JP4986463B2 - Shape control method in cold rolling - Google Patents
Shape control method in cold rolling Download PDFInfo
- Publication number
- JP4986463B2 JP4986463B2 JP2006021314A JP2006021314A JP4986463B2 JP 4986463 B2 JP4986463 B2 JP 4986463B2 JP 2006021314 A JP2006021314 A JP 2006021314A JP 2006021314 A JP2006021314 A JP 2006021314A JP 4986463 B2 JP4986463 B2 JP 4986463B2
- Authority
- JP
- Japan
- Prior art keywords
- rolling
- crown
- amount
- shape
- elongation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 26
- 238000005097 cold rolling Methods 0.000 title claims description 9
- 238000005096 rolling process Methods 0.000 claims description 157
- 239000000463 material Substances 0.000 claims description 93
- 238000013178 mathematical model Methods 0.000 claims description 15
- 230000000694 effects Effects 0.000 description 11
- 229910000831 Steel Inorganic materials 0.000 description 9
- 239000010959 steel Substances 0.000 description 9
- 238000005259 measurement Methods 0.000 description 6
- 238000011156 evaluation Methods 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000004458 analytical method Methods 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000011835 investigation Methods 0.000 description 2
- 238000005461 lubrication Methods 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 241000872198 Serjania polyphylla Species 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 238000012733 comparative method Methods 0.000 description 1
- 230000009193 crawling Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 210000005069 ears Anatomy 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 230000004043 responsiveness Effects 0.000 description 1
- 238000004088 simulation Methods 0.000 description 1
Images








Landscapes
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
- Control Of Metal Rolling (AREA)
Description
本発明は、圧延された金属帯の板形状が目標形状に一致するようにワ−クロ−ルクラウン量を適正化する方法に関する。 The present invention relates to a method for optimizing the amount of work crown so that the plate shape of a rolled metal strip matches a target shape.
冷間圧延では、圧延機出側に配置された形状検出器で圧延中の圧延材形状を測定し、測定結果に基づいてロ−ルベンダ−,ロ−ルシフト等の形状制御手段の制御量を補正する方法が一般的に採用されている。しかし、圧延機から離れた位置に配置された形状検出器で圧延材の形状を測定することが多く、そのため検出遅れが生じ、応答性の高い制御が困難なこともある。
そこで、高速応答性で形状制御するため、圧延荷重の変動が圧延材の形状変化に影響を及ぼしているとの前提に立って、板形状の直接測定に代えて圧延荷重を測定し、圧延荷重の測定値に基づいて各形状制御手段の制御量を補正する種々の方式が提案されている(例えば、特許文献1,2,3参照)。これらの方式も、圧延形状を圧延荷重の関数で表した圧延形状予測式に基づいて形状制御している。そして、圧延形状予測式では板幅方向の1ヶ所の形状のみで圧延形状を評価している。そのため、圧延荷重が大きく変動する場合、板幅全体にわたって良好な形状を得がたい。
In cold rolling, the shape of the rolled material is measured with a shape detector located on the delivery side of the rolling mill, and the amount of control of shape control means such as roll bender and roll shift is corrected based on the measurement results. This method is generally adopted. However, the shape of the rolled material is often measured with a shape detector arranged at a position distant from the rolling mill, so that a detection delay occurs and control with high responsiveness may be difficult.
Therefore, in order to control the shape with high-speed response, the rolling load is measured instead of the direct measurement of the plate shape on the assumption that the fluctuation of the rolling load affects the shape change of the rolled material. Various methods for correcting the control amount of each shape control means based on the measured values have been proposed (see, for example,
そこで、このような問題を解消するため、本発明者等は、板幅方向に沿った複数箇所で伸び率差を取り込んだ数式モデルを使用することにより、圧延荷重の変動に応じて形状制御手段の制御量を補正し、板幅全体にわたって良好な形状をもつ鋼帯を製造する方法を開発し、特許文献4で紹介した。この方法は、圧延中の形状制御を対象にしているが、圧延開始時に形状制御手段を初期設定するプリセット制御についても数式モデルをそのまま適用できる。
Therefore, in order to solve such a problem, the present inventors have used a mathematical model that incorporates the difference in elongation at a plurality of locations along the sheet width direction, so that the shape control means according to the fluctuation of the rolling load. A method for manufacturing a steel strip having a good shape over the entire plate width was developed, and was introduced in
しかし、特許文献4で提案した方法では、素材クラウンの影響を考慮することなく、圧延荷重及び形状制御手段の関数で形状予測式を表している。従って、大径ワ−クロ−ルを使用する4段圧延機等による圧延では、ワ−クロ−ルのたわみ変形が小さく、素材クラウンの影響が大きくなる。このような圧延で形状検出器による形状の測定結果に基づいた圧延中の形状制御に先立って、数式モデルにより形状制御手段を初期設定すると、圧延の初期に形状不良が発生しやすい。また、形状検出器が設置されていない圧延機による圧延では、圧延荷重の変動に応じて形状制御手段の制御量を補正する場合、圧延開始時から圧延終了時まで素材クラウンの影響が考慮されていないため、コイル全長にわたって形状不良を生じることもある。
However, in the method proposed in
また、特許文献4で提案した方法は、圧延前形状の影響が小さいことを前提としたものであり、圧延前形状が良好な場合や、圧下率が大きく圧延前形状が残存しにくい場合には良好な形状が得られる。しかし、スキンパス圧延のように圧下率が小さい圧延条件においてこの方法を適用すると、圧延前形状が良好でない場合に圧延前形状が残存し、良好な形状が得られない場合がある。
そこで本発明者等は、素材クラウンと圧延前形状の両方の影響を取り込んだ数式モデルを用いてプリセット制御及び圧延中の形状制御を行うことにより、圧延開始時よりコイル全長にわたって良好な形状をもつ鋼帯を製造する方法を開発し、特許文献5で紹介した。
Further, the method proposed in
Therefore, the present inventors have a good shape over the entire length of the coil from the beginning of rolling by performing preset control and shape control during rolling using a mathematical model that incorporates both the material crown and the shape before rolling. A method of manufacturing a steel strip was developed and introduced in
ところで、特許文献5で紹介した方法は、形状制御手段の仕様範囲が広く、広範囲な圧延条件にわたって目標形状に制御できることを前提としたものであり、形状制御手段の能力が十分な場合には良好な形状が得られる。しかし、形状制御手段の仕様範囲が狭い場合には広範囲な圧延条件への対応が困難となり、良好な形状が得られない場合がある。特に、圧延荷重が大きく、形状制御手段の能力が不足する場合には、大きな耳伸び形状を生じる。
そこで、本発明は、このような問題を解消すべく案出されたものであり、広範囲な圧延条件に対応した適正なワ−クロ−ルクラウン量を算出し、ワ−クロ−ルに付与することにより、形状制御手段の能力不足を補い、形状精度に優れた圧延材を高生産性で製造できる制御方法を提供することを目的とする。
By the way, the method introduced in
Accordingly, the present invention has been devised to solve such a problem, and calculates an appropriate amount of the work crown crown corresponding to a wide range of rolling conditions, and applies it to the work roll. Accordingly, it is an object of the present invention to provide a control method that can compensate for the lack of capacity of the shape control means and can manufacture a rolled material with excellent shape accuracy with high productivity.
本発明の冷間圧延における形状制御方法は、その目的を達成するため、圧延荷重,形状制御手段の制御量,素材クラウン量,圧延前素材の伸び率差及びワ−クロ−ルクラウン量を変数とし、板端から距離が異なる複数の箇所について板幅中央に対する伸び率差を表す数式モデルを予め作成し、板厚,板幅及び材質のテーブル区分毎に圧延荷重,素材クラウン量,圧延前素材の伸び率差の予測範囲における最大値と最小値及び形状制御手段の仕様範囲における最大値と最小値を前記数式モデルに代入し、圧延荷重,素材クラウン量,圧延前素材の伸び率差の予測範囲において形状制御手段の仕様範囲内で目標の伸び率差が得られるように、適正なワ−クロ−ルクラウン量を算出し、ワ−クロ−ルに付与することを特徴とする。 In order to achieve the object, the shape control method in the cold rolling according to the present invention uses the rolling load, the control amount of the shape control means, the material crown amount, the elongation difference of the material before rolling and the work crown amount as variables. A mathematical model that represents the difference in elongation from the center of the sheet width is created in advance for a plurality of locations with different distances from the sheet edge, and the rolling load, material crown amount, and material before rolling for each table division of sheet thickness, sheet width, and material. substituting the maximum value and the minimum value in the mathematical model of the specification range of the maximum and minimum values and the shape control means in the expected range of elongation rate difference, rolling load, material crown value, the expected range of elongation difference before rolling stock In FIG. 2, an appropriate amount of work crown crown is calculated so as to obtain a target elongation difference within the specification range of the shape control means and applied to the work roll.
さらに、圧延荷重の予測値,素材クラウン量と圧延前素材の伸び率差の実測値及びワ−クロ−ルクラウン量を数式モデルに代入し、伸び率差が目標値に一致するように形状制御手段の制御量を算出し、設定することを特徴とする。
また、連続的に測定した圧延荷重の実測値,素材クラウン量と圧延前素材の伸び率差の実測値及びワ−クロ−ルクラウン量を数式モデルに代入し、伸び率差が目標値に一致するように形状制御手段の制御量を算出し、補正するとき、圧延中の形状制御も可能となる。
Furthermore, the predicted value of rolling load, the measured value of the elongation difference between the material crown and the material before rolling, and the work crown amount are substituted into the mathematical model, and the shape control means is used so that the elongation difference matches the target value. The control amount is calculated and set.
In addition, the measured value of the rolling load measured continuously, the measured value of the material crown amount and the measured elongation difference of the material before rolling, and the amount of work crown are substituted into the mathematical model, and the elongation difference matches the target value. Thus, when the control amount of the shape control means is calculated and corrected, shape control during rolling is also possible.
本発明においては、ワ−クロ−ルクラウン量の影響を考慮した数式モデルを用いて適正なワ−クロ−ルクラウン量を算出し、ワ−クロ−ルに付与している。そのため、広範囲な圧延条件に対応して形状制御手段の能力不足を補い、圧延開始からコイル全長にわたって良好な形状の圧延材が得られる。 In the present invention, an appropriate work crown amount is calculated using a mathematical model that takes into account the effect of the work crown amount and applied to the work roll. Therefore, the shortage of the shape control means is compensated for a wide range of rolling conditions, and a rolled material having a good shape can be obtained over the entire length of the coil from the start of rolling.
本発明者等は、ワ−クロ−ルクラウン量の影響を考慮した数式モデルを用いて適正なワ−クロ−ルクラウン量を算出し、ワ−クロ−ルに付与することにより、広範囲な圧延条件に対応して良好な形状が得られるような冷間圧延の形状制御方法を種々調査検討した。
その結果、板端から距離が異なる複数の箇所について板幅中央に対する伸び率差がそれぞれワ−クロ−ルクラウン量と比例関係にあることに着目し、伸び率の差にワ−クロ−ルクラウン量が与える影響を取り込んだ数式モデルを使用すると、広範囲な圧延条件に対応した適正なクラウン量をワ−クロ−ルに付与することが可能となり、良好な形状をもつ圧延材が製造されることを見出した。
以下、4段圧延機を対象に本発明の形状制御方法について説明するが、6段以上の多段圧延機に対しても同様に本発明が適用されることは勿論である。
The inventors have calculated a proper amount of the crown crown using a mathematical model that takes into account the influence of the amount of the crown crown, and applied it to the workpiece roll to achieve a wide range of rolling conditions. Various investigations and investigations were carried out on the cold rolling shape control method to obtain a correspondingly good shape.
As a result, paying attention to the fact that the elongation difference with respect to the center of the sheet width is proportional to the amount of work crown at a plurality of locations with different distances from the end of the plate. Using a mathematical model that incorporates the effects of this effect, it was possible to give the work crown an appropriate crown amount corresponding to a wide range of rolling conditions, and it was found that a rolled material having a good shape was produced. It was.
Hereinafter, the shape control method of the present invention will be described for a four-high mill, but the present invention is naturally applicable to a multi-high mill having six or more stages.
通常、耳伸び,中伸び等の単純な形状不良だけでなく、クォータ伸びや各種伸びが複雑に組み合わさった複合伸びを防止するためには、圧延形状を複数の指標で評価し制御することが要求される。そこで、本発明においては、圧延形状を板端から距離が異なる複数の箇所における伸び率と板幅中央の伸び率との差で評価することとした。
具体的には、板端部及びクォータ部の板幅中央に対する伸び率差εe,εqで圧延形状を定義する。伸び率差εe,εqは板端部の伸び率をele,クォータ部の伸び率をelq,板幅中央の伸び率をelcとするとき、それぞれ式(1)及び(2)で表される。
εe=ele−elc (1)
εq=elq−elc (2)
Usually, in order to prevent not only simple shape defects such as ear elongation and medium elongation, but also complex elongation that is a complex combination of quarter elongation and various elongations, it is possible to evaluate and control the rolling shape with multiple indices. Required. Therefore, in the present invention, the rolling shape is evaluated by the difference between the elongation rate at a plurality of locations at different distances from the plate edge and the elongation rate at the center of the plate width.
Specifically, the rolling shape is defined by elongation difference ε e and ε q with respect to the plate width center of the plate end portion and the quarter portion. Elongation difference epsilon e, when epsilon q is el e elongation of the plate edge, elongation rate el q quota portion, the elongation of the sheet width center and el c, respectively formula (1) and (2) It is represented by
ε e = el e -el c (1)
ε q = el q −el c (2)
同様に、圧延前素材の伸び率差ε0e,ε0qは圧延前素材の板端部の伸び率をel0e,クォータ部の伸び率をel0q,板幅中央の伸び率をel0cとするとき、それぞれ式(3)及び(4)で表される。
ε0e=el0e−el0c (3)
ε0q=el0q−el0c (4)
なお、板端部及びクォータ部の測定位置については、形状を適切に表し、且つ精度の良い数式モデルが得られるように経験的に定められる。
Similarly, the elongation difference ε 0e and ε 0q of the material before rolling is defined as el 0e for the elongation at the end of the plate before rolling, el 0q for the elongation of the quarter portion, and el 0c for the elongation at the center of the sheet width . Are represented by equations (3) and (4), respectively.
ε 0e = el 0e -el 0c (3)
ε 0q = el 0q −el 0c (4)
It should be noted that the measurement positions of the plate end portion and the quarter portion are determined empirically so as to appropriately represent the shape and obtain an accurate mathematical model.
ところで、圧延材の形状に及ぼす影響要因には、圧延材寸法,材質,潤滑状態,圧延荷重,形状制御手段の制御量,素材クラウン量,圧延前素材の伸び率差,ワ−クロ−ルクラウン量等がある。このうち、圧延材寸法については板厚,板幅毎にテーブル区分すると、区分内での圧延材寸法の変化が形状に及ぼす影響を小さくできる。材質,潤滑状態は圧延材の形状に影響するが、その影響のほとんどは圧延荷重を介したロール撓みの変化によって生じる。したがって、形状変化に及ぼす主要因は、圧延荷重,形状制御手段の制御量,素材クラウン量,圧延前素材の伸び率差及びワ−クロ−ルクラウン量ということができる。
そこで、圧延荷重,形状制御手段の制御量,素材クラウン量,圧延前素材の伸び率差及びワ−クロ−ルクラウン量が圧延形状に及ぼす定量的な影響を検討した。
By the way, the influence factors on the shape of the rolled material include the rolled material size, material, lubrication state, rolling load, control amount of the shape control means, material crown amount, elongation difference of the material before rolling , and the work crown amount. Etc. Among these, regarding the rolled material dimensions, if the table is divided for each plate thickness and width, the influence of the change in the rolled material size in the section on the shape can be reduced. The material and the lubrication state affect the shape of the rolled material, but most of the influence is caused by changes in roll deflection due to the rolling load. Therefore, the main factors affecting the shape change can be referred to as the rolling load, the control amount of the shape control means, the material crown amount, the elongation difference of the material before rolling , and the work crown amount.
Therefore, the quantitative effects of the rolling load, the control amount of the shape control means, the material crown amount, the elongation difference of the material before rolling and the work crown amount on the rolling shape were examined.
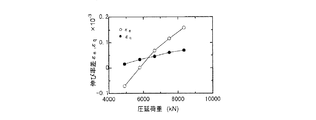
圧延荷重の変化は、ロール撓みの変化となって現れ、圧延材の形状を変化させる。圧延荷重とロール撓み量との関係は弾性領域における変形を対象としていることからほぼ線形的な関係にある。したがって、式(1),(2)で表される伸び率差εe,εqも図1に示すように圧延荷重Pと線形関係にある。
ワークロールベンダーも圧延荷重と同様にロール撓みを変化させて圧延形状を変化させるものであり、図2に示すようにワークロールベンダー力Bと伸び率差εe,εqとの間も線形関係にある。
素材クラウン量は板端部と板幅中央の板厚差で定義した。図3に示すように素材クラウン量Crと伸び率差εe,εqとの間も線形関係にある。
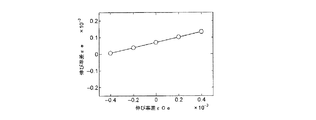
図4,5に示すように圧延前素材の伸び率差ε0e,ε0qと圧延後の伸び率差εe,εqとの間も線形関係にある。
ワ−クロ−ルクラウン量はワ−クロ−ル端とワ−クロ−ル中央との直径差で定義した。図6に示すようにワ−クロ−ルクラウン量Wrと伸び率差εe,εqとの間も線形関係にある。
The change in rolling load appears as a change in roll deflection and changes the shape of the rolled material. The relationship between the rolling load and the amount of roll deflection is almost linear since it is intended for deformation in the elastic region. Therefore, the elongation differences ε e and ε q expressed by the equations (1) and (2) are also linearly related to the rolling load P as shown in FIG.
The work roll bender also changes the rolling shape by changing the roll deflection in the same manner as the rolling load. As shown in FIG. 2, the linear relationship between the work roll bender force B and the elongation differences ε e and ε q is also obtained. It is in.
The amount of material crown was defined as the thickness difference between the plate edge and the center of the plate width. As shown in FIG. 3, the material crown amount Cr and the elongation difference ε e , ε q are also in a linear relationship.
As shown in FIGS. 4 and 5, the elongation differences ε 0e and ε 0q of the material before rolling and the elongation differences ε e and ε q after rolling are also in a linear relationship.
The amount of work crown was defined by the difference in diameter between the end of the work roll and the center of the work roll. Wa 6 - Black - Rukuraun weight W r and elongation difference epsilon e, there is also a linear relationship between the epsilon q.
以上の各要因相互の関係から、ae,be,ce,de,ee,fe,aq,bq,cq,dq,eq,fqを影響係数として、式(5)〜(6)で圧延形状予測式を表すことができる。
εe=ae・P+be・B+ce+de・Cr+ee・ε0e+fe・Wr (5)
εq=aq・P+bq・B+cq+dq・Cr+eq・ε0q+fq・Wr (6)
影響係数ae,be,ce,de,ee,fe,aq,bq,cq,dq,eq,fqは、板幅,板厚及び材質等の製造品種によって定まる定数であり、実験又はロールの弾性変形解析と素材の塑性変形解析とを連成させた解析モデルによるシミュレーションからそれぞれ求められる。各影響係数は、板幅,板厚,材質等の各区分毎にテーブル設定し、或いは板幅,板厚,材質等の関数として数式化される。
From the above relationship between the factors mutually, a e, b e, c e, d e, e e, f e, a q, b q, c q, d q, e q, the f q as influence coefficients, wherein The rolling shape prediction formula can be expressed by (5) to (6).
ε e = a e · P + b e · B + c e + d e · C r + e e · ε 0e + f e · W r (5)
ε q = a q · P + b q · B + c q + d q · C r + e q · ε 0q + f q · W r (6)
Influence coefficients a e , b e , c e , d e , e e , f e , a q , b q , c q , d q , e q , f q are production types such as plate width, plate thickness, and material It is a constant determined by the above equation, and is obtained from an experiment or a simulation using an analysis model in which an elastic deformation analysis of a roll and a plastic deformation analysis of a material are coupled. Each influence coefficient is set in a table for each section such as plate width, plate thickness, and material, or expressed as a function of plate width, plate thickness, material, and the like.
なお、ワ−クロ−ル径400mm程度が一般的な6段圧延機やワ−クロ−ル径100mm以下が一般的な20段圧延機等では、ワ−クロ−ルに大きな撓み変形が生じやすいため圧延荷重の形状に及ぼす影響は大きいが、素材クラウンの形状に及ぼす影響は小さくなりやすい。この場合には、式(5),(6)において素材クラウン量Crをゼロとして素材クラウン量の影響項を無視することも可能である。
また、圧延前素材の伸び率差が良好な場合や、圧下率が大きく圧延前素材の伸び率差が残存しにくい場合には、圧延前素材の伸び率差の形状に及ぼす影響は小さい。この場合には、式(5),(6)において圧延前素材の伸び率差ε0e,ε0qをゼロとして圧延前素材の伸び率差の影響項を無視することも可能である。
In a typical 6-high rolling mill having a work diameter of about 400 mm, a general 20-high rolling mill having a work diameter of 100 mm or less, and the like, a large bending deformation is likely to occur in the work roll. Therefore, the influence on the shape of the rolling load is large, but the influence on the shape of the material crown tends to be small. In this case, in Equations (5) and (6), the material crown amount Cr can be set to zero and the influence term of the material crown amount can be ignored.
Further, and if good elongation difference before rolling stock, when the growth rate difference before rolling reduction ratio is large material hardly remains, a small effect on the shape of the growth rate difference before the rolling stock. In this case, in Equations (5) and (6), it is possible to ignore the influence terms of the elongation difference of the raw material before rolling by setting the elongation differences ε 0e and ε 0q of the raw material before rolling to zero.
圧延荷重,素材クラウン量,圧延前素材の伸び率差の予測範囲において形状制御手段の仕様範囲内で目標の伸び率差εe,εqがそれぞれの目標値εe 0,εq 0に近づくような適正なワ−クロ−ルクラウン量Wrの算出に際しては、全ての板厚,板幅及び材質のテーブル区分を通じて最も耳伸び側の形状になりやすい条件と最も中伸び側の形状になりやすい条件でそれぞれ式(7)で示す評価関数Jが最小となるようにワ−クロ−ルクラウン量を算出し、その平均値をとる。 The target elongation differences ε e and ε q approach the target values ε e 0 and ε q 0 within the specification range of the shape control means in the predicted range of rolling load, material crown amount, and elongation difference of the material before rolling. such proper word - black - when the Rukuraun weight W r calculation of all thickness, tends to form on the most ears extending side shape prone conditions the most middle extension-side through the table section of the plate width and material Under the conditions, the amount of the work crown crown is calculated so that the evaluation function J shown by the equation (7) is minimized, and the average value is taken.
圧延荷重の影響係数ae,aqは正、ワークロールベンダー力の影響係数be,bqは負、素材クラウン量の影響係数de,dqは負、圧延前素材の伸び率差の影響係数ee,eqは正、ワ−クロ−ルクラウン量の影響係数fe、fqは負なので、最も耳伸び側の形状になりやすい条件については、板厚,板幅及び材質のテーブル区分毎に圧延荷重の予測範囲の最大値,ワークロールベンダー力の仕様範囲の最小値,素材クラウン量の予測範囲の最小値,圧延前素材の伸び率差の予測範囲の最大値を式(5),(6)に代入して式(7)で示す評価関数Jが最小となるようにワ−クロ−ルクラウン量を算出し、全ての板厚,板幅及び材質のテーブル区分を通じての最大値を採用する。 Influence coefficient a e of rolling load, a q is a positive, influence coefficient b e work roll bender force, b q is negative, influence coefficient d e material crown amount, d q is negative, before rolling the material growth rate difference Since the influence coefficients e e and e q are positive and the influence coefficient f e and f q of the work crown amount are negative, the table of plate thickness, plate width, and material is used for the condition that tends to be the shape of the ear extension side. For each category, the maximum value of the prediction range of rolling load, the minimum value of the specification range of work roll bender force, the minimum value of the prediction range of material crown amount, and the maximum value of the prediction range of elongation difference of material before rolling ) And (6) are substituted for the work crown amount so that the evaluation function J shown in the equation (7) is minimized, and the maximum value is obtained through the table classification of all plate thicknesses, plate widths and materials. Is adopted.
また、最も中伸び側の形状になりやすい条件については、板厚,板幅及び材質のテーブル区分毎に圧延荷重の予測範囲の最小値,ワークロールベンダー力の仕様範囲の最大値,素材クラウン量の予測範囲の最大値,圧延前素材の伸び率差の予測範囲の最小値を式(5),(6)に代入して式(7)で示す評価関数Jが最小となるようにワ−クロ−ルクラウン量を算出し、全ての板厚,板幅及び材質のテーブル区分を通じての最小値を採用する。
J=we(εe−εe 0)2+wq(εq−εq 0)2 (7)
式中、we,wqは、重み係数を示す。
In addition, the conditions that tend to be the most stretched shape are the minimum value of the rolling load prediction range, the maximum value of the work roll bender force specification range, and the material crown amount for each table classification of plate thickness, plate width, and material. By substituting the maximum value of the predicted range and the minimum value of the predicted range of the elongation difference of the material before rolling into equations (5) and (6), the evaluation function J shown in equation (7) is minimized. Calculate the amount of crawling crown and adopt the minimum value through all table thicknesses, plate widths and material table classifications.
J = w e (ε e -ε e 0) 2 + w q (ε q -ε q 0) 2 (7)
In the equation, w e and w q indicate weighting factors.
上記の方法により適正なクラウン量を付与したワ−クロ−ルを用いて圧延する場合のワークロールベンダー力Bの初期設定に際しては、圧延荷重Pを予測し、圧延荷重Pの予測値,素材クラウンCrの実測値,圧延前素材の伸び率差のε0e,ε0qの実測値及び付与したワ−クロ−ルクラウン量Wrから、式(7)で示す評価関数Jが最小となるようにワークロールベンダー力Bを算出し、設定する。
形状検出器が設置されている圧延機では、本発明による方法によりワ−クロ−ルベンダ−力を初期設定した後、形状検出器で得られた圧延材の形状測定結果に基づいて圧延中にも形状制御できる。形状検出器を備えていない圧延機では、圧延荷重Pを連続的に測定し、圧延荷重Pの実測値と素材クラウンCrの実測値,圧延前素材の伸び率差ε0e,ε0qの実測値及び付与したワ−クロ−ルクラウン量Wrから、式(7)で示す評価関数Jが最小となるようにワークロールベンダー力Bを算出し、補正する。
In the initial setting of the work roll bender force B in the case of rolling using a work roll provided with an appropriate crown amount by the above method, the rolling load P is predicted, the predicted value of the rolling load P, the material crown Found for C r, ε 0e elongation difference before rolling stock, epsilon 0q measured value and applying the word - black - from Rukuraun weight W r, as an evaluation function J shown in equation (7) becomes minimum Calculate and set work roll vendor force B.
In a rolling mill in which a shape detector is installed, after the work bender bending force is initially set by the method according to the present invention, the rolling is also performed during rolling based on the shape measurement result of the rolled material obtained by the shape detector. Shape control is possible. In the rolling mill having no shape detector, the rolling load P to be measured continuously, the actual measurement value and the actually measured values of the material crown C r of the rolling load P, before rolling the material elongation difference epsilon 0e, epsilon actually measured 0q The work roll bender force B is calculated and corrected so as to minimize the evaluation function J shown in the equation (7) from the value and the given work crown amount W r .
以上の説明では、板端部及びクォ−タ部の2点における板幅中央に対する伸び率差εe,εqで圧延形状を定義し、適正なワ−クロ−ルクラウン量Wrを算出し、ワ−クロ−ルに付与するとともに、ワークロールベンダー力Bを設定又は補正している。しかし、本発明はこれに拘束されるものではなく、板幅方向に沿った3点以上について板幅中央に対する伸び率差を用いて圧延形状を定義した場合にも同様に圧延形状を制御できる。 In the above description, the rolling shape is defined by the elongation difference ε e and ε q with respect to the center of the plate width at two points of the plate end portion and the quarter portion, and an appropriate work crown crown amount W r is calculated. While giving to the work roll, the work roll bender force B is set or corrected. However, the present invention is not limited thereto, and the rolling shape can be similarly controlled when the rolling shape is defined by using the elongation difference with respect to the center of the plate width at three or more points along the plate width direction.
使用する形状制御手段は、ワ−クロ−ルベンダ−に限ったものではなく、6段圧延機の形状制御手段である中間ロ−ルベンダ−や中間ロ−ルシフトを用いる場合にも、圧延形状予測式を式(5),(6)と同様な線形式で表し、適正なワ−クロ−ルクラウン量Wrを算出し、ワ−クロ−ルに付与するとともに、中間ロ−ルベンダ−,中間ロ−ルシフト等を設定又は補正できる。例えばワ−クロ−ルベンダ−と中間ロ−ルベンダ−で制御する場合、式(8),(9)の圧延形状予測式が使用され、適正なワ−クロ−ルクラウン量Wrを算出し、ワ−クロ−ルに付与するとともに、伸び率差εe,εqがそれぞれの目標値εe 0,εq 0となるようにワ−クロ−ルベンダ−力,中間ロ−ルベンダ−力を算出し設定する。
εe=ae・P+be・B+ce+de・Cr+ee・ε0e+fe・Wr+ge・I (8)
εq=aq・P+bq・B+cq+dq・Cr+eq・ε0q+fq・Wr+gq・I (9)
ここで、Iは中間ロ−ルベンダ−力、ge,gqは影響係数である。
The shape control means to be used is not limited to the work bender, but also when using an intermediate roll bender or an intermediate roll shift which is a shape control means of a six-high rolling mill, equation (5), expressed in the same linear equation (6), the proper word - black - calculates Rukuraun amount W r, Wa - black - with imparting to Le, intermediate b - Rubenda -, intermediate b - Can be set or corrected. For example, when control is performed with a work roll bender and an intermediate roll bender, the rolling shape prediction formulas (8) and (9) are used to calculate an appropriate work crown crown W r. -While applying to the roll, calculate the work bender force and the intermediate roll bender force so that the elongation difference ε e and ε q become the target values ε e 0 and ε q 0 , respectively. Set.
ε e = a e · P + b e · B + c e + d e · C r + e e · ε 0e + f e · W r + g e · I (8)
ε q = a q · P + b q · B + c q + d q · C r + e q · ε 0q + f q · W r + g q · I (9)
Here, I is an intermediate roll bender force, and g e and g q are influence coefficients.
実施例1;
図7に示す4段圧延機を用いた冷間圧延に本発明を適用した例を説明する。4段圧延機1は、ワークロールベンダー2を形状制御手段として備えている。また、上位コンピュータ3には予め板厚,板幅及び材質のテーブル区分毎の圧延荷重,素材クラウン量,圧延前素材の伸び率差の予測範囲における最大値と最小値及び形状制御手段の仕様範囲における最大値と最小値が入力されている。プロセスコンピュータ4では板幅,板厚及び材質の区分毎に予め算出した影響係数を取り込んでおり、式(5),(6),(7)に基づいて全ての板厚,板幅及び材質のテーブル区分を通じて最も耳伸び側の形状になりやすい条件と最も中伸び側の形状になりやすい条件でワ−クロ−ルクラウン量を算出し、その平均値45μmを適正なワ−クロ−ルクラウン量Wrとしてワ−クロ−ル5に付与した。
Example 1;
An example in which the present invention is applied to cold rolling using the four-high rolling mill shown in FIG. 7 will be described. The four-
上記のクラウン量Wrを付与したワ−クロ−ル5を用いて圧延する際には、上位コンピュータ3に予め入力されている圧延条件から圧延荷重式に従って圧延荷重Pが算出される。プロセスコンピュータ4では板幅,板厚及び材質の区分毎に予め算出した影響係数と素材クラウンCrの実測値,圧延前素材の伸び率差ε0e,ε0qの実測値及び付与したワ−クロ−ルクラウン量Wrを取り込んでおり、式(5),(6),(7)に基づいてワークロールベンダー力Bを算出する。
Wa granted the crown amount W r - black - when rolling with
板幅970mm,板厚2.0mmで素材クラウン量が20μm、急峻度が1.5%の耳伸び形状の熱延鋼帯を4段圧延機1に送り込み、径600mmのワークロールにより伸び率2.0%でスキンパス圧延した。なお、伸び率差εe,εqの目標値εe 0,εq 0はいずれも0とした。圧延開始後は形状検出器の出力値に基づいて制御しながらスキンパス圧延した。
比較のため、前記特許文献5で紹介した方法によりプリセット制御し、圧延開始後は形状検出器6の出力値に基づいて制御しながらスキンパス圧延した。
A hot-rolled steel strip in the form of an ear with a plate width of 970 mm, a plate thickness of 2.0 mm, a material crown amount of 20 μm, and a steepness of 1.5% is fed into the four-
For comparison, preset control was performed by the method introduced in
スキンパス圧延された鋼帯は図8に示すように、圧延開始からコイル全長にわたって急峻度が0.5%以内に収められており、良好な形状に圧延されていた。これに対し、ワ−クロ−ルクラウン量Wrが適正化されておらず、ワークロールベンダーの能力が不足する比較法では、圧延開始からコイル全長にわたって急峻度が1.0%以上と大きな耳伸びを生じていた。 As shown in FIG. 8, the steel strip that was subjected to skin pass rolling had a steepness of 0.5% or less over the entire length of the coil from the start of rolling, and was rolled into a good shape. On the other hand, in the comparative method in which the work crown bender capacity is insufficient because the work crown amount Wr is not optimized, the steepness is 1.0% or more over the entire coil length from the start of rolling. It was happening.
実施例2;
ワークロールベンダー2を形状制御手段として備え、形状検出器のない4段圧延機1を用い、径680mmのワークロールにより板幅1020mm,板厚2.0mmで素材クラウン量が30μm、急峻度が1.5%の耳伸び形状の熱延鋼板を伸び率2.0%でスキンパス圧延した。
図9に示す4段圧延機を用いた冷間圧延に本発明を適用した例を説明する。
4段圧延機1は、ワークロールベンダー2を形状制御手段として備えている。また、上位コンピュータ3には予め板厚,板幅及び材質のテーブル区分毎の圧延荷重,素材クラウン量,圧延前素材の伸び率差の予測範囲における最大値と最小値及び形状制御手段の仕様範囲における最大値と最小値が入力されている。プロセスコンピュータ4では板幅,板厚及び材質の区分毎に予め算出した影響係数を取り込んでおり、式(5),(6),(7)に基づいて全ての板厚,板幅及び材質のテーブル区分を通じて最も耳伸び側の形状になりやすい条件と最も中伸び側の形状になりやすい条件でワ−クロ−ルクラウン量を算出し、その平均値40μmを適正なワ−クロ−ルクラウン量Wrとして径680mmのワ−クロ−ル5に付与した。そして、板幅1020mm,板厚2.0mmで素材クラウン量が30μm、急峻度が1.5%の耳伸び形状の熱延鋼板を伸び率2.0%でスキンパス圧延した。
Example 2;
A
An example in which the present invention is applied to cold rolling using the four-high rolling mill shown in FIG. 9 will be described.
The four-
圧延開始時には式(5),(6),(7)に基づいてワークロールベンダー力Bを設定し、圧延中には荷重計7で圧延荷重Pを連続測定し、上位コンピュータ3に入力した。そして、圧延荷重Pの実測値,素材クラウンCrの実測値,圧延前素材の伸び率差ε0e,ε0qの実測値及び付与したワ−クロ−ルクラウン量Wrを式(5),(6),(7)に代入して、伸び率差εe,εqがそれぞれの目標値εe 0,εq 0に一致するようにワークロールベンダー力Bを補正した。
At the start of rolling, the work roll bender force B was set based on the equations (5), (6), and (7). During the rolling, the rolling load P was continuously measured by the
スキンパス後の鋼帯は、図10に示すように圧延開始からコイル全長にわたって急峻度は0.5%以内に収められた良好な形状であった。他方、ワ−クロ−ルクラウン量Wrが適正化されておらず、ワークロールベンダーの能力が不足する特許文献5による比較法では、圧延開始からコイル全長にわたって急峻度が1.0%以上と大きな耳伸びを生じていた。
The steel strip after the skin pass had a good shape with a steepness within 0.5% from the start of rolling to the entire length of the coil as shown in FIG. On the other hand, word - black - Rukuraun amount W r has not been optimized, the comparison
1:4段圧延機 2:ワークロールベンダー
3:上位コンピュータ 4:プロセスコンピュータ
5:ワ−クロ−ル 6:形状検出器
7:荷重計
1: Four-high rolling mill 2: Work roll bender 3: Upper computer 4: Process computer 5: Workroll 6: Shape detector 7: Load meter
Claims (3)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006021314A JP4986463B2 (en) | 2006-01-30 | 2006-01-30 | Shape control method in cold rolling |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006021314A JP4986463B2 (en) | 2006-01-30 | 2006-01-30 | Shape control method in cold rolling |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007203303A JP2007203303A (en) | 2007-08-16 |
| JP4986463B2 true JP4986463B2 (en) | 2012-07-25 |
Family
ID=38483221
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006021314A Active JP4986463B2 (en) | 2006-01-30 | 2006-01-30 | Shape control method in cold rolling |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4986463B2 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4623738B2 (en) * | 2006-03-31 | 2011-02-02 | 日新製鋼株式会社 | Shape control method in cold rolling |
| TWI477343B (en) | 2012-06-29 | 2015-03-21 | Saint Gobain Abrasives Inc | Abrasive article and method of forming |
| JP6644592B2 (en) * | 2016-03-17 | 2020-02-12 | 日鉄日新製鋼株式会社 | Shape control method in cold rolling |
| JP6992783B2 (en) * | 2019-03-28 | 2022-01-13 | Jfeスチール株式会社 | Setting method and setting device for the upper limit of roll offset amount in tandem rolling equipment |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5215253B2 (en) * | 1973-01-10 | 1977-04-27 | ||
| JPS6036331B2 (en) * | 1979-02-13 | 1985-08-20 | 新日本製鐵株式会社 | Shape control device in rolling |
| JP3274398B2 (en) * | 1997-12-09 | 2002-04-15 | 株式会社神戸製鋼所 | Work roll initial crown determination method |
| JP4330134B2 (en) * | 2003-12-19 | 2009-09-16 | 日新製鋼株式会社 | Shape control method in cold rolling |
-
2006
- 2006-01-30 JP JP2006021314A patent/JP4986463B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007203303A (en) | 2007-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPWO2009113719A1 (en) | Learning method of rolling load prediction in hot plate rolling. | |
| JP4847111B2 (en) | Multistage rolling mill and control method of multistage rolling mill | |
| CN105478490A (en) | Control device of tandem rolling mill and control method | |
| JP4986463B2 (en) | Shape control method in cold rolling | |
| JP4948301B2 (en) | Shape control method in cold rolling | |
| JP2006255727A (en) | Method for rolling hot-rolled steel sheet | |
| JP4623738B2 (en) | Shape control method in cold rolling | |
| JP4330134B2 (en) | Shape control method in cold rolling | |
| JP2008043967A (en) | Method for controlling shape of plate in hot rolling | |
| JP6644593B2 (en) | Shape control method in cold rolling | |
| JP6232193B2 (en) | Shape control method and shape control method in cold rolling | |
| JP6874794B2 (en) | Temper rolling method for hot-rolled steel sheet | |
| JP3649208B2 (en) | Tandem rolling equipment control method and tandem rolling equipment | |
| JP4227686B2 (en) | Edge drop control method during cold rolling | |
| JP4102267B2 (en) | Sheet width control method in cold tandem rolling | |
| JP6685785B2 (en) | Shape control method in cold rolling | |
| JP4086119B2 (en) | Shape control method in cold rolling of hot rolled steel strip before pickling | |
| JP2005319492A (en) | Method for controlling shape in cold rolling | |
| JP4813014B2 (en) | Shape control method for cold tandem rolling mill | |
| JP2002292414A (en) | Shape control method in cold rolling | |
| JP2003001311A (en) | Plate width control method in cold tandem rolling | |
| JP4164306B2 (en) | Edge drop control method in cold rolling | |
| JP5293403B2 (en) | Cold rolling method using dull work rolls | |
| JP2014073509A (en) | Device and method for shape control of rolled material | |
| WO2023203691A1 (en) | Plate crown control device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090128 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110519 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110524 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110725 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120424 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120424 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4986463 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |