveyor included in the dryer include, for example, a belt conveyor, a chain conveyor, and a roller conveyor.
次に、本発明の乾燥用治具循環装置を構成する乾燥用治具循環コンベア161について、もう少し詳しく説明する。
図5に示すように、乾燥用治具循環コンベア161は、4つのコンベア(循環コンベア161A〜循環コンベア161D)から構成されている。そして、循環コンベア161B及び循環コンベア161Cは、上下2段に配設されている。
さらに、乾燥用治具循環コンベア161は、循環コンベア間で、乾燥用治具100を受け渡すためのロボットアーム166A、166Bを備えている。ロボットアーム166A、166Bは、乾燥用治具を把持するための把持機構を有している。
Next, the drying
As shown in FIG. 5, the drying
Furthermore, the drying
乾燥用治具循環コンベア161では、セラミック成形体11を保持しない乾燥用治具100をロボットアーム134Dにより乾燥用治具分解装置131から循環コンベア161Aで受け取った後、循環コンベア161B、161D又は循環コンベア161C、161Dを経由して乾燥用治具組立装置111に向かって搬送する。
具体的には、乾燥用治具100は、まず循環コンベア161Aにより循環コンベア161B、161Cに向かって搬送され、ロボットアーム166Aにより、循環コンベア161B又は循環コンベア161Cに積み替えられる。その後、循環コンベア161B、161Cのそれぞれにより循環コンベア161Dに向かって搬送され、ロボットアーム166Bで循環コンベア161Dに積み替えられ、続いて、循環コンベア161Dにより乾燥用治具組立装置111に搬送される。ここで、循環コンベア161Cの両端部には、循環コンベア161Aから乾燥用治具100を受け取るための乾燥用治具受取部167Aと、循環コンベア161Dに乾燥用治具100を受け渡すための乾燥用治具受渡部167Bが配置されており、これらはリフト機構を有し、上下動可能に構成されている。なお、乾燥用治具受取部167A及び乾燥用治具受渡部167Bは、必要に応じて配設されていればよい。
このように、乾燥用治具循環コンベア161で、乾燥用治具100を乾燥用治具分解装置131から乾燥用治具組立装置111に搬送することにより、乾燥用治具100を繰り返し使用することができる。
In the drying
Specifically, the drying
As described above, the drying
上述したように、乾燥用治具循環コンベア161は、4つのコンベアを備え、乾燥用治具100の搬送径路を2径路有している(循環コンベア161A→循環コンベア161B→循環コンベア161D、及び、循環コンベア161A→循環コンベア161C→循環コンベア161D)が、このような2種類の径路を有することは、上記乾燥用治具循環装置の小型化を図ることができる点で有利である。
As described above, the drying
なお、本発明の乾燥用治具循環装置を構成する循環コンベアは、必ずしも搬送径路を2径路有している必要はなく、1つのコンベアのみから構成され、搬送径路が1径路であってもよい。また、搬送径路は3径路以上備えていてもよい。 In addition, the circulation conveyor which comprises the jig | tool circulation apparatus for drying of this invention does not necessarily need to have two conveyance paths, and it is comprised only from one conveyor, and a conveyance path may be one path. . Moreover, the conveyance path may be provided with three or more paths.
また、上記乾燥用治具循環コンベアの具体例としては、例えば、ベルトコンベア、チェーンコンベア、ローラーコンベア等が挙げられる。ここで、乾燥用治具循環コンベアが、複数の循環コンベアから構成される場合、各循環コンベアの種類は同一であっても良いし、異なっていてもよい。 Specific examples of the drying jig circulation conveyor include a belt conveyor, a chain conveyor, and a roller conveyor. Here, when the drying jig circulation conveyor is constituted by a plurality of circulation conveyors, the types of the circulation conveyors may be the same or different.
このような構成からなる本発明の乾燥用治具循環装置では、乾燥用治具にセラミック成形体を保持する工程、乾燥処理、乾燥用治具からセラミック成形体を取り出す工程、及び、セラミック成形体が取り出された乾燥用治具を乾燥用治具組立装置に戻す工程といった一連の工程を自動的に行うので、人手をかけずに、効率よく、セラミック成形体を乾燥させるとともに、乾燥用治具を繰り返し使用することができる。 In the drying jig circulating apparatus of the present invention having such a configuration, the step of holding the ceramic molded body in the drying jig, the drying process, the step of taking out the ceramic molded body from the drying jig, and the ceramic molded body A series of processes such as the process of returning the drying jig taken out to the drying jig assembling apparatus is automatically performed, so that the ceramic molded body can be efficiently dried without manpower, and the drying jig Can be used repeatedly.
次に、本発明のセラミック成形体の乾燥方法について説明する。
本発明のセラミック成形体の乾燥方法は、ロボットアームと、セラミック成形体乾燥時にセラミック成形体を保持する乾燥用治具を載置する可動テーブルとを備え、上記可動テーブル上で、上記乾燥用治具に上記セラミック成形体を保持させる乾燥用治具組立装置、
乾燥用治具で保持されたセラミック成形体を乾燥させる乾燥機、及び、
ロボットアームと、セラミック成形体乾燥時にセラミック成形体を保持する乾燥用治具を載置する可動テーブルとを備え、上記可動テーブル上で、上記乾燥用治具に保持された上記セラミック成形体を取り出す乾燥用治具分解装置を使用し、
セラミック成形体を乾燥用治具に保持させた状態で行うセラミック成形体の乾燥方法であって、
上記乾燥用治具は、2つ以上の分離した治具からなり、いずれかの治具に両者を一体化するための固定部材を備えた乾燥用治具、又は、開閉可能な1つの治具からなり、閉鎖状態を維持するための固定部材を備えた乾燥用治具であり、
上記乾燥用治具組立装置は、上記可動テーブル上に載置された上記乾燥用治具の所定の位置に、上記ロボットアームを用いて、セラミック成形体を搭載する成形体搭載機構と、
上記乾燥用治具が上記セラミック成形体を保持した状態を維持するように、上記乾燥用治具を一体化するか又は閉鎖状態とした後、上記固定部材を動作せしめるセラミック成形体保持機構と、
上記セラミック成形体を保持した乾燥用治具を、上記乾燥機に受け渡す治具受渡機構とを有し、
上記乾燥用治具分解装置は、上記セラミック成形体を保持した乾燥用治具を、上記乾燥機から受け取る治具受取機構と、
上記可動テーブル上に載置され、上記セラミック成形体を保持した状態を維持している上記乾燥用治具の保持状態を解除するように、上記固定部材を動作せしめる治具開放機構と、
上記ロボットアームを用いて、上記乾燥用治具で保持されていたセラミック成形体を取り出す成形体取出機構とを有することを特徴とする。
Next, a method for drying the ceramic molded body of the present invention will be described.
The method for drying a ceramic molded body of the present invention includes a robot arm and a movable table on which a drying jig for holding the ceramic molded body is dried when the ceramic molded body is dried, and the drying jig is placed on the movable table. A drying jig assembling apparatus for holding the ceramic molded body in a tool,
A dryer for drying the ceramic molded body held by the drying jig; and
A robot arm and a movable table on which a drying jig for holding the ceramic molded body is dried when the ceramic molded body is dried, and the ceramic molded body held by the drying jig is taken out on the movable table. Use a jig disassembly device for drying,
A method of drying a ceramic molded body performed in a state where the ceramic molded body is held in a drying jig,
The drying jig is composed of two or more separated jigs, and a drying jig provided with a fixing member for integrating the two into one of the jigs, or one jig that can be opened and closed. A drying jig provided with a fixing member for maintaining a closed state,
The drying jig assembling apparatus includes a molded body mounting mechanism that mounts a ceramic molded body at a predetermined position of the drying jig placed on the movable table using the robot arm.
A ceramic molded body holding mechanism for operating the fixing member after the drying jig is integrated or closed so as to maintain the state in which the drying jig holds the ceramic molded body;
A jig delivery mechanism for delivering the drying jig holding the ceramic molded body to the dryer;
The drying jig disassembling apparatus includes a jig receiving mechanism for receiving a drying jig holding the ceramic molded body from the dryer,
A jig opening mechanism that operates the fixed member so as to release the holding state of the drying jig that is placed on the movable table and maintains the state where the ceramic molded body is held;
And a molded body take-out mechanism for taking out the ceramic molded body held by the drying jig using the robot arm.
本発明のセラミック成形体の乾燥方法では、乾燥用治具組立装置、乾燥機、及び、乾燥用治具分解装置を使用して、セラミック成形体を乾燥させる。
ここでは、被乾燥物であるセラミック成形体として、多数のセルがセル壁を隔てて長手方向に並設された柱状のハニカム成形体を用いる場合を例に、望ましい乾燥条件等を説明する。
勿論、本発明の乾燥方法における被乾燥物は、ハニカム成形体に限定されるわけではなく、種々のセラミック成形体が被乾燥物となる。
なお、本発明において、「柱状」には、円柱状や多角柱状等の任意の柱の形状を含むこととする。
In the method for drying a ceramic molded body of the present invention, the ceramic molded body is dried using a drying jig assembling apparatus, a dryer, and a drying jig disassembling apparatus.
Here, preferable drying conditions and the like will be described by taking as an example a case where a columnar honeycomb formed body in which a large number of cells are arranged in parallel in the longitudinal direction with a cell wall interposed therebetween is used as the ceramic formed body to be dried.
Of course, the object to be dried in the drying method of the present invention is not limited to the honeycomb formed body, and various ceramic formed bodies are to be dried.
In the present invention, the “columnar shape” includes an arbitrary columnar shape such as a columnar shape or a polygonal columnar shape.
本発明の乾燥方法は、乾燥用治具組立装置、乾燥機及び乾燥用治具分解装置を使用して行うため、例えば、これらを有する本発明の乾燥用治具循環装置を使用して好適に行うことができる。
但し、本発明の乾燥方法は、乾燥用治具組立装置、乾燥機及び乾燥用治具分解装置を使用して行えばよく、必ずしも上記乾燥用治具循環装置を構成する乾燥用治具循環コンベアは使用しなくてもよい。なお、作業効率の向上の点からは、乾燥用治具循環コンベアも使用することが望ましい。
Since the drying method of the present invention is performed using the drying jig assembling apparatus, the dryer, and the drying jig disassembling apparatus, for example, the drying jig circulating apparatus of the present invention having these is preferably used. It can be carried out.
However, the drying method of the present invention may be performed using a drying jig assembling apparatus, a dryer, and a drying jig disassembling apparatus, and the drying jig circulating conveyor constituting the drying jig circulating apparatus is not necessarily used. May not be used. From the viewpoint of improving work efficiency, it is desirable to use a drying jig circulating conveyor.
本発明の乾燥方法では、まず、ハニカム成形体を乾燥用治具組立装置に搬入し、この乾燥用治具組立装置において、ハニカム成形体を乾燥用治具に保持させる。
乾燥用治具組立装置において、乾燥用治具でハニカム成形体を保持する方法については、本発明の乾燥用治具組立装置の説明において、既に説明したとおりであるので、ここではその説明を省略する。
In the drying method of the present invention, first, the honeycomb molded body is carried into a drying jig assembling apparatus, and the honeycomb molded body is held by the drying jig in the drying jig assembling apparatus.
In the drying jig assembling apparatus, the method for holding the honeycomb formed body with the drying jig is the same as already described in the description of the drying jig assembling apparatus of the present invention. To do.
次に、上記乾燥用治具で保持されたハニカム成形体を乾燥機内に投入し、熱風によりハニカム成形体を乾燥させる。
ここでは、乾燥用治具を1段ずつ搬送しながら乾燥処理を施してもよいし、乾燥用治具を2段等の多段に積み重ねて乾燥処理を施してもよい。作業効率の向上との点からは乾燥用治具を多段に積み重ねて乾燥させることが望ましい。
乾燥機の構成については、本発明の乾燥用治具循環装置の説明において、既に説明したとおりであるので、ここではその説明を省略する。
Next, the honeycomb formed body held by the drying jig is put into a dryer, and the honeycomb formed body is dried with hot air.
Here, the drying process may be performed while conveying the drying jigs one by one, or the drying jigs may be stacked in multiple stages such as two stages. From the standpoint of improving work efficiency, it is desirable to dry drying by stacking drying jigs in multiple stages.
The configuration of the dryer is as already described in the description of the drying jig circulating apparatus of the present invention, and therefore the description thereof is omitted here.
具体的な乾燥条件は、ハニカム成形体の大きさや形状等によって変化するので一概には規定することができないが、一般的に、乾燥炉内部の温度は、80〜150℃が好ましい。
乾燥炉内部の温度が上記範囲にあると、ハニカム成形体を充分に乾燥させることができ、また、過度の加熱よるバインダ等の消失を防止することができる。
The specific drying conditions vary depending on the size and shape of the honeycomb formed body, and thus cannot be defined unconditionally. However, in general, the temperature inside the drying furnace is preferably 80 to 150 ° C.
When the temperature inside the drying furnace is within the above range, the honeycomb formed body can be sufficiently dried, and the disappearance of the binder and the like due to excessive heating can be prevented.
また、熱風の風速は、5.0〜50.0m/秒が好ましい。
熱風の風速が上記範囲にあると、ハニカム成形体を短時間で乾燥させることができ、また、乾燥用治具を多段に積み重ねた際に、熱風による乾燥用治具の位置ずれが発生することがない。
乾燥炉の内部にハニカム成形体が滞在する時間は、10〜20minが好ましく、この時間範囲で所望の乾燥状態にまで乾燥させることができる。
Moreover, the wind speed of hot air is preferably 5.0 to 50.0 m / sec.
When the wind speed of the hot air is within the above range, the honeycomb formed body can be dried in a short time, and when the drying jigs are stacked in multiple stages, the position of the drying jig due to the hot air is generated. There is no.
The time for which the honeycomb formed body stays in the drying furnace is preferably 10 to 20 minutes, and can be dried to a desired dry state within this time range.
本発明の乾燥方法における乾燥手段は、熱風に限定されるわけではなく、熱風乾燥以外に例えば、赤外線乾燥、マイクロ波乾燥、湿度乾燥法、通電乾燥法、又は、これらを組み合わせた方法等の乾燥手段を用いることができる。
これらのなかでは、熱風乾燥が望ましい。ハニカム成形体の乾燥を熱風により行った場合、各セル内を熱風が通過することとなるため、ハニカム成形体全体を均一に乾燥させることができるからである。
The drying means in the drying method of the present invention is not limited to hot air, but other than hot air drying, for example, drying such as infrared drying, microwave drying, humidity drying method, current drying method, or a combination of these. Means can be used.
Among these, hot air drying is desirable. This is because when the honeycomb formed body is dried with hot air, the hot air passes through each cell, so that the entire honeycomb formed body can be uniformly dried.
次に、乾燥されたハニカム成形体を保持した乾燥用治具を、乾燥用治具分解装置に搬送し、ここで、乾燥用治具から乾燥されたハニカム成形体を取り出し、外部に搬出することにより、ハニカム成形体の乾燥を終了する。
乾燥用治具分解装置において、乾燥用治具からハニカム成形体を取り出す方法については、本発明の乾燥用治具分解装置の説明において、既に説明したとおりであるので、ここではその説明を省略する。
Next, the drying jig holding the dried honeycomb molded body is transported to a drying jig disassembling apparatus, where the dried honeycomb molded body is taken out from the drying jig and carried outside. Thus, the drying of the honeycomb formed body is finished.
In the drying jig disassembling apparatus, the method for taking out the honeycomb formed body from the drying jig is the same as that already described in the description of the drying jig disassembling apparatus of the present invention. .
本発明の乾燥方法で使用する乾燥用治具は、繰り返し使用することが望ましく、この場合、乾燥させたハニカム成形体を取り出した乾燥用治具は、乾燥用治具分解装置から乾燥用治具組立装置に搬送する必要がある。そのため、本発明の乾燥方法では、上述したように、乾燥用治具循環コンベアを使用することが望ましいのである。なお、乾燥用治具循環コンベアの構成については、本発明の乾燥用治具循環装置の説明において、既に説明した通りであるので、ここでは、その説明を省略する。
また、乾燥用治具循環コンベアは必ずしも使用する必要はなく、例えば、乾燥用治具分解装置において、ハニカム成形体が取り出された乾燥用治具を一旦保管しておき、これを人手等により乾燥用治具分解装置にまで搬送してもよい。
The drying jig used in the drying method of the present invention is preferably used repeatedly. In this case, the drying jig from which the dried honeycomb formed body is taken out is dried from the drying jig disassembling apparatus. It must be transported to the assembly equipment. Therefore, in the drying method of the present invention, it is desirable to use a drying jig circulation conveyor as described above. The configuration of the drying jig circulation conveyor is as already described in the description of the drying jig circulation device of the present invention, and therefore the description thereof is omitted here.
Also, the drying jig circulation conveyor is not necessarily used. For example, in the drying jig disassembling apparatus, the drying jig from which the honeycomb formed body has been taken out is temporarily stored and dried manually. You may convey to a jig | tool disassembly apparatus.
このような構成からなる本発明のセラミック成形体の乾燥方法では、乾燥用治具にセラミック成形体を保持する工程、乾燥処理、及び、乾燥用治具からセラミック成形体を取り出す工程といった一連の工程を自動的に行うことができ、人手をかけずに、効率よく、セラミック成形体を乾燥させることができる。 In the method for drying a ceramic molded body of the present invention having such a configuration, a series of steps including a step of holding the ceramic molded body on a drying jig, a drying process, and a step of taking out the ceramic molded body from the drying jig. The ceramic molded body can be efficiently dried without manpower.
次に、本発明のハニカム構造体の製造方法について説明する。
本発明のハニカム構造体の製造方法は、セラミック原料を成形することで、多数のセルがセル壁を隔てて長手方向に並設された柱状のハニカム成形体を作製し、このハニカム成形体を乾燥用治具に保持させた状態で乾燥させる成形体乾燥工程を行った後、さらに、乾燥されたハニカム成形体を焼成してハニカム焼成体からなるハニカム構造体を製造するハニカム構造体の製造方法であって、
上記乾燥用治具は、2つ以上の分離した治具からなり、いずれかの治具に両者を一体化するための固定部材を備えた乾燥用治具、又は、開閉可能な1つの治具からなり、閉鎖状態を維持するための固定部材を備えた乾燥用治具であり、
上記成形体乾燥工程は、ロボットアームと、ハニカム成形体乾燥時にハニカム成形体を保持する乾燥用治具を載置する可動テーブルとを備え、上記可動テーブル上で、上記乾燥用治具に上記ハニカム成形体を保持させる乾燥用治具組立装置、
乾燥用治具で保持されたハニカム成形体を乾燥させる乾燥機、及び
ロボットアームと、ハニカム成形体乾燥時にハニカム成形体を保持する乾燥用治具を載置する可動テーブルとを備え、上記可動テーブル上で、上記乾燥用治具に保持された上記ハニカム成形体を取り出す乾燥用治具分解装置を使用して行い、
上記乾燥用治具組立装置は、上記可動テーブル上に載置された上記乾燥用治具の所定の位置に、上記ロボットアームを用いて、ハニカム成形体を搭載する成形体搭載機構と、
上記乾燥用治具が上記ハニカム成形体を保持した状態を維持するように、上記乾燥用治具を一体化するか又は閉鎖状態とした後、上記固定部材を動作せしめるハニカム成形体保持機構と、
上記ハニカム成形体を保持した乾燥用治具を、上記乾燥機に受け渡す治具受渡機構とを有し、
上記乾燥用治具分解装置は、上記ハニカム成形体を保持した乾燥用治具を、上記乾燥機から受け取る治具受取機構と、
上記可動テーブル上に載置され、上記ハニカム成形体を保持した状態を維持している上記乾燥用治具の保持状態を解除するように、上記固定部材を動作せしめる治具開放機構と、
上記ロボットアームを用いて、上記乾燥用治具で保持されていたハニカム成形体を取り出す成形体取出機構とを有することを特徴とする。
Next, the manufacturing method of the honeycomb structure of the present invention will be described.
The method for manufacturing a honeycomb structure of the present invention is to form a columnar honeycomb formed body in which a large number of cells are arranged in parallel in the longitudinal direction across the cell wall by forming a ceramic raw material, and the honeycomb formed body is dried. In the method for manufacturing a honeycomb structure, a dried honeycomb molded body is fired by performing a molded body drying step in which the dried molded body is dried while being held in a jig for manufacturing. There,
The drying jig is composed of two or more separated jigs, and a drying jig provided with a fixing member for integrating the two into one of the jigs, or one jig that can be opened and closed. A drying jig provided with a fixing member for maintaining a closed state,
The molded body drying step includes a robot arm and a movable table on which a drying jig for holding the honeycomb molded body is dried when the honeycomb molded body is dried, and the honeycomb is dried on the movable jig. A jig assembling apparatus for drying to hold the molded body,
The movable table comprising: a dryer for drying the honeycomb formed body held by the drying jig; a robot arm; and a movable table on which the drying jig for holding the honeycomb formed body is held when the honeycomb formed body is dried. Above, using a drying jig disassembling device to take out the honeycomb formed body held in the drying jig,
The drying jig assembling apparatus includes a forming body mounting mechanism for mounting a honeycomb formed body at a predetermined position of the drying jig placed on the movable table using the robot arm,
A honeycomb molded body holding mechanism for operating the fixing member after the drying jig is integrated or closed so that the drying jig maintains the state of holding the honeycomb molded body;
A jig delivery mechanism that delivers the drying jig holding the honeycomb formed body to the dryer;
The drying jig disassembling apparatus includes a jig receiving mechanism for receiving a drying jig holding the honeycomb formed body from the dryer,
A jig opening mechanism that operates the fixed member so as to release the holding state of the drying jig that is placed on the movable table and maintains the state where the honeycomb formed body is held;
And a molded body taking-out mechanism for taking out the honeycomb molded body held by the drying jig using the robot arm.
本発明の製造方法により製造するハニカム構造体は、多数のセルがセル壁を隔てて長手方向に並設されたハニカム成形体を焼結させたハニカム焼成体等からなるものであればよい。従って、上記ハニカム構造体は、多数のセルがセル壁を隔てて長手方向に並設された柱状のハニカム成形体を焼成し、得られたハニカム焼成体がシール材層(接着剤層)を介して複数個結束されたもの(図7参照)でもよいし、多数のセルがセル壁を隔てて長手方向に並設されたハニカム成形体を焼成して得られる一のハニカム焼結体からなる柱状のハニカム構造体であってもよい。なお、本明細書において、前者のハニカム焼成体がシール材層(接着剤層)を介して複数個結束されたハニカム構造体を集合型ハニカム構造体、後者の一のハニカム焼結体からなる柱状のハニカム構造体を一体型ハニカム構造体という。 The honeycomb structure manufactured by the manufacturing method of the present invention only needs to be made of a honeycomb fired body obtained by sintering a honeycomb formed body in which a large number of cells are arranged in parallel in the longitudinal direction with cell walls interposed therebetween. Therefore, in the honeycomb structure, a columnar honeycomb formed body in which a large number of cells are arranged in parallel in the longitudinal direction with the cell walls interposed therebetween is fired, and the obtained honeycomb fired body is interposed through a sealing material layer (adhesive layer). A plurality of cells (see FIG. 7), or a columnar shape made of one honeycomb sintered body obtained by firing a honeycomb formed body in which a large number of cells are arranged in parallel in the longitudinal direction with a cell wall therebetween. The honeycomb structure may be used. In the present specification, a honeycomb structure in which a plurality of the former honeycomb fired bodies are bundled through a sealing material layer (adhesive layer) is referred to as a collective honeycomb structure, and the latter is a columnar shape made of one honeycomb sintered body. This honeycomb structure is referred to as an integral honeycomb structure.
本発明の製造方法により製造するハニカム構造体の材料の主成分としては、例えば、窒化アルミニウム、窒化ケイ素、窒化ホウ素、窒化チタン等の窒化物セラミック、炭化ケイ素、炭化ジルコニウム、炭化チタン、炭化タンタル、炭化タングステン等の炭化物セラミック、アルミナ、ジルコニア、コージェライト、ムライト、チタン酸アルミニウム等の酸化物セラミック等が挙げられる。これらのなかでは、耐熱性が大きく、機械的特性に優れ、かつ、熱伝導率も大きい炭化ケイ素の粉末が望ましい。なお、上述したセラミックに金属ケイ素を配合したケイ素含有セラミックや、ケイ素やケイ酸塩化合物で結合されたセラミック等であってもよく、例えば、炭化ケイ素に金属ケイ素を配合したものが好適である。
以下、炭化ケイ素を構成材料の主成分とするハニカム構造体の製造方法を例に、本発明のハニカム構造体の製造方法を工程順に説明する。
As a main component of the material of the honeycomb structure manufactured by the manufacturing method of the present invention, for example, nitride ceramic such as aluminum nitride, silicon nitride, boron nitride, titanium nitride, silicon carbide, zirconium carbide, titanium carbide, tantalum carbide, Examples thereof include carbide ceramics such as tungsten carbide, and oxide ceramics such as alumina, zirconia, cordierite, mullite, and aluminum titanate. Of these, silicon carbide powder having high heat resistance, excellent mechanical properties, and high thermal conductivity is desirable. In addition, a silicon-containing ceramic in which metal silicon is mixed with the above-described ceramic, a ceramic bonded with silicon or a silicate compound, or the like may be used. For example, silicon carbide mixed with metal silicon is preferable.
Hereinafter, the method for manufacturing a honeycomb structure of the present invention will be described in the order of steps, taking as an example a method for manufacturing a honeycomb structure having silicon carbide as a main component of a constituent material.
まず、平均粒子径の異なる炭化ケイ素粉末等の無機粉末と有機バインダとを乾式混合して混合粉末を調製するとともに、液状の可塑剤と潤滑剤と水とを混合して混合液体を調製し、続いて、上記混合粉末と上記混合液体とを湿式混合機を用いて混合することにより、成形用の湿潤混合物を調製する。 First, an inorganic powder such as silicon carbide powder having a different average particle size and an organic binder are dry mixed to prepare a mixed powder, and a liquid plasticizer, a lubricant and water are mixed to prepare a mixed liquid, Subsequently, a wet mixture for molding is prepared by mixing the mixed powder and the mixed liquid using a wet mixer.
上記炭化ケイ素粉末の粒径は特に限定されないが、後の焼成工程で収縮の少ないものが好ましく、例えば、0.3〜50μmの平均粒径を有する粉末100重量部と0.1〜1.0μmの平均粒径を有する粉末5〜65重量部とを組み合せたものが好ましい。
ハニカム焼成体の気孔径等を調節するためには、焼成温度を調節する必要があるが、無機粉末の粒径を調節することにより、気孔径を調節することができる。
The particle size of the silicon carbide powder is not particularly limited, but it is preferable to have less shrinkage in the subsequent firing step, for example, 100 parts by weight of powder having an average particle size of 0.3 to 50 μm and 0.1 to 1.0 μm. A combination of 5 to 65 parts by weight of a powder having an average particle size of 1 to 5 is preferred.
In order to adjust the pore diameter and the like of the honeycomb fired body, it is necessary to adjust the firing temperature, but the pore diameter can be adjusted by adjusting the particle size of the inorganic powder.
上記有機バインダとしては特に限定されず、例えば、メチルセルロース、カルボキシメチルセルロース、ヒドロキシエチルセルロース、ポリエチレングリコール等が挙げられる。これらのなかでは、メチルセルロースが望ましい。
上記バインダの配合量は、通常、無機粉末100重量部に対して、1〜10重量部が望ましい。
The organic binder is not particularly limited, and examples thereof include methyl cellulose, carboxymethyl cellulose, hydroxyethyl cellulose, and polyethylene glycol. Of these, methylcellulose is desirable.
The amount of the binder is usually preferably 1 to 10 parts by weight with respect to 100 parts by weight of the inorganic powder.
上記可塑剤としては特に限定されず、例えば、グリセリン等が挙げられる。
また、上記潤滑剤としては特に限定されず、例えば、ポリオキシエチレンアルキルエーテル、ポリオキシプロピレンアルキルエーテル等のポリオキシアルキレン系化合物等が挙げられる。
潤滑剤の具体例としては、例えば、ポリオキシエチレンモノブチルエーテル、ポリオキシプロピレンモノブチルエーテルが挙げられる。
なお、可塑剤、潤滑剤は、場合によっては、上記混合液体に含まれていなくてもよい。
It does not specifically limit as said plasticizer, For example, glycerol etc. are mentioned.
The lubricant is not particularly limited, and examples thereof include polyoxyalkylene compounds such as polyoxyethylene alkyl ether and polyoxypropylene alkyl ether.
Specific examples of the lubricant include polyoxyethylene monobutyl ether and polyoxypropylene monobutyl ether.
In some cases, the plasticizer and the lubricant may not be contained in the mixed liquid.
また、上記湿潤混合物を調製する際には、分散媒液を使用してもよく、上記分散媒液としては、例えば、水、ベンゼン等の有機溶媒、メタノール等のアルコール等が挙げられる。
さらに、上記湿潤混合物中には、成形助剤が添加されていてもよい。
上記成形助剤としては特に限定されず、例えば、エチレングリコール、デキストリン、脂肪酸、脂肪酸石鹸、ポリアルコール等が挙げられる。
Moreover, when preparing the said wet mixture, you may use a dispersion medium liquid, As said dispersion medium liquid, alcohol, such as water, organic solvents, such as benzene, methanol, etc. are mentioned, for example.
Further, a molding aid may be added to the wet mixture.
The molding aid is not particularly limited, and examples thereof include ethylene glycol, dextrin, fatty acid, fatty acid soap, polyalcohol and the like.
さらに、上記湿潤混合物には、必要に応じて酸化物系セラミックを成分とする微小中空球体であるバルーンや、球状アクリル粒子、グラファイト等の造孔剤を添加してもよい。
上記バルーンとしては特に限定されず、例えば、アルミナバルーン、ガラスマイクロバルーン、シラスバルーン、フライアッシュバルーン(FAバルーン)、ムライトバルーン等を挙げることができる。これらのなかでは、アルミナバルーンが望ましい。
Furthermore, a pore-forming agent such as balloons that are fine hollow spheres containing oxide-based ceramics, spherical acrylic particles, and graphite may be added to the wet mixture as necessary.
The balloon is not particularly limited, and examples thereof include an alumina balloon, a glass micro balloon, a shirasu balloon, a fly ash balloon (FA balloon), and a mullite balloon. Of these, alumina balloons are desirable.
また、ここで調製した、炭化ケイ素粉末を用いた湿潤混合物は、その温度が28℃以下であることが望ましい。温度が高すぎると、有機バインダがゲル化してしまうことがあるからである。
また、上記湿潤混合物中の有機分の割合は10重量%以下であることが望ましく、水分の含有量は8〜20重量%であることが望ましい。
Moreover, it is desirable that the temperature of the wet mixture using the silicon carbide powder prepared here is 28 ° C. or less. It is because an organic binder may gelatinize when temperature is too high.
The organic content in the wet mixture is desirably 10% by weight or less, and the water content is desirably 8 to 20% by weight.
次に、この湿潤混合物を押出成形法等により押出成形する。そして、押出成形により得られた成形体を切断機で切断することにより、図8に示した柱状のハニカム焼成体40と同形状の目封じのされていないハニカム成形体を作製する。
Next, this wet mixture is extruded by an extrusion method or the like. And the molded object obtained by extrusion molding is cut | disconnected with a cutting machine, and the non-sealed honeycomb molded object of the same shape as the columnar honeycomb fired
次に、上記ハニカム成形体に乾燥処理を施す。
上記乾燥処理の具体的な方法としては、既に説明した、乾燥用治具を用いて行う本発明の乾燥方法と同様の方法を用いることができる。
この場合、図9(a)及び(b)を用いて説明したセラミック成形体保持機構は、ハニカム成形体保持機構として機能する。
また、上記乾燥処理では、乾燥後のハニカム成形体の水分含有量を0〜2重量%とすることが望ましい。
その理由は、2重量%を超えると、ハニカム成形体を乾燥用治具から取り出した後、さらに水分が蒸発した際に、ハニカム成形体に反り等が発生するおそれがあるからである。
このような乾燥処理を経ることにより、反り等の発生のないハニカム成形体の乾燥体を得ることができる。
Next, the honeycomb formed body is dried.
As a specific method of the drying treatment, the same method as the drying method of the present invention performed using the drying jig described above can be used.
In this case, the ceramic molded body holding mechanism described with reference to FIGS. 9A and 9B functions as a honeycomb molded body holding mechanism.
Moreover, in the said drying process, it is desirable to make the moisture content of the honeycomb molded body after drying into 0 to 2 weight%.
The reason is that if it exceeds 2% by weight, the honeycomb molded body may be warped when moisture is further evaporated after the honeycomb molded body is taken out from the drying jig.
By passing through such a drying treatment, a dried honeycomb molded body free from warpage can be obtained.
また、本発明のハニカム構造体の製造方法では、上記乾燥処理に先立ち、プレ乾燥処理を施してもよい。
このプレ乾燥処理は、ハニカム成形体を乾燥用治具で保持する前に、マイクロ波乾燥等により行うことが望ましい。
このように、マイクロ波等により予め乾燥されたハニカム成形体は、未乾燥の成形体に比べて高い強度を有するので、例えば、ハニカム成形体を乾燥用治具の下治具に載置する際の取り扱い性等が良好となる。また、ハニカム成形体を所定の位置ではない位置で下治具上に載置した場合の位置修正において、ハニカム成形体が崩れる等の破損が生じるおそれがなくなる。
Further, in the method for manufacturing a honeycomb structure of the present invention, a pre-drying process may be performed prior to the drying process.
This pre-drying treatment is desirably performed by microwave drying or the like before the honeycomb formed body is held by the drying jig.
As described above, since the honeycomb formed body that has been dried in advance by microwaves or the like has higher strength than the undried formed body, for example, when the honeycomb formed body is placed on the lower jig of the drying jig. The handleability of the is improved. Further, in the position correction when the honeycomb formed body is placed on the lower jig at a position other than the predetermined position, there is no possibility that damage such as collapse of the honeycomb formed body occurs.
上述したように、乾燥用治具で保持する前にマイクロ波によるプレ乾燥処理を行う場合には、例えば、押出成形等で作製されたハニカム成形体を、マイクロ波発生装置とマイクロ波撹拌羽根とを備えたマイクロ波乾燥装置内の成形体通路に搬入する。
そして、このマイクロ波乾燥装置内では、照射するマイクロ波をマイクロ波撹拌羽根で攪拌することにより、ハニカム成形体に均一にマイクロ波を照射して、分散媒液等を加熱することにより乾燥を行う。
As described above, in the case of performing the pre-drying treatment by microwaves before being held by the drying jig, for example, the honeycomb formed body produced by extrusion molding or the like is combined with a microwave generator and a microwave stirring blade. Is carried into a molded body passage in a microwave drying apparatus equipped with
In the microwave drying apparatus, the microwave to be irradiated is stirred by the microwave stirring blade, so that the honeycomb formed body is uniformly irradiated with the microwave, and the dispersion medium liquid is heated to perform drying. .
また、このようなマイクロ波によるプレ乾燥処理を行う際の、マイクロ波のパワーは、対象となるハニカム成形体の形状やセルの大きさに依存するために、一概には規定できないが、例えば、ハニカム成形体の大きさが33mm×33mm×300mmで、セルの数が31個/cm2、セル壁の厚さが0.35mmの場合、マイクロ波のパワーは、4〜50kWが好ましい。なお、ハニカム成形体の形状や大きさが異なっても、乾燥の条件は、上記した条件から大きく外れることはない。 In addition, the power of the microwave when performing such a pre-drying treatment with microwaves depends on the shape of the target honeycomb formed body and the size of the cells, and thus cannot be defined unconditionally. When the size of the honeycomb formed body is 33 mm × 33 mm × 300 mm, the number of cells is 31 cells / cm 2 , and the cell wall thickness is 0.35 mm, the microwave power is preferably 4 to 50 kW. Even if the shape and size of the honeycomb formed body are different, the drying conditions do not deviate greatly from the above-described conditions.
また、上記プレ乾燥処理を行った場合、上記プレ乾燥処理後のハニカム成形体中の水分含有量は、プレ乾燥前の水分量の30〜70重量%であることが望ましい。
乾燥後の水分量が、乾燥前の水分量の30重量%未満では、ハニカム成形体中の水分量が少なくなりすぎ、ハニカム成形体に反りやクラック等が発生することがあり、さらに、30重量%未満となるまで水分量を減少させようとすると、マイクロ波がセラミック粉末に吸収されるようになり、ハニカム成形体内のセラミック粉末の温度が急激に上昇して脱脂が始まってしまうことがある。一方、乾燥後の水分量が乾燥前の水分量が70重量%を超えると、乾燥が不充分で、依然として取り扱い性に劣ることがあるからである。
なお、乾燥後の水分量は、乾燥時間を調整や、マイクロ波の出力、熱風の温度等を調整することにより、調整することができる。
When the pre-drying treatment is performed, the water content in the honeycomb formed body after the pre-drying treatment is desirably 30 to 70% by weight of the water content before the pre-drying.
If the moisture content after drying is less than 30% by weight of the moisture content before drying, the moisture content in the honeycomb molded body becomes too small, and the honeycomb molded body may be warped or cracked. When the amount of water is reduced to less than%, microwaves are absorbed by the ceramic powder, and the temperature of the ceramic powder in the honeycomb formed body rapidly increases and degreasing may start. On the other hand, if the amount of water after drying exceeds 70% by weight, drying is insufficient and handling properties may still be inferior.
The amount of water after drying can be adjusted by adjusting the drying time, adjusting the output of the microwave, the temperature of the hot air, and the like.
次に、必要に応じて、入口側セル群の出口側の端部、及び、出口側セル群の入口側の端部に、封止材となる封止材ペーストを所定量充填し、セルを目封じする。
上記封止材ペーストとしては特に限定されないが、後工程を経て製造される封止材の気孔率が30〜75%となるものが望ましく、例えば、上記湿潤混合物と同様のものを用いることができる。
Next, if necessary, the end portion on the outlet side of the inlet side cell group and the end portion on the inlet side of the outlet side cell group are filled with a predetermined amount of a sealing material paste as a sealing material, Seal it.
Although it does not specifically limit as said sealing material paste, The thing from which the porosity of the sealing material manufactured through a post process becomes 30 to 75% is desirable, For example, the thing similar to the said wet mixture can be used. .
上記封止材ペーストの充填は、必要に応じて行えばよく、上記封止材ペーストを充填した場合には、例えば、後工程を経て得られたハニカム構造体をハニカムフィルタとして好適に使用することができ、上記封止材ペーストを充填しなかった場合には、例えば、後工程を経て得られたハニカム構造体を触媒担持体として好適に使用することができる。 The sealing material paste may be filled as necessary. When the sealing material paste is filled, for example, a honeycomb structure obtained through a subsequent process is preferably used as a honeycomb filter. In the case where the sealing material paste is not filled, for example, a honeycomb structure obtained through a subsequent process can be suitably used as a catalyst carrier.
次に、上記封止材ペーストが充填されたハニカム成形体を、所定の条件で脱脂(例えば、200〜500℃)、焼成(例えば、1400〜2300℃)することにより、複数のセルがセル壁を隔てて長手方向に並設され、上記セルのいずれか一方の端部が封止された柱状のハニカム焼成体を製造することができる。
上記ハニカム成形体の脱脂及び焼成の条件は、従来から多孔質セラミックからなるフィルタを製造する際に用いられている条件を適用することができる。
Next, the honeycomb formed body filled with the above-mentioned sealing material paste is degreased (for example, 200 to 500 ° C.) and fired (for example, 1400 to 2300 ° C.) under predetermined conditions, so that a plurality of cells become cell walls. A columnar honeycomb fired body that is arranged in parallel in the longitudinal direction with a gap therebetween and sealed at either end of the cell can be produced.
As the conditions for degreasing and firing the honeycomb formed body, the conditions conventionally used when manufacturing a filter made of a porous ceramic can be applied.
次に、ハニカム焼成体の側面に、シール材層(接着材層)となるシール材ペーストを均一な厚さで塗布し、このシール材ペースト層の上に、順次他のハニカム焼成体を積層する工程を繰り返し、所定の大きさのハニカム焼成体の集合体を作製する。 Next, a sealing material paste to be a sealing material layer (adhesive layer) is applied to the side surface of the honeycomb fired body with a uniform thickness, and another honeycomb fired body is sequentially laminated on the sealing material paste layer. The process is repeated to produce a honeycomb fired body aggregate having a predetermined size.
上記シール材ペーストとしては、例えば、無機バインダと有機バインダと無機繊維及び/又は無機粒子とからなるもの等が挙げられる。
上記無機バインダとしては、例えば、シリカゾル、アルミナゾル等を挙げることができる。これらは、単独で用いてもよく、2種以上を併用してもよい。上記無機バインダのなかでは、シリカゾルが望ましい。
As said sealing material paste, what consists of an inorganic binder, an organic binder, an inorganic fiber, and / or an inorganic particle etc. are mentioned, for example.
Examples of the inorganic binder include silica sol and alumina sol. These may be used alone or in combination of two or more. Among the inorganic binders, silica sol is desirable.
上記有機バインダとしては、例えば、ポリビニルアルコール、メチルセルロース、エチルセルロース、カルボキシメチルセルロース等を挙げることができる。これらは、単独で用いてもよく、2種以上を併用してもよい。上記有機バインダのなかでは、カルボキシメチルセルロースが望ましい。 Examples of the organic binder include polyvinyl alcohol, methyl cellulose, ethyl cellulose, carboxymethyl cellulose, and the like. These may be used alone or in combination of two or more. Among the organic binders, carboxymethyl cellulose is desirable.
上記無機繊維としては、例えば、シリカ−アルミナ、ムライト、アルミナ、シリカ等のセラミックファイバー等を挙げることができる。これらは、単独で用いてもよく、2種以上を併用してもよい。上記無機繊維のなかでは、アルミナファイバが望ましい。 Examples of the inorganic fiber include ceramic fibers such as silica-alumina, mullite, alumina, and silica. These may be used alone or in combination of two or more. Among the inorganic fibers, alumina fibers are desirable.
上記無機粒子としては、例えば、炭化物、窒化物等を挙げることができ、具体的には、炭化ケイ素、窒化ケイ素、窒化ホウ素からなる無機粉末等を挙げることができる。これらは、単独で用いてもよく、2種以上を併用してもよい。上記無機粒子のなかでは、熱伝導性に優れる炭化ケイ素が望ましい。 Examples of the inorganic particles include carbides and nitrides, and specific examples include inorganic powders made of silicon carbide, silicon nitride, and boron nitride. These may be used alone or in combination of two or more. Among the inorganic particles, silicon carbide having excellent thermal conductivity is desirable.
さらに、上記シール材ペーストには、必要に応じて酸化物系セラミックを成分とする微小中空球体であるバルーンや、球状アクリル粒子、グラファイト等の造孔剤を添加してもよい。
上記バルーンとしては特に限定されず、例えば、アルミナバルーン、ガラスマイクロバルーン、シラスバルーン、フライアッシュバルーン(FAバルーン)、ムライトバルーン等を挙げることができる。これらのなかでは、アルミナバルーンが望ましい。
Furthermore, a pore-forming agent such as a balloon, which is a fine hollow sphere containing an oxide-based ceramic, spherical acrylic particles, or graphite, may be added to the sealing material paste as necessary.
The balloon is not particularly limited, and examples thereof include an alumina balloon, a glass micro balloon, a shirasu balloon, a fly ash balloon (FA balloon), and a mullite balloon. Of these, alumina balloons are desirable.
次に、このハニカム焼成体の集合体を加熱してシール材ペーストを乾燥、固化させてシール材層(接着材層)とする。
次に、ダイヤモンドカッター等を用い、ハニカム焼成体がシール材層(接着材層)を介して複数個接着されたハニカム焼成体の集合体に切削加工を施し、円柱形状のハニカムブロックを作製する。
Next, the aggregate of the honeycomb fired bodies is heated to dry and solidify the sealing material paste to form a sealing material layer (adhesive layer).
Next, using a diamond cutter or the like, an aggregate of honeycomb fired bodies in which a plurality of honeycomb fired bodies are bonded through a sealing material layer (adhesive layer) is cut to produce a cylindrical honeycomb block.
そして、ハニカムブロックの外周に上記シール材ペーストを用いてシール材層(コート層)を形成することで、ハニカム焼成体がシール材層(接着材層)を介して複数個接着された円柱形状のハニカムブロックの外周部にシール材層(コート層)が設けられたハニカム構造体を製造することができる。 Then, by forming a sealing material layer (coat layer) on the outer periphery of the honeycomb block using the sealing material paste, a plurality of honeycomb fired bodies are bonded to each other through the sealing material layer (adhesive layer). A honeycomb structure in which a sealing material layer (coat layer) is provided on the outer periphery of the honeycomb block can be manufactured.
その後、必要に応じて、ハニカム構造体に触媒を担持させる。上記触媒の担持は集合体を作製する前のハニカム焼成体に行ってもよい。
触媒を担持させる場合には、ハニカム構造体の表面に高い比表面積のアルミナ膜を形成し、このアルミナ膜の表面に助触媒、及び、白金等の触媒を付与することが望ましい。
Thereafter, if necessary, a catalyst is supported on the honeycomb structure. The catalyst may be supported on the honeycomb fired body before producing the aggregate.
When the catalyst is supported, it is desirable to form an alumina film having a high specific surface area on the surface of the honeycomb structure, and to apply a promoter such as platinum and a catalyst such as platinum to the surface of the alumina film.
上記ハニカム構造体の表面にアルミナ膜を形成する方法としては、例えば、Al(NO3)3等のアルミニウムを含有する金属化合物の溶液をハニカム構造体に含浸させて加熱する方法、アルミナ粉末を含有する溶液をハニカム構造体に含浸させて加熱する方法等を挙げることができる。
上記アルミナ膜に助触媒を付与する方法としては、例えば、Ce(NO3)3等の希土類元素等を含有する金属化合物の溶液をハニカム構造体に含浸させて加熱する方法等を挙げることができる。
上記アルミナ膜に触媒を付与する方法としては、例えば、ジニトロジアンミン白金硝酸溶液([Pt(NH3)2(NO2)2]HNO3、白金濃度4.53重量%)等をハニカム構造体に含浸させて加熱する方法等を挙げることができる。
また、予め、アルミナ粒子に触媒を付与して、触媒が付与されたアルミナ粉末を含有する溶液をハニカム構造体に含浸させて加熱する方法で触媒を付与してもよい。
As a method for forming an alumina film on the surface of the honeycomb structure, for example, a method in which a honeycomb structure is impregnated with a solution of a metal compound containing aluminum such as Al (NO 3 ) 3 and heated, an alumina powder is contained. For example, the honeycomb structure may be impregnated with a solution to be heated and heated.
Examples of a method for applying a promoter to the alumina film include a method in which a honeycomb structure is impregnated with a solution of a metal compound containing a rare earth element such as Ce (NO 3 ) 3 and heated. .
As a method for imparting a catalyst to the alumina membrane, for example, a dinitrodiammine platinum nitric acid solution ([Pt (NH 3 ) 2 (NO 2 ) 2 ] HNO 3 , platinum concentration 4.53% by weight) or the like is applied to the honeycomb structure. Examples of the method include impregnation and heating.
Alternatively, the catalyst may be applied by a method in which a catalyst is applied to the alumina particles in advance, and the honeycomb structure is impregnated with a solution containing the alumina powder to which the catalyst is applied and heated.
また、ここまで説明したハニカム構造体の製造方法は、集合型ハニカム構造体の製造方法であるが、本発明の製造方法により製造するハニカム構造体は、柱形状のハニカムブロックが1つのハニカム焼成体から構成されているハニカム構造体(一体型ハニカム構造体)であってもよい。
なお、集合型ハニカム構造体の主な構成材料は、炭化ケイ素や炭化ケイ素に金属ケイ素を配合したものが望ましく、一体型ハニカム構造体の主な構成材料は、コージェライトやチタン酸アルミニウムが望ましい。
Further, the manufacturing method of the honeycomb structure described so far is a manufacturing method of the aggregated honeycomb structure, but the honeycomb structure manufactured by the manufacturing method of the present invention is a honeycomb fired body having one columnar honeycomb block. May be a honeycomb structure (integrated honeycomb structure).
Note that the main constituent material of the aggregated honeycomb structure is preferably silicon carbide or silicon carbide mixed with metallic silicon, and the main constituent material of the integral honeycomb structure is preferably cordierite or aluminum titanate.
このような一体型ハニカム構造体を製造する場合は、まず、押出成形により成形するハニカム成形体の大きさが、集合型ハニカム構造体を製造する場合に比べて大きい以外は、集合型ハニカム構造体を製造する場合と同様の方法を用いて、ハニカム成形体を作製する。 When manufacturing such an integral honeycomb structure, first, the aggregated honeycomb structure is formed except that the size of the honeycomb molded body formed by extrusion molding is larger than that when manufacturing the aggregated honeycomb structure. A honeycomb formed body is manufactured by using the same method as that for manufacturing.
次に、集合型ハニカム構造体の製造と同様に、必要に応じて、プレ乾燥処理を行い、さらに、上記ハニカム成形体を乾燥用治具分解装置、乾燥機及び乾燥用治具組立装置等を用いて乾燥させる。
次いで、入口側セル群の出口側の端部、及び、出口側セル群の入口側の端部に、封止材となる封止材ペーストを所定量充填し、セルを目封じする。
その後、集合型ハニカム構造体の製造と同様に、脱脂、焼成を行うことによりハニカムブロックを製造し、必要に応じて、シール材層(コート層)の形成を行うことにより、一体型ハニカム構造体を製造することができる。また、上記一体型ハニカム構造体にも、上述した方法で触媒を担持させてもよい。
Next, as in the production of the aggregated honeycomb structure, a pre-drying treatment is performed as necessary, and the honeycomb molded body is further subjected to a drying jig disassembling apparatus, a dryer, a drying jig assembling apparatus, and the like. Use to dry.
Next, a predetermined amount of a sealing material paste serving as a sealing material is filled in the outlet side end portion of the inlet side cell group and the inlet side end portion of the outlet side cell group, and the cells are sealed.
Thereafter, in the same manner as in the production of the aggregated honeycomb structure, a honeycomb block is produced by degreasing and firing, and a sealing material layer (coat layer) is formed as necessary, whereby an integrated honeycomb structure is obtained. Can be manufactured. Further, the above-mentioned integral honeycomb structure may be loaded with a catalyst by the method described above.
以上、説明した本発明のハニカム構造体の製造方法では、所定の形状のハニカム構造体を好適に製造することができる。
またここでは、ハニカム構造体として、排ガス中のパティキュレートを捕集する目的でも用いるハニカムフィルタを中心に説明したが、上記ハニカム構造体は、排ガスを浄化する触媒担体(ハニカム触媒)としても好適に使用することができる。
As described above, in the method for manufacturing a honeycomb structure of the present invention described above, a honeycomb structure having a predetermined shape can be preferably manufactured.
Further, here, the honeycomb structure has been described centering on a honeycomb filter used for the purpose of collecting particulates in exhaust gas. However, the honeycomb structure is also suitable as a catalyst carrier (honeycomb catalyst) for purifying exhaust gas. Can be used.
(実施例1)
平均粒径10μmのα型炭化ケイ素粉末250kgと、平均粒径0.5μmのα型炭化ケイ素粉末100kgと、有機バインダ(メチルセルロース)と20kgとを混合し、混合粉末を調製した。
次に、別途、潤滑剤(日本油脂社製 ユニルーブ)12kgと、可塑剤(グリセリン)5kgと、水65kgとを混合して液体混合物を調製し、この液体混合物と混合粉末とを湿式混合機を用いて混合し、湿潤混合物を調製した。
なお、ここで調製した湿潤混合物の水分含有量は、14重量%であった。
Example 1
250 kg of α-type silicon carbide powder having an average particle size of 10 μm, 100 kg of α-type silicon carbide powder having an average particle size of 0.5 μm, and 20 kg of an organic binder (methylcellulose) were mixed to prepare a mixed powder.
Next, separately, 12 kg of lubricant (Unilube manufactured by NOF Corporation), 5 kg of plasticizer (glycerin), and 65 kg of water are mixed to prepare a liquid mixture, and this liquid mixture and the mixed powder are mixed in a wet mixer. And mixed to prepare a wet mixture.
The moisture content of the wet mixture prepared here was 14% by weight.
次に、搬送装置を用いて、この湿潤混合物を押出成形機に搬送し、押出成形機の原料投入口に投入した。
なお、押出成形機投入直前の湿潤混合物の水分含有量は、13.5重量%であった。
そして、押出成形により、セルの端部が封止されていない以外は、図8に示した形状と同様の形状の成形体を作製した。
Next, this wet mixture was conveyed to an extrusion molding machine using a conveyance device, and charged into a raw material inlet of the extrusion molding machine.
In addition, the moisture content of the wet mixture immediately before feeding the extruder was 13.5% by weight.
And the molded object of the shape similar to the shape shown in FIG. 8 was produced except the edge part of a cell being sealed by extrusion molding.
次に、マイクロ波と熱風とを併用した乾燥機を用いて上記ハニカム成形体を乾燥させ、その水分含有量を40%減少させるプレ乾燥を行った。
その後、水分含有量を40%減少させたハニカム成形体を、図5に示した乾燥用治具循環装置110を用い、乾燥用治具100(エポキシ樹脂製)で保持して熱風乾燥した。
ここで、乾燥条件は、乾燥炉152内の温度100℃、熱風の速度50.0m/秒、乾燥炉152内滞在時間15minとした。また、乾燥後の水分含有量は1重量%であった。
Next, the honeycomb formed body was dried using a dryer using both microwaves and hot air, and pre-drying was performed to reduce the water content by 40%.
Thereafter, the honeycomb molded body with the moisture content reduced by 40% was held with a drying jig 100 (made of epoxy resin) and dried with hot air using the drying
Here, the drying conditions were a temperature in the drying
次に、上記湿潤混合物と同様の組成の封止材ペーストを所定のセルに充填した。
次いで、再び乾燥機を用いて乾燥させた後、400℃で脱脂し、常圧のアルゴン雰囲気下2200℃、3時間で焼成を行なうことにより、気孔率が40%、平均気孔径が12.5μm、その大きさが34.3mm×34.3mm×254mm、セルの数(セル密度)が46.5個/cm2、セル壁の厚さが0.20mmの炭化ケイ素焼結体からなるハニカム焼成体を製造した。
Next, a predetermined cell was filled with a sealing material paste having the same composition as that of the wet mixture.
Next, after drying again using a dryer, degreasing is performed at 400 ° C., and firing is performed at 2200 ° C. for 3 hours under an atmospheric pressure of argon atmosphere, so that the porosity is 40% and the average pore diameter is 12.5 μm. A honeycomb fired body comprising a silicon carbide sintered body having a size of 34.3 mm × 34.3 mm × 254 mm, a cell number (cell density) of 46.5 cells / cm 2 , and a cell wall thickness of 0.20 mm. The body was manufactured.
平均繊維長20μmのアルミナファイバ30重量%、平均粒径0.6μmの炭化ケイ素粒子21重量%、シリカゾル15重量%、カルボキシメチルセルロース5.6重量%、及び、水28.4重量%を含む耐熱性のシール材ペーストを用いてハニカム焼成体を多数接着させ、さらに、120℃で乾燥させ、続いて、ダイヤモンドカッターを用いて切断することにより、シール材層(接着剤層)の厚さ1mmの円柱状のハニカムブロックを作製した。 Heat resistance including 30% by weight of alumina fiber having an average fiber length of 20 μm, 21% by weight of silicon carbide particles having an average particle diameter of 0.6 μm, 15% by weight of silica sol, 5.6% by weight of carboxymethylcellulose, and 28.4% by weight of water A large number of honeycomb fired bodies were bonded using the sealing material paste, dried at 120 ° C., and then cut using a diamond cutter, whereby a sealing material layer (adhesive layer) with a thickness of 1 mm was obtained. Columnar honeycomb blocks were produced.
次に、無機繊維としてシリカ−アルミナファイバ(平均繊維長100μm、平均繊維径10μm)23.3重量%、無機粒子として平均粒径0.3μmの炭化ケイ素粉末30.2重量%、無機バインダとしてシリカゾル(ゾル中のSiO2の含有率:30重量%)7重量%、有機バインダとしてカルボキシメチルセルロース0.5重量%及び水39重量%を混合、混練してシール材ペーストを調製した。 Next, silica-alumina fiber (average fiber length: 100 μm, average fiber diameter: 10 μm) is 23.3% by weight as inorganic fibers, 30.2% by weight of silicon carbide powder having an average particle diameter of 0.3 μm as inorganic particles, and silica sol as an inorganic binder (SiO 2 content in sol: 30% by weight) 7% by weight, 0.5% by weight of carboxymethyl cellulose and 39% by weight of water as an organic binder were mixed and kneaded to prepare a sealing material paste.
次に、上記シール材ペーストを用いて、ハニカムブロックの外周部に厚さ0.2mmのシール材ペースト層を形成した。そして、このシール材ペースト層を120℃で乾燥して、外周にシール材層(コート層)が形成された直径143.8mm×長さ254mmの円柱状のハニカム構造体を作製した。 Next, using the sealing material paste, a sealing material paste layer having a thickness of 0.2 mm was formed on the outer periphery of the honeycomb block. And this sealing material paste layer was dried at 120 degreeC, and the cylindrical honeycomb structure of diameter 143.8mm x length 254mm in which the sealing material layer (coat layer) was formed in the outer periphery was produced.
本実施例の方法では、ハニカム焼成体に反り等が発生していない、所望の形状のハニカム構造体を作製することができた。 In the method of this example, it was possible to produce a honeycomb structure having a desired shape in which no warpage or the like occurred in the honeycomb fired body.
11 セラミック成形体
30 ハニカム構造体
31 シール材層(接着剤層)
32 シール材層(コート層)
33 ハニカムブロック
40 ハニカム焼成体
41 セル
43 セル壁
100 乾燥用治具
101 下治具
102 上治具
103 固定部材
110 乾燥用治具循環装置
111 乾燥用治具組立装置
112 可動テーブル
113 ロボットアーム
114 ロボットアーム
131 乾燥用治具分解装置
132 可動テーブル
133 ロボットアーム
134 ロボットアーム
151 乾燥機
152 乾燥炉
153 炉内搬送コンベア
154 乾燥用治具段積装置
155 乾燥用治具段ばらし装置
161 乾燥用治具循環コンベア
11 Ceramic molded
32 Sealing material layer (coat layer)
33
Claims (8)
前記可動テーブル上で、前記乾燥用治具に前記セラミック成形体を保持させる乾燥用治具組立装置であって、
前記乾燥用治具は、2つの分離した上治具と下治具からなり、いずれかの治具に両者を一体化するための固定部材を備えた乾燥用治具であり、
前記可動テーブルは、前記下治具を載置できるように窪みが形成された下治具載置部材と、前記上治具を載置できるようにレール状を成している上治具載置部材とを備えた可動テーブルであり、
前記乾燥用治具組立装置は、前記上治具に前記下治具が固定された状態の乾燥用治具を外部から搬送するコンベアと、
前記上治具に前記下治具が固定された状態の乾燥用治具を前記下治具載置部材に載置する機構と、
前記上治具に前記下治具が固定された状態の乾燥用治具の固定部材を動作せしめる治具開放機構と、
分解された前記上治具を前記上治具載置部材に載置する機構と、
前記下治具載置部材に載置された前記下治具の所定の位置に、前記ロボットアームを用いて、セラミック成形体を搭載する成形体搭載機構と、
前記上治具を前記セラミック成形体を覆うように前記下治具の上に乗せ、前記固定部材を固定状態にするセラミック成形体保持機構と、
前記セラミック成形体を保持した乾燥用治具を搬出するコンベアとを有することを特徴とする乾燥用治具組立装置。 A robot arm, and a movable table for placing a drying jig for holding the ceramic molded body when the ceramic molded body is dried,
A drying jig assembling apparatus for holding the ceramic molded body on the drying jig on the movable table,
Said drying jig is comprised of two separate upper jig and the lower jig, a drying jig having a fixing member for integrating both to one of the jig,
The movable table includes a lower jig placement member formed with a recess so that the lower jig can be placed, and an upper jig placement in a rail shape so that the upper jig can be placed. A movable table provided with members,
The drying jig assembling apparatus includes a conveyor that conveys a drying jig from the outside in a state where the lower jig is fixed to the upper jig,
A mechanism for placing the drying jig in a state where the lower jig is fixed to the upper jig on the lower jig placing member;
A jig opening mechanism for operating a fixing member of a drying jig in a state where the lower jig is fixed to the upper jig;
A mechanism for placing the disassembled upper jig on the upper jig placing member;
A molded body mounting mechanism for mounting a ceramic molded body at a predetermined position of the lower jig placed on the lower jig placing member, using the robot arm,
A ceramic molded body holding mechanism that puts the upper jig on the lower jig so as to cover the ceramic molded body, and puts the fixing member in a fixed state ;
A drying jig assembling apparatus comprising a conveyor for carrying out a drying jig holding the ceramic molded body .
乾燥用治具で保持されたセラミック成形体を乾燥させる乾燥機、
ロボットアームと、セラミック成形体乾燥時にセラミック成形体を保持する乾燥用治具を載置する可動テーブルとを備え、前記可動テーブル上で、前記乾燥用治具に保持された前記セラミック成形体を取り出す乾燥用治具分解装置、及び、
前記乾燥用治具分解装置でセラミック成形体が取り出された乾燥用治具を、前記乾燥用治具組立装置に搬送する乾燥用治具循環コンベアを備えた乾燥用治具循環装置であって、
前記乾燥用治具は、2つの分離した上治具と下治具からなり、いずれかの治具に両者を一体化するための固定部材を備えた乾燥用治具であり、
前記可動テーブルは、前記下治具を載置できるように窪みが形成された下治具載置部材と、前記上治具を載置できるようにレール状を成している上治具載置部材とを備えた可動テーブルであり、
前記乾燥用治具組立装置は、前記上治具に前記下治具が固定された状態の乾燥用治具を外部から搬送するコンベアと、
前記上治具に前記下治具が固定された状態の乾燥用治具を前記下治具載置部材に載置する機構と、
前記上治具に前記下治具が固定された状態の乾燥用治具の固定部材を動作せしめる治具開放機構と、
分解された前記上治具を前記上治具載置部材に載置する機構と、
前記下治具載置部材に載置された前記下治具の所定の位置に、前記ロボットアームを用いて、セラミック成形体を搭載する成形体搭載機構と、
前記上治具を前記セラミック成形体を覆うように前記下治具の上に乗せ、前記固定部材を固定状態にするセラミック成形体保持機構と、
前記セラミック成形体を保持した乾燥用治具を、前記乾燥機に受け渡す治具受渡機構と、
前記セラミック成形体を保持した乾燥用治具を搬出するコンベアとを有し、
前記乾燥用治具分解装置は、前記セラミック成形体を保持した乾燥用治具を、前記乾燥機から受け取る治具受取機構と、
前記可動テーブル上に載置され、前記セラミック成形体を保持した状態を維持している前記乾燥用治具の保持状態を解除するように、前記固定部材を動作せしめる治具開放機構と、
前記ロボットアームを用いて、前記乾燥用治具で保持されていたセラミック成形体を取り出す成形体取出機構とを有することを特徴とする乾燥用治具循環装置。 A robot arm and a movable table for placing a drying jig for holding the ceramic molded body when drying the ceramic molded body, and for drying the ceramic molded body to be held by the drying jig on the movable table Jig assembly equipment,
A dryer for drying the ceramic molded body held by the drying jig;
A robot arm; and a movable table for placing a drying jig for holding the ceramic molded body when the ceramic molded body is dried. The ceramic molded body held by the drying jig is taken out on the movable table. Drying jig disassembling apparatus, and
A drying jig circulating apparatus provided with a drying jig circulation conveyor for conveying the drying jig from which the ceramic molded body has been taken out by the drying jig disassembling apparatus to the drying jig assembling apparatus,
Said drying jig is comprised of two separate upper jig and the lower jig, a drying jig having a fixing member for integrating both to one of the jig,
The movable table includes a lower jig placement member formed with a recess so that the lower jig can be placed, and an upper jig placement in a rail shape so that the upper jig can be placed. A movable table provided with members,
The drying jig assembling apparatus includes a conveyor that conveys a drying jig from the outside in a state where the lower jig is fixed to the upper jig,
A mechanism for placing the drying jig in a state where the lower jig is fixed to the upper jig on the lower jig placing member;
A jig opening mechanism for operating a fixing member of a drying jig in a state where the lower jig is fixed to the upper jig;
A mechanism for placing the disassembled upper jig on the upper jig placing member;
A molded body mounting mechanism for mounting a ceramic molded body at a predetermined position of the lower jig placed on the lower jig placing member, using the robot arm,
A ceramic molded body holding mechanism that puts the upper jig on the lower jig so as to cover the ceramic molded body, and puts the fixing member in a fixed state ;
A jig delivery mechanism that delivers the drying jig holding the ceramic molded body to the dryer ;
A conveyor for carrying out a drying jig holding the ceramic molded body ,
The drying jig disassembling apparatus includes a jig receiving mechanism for receiving a drying jig holding the ceramic molded body from the dryer;
A jig opening mechanism that operates the fixed member so as to release the holding state of the drying jig that is placed on the movable table and maintains the state where the ceramic molded body is held;
A drying jig circulating apparatus comprising: a molded body taking-out mechanism for taking out the ceramic molded body held by the drying jig using the robot arm.
乾燥用治具で保持されたセラミック成形体を乾燥させる乾燥機、及び、
ロボットアームと、セラミック成形体乾燥時にセラミック成形体を保持する乾燥用治具を載置する可動テーブルとを備え、前記可動テーブル上で、前記乾燥用治具に保持された前記セラミック成形体を取り出す乾燥用治具分解装置を使用し、
セラミック成形体を乾燥用治具に保持させた状態で行うセラミック成形体の乾燥方法であって、
前記乾燥用治具は、2つの分離した上治具と下治具からなり、いずれかの治具に両者を一体化するための固定部材を備えた乾燥用治具であり、
前記可動テーブルは、前記下治具を載置できるように窪みが形成された下治具載置部材と、前記上治具を載置できるようにレール状を成している上治具載置部材とを備えた可動テーブルであり、
前記乾燥用治具組立装置は、前記上治具に前記下治具が固定された状態の乾燥用治具を外部から搬送するコンベアと、
前記上治具に前記下治具が固定された状態の乾燥用治具を前記下治具載置部材に載置する機構と、
前記上治具に前記下治具が固定された状態の乾燥用治具の固定部材を動作せしめる治具開放機構と、
分解された前記上治具を前記上治具載置部材に載置する機構と、
前記下治具載置部材に載置された前記下治具の所定の位置に、前記ロボットアームを用いて、セラミック成形体を搭載する成形体搭載機構と、
前記上治具を前記セラミック成形体を覆うように前記下治具の上に乗せ、前記固定部材を固定状態にするセラミック成形体保持機構と、
前記セラミック成形体を保持した乾燥用治具を、前記乾燥機に受け渡す治具受渡機構と、前記セラミック成形体を保持した乾燥用治具を搬出するコンベアとを有し、
前記乾燥用治具分解装置は、前記セラミック成形体を保持した乾燥用治具を、前記乾燥機から受け取る治具受取機構と、
前記可動テーブル上に載置され、前記セラミック成形体を保持した状態を維持している前記乾燥用治具の保持状態を解除するように、前記固定部材を動作せしめる治具開放機構と、
前記ロボットアームを用いて、前記乾燥用治具で保持されていたセラミック成形体を取り出す成形体取出機構とを有することを特徴とするセラミック成形体の乾燥方法。 A robot arm and a movable table for placing a drying jig for holding the ceramic molded body when drying the ceramic molded body, and for drying the ceramic molded body to be held by the drying jig on the movable table Jig assembly equipment,
A dryer for drying the ceramic molded body held by the drying jig; and
A robot arm; and a movable table for placing a drying jig for holding the ceramic molded body when the ceramic molded body is dried. The ceramic molded body held by the drying jig is taken out on the movable table. Use a jig disassembly device for drying,
A method of drying a ceramic molded body performed in a state where the ceramic molded body is held in a drying jig,
Said drying jig is comprised of two separate upper jig and the lower jig, a drying jig having a fixing member for integrating both to one of the jig,
The movable table includes a lower jig placement member formed with a recess so that the lower jig can be placed, and an upper jig placement in a rail shape so that the upper jig can be placed. A movable table provided with members,
The drying jig assembling apparatus includes a conveyor that conveys a drying jig from the outside in a state where the lower jig is fixed to the upper jig,
A mechanism for placing the drying jig in a state where the lower jig is fixed to the upper jig on the lower jig placing member;
A jig opening mechanism for operating a fixing member of a drying jig in a state where the lower jig is fixed to the upper jig;
A mechanism for placing the disassembled upper jig on the upper jig placing member;
A molded body mounting mechanism for mounting a ceramic molded body at a predetermined position of the lower jig placed on the lower jig placing member, using the robot arm,
A ceramic molded body holding mechanism that puts the upper jig on the lower jig so as to cover the ceramic molded body, and puts the fixing member in a fixed state ;
A jig delivery mechanism for delivering the drying jig holding the ceramic molded body to the dryer, and a conveyor for carrying out the drying jig holding the ceramic molded body ,
The drying jig disassembling apparatus includes a jig receiving mechanism for receiving a drying jig holding the ceramic molded body from the dryer;
A jig opening mechanism that operates the fixed member so as to release the holding state of the drying jig that is placed on the movable table and maintains the state where the ceramic molded body is held;
A method for drying a ceramic molded body, comprising: a molded body taking-out mechanism for taking out the ceramic molded body held by the drying jig using the robot arm.
前記乾燥用治具は、2つの分離した上治具と下治具からなり、いずれかの治具に両者を一体化するための固定部材を備えた乾燥用治具であり、
前記成形体乾燥工程は、ロボットアームと、ハニカム成形体乾燥時にハニカム成形体を保持する乾燥用治具を載置する可動テーブルとを備え、前記可動テーブル上で、前記乾燥用治具に前記ハニカム成形体を保持させる乾燥用治具組立装置、
乾燥用治具で保持されたハニカム成形体を乾燥させる乾燥機、及び
ロボットアームと、ハニカム成形体乾燥時にハニカム成形体を保持する乾燥用治具を載置する可動テーブルとを備え、前記可動テーブル上で、前記乾燥用治具に保持された前記ハニカム成形体を取り出す乾燥用治具分解装置を使用して行い、
前記可動テーブルは、前記下治具を載置できるように窪みが形成された下治具載置部材と、前記上治具を載置できるようにレール状を成している上治具載置部材とを備えた可動テーブルであり、
前記乾燥用治具組立装置は、前記上治具に前記下治具が固定された状態の乾燥用治具を外部から搬送するコンベアと、
前記上治具に前記下治具が固定された状態の乾燥用治具を前記下治具載置部材に載置する機構と、
前記上治具に前記下治具が固定された状態の乾燥用治具の固定部材を動作せしめる治具開放機構と、
分解された前記上治具を前記上治具載置部材に載置する機構と、
前記下治具載置部材に載置された前記下治具の所定の位置に、前記ロボットアームを用いて、ハニカム成形体を搭載する成形体搭載機構と、
前記上治具を前記ハニカム成形体を覆うように前記下治具の上に乗せ、前記固定部材を固定状態にするハニカム成形体保持機構と、
前記ハニカム成形体を保持した乾燥用治具を、前記乾燥機に受け渡す治具受渡機構と、前記ハニカム成形体を保持した乾燥用治具を搬出するコンベアとを有し、
前記乾燥用治具分解装置は、前記ハニカム成形体を保持した乾燥用治具を、前記乾燥機から受け取る治具受取機構と、
前記可動テーブル上に載置され、前記ハニカム成形体を保持した状態を維持している前記乾燥用治具の保持状態を解除するように、前記固定部材を動作せしめる治具開放機構と、
前記ロボットアームを用いて、前記乾燥用治具で保持されていたハニカム成形体を取り出す成形体取出機構とを有することを特徴とするハニカム構造体の製造方法。 By forming the ceramic raw material, a columnar honeycomb formed body in which a large number of cells are arranged in parallel in the longitudinal direction across the cell wall is produced, and the honeycomb formed body is dried in a state of being held by a drying jig. A method for manufacturing a honeycomb structured body, wherein after performing the molded body drying step, the dried honeycomb molded body is fired to produce a honeycomb structured body made of the honeycomb fired body,
Said drying jig is comprised of two separate upper jig and the lower jig, a drying jig having a fixing member for integrating both to one of the jig,
The molded body drying step includes a robot arm and a movable table on which a drying jig for holding the honeycomb molded body is dried when the honeycomb molded body is dried, and the honeycomb is placed on the drying jig on the movable table. A jig assembling apparatus for drying to hold the molded body,
A drier for drying a honeycomb formed body held by a drying jig, a robot arm, and a movable table on which a drying jig for holding the honeycomb formed body is held when the honeycomb formed body is dried. In the above, using a drying jig disassembling device to take out the honeycomb formed body held in the drying jig,
The movable table includes a lower jig placement member formed with a recess so that the lower jig can be placed, and an upper jig placement in a rail shape so that the upper jig can be placed. A movable table provided with members,
The drying jig assembling apparatus includes a conveyor that conveys a drying jig from the outside in a state where the lower jig is fixed to the upper jig,
A mechanism for placing the drying jig in a state where the lower jig is fixed to the upper jig on the lower jig placing member;
A jig opening mechanism for operating a fixing member of a drying jig in a state where the lower jig is fixed to the upper jig;
A mechanism for placing the disassembled upper jig on the upper jig placing member;
A formed body mounting mechanism for mounting a honeycomb formed body at a predetermined position of the lower jig placed on the lower jig placing member, using the robot arm,
A honeycomb molded body holding mechanism for placing the upper jig on the lower jig so as to cover the honeycomb molded body, and for fixing the fixing member ;
A jig delivery mechanism that delivers the drying jig holding the honeycomb molded body to the dryer, and a conveyor that carries the drying jig holding the honeycomb molded body ,
The drying jig disassembling apparatus includes a jig receiving mechanism for receiving a drying jig holding the honeycomb formed body from the dryer;
A jig opening mechanism that operates the fixed member so as to release the holding state of the drying jig that is placed on the movable table and maintains the state of holding the honeycomb formed body;
A method for manufacturing a honeycomb structure, comprising: a molded body taking-out mechanism for taking out the honeycomb molded body held by the drying jig using the robot arm.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007010589A JP5121237B2 (en) | 2006-02-17 | 2007-01-19 | Drying jig assembling apparatus, drying jig disassembling apparatus, drying jig circulating apparatus, ceramic molded body drying method, and honeycomb structure manufacturing method |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007531517 | 2006-02-17 | ||
| JP2007531517 | 2006-02-17 | ||
| JP2007010589A JP5121237B2 (en) | 2006-02-17 | 2007-01-19 | Drying jig assembling apparatus, drying jig disassembling apparatus, drying jig circulating apparatus, ceramic molded body drying method, and honeycomb structure manufacturing method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007248041A JP2007248041A (en) | 2007-09-27 |
| JP5121237B2 true JP5121237B2 (en) | 2013-01-16 |
Family
ID=38592543
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007010589A Active JP5121237B2 (en) | 2006-02-17 | 2007-01-19 | Drying jig assembling apparatus, drying jig disassembling apparatus, drying jig circulating apparatus, ceramic molded body drying method, and honeycomb structure manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5121237B2 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109458791B (en) * | 2018-12-21 | 2023-11-10 | 深圳市信宇人科技股份有限公司 | Battery or battery material rapid drying method, small-capacity heat conduction type vacuum drying device and intelligent drying system thereof |
| CN109747036B (en) * | 2019-03-14 | 2023-11-24 | 张贵火 | Automatic processing equipment for ceramic embryo drying and pressing mold |
| CN115143751B (en) * | 2022-07-21 | 2025-02-18 | 东莞市德瑞精密设备有限公司 | Lithium battery side transfer trolley and lithium battery drying equipment |
| CN118149588B (en) * | 2024-05-10 | 2024-07-12 | 山西聚贤石墨新材料有限公司 | Calcining device and calcining method based on graphite electrode production |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63162203A (en) * | 1986-12-26 | 1988-07-05 | 高浜工業株式会社 | Automatic extractor for molded form in automatic production unit for potteries |
| JPH08337320A (en) * | 1995-06-14 | 1996-12-24 | Sumitomo Kinzoku Electro Device:Kk | Automatic conveying device for furnace for work having undried paste at the side |
| JPH11300543A (en) * | 1998-04-17 | 1999-11-02 | Babcock Hitachi Kk | Method and device for inserting honeycomb mold into drying jig |
| JP4371553B2 (en) * | 1999-08-24 | 2009-11-25 | イビデン株式会社 | Method for drying ceramic molded body, method for producing porous ceramic member, and method for producing ceramic filter |
| JP2002046089A (en) * | 2000-07-31 | 2002-02-12 | Ibiden Co Ltd | Jig for sucking rod-shaped body and method of conveying rod-shaped body |
-
2007
- 2007-01-19 JP JP2007010589A patent/JP5121237B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007248041A (en) | 2007-09-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7708933B2 (en) | Drying method of ceramic molded body | |
| US7842227B2 (en) | Drying jig, drying method of honeycomb molded body, and manufacturing method of honeycomb structured body | |
| US7687013B2 (en) | Method for firing ceramic molded body and method for manufacturing honeycomb structure | |
| EP1854607B1 (en) | Method for manufacturing a honeycomb structured body | |
| US20080111274A1 (en) | Degreasing jig assembling apparatus, degreasing jig disassembling apparatus, degreasing jig circulating apparatus, method for degreasing ceramic molded body, and method for manufacturing honeycomb structured body | |
| EP1835249A1 (en) | Drying apparatus, drying method of ceramic molded body and method for manufacturing honeycomb structured body | |
| US7632452B2 (en) | Method for manufacturing honeycomb structure | |
| US8161642B2 (en) | Holding apparatus and method for manufacturing honeycomb structure | |
| US20080136053A1 (en) | Cooling apparatus for fired body, firing furnace, cooling method of ceramic fired body, and method for manufacturing honeycomb structure | |
| JP2007230859A (en) | Manufacturing method of honeycomb structure | |
| WO2007132530A1 (en) | End face dressing apparatus for honeycomb molding, method of sealing honeycomb molding and process for producing honeycomb structure | |
| CN101312895A (en) | Handling device and method of manufacturing honeycomb structure | |
| JP2008145095A (en) | Burning tool assembling apparatus, burning tool disassembling apparatus, circulating apparatus, ceramic compact burning method, and method of manufacturing honeycomb structure | |
| JP4987559B2 (en) | Gripping device and method for manufacturing honeycomb structure | |
| JP5121237B2 (en) | Drying jig assembling apparatus, drying jig disassembling apparatus, drying jig circulating apparatus, ceramic molded body drying method, and honeycomb structure manufacturing method | |
| JP2008134036A (en) | Drying device, drying method of ceramic compact and method of manufacturing honeycomb structure | |
| JP2008175517A (en) | Cooler for baked object, calcination furnace, cooling method for ceramic baked object, and manufacturing method for honeycomb structure | |
| JP2008170139A (en) | Degreasing tool assembling device, degreasing tool disassembling device, degreasing tool circulating device, degreasing method for ceramic molded body, and manufacturing method of honeycomb structure | |
| JP2008133131A (en) | Degreasing furnace input device, and manufacturing method of honeycomb structure | |
| JP2008132754A (en) | Manufacturing method of honeycomb structure, honeycomb molded object receiver and honeycomb molded object takeout machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120313 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120509 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20120509 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121023 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121023 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151102 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5121237 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |