JP4735682B2 - Method for producing sintered ore and sintering machine - Google Patents
Method for producing sintered ore and sintering machine Download PDFInfo
- Publication number
- JP4735682B2 JP4735682B2 JP2008212760A JP2008212760A JP4735682B2 JP 4735682 B2 JP4735682 B2 JP 4735682B2 JP 2008212760 A JP2008212760 A JP 2008212760A JP 2008212760 A JP2008212760 A JP 2008212760A JP 4735682 B2 JP4735682 B2 JP 4735682B2
- Authority
- JP
- Japan
- Prior art keywords
- gaseous fuel
- gas
- combustion
- diluted
- charging layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005245 sintering Methods 0.000 title claims description 175
- 238000004519 manufacturing process Methods 0.000 title claims description 64
- 239000000446 fuel Substances 0.000 claims description 448
- 239000007789 gas Substances 0.000 claims description 370
- 238000002485 combustion reaction Methods 0.000 claims description 280
- 239000010410 layer Substances 0.000 claims description 279
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 claims description 104
- 239000000571 coke Substances 0.000 claims description 95
- 238000000034 method Methods 0.000 claims description 76
- 238000002844 melting Methods 0.000 claims description 73
- 230000008018 melting Effects 0.000 claims description 72
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims description 64
- 239000002994 raw material Substances 0.000 claims description 61
- 239000001294 propane Substances 0.000 claims description 52
- 239000003575 carbonaceous material Substances 0.000 claims description 29
- 239000002344 surface layer Substances 0.000 claims description 18
- 239000007788 liquid Substances 0.000 claims description 15
- 230000008569 process Effects 0.000 claims description 15
- 239000000463 material Substances 0.000 claims description 8
- 239000003345 natural gas Substances 0.000 claims description 8
- OTMSDBZUPAUEDD-UHFFFAOYSA-N Ethane Chemical compound CC OTMSDBZUPAUEDD-UHFFFAOYSA-N 0.000 claims description 7
- 238000007865 diluting Methods 0.000 claims description 6
- 150000001298 alcohols Chemical class 0.000 claims description 3
- 238000009835 boiling Methods 0.000 claims description 3
- 150000002170 ethers Chemical class 0.000 claims description 3
- 150000002430 hydrocarbons Chemical class 0.000 claims description 3
- 239000003610 charcoal Substances 0.000 claims description 2
- 230000007246 mechanism Effects 0.000 claims description 2
- 230000008016 vaporization Effects 0.000 claims description 2
- 230000003028 elevating effect Effects 0.000 claims 1
- 239000003570 air Substances 0.000 description 51
- 238000012360 testing method Methods 0.000 description 42
- 239000000843 powder Substances 0.000 description 39
- 230000000694 effects Effects 0.000 description 35
- 238000007664 blowing Methods 0.000 description 32
- 238000009826 distribution Methods 0.000 description 27
- 230000002829 reductive effect Effects 0.000 description 21
- 238000002347 injection Methods 0.000 description 20
- 239000007924 injection Substances 0.000 description 20
- 238000010790 dilution Methods 0.000 description 19
- 239000012895 dilution Substances 0.000 description 19
- 239000004449 solid propellant Substances 0.000 description 17
- 239000000047 product Substances 0.000 description 16
- 238000002474 experimental method Methods 0.000 description 15
- 239000011148 porous material Substances 0.000 description 14
- 230000008859 change Effects 0.000 description 13
- 238000009770 conventional sintering Methods 0.000 description 11
- 238000010586 diagram Methods 0.000 description 10
- 230000014759 maintenance of location Effects 0.000 description 10
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 9
- 238000007599 discharging Methods 0.000 description 9
- 230000006872 improvement Effects 0.000 description 9
- 239000001301 oxygen Substances 0.000 description 9
- 229910052760 oxygen Inorganic materials 0.000 description 9
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 8
- 238000007796 conventional method Methods 0.000 description 8
- 230000007423 decrease Effects 0.000 description 8
- 229910052500 inorganic mineral Inorganic materials 0.000 description 8
- 239000011707 mineral Substances 0.000 description 8
- 235000010755 mineral Nutrition 0.000 description 8
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 8
- 238000000227 grinding Methods 0.000 description 7
- 239000002245 particle Substances 0.000 description 7
- 238000006243 chemical reaction Methods 0.000 description 6
- 230000001276 controlling effect Effects 0.000 description 6
- 238000004880 explosion Methods 0.000 description 6
- 230000009467 reduction Effects 0.000 description 6
- 230000000875 corresponding effect Effects 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- 230000035699 permeability Effects 0.000 description 5
- ODINCKMPIJJUCX-UHFFFAOYSA-N Calcium oxide Chemical compound [Ca]=O ODINCKMPIJJUCX-UHFFFAOYSA-N 0.000 description 4
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 4
- WETINTNJFLGREW-UHFFFAOYSA-N calcium;iron;tetrahydrate Chemical compound O.O.O.O.[Ca].[Fe].[Fe] WETINTNJFLGREW-UHFFFAOYSA-N 0.000 description 4
- 230000001419 dependent effect Effects 0.000 description 4
- 239000012717 electrostatic precipitator Substances 0.000 description 4
- 230000005484 gravity Effects 0.000 description 4
- 229910052595 hematite Inorganic materials 0.000 description 4
- 239000011019 hematite Substances 0.000 description 4
- 239000001257 hydrogen Substances 0.000 description 4
- 229910052739 hydrogen Inorganic materials 0.000 description 4
- 239000011261 inert gas Substances 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 4
- LIKBJVNGSGBSGK-UHFFFAOYSA-N iron(3+);oxygen(2-) Chemical group [O-2].[O-2].[O-2].[Fe+3].[Fe+3] LIKBJVNGSGBSGK-UHFFFAOYSA-N 0.000 description 4
- 239000010453 quartz Substances 0.000 description 4
- 239000001273 butane Substances 0.000 description 3
- 239000000567 combustion gas Substances 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 238000010304 firing Methods 0.000 description 3
- IJDNQMDRQITEOD-UHFFFAOYSA-N n-butane Chemical compound CCCC IJDNQMDRQITEOD-UHFFFAOYSA-N 0.000 description 3
- OFBQJSOFQDEBGM-UHFFFAOYSA-N n-pentane Natural products CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 3
- 238000009423 ventilation Methods 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 230000002411 adverse Effects 0.000 description 2
- 239000000292 calcium oxide Substances 0.000 description 2
- 235000012255 calcium oxide Nutrition 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 239000002737 fuel gas Substances 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 230000017525 heat dissipation Effects 0.000 description 2
- 150000002431 hydrogen Chemical class 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 2
- 229910052753 mercury Inorganic materials 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- -1 petroleums Chemical class 0.000 description 2
- 230000001737 promoting effect Effects 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 230000036962 time dependent Effects 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 206010017740 Gas poisoning Diseases 0.000 description 1
- 235000019738 Limestone Nutrition 0.000 description 1
- 208000027418 Wounds and injury Diseases 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 238000005054 agglomeration Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 239000012080 ambient air Substances 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- RHZUVFJBSILHOK-UHFFFAOYSA-N anthracen-1-ylmethanolate Chemical compound C1=CC=C2C=C3C(C[O-])=CC=CC3=CC2=C1 RHZUVFJBSILHOK-UHFFFAOYSA-N 0.000 description 1
- 239000003830 anthracite Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000001354 calcination Methods 0.000 description 1
- 239000000378 calcium silicate Substances 0.000 description 1
- 229910052918 calcium silicate Inorganic materials 0.000 description 1
- OYACROKNLOSFPA-UHFFFAOYSA-N calcium;dioxido(oxo)silane Chemical compound [Ca+2].[O-][Si]([O-])=O OYACROKNLOSFPA-UHFFFAOYSA-N 0.000 description 1
- 238000004581 coalescence Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 235000008504 concentrate Nutrition 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000002596 correlated effect Effects 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 239000010459 dolomite Substances 0.000 description 1
- 229910000514 dolomite Inorganic materials 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000010410 dusting Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000002360 explosive Substances 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000011361 granulated particle Substances 0.000 description 1
- 238000005469 granulation Methods 0.000 description 1
- 230000003179 granulation Effects 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000000265 homogenisation Methods 0.000 description 1
- 208000014674 injury Diseases 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 239000006028 limestone Substances 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 238000010587 phase diagram Methods 0.000 description 1
- 238000000634 powder X-ray diffraction Methods 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000007873 sieving Methods 0.000 description 1
- 238000004088 simulation Methods 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 235000020354 squash Nutrition 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- 238000003786 synthesis reaction Methods 0.000 description 1
- 230000026683 transduction Effects 0.000 description 1
- 238000010361 transduction Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 230000001960 triggered effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images















































Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B19/00—Combinations of furnaces of kinds not covered by a single preceding main group
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B1/00—Preliminary treatment of ores or scrap
- C22B1/14—Agglomerating; Briquetting; Binding; Granulating
- C22B1/16—Sintering; Agglomerating
- C22B1/20—Sintering; Agglomerating in sintering machines with movable grates
- C22B1/205—Sintering; Agglomerating in sintering machines with movable grates regulation of the sintering process
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B1/00—Preliminary treatment of ores or scrap
- C22B1/14—Agglomerating; Briquetting; Binding; Granulating
- C22B1/16—Sintering; Agglomerating
- C22B1/20—Sintering; Agglomerating in sintering machines with movable grates
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B21/00—Open or uncovered sintering apparatus; Other heat-treatment apparatus of like construction
- F27B21/06—Endless-strand sintering machines
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Environmental & Geological Engineering (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Geology (AREA)
- Manufacturing & Machinery (AREA)
- General Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacture And Refinement Of Metals (AREA)
- Furnace Details (AREA)
Description
本発明は、下方吸引式のドワイトロイド(DL)焼結機に気体燃料を供給して、高強度高品質の焼結鉱を製造する方法およびその製造に用いる焼結機に関するものである。 The present invention relates to a method for producing a high-strength, high-quality sintered ore by supplying a gaseous fuel to a downward suction type Dwytroid (DL) sintering machine, and a sintering machine used for the production.
高炉製銑法の主原料である焼結鉱は、一般に、図1に示すような工程を経て製造される。焼結鉱の原料は、鉄鉱石粉、製鉄所内回収粉、焼結鉱篩下粉、石灰石およびドロマイトなどの含CaO系副原料、生石灰等の造粒助剤、コークス粉や無煙炭などであり、これらの原料は、ホッパー1・・・の各々から、コンベヤ上に所定の割合で切り出される。切り出された原料は、ドラムミキサー2等によって適量の水が加えられ、混合、造粒されて、3.0〜6.0mmの平均径を有する擬似粒子である焼結原料とされる。この焼結原料は、焼結機上に配置されているサージホッパー4、5からドラムフィーダー6と切り出しシュート7を介して、無端移動式の焼結機パレット8上に装入され、焼結ベッドともいわれる装入層9を形成する。装入層の厚さ(高さ)は通常400〜800mm前後である。その後、装入層9の上方に設置された点火炉10で、この装入層表層中の炭材に点火するとともに、パレット8の下に配設されているウインドボックス11を介して空気を下方に吸引することにより、該装入層中の炭材を順次燃焼させ、このときに発生する燃焼熱によって、前記焼結原料を燃焼、溶融して焼結ケーキを得る。このようにして得た焼結ケーキは、その後、破砕、整粒され、5.0mm以上の塊成物からなる成品焼結鉱として回収される。
Sinter ore, which is the main raw material of the blast furnace ironmaking method, is generally manufactured through a process as shown in FIG. The raw materials for sintered ore are iron ore powder, iron mill recovered powder, sintered ore sieving powder, CaO-containing auxiliary materials such as limestone and dolomite, granulation aids such as quick lime, coke powder and anthracite, etc. Are cut out from each of the
上記製造プロセスにおいては、まず、点火炉10により装入層表層に点火が行われる。点火された装入層中の炭材は、ウインドボックスによって装入層の上層部から下層部に向かって吸引される空気によって幅をもって燃焼を続け、その燃焼帯は、パレット8の移動につれて次第に下層にかつ前方(下流側)に進行する。この燃焼の進行にともない、装入層の焼結原料粒子中に含まれる水分は、炭材の燃焼で発生する熱によって気化し、下方に吸引されて、まだ温度が上昇していない下層の焼結原料中に濃縮し、湿潤帯を形成する。その水分濃度がある程度以上になると、吸引ガスの流路である原料粒子間の空隙を、水分が埋めるようになり、通気抵抗を増大させる。なお、燃焼帯に発生する焼結反応に必要な溶融部分も、通気抵抗を高める要因となる。
In the manufacturing process, first, the
焼結機の生産量(t/hr)は、一般に、焼結生産率(t/hr・m2)×焼結機面積(m2)により決定される。即ち、焼結機の生産量は、焼結機の機幅や機長、原料堆積層の厚さ(装入層厚さ)、焼結原料の嵩密度、焼結(燃焼)時間、歩留などにより変化する。そして、焼結鉱の生産量を増加させるには、装入層の通気性(圧損)を改善して焼結時間を短縮する、あるいは、破砕前の焼結ケーキの冷間強度を高めて歩留を向上することなどが有効であると考えられている。 The production amount (t / hr) of the sintering machine is generally determined by the sintering production rate (t / hr · m 2 ) × sintering machine area (m 2 ). That is, the production volume of the sintering machine includes the machine width and length of the sintering machine, the thickness of the raw material deposition layer (charge layer thickness), the bulk density of the sintering raw material, the sintering (combustion) time, the yield, etc. It depends on. In order to increase the production of sintered ore, the air permeability (pressure loss) of the charging layer is improved to shorten the sintering time, or the cold strength of the sintered cake before crushing is increased. It is considered effective to improve the retention.
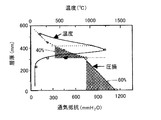
図2は、厚さが600mmの装入層中を移動する燃焼帯の前線が、該装入層のパレットの約400mm上(装入層表面から200mm下)の位置にあるときにおける装入層内の圧損と温度の分布を示したものである。このときの圧損分布は、湿潤帯におけるものが約60%、燃焼・溶融帯におけるものが約40%である。 FIG. 2 shows the charging layer when the front of the combustion zone moving through the 600 mm thick charging layer is approximately 400 mm above the charging layer pallet (200 mm below the charging layer surface). This shows the pressure loss and temperature distribution. The pressure loss distribution at this time is about 60% in the wet zone and about 40% in the combustion / melt zone.
図3は、焼結鉱の高生産時と低生産時、即ち、パレット移動速度が速い時と遅い時の装入層内の温度分布を示したものである。原料粒子が溶融し始める1200℃以上の温度に保持される時間(以降、「高温域保持時間」と称する)は、低生産の場合にはt1、生産性を重視した高生産の場合にはt2で表されている。高生産の時には、パレットの移動速度が速いため、高温域保持時間t2が低生産の時のt1と比べて短くなる。高温域保持時間が短くなると、焼成不足となり易く、焼結鉱の冷間強度が低下し、歩留が低下する。したがって、高強度焼結鉱の生産性を上げるためには、短時間の焼結でも、焼結ケーキの強度、即ち焼結鉱の冷間強度を上げて、歩留の維持、向上を図ることができる何らかの手段を講じる必要がある。なお、焼結鉱の冷間強度を表す指標としては、一般に、SI(シャッターインデックス)、TI(タンブラーインデックス)が用いられる。 FIG. 3 shows the temperature distribution in the charging layer at the time of high production and low production of sintered ore, that is, when the pallet moving speed is fast and slow. The time during which the raw material particles begin to melt is maintained at a temperature of 1200 ° C. or higher (hereinafter referred to as “high temperature region holding time”) is t 1 in the case of low production, and in the case of high production in which productivity is emphasized. It is represented by t 2. When the high productivity, because the moving speed of the pallet is fast, high temperature zone holding time t 2 is shorter than the t 1 when the low production. When the high temperature region holding time is shortened, firing is likely to be insufficient, the cold strength of the sintered ore is lowered, and the yield is lowered. Therefore, in order to increase the productivity of high-strength sinter, increase the strength of the sintered cake, that is, the cold strength of the sinter, to maintain and improve the yield even during short-time sintering. It is necessary to take some measures to be able to. In general, SI (shutter index) and TI (tumbler index) are used as indices representing the cold strength of sintered ore.
図4(a)は焼結機パレット上の装入層における焼結の進行過程を、図4(b)は装入層内の焼結過程における温度分布(ヒートパターン)を、図4(c)は焼結ケーキの歩留分布を示したものである。図4(b)からわかるように、装入層の上部は下層部に比べて温度が上昇し難く、高温域保持時間も短くなる。そのため、この装入層上部では、燃焼溶融反応(焼結化反応)が不十分となり、焼結ケーキの強度が低くなるため、図4(c)に示すように、歩留が低く、生産性の低下を招く要因となっている。 FIG. 4A shows the progress of sintering in the charging layer on the sintering machine pallet, FIG. 4B shows the temperature distribution (heat pattern) in the sintering process in the charging layer, and FIG. ) Shows the yield distribution of the sintered cake. As can be seen from FIG. 4B, the temperature of the upper portion of the charging layer is less likely to rise than the lower layer portion, and the high temperature region holding time is also shortened. Therefore, in the upper part of the charging layer, the combustion and melting reaction (sintering reaction) becomes insufficient, and the strength of the sintered cake is lowered. Therefore, as shown in FIG. It is a factor that causes a decline in
こうした問題点に鑑み、装入層上層部を長時間、高温に保持するための方法が従来から提案されている。例えば、特許文献1は、装入層に点火後、装入層上に気体燃料を噴射する技術を開示している。しかし、上記技術は、気体燃料(可燃性ガス)の種類が不明であるが、プロパンガス(LPG)や天然ガス(LNG)であるとしても、高濃度のガスを使用している。しかも、可燃性ガスの吹き込みに際し、炭材量を削減していないため、焼結層内が、1380℃を超える高温となる。そのため、この技術では、十分な冷間強度の向上や歩留の改善効果を享受できていない。しかも、点火炉直後に可燃性ガスを噴射した場合には、可燃性ガスの燃焼により焼結ベッド上部空間で火災を起こす危険が高く、現実性に乏しい技術であって、実用化には至っていない。
In view of these problems, a method for maintaining the charge layer upper layer portion at a high temperature for a long time has been proposed. For example,
また、特許文献2も、装入層に点火後、装入層に吸引される空気中に可燃性ガスを添加する技術を開示している。点火後、約1〜10分程度の供給が好ましいとされているが、点火炉での点火直後の表層部は、赤熱状態の焼結鉱が残存しており、供給の仕方によっては可燃性ガスの燃焼により火災を起こす危険が高く、また、具体的記述は少ないが、焼結済みの焼結帯で可燃ガスを燃焼させても効果は無く、焼結帯で燃焼すると、燃焼ガスによる温度上昇と熱膨張により通気性を悪化させるため、生産性を低減させてしまう傾向にあるので、これまで実用化には至っていない。
また、特許文献3は、焼結原料の装入層内を高温にするため、装入層の上にフードを配設し、そのフードを通じて空気やコークス炉ガスとの混合ガスを点火炉直後の位置で吹き込むことを開示している。しかし、この技術も、焼結層内の燃焼溶融帯の温度が1380℃を超える高温となるため、コークス炉ガス吹き込みの効果を享受できないとともに、可燃性混合ガスが焼結ベッド上部空間で発火し、火災を起こす危険性があり、実用化されていない。
In
さらに、特許文献4は、低融点溶剤と炭材や可燃性ガスを同時に、点火炉直後の位置で吹き込む方法を開示している。しかし、この方法も、表面に火炎が残留した状態で可燃性ガスを吹き込むため、焼結ベッド上部空間で火災になる危険性が高く、また、焼結帯の幅を十分に厚くできない(約15mm未満)ため、可燃性ガス吹き込みの効果を十分に享受することができない。さらに、低融点溶剤が多く存在するため、上層部において過剰な溶融現象を引き起こして、空気の流路となる気孔を閉塞してしまい、通気性を悪化させて、生産性の低下を招くことから、この技術もまた、現在に至るまで実用化されていない。
以上説明したように、これまで提案された従来の技術はいずれも、実用化には大きな問題を抱えており、実施可能な可燃性ガス吹込み技術の開発が切望されていた。
Further,
As described above, any of the conventional techniques proposed so far has a serious problem in practical use, and development of a combustible gas blowing technique that can be implemented has been eagerly desired.
上記問題点を解決する技術として、出願人は、特許文献5において、焼結機のパレット上に堆積させた焼結原料の装入層の上から燃焼下限濃度以下に希釈した各種気体燃料を供給して装入層中に導入し、燃焼させることにより、装入層内の最高到達温度および高温域保持時間のいずれか一方または両方を調整する方法を提案している。
上記特許文献5の技術は、下方吸引式焼結機において、装入層の上方で気体燃料を大気中に吐出して所定の濃度に希釈した気体燃料を装入層中に供給(導入)し、装入層内の目標とする位置で燃焼させる気体燃料供給を行うことにより、焼結原料の燃焼時の最高到達温度や高温域保持時間を適正に制御することができ、ひいては、熱量不足で焼結鉱の冷間強度が低くなりやすい装入層上層部のみならず、装入層中層部以下の任意の部分における焼結鉱強度を高めるような操業を行うことができる。
In the technique of the above-mentioned
しかし、上記気体燃料供給焼結操業を行う場合、焼結ベッドや焼結ケーキのひび割れ部などの高温部が火種となって気体燃料に逆火し、気体燃料供給部の供給口(吹出口)で燃焼する(着火)おそれがある。このような引火状態で焼結操業を続けると(爆発の問題は別として)、気体燃料を装入層内に供給できなくなるばかりでなく、気体燃料の燃焼によって酸素が消費された酸素不足の大気が装入層中に供給(導入)されることになる。その結果、燃焼時の最高到達温度や高温域保持時間を制御できなくなるばかりでなく、燃焼不足を起こして、焼結鉱の強度低下を招き、歩留りや生産性を低下させるため、焼結操業に重大な悪影響を及ぼすことになる。 However, when performing the above gas fuel supply sintering operation, the high temperature part such as the cracked part of the sintering bed or the sintered cake becomes a fire, and the gas fuel is backfired. There is a risk of burning (ignition). If the sintering operation is continued in such a flammable state (aside from the explosion problem), not only the gaseous fuel cannot be supplied into the charging layer, but also the oxygen-deficient atmosphere in which oxygen is consumed by the combustion of the gaseous fuel. Is supplied (introduced) into the charging layer. As a result, not only can the maximum temperature and high temperature range holding time during combustion not be controlled, but also a lack of combustion, resulting in a decrease in strength of the sintered ore and a decrease in yield and productivity. It will have a serious adverse effect.
そこで、本発明の目的は、下方吸引式焼結機に気体燃料を供給し、これを装入層中で燃焼させることにより、高強度高品質の焼結鉱を安全かつ高歩留で製造する方法、および、この方法の実施に当たって用いられる焼結機を提供することにある。 Therefore, an object of the present invention is to produce a high-strength, high-quality sintered ore safely and with a high yield by supplying gaseous fuel to a downward suction type sintering machine and burning it in the charging layer. It is an object to provide a method and a sintering machine used for carrying out the method.
上記目的を達成するために、本発明は、循環移動するパレット上に粉鉱石と炭材を含む焼結原料を装入して装入層を形成する装入工程と、上記装入層表面の炭材に点火炉で点火する点火工程と、上記装入層上方で大気中に気体燃料を噴出して燃焼下限濃度以下の希釈気体燃料とする気体燃料供給工程と、上記希釈気体燃料と空気とをパレット下に配設されたウインドボックスで吸引して装入層内に導入し、装入層内において希釈気体燃料と炭材を燃焼させて焼結ケーキを生成する焼結工程とを有する焼結鉱の製造方法において、上記気体燃料供給工程では、気体燃料を気体燃料供給手段の噴出口から吹き消え現象が起こる流速で噴出させると共に、上記焼結工程では、希釈気体燃料の供給量や濃度および焼結原料中の炭材量を変化させて、装入層内の温度が1200℃以上に保持される高温域保持時間の延長を図ると共に、最高到達温度を1200〜1380℃の範囲に保持することを特徴とする焼結鉱の製造方法を提案する。 In order to achieve the above object, the present invention comprises a charging step of forming a charging layer by charging a sintered raw material containing fine ore and carbonaceous material on a circulating pallet, and the surface of the charging layer. An ignition step of igniting the carbonaceous material in an ignition furnace, a gaseous fuel supply step of injecting gaseous fuel into the atmosphere above the charging layer to make a diluted gaseous fuel having a lower combustion lower limit concentration, the diluted gaseous fuel and air, And a sintering step for producing a sintered cake by sucking a gas in a wind box disposed under the pallet and introducing it into the charging layer and burning the diluted gas fuel and the carbonaceous material in the charging layer. In the method for producing the ore, in the gaseous fuel supply step , the gaseous fuel is ejected from the jet port of the gaseous fuel supply means at a flow rate at which a blow-off phenomenon occurs, and in the sintering step, the supply amount of the diluted gaseous fuel is Varying the concentration and the amount of carbon in the sintering material The temperature in the layer is made longer hot zone retention time is maintained above 1200 ° C., we propose a method for producing sintered ore, which comprises holding the maximum temperature in the range of 1,200 to 1,380 ° C..
本発明の製造方法における上記吹き消え現象が起こる流速は、気体燃料の燃焼速度を超える速度であることを特徴とする。 In the production method of the present invention, the flow rate at which the blow-out phenomenon occurs is a rate exceeding the combustion rate of the gaseous fuel.
また、本発明の製造方法は、上記気体燃料を、
(a)開口径が3mmφ未満の噴出口から噴出させること、
(b)開口径が0.8〜1.5mmφの噴出口から噴出させること、を特徴とする。
Moreover, the production method of the present invention comprises the above gaseous fuel ,
(A ) ejecting from an outlet having an opening diameter of less than 3 mmφ;
(B ) It is characterized by ejecting from an ejection port having an opening diameter of 0.8 to 1.5 mmφ.
また、本発明の製造方法における上記焼結工程では、
(a)装入層の上から導入した希釈気体燃料の少なくとも一部を未燃焼のまま上記装入層内の燃焼・溶融帯に到達させ、燃焼させること、
(b)装入層の上から導入した希釈気体燃料を装入層内で燃焼させることによって、燃焼・溶融帯の高さ方向の厚みおよび/またはパレット進行方向の幅を拡大させること、
(c)装入層の上から導入した希釈気体燃料を装入層内で燃焼させることによって、燃焼・溶融帯の高温域保持時間を延長させること、を特徴とする。
Further, in the sintering step of the production method of the present invention,
(A) sintering bed at least a portion of the diluted gaseous fuel introduced to reach a left combustion and melting zone in the sintering bed unburned from the top of, and Turkey is burned,
(B) by combusting the diluted gaseous fuel introduced from above the sintering bed in the sintering bed within, thereby enlarging the width of the thickness in the height direction of the combustion and melting zone and / or the pallet advancing direction,
By burning in the sintering bed in the dilution gaseous fuel introduced from above (c) sintering bed, to make extended high temperature zone holding time in the combustion and melting zone, characterized by.
また、本発明の製造方法における上記焼結工程では、
(a)希釈気体燃料の装入層への導入を、点火炉以降の位置で行うこと、
(b)希釈気体燃料の装入層への導入を、装入層表層部に焼結ケーキが生成されてから焼結が完了するまでの間に行うこと、
(c)希釈気体燃料の焼結層内への導入を、燃焼・溶融帯の厚みが15mm以上となる領域において行うこと、を特徴とする。
In the above sintering step in the production method of the present invention ,
(A ) introducing the diluted gas fuel into the charging layer at a position after the ignition furnace;
( B ) introducing the diluted gas fuel into the charging layer between the generation of the sintered cake in the charging layer surface layer and the completion of sintering;
( C ) The diluted gas fuel is introduced into the sintered layer in a region where the thickness of the combustion / melting zone is 15 mm or more.
また、本発明の製造方法における上記希釈気体燃料は、
(a)燃焼下限濃度の75%以下かつ2%以上の濃度に希釈された気体燃料であること、
(b)燃焼下限濃度の60%以下かつ2%以上の濃度に希釈された気体燃料であること、
(c)燃焼下限濃度の25%以下かつ2%以上の濃度に希釈された気体燃料であること、を特徴とする。
また、本発明の製造方法における上記気体燃料は、
(a)高炉ガス、コークス炉ガス、高炉・コークス炉混合ガス、都市ガス、天然ガス、メタンガス、エタンガス、プロパンガスおよびそれらの混合ガスのうちから選ばれるいずれかの可燃性ガスであること、
(b)CO含有量が50massppm以下であること、を特徴とする。
また、本発明の方法における上記気体燃料は、気体状態での着火温度が、気体燃料供給開始時の焼結ベッド表層温度より高い液体燃料を気化させたものであること、また、上記液体燃料は、アルコール類、エーテル類、石油類、その他の炭化水素系化合物類であることを特徴とする。また、本発明の製造方法では、上記液体燃料を、液体燃料の沸点以上着火温度未満の温度に保持することを特徴とする。
The diluted gas fuel in the production method of the present invention is
(A) a gaseous fuel diluted to a concentration of 75% or less and 2% or more of the lower combustion limit concentration;
(B) a gaseous fuel diluted to a concentration of 60% or less and 2% or more of the lower combustion limit concentration;
(C) It is a gaseous fuel diluted to a concentration of 25% or less and 2% or more of the lower combustion limit concentration .
The gaseous fuel in the production method of the present invention is
(A) It is any flammable gas selected from blast furnace gas, coke oven gas, blast furnace / coke oven mixed gas, city gas, natural gas, methane gas, ethane gas, propane gas and mixed gas thereof,
(B) The CO content is 50 mass ppm or less.
Further, the gaseous fuel in the method of the present invention is obtained by vaporizing a liquid fuel whose ignition temperature in a gaseous state is higher than the surface temperature of the sintering bed at the start of supplying the gaseous fuel, and the liquid fuel is , Alcohols, ethers, petroleums, and other hydrocarbon compounds. In the production method of the present invention, the liquid fuel is maintained at a temperature not lower than the ignition temperature and not lower than the boiling point of the liquid fuel.
また、本発明は、循環移動するパレット上に粉鉱石と炭材を含む焼結原料を装入して装入層を形成する原料供給装置と、上記装入層表面の炭材に点火する点火炉と、上記装入層上辺の空気中に、気体燃料を噴出して燃焼下限濃度以下の希釈気体燃料とする気体燃料供給装置と、上記希釈気体燃料と空気とをパレット下で吸引して装入層内に導入するウインドボックスとを備える焼結機において、上記気体燃料供給装置は、開口径:3mmφ未満の噴出口を有する気体燃料供給パイプを配設してなるものであることを特徴とする焼結機を提供する。 The present invention also includes a raw material supply device for forming a charging layer by charging a sintered raw material containing fine ore and carbonaceous material on a circulating pallet, and igniting the carbonaceous material on the surface of the charging layer. A gas fuel supply device that jets gaseous fuel into the furnace and air above the charging layer to make it a diluted gaseous fuel having a concentration lower than the lower limit of combustion, and the diluted gaseous fuel and air are sucked under the pallet and loaded. In a sintering machine including a wind box introduced into a layer, the gaseous fuel supply device is characterized in that a gaseous fuel supply pipe having a jet port having an opening diameter of less than 3 mmφ is provided. A sintering machine is provided.
本発明の焼結機における上記気体燃料供給装置は、気体燃料を、開口径が0.8〜1.5mmφの噴出口から噴出させるものであることを特徴とする。 The gas fuel supply apparatus in the sintering machine of the present invention, the gas-body fuel, opening diameter and wherein the this is intended to be ejected from the ejection port of the 0.8~1.5Mmfai.
また、本発明の焼結機における上記気体燃料供給装置は、パレット幅方向における気体燃料の供給量が可変な装置であることを特徴とする。 Further, the gas fuel supply apparatus in the sintering machine of the present invention, the supply amount of gaseous fuel in pallet width direction, wherein the variable device Dearuko.
また、本発明の焼結機における上記気体燃料供給装置は、
(a)気体燃料を装入層表面に対して垂直方向に噴出するものであること、
(b)気体燃料を装入層表面に対して平行方向に噴出するものであること、
(c)気体燃料を装入層の上方に設けられた反射板に向かって噴出するものであること、
(d)気体燃料供給パイプに設けられた気体燃料の噴出方向を装入層表面に対して±90度の範囲に分散させたものであること、
(e)気体燃料供給パイプを回転させ、気体燃料の噴出方向を装入層表面に対して±90度の範囲で揺動させるものであること、
(f)気体燃料の大気中への噴出を、装入層表面上方300mm以上の高さで行うものであること、
(g)気体燃料の噴出高さ位置を調整する昇降機構を有すること、を特徴とする。
Moreover, the gaseous fuel supply device in the sintering machine of the present invention,
(A) jetting gaseous fuel in a direction perpendicular to the charge layer surface;
(B) jetting gaseous fuel in a direction parallel to the surface of the charging layer;
(C) jetting gaseous fuel toward a reflector provided above the charging layer;
(D) that the jet direction of the gaseous fuel provided in the gaseous fuel supply pipe is dispersed in a range of ± 90 degrees with respect to the charged layer surface;
(E) rotating the gaseous fuel supply pipe and swinging the ejection direction of the gaseous fuel within a range of ± 90 degrees with respect to the charged layer surface;
(F) jetting gaseous fuel into the atmosphere at a height of 300 mm or more above the charge layer surface;
(G) It has the raising / lowering mechanism which adjusts the ejection height position of gaseous fuel, It is characterized by the above-mentioned.
本発明によれば、下方吸引式焼結機の操業において、装入層の上方で気体燃料を大気中に吐出して所定の濃度に希釈調整した希釈気体燃料を装入層中に供給(導入)し、装入層内の目標とする位置で燃焼させることができる。この場合において、希釈気体燃料の供給位置や燃焼時の最高到達温度、高温域保持時間を制御することにより、熱不足によって焼結鉱の冷間強度が低くなりやすい装入層上部のみならず、装入層中層以下の任意の部分における焼結鉱強度を高めるような操業を行うことができる。また、本発明では、装入層全体の通気性を悪化させることなく、とくに燃焼・溶融帯での反応、例えば、この帯域の上下方向の厚みやパレット進行方向における幅の制御を介して、任意の位置における焼結ケーキの強度を制御することができるので、焼結鉱全体として冷間強度の高い成品焼結鉱を歩留りよくかつ高い生産性を確保しつつ製造することができる。しかも、本発明の焼結機を用いれば、こうした焼結機の操業を安全に行うことができる。 According to the present invention, in the operation of the lower suction type sintering machine, the gaseous fuel is discharged into the atmosphere above the charging layer, and diluted gaseous fuel that is diluted to a predetermined concentration is supplied into the charging layer (introduction) And can be burned at a target position in the charging layer. In this case, by controlling the supply position of the diluted gas fuel, the maximum temperature reached during combustion, and the high temperature range holding time, not only the upper part of the charging layer where the cold strength of the sintered ore tends to be lowered due to insufficient heat, The operation can be performed so as to increase the strength of the sintered ore in any portion below the middle layer of the charging layer. In the present invention, the reaction in the combustion / melting zone, for example, the vertical thickness of the zone or the width in the pallet traveling direction can be controlled without deteriorating the air permeability of the entire charging layer. Since the strength of the sintered cake at the position can be controlled, it is possible to manufacture a product sintered ore having a high cold strength as a whole sintered ore with high yield and high productivity. And if the sintering machine of this invention is used, the operation of such a sintering machine can be performed safely.
本発明の焼結機における焼結鉱の製造方法は、装入工程、点火工程、気体燃料供給工程および焼結工程とから構成されている。この製造方法において、上記装入工程は、循環移動するパレット上に粉鉱石と炭材を含む焼結原料を装入して、パレット上に焼結原料の装入層を形成する工程であり、上記点火工程は、点火炉を使って装入層上表面の炭材に点火する工程である。また、上記気体燃料供給工程は、高濃度の気体燃料を装入層上方の空気中に高速で吐出して燃焼下限濃度以下の希釈気体燃料を得る工程であり、上記焼結工程は、パレット下に配置されたウインドボックスの吸引力により上記希釈気体燃料と空気とを装入層内に吸引し、該希釈気体燃料を装入層内において燃焼させると同時に、装入層内に吸引した空気により、該装入層内の炭材を燃焼させ、これらの燃焼によって発生する熱によって、焼結原料を焼結し、焼結ケーキを生成させる工程である。 The manufacturing method of the sintered ore in the sintering machine of this invention is comprised from the charging process, the ignition process, the gaseous fuel supply process, and the sintering process. In this manufacturing method, the charging step is a step of charging a sintered raw material containing fine ore and carbonaceous material on a circulating pallet and forming a charging layer of the sintered raw material on the pallet, The ignition step is a step of igniting the carbon material on the upper surface of the charging layer using an ignition furnace. The gaseous fuel supply step is a step of discharging a high-concentration gaseous fuel into the air above the charging layer at a high speed to obtain a diluted gaseous fuel below the lower combustion limit concentration, and the sintering step is performed under the pallet. The diluted gas fuel and air are sucked into the charging layer by the suction force of the wind box arranged in the same, and the diluted gas fuel is burned in the charging layer, and at the same time, by the air sucked into the charging layer. In this step, the carbonaceous material in the charging layer is burned, and the sintered raw material is sintered by the heat generated by the combustion to produce a sintered cake.
上記気体燃料供給工程は、点火炉のパレット進行方向の下流側で、気体燃料供給手段の噴出口から気体燃料を装入層上辺大気中に高速で吐出し、空気と混合させて、燃焼下限濃度以下の希釈気体燃料をとし、これを装入層中に導入させるための工程であり、本発明の焼結機は、上記希釈気体燃料を得るための気体燃料供給装置を有することを特徴としている。 In the gaseous fuel supply step, gaseous fuel is discharged at high speed from the jet port of the gaseous fuel supply means into the upper atmosphere of the charging layer on the downstream side in the pallet traveling direction of the ignition furnace, mixed with air, and the lower combustion limit concentration This is a process for introducing the following diluted gas fuel into the charging layer, and the sintering machine of the present invention is characterized by having a gaseous fuel supply device for obtaining the diluted gas fuel. .
上記気体燃料供給装置としては、具体的には、図5に示したように、パレットの幅方向に沿って、複数の気体燃料供給パイプを配設し、そのパイプには、気体燃料を吐出するスリットあるいは開口を設けるかまたはノズルを配設した気体燃料供給手段を有するもの、あるいは、図6に示したように、パレットの進行方向に沿って、複数の気体燃料供給パイプを配設し、そのパイプには、気体燃料を吐出するスリットあるいは開口を設けるかまたはノズルを配設した気体燃料供給手段を有するものであるが好ましい。 Specifically, as shown in FIG. 5, a plurality of gaseous fuel supply pipes are arranged along the width direction of the pallet, and the gaseous fuel is discharged into the pipes as the gaseous fuel supply apparatus. A gas fuel supply means provided with slits or openings or nozzles, or a plurality of gas fuel supply pipes arranged along the direction of pallet movement as shown in FIG. The pipe preferably has a gaseous fuel supply means provided with a slit or opening for discharging gaseous fuel or provided with a nozzle.
また、上記気体燃料供給装置は、例えば、気体燃料供給パイプやノズル等に流量制御手段を設けることにより、パレット幅方向における気体燃料の供給量を制御することができることが好ましい。特に、パレット幅方向のサイドウォール近傍では、横風の影響を受けて、供給した気体燃料が機側方向に流されたり、機外に漏出したりして、気体燃料濃度が希薄になるおそれが高いので、そのサイドウォール近傍に気体燃料を多く供給できるようにしたものであることが好ましい。 Moreover, it is preferable that the said gaseous fuel supply apparatus can control the supply quantity of the gaseous fuel in a pallet width direction, for example by providing a flow control means in a gaseous fuel supply pipe, a nozzle, etc. In particular, in the vicinity of the side wall in the pallet width direction, there is a high risk that the gaseous fuel concentration will be dilute due to the influence of crosswinds and the supplied gaseous fuel will flow in the machine side direction or leak out of the machine. Therefore, it is preferable that a large amount of gaseous fuel can be supplied in the vicinity of the sidewall.
また、上記気体燃料供給装置は、気体燃料を、装入層の上方で、大気中に高速で吐出させ、それによって周囲の空気と短時間で混合し、その気体燃料の燃焼下限濃度以下の濃度に希釈し、その後、装入層中にその希釈気体燃料を導入する必要がある。 Further, the gaseous fuel supply device causes the gaseous fuel to be discharged into the atmosphere at a high speed above the charging layer, thereby mixing with the surrounding air in a short time, and a concentration below the lower combustion limit concentration of the gaseous fuel. And then dilute gaseous fuel must be introduced into the charging layer.
本発明において、上記のように装入層の上方で気体燃料を大気中に高速で吐出し、その気体燃料を燃焼下限濃度以下に希釈するのは、以下の理由による。
表1は、本発明で用いることができる代表的な気体燃料の燃焼下限濃度、供給濃度等を示したものである。焼結原料中に気体燃料を供給する時のガス濃度は、爆発や火災(着火)を防止するには、燃焼下限濃度より低いほど安全である。都市ガスは、Cガス(コークス炉ガス)と燃焼下限濃度が近似しているが、熱量がCガスよりも高いことから、供給濃度を低くできる。したがって、安全性を確保する観点からは、供給濃度を低くできる都市ガスの方がCガスよりも優位である。
In the present invention, as described above, the gaseous fuel is discharged into the atmosphere at a high speed above the charging layer, and the gaseous fuel is diluted below the lower combustion limit concentration for the following reason.
Table 1 shows the lower combustion limit concentration, supply concentration, and the like of typical gaseous fuels that can be used in the present invention. In order to prevent explosion and fire (ignition), the gas concentration when supplying gaseous fuel into the sintering raw material is safer as it is lower than the lower combustion limit concentration. City gas is similar to C gas (coke oven gas) in terms of the lower combustion limit concentration, but since the amount of heat is higher than that of C gas, the supply concentration can be lowered. Therefore, from the viewpoint of ensuring safety, city gas that can reduce the supply concentration is superior to C gas.

表2は、気体燃料中に含まれる燃焼成分(水素,CO,メタン)と、それら成分の燃焼下限・上限濃度、層流、乱流時の燃焼速度等を示したものである。焼結中に気体燃料供給装置から供給している気体燃料への着火を防止するには、逆火防止を図る必要があるが、そのためには、気体燃料を、少なくとも層流燃焼速度以上、好ましくは乱流燃焼速度以上の高速で吐出させれば良いと考えられる。例えば、メタンを主成分とする都市ガスの場合には、3.7m/sを超える速度で吐出させれば、逆火のおそれはないわけである。一方、水素ガスは、乱流燃焼速度がCOやメタンと比較して速いため、逆火を防止するには、その分、高速で吐出させる必要がある。つまり、表1に示した気体燃料の中では、水素を含まない都市ガスは、水素を59vol%含有するCガスと比較して、吐出速度を遅くすることができる。しかも、都市ガスは、COを含まないので、ガス中毒を起こすおそれもない。したがって、安全性を確保する観点からは、都市ガスは、本発明において使用する気体燃料として好ましい特性を有するものであると言える。メタンを主成分とする天然ガスも同様である。もちろん、Cガスも、気体燃料として使用することができるが、その場合には、ガス吐出速度を高める(速める)こと、および、CO対策を別途講ずることが必要となる。 Table 2 shows the combustion components (hydrogen, CO, methane) contained in the gaseous fuel, the lower and upper combustion concentrations of these components, laminar flow, combustion speed during turbulent flow, and the like. In order to prevent ignition of the gaseous fuel supplied from the gaseous fuel supply device during sintering, it is necessary to prevent backfire. For this purpose, the gaseous fuel is preferably at least at the laminar flow rate or higher. Is considered to be discharged at a speed higher than the turbulent combustion speed. For example, in the case of city gas mainly composed of methane, there is no fear of backfire if it is discharged at a speed exceeding 3.7 m / s. On the other hand, hydrogen gas has a turbulent combustion speed that is faster than that of CO or methane. Therefore, in order to prevent backfire, it is necessary to discharge hydrogen gas at a higher speed. That is, in the gaseous fuel shown in Table 1, the city gas that does not contain hydrogen can make the discharge speed slower than the C gas containing 59 vol% hydrogen. Moreover, since city gas does not contain CO, there is no risk of gas poisoning. Therefore, from the viewpoint of ensuring safety, it can be said that city gas has favorable characteristics as a gaseous fuel used in the present invention. The same applies to natural gas mainly composed of methane. Of course, C gas can also be used as gaseous fuel, but in that case, it is necessary to increase (accelerate) the gas discharge speed and to take measures against CO.
表3は、気体燃料を供給する形式による得失を評価した結果を示したものである。表中、直上吹込み形式とは、都市ガスやCガス等の気体燃料を、高濃度のまま吐出して周囲の大気を巻き込ませることにより所定の濃度に希釈し、装入層中に吸引(導入)させる形式のことであり、予混合吹込み形式とは、あらかじめ大気と気体燃料とを混合して所定の濃度まで希釈したものを装入層上に供給し、装入層中に吸引(導入)させる、いわゆるプレミックス形式のことである。直上吹込み形式では、上述した乱流燃焼速度以上の速度で気体燃料を吐出すれば、逆火防止は容易であるが、気体燃料を周囲の大気と混合し希釈させる際、濃度ムラが発生しやすいため、異常燃焼を起こす可能性が、予混合吹込み形式に比べて高い。しかし、設備コストを含めて総合的に評価した場合には、都市ガスの直上吹込みが最も優位である。 Table 3 shows the results of evaluating the advantages and disadvantages of the type of supplying the gaseous fuel. In the table, the direct-injection type is a gas fuel such as city gas or C gas that is diluted to a predetermined concentration by discharging it with high concentration and entraining the surrounding atmosphere, and sucked into the charging layer ( The premixed blowing type is a method in which air and gaseous fuel are mixed in advance and diluted to a predetermined concentration and supplied to the charging layer and sucked into the charging layer ( This is a so-called premix format. In the direct injection type, it is easy to prevent backfire if the gaseous fuel is discharged at a speed equal to or higher than the turbulent combustion speed described above, but concentration unevenness occurs when the gaseous fuel is mixed with the surrounding atmosphere and diluted. Because it is easy, abnormal combustion is likely to occur compared to the premixed blowing type. However, in the case of comprehensive evaluation including equipment costs, direct injection of city gas is the most advantageous.
また、本発明では、気体燃料供給装置により、気体燃料を装入層の上方で大気中に高速で吐出させ、それによって周囲の空気と短時間で混合させて、その気体燃料の燃焼下限濃度以下の濃度に希釈し、その後、装入層中にその希釈気体燃料を導入するが、その理由は以下による。 Further, in the present invention, the gaseous fuel is discharged at high speed into the atmosphere above the charging layer by the gaseous fuel supply device, thereby being mixed with the surrounding air in a short time, and below the lower combustion limit concentration of the gaseous fuel. The diluted gaseous fuel is then introduced into the charge layer for the following reasons.
図7(a)に示したような内径300mmφ×高さ400mmの焼結鍋に焼結ケーキを充填し、その焼結ケーキの中央部の上から深さ90mmの位置にノズルを埋め込み、対空気で1vol%となるよう100%濃度のメタンガスを吹き込み、焼結ケーキ内の円周方向および深さ方向におけるメタンガス濃度を測定し、その結果を表4に示した。一方、図7(b)に示したように、同じノズルを用いて、焼結ケーキの上方350mmの位置からメタンガスを大気中に供給して上記と同じ濃度となるよう希釈した場合について、上記と同様にして焼結ケーキ内のメタンガス濃度の分布を測定し、その結果を表5に示した。これらの結果から、メタンガスを焼結ケーキ中に直接導入した場合には、メタンガスの横方向への拡散が不十分であるのに対して、メタンガスを焼結ケーキ上方で希釈して供給した場合には、焼結ケーキ内のメタンガス濃度はほぼ均一化していることがわかる。以上の結果から、気体燃料は、焼結ケーキの上方で空気中に供給することにより、装入層内に導入される前に、均一に希釈しておくことが好ましいことがわかる。
A sintered pan having an inner diameter of 300 mmφ × height of 400 mm as shown in FIG. 7A is filled with the sintered cake, and a nozzle is embedded at a
次に、本発明においては、気体燃料供給装置の気体燃料供給パイプに設けられたスリットやノズル等の噴出口から気体燃料を噴出させる速度は、逆火を防止する観点から高速で吐出させる必要がある。すなわち、気体燃料は、装入層表層に吸引・導入される段階までに、希釈されて燃焼下限濃度以下となっているが、本発明の焼結操業においては、焼結パレット内に燃焼・溶融帯を形成するあるいは形成しつつある焼結層が存在し、常に火種を有する状態において、装入層の上方で、気体燃料の供給が行われる。従って、何らかの火種によって、気体燃料供給装置から供給された気体燃料に着火した場合、ノズル等から吐出させる気体燃料の流速が遅いと、逆火を起こして、気体燃料供給装置や気体燃料供給パイプ内で爆発・燃焼を起こすおそれがある。そこで、気体燃料に着火しても、逆火しないようにするために、気体燃料の噴出速度は、その気体燃料が有する燃焼速度以上、より好ましくは、乱流燃焼速度以上の速度で吐出させるのが望ましいと考えられる。因みに、メタンガスの層流燃焼速度は、約0.4m/s、乱流燃焼速度は、約4m/sである。 Next, in the present invention, the speed at which the gaseous fuel is ejected from the outlet of the gaseous fuel supply pipe of the gaseous fuel supply apparatus, such as a slit or nozzle, needs to be discharged at a high speed from the viewpoint of preventing flashback. is there. That is, the gaseous fuel is diluted by the stage of being sucked and introduced into the surface layer of the charging layer and is below the lower limit of combustion concentration. In the sintering operation of the present invention, combustion and melting are performed in the sintering pallet. Gas fuel is supplied above the charging layer in a state where there is a sintered layer forming or forming a band and always has a fire type. Therefore, when the gaseous fuel supplied from the gaseous fuel supply device is ignited by some kind of fire, if the flow rate of the gaseous fuel discharged from the nozzle or the like is slow, backfire occurs, and the gaseous fuel supply device or the gaseous fuel supply pipe May cause explosion or combustion. Therefore, in order to prevent backfire even if the gaseous fuel is ignited, the ejection speed of the gaseous fuel is discharged at a speed higher than the combustion speed of the gaseous fuel, more preferably at a speed higher than the turbulent combustion speed. Is considered desirable. Incidentally, the laminar combustion speed of methane gas is about 0.4 m / s, and the turbulent combustion speed is about 4 m / s.
そこで、上記燃焼速度で実際に吹き消えが起こる条件を確認する実験を行った。
この実験では、図8に示したように25Aの配管に、開口径が1mmφ、2mmφおよび3mmφの噴出口を加工し、この配管にLNGガスを供給して上記噴出口からLNGガスを噴出させ、その噴出したLNGガスに点火源を用いて点火し、その後、上記点火源を引き離したときに吹き消えが起こる噴出速度を測定した。ここで、上記噴出速度は、LNGガスのヘッダー圧を変えることにより制御した。
Therefore, an experiment was conducted to confirm the conditions under which the blowout actually occurs at the above burning rate.
In this experiment, as shown in FIG. 8, a jet outlet having an opening diameter of 1 mmφ, 2 mmφ, and 3 mmφ is processed in a pipe of 25A, LNG gas is supplied to this pipe, and LNG gas is jetted from the jet outlet. The ejected LNG gas was ignited using an ignition source, and then the ejection speed at which blow-off occurred when the ignition source was separated was measured. Here, the ejection speed was controlled by changing the header pressure of the LNG gas.
その結果、噴出口の開口径が1mmφでは、LNGガスのヘッダー圧を300mmH2O以上とし、気体燃料の噴出速度を70m/s以上としたときに、また、2mmφの開口径では、LNGガスのヘッダー圧を550mmH2O以上とし、気体燃料の噴出速度を130m/s以上としたときに吹き消えが起こることがわかった。一方、3mmφの開口径では、LNGガスのヘッダー圧を2000mmH2Oとして音速を超える速度で気体燃料を噴出させても、噴出口での気体燃料の燃焼は防止できたとしても、その下流の低速部で燃焼を起こす、いわゆる煽火が発生し、確実に吹き消すことはできなかった。参考として、開口径が1mmφのときの実験結果を図9に示した。 As a result, when the opening diameter of the jet port is 1 mmφ, when the header pressure of the LNG gas is 300 mmH 2 O or more and the jet speed of the gaseous fuel is 70 m / s or more, and when the opening diameter is 2 mmφ, the LNG gas It was found that blowout occurred when the header pressure was 550 mmH 2 O or higher and the gas fuel injection speed was 130 m / s or higher. On the other hand, with an opening diameter of 3 mmφ, even if gaseous fuel is ejected at a speed exceeding the speed of sound by setting the header pressure of LNG gas to 2000 mmH 2 O, combustion of gaseous fuel at the jet outlet can be prevented, but the downstream low speed A so-called bonfire, which causes combustion in the part, occurred and could not be blown out reliably. As a reference, the experimental results when the opening diameter is 1 mmφ are shown in FIG.
上記のように、LNGガスあるいはLNGガスと同等の燃焼速度を有する燃料ガス(例えば、メタン、エタン、プロパンガス等)を用いる場合、吹き消しを起こさせて逆火を防止するには、少なくとも開口径は3mmφ未満とする必要があることがわかった。また、気体燃料の噴出速度は、単に燃焼速度以上としただけでは、噴出口での燃焼は防止できても、その下流で低速となった部分での燃焼(煽火)を防止することはできない。そこで、本発明では、斯かる煽火をも防止するために、吹き消え現象が起こる速度以上で噴出口から気体燃料を噴出させることとした。そして、この吹き消え現象を起こさせるためには、気体の噴出口を開口径3mmφ未満の大きさとして高速で気体燃料を噴出させる必要があり、例えば、開口径が1mmφ相当の場合は70m/s以上、開口径が1.5mmφ相当の場合は100m/s以上、開口径が2mmφの場合は130m/s以上の高速で噴出させることが好ましい。 As described above, when using a LNG gas or a fuel gas having a burning rate equivalent to that of the LNG gas (for example, methane, ethane, propane gas, etc.), in order to prevent blowback and prevent backfire, at least open it. It was found that the aperture needs to be less than 3 mmφ. Moreover, even if the jet speed of the gaseous fuel is simply set to be equal to or higher than the combustion speed, combustion at the jet outlet cannot be prevented even though combustion at the jet outlet can be prevented. . Therefore, in the present invention, in order to prevent such a fire, the gaseous fuel is ejected from the ejection port at a speed higher than the speed at which the blow-off phenomenon occurs. In order to cause this blow-off phenomenon, it is necessary to jet the gaseous fuel at a high speed with the gas outlet being less than the opening diameter of 3 mmφ. For example, when the opening diameter is equivalent to 1 mmφ, 70 m / s As described above, it is preferable to eject at a high speed of 100 m / s or more when the opening diameter is equivalent to 1.5 mmφ, and 130 m / s or more when the opening diameter is 2 mmφ.
なお、本発明を実機に適用する場合の好ましい開口径は0.8〜1.5mmφの範囲である。0.8mmφ未満では、配管に穴加工することが難しくなり、また、ガス中に含まれる粉塵等によって閉塞を起こしやすくなるからである。一方、1.5mmφ超えでは、吹き消しを起こさせるためには比較的大きな噴出速度が必要となるため、安全性を確保するためには噴出速度は低い方が好ましいからである。
ところで、上記説明では、噴出口の形状を円とし、その直径で大きさを説明してきたが、開噴出口の形状は、同一の開口面積を有するものであれば特に円に限定されるものではなく、例えば、楕円形状のものや溝状(スリット)としたものでもよい。
A preferable opening diameter when the present invention is applied to an actual machine is in the range of 0.8 to 1.5 mmφ. If it is less than 0.8 mmφ, it is difficult to drill a hole in the pipe, and it is easy to cause clogging by dust contained in the gas. On the other hand, if it exceeds 1.5 mmφ, a relatively large ejection speed is required to cause blowout, and therefore it is preferable that the ejection speed be low in order to ensure safety.
By the way, in the above description, the shape of the jet outlet is assumed to be a circle and the size is described by its diameter. However, the shape of the open jet outlet is not particularly limited to a circle as long as it has the same opening area. For example, an elliptical shape or a groove shape (slit) may be used.
また、気体燃料の噴出速度は、開口径の他に、気体燃料の供給圧力によっても変化するため、上記吹き消えが起こる噴出速度を確保するには、開口を形成するノズル圧力とノズル流速(噴出速度)の関係に基づき制御を行えばよい。図10は、空気を噴出させる場合を例にとって、ノズル圧とノズル流速との関係を示したものであり、気体燃料のガス密度(ρ)を代入すれば、下記式;
ΔP=ρ・V2/(2・g)
ここで、ΔP:ノズル差圧(mmH2O)、ρ:30℃における気体燃料の密度(kg/m3)、V:ノズル流速(m/s)、g:重力加速度(m/s2)である。
を用いてノズル流速を求めることができる。
また、LNGガスを開口径が1mmφの孔から噴出させる場合には300mmH2Oで70m/s、1.5mmφの孔から噴出させる場合には700mmH2Oで100m/sの速度で噴出させることが可能で、吹き消しを起こさせることができる。
In addition, since the ejection speed of the gaseous fuel changes depending on the supply pressure of the gaseous fuel in addition to the opening diameter, in order to secure the ejection speed at which the blowout occurs, the nozzle pressure and nozzle flow velocity (ejection Control may be performed based on the relationship of (speed). FIG. 10 shows the relationship between the nozzle pressure and the nozzle flow velocity, taking the case of jetting air as an example. If the gas density (ρ) of the gaseous fuel is substituted, the following formula:
ΔP = ρ · V 2 / (2 · g)
Here, ΔP: Nozzle differential pressure (mmH 2 O), ρ: Gaseous fuel density (kg / m 3 ) at 30 ° C., V: Nozzle flow velocity (m / s), g: Gravitational acceleration (m / s 2 ) It is.
Can be used to determine the nozzle flow rate.
When LNG gas is ejected from a hole having an opening diameter of 1 mmφ, it is ejected at a speed of 70 m / s at 300 mmH 2 O, and when ejected from a hole at 1.5 mmφ, it is ejected at a speed of 100 m / s at 700 mmH 2 O. Yes, it can be blown out.
また、気体燃料を吐出させる配管が長尺である場合、一般に、気体燃料の供給元に近いほど高速で噴出し、供給元から遠くなるほど噴出速度が遅くなることが予想される。そこで、図11の写真に示したように、開口径1mmφの噴出口をピッチ160mmで76個開け、先端を閉塞した長さ6mの長尺配管(25A)を用い、この配管の片側端から空気を元圧0.1〜1.00kg/cm2・Gの範囲で変化させて供給し、上記噴出口から空気を噴出させ、このときの配管長さ方向の圧力変化を測定した。その実験の結果は表6に示したが、この実験条件(配管径、噴出口)の範囲内では、元圧と配管末端部の圧力にほとんど差はなく、したがって、各噴出口から均等にガスが噴出していることがわかった。 In addition, when the piping for discharging the gaseous fuel is long, it is generally expected that the jetting speed is higher as the gas fuel is closer to the supply source, and the jetting speed is lower as the distance from the supply source is longer. Therefore, as shown in the photograph of FIG. 11, 76 jet nozzles with an opening diameter of 1 mmφ are opened at a pitch of 160 mm, and a 6 m long pipe (25A) with the tip closed is used, and air is passed from one end of this pipe. Was supplied in a range of 0.1 to 1.00 kg / cm 2 · G of the original pressure, air was ejected from the ejection port, and the pressure change in the pipe length direction at this time was measured. The results of the experiment are shown in Table 6, but within the range of this experimental condition (pipe diameter, jet outlet), there is almost no difference between the original pressure and the pressure at the end of the pipe. I found out.
ただし、上記実験範囲を外れる条件では、元圧と配管の末端部の圧力差が大きくなる可能性がある。そこで、そのような場合には、
(a)配管内の断面積を徐々に小さくしたテーパー状配管を用いる
(b)燃料供給元ヘッダーより遠ざかるほど、開口断面積を大きくする
(c)燃料供給元ヘッダーより遠ざかるほど、開口部やノズルのピッチを狭め、単位配管長さ当りの開口部ないしノズル断面積の和が大きくする、
のいずれか1つを適用するか、これらを組み合わせて適用することにより、均等に燃料を供給することができる。
However, under conditions that deviate from the above experimental range, there is a possibility that the difference between the original pressure and the pressure at the end of the pipe becomes large. So, in such a case,
(A) Use a tapered pipe with a gradually reduced cross-sectional area in the pipe. (B) Increase the opening cross-sectional area as it is farther from the fuel supply header. (C) Opener and nozzle as it is farther from the fuel supply header. Narrow the pitch and increase the sum of openings or nozzle cross-sectional area per unit pipe length.
By applying any one of these, or applying them in combination, the fuel can be supplied evenly.
次に、上記気体燃料を、空気中に吐出させる方向については、種々の形態を採用することができ、例えば、図12のように、気体燃料を噴出口から装入層に向かって下方(鉛直下方)に吐出させることにより、その一部を装入層表面で反射させて希釈させる方法、図13のように、気体燃料を噴出口から装入層表面に平行(水平方向)に吐出させることにより装入層に導入されるまでの経路を長くし希釈を促進させる方法、あるいは、図14のように、気体燃料を噴出口から邪魔板(反射板)に向かって吐出し、反射させることにより希釈を促進する方法、図15のように、気体燃料供給パイプに設けられた気体燃料の噴出口の向きを、装入層表面に向かって±90度の範囲で多方向に分散させて希釈を促進する方法などを採用することができる。さらに、上記図15の変形態様として、気体燃料供給パイプの軸を中心に回転可能とし、吐出方向を揺動させる構造とすることもできる。 Next, various forms can be adopted for the direction in which the gaseous fuel is discharged into the air. For example, as shown in FIG. 12, the gaseous fuel is directed downward (vertically from the injection port toward the charging layer. A method of diluting a part of it by reflecting it downwardly on the surface of the charging layer, as shown in FIG. 13, discharging gaseous fuel in parallel (horizontal direction) to the surface of the charging layer as shown in FIG. Or a method of promoting the dilution by lengthening the path until it is introduced into the charging layer, or by discharging the gaseous fuel from the outlet toward the baffle plate (reflecting plate) and reflecting it as shown in FIG. As shown in FIG. 15, a method for promoting dilution, the direction of the gas fuel injection port provided in the gas fuel supply pipe is dispersed in multiple directions within a range of ± 90 degrees toward the surface of the charging layer. By adopting a method to promote That. Further, as a modification of FIG. 15, a structure can be adopted in which the gas fuel supply pipe can be rotated around the axis and the discharge direction can be swung.
なお、上記気体燃料供給装置での気体燃料の吐出は、装入層表面の上方300mm以上の高さで行うことが好ましい。その理由は、以下の通りである。
図16に示したような、気体燃料の噴出方向が水平方向となるよう25Aの配管の両側面に開口径が1mmφの噴出口を112mmピッチで開けた気体供給配管を、焼結ベッド(装入層)の上の500mm位置に、400mmの間隔をもたせてパレット進行方向に平行に配列し、上記噴出口から200m/sの速度でLNGを大気中に噴出して周囲の空気と混合し、LNGを目標濃度0.8%に希釈させたときの均一化状況をシミュレーションした。なお、上記気体供給配管は、隣接する配管の噴出口が互いに56mmずつずれ、噴出した気体燃料が衝突しないように配列した。また、実焼結機を模して、焼結ベッドの上表面では、下方に0.9m/sの吸引速度で空気が吸引されているものとした。
In addition, it is preferable to discharge gaseous fuel with the said gaseous fuel supply apparatus at the height of 300 mm or more above the charging layer surface. The reason is as follows.
As shown in FIG. 16, gas supply pipes having openings with a diameter of 1 mmφ opened at both sides of a pipe of 25A at a pitch of 112 mm on both sides of the pipe of 25A so that the jet direction of the gaseous fuel is horizontal, are sintered beds (charges). Is arranged in parallel with the pallet traveling direction at a distance of 400 mm at a position of 500 mm above the layer), and LNG is ejected from the above-mentioned jet outlet into the atmosphere at a speed of 200 m / s and mixed with the surrounding air. A simulation was conducted of the homogenization situation when the solution was diluted to a target concentration of 0.8%. The gas supply pipes were arranged so that the jet outlets of adjacent pipes were shifted by 56 mm from each other so that the ejected gaseous fuel did not collide. In addition, imitating an actual sintering machine, air was sucked downward at a suction speed of 0.9 m / s on the upper surface of the sintering bed.
図17は、開口径が1mmφの噴出口から200m/sの速度で噴出されたLNGが、焼結ベッド上方で周囲の空気と混合して希釈されて行く様子を示したものである。この図から、上記条件で噴出されたLNGの濃度は、噴出口から約100mm程度のところで、LNGの燃焼下限濃度である4.3%まで希釈されていること、したがって、それ以降であればLNGは理論上燃焼を起こすおそれがないことがわかる。 FIG. 17 shows a state in which LNG ejected at a speed of 200 m / s from a spout having an opening diameter of 1 mmφ is mixed with ambient air and diluted above the sintering bed. From this figure, it can be seen that the concentration of LNG ejected under the above conditions is about 100 mm from the jet outlet and diluted to 4.3%, which is the lower combustion limit concentration of LNG. It is understood that there is no possibility of causing combustion in theory.
また、図18は、開口径が1mmφの噴出口から200m/sの速度で噴出されたLNGが、焼結ベッド表面に到達するまでおよび焼結ベッド層内でどのように拡散し、希釈されていくかを示したものである。この図から、上記噴出条件であれば、LNGは、焼結ベッド上200mm(噴出口下300mm)の位置では0.28〜1.14%に、また、焼結ベッド表面に達した段階では0.51〜1.14%にまで希釈されており、さらに、焼結ベッド層中層に至るまでに0.69〜0.87%に、さらに焼結ベッド下面に至るまでに0.75〜0.81%に希釈されていることがわかる。
Further, FIG. 18 shows how LNG spouted at a speed of 200 m / s from a spout having an opening diameter of 1 mmφ is diffused and diluted until it reaches the surface of the sintered bed and in the sintered bed layer. It shows how to go. From this figure, under the above-mentioned ejection conditions, LNG is 0.28 to 1.14% at a
以上の結果から、LNGを、焼結ベッド上方で高速で空気中に噴出させることにより、空気と十分に混合して均一に希釈されること、特に、噴出口の下300mmでは、おおむね均一に希釈されていることがわかった。そこで、本発明では、この結果と、噴出した気体燃料の装入層表面における跳ね返りを考慮し、気体燃料の大気中への供給は、装入層表面の上方300mm以上の高さで行うこととする。
From the above results, LNG is jetted into the air at a high speed above the sintering bed, so that it is sufficiently mixed with air and diluted uniformly, especially at the bottom of the
本発明において、装入層中に供給する気体燃料としては、高炉ガス(Bガス)、コークス炉ガス(Cガス)、高炉ガスとコークス炉ガスとの混合ガス(Mガス)、都市ガス、天然ガス(LNG)またはメタン、エタン、プロパン、ブタンガス、あるいはこれらの混合ガスのいずれかを用いることができる。本発明では、これらの気体燃料のいずれかを空気中に高速で吐出し、空気と混合させて希釈気体燃料とし、装入層中に供給(導入)する。 In the present invention, the gaseous fuel supplied into the charging layer includes blast furnace gas (B gas), coke oven gas (C gas), mixed gas of blast furnace gas and coke oven gas (M gas), city gas, natural gas Either gas (LNG) or methane, ethane, propane, butane gas, or a mixed gas thereof can be used. In the present invention, any one of these gaseous fuels is discharged into the air at a high speed, mixed with air to form a diluted gaseous fuel, and supplied (introduced) into the charging layer.
上記希釈気体燃料は、その中に含まれる可燃性ガス(燃焼成分)の濃度を、大気中の常温における燃焼下限濃度の75%以下まで希釈した気体燃料であることが好ましく、より好ましくは燃焼下限濃度の60%以下、さらに好ましくは燃焼下限濃度の25%以下の濃度にまで希釈したものであるのが好ましい。燃焼下限濃度以下の75%以下に希釈した可燃性ガスを使用する理由は、下記の二つである。
(a)装入層上部への高濃度の可燃性ガスの供給は、時として、爆発的燃焼を招くおそれがあり、少なくとも常温では、火種があっても燃焼しない状態としておく必要がある。
(b)装入層中で完全に燃焼せず、未燃焼のままウインドボックスの下流にある電気集塵器等に到達したとしても、電気集塵器の放電によって燃焼するおそれがないことが必要である。
The diluted gaseous fuel is preferably a gaseous fuel in which the concentration of the combustible gas (combustion component) contained therein is diluted to 75% or less of the lower limit concentration of combustion at normal temperature in the atmosphere, and more preferably the lower limit of combustion. It is preferably diluted to a concentration of 60% or less of the concentration, more preferably 25% or less of the lower combustion limit concentration. There are two reasons for using the combustible gas diluted to 75% or less below the lower combustion limit concentration.
(A) The supply of a high concentration of combustible gas to the upper part of the charging layer may sometimes cause explosive combustion, and at least at room temperature, it is necessary to keep it from burning even if there is a fire type.
(B) Even if it reaches the electrostatic precipitator etc. downstream of the windbox without burning completely in the charge layer, it must not be burned by the discharge of the electrostatic precipitator. It is.
さらに、希釈気体燃料の濃度は、その希釈気体燃料の燃焼による酸素の消費によって、焼結原料用に含まれる総燃料(固体燃料+気体燃料)の燃焼に必要な酸素の不足を招いて燃焼不足を起こさない程度に希釈されたものであることが必要である。ただし、希釈気体燃料の濃度は、燃焼下限濃度の2%以上であるのが好ましい。濃度が2%未満では、燃焼による発熱量が不足し、焼結鉱の強度向上と歩留まりの改善が得られないからである。 Furthermore, the concentration of the diluted gas fuel causes a shortage of oxygen due to the consumption of oxygen due to the combustion of the diluted gas fuel, leading to a shortage of oxygen necessary for the combustion of the total fuel (solid fuel + gas fuel) contained in the sintering raw material. It must be diluted to such an extent that it does not cause However, the concentration of the diluted gas fuel is preferably 2% or more of the lower combustion limit concentration. This is because if the concentration is less than 2%, the amount of heat generated by combustion is insufficient, and the strength of the sintered ore and the yield cannot be improved.
また、本発明における焼結鉱の製造方法では、装入層中の炭材に点火した直後に、希釈された気体燃料を装入層中へ供給(導入)することも可能である。希釈気体燃料の供給が、吹き消えを生じる気体燃料の供給で行なえるため、逆火のおそれなく、装入層の上層表面に焼結ケーキの層が形成されていれば、焼結が完了するまでの任意の位置で行うことができる。 Moreover, in the manufacturing method of the sintered ore in this invention, it is also possible to supply (introduce) the diluted gaseous fuel into the charging layer immediately after igniting the carbonaceous material in the charging layer. Diluted gas fuel can be supplied by supplying gas fuel that causes blowout, so that sintering can be completed if a sintered cake layer is formed on the upper surface of the charging layer without fear of flashback. Can be performed at any position up to.
希釈気体燃料の供給を装入層表層に焼結ケーキ層が形成された後に行うことが好ましい他の理由は、焼結ケーキが生成していない状態で装入層の上部に希釈気体燃料の供給を行うと、該装入層上で燃焼のみを生じるからである。希釈気体燃料の供給は、焼結鉱の歩留りを向上させる必要がある部分に対して行う、即ち、焼結鉱の強度を上昇させたい部分で燃焼を起こすよう供給するのが好ましいことからである。 Another reason why the diluted gas fuel is preferably supplied after the sintered cake layer is formed on the surface of the charging layer is that the diluted gas fuel is supplied to the upper portion of the charging layer in a state where no sintered cake is formed. This is because only the combustion occurs on the charging layer. This is because it is preferable to supply the diluted gas fuel to a portion where it is necessary to improve the yield of the sintered ore, that is, to supply combustion to a portion where it is desired to increase the strength of the sintered ore. .
また、点火後の装入層中に希釈気体燃料を供給し、装入層内の最高到達温度と高温域保持時間のいずれかまたは両方を制御するためには、燃焼・溶融帯の厚みが少なくとも15mm以上、好ましくは20mm以上、より好ましくは30mm以上となった状態において、希釈気体燃料の供給を行うことが好ましい。燃焼・溶融帯の厚みが15mm未満では、焼結層(焼結ケーキ)を通して吸引される空気と希釈気体燃料による冷却効果によって、気体燃料を燃焼させてもその効果が不十分となり、燃焼・溶融帯の厚みの拡大を図れない。一方、前記燃焼・溶融帯の厚みが15mm以上、好ましくは20mm以上、より好ましくは30mm以上となる段階で希釈気体燃料を供給すると、燃焼・溶融帯の厚みの拡大や高温域保持時間の延長を実現することができ、ひいては高強度の焼結鉱を得ることができるからである。なお、上記燃焼・溶融帯の厚みの確認は、後述するように、透明石英製窓付き竪型管状試験鍋を用いて行うことができる。この試験鍋を用いた焼結試験は、希釈気体燃料の供給位置を決定するのに有効な手段となる。 In addition, in order to supply diluted gas fuel into the charged layer after ignition and control either or both of the highest attained temperature and the high temperature region holding time in the charged layer, the thickness of the combustion / melting zone must be at least It is preferable to supply the diluted gas fuel in a state where it is 15 mm or more, preferably 20 mm or more, more preferably 30 mm or more. When the thickness of the combustion / melting zone is less than 15 mm, the cooling effect by the air sucked through the sintered layer (sintered cake) and the diluted gas fuel makes the effect insufficient even if the gas fuel is burned, and combustion / melting. The band thickness cannot be increased. On the other hand, when the diluted gas fuel is supplied at a stage where the thickness of the combustion / melting zone is 15 mm or more, preferably 20 mm or more, more preferably 30 mm or more, the thickness of the combustion / melting zone is increased and the holding time of the high temperature region is extended. This is because it can be realized and a high-strength sintered ore can be obtained. The thickness of the combustion / melting zone can be confirmed using a vertical tubular test pan with a transparent quartz window, as will be described later. The sintering test using this test pan is an effective means for determining the supply position of the diluted gas fuel.
また、希釈気体燃料の装入層への導入は、燃焼前線が表層下に下がり、燃焼・溶融帯が表層から50mm以上、好ましくは100mm以上、より好ましくは200mm以上下がった位置、すなわち、装入層の中・下層領域を対象として行うのが好ましい。つまり、希釈気体燃料は、装入層の表層に生成した焼結ケーキ領域(焼結層)を燃焼することなく通過し、燃焼前線が表層から50mm以上移動した段階で燃焼するように供給するのが好ましい。その理由は、燃焼前線が表層から50mm以上下がった位置であれば、焼結層を通して吸引される空気による冷却の悪影響が軽減され、燃焼・溶融帯の厚みの拡大を図ることができ、燃焼・溶融帯の厚みを有効に拡大することができるからである。なお、気体燃料は、上記のように吹き消え現象が起こる高速で噴出しているので、点火炉での着火直後からの気体燃料供給でも、逆火を起こすおそれもなく実現できる。 In addition, the introduction of the diluted gas fuel into the charging layer is performed at a position where the combustion front is lowered below the surface layer and the combustion / melting zone is lowered from the surface layer by 50 mm or more, preferably 100 mm or more, more preferably 200 mm or more. It is preferable to carry out for the middle and lower layer regions of the layer. That is, the diluted gas fuel passes through the sintered cake region (sintered layer) generated in the surface layer of the charging layer without burning, and is supplied so as to be burned when the combustion front moves 50 mm or more from the surface layer. Is preferred. The reason is that if the combustion front is at a position lower than the surface layer by 50 mm or more, the adverse effect of cooling by air sucked through the sintered layer is reduced, and the thickness of the combustion / melting zone can be increased. This is because the thickness of the melting zone can be effectively expanded. In addition, since the gaseous fuel is ejected at a high speed at which the blow-off phenomenon occurs as described above, even if the gaseous fuel is supplied immediately after ignition in the ignition furnace, it can be realized without causing a backfire.
上記理由から、希釈気体燃料を生成する気体燃料供給装置は、焼結機の規模にもよって異なるが、例えば、気体燃料供給量が1000〜5000m3(標準)/hr、生産量が約1.5万t/日で、機長が90mの規模の焼結機では、点火炉の出側直後から、または、下流側約5m以降の位置に配置するのが好ましい。 For the above reasons, the gaseous fuel supply device that generates the diluted gaseous fuel varies depending on the size of the sintering machine. For example, the gaseous fuel supply amount is 1000 to 5000 m 3 (standard) / hr, and the production amount is about 1. In a sintering machine having a scale of 50,000 t / day and a length of 90 m, it is preferable to arrange the sintering machine immediately after the ignition furnace exit side or at a position on the downstream side about 5 m or later.
上述したように、本発明に係る焼結機では、希釈気体燃料の供給位置(装入層への導入位置)は、パレット移動方向における点火炉下流で、焼結ケーキが生成した後のいわゆる燃焼前線が表層下に進行した位置から焼結が完了するまでの間の1ヶ所以上の任意の位置で行うことが好ましい。このことは、燃焼前線が装入層の表層下に移った段階で気体燃料の導入を開始すること、したがって、気体燃料の燃焼が装入層の内部で起り、次第に下層へ移行することになるので、爆発のおそれがなく、安全な焼結操業が可能になることを意味している。 As described above, in the sintering machine according to the present invention, the dilution gas fuel supply position (introduction position to the charging layer) is the so-called combustion after the sintered cake is formed downstream of the ignition furnace in the pallet moving direction. It is preferable to carry out at one or more arbitrary positions between the position where the front line has progressed under the surface layer and the completion of sintering. This means that the introduction of the gaseous fuel starts when the combustion front moves below the surface of the charging layer, and therefore the combustion of the gaseous fuel takes place inside the charging layer and gradually moves to the lower layer. Therefore, it means that there is no risk of explosion and safe sintering operation becomes possible.
また、本発明における焼結鉱の製造方法では、装入層中への希釈気体燃料の導入は、生成した焼結ケーキの再加熱を促進するものであることを意味している。即ち、この希釈気体燃料の供給は、もともと高温域保持時間が短いために熱不足となり、焼結鉱の冷間強度が低くなりやすい部分に対して、固体燃料に比べて反応性の高い気体燃料を供給することによって、不足している燃焼熱を補填し、燃焼・溶融帯の再生−拡大を図るという役割を担うものだからである。 Moreover, in the manufacturing method of the sintered ore in this invention, introduction | transduction of the diluted gas fuel in a charging layer means that reheating of the produced | generated sintered cake is accelerated | stimulated. That is, the supply of the diluted gaseous fuel is originally a gas fuel that is more reactive than solid fuel for the portion where the cold strength of the sintered ore tends to be low due to the short holding time in the high temperature range. It is because it plays a role of replenishing the combustion / melting zone to compensate for the shortage of combustion heat by supplying.
さらに、本発明における焼結鉱の製造方法では、装入層上部からの希釈気体燃料の供給は、装入層内に導入された希釈気体燃料を未燃焼のまま燃焼・溶融帯にまで到達させ、そこで燃焼させることによって、燃焼熱の補填を図るようにするのが好ましい。それは、希釈気体燃料の装入層中への供給(導入)は、装入層上部のみならず、厚み方向中央部の燃焼・溶融帯にまで波及させることがより効果的と考えられるからである。つまり、気体燃料の供給が、熱不足(高温域保持時間不足)になりやすい装入層の上層部で行われると、この部分に十分な燃焼熱が提供されるので、焼結ケーキの品質改善を図ることができる。さらに、希釈気体燃料の作用効果を中層部以下の帯域にまで及ぶようにすると、本来の炭材によって形成された燃焼・溶融帯の上に希釈気体燃料による燃焼・溶融帯を形成するのと等しいことになり、結果として燃焼・溶融帯の上下方向の拡幅につながり、最高到達温度を上げることなく、高温域保持時間の延長を図ることができるので、パレットの移動速度を落すことなく十分な焼結効果を得ることができる。その結果、装入層全体にわたって品質が改善(冷間強度の向上)されるので、成品焼結鉱の歩留り向上と生産性の向上を図ることができる。 Further, in the method for producing sintered ore according to the present invention, the supply of the diluted gas fuel from the upper part of the charging layer is caused to reach the combustion / melting zone with the diluted gas fuel introduced into the charging layer unburned. Therefore, it is preferable to compensate for the heat of combustion by burning the fuel there. This is because the supply (introduction) of diluted gas fuel into the charging layer is considered to be more effective not only in the upper part of the charging layer but also in the combustion / melting zone in the central part in the thickness direction. . In other words, if the supply of gaseous fuel is carried out in the upper layer of the charging layer, which tends to be short of heat (insufficient holding time in the high temperature region), sufficient combustion heat is provided to this part, so the quality of the sintered cake is improved. Can be achieved. Furthermore, if the effect of the diluted gas fuel is extended to the zone below the middle layer, it is equivalent to forming the combustion / melting zone by the diluted gas fuel on the combustion / melting zone formed by the original carbon material. As a result, the combustion / melting zone is widened in the vertical direction, and the holding time in the high temperature range can be extended without increasing the maximum temperature, so that sufficient calcination can be achieved without reducing the pallet movement speed. A result can be obtained. As a result, the quality is improved over the entire charged layer (improving cold strength), so that it is possible to improve the yield and productivity of the product sintered ore.
また、本発明は、前記希釈気体燃料の供給位置を、気体燃料供給の作用・効果を装入層中のどこに及ぼすかという観点から決定している。また、気体燃料の供給によって、装入層内における最高到達温度や高温域保持時間を、熱量一定基準の下で固体燃料の量に応じて制御している。従って、本発明において、希釈気体燃料を装入層中へ導入(供給)するに当っては、その供給位置を調整するだけでなく、燃焼・溶融帯自体の形態を制御し、燃焼・溶融帯における最高到達温度および/または高温域保持時間をも制御するようにすることが好ましい。 Further, according to the present invention, the supply position of the diluted gaseous fuel is determined from the viewpoint of where in the charging layer the action / effect of the gaseous fuel supply is exerted. In addition, by supplying gaseous fuel, the maximum temperature reached and the high temperature region holding time in the charging layer are controlled according to the amount of solid fuel under a constant calorific value. Accordingly, in the present invention, when the diluted gas fuel is introduced (supplied) into the charging layer, not only the supply position is adjusted, but also the form of the combustion / melting zone itself is controlled, and the combustion / melting zone is controlled. It is preferable to control the maximum temperature reached and / or the high-temperature region holding time.
一般に、点火後の装入層内では、燃焼(火炎)前線が、パレットの移動に伴って次第に前方(下流側)かつ下方に拡大していくため、燃焼・溶融帯の位置は、図4(a)に示すように変化する。そして、図4(b)に示すように、焼結過程で受ける焼結層上層、中層、下層の熱履歴は大きく異なり、したがって、上層〜下層間では、高温域保持時間(約1200℃以上となる時間)も大きく異なる。その結果、パレット内の焼結鉱の位置別歩留まりは、図4(c)に示すような分布を示す。即ち、表層部(上層部)の歩留は低く、中層、下層部で高い歩留となる。そこで、本発明に従って、前記気体燃料を供給すると、燃焼・溶融帯の上下方向の厚みやパレット進行方向の幅が拡大し、これが成品焼結鉱の品質向上につながる。そして、高い歩留分布となる中層部や下層部は、さらに高温域保持時間を制御(延長)できるため、歩留がより向上する。 Generally, in the charged layer after ignition, the combustion (flame) front gradually expands forward (downstream) and downward as the pallet moves, so the position of the combustion / melting zone is as shown in FIG. It changes as shown in a). And as shown in FIG.4 (b), the thermal history of the sintered layer upper layer, middle layer, and lower layer which receives in a sintering process differs greatly, Therefore, it is high temperature range holding time (about 1200 degreeC or more with upper layer-lower layer) Time) is also very different. As a result, the yield by position of the sintered ore in the pallet shows a distribution as shown in FIG. That is, the yield of the surface layer portion (upper layer portion) is low, and the yield is high in the middle layer and lower layer portions. Therefore, when the gaseous fuel is supplied according to the present invention, the vertical thickness of the combustion / melting zone and the width in the pallet traveling direction are expanded, which leads to improvement in quality of the product sintered ore. Further, since the middle layer portion and the lower layer portion having a high yield distribution can further control (extend) the high temperature region holding time, the yield is further improved.
上記のように、本発明では、気体燃料の供給(導入)位置を調整することにより、燃焼・溶融帯の形態、即ち、燃焼・溶融帯の高さ方向の厚さおよび/またはパレット移動方向の幅を制御できると共に、最高到達温度や高温域保持時間を制御することができる。そして、これらの制御を通じて、常に十分な焼成を達成し、ひいては成品焼結鉱の冷間強度を高め、品質向上を実現することができる。 As described above, in the present invention, by adjusting the supply (introduction) position of the gaseous fuel, the combustion / melting zone form, that is, the thickness in the height direction of the combustion / melting zone and / or the pallet moving direction is adjusted. The width can be controlled, and the maximum temperature reached and the high temperature region holding time can be controlled. And through these controls, sufficient firing can always be achieved, and as a result, the cold strength of the product sintered ore can be increased and quality can be improved.
また、本発明における装入層中への希釈気体燃料の供給(導入)は、成品焼結鉱全体の強度を制御するためであると言うこともできる。すなわち、本発明において、希釈気体燃料を供給するそもそもの目的は、焼結ケーキ(焼結鉱)の冷間強度を向上させることにあり、具体的には、気体燃料の供給位置制御や、焼結原料が燃焼・溶融帯に滞在する時間である高温域保持時間の制御、最高到達温度の制御を通じて、焼結鉱の冷間強度(シャッターインデックスSI)を75〜85%程度、好ましくは80%以上、より好ましく90%以上にすることである。なお、実機焼結機によって製造された焼結鉱の冷間強度(SI値)は、鍋試験で得られる値よりもさらに10〜15%高い値を示すのが一般的である。 In addition, it can be said that the supply (introduction) of the diluted gas fuel into the charging layer in the present invention is for controlling the strength of the entire product sintered ore. In other words, in the present invention, the original purpose of supplying the diluted gaseous fuel is to improve the cold strength of the sintered cake (sintered ore). The cold strength (shutter index SI) of the sintered ore is about 75 to 85%, preferably 80% through the control of the high temperature range holding time during which the raw material stays in the combustion / melting zone and the control of the maximum temperature. More preferably, it is 90% or more. In general, the cold strength (SI value) of the sintered ore produced by the actual sintering machine is 10 to 15% higher than the value obtained by the pan test.
この強度レベルは、本発明によれば、前記希釈気体燃料の濃度、供給量、供給位置および供給範囲を、好ましくは焼結原料中の炭材量をも考慮した上で(投入熱量を一定にする条件下で)調整することによって、安価に達成することができる。焼結鉱の冷間強度の向上は、一方で、通気抵抗の増大と生産性の低下を招くことがあるが、本発明では、そうした問題を、最高到達温度や高温域保持時間を制御することによって解消することができる。 According to the present invention, this strength level is determined according to the concentration, supply amount, supply position, and supply range of the diluted gas fuel, preferably taking into account the amount of carbonaceous material in the sintered raw material (the amount of heat input is kept constant). Can be achieved inexpensively by adjusting (under conditions). On the other hand, the improvement of the cold strength of sintered ore may lead to an increase in ventilation resistance and a decrease in productivity. In the present invention, such problems are controlled by controlling the maximum temperature and the high temperature range holding time. Can be solved.
したがって、本発明の焼結鉱の製造方法において、希釈気体燃料の装入層中への導入位置は、装入層中に生成した焼結ケーキから湿潤帯までの間の任意の帯域における焼結鉱の冷間強度をどのように制御するかという観点も考慮して決定される。そして、この観点から、本発明では、気体燃料供給装置の規模(大きさ)、数、位置(点火炉からの距離)、ガス濃度を、好ましくは焼結原料中の炭材量(固体燃料)に応じて調整することによって、燃焼・溶融帯の大きさ(上下方向の厚さおよびパレット移動方向の幅)だけでなく、高温到達温度、高温域保持時間をも制御し、もって、生成する焼結ケーキ(焼結鉱)の強度の向上を図っている。 Therefore, in the method for producing a sintered ore of the present invention, the introduction position of the diluted gas fuel into the charging layer is determined by sintering in an arbitrary zone between the sintered cake formed in the charging layer and the wet zone. It is determined in consideration of how to control the cold strength of the ore. From this viewpoint, in the present invention, the scale (size), number, position (distance from the ignition furnace), gas concentration of the gaseous fuel supply device, preferably the amount of carbonaceous material (solid fuel) in the sintered raw material By adjusting according to the temperature, not only the size of the combustion / melting zone (the thickness in the vertical direction and the width in the pallet movement direction), but also the high temperature reached temperature and the high temperature range holding time are controlled, and the generated firing The strength of the cake (sintered ore) is improved.
本発明の製造方法において、装入層中に供給する気体燃料としては、先述したように、高炉ガス、コークス炉ガス、高炉・コークス炉混合ガス、都市ガス、天然ガスあるいはメタンガス、エタンガス、プロパンガス、ブタンガス、またはこれらの混合ガスのいずれかを用いることができるが、上記気体燃料の中でも、CO含有量が50massppm以下のものを用いることが好ましい。それは、COガスは、人体に対して有害であり、装入層上に供給された気体燃料が全量装入層中に導入されないで、機外に漏洩した場合には、人災を起こす可能性があるからである。具体的には、都市ガス13Aやプロパンガスを用いることがより安全性だけでなく、コストの面からも好ましい。 In the production method of the present invention, as described above, the gaseous fuel supplied into the charging layer is blast furnace gas, coke oven gas, blast furnace / coke oven mixed gas, city gas, natural gas or methane gas, ethane gas, propane gas. , Butane gas, or a mixed gas thereof can be used. Among the gaseous fuels, it is preferable to use one having a CO content of 50 mass ppm or less. That is, CO gas is harmful to the human body, and if gaseous fuel supplied onto the charging layer is not introduced into the charging layer in its entirety, it may cause human injury if it leaks out of the machine. Because there is. Specifically, the use of city gas 13A or propane gas is preferable from the viewpoint of cost as well as safety.
さらに、本発明の製造方法では、上記気体燃料以外に、気体状態での着火温度が、焼結ベッド表層の温度より高い、アルコール類、エーテル類、石油類、その他の炭化水素系化合物類等の液体燃料を気化させたものを用いることもできる。本発明で用いることができる液体燃料とその特性について、表7に示した。斯かる液体燃料を気化させた気体燃料は、着火温度が、上述した気体燃料と比較して着火温度が高いため、焼結ベッド表層の温度より高い、装入層のより内部で燃焼するため、吹き込む位置での燃焼・溶融帯のすその温度の拡大に有効である。特に、着火温度が500℃近いものは、その効果が大きい。なお、液体燃料を気化した気体燃料を用いる場合には、気体供給配管は、気化した燃料が再液化しないよう、該液体燃料の沸点以上着火温度未満の温度に保持することが好ましい。 Furthermore, in the production method of the present invention, in addition to the gaseous fuel, the ignition temperature in the gaseous state is higher than the temperature of the surface layer of the sintered bed, such as alcohols, ethers, petroleums, and other hydrocarbon compounds. A vaporized liquid fuel can also be used. Table 7 shows liquid fuels that can be used in the present invention and their characteristics. Since the gas fuel vaporized from such a liquid fuel has an ignition temperature higher than that of the gas fuel described above, it burns inside the charging layer, which is higher than the temperature of the sintered bed surface layer, It is effective for expanding the temperature of the burning / melting zone at the blowing position. In particular, the effect is large when the ignition temperature is close to 500 ° C. In addition, when using the gaseous fuel which vaporized liquid fuel, it is preferable to hold | maintain gas supply piping to the temperature more than the boiling point of this liquid fuel and less than ignition temperature so that the vaporized fuel may not re-liquefy.
なお、廃油等は、引火しやすい成分や着火温度の低い成分を含むことがあるので、本発明で用いるには好ましくない。着火温度や引火点の低い成分を含む廃油等の液体燃料を予め気化させて、焼結原料ベッド上に供給した場合には、原料ベッド中の燃焼帯近傍に到達する前の原料ベッド表層の上部空間ないしは原料ベッド表層近傍で燃焼してしまうため、本発明が意図する焼結原料ベッドの燃焼帯近傍で燃焼させて高温保持時間の延長を図るという効果を得ることができないためである。 In addition, since waste oil etc. may contain the component which is easy to ignite, and the component with low ignition temperature, it is unpreferable for using by this invention. When liquid fuel such as waste oil containing components with low ignition temperature and flash point is vaporized in advance and supplied onto the sintering material bed, the upper part of the material bed surface before reaching the vicinity of the combustion zone in the material bed This is because it burns in the space or in the vicinity of the surface layer of the raw material bed, so that the effect of extending the high temperature holding time by burning in the vicinity of the combustion zone of the sintered raw material bed intended by the present invention cannot be obtained.
また、本発明の方法によって焼結鉱を製造するに当たっては、循環移動するパレット上に粉鉱石と炭材を含む焼結原料を装入して装入層を形成する原料供給装置と、上記装入層表面の炭材に点火する点火炉と、上記装入層上辺の空気中に、気体燃料を噴出して燃焼下限濃度以下の希釈気体燃料とする気体燃料供給装置と、上記希釈気体燃料と空気とをパレット下で吸引して装入層内に導入するウインドボックスとを備える焼結機において、上記気体燃料供給装置では、気体燃料供給手段の噴出口から気体燃料を吹き消え現象が起こる流速で噴出するものであることを特徴とする焼結機を用いる。 Further, when producing sintered ore by the method of the present invention, a raw material supply device for forming a charging layer by charging a sintered raw material containing fine ore and carbonaceous material onto a circulating pallet, and the above-mentioned equipment. An ignition furnace for igniting the carbon material on the surface of the bed, a gas fuel supply device for injecting gaseous fuel into the air on the upper side of the bed, and making the diluted gas fuel below the lower combustion limit concentration; and the diluted gas fuel; In a sintering machine comprising a wind box that sucks air under a pallet and introduces it into the charging layer, the gas fuel supply device has a flow rate at which the gas fuel blows out from the jet port of the gas fuel supply means. A sintering machine is used, which is characterized in that it is ejected at the same time.
本発明の焼結機における気体燃料供給装置は、焼結機の幅方向に沿って、パレットの両サイドウォールを跨がるように配設されるのが好ましい。すなわち、上記気体燃料供給装置は、パレットの両サイドウォールを跨がるようにフードが配設され、その内部には気体燃料を供給する配管を、単数または複数本、好ましくは2〜15本、パレット進行方向に対して平行に、あるいは垂直に配列し、そのそれぞれの配管には、気体燃料を大気中に高速で供給するためのスリットや噴出穴あるいはノズルを複数取り付けたものにて構成されることが好ましい。 The gaseous fuel supply device in the sintering machine of the present invention is preferably arranged so as to straddle both side walls of the pallet along the width direction of the sintering machine. That is, in the gaseous fuel supply device, a hood is disposed so as to straddle both side walls of the pallet, and a single or a plurality of pipes for supplying the gaseous fuel, preferably 2 to 15, are provided therein. Arranged in parallel or perpendicular to the direction of pallet travel, each pipe is composed of multiple slits, jet holes or nozzles for supplying gaseous fuel to the atmosphere at high speed. It is preferable.
前記気体燃料供給装置は、点火炉の下流側でかつ燃焼・溶融帯が装入層内を進行中の過程(状態)にある、パレット進行方向のいずれかの位置に1以上配設され、その位置において、希釈気体燃料の装入層中への供給が行われるのが好ましい。即ち、この装置は、点火炉の下流側で、燃焼前線が表層下に進行した以降の任意の位置に一ないし複数配設されるものであり、目標とする成品焼結鉱の冷間強度を調整する観点から、大きさ、位置、数が決められる。 One or more of the gaseous fuel supply devices are disposed at any position in the pallet traveling direction in the process (state) downstream of the ignition furnace and the combustion / melting zone is proceeding in the charging layer, In position, the supply of diluted gaseous fuel into the charging layer is preferably performed. That is, this apparatus is arranged at one or a plurality of arbitrary positions after the combustion front advances below the surface layer on the downstream side of the ignition furnace. From the viewpoint of adjustment, the size, position, and number are determined.
図19は、本発明に係る焼結機の一実施形態の一部を示したものであり、点火炉10のパレット移動方向下流側に当たる装入層の上辺に、高炉ガスやコークス炉ガスあるいはこれらの混合ガス(Mガス)等の気体燃料を大気中に吐出し、所望の濃度の希釈気体燃料とするための気体燃料供給装置12を1基だけ配設した例を示したものである。その気体燃料供給装置12は、装入層の上方にフード12´が設置され、そのフードの内部には、パレットの幅方向に沿って複数の気体燃料供給パイプ12aが配設されており、そのパイプには、気体燃料を高速で大気中に吐出するノズル12bを下向きにかつパレット幅方向に複数個配列させたものを、図示していないサイドウォールの上から装入層を覆うように配設したものである。この気体燃料供給装置12のフード12´内に供給された気体燃料は、フード12´内の周辺の空気と混合して希釈気体燃料となり、その後、パレット8下の図示されていないウインドボックスの吸引力を利用して、装入層表層に生成した焼結ケーキを経て、装入層の深部(下層)にまで導入される。なお、この気体燃料供給装置12は、特に、パレット両側端(図4(c)の歩留り60%の領域)の歩留り向上を図りたいときは、パレットの両サイドウォール近傍に気体燃料を多く供給できるよう、前記ノズル12aを重点的に配置することが好ましい。
FIG. 19 shows a part of an embodiment of a sintering machine according to the present invention, and a blast furnace gas, a coke oven gas, or these are formed on the upper side of the charging layer corresponding to the downstream side of the
この気体燃料供給装置12から供給する気体燃料としては、例えば、高炉ガス(Bガス)、コークス炉ガス(Cガス)、高炉ガスとコークス炉ガスとの混合ガス(Mガス)、都市ガス、天然ガス(LNG)またはメタン、エタン、プロパン、ブタンガス、あるいはこれらの混合ガスなどが用いられる。これらの気体燃料は、点火炉10とは別途に独立した配管系の下で供給してもよく、また、点火炉用燃料配管と同じ種類として、点火炉10へのガス供給管(図示せず)の延長上に接続するように構成してもよい。
Examples of the gaseous fuel supplied from the gaseous
下記の表8は、本発明で使用する各種気体燃料の燃焼下限濃度と、その気体燃料を装入層へ導入する際の上限濃度(燃焼下限濃度の75%、60%、25%)を示したものである。例えば、プロパンガスは、燃焼下限濃度は2.2vol%であるから、プロパンガスの希釈気体燃料の濃度上限は、75%の場合は1.7vol%、60%の場合は1.3vol%、25%の場合は0.6vol%ということになる。一方、希釈気体燃料の下限濃度、即ち、気体燃料供給の効果が顕れる下限濃度は、プロパンガスの場合は0.05vol%である。したがって、好ましい範囲は以下のようになる。
好ましい範囲(1): 2.2vol%〜0.05vol%
好ましい範囲(2): 1.7vol%〜0.05vol%
好ましい範囲(3): 1.3vol%〜0.05vol%
好ましい範囲(4): 0.6vol%〜0.05vol%
好ましい範囲(4): 0.6vol%〜0.05vol%
Table 8 below shows the lower combustion limit concentrations of various gaseous fuels used in the present invention and the upper limit concentration (75%, 60%, 25% of the lower combustion limit concentration) when the gaseous fuel is introduced into the charging layer. It is a thing. For example, since propane gas has a lower combustion limit concentration of 2.2 vol%, the upper limit of the concentration of propane gas diluted gas fuel is 1.7 vol% when 75%, 1.3 vol% when 60%, 25 In the case of%, it means 0.6 vol%. On the other hand, the lower limit concentration of the diluted gaseous fuel, that is, the lower limit concentration at which the effect of supplying the gaseous fuel is manifested is 0.05 vol% in the case of propane gas. Accordingly, the preferred range is as follows.
Preferred range (1): 2.2 vol% to 0.05 vol%
Preferred range (2): 1.7 vol% to 0.05 vol%
Preferred range (3): 1.3 vol% to 0.05 vol%
Preferred range (4): 0.6 vol% to 0.05 vol%
Preferred range (4): 0.6 vol% to 0.05 vol%
また、Cガスは、燃焼下限濃度は5.0vol%であるから、Cガスの希釈気体燃料の濃度上限は、75%の場合は3.8vol%、60%の場合は3.0vol%、25%の場合は1.3vol%ということになる。一方、Cガスの場合、気体燃料供給の効果が顕れる下限濃度は0.24vol%である。したがって、好ましい範囲は以下のようになる。
好ましい範囲(1): 5.0vol%〜0.24vol%
好ましい範囲(2): 3.8vol%〜0.24vol%
好ましい範囲(3): 3.0vol%〜0.24vol%
好ましい範囲(4): 1.3vol%〜0.24vol%
In addition, since the lower limit concentration of combustion of C gas is 5.0 vol%, the upper limit of the concentration of the diluted gas fuel of C gas is 3.8 vol% when 75%, 3.0 vol% when 60%, 25 In the case of%, it means 1.3 vol%. On the other hand, in the case of C gas, the lower limit concentration at which the effect of supplying gaseous fuel is manifested is 0.24 vol%. Accordingly, the preferred range is as follows.
Preferred range (1): 5.0 vol% to 0.24 vol%
Preferred range (2): 3.8 vol% to 0.24 vol%
Preferred range (3): 3.0 vol% to 0.24 vol%
Preferred range (4): 1.3 vol% to 0.24 vol%
また、LNGガスは燃焼下限濃度が4.8vol%であるから、LNGの希釈気体燃料の濃度上限は、75%の場合は3.6vol%、60%の場合は2.9vol%、25%の場合は1.2vol%ということになる。一方、LNGガスの気体燃料供給の効果が顕れる下限濃度は0.1vol%である。したがって、好ましい範囲は以下のようになる。
好ましい範囲(1): 4.8vol%〜0.1vol%
好ましい範囲(2): 3.6vol%〜0.1vol%
好ましい範囲(3): 2.9vol%〜0.1vol%
好ましい範囲(4): 1.2vol%〜0.1vol%
好ましい範囲(4): 1.2vol%〜0.1vol%
Further, since the lower limit concentration of combustion of LNG gas is 4.8 vol%, the upper limit of the concentration of diluted gas fuel of LNG is 3.6 vol% for 75%, 2.9 vol% for 60%, and 25% for 25%. In this case, it will be 1.2 vol%. On the other hand, the lower limit concentration at which the effect of supplying the gaseous fuel of LNG gas is 0.1 vol%. Accordingly, the preferred range is as follows.
Preferred range (1): 4.8 vol% to 0.1 vol%
Preferred range (2): 3.6 vol% to 0.1 vol%
Preferred range (3): 2.9 vol% to 0.1 vol%
Preferred range (4): 1.2 vol% to 0.1 vol%
Preferred range (4): 1.2 vol% to 0.1 vol%
また、高炉ガスは、燃焼下限濃度は40.0vol%であるから、高炉ガスの希釈気体燃料の濃度上限は、75%の場合は30.0vol%、60%の場合は24.0vol%、25%の場合は10.0vol%ということになる。一方、高炉ガスの気体燃料供給の効果が顕れる下限濃度は0.24vol%である。したがって、好ましい範囲は以下のようになる。
好ましい範囲(1): 40.0vol%〜1.25vol%
好ましい範囲(2): 30.0vol%〜1.25vol%
好ましい範囲(3): 24.0vol%〜1.25vol%
好ましい範囲(4): 10.0vol%〜1.25vol%
Also, since the lower limit concentration of blast furnace gas is 40.0 vol%, the upper limit of the concentration of diluted gas fuel in the blast furnace gas is 30.0 vol% when 75%, 24.0 vol% when 60%, 25 In the case of%, it means 10.0 vol%. On the other hand, the lower limit concentration at which the effect of supplying blast furnace gas with gaseous fuel is 0.24 vol%. Accordingly, the preferred range is as follows.
Preferred range (1): 40.0 vol% to 1.25 vol%
Preferred range (2): 30.0 vol% to 1.25 vol%
Preferred range (3): 24.0 vol% to 1.25 vol%
Preferred range (4): 10.0 vol% to 1.25 vol%
次に、表9は、Cガス、LNG、Bガス中に燃焼成分として含まれる水素、CO、メタン、エタン、プロパンの含有量と発熱量を示したものである。 Next, Table 9 shows the contents and heat values of hydrogen, CO, methane, ethane, and propane contained as combustion components in C gas, LNG, and B gas.
次に、本発明に係る焼結鉱の製造方法を開発する契機となった実験について説明する。
この実験は、図20に示す実験装置、即ち、透明石英製窓付き竪型管状の試験鍋(150mmφ×400mmH)を用い、使用する気体燃料として、高炉ガス・コークス炉ガスの混合ガス(Mガス)を用い、出願人会社の焼結工場で使用しているのと同じ焼結原料、即ち、表10に示す焼結原料を使って、下方吸引圧力11.8kPa一定の条件で焼結鍋試験を行った例である。ここで、前記Mガスの燃焼成分の濃度は、空気で希釈して、0.5vol〜15vol%の範囲内で変動させた。なお、この実験に用いたMガスの燃焼下限濃度は12vol%である。
Next, an experiment that triggered the development of the method for producing a sintered ore according to the present invention will be described.
This experiment uses the experimental apparatus shown in FIG. 20, that is, a bowl-shaped tubular test pan (150 mmφ × 400 mmH) with a transparent quartz window, and a mixed gas of blast furnace gas and coke oven gas (M gas) as the gaseous fuel to be used. ), And using the same sintering raw material used in the sintering factory of the applicant company, that is, the sintering raw material shown in Table 10, the sintering pot test at a constant downward suction pressure of 11.8 kPa This is an example. Here, the concentration of the combustion component of the M gas was diluted with air and varied within the range of 0.5 vol-15 vol%. In addition, the combustion minimum concentration of M gas used for this experiment is 12 vol%.
図20は、また、前記試験鍋の透明石英窓から燃焼溶融帯をビデオ観察した様子、とくに燃焼前線の移動に伴う燃焼帯の下降状況を示している。この図からわかるように、試験鍋内の原料堆積層中に、燃焼下限濃度(12vol%)を超える15vol%のMガスを含む気体燃料を吹き込んだ場合、気体燃料は装入層表面ですぐに燃焼を開始し、装入層の下層にまでは届かず吹込みの効果が得られなかった。これに対して、本発明に従い、前記気体燃料の燃焼下限濃度(12vol%)の75%以下である3vol%まで空気で希釈した気体燃料を用いた場合、原料堆積層表面で燃焼することがなく、装入層内深く、即ち、燃焼・溶融帯相当域まで到達し、燃焼した。その結果、空気のみで焼結したときの、燃焼帯(燃焼・溶融帯とも呼ぶ)の厚みは70mmであったのに対し、Mガスを希釈して吹き込んだ場合には、燃焼帯の厚み幅を150mm、即ち2倍以上に拡大させることができた。この燃焼帯の厚みの拡大は、高温域保持時間の延長が達成されることも意味する。 FIG. 20 also shows a state in which the combustion melting zone is observed through a video from the transparent quartz window of the test pan, and particularly shows the descending state of the combustion zone as the combustion front moves. As can be seen from this figure, when gaseous fuel containing 15 vol% of M gas exceeding the lower limit concentration of combustion (12 vol%) is blown into the raw material accumulation layer in the test pan, the gaseous fuel is immediately on the surface of the charging layer. Combustion was started, and it did not reach the lower layer of the charging layer, and the blowing effect was not obtained. On the other hand, according to the present invention, when gaseous fuel diluted with air to 3 vol%, which is 75% or less of the lower limit concentration of combustion (12 vol%) of the gaseous fuel, is used, it does not burn on the surface of the raw material deposition layer. , It reached the combustion layer and reached the region corresponding to the combustion / melting zone and burned. As a result, the thickness of the combustion zone (also referred to as combustion / melting zone) when sintered only with air was 70 mm, whereas when M gas was diluted and blown, the thickness width of the combustion zone Can be enlarged to 150 mm, that is, twice or more. This increase in the thickness of the combustion zone also means that an extension of the high temperature region holding time is achieved.
しかも、この試験鍋による実験においては、実機焼結機におけるパレットの移動に伴う燃焼前線の進行速度に相当する燃焼帯の降下速度(この逆数が焼結時間である)は、希釈気体燃料の供給によって速くなり、しかも、コークスを増量したときや高温空気を吹き込んだときと同じように、燃焼帯の上下方向の厚み幅を拡大させることができた。このように、焼結原料の装入層中に、適切な濃度に希釈された気体燃料を吹き込んだ場合、従来のような固体燃料や液体燃料、希釈しない可燃性ガスを使う場合と比較すると、燃焼帯幅の拡大効果が著しくなり、しかも、コークスを増量したときのような燃焼前線の降下速度の低下を招くことがなく、大気焼結の場合とほとんど変わらない速度で焼結が進むことがわかった。 In addition, in the experiment using this test pan, the descent rate of the combustion zone corresponding to the traveling speed of the combustion front accompanying the movement of the pallet in the actual sintering machine (the reciprocal is the sintering time) is the supply of diluted gas fuel. In addition, the thickness of the combustion zone in the vertical direction could be increased in the same way as when coke was increased or hot air was blown. In this way, when the gaseous fuel diluted to an appropriate concentration is blown into the charging layer of the sintering raw material, compared to the case of using a solid fuel or liquid fuel, a non-dilutable combustible gas as in the past, The expansion effect of the combustion band becomes remarkable, and it does not cause a decrease in the descent rate of the combustion front as when the amount of coke is increased, and sintering proceeds at a speed almost the same as in the case of atmospheric sintering. all right.
図21(a)〜(d)は、上記焼結鍋試験結果をまとめたものである。この結果によれば、本発明に従って原料装入層中に適切に希釈されたMガスを吹き込んだ場合、焼結時間はほとんど変化しないにも拘らず、歩留が向上し(図21(a))、焼結生産性も増加している(図21(b))。しかも、高炉の操業成績に大きく影響する冷間強度の管理指標であるシャッター強度(SI)は10%以上(図21(c))、還元粉化特性(RDI)は8%も改善されている(図21(d))。 21 (a) to (d) summarize the results of the sintering pot test. According to this result, when the appropriately diluted M gas was blown into the raw material charging layer according to the present invention, the yield was improved although the sintering time hardly changed (FIG. 21 (a)). ) Sintering productivity is also increasing (FIG. 21B). In addition, the shutter strength (SI), which is a cold strength management index that greatly affects the operation results of the blast furnace, is improved by 10% or more (FIG. 21 (c)), and the reduction powdering property (RDI) is improved by 8%. (FIG. 21 (d)).
本発明では、装入層中に導入する前記気体燃料として、希釈された可燃性ガスを用いるが、以下に、その希釈の程度について説明する。表11は、高炉ガス、コークス炉ガスおよび両者の混合ガス(Mガス)、プロパン、メタン、天然ガスの燃焼下限濃度および燃焼上限濃度を示している。このような燃焼限界をもつガスが、例えば、装入層内で燃焼せずに排風機に向かうと、途中の電気集塵機などで爆発や燃焼を起こす危険が生じる。そこで、発明者らは、試行錯誤の結果、上記危険がない濃度、即ち、燃焼下限濃度以下に希釈した気体燃料を装入層中に導入することとし、さらに、安全性をより高めるべく、その燃焼下限濃度の75%以下の濃度の希釈気体燃料を用いた実験を数多く行った結果、何の問題も生じないことが確認できた。 In the present invention, a diluted combustible gas is used as the gaseous fuel introduced into the charging layer. The degree of dilution will be described below. Table 11 shows the lower combustion limit concentration and upper combustion limit concentration of blast furnace gas, coke oven gas, mixed gas (M gas), propane, methane, and natural gas. For example, when a gas having such a combustion limit is directed to the exhaust fan without being burned in the charging layer, there is a risk of causing an explosion or combustion in the middle of the electrostatic precipitator. Therefore, as a result of trial and error, the inventors decided to introduce a gaseous fuel diluted to a concentration at which there is no danger, that is, below the lower limit concentration of combustion, into the charging layer, and to further improve safety, As a result of many experiments using a diluted gas fuel having a concentration of 75% or less of the lower combustion limit concentration, it was confirmed that no problem occurred.
例えば、表11に示すとおり、大気中かつ常温において、高炉ガスが燃焼する濃度範囲は、燃焼下限が40vol%で、燃焼上限は71vol%である。即ち、40vol%未満では燃焼せず、また、71vol%を超えると、高炉ガス濃度が濃くなりすぎて、この場合もまた燃焼しない状態となることを意味している。以下に、この数値の根拠について図面に基づき説明する。 For example, as shown in Table 11, the concentration range in which the blast furnace gas burns in the atmosphere and at room temperature has a combustion lower limit of 40 vol% and a combustion upper limit of 71 vol%. That is, if it is less than 40 vol%, it does not burn, and if it exceeds 71 vol%, it means that the blast furnace gas concentration becomes too high, and in this case also, no combustion occurs. Below, the basis of this numerical value is demonstrated based on drawing.
図22は、高炉ガスの燃焼限界を求める方法の一例を説明するものである。
図中の高炉ガスに含まれる燃焼成分(可燃性ガス)とその他の成分(イナート:不活性ガス)の割合については、H2とCO2およびCOとN2との組み合わせで検討すると以下のとおりである。
(1)「H2とCO2」部分の組み合わせについての、(イナートガス)/(可燃性ガス)の比は、20.0/3.5=5.7である。
そこで、この燃焼限界図の(イナートガス)/(可燃性ガス)の比を示す横軸の、5.7の軸と交差するH2+CO2曲線の交わる部分(燃焼限界)を求めると、下限は32vol%、上限は64vol%となる。即ち、H2+CO2の燃焼限界の下限濃度は32vol%、上限濃度は64vol%となる。
(2)一方、残りの燃焼成分である「COとN2」の組み合わせの場合における、(イナートガス)/(可燃性ガス)の比は、53.5/23.0=2.3であるから、同様にして、同図から横軸2.3と、CO+N2の曲線と交わる点から下限:44vol%、上限:74vol%が求まる。従って、この場合の燃焼限界の下限濃度は44vol%、上限濃度は74vol%である。
(3)さらに、両燃焼成分を含む高炉ガスの燃焼下限濃度は、図22中左方最下段の式で求めることができる。また、同式で前記(1)、(2)の上限値をあてはめれば燃焼上限濃度が求まる。このようにして高炉ガスの燃焼下限濃度ならびに燃焼上限濃度を求めることができる。
FIG. 22 illustrates an example of a method for obtaining the combustion limit of blast furnace gas.
The ratio of combustion components (combustible gas) and other components (inert: inert gas) contained in the blast furnace gas in the figure is as follows when examined in combination with H 2 and CO 2 and CO and N 2 It is.
(1) The ratio of (inert gas) / (combustible gas) for the combination of the “H 2 and CO 2 ” portions is 20.0 / 3.5 = 5.7.
Therefore, when the portion (flammability limit) where the H 2 + CO 2 curve intersects the axis of 5.7 on the horizontal axis indicating the ratio of (inert gas) / (combustible gas) in this combustion limit diagram is obtained, the lower limit is 32 vol%, and the upper limit is 64 vol%. That is, the lower limit concentration of the combustion limit of H 2 + CO 2 is 32 vol%, and the upper limit concentration is 64 vol%.
(2) On the other hand, the ratio of (inert gas) / (combustible gas) in the case of the combination of the remaining combustion components “CO and N 2 ” is 53.5 / 23.0 = 2.3. Similarly, the lower limit: 44 vol% and the upper limit: 74 vol% are obtained from the point where the horizontal axis 2.3 intersects with the curve of CO + N 2 from FIG. Therefore, the lower limit concentration of the combustion limit in this case is 44 vol%, and the upper limit concentration is 74 vol%.
(3) Further, the lower combustion limit concentration of the blast furnace gas containing both combustion components can be obtained by the lowermost expression on the left side in FIG. Further, if the upper limit values of (1) and (2) are applied in the same formula, the combustion upper limit concentration can be obtained. In this way, the lower combustion limit concentration and upper combustion limit concentration of the blast furnace gas can be obtained.
また、本発明において、気体燃料の燃焼下限に着目したもう一つの理由は、燃焼限界には温度依存性がある点である。燃料便覧(社団法人燃料協会編)では、温度の影響として、温度が高いときには、熱の逸散速度が遅くなるので、熱の発生、逸散両速度曲線の交わりは深くなって、爆発範囲(燃焼範囲)は左右に広がってくる、と説明している。すなわち、燃焼限界は、上述のようにして求められるものの、該燃焼限界には温度依存性があって、メタンガスの燃焼範囲の温度による影響として、燃料便覧(社団法人燃料協会編)では、表12に記載の例が示されている。これを燃焼下限濃度の温度依存性として作図すると、おおよそ図23に示すようになる。図中●印は、表5に記載されたメタンガスの例である。 In the present invention, another reason for focusing on the lower limit of combustion of gaseous fuel is that the combustion limit has temperature dependence. In the Fuel Handbook (edited by the Japan Fuel Association), as the effect of temperature, the heat dissipation rate slows down when the temperature is high, so the intersection of both the heat generation and dissipation velocity curves becomes deeper and the explosion range ( Explains that the (combustion range) extends to the left and right. That is, although the combustion limit is obtained as described above, the combustion limit is temperature-dependent, and as a result of the temperature in the combustion range of methane gas, Table 12 The example described in is shown. If this is plotted as the temperature dependence of the lower combustion limit concentration, it is as shown in FIG. The ● marks in the figure are examples of methane gas listed in Table 5.
また、図24は、大気中常温下における気体燃料の燃焼成分(燃焼ガス)濃度と温度との関係を示すものである。燃焼限界は、上述のようにして求められるものの、該燃焼限界には温度依存性があって、その温度依存傾向を例示すると、常温での燃焼下限値(図中では燃焼ガス濃度に相当)がおおよそ40vol%であっても、200℃領域では26〜27vol%と変化し、1000℃領域では数%、1200℃領域では1vol%未満でも燃焼する。 FIG. 24 shows the relationship between the concentration of combustion components (combustion gas) of gaseous fuel and temperature at normal temperature in the atmosphere. Although the combustion limit is obtained as described above, the combustion limit is temperature-dependent, and the temperature-dependent tendency is exemplified by the lower limit of combustion at room temperature (corresponding to the combustion gas concentration in the figure). Even if it is approximately 40 vol%, it varies from 26 to 27 vol% in the 200 ° C. region, and it burns even if it is several percent in the 1000 ° C. region and less than 1 vol% in the 1200 ° C. region.
これから、装入層に供給する気体燃料の濃度(燃焼成分の含有量)は、常温の燃焼下限よりもさらに低い濃度とするのがより安全であり、また、その希釈ガスの濃度を適正範囲に調整してやることにより、気体燃料の装入層内の厚み方向における燃焼位置を自由に制御することができることがわかった。 From this, it is safer that the concentration of gaseous fuel (combustion component content) supplied to the charging layer is lower than the lower limit of combustion at room temperature, and the concentration of the diluted gas is within an appropriate range. It was found that the combustion position in the thickness direction in the charged layer of the gaseous fuel can be freely controlled by adjusting.
そして、気体燃料の燃焼範囲には、このように温度依存性があり、例えば、燃焼範囲は雰囲気温度が高くなればなるほど広がり、焼結機の燃焼・溶融帯近傍の温度場ではよく燃焼するものの、焼結機の下流側にある電気集塵機内の200℃程度の温度場では、本発明の好適実施例で示すような気体燃料の濃度では燃焼しないこともわかった。 The combustion range of the gaseous fuel is thus temperature dependent. For example, the combustion range expands as the ambient temperature increases, and the combustion range of the sintering machine burns well in the temperature field near the combustion / melting zone of the sintering machine. It has also been found that in a temperature field of about 200 ° C. in an electrostatic precipitator on the downstream side of the sintering machine, combustion does not occur at a gaseous fuel concentration as shown in the preferred embodiment of the present invention.
ところで、焼結鉱を製造するに当たって、焼結原料の装入層中に供給された希釈気体燃料は、パレット下のウインドボックスによって吸引されて、該装入層中の固体燃料(粉コークス)の燃焼により形成された燃焼・溶融帯の高温域で燃焼する。従って希釈気体燃料の供給は、装入層への投入熱量を一定にするという条件下において、前記希釈気体燃料の濃度や供給量などを制御すれば、焼結原料中の粉コークス量を調整(減少)することができる。また、希釈気体燃料の濃度調整は、この気体燃料の燃焼を装入層中の予定した位置(濃度領域)で起こるように制御することを意味している。 By the way, in producing the sintered ore, the diluted gaseous fuel supplied into the charging layer of the sintering raw material is sucked by the wind box under the pallet, and the solid fuel (powder coke) in the charging layer is It burns in the high temperature region of the combustion / melting zone formed by combustion. Accordingly, the supply of the diluted gas fuel can be adjusted by adjusting the amount of the diluted gas fuel, the supply amount, etc. under the condition that the amount of heat input to the charging layer is constant ( Decrease). Further, the adjustment of the concentration of the diluted gaseous fuel means that the combustion of the gaseous fuel is controlled to occur at a predetermined position (concentration region) in the charging layer.
この意味において、従来技術における装入層中の燃焼・溶融帯は、固体燃料(粉コークス)のみが燃焼する帯域であるが、本発明における燃焼・溶融帯は、その粉コークスの燃焼に加えてさらに気体燃料も並行して燃焼する帯域であるということができる。従って、本発明において、その希釈気体燃料の濃度や供給量、その他の供給条件は、燃料の一部として粉コークスがあることを前提として、これとの関係において好適に変化させると、最高到達温度および/または高温域保持時間の望ましい制御が可能となり、焼結ケーキの強度向上をもたらすことになる。 In this sense, the combustion / melting zone in the charging layer in the prior art is a zone where only solid fuel (powder coke) burns, but the combustion / melting zone in the present invention is in addition to the combustion of the powder coke. Furthermore, it can be said that the gas fuel is also a zone where the fuel is burned in parallel. Therefore, in the present invention, if the concentration, supply amount, and other supply conditions of the diluted gas fuel are premised on that there is coke breeze as part of the fuel, if it is suitably changed in relation to this, the maximum temperature reached And / or desirable control of the high temperature holding time is possible, leading to improved strength of the sintered cake.
さらに本発明方法において、希釈された気体燃料を用いるもう一つの理由は、上述した焼結・溶融帯の形態制御を通じて焼結ケーキの強度、歩留りを制御するためである。それは、この焼結ケーキを高温帯域(燃焼・溶融帯域)にどれくらいの時間保持するか、また、どれくらいの温度にまで到達させるかという制御を行う上で、この希釈気体燃料の役割が有効に機能するからである。言い換えると、前記希釈気体燃料の使用は、焼結原料の高温域保持時間が長くかつ最高到達温度が適度に高くなるように制御することを意味している。そして、このような制御は、焼結原料中の固体燃料量(粉コークス量)に対して、燃焼雰囲気中で支燃性ガス(空気または酸素)が過不足を起さないように希釈調整された気体燃料を用いることを意味している。この点、従来技術では、焼結原料中の固体燃料の量と無関係に、しかも可燃性ガスを濃度調整することなしに吹き込むため、固体燃料や可燃性ガスの量に見合う量の支燃性ガス(酸素)が供給されずに燃焼不良を起こしたり、逆に部分的に過燃焼を起こしたりして、強度のバラツキを招いていたのである。これに対して、本発明では、気体燃料を希釈しかつ濃度調整をすることで、このような問題点を回避しているのである。 Furthermore, in the method of the present invention, another reason for using the diluted gaseous fuel is to control the strength and yield of the sintered cake through the above-described sintering / melting zone shape control. The role of this diluted gas fuel functions effectively in controlling how long the sintered cake is kept in the high temperature zone (combustion / melting zone) and how much temperature is reached. Because it does. In other words, the use of the diluted gas fuel means that the high temperature range holding time of the sintered raw material is long and the maximum attained temperature is controlled to be appropriately high. Such control is diluted and adjusted so that the amount of combustion-supporting gas (air or oxygen) is not excessive or insufficient in the combustion atmosphere with respect to the solid fuel amount (powder coke amount) in the sintered raw material. This means using a gaseous fuel. In this regard, in the conventional technology, the amount of combustible gas is commensurate with the amount of solid fuel or combustible gas because the combustible gas is blown without adjusting the concentration, regardless of the amount of solid fuel in the sintering raw material. (Oxygen) was not supplied, causing poor combustion, or conversely causing partial overcombustion, leading to variations in strength. On the other hand, in the present invention, such a problem is avoided by diluting the gaseous fuel and adjusting the concentration.
次に、気体燃料の種類による影響について示す。
図25は、数種類の気体燃料を燃焼下限濃度以下に希釈した希釈気体燃料を使用した本発明焼結法と、気体燃料の吹き込みを行わない従来焼結法とを比較した実験結果を示すものである。なお、希釈気体燃料の吹き込みを行わない従来焼結例では、粉コークスの添加量を5mass%とし、一方、粉コークス0.8mass%相当の希釈気体燃料を吹き込む本発明例では、総熱量を一定とするため、粉コークスの添加量を4.2mass%とした。図25からわかるように、希釈気体燃料を使用した場合は、いずれの例においても、シャッター強度、成品歩留、生産性の向上が認められた。このように、希釈気体燃料の使用例において、シャッター強度、成品歩留等が向上した理由は、燃焼・溶融帯の拡大と、それによる高温域保持時間の延長によるものと考えられる。
Next, the influence by the kind of gaseous fuel is shown.
FIG. 25 shows the experimental results comparing the sintering method of the present invention using diluted gaseous fuel obtained by diluting several kinds of gaseous fuels below the lower combustion limit concentration and the conventional sintering method in which gaseous fuel is not blown. is there. In addition, in the conventional sintering example in which the diluted gas fuel is not injected, the amount of added powder coke is 5 mass%, while in the present invention example in which the diluted gas fuel equivalent to 0.8 mass% of powder coke is injected, the total heat amount is constant. Therefore, the amount of powdered coke added was 4.2 mass%. As can be seen from FIG. 25, when diluted gas fuel was used, in any of the examples, improvements in shutter strength, product yield, and productivity were observed. As described above, in the use example of the diluted gas fuel, the reason why the shutter strength, the product yield, and the like are improved is considered to be due to the expansion of the combustion / melting zone and the extension of the high temperature region holding time.
図26は、気体燃料として、プロパンガスを用いた場合の希釈濃度の影響を示す図であり、希釈気体燃料の濃度と、シャッター強度(a)、歩留(b)、焼結時間(c)、生産率(d)との関係を示したものである。この図からわかるように、プロパンガスを希釈気体燃料として使用する場合は、0.05vol%の添加でシャッター強度の向上効果が認められ、歩留りもほぼ同様の傾向を示す。さらに、向上効果が明確となるのはプロパンガス濃度が0.1vol%からであり、より明確に向上効果が認められるのは0.2vol%からである。この結果を、Cガスを気体燃料として用いる場合に換算すると、0.24vol%の添加で効果が認められはじめ、効果が明確となるのは0.5vol%以上、より明確となるのは1.0vol%以上ということになる。したがって、プロパンガスの希釈濃度は、少なくとも0.05vol%以上、好ましくは0.1vol%以上、より好ましくは0.2vol%以上、また、Cガスの希釈濃度は、少なくとも0.24vol%以上、好ましくは0.5vol%以上、より好ましくは1.0vol%以上である。なお、上限は、それぞれの気体燃料の燃焼下限濃度の75%である。ちなみに、プロパンガスの場合、0.4vol%の添加でほぼ効果は飽和しており、この時のガス濃度は、燃焼下限濃度の25%に相当する。 FIG. 26 is a diagram showing the influence of the dilution concentration when propane gas is used as the gaseous fuel. The concentration of the diluted gaseous fuel, the shutter strength (a), the yield (b), and the sintering time (c). The relationship with the production rate (d) is shown. As can be seen from this figure, when propane gas is used as the diluted gas fuel, the effect of improving the shutter strength is recognized with the addition of 0.05 vol%, and the yield shows a similar tendency. Furthermore, the improvement effect becomes clear from the propane gas concentration from 0.1 vol%, and the improvement effect is more clearly recognized from 0.2 vol%. When this result is converted into the case where C gas is used as the gaseous fuel, the effect starts to be recognized with the addition of 0.24 vol%, and the effect becomes clear by 0.5 vol% or more, and 1 becomes more clear. It means 0 vol% or more. Therefore, the dilution concentration of propane gas is at least 0.05 vol% or more, preferably 0.1 vol% or more, more preferably 0.2 vol% or more, and the dilution concentration of C gas is at least 0.24 vol% or more, preferably Is 0.5 vol% or more, more preferably 1.0 vol% or more. The upper limit is 75% of the lower combustion limit concentration of each gaseous fuel. Incidentally, in the case of propane gas, the effect is almost saturated by the addition of 0.4 vol%, and the gas concentration at this time corresponds to 25% of the lower combustion limit concentration.
次に、本発明方法に従って、焼結原料中の炭材量を考慮し、前記気体燃料の供給を行って製造した焼結鉱の冷間強度と還元粉化特性(RDI)について説明する。「鉱物工学」(今井秀喜、武内寿久禰,藤木良規編、1976、175、朝倉書店)によると、焼結反応は、図27の模式図のようにまとめられる。また、表13に、焼結過程で生成する各種鉱物の引張強度(冷間強度)と被還元性の値を示す。図27から明らかなように、焼結過程では、1200℃で融液が生成し始め、焼結鉱の構成鉱物の中で最も高強度であり、被還元性も比較的高いカルシウムフェライトが生成する。さらに昇温が進んで約1380℃を超えると、冷間強度と被還元性とが最も低い非晶質珪酸塩(カルシウムシリケート)と、還元粉化しやすい二次ヘマタイトとに分解する。したがって、焼結鉱の冷間強度の向上とRDIの改善を図るには、カルシウムフェライトを分解させずに、これを安定的に生成させ続けられるかどうかが重要な課題となる。 Next, the cold strength and reduced powdering characteristics (RDI) of sintered ore produced by supplying the gaseous fuel in consideration of the amount of carbonaceous material in the sintered raw material according to the method of the present invention will be described. According to "Mineral Engineering" (Hideki Imai, Toshihisa Takeuchi, Yoshiki Fujiki, 1976, 175, Asakura Shoten), the sintering reaction is summarized as shown in the schematic diagram of FIG. Table 13 shows the tensile strength (cold strength) and reducibility values of various minerals produced during the sintering process. As apparent from FIG. 27, in the sintering process, a melt starts to be generated at 1200 ° C., and calcium ferrite having the highest strength among the constituent minerals of the sintered ore and relatively high reducibility is generated. . When the temperature rises further and exceeds about 1380 ° C., it decomposes into amorphous silicate (calcium silicate) having the lowest cold strength and reducibility and secondary hematite that is easily reduced to powder. Therefore, in order to improve the cold strength and RDI of sintered ore, it is an important issue whether calcium ferrite can be stably produced without being decomposed.
また、上記刊行物「鉱物工学」によると、焼結鉱の還元粉化の起点となる二次ヘマタイトの析出挙動について、図28により説明している。その説明によれば、鉱物合成試験の結果では、還元粉化の起点となる骸晶状二次ヘマタイトは、Mag.ss+Liq.域まで昇温し、冷却したのちに析出するため、状態図上では、(1)の経路でなく、(2)の経路を介して焼結鉱を製造することで、還元粉化性を抑制できるとしている。したがって、低RDIと高強度とを兼備する焼結鉱を製造するには、1200℃(カルシウムフェライトの固相線温度)と約1380℃(転移温度)の範囲内に、如何にして長時間保持したヒートパターンを装入層内において実現するかが重要となる。よって、添加する炭材量を気体燃料の供給により調整し、装入層内の最高到達温度を1200℃超え1380℃未満の範囲に制御することが重要であり、好ましくは1200〜1350℃の範囲とするのが望ましいことがわかる。 In addition, according to the above-mentioned publication “Mineral Engineering”, the precipitation behavior of secondary hematite, which is the starting point of reduced powdering of sintered ore, is described with reference to FIG. According to the explanation, in the result of the mineral synthesis test, the skeletal secondary hematite that is the starting point of the reduction powdering is Mag. ss + Liq. Since it precipitates after being heated up to the zone and cooled, on the phase diagram, the reduced powdering property is suppressed by producing sintered ore through the path (2) instead of the path (1). I can do it. Therefore, in order to produce a sintered ore having both low RDI and high strength, it can be maintained for a long time within the range of 1200 ° C. (solidus temperature of calcium ferrite) and about 1380 ° C. (transition temperature). It is important to realize the heat pattern in the charging layer. Therefore, it is important to adjust the amount of carbon material to be added by supplying gaseous fuel, and to control the maximum reached temperature in the charging layer to a range of 1200 ° C. to less than 1380 ° C., preferably in the range of 1200 to 1350 ° C. It can be seen that it is desirable.
次に、発明者らは、燃焼帯の上下方向の厚さ(幅)と希釈燃料ガスとの関係を知るために、先述した透明石英製窓付き竪形管状試験鍋を用い、焼結機クーラーの排ガスで0.5vol%と2.5vol%の濃度に希釈したプロパンガスを、この鍋の上方から焼結原料の装入層中に吹き込む実験を行った。この実験で使用した焼結原料は、出願人会社で使用している一般的なものであり、吸引圧力は1200mmH2O一定とした。なお、0.5vol%のプロパンガスの吹き込みは、投入熱量に換算すると、粉コークス1mass%の配合量にほぼ相当する。 Next, in order to know the relationship between the thickness (width) of the combustion zone in the vertical direction and the diluted fuel gas, the inventors used the above-described saddle-shaped tubular test pan with a window made of transparent quartz, and used a sintering machine cooler. An experiment was conducted in which propane gas diluted to a concentration of 0.5 vol% and 2.5 vol% with the exhaust gas of No. 1 was blown into the charging layer of the sintered raw material from above the pan. The sintering raw material used in this experiment is a general one used by the applicant company, and the suction pressure is constant at 1200 mmH 2 O. In addition, the blowing of 0.5 vol% propane gas substantially corresponds to a blending amount of 1 mass% of powder coke when converted into the input heat amount.
図29は、この実験におけるプロパンガス吹込み時の燃焼帯の形態変化を示す写真である。この図に示すように、燃焼下限濃度(理論値、対空気)に近い2.5vol%に希釈したプロパンガスでは、吹込み直後に原料装入層上で燃焼してしまうため、気体燃料が装入層内に入っていかず、気体燃料供給効果が得られなかった。これに対して、プロパンガスの希釈濃度が0.5vol%濃度のものを供給した場合には、装入層上部で燃焼することなく、装入層内まで入っていき、しかも装入層内で速い速度で燃焼した。その結果、大気条件で焼結したときの燃焼帯の上下方向幅(厚さ)は約70mmであったのに対し、希釈プロパンガスを吹込んだ時の燃焼帯の幅は150mmと、2倍以上に拡大した。これは、高温域保持時間が延長されたことに相当する。 FIG. 29 is a photograph showing the shape change of the combustion zone when propane gas is injected in this experiment. As shown in this figure, propane gas diluted to 2.5 vol%, which is close to the lower combustion limit concentration (theoretical value, against air), burns on the raw material charging layer immediately after being blown. The gas fuel supply effect was not obtained because it did not enter the bed. On the other hand, when a propane gas having a dilution concentration of 0.5 vol% is supplied, it enters the charging layer without burning at the upper part of the charging layer, and in the charging layer. Burned at high speed. As a result, the vertical width (thickness) of the combustion zone when sintered under atmospheric conditions was about 70 mm, whereas the width of the combustion zone when dilute propane gas was injected was 150 mm, which is twice as large. More than that. This is equivalent to extending the high temperature region holding time.
これから、燃焼帯の厚みの拡大効果は、プロパンガスの燃焼下限濃度の1/5の濃度である0.5vol%でも発現することがわかる。逆に、本発明にかかる気体燃料吹込み技術では、希釈された気体燃料でないと、装入層内における燃焼制御が困難であることもわかる。 From this, it can be seen that the effect of expanding the thickness of the combustion zone is exhibited even at 0.5 vol%, which is 1/5 of the lower combustion limit concentration of propane gas. On the contrary, in the gas fuel injection technique according to the present invention, it can be seen that it is difficult to control the combustion in the charging layer unless the gas fuel is diluted.
さらに、この実験においては、燃焼帯の降下速度(この逆数が高温域保持時間)への影響についても検討した。その結果、単にコークスを増量した場合や高温の空気を吹き込んだ場合には、降下速度が大きく低下して、生産性が低下するが、希釈した気体燃料を供給した場合には、固体燃料を増量した例と比較して燃焼速度を速くすることができるため、燃焼帯の降下速度は大気焼結の場合とほとんど差異が認められなかった。 Furthermore, in this experiment, the influence on the descent speed of the combustion zone (the reciprocal is the high temperature region holding time) was also examined. As a result, when the coke is simply increased or when high-temperature air is blown in, the descent rate is greatly reduced and the productivity is reduced. However, when diluted gaseous fuel is supplied, the solid fuel is increased. Since the burning rate can be increased as compared with the above example, the descent rate of the burning zone was hardly different from that in the case of atmospheric sintering.
次に、発明者らは、希釈気体燃料の装入層中への供給位置の影響について調査するため、コークス炉ガス(Cガス)を2%に希釈した希釈気体燃料の吹込み位置を、装入層表面から100〜200mmの位置、200〜300mmの位置、300〜400mmの位置と変化させて焼結鍋実験を行い、その結果を図30に示した。 Next, in order to investigate the influence of the supply position of the diluted gas fuel into the charging layer, the inventors set the injection position of the diluted gas fuel obtained by diluting the coke oven gas (C gas) to 2%. A sintering pot experiment was performed by changing the position from the surface of the layer to 100 to 200 mm, 200 to 300 mm, and 300 to 400 mm, and the results are shown in FIG.
ここで、図30の横軸における吹込み位置100〜200mmとは、図中で明るく(白く)示されている燃焼・溶融帯が装入層表面から100mm位置に移動した時から、試験鍋上方より希釈気体燃料の供給を開始し、その燃焼・溶融帯が200mmの位置に到達するまでの間、希釈気体燃料を吹き込んで燃焼させた例であり、その場合の燃焼・溶融帯(図中、燃焼・溶融帯は、明るく(白く)示されている)の進行状況を観察した結果を縦軸に示している。同様に、吹込み位置200〜300mmとは、燃焼・溶融帯が装入層表面から200mm位置に達した段階から300mmに到達するまでの間、希釈気体燃料を供給して燃焼させた例、そして吹込み位置300〜400mmとは、燃焼・溶融帯が装入層表面から300mm位置に達した段階から400mmに到達するまでの間、希釈気体燃料を供給して燃焼させた例を示したものである。また、比較として、希釈気体燃料の吹込みを行わない従来法の場合についても、燃焼・溶融帯の進行状況を調査した。なお、試験鍋の燃焼用空気の供給は、通常の焼結操業と同様に上方から下方に流れるので、気体燃料添加時は、この燃焼用空気に気体燃料が所定濃度になるように添加され、供給される。
Here, the
図30からわかるように、燃焼・溶融帯が装入層表面から100〜200mmの領域で希釈気体燃料を供給した場合には、従来法に比べ燃焼・溶融帯の厚さがわずかに大きくなる程度にとどまっている。これに対して、燃焼・溶融帯が200〜300mmの領域で希釈気体燃料を供給した場合には、従来法に比べて燃焼・溶融帯の厚みが明らかに拡大していることがわかる。また、300〜400mmの領域で供給した場合も、従来法に比べて明確に燃焼・溶融帯の厚みが拡大している。 As can be seen from FIG. 30, when the diluted gas fuel is supplied in the region where the combustion / melting zone is 100 to 200 mm from the surface of the charging layer, the thickness of the combustion / melting zone is slightly larger than that of the conventional method. Stays on. In contrast, when the diluted gas fuel is supplied in the region where the combustion / melting zone is 200 to 300 mm, it can be seen that the thickness of the combustion / melting zone is clearly increased as compared with the conventional method. In addition, when supplied in the region of 300 to 400 mm, the thickness of the combustion / melting zone is clearly increased as compared with the conventional method.
以上のことから、希釈気体燃料の吹込みは、燃焼・溶融帯の位置が装入層表面から200mm以下の領域となる部分に対して行われることが好ましいことがわかる。そして、装入層表面から200mm未満の領域については、気体燃料を供給しなくても、200mm以下の領域において気体燃料を供給することにより、この領域における焼結鉱のシャッター強度を大幅に向上できることから、成品焼結鉱の歩留りを全体として向上させることができる。また、気体燃料の供給位置を限定することによって、コスト低減を図ることもできる。 From the above, it can be seen that the diluted gas fuel is preferably injected into the portion where the position of the combustion / melting zone is 200 mm or less from the surface of the charged layer. And about the area | region less than 200 mm from the charging layer surface, even if it does not supply gaseous fuel, the shutter intensity | strength of the sintered ore in this area | region can be improved significantly by supplying gaseous fuel in the area below 200 mm. Therefore, the yield of the sintered product ore can be improved as a whole. Further, the cost can be reduced by limiting the supply position of the gaseous fuel.
図31は、装入層表面から200mmまでの上層部と、200mm以下の中、下層部の燃焼状況を模式的に示したものである。この図に示した矢印Aは、焼結の進行方向(燃料方向)を示し、図31(a)は上層部(<200mmまで)における粉コークスと気体燃料の燃焼位置を示している。この場合、粉コークスの燃料により形成される燃焼帯が装入層の上部では元々狭く、この粉コークスの燃焼帯と、この燃焼帯域で燃焼する気体燃料の燃焼点とが互いに接近しているため、同図の右側に記載したような温度パターンとなる。なお、この温度分布図においては、粉コークス(固体燃料)の燃焼域をハッチング部分で、その上方で燃焼する気体燃料の温度域を非ハッチング部分で示している。この図からわかるように、装入層上部では、コークスと気体燃料との燃焼が同時期に起こるため(両者が互いに接近して燃焼する)、図中のT1、T2で示す間の高温域保持時間(約1200℃相当)が図示のように狭いものになる。すなわち、ハッチング部分で示すコークス燃焼域がわずかに拡大する程度の温度分布となる。このことは、装入層中への前記気体燃料の供給は、燃焼・溶融帯の厚みが15mm以上になってから行うのが好ましいように、元々の高温域保持時間が狭い時には、気体燃料の吹込み効果が低いことを示している。
一方、図31(b)は、中層、下層部分に気体燃料を供給した場合である。中層、下層域では燃焼帯が上層から下方へ移行するのに伴って装入層内の温度が上昇することから、燃焼帯の幅が拡大しており、希釈気体燃料は、図31(a)の場合よりも粉コークスの燃焼位置から離れた位置で燃焼するようになる。その結果、図31(b)の右側に示すような温度分布となる。即ち、気体燃料の燃焼点は、ハッチングして示す固体燃料(コークス)燃焼点より離れているため、合成された温度分布曲線はすそ野の広い温度分布になる。従って、T3、T4で示される固体燃料と気体燃料の燃焼に基づく高温域保持時間が延長されるので、得られる焼結鉱のシャッター強度が向上するのである。
FIG. 31 schematically shows the combustion state of the upper layer part from the surface of the charging layer to 200 mm and the lower layer part of 200 mm or less. The arrow A shown in this figure indicates the progressing direction (fuel direction) of sintering, and FIG. 31 (a) shows the combustion position of the powder coke and gaseous fuel in the upper layer (up to <200 mm). In this case, the combustion zone formed by the powder coke fuel is originally narrow at the top of the charging layer, and the combustion zone of this powder coke and the combustion point of the gaseous fuel combusting in this combustion zone are close to each other. The temperature pattern is as shown on the right side of the figure. In this temperature distribution diagram, the combustion region of the powdered coke (solid fuel) is indicated by a hatched portion, and the temperature region of the gaseous fuel combusted thereabove is indicated by a non-hatched portion. As can be seen from this figure, in the upper part of the charging layer, coke and gaseous fuel are burned at the same time (both burn close to each other), so the high temperature between T 1 and T 2 in the figure The area holding time (equivalent to about 1200 ° C.) becomes narrow as shown in the figure. That is, the temperature distribution is such that the coke combustion zone indicated by the hatched portion is slightly expanded. This is because the gaseous fuel is preferably supplied to the charging layer after the combustion / melting zone has a thickness of 15 mm or more. This indicates that the blowing effect is low.
On the other hand, FIG. 31B shows a case where gaseous fuel is supplied to the middle layer and the lower layer. In the middle and lower layers, the temperature in the charging layer rises as the combustion zone moves downward from the upper layer, so the width of the combustion zone is expanded, and the diluted gas fuel is shown in FIG. 31 (a). It burns at a position away from the combustion position of the powder coke than in the case of. As a result, the temperature distribution is as shown on the right side of FIG. That is, since the combustion point of the gaseous fuel is far from the solid fuel (coke) combustion point shown by hatching, the synthesized temperature distribution curve has a wide temperature distribution. Therefore, since the high temperature range holding time based on the combustion of the solid fuel and the gaseous fuel indicated by T 3 and T 4 is extended, the shutter strength of the obtained sintered ore is improved.
なお、図31(b)のケースにおいて、高温域保持時間を制御する(延長する)ための気体燃料の着火温度は、400℃〜800℃であることが好ましく、より好ましくは500〜700℃である。この理由は、着火温度を400℃未満にすると、高温域の拡大につながらず、単に低温域分布を拡大するに止まるだけであり、一方、800℃を超えると固体燃料の燃焼による高温域保持時間と接近しすぎて、最高到達温度の上昇を招くだけで、高温域保持時間の延長効果が小さくなるためである。 In addition, in the case of FIG.31 (b), it is preferable that the ignition temperature of the gaseous fuel for controlling (extending) a high temperature range holding time is 400 to 800 degreeC, More preferably, it is 500 to 700 degreeC. is there. The reason for this is that if the ignition temperature is less than 400 ° C., it does not lead to the expansion of the high temperature region, but merely expands the distribution of the low temperature region. This is because the effect of extending the retention time in the high temperature range is reduced only by causing the maximum reached temperature to rise too close.
次に、希釈気体燃料を供給して装入層中の最高到達温度(層内温度)を制御する方法の一例を説明する。図36は、焼結時における装入層内の温度分布を模式的に示すものであり、従来焼結法に相当する固体燃料(粉コークス)を5mass%添加したときの温度分布を基準として、Cガスを希釈して吹き込み、その分、コークス量を減らした本発明に係る焼結法を説明するものである。図中、曲線aは、コークスを5mass%添加して焼結した従来焼結法の層内温度と時間との関係を示したものである。一般に、高温域保持時間を延長するには、粉コークスの使用量を増加させることが行われている。しかし、例えば、粉コークスを10mass%添加した場合には、破線bで示したように、コークスの増量により高温域保持時間は(0−A)から(0´−B)に拡大するものの、最高到達温度も約1300℃から約1370℃〜1380℃まで上昇するため、低RDIかつ高強度の焼結鉱を得ることはできなくなる。 Next, an example of a method for supplying the diluted gas fuel and controlling the maximum temperature (in-layer temperature) in the charging layer will be described. FIG. 36 schematically shows the temperature distribution in the charging layer at the time of sintering, based on the temperature distribution when 5 mass% of solid fuel (powder coke) corresponding to the conventional sintering method is added, as a reference. The sintering method according to the present invention in which C gas is diluted and blown and the amount of coke is reduced correspondingly will be described. In the figure, the curve a shows the relationship between the temperature in the layer and the time in the conventional sintering method in which 5 mass% of coke is added and sintered. In general, in order to extend the high temperature range retention time, the amount of powder coke used is increased. However, for example, when 10 mass% of powder coke is added, as shown by the broken line b, the retention time in the high temperature range is expanded from (0-A) to (0'-B) due to the increase in the amount of coke. Since the ultimate temperature also rises from about 1300 ° C. to about 1370 ° C. to 1380 ° C., it becomes impossible to obtain a sintered ore with low RDI and high strength.
この点、本発明法に従う焼結操業方法(曲線c)では、粉コークスの使用量を4.2mass%に抑える一方で、希釈Cガスを吹込むため、最高到達温度を1270℃に抑えることができると同時に、高温域保持時間は(0−C)に拡大するため、従来法では実現できなかった低RDIかつ高強度の焼結鉱を製造するという当初の目的を十分に果すことができる。 In this respect, in the sintering operation method according to the present invention method (curve c), the amount of powdered coke used is suppressed to 4.2 mass%, while diluted C gas is injected, so that the maximum temperature reached can be suppressed to 1270 ° C. At the same time, since the high temperature region holding time is extended to (0-C), the initial purpose of producing a low RDI and high strength sintered ore that could not be realized by the conventional method can be sufficiently fulfilled.
次に、焼結層内において、気体燃料がどこで燃焼しているのか、即ち、燃焼ポイントがどこかを調査する目的で、直径300mmφの石英ガラス製試験鍋を用いてラボ焼結試験を行い、図32に示したように、サーモビュア(Thermo Viewer)と熱電対、ビデオからなる測温装置を用いて試験鍋の全面温度解析を行った。サーモビュアで測定される温度と実際に熱電対で測定される層内温度とは、図33に示すように強い相関があるので、サーモビュアで測定させる温度を補正して温度解析を実施した。
Next, in the sintered layer, for the purpose of investigating where the gaseous fuel is burning, that is, where the combustion point is, a laboratory sintering test is performed using a quartz glass test pan having a diameter of 300 mmφ, As shown in FIG. 32, the entire temperature of the test pan was analyzed using a thermometer, a thermocouple, and a temperature measuring device consisting of a video. Since the temperature measured by the thermoviewer and the in-layer temperature actually measured by the thermocouple are strongly correlated as shown in FIG. 33, the temperature measured by the thermoviewer was corrected and the temperature analysis was performed.
図34は、焼結している最中における試験鍋の断面温度を測定した結果を示したもので、左側に示した例は、粉コークスのみで焼結する従来焼結法の場合であり、右側に示した例は、希薄濃度の都市ガス(LNG)を吹き込んだ場合である。図34の結果から、左側の粉コークスのみで焼結する従来焼結法の場合、1200℃以上の温度領域(薄い黄色の領域)が少ないにも関わらず、最高温度が1400℃を超える温度領域(白色の領域)が多く存在している。一方、右側の希薄濃度の都市ガスを吹き込んだ場合においては、燃焼帯の下端では粉コークスが燃焼しているが、その上部ではLNGが燃焼しており、粉コークスの燃焼している位置(燃焼帯下端)とLNGが燃焼している位置(溶融帯上部)の間は、若干温度が低くなっている領域が存在している。この若干温度が低くなっている領域の温度が1200℃以上となるようにLNGを燃焼させることにより、最高温度は粉コークス使用量を抑えて低くなるものの、1200℃以上の温度領域が広範囲に分布するようになり、その結果、高温域保持時間が延長されるのである。 FIG. 34 shows the results of measuring the cross-sectional temperature of the test pan during sintering, and the example shown on the left is a case of a conventional sintering method in which sintering is performed only with powder coke, The example shown on the right side is a case where lean city gas (LNG) is blown. From the result of FIG. 34, in the case of the conventional sintering method in which sintering is performed only with the left powder coke, the temperature range where the maximum temperature exceeds 1400 ° C. despite the fact that the temperature range of 1200 ° C. or higher (light yellow area) is small There are many (white areas). On the other hand, in the case where the lean city gas on the right side is blown, the powder coke is combusted at the lower end of the combustion zone, but LNG is combusted at the upper part, and the position where the powder coke is combusted (combustion). There is an area where the temperature is slightly lower between the lower end of the belt and the position where the LNG is burning (upper part of the melting zone). By burning LNG so that the temperature in the region where the temperature is slightly lower is 1200 ° C or higher, the maximum temperature is reduced by reducing the amount of powder coke used, but the temperature region of 1200 ° C or higher is widely distributed. As a result, the high temperature range retention time is extended.
上記サーモビュアの結果を基に、焼結時の温度履歴をまとめて示したのが図35である。粉コークスのみで焼結した場合と比較して、LNGを吹き込むことで、最高温度が1400℃、好ましくは1380℃を超えることなく、1200℃以上の温度領域を約2倍に増加することができている。また、観察される2つのピークからなる温度パターンは、最初のピーク(原料層の上層側のピーク)がコークス燃焼帯上部で吹き込んだLNGの燃焼によるもので、2つ目のピーク(原料層の下層側のピーク)がコークスの燃焼によるもので、それらの燃焼による温度変化が組み合わされて生じたもの推察される。すなわち、コークス(炭材)燃焼と吹き込まれた都市ガスの燃焼が異なる位置で複合して起こることにより、コークス燃焼による最高到達温度が制御され(2つ目のピーク)、引き続くLNGの燃焼(1つ目のピーク)により、この両領域を結ぶ間は1200℃以上に保たれ、焼結鉱を生成するのに有効な燃焼・溶融帯を形成する1200℃以上の高温保持領域が大きく拡大し、その結果、燃焼・溶融帯の高温域保持時間が連続して延長されて、成品焼結鉱の強度が大幅に向上できたものと考えられる。
FIG. 35 collectively shows the temperature history during sintering based on the results of the thermoviewer. Compared to the case of sintering only with powder coke, by blowing LNG, the temperature range above 1200 ° C can be increased approximately twice without exceeding the maximum temperature of 1400 ° C, preferably 1380 ° C. ing. In addition, the observed temperature pattern consisting of two peaks is due to the combustion of LNG in which the first peak (upper layer peak of the raw material layer) was blown in the upper part of the coke combustion zone, and the second peak (of the raw material layer) It is inferred that the peak on the lower layer side is due to the combustion of coke and is caused by a combination of temperature changes due to the combustion. That is, the coke combustion (carbon material) combustion and the combustion of the injected city gas occur at different positions to control the maximum temperature reached by the coke combustion (second peak), and the subsequent combustion of LNG (1 The first peak) is maintained at 1200 ° C. or higher between the two regions, and the high temperature holding region of 1200 ° C. or higher that forms an effective combustion / melting zone for producing sintered ore is greatly expanded. As a result, it is considered that the high temperature region holding time of the combustion / melting zone was continuously extended, and the strength of the product sintered ore was greatly improved.
要するに、従来焼結法は、高温域保持時間か最高温度制御のいずれか一方に着目した操業方法であった。これに対して、本発明法は、粉コークス使用量の調整(例えば、4.2mass%に抑制)の下で、最高到達温度を(1200〜1380℃)に調整する一方、希釈気体燃料の吹込みにより、高温域保持時間を調整する操業方法である。なお、図36の曲線dは、固体燃料使用量を単に4.2mass%に下げた例を示すものであり、最高到達温度も低く、高温域保持時間も短いため、高品質の焼結鉱は得られない。 In short, the conventional sintering method has been an operation method focusing on either the high temperature region holding time or the maximum temperature control. In contrast, the method of the present invention adjusts the maximum temperature to (1200 to 1380 ° C.) while adjusting the amount of powder coke used (for example, suppressed to 4.2 mass%), while the diluted gas fuel is blown. This is an operation method for adjusting the high temperature region holding time. Note that curve d in FIG. 36 shows an example in which the amount of solid fuel used is simply lowered to 4.2 mass%, the highest temperature reached is low, and the high temperature range retention time is short. I can't get it.
図37は、従来焼結法として、粉コークスを5mass%添加した例、および本発明の適合例として、粉コークス添加量を4.2mass%として濃度2.0vol%に希釈したCガス吹込みを併用した例における燃焼状況を示したものである。この図のサーモビアからわかるように、従来法では、1400℃を超える燃焼状況が発生している。一方、粉コークスの使用量を4.2mass%にとどめ、濃度2vol%のCガス吹込みを行った本発明の場合、1400℃を超える領域はなくなり、最高到達温度は1380℃以下に抑えられていると同時に、高温域保持時間の延長が実現できていることがわかる。 FIG. 37 shows an example in which 5 mass% of powder coke was added as a conventional sintering method, and C gas injection diluted to a concentration of 2.0 vol% with a powder coke addition amount of 4.2 mass% as a conforming example of the present invention. The combustion situation in the example used together is shown. As can be seen from the thermovia in this figure, in the conventional method, a combustion state exceeding 1400 ° C. occurs. On the other hand, in the case of the present invention in which the amount of powder coke used is 4.2 mass% and C gas is blown at a concentration of 2 vol%, there is no region exceeding 1400 ° C, and the maximum temperature reached is 1380 ° C or lower. At the same time, it can be seen that the retention time of the high temperature region can be extended.
図38は、投入熱量一定の条件下において、希釈したプロパンガス吹込みによる、装入層内温度(a)、排ガス温度(b)、通過風量(c)、排ガス組成(d)の経時変化を示すものである。なお、装入層内温度は、上記試験鍋において、装入層表面下400mm(装入層厚:600mm)の位置に装入した熱電対で測定した値であり、また、試験鍋の円周方向では、中心部と壁から5mm位置の2箇所で測定した。これらの図から、希釈したプロパンガスを吹き込むことで、焼結原料が1200℃以上に加熱されて溶融している時間(高温域保持時間)は2倍以上に増加しているが、最高到達温度は上昇していないことが確認された。また、希釈気体燃料として、プロパンガスを吹き込むことで、排ガス中の酸素濃度が低下しており、酸素が効率的に燃焼反応に使われていることが推測された。
FIG. 38 shows changes over time in the temperature (a), the exhaust gas temperature (b), the passing air volume (c), and the exhaust gas composition (d) in the charging layer due to the dilute propane gas injection under the condition where the input heat amount is constant. It is shown. The temperature in the charging layer is a value measured with a thermocouple charged at a
また、図39は、0.5vol%に希釈したプロパンガスを吹き込んだ時と、コークスを10mass%に増量した時における、装入層内温度(a)、(a’)と、排ガス濃度(b)、(b’)の経時変化を対比して示したものである。これらの図より、粉コークスの使用量を倍増させた場合における1200℃以上の高温域保持時間は、濃度0.5vol%に希釈したプロパンガス吹込みを行った場合とほぼ同等であるが、最高到達温度が1380℃を大きく超えている。また、粉コークスの量を増加させることで、排ガス中のCO2濃度が20vol%から25vol%に大きく上昇し、さらにCO濃度も増加しており、粉コークスが燃焼に寄与する割合が低下していることが確認された。 FIG. 39 shows the temperature (a), (a ′) and the exhaust gas concentration (b) when the propane gas diluted to 0.5 vol% was blown and when the coke was increased to 10 mass%. ) And (b ′) are shown in comparison with time. From these figures, the high temperature range retention time of 1200 ° C. or higher when the amount of powdered coke used is doubled is almost the same as that when propane gas diluted to a concentration of 0.5 vol% is blown, but the highest Achieving temperature greatly exceeds 1380 ° C. In addition, by increasing the amount of powder coke, the CO 2 concentration in the exhaust gas greatly increases from 20 vol% to 25 vol%, and the CO concentration also increases, and the proportion of powder coke contributing to combustion decreases. It was confirmed that
次に、表14に示す条件で焼結実験を行い、操業状況や焼結鉱の品質に及ぼす粉コークス比、プロパン濃度および空気温度の影響を調査した。試験No.1は、焼結原料中のコークスを5mass%配合した現状ベース条件、試験No.2は、粉コークスを1mass%低下させて4mass%とし、その代わりに0.5vol%のプロパンガスを吹き込んだ投入熱量一定条件、試験No.3は、粉コークスを10mass%配合した条件、試験No.4は、保熱炉(特開昭60−155626号公報)の効果を検証する目的で、450℃の高温ガスを吹き込む条件である。 Next, sintering experiments were performed under the conditions shown in Table 14, and the effects of the powder coke ratio, propane concentration, and air temperature on the operation status and the quality of the sintered ore were investigated. Test No. No. 1 is the current base condition in which 5 mass% of coke in the sintered raw material is blended, test No. No. 2 reduced powder coke by 1 mass% to 4 mass%, and instead, a constant input heat amount condition in which 0.5 vol% propane gas was blown, test No. 3 is a condition in which 10 mass% of powder coke was blended, test No. 4 is a condition for blowing high-temperature gas at 450 ° C. for the purpose of verifying the effect of the heat-retaining furnace (Japanese Patent Laid-Open No. 60-155626).
図40は、上記試験条件の変化による各種特性への影響をまとめたものである。この図から明らかなように、希釈されたプロパンガス吹込みにより焼結時間が若干延長するものの、歩留やシャッター強度(SI)、生産率がともに改善されるとともに、還元粉化性(RDI)や被還元性(RI)も大きく改善されており、希釈気体燃料の吹込みを適正に行うことにより、生産率や歩留の改善の他、焼結鉱の高品質化が可能になることが確認された。 FIG. 40 summarizes the influence on various characteristics due to the change in the test conditions. As is clear from this figure, although the sintering time is slightly extended by dilute propane gas injection, the yield, shutter strength (SI), and production rate are all improved, and reduced powdering property (RDI). And reducibility (RI) have also been greatly improved. By appropriately injecting diluted gas fuel, it is possible to improve the production rate and yield, as well as improve the quality of sintered ore. confirmed.
これに対し、粉コークスを10mass%まで増加させただけの場合(No.3)は、焼結時間が延長するだけでなく、最高到達温度が必要以上に上昇するため、却って低強度の非晶質珪酸塩が多く生成して、シャッター強度と歩留が大きく低下した。また、450℃の高温ガスを吹き込む場合(No.4)では、シャッター強度と歩留の改善効果が小さく、これまでの商業設備における結果とほぼ同レベルでしかない。 On the other hand, when the powder coke is only increased to 10 mass% (No. 3), not only the sintering time is extended, but also the highest temperature is increased more than necessary. A lot of silicate was produced, and the shutter strength and yield were greatly reduced. In addition, when high temperature gas of 450 ° C. is blown (No. 4), the effect of improving the shutter strength and the yield is small, which is almost the same as the result in the conventional commercial facilities.
以上の説明からわかるように、希釈された気体燃料を用いる場合、このガスが装入層内で燃焼して、装入層内の燃焼帯の拡大をもたらすとともに、焼結原料中のコークスによる燃焼熱と、希釈されたプロパンガスの燃焼熱との相乗的な作用により、広い燃焼帯が形成される。その結果、最高燃到達温度が過剰に上ることなく、高温域保持時間を延長することができる。 As can be seen from the above description, when a diluted gaseous fuel is used, this gas burns in the charging layer, resulting in an expansion of the combustion zone in the charging layer, and combustion by coke in the sintered raw material. A wide combustion zone is formed by the synergistic action of heat and the combustion heat of diluted propane gas. As a result, the high temperature range retention time can be extended without excessive increase in the maximum fuel arrival temperature.
次に、発明者らは、希釈気体燃料の吹き込みによる、成品焼結鉱の被還元性、冷間強度等への影響について、従来法(5mass%、10mass%コークス、熱風吹込み)と対比して調査した。測定した項目は、成品焼結鉱中の鉱物組成割合(冷間強度と被還元性に影響)、見掛け比重(冷間強度に影響)、0.5mm以下の気孔径分布(被還元性に影響)である。 Next, the inventors compared the conventional method (5 mass%, 10 mass% coke, hot air blowing) with respect to the effect of reducing or reducing the strength of the sintered product ore by injection of diluted gas fuel. I investigated. The items measured were the mineral composition ratio in the sintered product ore (influence on cold strength and reducibility), apparent specific gravity (influence on cold strength), and pore size distribution of 0.5 mm or less (influence on reducibility) ).
図41は、成品焼結鉱中の鉱物相の組成割合を、粉末X線回折法によって調査した結果を示したものである。この図から、投入熱量一定(コークス4mass%+プロパン0.5vol%)として固体燃料と希釈プロパンガスを併用した場合には、カルシウムフェライトが安定して生成していることがわかる。そして、このことが、被還元性の向上と冷間強度の増加をもたらしているものと考えられる。
FIG. 41 shows the result of investigating the composition ratio of the mineral phase in the product sintered ore by the powder X-ray diffraction method. From this figure, it is understood that calcium ferrite is stably generated when solid fuel and diluted propane gas are used in combination with a constant input heat amount (
図42は、プロパンガスの吹き込み有無による、成品焼結鉱の見掛け比重の変化を、また、図43は、プロパンガスの吹き込み有無による、水銀圧入式ポロシメーターによる0.5mm以下の気孔径分布の変化を測定した結果を示すものである。図42より、希釈されたプロパンガスの吹込みにより、見掛け比重が大きくなっていることがわかる。これは、プロパンガス吹込みにより、造粒粒子の外側からも加熱される結果、融液の流動が促進されて、0.5mm以上の気孔率が低下するためと考えられ、その結果、冷間強度が向上する。また、図43より、投入熱量一定として希釈プロパンガスを吹き込むことにより、0.5mm以下の気孔径の割合が増加していることがわかる。これは、焼結原料粒子中の熱源が減少することで、被還元性に影響を及ぼす鉱石由来の500μm以下の微細気孔が残留しやすくなったためであり、その結果、高被還元性焼結鉱の製造が可能となる。 FIG. 42 shows the change in apparent specific gravity of the product sintered ore depending on whether or not propane gas is blown. FIG. 43 shows the change in pore size distribution of 0.5 mm or less by a mercury intrusion porosimeter depending on whether or not propane gas is blown. The result of having measured is shown. From FIG. 42, it can be seen that the apparent specific gravity is increased by the injection of diluted propane gas. This is considered to be because the flow of the melt is promoted as a result of heating from the outside of the granulated particles by blowing propane gas, and the porosity of 0.5 mm or more is lowered. Strength is improved. Further, FIG. 43 shows that the ratio of the pore diameter of 0.5 mm or less is increased by injecting diluted propane gas with a constant input heat amount. This is because fine pores of 500 μm or less derived from ore that affect the reducibility easily remain due to a decrease in the heat source in the sintering raw material particles, and as a result, a highly reducible sintered ore. Can be manufactured.
図44は、焼結燃料として、コークスのみを使用した場合(a)とコークスと希釈気体燃料を併用した場合(b)の焼結挙動を模式図に比較して示したものである。この図に示すように、従来のコークスのみを使用する焼結では、粉コークス燃焼によって擬似粒子内部から加熱していたが、本発明のように、コークス+気体燃料の併用方法では、気体燃料の燃焼により擬似粒子外部からも加熱されるため、鉱石内の微細気孔が残留しやすくなり、RDIが低い割に、還元率(RI)を高くすることができる。 FIG. 44 shows a comparison of the sintering behavior in the case where only coke is used as the sintered fuel (a) and in the case where coke and diluted gas fuel are used in combination (b) in comparison with the schematic diagram. As shown in this figure, in the conventional sintering using only coke, it was heated from the inside of pseudo particles by powder coke combustion. However, in the combined method of coke and gaseous fuel as in the present invention, the gaseous fuel is heated. Since it is also heated from the outside of the pseudo particles by combustion, the fine pores in the ore are likely to remain, and the reduction rate (RI) can be increased for a low RDI.
図45は、希釈した気体燃料を吹き込むことによる焼結鉱中の気孔分布の変化を模式的に示したものである。この図に示すとおり、焼結鉱の生産性を向上するには、歩留と冷間強度に影響を及ぼす0.5〜5mm径の気孔の合体を促進してその数を減少させること、および、通気性に影響を及ぼす5mm径以上の気孔の割合を増加させることが有効である。また、焼結鉱の被還元性の向上には、主に鉄鉱石中に存在する0.5mm以下の微細気孔を多く残留させた気孔構造とすることが望ましい。この点、本発明によれば、希釈した気体燃料吹込みにより、理想的な焼結鉱の気孔構造に近づけることが可能であると考えられる。 FIG. 45 schematically shows a change in pore distribution in the sintered ore by blowing in diluted gas fuel. As shown in this figure, to improve the productivity of sintered ore, promote the coalescence of 0.5-5mm diameter pores affecting yield and cold strength, and reduce the number thereof, and It is effective to increase the ratio of pores having a diameter of 5 mm or more that affects air permeability. Further, in order to improve the reducibility of the sintered ore, it is desirable to have a pore structure in which a large number of fine pores of 0.5 mm or less mainly existing in the iron ore remain. In this respect, according to the present invention, it is considered that it is possible to approach an ideal sintered ore pore structure by dilute gaseous fuel injection.
図46は、所望の冷間強度を維持するための限界コークス比を把握する試験の結果を示すものである。ここで、上記限界コークス比とは、シャッター強度(SI)が、希釈されたプロパンガス不使用の場合に得られる最大値(73%)と同等となるコークス添加量と定義する。この図に示すように、希釈された0.5vol%のプロパンガス吹込みにより、現状と同じ冷間強度(シャッター強度73%)を得ることができるコークス比は、図46(a)に示すように、5mass%から3mass%に低減(約20kg/t)している。また、図46(b)、(c)に示すように、74%の歩留りおよび1.86t/hr・m2の生産率を得るためのコークス比は、それぞれ5mass%から3.5mass%に低下していることがわかる。 FIG. 46 shows the result of a test for grasping the critical coke ratio for maintaining a desired cold strength. Here, the limit coke ratio is defined as a coke addition amount at which the shutter intensity (SI) is equivalent to the maximum value (73%) obtained when the diluted propane gas is not used. As shown in FIG. 46, the coke ratio at which the same cold strength (shutter strength 73%) as that of the present state can be obtained by blowing 0.5% by volume of diluted propane gas is as shown in FIG. 46 (a). Furthermore, the mass is reduced from 5 mass% to 3 mass% (about 20 kg / t). In addition, as shown in FIGS. 46B and 46C, the coke ratio for obtaining a yield of 74% and a production rate of 1.86 t / hr · m 2 is reduced from 5 mass% to 3.5 mass%, respectively. You can see that
以上説明したところから明らかなように、本発明は、パレットの進行に伴って、燃焼・溶融帯が装入層の表層から下層へ移る間に、含有する炭材量に応じて適切に希釈された気体燃料を、適所を選んで供給することにより、装入層内の燃焼・溶融帯の機能を拡大するような作用を生じさせることができ、焼結鉱の品質改善、生産性の向上を図ることができる。 As is apparent from the above description, the present invention is appropriately diluted according to the amount of carbon material contained while the combustion / melting zone moves from the surface layer to the lower layer of the charging layer as the pallet progresses. By selecting and supplying the appropriate gaseous fuel, it is possible to create an action that expands the function of the combustion / melting zone in the charging layer, improving the quality and productivity of the sintered ore. Can be planned.
図20に示す試験鍋を用いて、気体燃料として、1〜2.5vol%に希釈したコークス炉ガス(Cガス)を用い、その他の条件は前述した実験条件(0095段落)と同一として、炭材(コークス)を5mass%含む焼結原料の焼結鍋試験を行った。その結果を図47に示す。この図に示すとおり、本発明法に従い希釈したCガスを使用するときは、Cガスの濃度を上げると、燃焼帯の幅(厚さ)の拡大が顕著で、しかも歩留りや生産率が向上すると共に、冷間強度(SI)も改善できることがわかった。 Using the test pan shown in FIG. 20, coke oven gas (C gas) diluted to 1 to 2.5 vol% was used as the gaseous fuel, and the other conditions were the same as the experimental conditions described above (0095 paragraph). The sintering pot test of the sintering raw material containing 5 mass% of materials (coke) was conducted. The result is shown in FIG. As shown in this figure, when C gas diluted according to the method of the present invention is used, if the concentration of C gas is increased, the width (thickness) of the combustion zone is significantly increased, and the yield and production rate are improved. It was also found that the cold strength (SI) can be improved.
希釈気体燃料として、0.02〜0.5vol%に希釈したプロパンガスを用い、その他の条件は、実施例1と同一条件として、炭材(コークス)を5mass%含む焼結原料の焼結鍋試験を行った。その結果を図48に示す。この図から、本発明法に従い希釈したプロパンガスを使用するときには、そのプロパンガスの濃度を上げると、燃焼帯の幅(厚さ)の拡大が顕著で、しかも歩留りや生産率が向上すると共に、冷間強度(SI)も改善できることがわかった。 A propane gas diluted to 0.02 to 0.5 vol% is used as the diluted gas fuel, and the other conditions are the same as in Example 1, and a sintering raw material sintering pot containing 5 mass% of carbonaceous material (coke). A test was conducted. The results are shown in FIG. From this figure, when using propane gas diluted according to the method of the present invention, if the concentration of the propane gas is increased, the width (thickness) of the combustion zone is significantly increased, and the yield and production rate are improved. It was found that the cold strength (SI) can also be improved.
図20に示す試験鍋を用いて、表15に示したように、粉コークスの含有量(外数)を4.9mass%と4.8mass%の2水準に変化させた焼結原料からなる装入層中に、鍋の上方から、クーラー排ガスで濃度を1.0vol%と2.0vol%(対空気)の2水準に希釈したコークス炉ガス(Cガス)を吹き込み、焼結鍋試験(No.2〜7)を行った。また、比較例として、粉コークスの含有量(外数)を5.0mass%とし、希釈ガスを吹き込まない例(No.1)についても同様に焼結鍋試験を行った。なお、この実施例においては、試験鍋に装入した焼結原料は、全厚を600mmとし、その上層部の400mmには、上記粉コークスを含む焼結原料を積層し、その下層の200mmには返鉱を積層した。 Using the test pan shown in FIG. 20, as shown in Table 15, the content (external number) of the powdered coke was changed to two levels of 4.9 mass% and 4.8 mass%, and was composed of a sintered raw material. Coke oven gas (C gas) diluted with two levels of 1.0 vol% and 2.0 vol% (against air) with cooler exhaust gas was blown into the bed from above the pot, and the sintering pot test (No. .2-7). In addition, as a comparative example, the sintering pot test was similarly performed on an example (No. 1) in which the content (outside number) of the powder coke was 5.0 mass% and the dilution gas was not blown. In this example, the sintering raw material charged in the test pan had a total thickness of 600 mm, and the upper layer portion of 400 mm was laminated with the sintering raw material containing the above powder coke, and the lower layer was 200 mm. Laminated return ore.
また、上記希釈したCガスの吹き込みは、燃焼・溶融帯の位置が装入層表面から100〜200mm、200〜300mm、300〜400mmのそれぞれの位置にあるときに、吸引圧力1200mmH2O(差圧1000mmH2O)で装入層中に導入した。なお、上記希釈Cガスの吹込み位置は、DL焼結機の全長を80mとしたとき、吹込み位置100〜200mmの場合は、80(m)×100〜200/600(mm)=13.3〜26.6(m)の位置、つまり、パレット進行方向に向かって、パレットの移動起点から13.3〜26.6mの間に、長さ13.3mの気体燃料供給装置を設置して希釈気体燃料を吹き込み、焼結操業を行った例に相当する。同様に、吹込み位置200〜300mmの場合は、パレットの移動起点から26.6〜39.9mの位置に、長さが13.3mの気体燃料供給装置を設置して焼結操業を行った例に、吹込み位置300〜400mmの場合は、パレットの移動起点から39.9〜53.2mの位置に、長さが13.3mの気体燃料供給装置を設置して焼結操業を行った例に相当する。 The diluted C gas is injected when the combustion / melting zone is at a position of 100 to 200 mm, 200 to 300 mm, or 300 to 400 mm from the charged layer surface, and the suction pressure is 1200 mmH 2 O (difference). The pressure was introduced into the charging layer at 1000 mm H 2 O). The dilution C gas is injected at a position where the total length of the DL sintering machine is 80 m. When the injection position is 100 to 200 mm, 80 (m) × 100 to 200/600 (mm) = 13. A gaseous fuel supply device having a length of 13.3 m is installed between 13.3 and 26.6 m from the movement starting point of the pallet toward the position of 3 to 26.6 (m), that is, in the pallet traveling direction. This corresponds to an example in which a diluted gas fuel is injected and a sintering operation is performed. Similarly, in the case of the blowing position of 200 to 300 mm, the gas fuel supply device having a length of 13.3 m was installed at the position of 26.6 to 39.9 m from the movement starting point of the pallet, and the sintering operation was performed. For example, in the case of a blowing position of 300 to 400 mm, a gas fuel supply device having a length of 13.3 m was installed at a position of 39.9 to 53.2 m from the movement starting point of the pallet, and the sintering operation was performed. It corresponds to an example.
表16は、上記焼結鍋試験の結果を示すものである。この結果から、気体燃料を吹き込まない比較例のNo.1に比べ、気体燃料を吹き込む本発明例のNo.2〜No.7は、いずれも焼結鉱の冷間強度(SI強度)や歩留りが向上しており、とくに、気体燃料の吹込み位置が装入層の中段以降であるNo.3、4、6、7の例において改善が著しいことがわかる。また、コークス量を4.9mass%とし、Cガス濃度を1vol%とした条件において、生産率が最も高くなることがわかった。また、焼結鉱の品質に及ぼす希釈気体燃料の吹き込み(供給)位置の影響については、還元率(RI)、還元粉化率(RDI)ともに、燃焼・溶融帯の位置が装入層表面から200〜300mmの中段位置にある時に気体燃料の供給を行うことが最も効果的であることがわかった。 Table 16 shows the results of the sintering pot test. From this result, No. of the comparative example which does not blow gaseous fuel. No. 1 of the present invention in which gaseous fuel is blown compared to No. 1. 2-No. No. 7 has improved cold strength (SI strength) and yield of sintered ore, and in particular, No. 7 in which the gaseous fuel injection position is after the middle stage of the charging layer. It can be seen that the improvement is remarkable in the examples of 3, 4, 6, and 7. It was also found that the production rate was the highest under the conditions where the coke amount was 4.9 mass% and the C gas concentration was 1 vol%. As for the influence of the diluted gas fuel injection (supply) position on the quality of the sintered ore, the position of the combustion / melting zone from both the reduction rate (RI) and the reduced powdering rate (RDI) It has been found that it is most effective to supply gaseous fuel when it is in the middle position of 200 to 300 mm.
本発明に係る焼結鉱の製造方法を、日産2万トン規模のDL型焼結機に適用した。使用したDL焼結機の機長は、点火炉から排鉱部までが90mであり、この焼結機の点火炉の後方約30mの位置には、装入層上方500mmの高さに、長さ(パレット進行方向)15mの気体燃料供給パイプをパレット進行方向に沿って平行に9本配設し、そのパイプのそれぞれには、下方に向けて気体燃料を噴出するノズルを100mm間隔で149個取り付けた(合計1341個)構造の気体燃料供給装置を設置し、そのノズルから気体燃料として都市ガスを、高速で大気中に吐出させて、都市ガス濃度が0.8vol%の希釈気体燃料として装入層上に供給した。なお、装入層の全厚を600mm(但し、上層400mmには粉コークスを4.2mass%含有する焼結原料)積層し、上記気体燃料の供給位置は、燃焼・溶融帯が200〜300mmの位置に存在するときに相当する。上記のようにして供給した希釈気体燃料は、焼結機パレット下方のウインドボックスの吸引負圧制御により、装入層中に吸引・導入され、焼結層を通して上記位置に存在する燃焼・溶融帯で燃焼される。なお、このときのCガス使用量は3000m3(標準状態)/hrであった。
The method for producing sintered ore according to the present invention was applied to a DL type sintering machine having a daily scale of 20,000 tons. The length of the DL sintering machine used was 90 m from the ignition furnace to the discharge section, and at a position of about 30 m behind the ignition furnace of this sintering machine, the length was 500 mm above the charging layer. (Pallet traveling direction) Nine 15m gaseous fuel supply pipes are arranged in parallel along the pallet traveling direction, and 149 nozzles for ejecting gaseous fuel downward are attached to each of the pipes at intervals of 100mm. In addition, a gas fuel supply device with a structure of 1341 was installed, city gas was discharged from the nozzle as gas fuel into the atmosphere at high speed, and charged as diluted gas fuel with a city gas concentration of 0.8 vol% Feeded on layer. The total thickness of the charging layer is 600 mm (however, the
この実機焼結機による操業の結果、得られた焼結鉱のタンブラー強度(TI)は、全体として通常操業のときよりも約3%向上し、還元粉化性(RDI)は通常操業のときよりも約3%改善し、還元率(RI)も通常操業のときより約4%改善された。しかも、生産率は0.03t/hr・m2増加し、本発明の効果を確認することができた。 As a result of operation with this actual sintering machine, the tumbler strength (TI) of the obtained sintered ore is improved by about 3% as compared with the normal operation as a whole, and the reduced dusting property (RDI) is in the normal operation. The reduction rate (RI) was improved by about 4% from the normal operation. Moreover, the production rate increased by 0.03 t / hr · m 2 , confirming the effect of the present invention.
本発明の技術は、製鉄用、とくに高炉用原料として使われる焼結鉱の製造技術として有用であるが、その他の鉱石塊成化技術としても利用することができる。 The technique of the present invention is useful as a technique for producing sintered ore used as a raw material for iron making, particularly as a blast furnace, but can also be used as another ore agglomeration technique.
1 原料ホッパー
2 ドラムミキサー
3 ロータリーキルン
4、5 サージホッパー
6 ドラムフィーダー
7 切り出しシュート
8 パレット
9 装入層
10 点火炉
11 ウインドボックス
12 気体燃料供給装置
DESCRIPTION OF
Claims (28)
上記装入層表面の炭材に点火炉で点火する点火工程と、
上記装入層上方で大気中に気体燃料を噴出して燃焼下限濃度以下の希釈気体燃料とする気体燃料供給工程と、
上記希釈気体燃料と空気とをパレット下に配設されたウインドボックスで吸引して装入層内に導入し、装入層内において希釈気体燃料と炭材を燃焼させて焼結ケーキを生成する焼結工程とを有する焼結鉱の製造方法において、
上記気体燃料供給工程では、気体燃料を気体燃料供給手段の噴出口から吹き消え現象が起こる流速で噴出させると共に、
上記焼結工程では、希釈気体燃料の供給量や濃度および焼結原料中の炭材量を変化させて、装入層内の温度が1200℃以上に保持される高温域保持時間の延長を図ると共に、最高到達温度を1200〜1380℃の範囲に保持することを特徴とする焼結鉱の製造方法。 A charging step of charging a sintered raw material including fine ore and carbonaceous material onto a circulating pallet to form a charging layer;
An ignition step of igniting the charcoal material on the surface of the charging layer with an ignition furnace;
A gaseous fuel supply step in which gaseous fuel is jetted into the atmosphere above the charging layer to form a diluted gaseous fuel having a concentration lower than the lower limit of combustion;
The diluted gas fuel and air are sucked in a wind box disposed under the pallet and introduced into the charging layer, and the diluted gas fuel and the carbonaceous material are burned in the charging layer to produce a sintered cake. In a method for producing a sintered ore having a sintering step,
In the gaseous fuel supply step , the gaseous fuel is ejected from the ejection port of the gaseous fuel supply means at a flow velocity at which a blow-off phenomenon occurs ,
In the sintering step, the supply amount and concentration of the diluted gas fuel and the amount of carbonaceous material in the sintered raw material are changed to extend the high temperature region holding time in which the temperature in the charging layer is maintained at 1200 ° C. or higher. And the manufacturing method of the sintered ore characterized by hold | maintaining the highest achieved temperature in the range of 1200-1380 degreeC .
上記装入層表面の炭材に点火する点火炉と、
上記装入層上辺の空気中に、気体燃料を噴出して燃焼下限濃度以下の希釈気体燃料とする気体燃料供給装置と、
上記希釈気体燃料と空気とをパレット下で吸引して装入層内に導入するウインドボックスとを備える焼結機において、
上記気体燃料供給装置は、開口径:3mmφ未満の噴出口を有する気体燃料供給パイプを配設してなるものであることを特徴とする焼結機。 A raw material supply device for charging a sintered raw material containing fine ore and carbonaceous material on a circulating pallet to form a charging layer;
An ignition furnace for igniting the carbon material on the surface of the charging layer;
In the air on the upper side of the charging layer, a gaseous fuel supply device that jets gaseous fuel to make diluted gaseous fuel below the lower combustion limit concentration; and
In a sintering machine comprising a wind box for sucking the diluted gas fuel and air under the pallet and introducing it into the charging layer,
The said gaseous fuel supply apparatus arrange | positions the gaseous fuel supply pipe which has a jet nozzle whose opening diameter is less than 3 mmphi, The sintering machine characterized by the above-mentioned.
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008212760A JP4735682B2 (en) | 2008-08-21 | 2008-08-21 | Method for producing sintered ore and sintering machine |
| BRPI0823086A BRPI0823086A2 (en) | 2008-08-21 | 2008-12-02 | Method for producing sintered ore and sintering machine |
| CN2008801308309A CN102131941B (en) | 2008-08-21 | 2008-12-02 | Process for producing sintered ore and sintering machine |
| PCT/JP2008/072223 WO2010021065A1 (en) | 2008-08-21 | 2008-12-02 | Process for producing sintered ore and sintering machine |
| AU2008360794A AU2008360794B8 (en) | 2008-08-21 | 2008-12-02 | Method for producing sintered ore and sintering machine |
| TW097146732A TWI409339B (en) | 2008-08-21 | 2008-12-02 | Sintering method and sintering machine |
| EP08876783.5A EP2322675B1 (en) | 2008-08-21 | 2008-12-02 | Process for producing sintered ore and sintering machine |
| KR1020117005604A KR101387811B1 (en) | 2008-08-21 | 2008-12-02 | Process for producing sintered ore and sintering machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008212760A JP4735682B2 (en) | 2008-08-21 | 2008-08-21 | Method for producing sintered ore and sintering machine |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010047801A JP2010047801A (en) | 2010-03-04 |
| JP2010047801A5 JP2010047801A5 (en) | 2011-01-20 |
| JP4735682B2 true JP4735682B2 (en) | 2011-07-27 |
Family
ID=41706959
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008212760A Active JP4735682B2 (en) | 2008-08-21 | 2008-08-21 | Method for producing sintered ore and sintering machine |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP2322675B1 (en) |
| JP (1) | JP4735682B2 (en) |
| KR (1) | KR101387811B1 (en) |
| CN (1) | CN102131941B (en) |
| AU (1) | AU2008360794B8 (en) |
| BR (1) | BRPI0823086A2 (en) |
| TW (1) | TWI409339B (en) |
| WO (1) | WO2010021065A1 (en) |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4009851B2 (en) | 2002-05-20 | 2007-11-21 | セイコーエプソン株式会社 | Projection-type image display system, projector, program, information storage medium, and image projection method |
| JP5699453B2 (en) * | 2010-06-02 | 2015-04-08 | Jfeスチール株式会社 | Sintering machine and method for producing sintered ore |
| WO2013145515A1 (en) * | 2012-03-29 | 2013-10-03 | Jfeスチール株式会社 | Sintering machine ignition apparatus and sintering machine |
| KR20140145629A (en) | 2012-06-13 | 2014-12-23 | 제이에프이 스틸 가부시키가이샤 | Method for manufacturing sintered ore |
| KR20150036547A (en) * | 2012-07-18 | 2015-04-07 | 제이에프이 스틸 가부시키가이샤 | Gaseous fuel supply apparatus for sintering machine |
| JP5561443B2 (en) * | 2012-07-18 | 2014-07-30 | Jfeスチール株式会社 | Method for producing sintered ore |
| KR20150059784A (en) | 2012-11-20 | 2015-06-02 | 제이에프이 스틸 가부시키가이샤 | Oxygen-gas fuel supply device for sintering machine |
| KR101461580B1 (en) * | 2013-12-23 | 2014-11-17 | 주식회사 포스코 | Apparatus for manufacturing sintered ore and method for manufacturing sintered ore using the same |
| CN104006403B (en) * | 2014-05-29 | 2016-08-17 | 马钢(集团)控股有限公司 | A kind of gas dilution devices and methods therefor |
| CN106468431A (en) * | 2015-08-21 | 2017-03-01 | 上海梅山钢铁股份有限公司 | Solve the method that fuel gas assisted sintering catches fire and gas nozzle blocks |
| CN107782145B (en) * | 2016-08-29 | 2019-11-29 | 中冶长天国际工程有限责任公司 | A kind of blowing assisted sintering method multidirectional pipe row's formula blowing device and its blowing method |
| CN107796222B (en) * | 2016-08-29 | 2019-09-13 | 中冶长天国际工程有限责任公司 | A kind of assisted sintering multiple rows of synchronous rotary blowing device and its blowing method |
| CN107782144B (en) * | 2016-08-29 | 2019-08-13 | 中冶长天国际工程有限责任公司 | A kind of intracavity blowing device and sintering equipment |
| DE102016116645A1 (en) * | 2016-09-06 | 2017-10-26 | Outotec (Finland) Oy | sinter cooler |
| CN108088398B (en) * | 2016-11-23 | 2020-03-17 | 中冶长天国际工程有限责任公司 | Combustion measuring device and method for injection-assisted sintering method |
| CN108085482A (en) * | 2016-11-23 | 2018-05-29 | 中冶长天国际工程有限责任公司 | A kind of blowing device and its sintering process for strengthening edge sintering |
| CN109612276A (en) * | 2016-11-29 | 2019-04-12 | 安徽工业大学 | A kind of encapsulating method of cold bed pallet bottom inside dynamic sealing device |
| CN110325654A (en) * | 2017-02-16 | 2019-10-11 | 杰富意钢铁株式会社 | The manufacturing method of sinter |
| EP3372935A1 (en) * | 2017-03-08 | 2018-09-12 | Paul Wurth S.A. | Conveying device for bulk material |
| EP3617334B1 (en) * | 2017-04-27 | 2021-09-08 | JFE Steel Corporation | Method for manufacturing sintered ore |
| JP7099258B2 (en) | 2018-06-25 | 2022-07-12 | 日本製鉄株式会社 | Method of manufacturing sinter using DL type sinter and DL type sinter |
| CN109207739B (en) * | 2018-09-17 | 2019-12-24 | 中南大学 | Method for producing iron-making furnace burden by resource utilization of zinc-containing metallurgical dust |
| CN109526305B (en) * | 2018-11-21 | 2021-05-04 | 广东海洋大学 | Experiment table for screening saline-alkali resistant germplasm of rice |
| CN110055361B (en) * | 2019-06-10 | 2020-12-01 | 成渝钒钛科技有限公司 | Coke oven blast furnace application technique |
| EP3904544A1 (en) * | 2020-04-30 | 2021-11-03 | Primetals Technologies Austria GmbH | Method for adjusting a permeability of a sintered good |
| CN111860240B (en) * | 2020-07-07 | 2022-08-02 | 内蒙古科技大学 | Method and system for detecting offset fault of side plate of trolley of chain grate |
| CN112048617B (en) * | 2020-09-08 | 2021-08-31 | 中南大学 | Liquid-gas two-phase medium coupling partition blowing sintering method and blowing device |
| CN115216625B (en) * | 2021-11-22 | 2023-06-23 | 中冶长天国际工程有限责任公司 | Method for assisting sintering by gas periodic interval injection |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008095170A (en) * | 2005-10-31 | 2008-04-24 | Jfe Steel Kk | Method for producing sintered ore and sintering machine therefor |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4627126B1 (en) * | 1967-05-17 | 1971-08-06 | ||
| FR2195688A1 (en) * | 1972-08-11 | 1974-03-08 | Siderurgie Fse Inst Rech | Introducing gaseous fuel into sinter mixt - without danger of igniting the fuel before it reaches the sinter bed |
| JPS5518585A (en) | 1978-07-27 | 1980-02-08 | Sumitomo Metal Ind Ltd | Manufacture of sintered ore |
| JPS5651536A (en) * | 1979-09-29 | 1981-05-09 | Sumitomo Metal Ind Ltd | Manufacture of sintered ore |
| FR2515686A1 (en) * | 1981-11-02 | 1983-05-06 | Siderurgie Fse Inst Rech | METHOD OF AGGLOMERATION ON IRON ORE GRID AND INSTALLATION FOR IMPLEMENTATION |
| JPS60155626A (en) | 1984-01-24 | 1985-08-15 | Sumitomo Metal Ind Ltd | Treatment of waste gas from sintering machine |
| JPH05311257A (en) * | 1992-05-11 | 1993-11-22 | Nippon Steel Corp | Production of sintered ore |
| JP4650106B2 (en) * | 2005-05-31 | 2011-03-16 | Jfeスチール株式会社 | Sintering apparatus and sintering method |
| EP1956101B1 (en) * | 2005-10-31 | 2012-08-15 | JFE Steel Corporation | Process for producing sintered ore |
| CN101004261A (en) * | 2007-01-10 | 2007-07-25 | 王梓骥 | Technical method for implementing continuous ignition at local multiple points |
| JP4735660B2 (en) * | 2007-04-27 | 2011-07-27 | Jfeスチール株式会社 | Method for producing sintered ore and sintering machine |
| CN101144117A (en) * | 2007-10-15 | 2008-03-19 | 莱芜钢铁集团有限公司 | Oxygen-enriched sintering technique |
-
2008
- 2008-08-21 JP JP2008212760A patent/JP4735682B2/en active Active
- 2008-12-02 AU AU2008360794A patent/AU2008360794B8/en active Active
- 2008-12-02 WO PCT/JP2008/072223 patent/WO2010021065A1/en active Application Filing
- 2008-12-02 CN CN2008801308309A patent/CN102131941B/en active Active
- 2008-12-02 TW TW097146732A patent/TWI409339B/en active
- 2008-12-02 BR BRPI0823086A patent/BRPI0823086A2/en active IP Right Grant
- 2008-12-02 KR KR1020117005604A patent/KR101387811B1/en active IP Right Grant
- 2008-12-02 EP EP08876783.5A patent/EP2322675B1/en active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008095170A (en) * | 2005-10-31 | 2008-04-24 | Jfe Steel Kk | Method for producing sintered ore and sintering machine therefor |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101387811B1 (en) | 2014-04-21 |
| TW201009090A (en) | 2010-03-01 |
| BRPI0823086A2 (en) | 2016-11-08 |
| AU2008360794A1 (en) | 2010-02-25 |
| TWI409339B (en) | 2013-09-21 |
| AU2008360794B8 (en) | 2013-03-28 |
| AU2008360794B2 (en) | 2013-03-07 |
| CN102131941A (en) | 2011-07-20 |
| WO2010021065A1 (en) | 2010-02-25 |
| EP2322675A4 (en) | 2016-07-27 |
| EP2322675A1 (en) | 2011-05-18 |
| KR20110042353A (en) | 2011-04-26 |
| JP2010047801A (en) | 2010-03-04 |
| CN102131941B (en) | 2013-07-17 |
| EP2322675B1 (en) | 2018-03-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4735682B2 (en) | Method for producing sintered ore and sintering machine | |
| JP4735660B2 (en) | Method for producing sintered ore and sintering machine | |
| JP5458560B2 (en) | Sintering machine | |
| JP5359011B2 (en) | Sintering machine | |
| JP5428193B2 (en) | Method for producing sintered ore and sintering machine | |
| JP5544784B2 (en) | Sintering machine | |
| JP5499462B2 (en) | Method for producing sintered ore and sintering machine | |
| JP2008095170A (en) | Method for producing sintered ore and sintering machine therefor | |
| JP5544792B2 (en) | Sintering machine | |
| JP5359012B2 (en) | Sintering machine and operation method thereof | |
| JP5691250B2 (en) | Method for producing sintered ore | |
| JP5428195B2 (en) | Sintering machine | |
| JP5439981B2 (en) | Method for producing sintered ore | |
| JP5444957B2 (en) | Method for producing sintered ore and sintering machine | |
| JP2010047812A (en) | Method for operating sintering machine for blowing dilute gaseous fuel, and the same machine | |
| JP5504619B2 (en) | Method for producing sintered ore | |
| JP5614012B2 (en) | Sintering machine | |
| JP5581582B2 (en) | Sintering machine | |
| JP5682099B2 (en) | Method for producing sintered ore | |
| JP5428196B2 (en) | Method for producing sintered ore and sintering machine | |
| JP5428194B2 (en) | Sintering machine | |
| JP2011168826A (en) | Sintering machine and operation method of sintering machine | |
| JP2010078303A (en) | Sintering machine | |
| JP5439982B2 (en) | Method for producing sintered ore | |
| JP5453788B2 (en) | Method for producing sintered ore |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100217 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101027 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20101027 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101111 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101115 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20101118 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110301 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110307 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110329 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110411 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4735682 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140513 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |