JP4551646B2 - Plastic lens and optical pickup device - Google Patents
Plastic lens and optical pickup device Download PDFInfo
- Publication number
- JP4551646B2 JP4551646B2 JP2003390154A JP2003390154A JP4551646B2 JP 4551646 B2 JP4551646 B2 JP 4551646B2 JP 2003390154 A JP2003390154 A JP 2003390154A JP 2003390154 A JP2003390154 A JP 2003390154A JP 4551646 B2 JP4551646 B2 JP 4551646B2
- Authority
- JP
- Japan
- Prior art keywords
- marking
- objective lens
- lens
- optical pickup
- flange
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 230000003287 optical effect Effects 0.000 title claims description 86
- 239000004033 plastic Substances 0.000 title claims description 28
- 229920003023 plastic Polymers 0.000 title claims description 28
- 238000004519 manufacturing process Methods 0.000 claims description 21
- 230000002093 peripheral effect Effects 0.000 claims description 12
- 238000001746 injection moulding Methods 0.000 claims description 11
- 239000011347 resin Substances 0.000 claims description 9
- 229920005989 resin Polymers 0.000 claims description 9
- 239000000853 adhesive Substances 0.000 claims description 7
- 230000001070 adhesive effect Effects 0.000 claims description 7
- 239000000463 material Substances 0.000 claims description 4
- 238000000465 moulding Methods 0.000 description 14
- 238000000034 method Methods 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000007517 polishing process Methods 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000003908 quality control method Methods 0.000 description 1
- 230000011218 segmentation Effects 0.000 description 1
- 238000001721 transfer moulding Methods 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
Images






Landscapes
- Lens Barrels (AREA)
- Optical Head (AREA)
Description
本発明は、カメラや光ディスク装置等の光学素子に用いられるプラスチックレンズ及びプラスチックレンズを搭載した光ピックアップ装置に関する。 The present invention relates to a plastic lens used for an optical element such as a camera or an optical disk device, and an optical pickup device equipped with the plastic lens.
近年、デジタルカメラやCD、DVD等の光学記録媒体に種々の情報を記録し、再生する光ディスク装置が広く普及している。例えば、この光ディスク装置は、光学記録媒体に記録された情報を読み取る光ピックアップ装置を備えている。光ピックアップ装置は、光源からの光を光学記録媒体に集光させるためのピックアップレンズを備えている。 In recent years, optical disk apparatuses that record and reproduce various information on optical recording media such as digital cameras, CDs, and DVDs have become widespread. For example, the optical disc apparatus includes an optical pickup device that reads information recorded on an optical recording medium. The optical pickup device includes a pickup lens for condensing light from a light source onto an optical recording medium.
ピックアップレンズは、一般にポリオレフィン系樹脂やアクリル系樹脂等のプラスチックや、ガラスを成形することにより製造される。プラスチック製のピックアップレンズは、成形金型を用いた射出成形やトランスファ成形等により製造される。例えば、射出成形では、ゲートから金型内のキャビティに樹脂を流し込み、そして、この樹脂を冷却することにより、ピックアップレンズを製造する。 The pickup lens is generally manufactured by molding a plastic such as polyolefin resin or acrylic resin, or glass. A plastic pickup lens is manufactured by injection molding or transfer molding using a molding die. For example, in injection molding, a pickup lens is manufactured by pouring a resin from a gate into a cavity in a mold and cooling the resin.
他方、この種のプラスチックレンズは、製品単価を下げるために大量生産が行われる。そのため、複数のキャビティを有する成形金型を用いて同時に複数のレンズが製造される。例えば、8個のキャビティを有する成形金型が用いられ、同時に8個のレンズが製造される。この場合、それぞれのキャビティにおいて同一の品質を有するレンズが製造されることが望ましいが、現実的には品質にばらつきが発生する場合がある。また、成形金型毎および成形機毎にも製造品質にばらつきが発生する場合がある。 On the other hand, this type of plastic lens is mass-produced in order to lower the product unit price. Therefore, a plurality of lenses are manufactured simultaneously using a molding die having a plurality of cavities. For example, a molding die having eight cavities is used, and eight lenses are manufactured at the same time. In this case, it is desirable that lenses having the same quality are manufactured in the respective cavities, but in reality, variations in quality may occur. In addition, there may be variations in manufacturing quality for each molding die and each molding machine.
尚、プラスチックレンズにマーキングを施す技術は、例えば特許文献1に開示されているが、この例はレンズ面を区別するためこば部の一面側に印刷、塗布あるいは蒸着によりマーキングとなるコーティング膜を設けたものである。従って、レンズとマーキングは同一の材質ではないため、この方法では射出成形によってレンズを作成する場合、成形時とは別にマーキングの形成工程を設ける必要がある。
The technique for marking plastic lenses is disclosed in, for example,
一方、特許文献2に開示された技術は、フランジ面に凸または凹を設けて樹脂の注入位置を示すものであるが、製造方法、成形金型については何ら記載されておらず、さらに、凸凹はフランジ面の上面にあるので、机上においた時やハンドリング等によりマーキングが削れたり、汚れたりしやすく、マーキングの情報がうまく伝わらないおそれがある。
On the other hand, the technique disclosed in
また、特許文献2に開示されたマーキングは、ゲートの位置合わせのためのものであり、生産工程において、レンズを識別するためや、来歴管理するためのものではない。これは、当該文献に開示されたマーキングが一箇所にのみ設けられており、複数のレンズにおいて個々のレンズを識別することができないことからも自明である。
The marking disclosed in
また、特許文献2の図5に示された構成例における凸形状のマーキングは、フランジ面上端から0.1〜0.5mm分突出したものである。従って、凸部のある側を載置した場合の安定性が劣るとともに、凸形状のマーキングは他の部材と接触して削れ、マーキングが消滅してしまうという問題点が発生しうる。フランジ上端に設けられたこのようなサイズの凹形状内には異物類が溜まり視認性が悪くなるので、フランジ面とは別にマーキング自体が視認可能で他の部材と接触しない構造が望まれる。
このように、成形金型を用いたレンズの製造方法では、成形金型やキャビティ毎に品質にばらつきが発生する場合がある。そのため、品質管理、製造管理上、また光学装置に組み込まれた後のレンズの来歴管理のために、レンズ自体に成形金型やキャビティ等の製造治具あるいは製造ラインを容易に識別するためのマーキングを施すことが望まれる。しかしながら、レンズは光学部品であり、光学部品として要求される性能を低下させるような態様でマーキングを形成することはできない。例えば、レンズの中央部には光学機能部分が形成されているが、この光学機能部分に施すことは光学機能に支障をきたすため好ましくない。 As described above, in the method of manufacturing a lens using a molding die, there may be variations in quality for each molding die or cavity. Therefore, for quality control, manufacturing control, and management of the history of the lens after being incorporated into an optical device, marking for easily identifying a manufacturing jig such as a molding die or a cavity or a manufacturing line on the lens itself. It is desirable to apply. However, the lens is an optical component, and the marking cannot be formed in such a manner as to reduce the performance required for the optical component. For example, an optical function part is formed at the center of the lens. However, it is not preferable to apply this optical function part to the optical function because it impedes the optical function.
また、マーキングが他の部材との摺動により破損すると、マーキング自体の視認が困難になるばかりか、破損部分が光学機能部分に付着して光学性能の劣化をもたらす。 Further, when the marking is damaged by sliding with other members, it is difficult to visually recognize the marking itself, and the damaged portion adheres to the optical function portion, resulting in deterioration of optical performance.
本発明は、このような課題を解決するためになされたものであり、マーキングが最適な態様にて施されたレンズ及び光ピックアップ装置を提供することを目的とする。 The present invention has been made to solve such a problem, and an object thereof is to provide a lens and an optical pickup device in which marking is performed in an optimum manner.
本発明にかかるレンズは、樹脂材料を射出成形することにより得られるプラスチックレンズであって、2つのレンズ面を有するレンズ部の外周にフランジ部を備え、前記2つのレンズ面の少なくとも一面側の、前記フランジ部のフランジ面は、当該レンズ面の光学機能部より高く形成された突出面と、この突出面より低い位置に形成されたマーキング面を有し、前記マーキング面には一体に射出成形された凸状のマーキングが設けられ、前記マーキングの上端は前記フランジ面の突出面よりも低いことを特徴とするものである。 Lens according to the present invention is a plastic lens obtained by injection molding a resin material, comprises a flange portion on the outer periphery of the lens portion with two lens surfaces, at least one surface of the two lens surfaces, flange surface of the flange portion has a projecting surface formed higher than the optically functional section of the lens surface, the marking surface formed at a position lower than the projecting surface, injection together before Kemah Kingu surface A molded convex marking is provided , and the upper end of the marking is lower than the protruding surface of the flange surface.
ここで、前記フランジ部の外周側面に切り欠き部を有することが望ましい。 Here, it is desirable to have a notch on the outer peripheral side surface of the flange portion.
また、前記マーキング面のマーキングが形成された領域近傍が鏡面であることが好ましい。 Moreover, it is preferable that the area | region vicinity in which the marking of the said marking surface was formed is a mirror surface.
さらに、前記凸状のマーキングは半球突出形状であることが好ましい。Furthermore, it is preferable that the convex marking has a hemispherical protruding shape.
さらにまた、前記マーキングは当該レンズを製造するために用いられた金型・キャビティ識別のためのマーキングであることが好ましい。Furthermore, the marking is preferably a marking for identifying a mold / cavity used for manufacturing the lens.
また、前記凸状マーキングが複数設けられていることが好ましい。Moreover, it is preferable that a plurality of the convex markings are provided.
この場合、複数の凸状マーキングであって、互いに異なる形状のマーキングを含むことが好ましい。In this case, it is preferable to include a plurality of convex markings having different shapes.
また、複数の凸状マーキングは、ゲート位置を示す凸状マーキング、又は金型・キャビティ識別のための凸状マーキングであることが好ましい。The plurality of convex markings are preferably convex markings indicating gate positions or convex markings for mold / cavity identification.
さらに、複数の凸状マーキングは、2個並列凸状マーキングと単独凸状マーキングとの組み合わせからなることが好ましい。Furthermore, it is preferable that the plurality of convex markings consist of a combination of two parallel convex markings and a single convex marking.
さらにまた、前記フランジ面と前記マーキング面の段差量は光軸方向に100μm未満であることが好ましい。Furthermore, it is preferable that the level difference between the flange surface and the marking surface is less than 100 μm in the optical axis direction.
また、前記凸状のマーキングの底部の幅をM、前記マーキング面の幅をWとしたとき、2<W/M<10を満たすことがこのましい。Moreover, it is preferable that 2 <W / M <10 is satisfied, where M is the width of the bottom of the convex marking and W is the width of the marking surface.
さらに、前記フランジ部の前記マーキングが設けられたフランジ面とレンズ面との境界は、他方のフランジ面とレンズ面との境界よりも内側に位置していることが好ましい。Furthermore, it is preferable that the boundary between the flange surface on which the marking of the flange portion is provided and the lens surface is located inside the boundary between the other flange surface and the lens surface.
本発明によれば、マーキングが最適な態様にて施されたレンズ及び光ピックアップ装置を提供することができる。 ADVANTAGE OF THE INVENTION According to this invention, the lens and optical pick-up apparatus to which marking was given in the optimal aspect can be provided.
発明の実施の形態1.
発明の実施の形態1にかかるレンズについて、ピックアップレンズを例にとり、図1及び図2を用いて説明する。
The lens according to the first embodiment of the invention will be described with reference to FIGS. 1 and 2, taking a pickup lens as an example.
図1(a)は、レンズの上面図である。図1(b)は、レンズの側面図であり、左半分が断面を示している。図に示されるように、レンズ1の外周にはフランジ部2が形成されている。このフランジ部2は、レンズ1を光ディスク装置に取り付け、光学記録媒体より情報を読み取る状態において、フランジ面21が光学記録媒体側に設けられている。以下、説明のため、光学記録媒体側を上側21とし、その反対側を下側23として説明する。フランジ部2は、レンズ1の光学機能部の外周に位置し、帯状に全周に亘って形成されている。なお、フランジ部2は、外周で連続している必要はなく、外周の一部に切り欠き部を有する形状であっても良い。
FIG. 1A is a top view of the lens. FIG.1 (b) is a side view of a lens, and the left half has shown the cross section. As shown in the figure, a
図1(b)に示されるように、光軸方向から見て、フランジ面21は、光学機能部の上面よりも高くなる部分が形成されている。従って、作業時にレンズ1を、フランジ面21側を下にして机等の上に載置した場合であっても、フランジ面21が机に接触し、光学機能部は机に接触しない。そのため、光学機能部が机等と接触することによる損傷を回避することができる。また、レンズ1を光ディスク装置に取り付けた後に、光学記録媒体が光学機能部に直接接触することによって生じる損傷も回避することができる。
As shown in FIG. 1B, when viewed from the optical axis direction, the
この例にかかるレンズ(フランジ部2を含む)の直径は、5.8mmである。そして、フランジ部2の上下方向の幅は0.9mmである。他の例にかかるレンズの直径は、3.8mmである。
The lens according to this example (including the flange portion 2) has a diameter of 5.8 mm. And the width | variety of the up-down direction of the
図1(a)に示されるように、フランジ面21の上面には、段差部20が設けられており、その部分に、例えば成形金型やキャビティ、さらには射出成形装置等の製造治具を識別するためのマーキング3a、3bが2箇所に設けられている。マーキング3a、3bはフランジ面21の最上面から突出しないように設けられている。マーキング3a、3bは成形時にフランジ面21の上面に対向する金型部分にマーキング3a、3bに対応する形状を設けて一体成形したものである。マーキング3a、3bを2箇所に設けたのは、それらの相対的な位置を異ならせることによって製造治具等の異なるレンズを識別可能にするためである。例えば、マーキングによりキャビティを識別する場合には、キャビティ毎に異なる相対的な位置にマーキングが設けられる。例えば、第1のキャビティの場合には、レンズの中心とそれぞれのマーキングの位置を結んだ線がなす角度が180度になるような位置にマーキングを配置する。また、第2のキャビティの場合には、同様に120度になるような円周方向に異なった位置にマーキングを配置する。
As shown in FIG. 1 (a), a stepped portion 20 is provided on the upper surface of the
マーキング3a、3bは、半球が突出するような形状を有する凸状体である。凹状体でもマーキングの機能をなすが、凸状体とする方が金型製作が容易であり、好ましい。この例にかかるマーキング3a、3bの高さは、0.02〜0.03mmである。このようにマーキング3a、3bを半球状の形状とすると、金型を用いた製造が容易であるという利点がある。マーキング3自体の形状は、半球状でなくとも、四角型、十字型等の他の形状であってもよく、アルファベットや数字等の文字であってもよい。この例では、マーキング3aとマーキング3bとは同じ形状を有するが、異なる形状を有するようにしてもよい。マーキング3は、3個以上設けるようにしてもよい。また、各キャビティ等、識別すべき単位でマーキングを異なる形状にすれば、1つであってもよい。また、レンズにゲート位置を示すマーキングが存在する場合には、このゲート位置を示すマーキングと当該マーキング3との相対的な位置により識別可能である。さらに、一つのレンズに、金型とキャビティのそれぞれを識別可能なマーキングを設けるようにしてもよい。例えば、金型を識別するマーキングは2つの並列した凸状部とし、キャビティを識別するマーキングは1つの凸状部とすることによって、両者を区別することができる。
The
図2にレンズ1のフランジ部2近傍の拡大断面図を示す。ここで、マーキング3を水平なフランジ面21の光軸方向に最も高い面につけると、作業時の設置箇所との摺接やレンズ1を光ピックアップ装置に装着した際の光学記録媒体との接触により、微小なマーキング3が破損し、確認できなくなる可能性がある。またマーキング3が削れることによりプラスチックの粉塵が発生するという不都合が生じる可能性がある。そこで、このような不都合を解消するため、フランジ面は少なくとも一部に段差部を有し、マーキング3はその上端がフランジ面21の最も高い部分よりも低くなるように構成する。本発明の実施の形態では、フランジ面は円周方向に段差部を有し、当該段差部上のマーキング3は、その上端がフランジ面21の最も高い部分よりも低くなるように構成している。このような構成により、マーキング3がフランジ面21より突出せず、摺接等による破損の可能性を低減することができる。
FIG. 2 shows an enlarged cross-sectional view of the vicinity of the
フランジ面21の内、特にマーキング3bを設けた段差部に関し、フランジ面より光軸方向に低い面211をマーキング面と呼ぶこととする。このマーキング面211は、金型から成形品を離形しやすくするため、フランジ面21の最も高い面から100μm未満が好ましく、より好ましくは、50μm以内の範囲で低くすることが望ましい。また、マーキング面の高さは、レンズ面の高さより高くても低くても良い。
Of the
マーキング面211を含むフランジ面21は、対応する金型の研磨工程により鏡面加工が施されている。鏡面加工を施した領域は、鏡面加工を施していない領域よりも光反射率が高いため、マーキング3部分とそれ以外の部分の明暗差が大きくなる。そのため、マーキング3の視認性が向上するという利点がある。尚、フランジ面21の全領域を鏡面としても良いが、少なくともマーキングが形成された領域の近傍が鏡面であればよい。マーキング面にマーキングを設ける場合には、マーキング底部の幅(M)とマーキング面の幅(W)の比M/Wは、2以上10以下が好ましく、より好ましくは2.5以上5以下である。
マーキング面211は、接着剤等が流れ込み、マーキングが見づらくならないよう、マーキング面211の外周にフランジ面の最も高い部分を設けて、レンズ外周部まで延在していない方が好ましい。
The
It is preferable that the marking
尚、摺接による破損を防止するという観点からすると、フランジ面21ではなく、光学機能部以外の領域、例えばレンズ面の最外周領域面にマーキング3を配置することも考えられる。しかしながら、このような構成の場合は、マーキング3がフランジ部2の陰に入り見えにくくなるという問題が生じる。また、大きな有効径、即ち光学機能部をより広く取るためには、レンズ面にマーキング3を設けることは好ましくない。従って、本発明の実施の形態では、マーキング3はフランジ部2に設けることとした。本発明の実施の形態では、マーキング3をフランジ面21に設けているため、レンズ1を光ディスク装置に装着した状態でもマーキング3を目視することができる。
From the viewpoint of preventing damage due to sliding contact, it is also conceivable to arrange the marking 3 not on the
尚、本発明の実施の形態では、図2に示されるように、上側と下側でレンズの最小肉厚となる箇所が一致しない形状としている。すなわち、フランジ面21とレンズ面との境界Pよりも、フランジ面23とレンズ面との境界Qの方が外側に位置している。このような形状とすることによりレンズ全体の厚みが薄くなり、それによってフランジ部の厚さも薄くなった場合にも、十分な幅のマーキング面を確保することができる。
In the embodiment of the present invention, as shown in FIG. 2, the upper and lower portions of the lens have a shape that does not match the minimum thickness. That is, the boundary Q between the
発明の実施の形態2.
発明の実施の形態2にかかるレンズは、フランジ部の形状が発明の実施の形態1にかかるレンズと異なる。その他の点については、発明の実施の形態1と同じであるため、説明を省略する。
The lens according to the second embodiment of the invention is different from the lens according to the first embodiment of the invention in the shape of the flange portion. Since the other points are the same as those of the first embodiment, the description thereof is omitted.
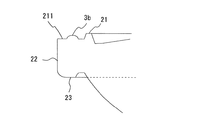
図3は、発明の実施の形態2にかかるレンズのフランジ部の拡大断面図である。図に示されるように、フランジ面に凹部を設け、当該凹部底面をマーキング面としている。この凹部底面は、フランジ面21の高い面よりも低い段差部でもある。マーキング面211は、フランジ部の内周部まで延びているが、図3のように外周側と同様にフランジ面21の高い面を内周側に形成し、マーキング面211をフランジ面21で挟んだ形状とすることもでき、この際2つのフランジ面21の高さは同一である必要はない。
FIG. 3 is an enlarged cross-sectional view of the flange portion of the lens according to the second embodiment of the invention. As shown in the figure, a concave portion is provided on the flange surface, and the bottom surface of the concave portion is used as a marking surface. The bottom surface of the recess is also a step portion that is lower than the high surface of the
なお、フランジ面21は光軸方向に対して垂直であることが好ましいが、傾斜面であってもよい。
The
ここで、上述の構造を有するレンズを射出成形により製造する方法について簡単に説明する。 Here, a method for manufacturing a lens having the above-described structure by injection molding will be briefly described.
まず、金型を作成する。金型は、成形品の形状に対応した形状を有する。特に本発明の実施の形態において用いる金型は、フランジ面21にマーキングが形成されるような形状を有する。
First, a mold is created. The mold has a shape corresponding to the shape of the molded product. In particular, the mold used in the embodiment of the present invention has such a shape that a marking is formed on the
次に射出成形機に金型を装着する。その後、射出成形機において、ゲートから金型内のキャビティに樹脂を流し込む。そして、キャビティに流し込んだ樹脂を冷却することにより、レンズを製造する。 Next, a mold is mounted on the injection molding machine. Thereafter, in an injection molding machine, resin is poured from the gate into the cavity in the mold. Then, the lens is manufactured by cooling the resin poured into the cavity.
上述のように、本発明の実施の形態にかかるレンズには、例えばキャビティ番号や金型番号等の製造治具を識別するためのマーキングが最適な態様にて施されており、上述の実施の形態と同様の効果を得ることができる。 As described above, the lens according to the embodiment of the present invention is provided with markings for identifying a manufacturing jig such as a cavity number and a mold number in an optimal manner. The same effect as the form can be obtained.
発明の実施の形態3.
発明の実施の形態3にかかるレンズは、マーキングの位置が発明の実施の形態1にかかるレンズと異なる。その他の点については、発明の実施の形態1と同じであるため、説明を省略する。
Embodiment 3 of the Invention
The lens according to the third embodiment of the invention differs from the lens according to the first embodiment in the marking position. Since the other points are the same as those of the first embodiment, the description thereof is omitted.
図4は、発明の実施の形態3にかかるレンズのフランジ部の拡大断面図である。図に示されるように、マーキング3bは、半球状に突出した凸部であり、フランジ面21に設けられている。マーキング3bは、その上端がフランジ面21の最も高い面よりも低くなるように形成されている。本発明の実施の形態3にかかるレンズは、フランジ面21の中でも外側の領域に段差部20を設けている。
FIG. 4 is an enlarged cross-sectional view of the flange portion of the lens according to the third embodiment of the invention. As shown in the figure, the marking 3 b is a convex portion protruding in a hemispherical shape and provided on the
このように、本発明の実施の形態3にかかるレンズには、例えばキャビティや成形金型等の製造治具を識別するためのマーキングが最適な態様にて施されており、上述の実施の形態と同様の効果を得ることができる。 As described above, the lens according to the third embodiment of the present invention is provided with markings for identifying manufacturing jigs such as cavities and molding dies in an optimal manner. The same effect can be obtained.
発明の実施の形態4.
発明の実施の形態4にかかるレンズは、フランジ部の外周側面の形状が発明の実施の形態1にかかるレンズと異なる。その他の点については、発明の実施の形態1と同じであるため、説明を省略する。
The lens according to the fourth embodiment of the invention differs from the lens according to the first embodiment of the invention in the shape of the outer peripheral side surface of the flange portion. Since the other points are the same as those of the first embodiment, the description thereof is omitted.
図5は、発明の実施の形態4にかかるレンズのフランジ部の拡大断面図であり、特にレンズを光ピックアップ装置のピックアップホルダに固定した状態を示している。図に示されるように、レンズのフランジ部2の外周側面には、切り欠き部221が形成されている。この切り欠き部221は、フランジ部2の外周側面の上端の一部を切り欠くようにして形成されている。切り欠き部221は、フランジ部2の全周に亘って設けられているが、必ずしも全周である必要はない。
FIG. 5 is an enlarged cross-sectional view of the flange portion of the lens according to the fourth embodiment of the invention, and particularly shows a state in which the lens is fixed to the pickup holder of the optical pickup device. As shown in the figure, a
ピックアップホルダ4は、フランジ下部23及びフランジ側部22と接触するような形状を有する。具体的には、フランジ下部23が載置される載置部41と、この載置部41の外側において上方に突出した凸部42を有する。
The
切り欠き部221の底部は、ピックアップホルダ4の凸部42の頂部と略同じ高さになるように形成されている。つまり、凸部42の高さHは、切り欠き部221の底部のフランジ下部23からの距離と略同じになるよう形成されている。
The bottom of the
レンズ1をピックアップホルダ4に固定する際には、接着剤を使用することが一般的であるが、上述のような切り欠き部221を設けることにより、この切り欠き部221が接着剤の液だまりとして機能する。そのため、接着剤がマーキング3bを設けた領域に流れ込み、当該マーキング3bを消すことを防止できる。
When the
発明の実施の形態5.
発明の実施の形態5にかかるレンズは、発明の実施の形態1にかかるレンズと形状が同じであり、その製造工程において金型の一部を入れ子としたものである。その他の点については、発明の実施の形態1と同じであるため、説明を省略する。
Embodiment 5 of the Invention
The lens according to the fifth embodiment of the invention has the same shape as the lens according to the first embodiment of the invention, and a part of the mold is nested in the manufacturing process. Since the other points are the same as those of the first embodiment, the description thereof is omitted.
図6は発明の実施の形態5にかかるレンズの側面図であり、入れ子51及び52も表示している。図に示されるように、レンズ1の光学機能部を含む部分を形成するための金型を入れ子51、52としている。その他のフランジ部2に対する金型は、入れ子51、52とは別体の金型53、54により形成される。なお、マーキングを設けない面は入れ子52を用いずに、金型54と入れ子52が一体化した一体型とすることもできる。
なお、説明から分るように、光学機能部とは、実際にレンズを通過する光束の径を意味し、その径は、用途によって異なるものである。例えば、CDではNA0.45、DVDではNA0.60、ブルーレイではNA0.85であり、レンズ面径より内周側に位置する。
FIG. 6 is a side view of a lens according to a fifth embodiment of the invention, and also shows
As can be seen from the description, the optical function unit means the diameter of the light beam that actually passes through the lens, and the diameter varies depending on the application. For example, NA is 0.45 for CD, NA is 0.60 for DVD, and NA is 0.85 for Blu-ray, which is located on the inner peripheral side from the lens surface diameter.
入れ子51、52とその他の部分の分割箇所は、レンズの光学機能部の最外周とマーキング面の最内周の間にあればよい。より好適には、入れ子51、52とその他の部分の分割箇所は、フランジ部2の最内周部分であることが望ましい。その理由として、一番目は、入れ子51、52とその他の部分の境界部分で樹脂が硬化したときに、鋭角な突出であるバリが発生したとしても、バリが別途設けた段差部を越えるものでなければ問題が生じないためという理由である。2番目は、フランジ面21とレンズ面の境界の肉薄部分に入れ子51、52とその他の部分の分割箇所を位置させると、フランジ面21の鏡面加工が困難となる等があげられる。
The division | segmentation location of the
別体の金型53のフランジ部の上面21と対向する部分にはマーキングとして機能する部分が設けられていて、この部分が射出成形によりフランジ面でマーキング3bとなるようにしている。
A portion that functions as a marking is provided in a portion of the
このように、主として、光学機能部に対応する部分を入れ子51としたのは、フランジの上面に設けられるマーキングも一体成形することとしているため、金型により形成されるレンズ1の製造調整に例えばキャビティー番号をマーキングとして付すためのフランジ部の入れ子部分を動かすことなく、適宜光学機能部のみの入れ子部分を、光軸を中心として回転できるようにすることが望ましいからであり、また、フランジ部と光学機能部を単一の金型で成形した場合のように、別の一体金型に、フランジ部にマーキングとして機能する部分をその都度設ける必要がない。
In this way, the reason why the portion corresponding to the optical function portion is mainly set as the
例えば、一旦入れ子部分を所定の位置に設置した状態で製造したレンズは、その性能が良くない場合には、入れ子を回転させて再度製造を行い、性能が向上するまで入れ子の位置調整を行う。
なお、本実施の形態では、光学機能部以外を形成する金型部材を2つ以上の部材としてもよい。
For example, if the lens manufactured once with the nesting portion installed at a predetermined position is not good, the lens is rotated and manufactured again, and the nesting position is adjusted until the performance is improved.
In the present embodiment, the mold member that forms other than the optical function unit may be two or more members.
本発明では、光学機能部ではなく、それ以外の部分にマーキングを設けるようにしているが、これは、光学機能部に対応する部分を入れ子51とした場合の製造方法に特に適している。それは、金型のマーキングに対応する位置に、マーキングが形成されるような形状に加工する際に、加工対象である金型53が光学機能部を形成する入れ子51とは別体であるため、当該入れ子51を傷める可能性を低下させることができるためである。
In the present invention, the marking is provided not on the optical function part but on the other part, but this is particularly suitable for the manufacturing method in the case where the part corresponding to the optical function part is the
発明の実施の形態6.
発明の実施の形態6は、上述した発明の実施の形態1乃至7にかかるレンズを搭載した光ピックアップ装置に関する。
Embodiment 6 of the Invention
The sixth embodiment of the present invention relates to an optical pickup device equipped with the lens according to the first to seventh embodiments of the present invention.
図7に当該レンズ1を搭載した光ピックアップ装置100の構成を示す。このレンズ1は、ピックアップホルダ4により4点において固定されている。特に、レンズ1のフランジ部2とピックアップホルダ4が接着剤により固定されている。
FIG. 7 shows a configuration of an
このようにレンズ1を光ピックアップ装置100に搭載した状態において、フランジ部2に設けられたマーキングを目視あるいは拡大鏡により観察することができる。そして、所定の不備があったレンズについては、マーキングを手がかりとして製造治具、金型、製造ライン、製造場所、生産者等の来歴管理を行うことが可能となる。
Thus, in a state where the
その他の実施の形態.
本発明のレンズの形状としては、例えば一面が凸で他面側が凹であるメニスカス形状のレンズにも使用することが可能である。
Other embodiments.
As the shape of the lens of the present invention, for example, it can be used for a meniscus-shaped lens in which one surface is convex and the other surface side is concave.
1 レンズ
2 フランジ部
3 マーキング
4 ピックアップホルダ
100 光ピックアップ装置
1
Claims (24)
2つのレンズ面を有するレンズ部の外周にフランジ部を備え、
当該プラスチック対物レンズは、前記フランジ部のフランジ側部において、ピックアップホルダと接着剤により接着され、
前記フランジ部の光学記録媒体側のフランジ面は、前記光学記録媒体側のレンズ面の光学機能部より高く形成された突出面と、この突出面より低い位置に形成され、且つ前記突出面より内側に位置しているマーキング面を有し、
前記マーキング面には一体に射出成形された凸状のマーキングが設けられ、
前記マーキングの上端は前記フランジ面の突出面よりも低いことを特徴とする光ピックアップ用のプラスチック対物レンズ。 A plastic objective lens for an optical pickup obtained by injection molding a resin material,
A flange portion is provided on the outer periphery of the lens portion having two lens surfaces,
The plastic objective lens is bonded to the pickup holder and an adhesive at the flange side portion of the flange portion,
Flange surface of the optical recording medium side of the flange portion, said a projecting surface higher formed from optically functional section of the lens surface of the optical recording medium side, is formed lower than the projected surface position, and inside the said projecting surface Having a marking surface located at
The marking surface is provided with a convex marking integrally injection-molded,
A plastic objective lens for an optical pickup, wherein an upper end of the marking is lower than a protruding surface of the flange surface.
2つのレンズ面を有するレンズ部の外周にフランジ部を備え、A flange portion is provided on the outer periphery of the lens portion having two lens surfaces,
当該ブルーレイ用光ピックアップ対物レンズは、前記フランジ部のフランジ側部において、ピックアップホルダと接着剤により接着され、The optical pickup objective lens for Blu-ray is bonded to the pickup holder and an adhesive at the flange side portion of the flange portion,
前記フランジ部の光学記録媒体側のフランジ面は、前記光学記録媒体側のレンズ面の光学機能部より高く形成された突出面と、この突出面より低い位置に形成され、且つ前記突出面より内側に位置しているマーキング面を有し、The flange surface of the flange portion on the optical recording medium side is formed with a projecting surface formed higher than the optical function portion of the lens surface on the optical recording medium side, and at a position lower than the projecting surface, and inside the projecting surface. Having a marking surface located at
前記マーキング面には一体に射出成形された凸状のマーキングが設けられ、The marking surface is provided with a convex marking integrally injection-molded,
前記マーキングの上端は前記フランジ面の突出面よりも低いことを特徴とするブルーレイ用光ピックアップ対物レンズ。An optical pickup objective lens for Blu-ray, wherein an upper end of the marking is lower than a protruding surface of the flange surface.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003390154A JP4551646B2 (en) | 2002-11-26 | 2003-11-20 | Plastic lens and optical pickup device |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002342775 | 2002-11-26 | ||
| JP2003390154A JP4551646B2 (en) | 2002-11-26 | 2003-11-20 | Plastic lens and optical pickup device |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010087204A Division JP4855530B2 (en) | 2002-11-26 | 2010-04-05 | Plastic lens and optical pickup device |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004191948A JP2004191948A (en) | 2004-07-08 |
| JP2004191948A5 JP2004191948A5 (en) | 2006-12-28 |
| JP4551646B2 true JP4551646B2 (en) | 2010-09-29 |
Family
ID=32774792
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003390154A Expired - Lifetime JP4551646B2 (en) | 2002-11-26 | 2003-11-20 | Plastic lens and optical pickup device |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4551646B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010186550A (en) * | 2002-11-26 | 2010-08-26 | Hitachi Maxell Ltd | Plastic lens and optical pickup system |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006327147A (en) * | 2005-05-30 | 2006-12-07 | Fujinon Corp | Forming method of plastic lens and plastic lens |
| JP2007147888A (en) * | 2005-11-25 | 2007-06-14 | Hitachi Maxell Ltd | Plastic lens and optical pickup device |
| JP4508274B2 (en) | 2008-07-03 | 2010-07-21 | マクセルファインテック株式会社 | Resin lens and resin lens molding method |
| JP5189420B2 (en) * | 2008-07-03 | 2013-04-24 | 日立マクセル株式会社 | Resin lens and resin lens molding method |
| EP2385397A1 (en) * | 2009-01-30 | 2011-11-09 | Konica Minolta Opto, Inc. | Lens and molding die |
| TWI526726B (en) * | 2010-09-22 | 2016-03-21 | 柯尼卡美能達精密光學股份有限公司 | Manufacturing method of imaging lens unit and imaging lens unit |
| CN208636518U (en) * | 2018-08-10 | 2019-03-22 | 瑞声科技(新加坡)有限公司 | Lens module |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0596034U (en) * | 1992-06-02 | 1993-12-27 | 日本板硝子株式会社 | Optical element with identification mark |
| JP2001034991A (en) * | 1999-07-19 | 2001-02-09 | Sharp Corp | Lens, optical pickup device, and lens inclination detection method |
| JP2002062409A (en) * | 2000-08-21 | 2002-02-28 | Konica Corp | Coupling lens, optical system for optical pickup device and optical pickup device |
| JP2002090137A (en) * | 2001-07-09 | 2002-03-27 | Canon Inc | Three-dimensional shape measuring method and manufacturing method of plastic lens using it |
| JP2002277611A (en) * | 2001-01-15 | 2002-09-25 | Hoya Corp | Lens and joined body of optical parts |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS446474Y1 (en) * | 1964-08-01 | 1969-03-10 | ||
| JPS63121802A (en) * | 1986-11-11 | 1988-05-25 | Konica Corp | Objective lens for optical disk |
| JP3617256B2 (en) * | 1997-06-20 | 2005-02-02 | ソニー株式会社 | Optical pickup and optical pickup manufacturing method |
-
2003
- 2003-11-20 JP JP2003390154A patent/JP4551646B2/en not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0596034U (en) * | 1992-06-02 | 1993-12-27 | 日本板硝子株式会社 | Optical element with identification mark |
| JP2001034991A (en) * | 1999-07-19 | 2001-02-09 | Sharp Corp | Lens, optical pickup device, and lens inclination detection method |
| JP2002062409A (en) * | 2000-08-21 | 2002-02-28 | Konica Corp | Coupling lens, optical system for optical pickup device and optical pickup device |
| JP2002277611A (en) * | 2001-01-15 | 2002-09-25 | Hoya Corp | Lens and joined body of optical parts |
| JP2002090137A (en) * | 2001-07-09 | 2002-03-27 | Canon Inc | Three-dimensional shape measuring method and manufacturing method of plastic lens using it |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010186550A (en) * | 2002-11-26 | 2010-08-26 | Hitachi Maxell Ltd | Plastic lens and optical pickup system |
| US8102604B2 (en) | 2002-11-26 | 2012-01-24 | Hitachi Maxell, Ltd. | Plastic lens and optical pickup device |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004191948A (en) | 2004-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4855530B2 (en) | Plastic lens and optical pickup device | |
| JP4992105B2 (en) | Resin molding die and optical element manufacturing method | |
| US6480346B2 (en) | Lens holder | |
| JP2004253080A (en) | Optical pickup lens, and optical pickup device having it | |
| JP4551646B2 (en) | Plastic lens and optical pickup device | |
| JP4454292B2 (en) | Method and apparatus for manufacturing plastic lens | |
| JP4993326B2 (en) | lens | |
| JP2004191948A5 (en) | ||
| JP2007147888A (en) | Plastic lens and optical pickup device | |
| JP4404914B2 (en) | Glass lens, mold, and method for manufacturing glass lens | |
| JP2012056321A (en) | Mold for resin molding, objective lens for optical pickup device and method for manufacturing optical element | |
| US20150116850A1 (en) | Lens and optical pickup device | |
| JP5189420B2 (en) | Resin lens and resin lens molding method | |
| JP5525290B2 (en) | Lens molding die, lens molding method, lens and pickup device | |
| CN101271703A (en) | Compound objective and optical pickup device | |
| JP2004205823A (en) | Optical element unit | |
| JP2003242680A (en) | Disk-shaped optical recording medium | |
| JP2829518B2 (en) | Plastic lens | |
| JP3204032B2 (en) | Resin molding material for objective lens and its objective lens | |
| CN102821926A (en) | Die | |
| JP2006293115A (en) | Optical element and optical element molding die | |
| JP2008021357A (en) | Pickup lens and optical pickup device | |
| JP2005201977A (en) | Combination optical element | |
| JP2011118964A (en) | Objective lens and molding die for optical pickup device | |
| JP2008145736A (en) | Composite optical element |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061114 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061114 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090501 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090526 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090722 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100202 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100405 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100706 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100712 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4551646 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130716 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130716 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130716 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |