JP4875256B2 - Oil for sizing - Google Patents
Oil for sizing Download PDFInfo
- Publication number
- JP4875256B2 JP4875256B2 JP2001203890A JP2001203890A JP4875256B2 JP 4875256 B2 JP4875256 B2 JP 4875256B2 JP 2001203890 A JP2001203890 A JP 2001203890A JP 2001203890 A JP2001203890 A JP 2001203890A JP 4875256 B2 JP4875256 B2 JP 4875256B2
- Authority
- JP
- Japan
- Prior art keywords
- oil
- parts
- weight
- sizing
- ditert
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Landscapes
- Lubricants (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、焼結金属部品等のサイジング加工用油剤に関し、更に詳しくは、加工性に優れ、加工後の部品のべたつき及び表面処理(スチーム処理:Fe3O4の生成処理)後の部品表面の変色を抑制できるサイジング加工用油剤に関する。
【0002】
【従来の技術】
焼結金属部品は、複雑形状の部品を高精度に大量生産でき、更に、複合材料の組み合わせにより高性能の材料が得られることから、自動車部品及び機械部品等を中心に幅広く使用されている。このような焼結金属部品を所定の形状にする方法の一つとして、サイジング(矯正)加工が挙げられる。そして、焼結金属部品のサイジング加工では、通常、加工性を高めるために潤滑油(以下、「サイジング加工用油剤」という。)が使用されており、従来より、サイジング加工用油剤としては、高粘度鉱油、二硫化モリブデン等の固体潤滑剤、及び植物油等を主成分とした油剤が使用されている。
【0003】
しかし、高粘度鉱油では、潤滑性が不足し、十分な加工性が得られないばかりでなく、加工後の加工材面に「かじり」と呼ばれるキズが発生し、表面品位を著しく低下させてしまうという問題がある。また、二硫化モリブデン等の固体潤滑剤では、加工性は良好であるが、例えば、二硫化モリブデンによる機械周りの黒色汚れや固体潤滑剤の微細分の残留などがあり、その結果、作業環境が悪化するという問題がある。更に、植物油では、加工性、作業環境の問題は若干改善されるが、加工後にべたつきが残り、作業性、あるいは加工用油剤の除去性低下に加えて、サイジング加工後の表面処理工程において、焼結部品の表面が変色して製品品位を低下させるという問題がある。
【0004】
【発明が解決しようとする課題】
本発明は、上記実情に鑑みてなされたものであり、加工性に優れ、加工後の焼結金属部品のべたつき及び表面処理後の部品表面の変色を抑制できるサイジング加工用油剤を提供することを目的とする。
【0005】
【課題を解決するための手段】
本発明者等は、サイジング加工用油剤の構成と加工性、加工後の焼結金属部品のべたつき及び表面処理後の部品表面の変色との関係について検討した結果、合成エステル及び/又は油脂を特定量含有する基油に、特定の変色防止剤及びべたつき防止剤を含有させることで、加工性に優れ、加工後の焼結金属部品のべたつき及び表面処理後の部品表面の変色を抑制できるサイジング加工用油剤が得られることを見出して、本発明を完成するに至ったものである。
【0006】
請求項1記載の発明のサイジング加工用油剤は、基油、変色防止剤及びべたつき防止剤を含有し、上記基油100重量部のうち、合成エステルを20〜100重量部含有することを特徴とする。尚、請求項1記載の発明の「サイジング加工用油剤」とは、焼結金属部品のサイジング加工において用いられる潤滑油である。
【0007】
上記「合成エステル」は、炭素数6〜20のモノカルボン酸と、1価又は多価アルコールとの合成エステルが用いられる。炭素数6〜20のモノカルボン酸としては、直鎖脂肪酸でも分枝脂肪酸でもよく、また、飽和脂肪酸でも不飽和脂肪酸でもよい。例えば、(1)カプリル酸、カプリン酸、ラウリン酸及びステアリン酸等の直鎖飽和脂肪酸、(2)オレイン酸、リノール酸及びリノレン酸等の直鎖不飽和脂肪酸、(3)イソノナン酸及びイソステアリン酸等の分枝脂肪酸、(4)12−ヒドロキシステアリン酸及びリシノール酸等のヒドロキシ脂肪酸、(5)シクロヘキサン酸及び4−メチルシクロヘキサン酸等の環状脂肪酸、(6)安息香酸及びターシャリーブチル安息香酸等の芳香族カルボン酸等が挙げられる。なかでも、ラウリン酸、オレイン酸が好ましく用いられる。
【0008】
また、1価アルコールとしては、炭素数1〜20の直鎖又は分枝のものでもよく、また、飽和又は不飽和のものでもよい。具体的には、例えば、メチルアルコール、エチルアルコール、ブチルアルコール、オクチルアルコール、オレイルアルコール及びイソステアリルアルコール等が用いられる。更に、多価アルコールとしては、炭素数2〜20の直鎖又は分枝のものでもよく、また、飽和又は不飽和のものでもよい。具体的には、例えば、ネオペンチルグリコール、グリセリン、トリメチロールプロパン、ペンタエリスリトール及びソルビトール等が用いられる。なかでも、トリメチロールプロパン、ペンタエリスリトールが好ましく用いられる。
【0009】
上記基油は、更に、油脂を含有することができる。上記「油脂」は、特に限定されるものではないが、通常、(1)菜種油、大豆油、パーム油、オリーブ油、ヤシ油、綿実油及びひまし油等の植物油、(2)牛脂、豚油及び羊毛油等の動物油、(3)トール油等の再生油が用いられる。
【0010】
上記「基油」における上記「合成エステル」の含有量は、基油100重量部のうち20〜100重量部であり、「合成エステル及び油脂」の含有量は、基油100重量部のうち好ましくは30〜80重量部、より好ましくは40〜60重量部である。上記基油のうちの上記「合成エステル及び/又は油脂」の含有量が20重量部未満の場合は、加工性が低下し、加工物表面にキズ(以下、「かじり」という)が生じて表面品位が著しく低下してしまうので好ましくない。
【0011】
請求項1記載の発明のサイジング加工用油剤における上記「基油」は、上記「合成エステル及び/又は油脂」を上記範囲で含んでいることを必須とするが、加工性、加工後のべたつきの抑制、及び表面処理工程後の加工物表面の変色抑制の各性能に影響がなく、且つサイジング加工用油剤とした場合の系の安定性に影響を及ぼさない限り、それ以外の基油成分を配合することができる。このような基油成分として、例えば、鉱油、流動パラフィン、ポリαオレフィン等が挙げられる。
【0012】
請求項1記載の発明の上記「変色防止剤」は、チアジアゾール系化合物である。このようなチアジアゾール系化合物の具体例としては、2,5−ビス(アルキルジチオ)−1,3,4−チアジアゾール、2,5−ジメルカプト−1,3,4−チアジアゾール、3,5−ジメルカプト−1,2,4−チアジアゾール、3,4−ジメルカプト−1,2,5−チアジアゾール、4,5−ジメルカプト−1,2,3−チアジアゾール等が挙げられる。なかでも、2,5−ビス(アルキルジチオ)−1,3,4−チアジアゾールが好ましく用いられる。
【0013】
上記「変色防止剤」の含有量については特に限定はないが、通常は、請求項3に示すように、上記基油100重量部に対して0.02〜5重量部、より好ましくは0.03〜3重量部、更に好ましくは0.05〜3重量部である。この含有量を0.02重量部以上とすることにより、サイジング加工後の表面処理工程における加工物表面の変色を効果的に抑制し、製品品位を向上させることができるので好ましい。一方、この含有量が5重量部を超えても、加工物表面の変色防止効果の向上が頭打ちとなるので、5重量部以下とすることが経済的に好ましい。
【0014】
上記「べたつき防止剤」は、フェノール系化合物、アミン系化合物が挙げられ、これらの1種又は2種以上を混合して用いることができる。上記フェノール系化合物としては、例えば、2,6−ジtert−ブチルフェノール、2,6−ジtert−ブチル−p−クレゾール、2,6−ジtert−ブチル−4−メチルフェノール、2,6−ジtert−ブチル−4−エチルフェノール、4,4’−メチレンビス(2,6−ジtert−ブチルフェノール)、4,4’−メチレンビス(2,6−ジtert−ブチルフェノール)、4,4’−ビス(2,6−ジtert−ブチルフェノール)、4,4’−メチレンビス(2,6−ジtert−ブチル−p−クレゾール)等が挙げられる。また、アミン系化合物としては、例えば、1−ナフチルアミン、フェニル−1−ナフチルアミン、N,N’−ジフェニル−p−フェニレンジアミン,スチレン化ジフェニルアミン等が挙げられる。
【0015】
上記「べたつき防止剤」の含有量については特に限定はないが、通常は、請求項5に示すように、上記基油に対して0.02〜5重量部、より好ましくは0.03〜3重量部、更に好ましくは0.05〜3重量部である。この含有量を0.02重量部以上とすることにより、サイジング加工後のべたつきを抑制し、製品品位を向上させることができるので好ましい。一方、この含有量が5重量部を超えても、サイジング加工後のべたつきの抑制効果の向上が頭打ちとなるので、5重量部以下とすることが経済的に好ましい。
【0016】
本発明のサイジング加工用油剤は、従来の方法により上記各成分を混合して製造することができる。また、本発明においては、上記各成分を必須とするが、各性能に影響を及ぼさない限り、他の成分を配合することができる。このような他の成分としては、例えば、リン酸エステル、ZnDTP、MoDTP、カルシウムスルホネート、ステアリン酸亜鉛等が挙げられる。更に、本発明のサイジング加工用油剤は、加工後の部品のべたつき及び表面処理後の部品表面の変色を抑制できると共に加工性に優れており、具体的には、後述する実施例における各性能を示す評価方法において、潤滑性を示す摩擦係数が0.16以下、より好ましくは0.14以下、更に好ましくは0.12以下とすることができる。
【0017】
【発明の実施の形態】
以下、本発明を実験例及び比較例を挙げて、具体的に説明する。また、実験例1、2、6、7、8、10、12、16及び17は実施例であり、実験例3、4、5、9、11、13、14及び15は参考例である。
(1)サイジング加工用油剤の調製
実施例1〜17及び比較例1〜5の各サイジング加工用油剤を下記に示す成分を用いて、表1及び表2に示す所定の量比となるように調整した。
(基油)
合成エステル;オレイン酸メチル(和光純薬社製)
油脂;菜種油及び大豆油(当栄ケミカル社製)
鉱油;マシン油(日石三菱製)
(変色防止剤)
チアジアゾール系化合物
(a);2,5−ビス(オクチルジチオ)−1,3,4−チアジアゾール
(b);2,5−ジメルカプト−1,3,4−チアジアゾール
(c);3,5−ジメルカプト−1,2,4−チアジアゾール
(べたつき防止剤)
フェノール系化合物;2,6−ジtert−ブチル−pクレゾール
アミン系化合物;スチレン化ジフェニルアミン
【0018】
【表1】
【表2】
(2)サイジング加工用油剤の性能評価
上記(1)で得られた実験例1〜17及び比較例1〜5の各サイジング加工用油剤を用いて、下記の方法により、潤滑性及び加工性を評価した。更に、表面処理後の変色の程度、及び加工後のべたつきの程度を下記の方法により調べた。それぞれの結果を表1及び表2に併記した。
【0021】
(潤滑性)
各サイジング加工用油剤を試験片に塗布し、下記の条件において、バウデン試験を行い、この際の摩擦係数の測定値を潤滑性の評価とした。この数値が低いほど潤滑性がよいといえる。
試験条件;荷重:4kg、摺動回数:30回、温度:100℃、試験片:SPCC−SB、試験球:SUJ2 3/16inch
【0022】
(加工性)
鉄系焼結材で寸法精度の厳しいクランクシャフトギヤを、各サイジング加工用油剤を用いてサイジング加工を行い、加工後に製品を抜く際の「かじり」の有無を目視で確認し、加工性を評価した。尚、表1及び表2において、加工性は下記の基準で評価した。
◎:かじりなし、△:僅かにかじりあり、×:かじりあり
【0023】
(表面処理後の変色の程度)
鉄系焼結材で成形したプーリをn−ヘキサンで超音波洗浄し、乾燥させた後、各サイジング加工用油剤に全浸漬させ、加工用油剤を焼結材に含浸させる。その後、炉内に焼結部品を挿入し、蒸気を供給しながら昇温し、部品中の油分を蒸発排出する。更に、500〜570℃で加熱しFe3O4を生成させ封孔を行って、表面処理をして、この際の焼結材の変色の程度を目視で確認して、表面処理後の変色の程度を評価した。尚、表1及び表2において、表面処理後の変色の程度は下記の基準で評価した。
◎:変色なし、△:僅かに変色あり、×:変色あり
【0024】
(加工後のべたつきの程度)
鋳物の切り屑を45gと各サイジング加工用油剤10gを容器に採り、混合して、150℃で3時間熱処理を行う。その後、ジエチルエーテルで加工用油剤を抽出し、熱処理後の粘度を測定し、加工後のべたつきの程度を評価した。尚、表1及び表2において、加工後のべたつきの程度の評価は、熱処理後の加工用油剤の粘度が熱処理前の加工用油剤の粘度に比べて2倍未満を◎、2〜4倍未満を△、4倍以上を×とした。
【0025】
(3)実験例の効果
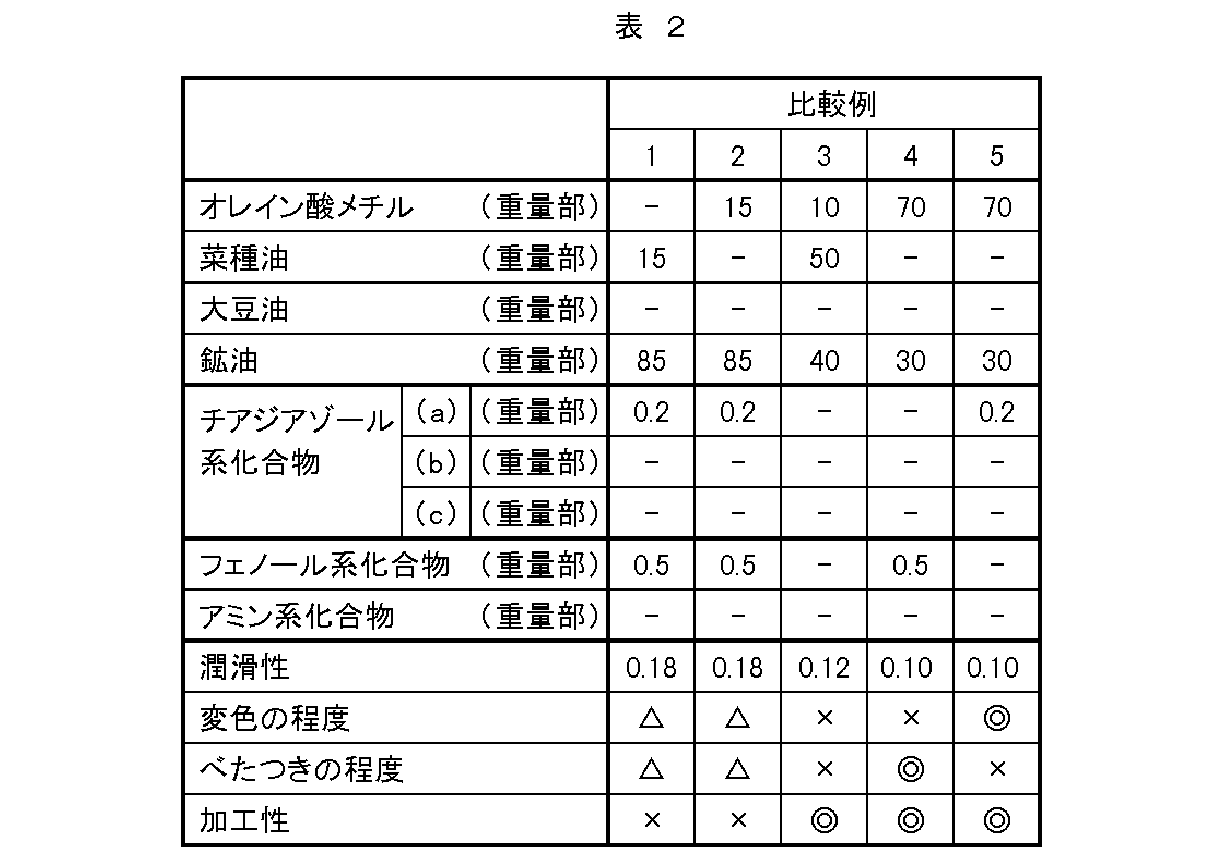
表2によれば、基油中の合成エステル及び/又は油脂の含有量が15重量部と少ない比較例1及び2では、変色の程度及びべたつきの程度が共に「△」であり、潤滑性を示す摩擦係数が0.18と高く、加工性が「×」と悪く、各性能のバランスが不十分であった。また、変色防止剤(チアジアゾール系化合物)及びべたつき防止剤(フェノール系化合物等)を含有していない比較例3では、潤滑性を示す摩擦係数が0.12と優れ、加工性も「◎」と優れているが、変色の程度及びべたつきの程度が共に「×」と悪く、やはり各性能のバランスが不十分であった。更に、変色防止剤が含有されていない比較例4及びべたつき防止剤が含有されていない比較例5では、潤滑性を示す摩擦係数が0.10と優れ、加工性も「◎」と優れているが、比較例4では変色の程度が「×」と悪く、比較例5ではべたつきの程度が「×」と悪いものであることが判る。
【0026】
これに対して、表1より、実験例1〜17は、潤滑性を示す摩擦係数が0.12〜0.13と低く、潤滑性に優れ、変色の程度、べたつきの程度及び加工性が「◎」又は「△」と、各性能に優れ、性能バランスのよいものであることが判る。特に、変色防止剤、及びべたつき防止剤が好ましい範囲(変色防止剤;0.02〜5重量部、べたつき防止剤;0.02〜5重量部)である実験例1〜13においては、より優れた変色防止、べたつき防止効果を示すことが判る。
【0027】
尚、本発明においては、上記の具体的な実施例に限られず、目的、用途に応じて本発明の範囲内で種々変更した実施例とすることができる。
【0028】
【発明の効果】
本発明のサイジング加工用油剤は、加工性に優れ、加工後の焼結金属部品のべたつき及び表面処理後の部品表面の変色を抑制できる。このため、高品質の焼結金属部品等を効率的に生産する工程においてのサイジング加工用油剤として好適に用いることができる。[0001]
BACKGROUND OF THE INVENTION
The present invention relates to an oil for sizing processing of sintered metal parts and the like. More specifically, the surface of parts after excellent processing and stickiness and surface treatment (steam treatment: generation process of Fe 3 O 4 ) of parts after processing. TECHNICAL FIELD The present invention relates to an oil for sizing that can suppress discoloration.
[0002]
[Prior art]
Sintered metal parts are widely used mainly for automobile parts and mechanical parts because they can mass-produce parts with complex shapes with high accuracy and can obtain high-performance materials by combining composite materials. One method for making such a sintered metal part into a predetermined shape is sizing (correction). In sizing processing of sintered metal parts, lubricating oil (hereinafter referred to as “sizing processing oil”) is usually used to improve workability. Conventionally, as sizing processing oil, Solid lubricants such as viscous mineral oil and molybdenum disulfide, and oils based on vegetable oils and the like are used.
[0003]
However, high-viscosity mineral oil not only lacks lubricity and does not provide sufficient workability, but also causes flaws called “galling” on the processed material surface after processing, which significantly degrades the surface quality. There is a problem. In addition, solid lubricants such as molybdenum disulfide have good workability, but there are, for example, black dirt around the machine due to molybdenum disulfide and the remaining minute amount of solid lubricant. There is a problem of getting worse. Furthermore, with vegetable oil, the processability and working environment problems are slightly improved, but stickiness remains after processing, and in addition to the decrease in workability or removability of processing oils, in the surface treatment process after sizing processing, There is a problem that the surface of the bonded part is discolored to deteriorate the product quality.
[0004]
[Problems to be solved by the invention]
The present invention has been made in view of the above circumstances, and provides an oil for sizing that has excellent workability and can suppress stickiness of a sintered metal part after processing and discoloration of the surface of the part after surface treatment. Objective.
[0005]
[Means for Solving the Problems]
As a result of examining the relationship between the composition and workability of sizing processing oil, stickiness of sintered metal parts after processing, and discoloration of the surface of the parts after surface treatment, the present inventors have identified synthetic esters and / or fats and oils. Sizing that is excellent in workability and can suppress stickiness of sintered metal parts after processing and discoloration of the parts surface after surface treatment by adding a specific discoloration prevention agent and anti-sticking agent to the base oil contained in an amount The present invention has been completed by finding that an oil for oil is obtained.
[0006]
Sizing working oil of the first aspect of the present invention, and characterized by containing a base oil, anti-tarnish agents and stickiness preventing agent, among the above-mentioned base oil 100 parts by weight, the synthetic esters containing 20 to 100 parts by weight To do. The “sizing oil” according to the first aspect of the present invention is a lubricating oil used in sizing of sintered metal parts.
[0007]
As the “synthetic ester”, a synthetic ester of a monocarboxylic acid having 6 to 20 carbon atoms and a monovalent or polyhydric alcohol is used. The monocarboxylic acid having 6 to 20 carbon atoms may be a linear fatty acid or a branched fatty acid, and may be a saturated fatty acid or an unsaturated fatty acid. For example, (1) linear saturated fatty acids such as caprylic acid, capric acid, lauric acid and stearic acid, (2) linear unsaturated fatty acids such as oleic acid, linoleic acid and linolenic acid, (3) isononanoic acid and isostearic acid Branched fatty acids such as (4) hydroxy fatty acids such as 12-hydroxystearic acid and ricinoleic acid, (5) cyclic fatty acids such as cyclohexane acid and 4-methylcyclohexane acid, (6) benzoic acid and tertiary butyl benzoic acid, etc. And aromatic carboxylic acids. Of these, lauric acid and oleic acid are preferably used.
[0008]
Moreover, as a monohydric alcohol, a C1-C20 linear or branched thing may be sufficient, and a saturated or unsaturated thing may be sufficient. Specifically, for example, methyl alcohol, ethyl alcohol, butyl alcohol, octyl alcohol, oleyl alcohol, and isostearyl alcohol are used. Furthermore, as a polyhydric alcohol, a C2-C20 linear or branched thing may be sufficient, and a saturated or unsaturated thing may be sufficient. Specifically, for example, neopentyl glycol, glycerin, trimethylolpropane, pentaerythritol, sorbitol and the like are used. Of these, trimethylolpropane and pentaerythritol are preferably used.
[0009]
The said base oil can contain fats and oils further. The “oil” is not particularly limited, but usually (1) vegetable oil such as rapeseed oil, soybean oil, palm oil, olive oil, coconut oil, cottonseed oil and castor oil, (2) beef tallow, pig oil and wool oil (3) Recycled oil such as tall oil is used.
[0010]
The content of the “synthetic ester” in the “base oil” is 20 to 100 parts by weight in 100 parts by weight of the base oil, and the content of “synthetic ester and fat” is preferably in 100 parts by weight of the base oil. Is 30 to 80 parts by weight, more preferably 40 to 60 parts by weight. When the content of the “synthetic ester and / or fat” in the base oil is less than 20 parts by weight, the processability is reduced, and scratches (hereinafter referred to as “galling”) are generated on the surface of the workpiece. This is not preferable because the quality is significantly lowered.
[0011]
The “base oil” in the oil for sizing processing according to the invention of claim 1 is required to contain the above-mentioned “synthetic ester and / or fat” in the above-mentioned range. Including other base oil components as long as there is no effect on the performance of suppression and discoloration suppression of the surface of the workpiece after the surface treatment process, and it does not affect the stability of the system when used as a sizing oil can do. Examples of such base oil components include mineral oil, liquid paraffin, poly α olefin, and the like.
[0012]
The "anti-tarnish agents" of the invention described in claim 1 is a thiadiazole compound. Specific examples of such thiadiazole compounds include 2,5-bis (alkyldithio) -1,3,4-thiadiazole, 2,5-dimercapto-1,3,4-thiadiazole, 3,5-dimercapto- Examples include 1,2,4-thiadiazole, 3,4-dimercapto-1,2,5-thiadiazole, 4,5-dimercapto-1,2,3-thiadiazole and the like. Of these, 2,5-bis (alkyldithio) -1,3,4-thiadiazole is preferably used.
[0013]
The content of the “discoloration inhibitor” is not particularly limited, but usually, as shown in claim 3, is 0.02 to 5 parts by weight, more preferably 0. It is 03-3 weight part, More preferably, it is 0.05-3 weight part. By making this content 0.02 part by weight or more, discoloration of the workpiece surface in the surface treatment step after sizing can be effectively suppressed, and the product quality can be improved, which is preferable. On the other hand, even if this content exceeds 5 parts by weight, the improvement of the discoloration preventing effect on the surface of the workpiece reaches its peak, so it is economically preferable to make it 5 parts by weight or less.
[0014]
Examples of the “anti-sticking agent” include phenol compounds and amine compounds, and one or more of these compounds can be used in combination. Examples of the phenol compound include 2,6-ditert-butylphenol, 2,6-ditert-butyl-p-cresol, 2,6-ditert-butyl-4-methylphenol, and 2,6-diphenol. tert-butyl-4-ethylphenol, 4,4′-methylenebis (2,6-ditert-butylphenol), 4,4′-methylenebis (2,6-ditert-butylphenol), 4,4′-bis ( 2,6-ditert-butylphenol), 4,4′-methylenebis (2,6-ditert-butyl-p-cresol) and the like. Examples of the amine compound include 1-naphthylamine, phenyl-1-naphthylamine, N, N′-diphenyl-p-phenylenediamine, and styrenated diphenylamine.
[0015]
The content of the “anti-sticking agent” is not particularly limited, but usually, as shown in claim 5, 0.02 to 5 parts by weight, more preferably 0.03 to 3 parts by weight with respect to the base oil. Part by weight, more preferably 0.05 to 3 parts by weight. By making this content 0.02 part by weight or more, stickiness after sizing processing can be suppressed and product quality can be improved, which is preferable. On the other hand, even if this content exceeds 5 parts by weight, the improvement in stickiness suppression effect after sizing will reach its peak, so it is economically preferable to make it 5 parts by weight or less.
[0016]
The oil for sizing processing of the present invention can be produced by mixing the above components by a conventional method. In the present invention, each of the above components is essential, but other components can be blended as long as each performance is not affected. Examples of such other components include phosphate ester, ZnDTP, MoDTP, calcium sulfonate, and zinc stearate. Furthermore, the oil for sizing processing of the present invention can suppress the stickiness of the parts after processing and the discoloration of the surface of the parts after the surface treatment and is excellent in workability. Specifically, each performance in the examples described later is In the evaluation method shown, the friction coefficient indicating lubricity can be 0.16 or less, more preferably 0.14 or less, and still more preferably 0.12 or less.
[0017]
DETAILED DESCRIPTION OF THE INVENTION
Hereinafter, the present invention by way of experimental examples and comparative examples will be described specifically. Experimental Examples 1, 2, 6, 7 , 8 , 10 , 12 , 16 and 17 are examples, and Experimental Examples 3 , 4 , 5 , 9 , 11 , 13 , 14 and 15 are reference examples.
(1) Preparation of oil for sizing processing Each sizing oil of Examples 1 to 17 and Comparative Examples 1 to 5 was used with the components shown below so as to have a predetermined quantitative ratio shown in Table 1 and Table 2. It was adjusted.
(Base oil)
Synthetic ester; Methyl oleate (Wako Pure Chemical Industries, Ltd.)
Oils and fats: rapeseed oil and soybean oil (manufactured by Toei Chemical Co., Ltd.)
Mineral oil: Machine oil (Nisseki Mitsubishi)
(Discoloration inhibitor)
Thiadiazole compounds (a); 2,5-bis (octyldithio) -1,3,4-thiadiazole (b); 2,5-dimercapto-1,3,4-thiadiazole (c); 3,5-dimercapto -1,2,4-thiadiazole (anti-sticking agent)
Phenol compound; 2,6-ditert-butyl-p-cresol amine compound; styrenated diphenylamine
[Table 1]
[Table 2]
(2) using the experimental examples 1 to 17 and each sizing working oil of Comparative Examples 1 to 5 obtained in Evaluation (1) sizing working oil, by the following method, lubricity and processability Evaluated. Further, the degree of discoloration after the surface treatment and the degree of stickiness after processing were examined by the following method. The results are shown in Tables 1 and 2.
[0021]
(Lubricity)
Each sizing oil was applied to the test piece, and a Bowden test was performed under the following conditions. The measured value of the friction coefficient at this time was evaluated as lubricity. It can be said that the lower this value, the better the lubricity.
Test conditions: Load: 4 kg, number of sliding times: 30 times, temperature: 100 ° C., test piece: SPCC-SB, test ball: SUJ2 3/16 inch
[0022]
(Processability)
Crankshaft gears with strict dimensional accuracy made of iron-based sintered material are sized using various sizing oils, and the presence or absence of “galling” when removing the product after processing is visually checked to evaluate workability. did. In Tables 1 and 2, workability was evaluated according to the following criteria.
◎: No galling, △: Slight galling, ×: With galling [0023]
(Degree of discoloration after surface treatment)
The pulley molded with the iron-based sintered material is ultrasonically washed with n-hexane and dried, and then completely immersed in each sizing processing oil, and the processing oil is impregnated into the sintered material. Thereafter, the sintered part is inserted into the furnace, the temperature is raised while supplying steam, and the oil in the part is evaporated and discharged. Further, heating is performed at 500 to 570 ° C. to form Fe 3 O 4 to perform sealing, surface treatment is performed, and the degree of discoloration of the sintered material at this time is visually confirmed, and the discoloration after the surface treatment is performed. Was evaluated. In Tables 1 and 2, the degree of discoloration after the surface treatment was evaluated according to the following criteria.
◎: No discoloration, △: Slight discoloration, ×: Discoloration
(Degree of stickiness after processing)
45 g of casting chips and 10 g of each sizing oil are put in a container, mixed, and heat-treated at 150 ° C. for 3 hours. Thereafter, the processing oil was extracted with diethyl ether, the viscosity after heat treatment was measured, and the degree of stickiness after processing was evaluated. In Tables 1 and 2, the degree of stickiness after processing is evaluated as follows: the viscosity of the processing oil after heat treatment is less than 2 times the viscosity of the processing oil before heat treatment, and less than 2 to 4 times △, 4 times or more was marked with ×.
[0025]
(3) Advantages Table 2 Experiment example, in Comparative Examples 1 and 2 content of the synthetic ester and / or oil is small and 15 parts by weight in the base oil, the degree of extent and stickiness discoloration are both " The friction coefficient indicating lubricity was as high as 0.18, the workability was poor as “x”, and the balance of each performance was insufficient. Further, in Comparative Example 3 containing no discoloration inhibitor (thiadiazole compound) and anti-sticking agent (phenolic compound or the like), the friction coefficient indicating lubricity is excellent at 0.12, and the workability is “◎”. Although excellent, the degree of discoloration and the degree of stickiness were both poor as “x”, and the balance of each performance was still insufficient. Further, in Comparative Example 4 containing no discoloration inhibitor and Comparative Example 5 containing no anti-sticking agent, the friction coefficient indicating lubricity is excellent as 0.10, and the workability is also excellent as “◎”. However, it can be seen that in Comparative Example 4, the degree of discoloration is as bad as “x”, and in Comparative Example 5, the degree of stickiness is as bad as “x”.
[0026]
In contrast, from Table 1, experiment examples 1 to 17, friction coefficient indicating the lubricating property is as low as 0.12 to 0.13, excellent lubricity, the degree of discoloration, degree and processability of the stickiness “A” or “B” indicates that each performance is excellent and performance is well balanced. In particular, discoloration preventing agent, and stickiness preventing agent preferably ranges (discoloration preventing agent; 0.02 to 5 parts by weight, stickiness inhibitors; 0.02 to 5 parts by weight) in the experimental examples 1 to 13 is the more It can be seen that it has excellent anti-discoloration and stickiness prevention effects.
[0027]
The present invention is not limited to the above-described specific embodiments, and can be variously modified embodiments within the scope of the present invention depending on the purpose and application.
[0028]
【Effect of the invention】
The oil for sizing processing of the present invention is excellent in workability and can suppress stickiness of the sintered metal part after processing and discoloration of the part surface after surface treatment. For this reason, it can be suitably used as an oil for sizing processing in a process of efficiently producing high-quality sintered metal parts and the like.
Claims (5)
上記変色防止剤がチアジアゾール系化合物であり、
上記べたつき防止剤がフェノール系化合物及び/又はアミン系化合物であり、
上記合成エステルが炭素数6〜20のモノカルボン酸と1価アルコールとの合成エステルであり、
上記変色防止剤及び上記べたつき防止剤の含有量が、上記基油100重量部に対して、それぞれ0.02〜5重量部及び0.02〜5重量部であることを特徴とするサイジング加工用油剤。Base oil, containing a discoloration inhibitor and stickiness preventing agent, among the above-mentioned base oil 100 parts by weight, the synthetic ester contains 20 to 100 parts by weight,
The discoloration inhibitor is a thiadiazole compound,
The anti-sticking agent is a phenolic compound and / or an amine compound,
The synthetic ester is a synthetic ester of a monocarboxylic acid having 6 to 20 carbon atoms and a monohydric alcohol,
For sizing processing, wherein the content of the anti-discoloring agent and the anti-sticking agent is 0.02 to 5 parts by weight and 0.02 to 5 parts by weight, respectively, with respect to 100 parts by weight of the base oil Oil.
上記基油100重量部のうち、上記合成エステル及び上記油脂の含有量の合計が20〜100重量部であり、
上記油脂が、菜種油、大豆油、パーム油、オリーブ油、ヤシ油、綿実油及びひまし油から選ばれる植物油である請求項1乃至3のいずれか1項に記載のサイジング加工用油剤。The base oil further contains fats and oils,
Among 100 parts by weight of the base oil, the total content of the synthetic ester and the fat is 20 to 100 parts by weight.
The oil for sizing processing according to any one of claims 1 to 3, wherein the fat is a vegetable oil selected from rapeseed oil, soybean oil, palm oil, olive oil, coconut oil, cottonseed oil and castor oil.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001203890A JP4875256B2 (en) | 2001-07-04 | 2001-07-04 | Oil for sizing |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001203890A JP4875256B2 (en) | 2001-07-04 | 2001-07-04 | Oil for sizing |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003013084A JP2003013084A (en) | 2003-01-15 |
| JP4875256B2 true JP4875256B2 (en) | 2012-02-15 |
Family
ID=19040449
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001203890A Expired - Lifetime JP4875256B2 (en) | 2001-07-04 | 2001-07-04 | Oil for sizing |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4875256B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4568007B2 (en) | 2004-03-31 | 2010-10-27 | 出光興産株式会社 | Lubricating oil composition for sizing press processing |
| JP4568004B2 (en) * | 2004-03-31 | 2010-10-27 | 出光興産株式会社 | Lubricating oil composition for sizing press processing |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5893801A (en) * | 1981-11-30 | 1983-06-03 | Asahi Denka Kogyo Kk | Manufacture of sintered article of powder |
| US4517103A (en) * | 1983-04-18 | 1985-05-14 | R. T. Vanderbilt Company, Inc. | Lubricating compositions containing 5,5'-dithiobis(1,3,4-thiadiazole-2-thiol) |
| JP3005310B2 (en) * | 1991-04-30 | 2000-01-31 | 東燃株式会社 | Lubricating oil composition |
| JPH08157853A (en) * | 1994-12-08 | 1996-06-18 | Cosmo Sogo Kenkyusho:Kk | Ester-based lubricating oil composition |
| JP3052765B2 (en) * | 1995-02-07 | 2000-06-19 | 三菱自動車工業株式会社 | Surface cleaning method for sintered parts |
-
2001
- 2001-07-04 JP JP2001203890A patent/JP4875256B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003013084A (en) | 2003-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3354024B2 (en) | Lubricants for low-temperature forming of aluminum and aluminum alloy sheets | |
| JPH0262159B2 (en) | ||
| CN110408461B (en) | Low-smoke long-life environment-friendly strong-shrinkage forming oil and preparation method thereof | |
| CN104053758A (en) | Grease composition | |
| JP6884332B2 (en) | Lubricating oil composition | |
| JP2008231332A (en) | Lubricant composition for metal working | |
| JP6970387B2 (en) | Lubricating oil base oil | |
| JP4875256B2 (en) | Oil for sizing | |
| JP6315601B2 (en) | Lubricating oil composition | |
| CN105779093A (en) | High-cleanness oriented silicon steel rolling oil and preparing method thereof | |
| JP2579502B2 (en) | Lubricant | |
| EP4079830A1 (en) | Biodegradable lubricant composition | |
| JP2571100B2 (en) | Lubricant | |
| EP0325860B1 (en) | Metalworking lubricating oil | |
| Dandan et al. | Tribological analysis of modified RBD palm kernel containing anti-oxidant additive using four-ball tribotester | |
| JP5531323B2 (en) | Lubricant composition for warm working of magnesium alloy and aluminum alloy | |
| CN111040849A (en) | Lubrication protective agent and preparation method thereof | |
| JPS5933395A (en) | Lubricating oil for cold rolling of metal material | |
| JP5010212B2 (en) | Aluminum pipe drawing lubricating oil and aluminum pipe drawing method using the same. | |
| JP2005139224A (en) | Lubricating oil composition | |
| CN117143652A (en) | Aluminum rolling oil additive and preparation method thereof | |
| JP2010248329A (en) | Cold-rolling oil for steel plate and cold-rolling method | |
| EP2228425A1 (en) | Lubricant | |
| RU2118983C1 (en) | Process lubricant for cold die forging of metals | |
| JP2599272B2 (en) | Lubricant |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20060120 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20060502 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20060502 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080514 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110530 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110607 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110805 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110830 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111021 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111115 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111125 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141202 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4875256 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |