JP4540264B2 - Film laminate - Google Patents
Film laminate Download PDFInfo
- Publication number
- JP4540264B2 JP4540264B2 JP2001225295A JP2001225295A JP4540264B2 JP 4540264 B2 JP4540264 B2 JP 4540264B2 JP 2001225295 A JP2001225295 A JP 2001225295A JP 2001225295 A JP2001225295 A JP 2001225295A JP 4540264 B2 JP4540264 B2 JP 4540264B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- coating
- binder
- synthetic resin
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Description
【0001】
【産業上の利用分野】
本発明は、ビル、集合住宅、戸建住宅等の建築物壁面に適用可能な被膜積層体に関するものである。
【0002】
【従来の技術】
ビル、集合住宅、戸建住宅等の建築物壁面においては、意匠性を付与するために、様々な塗材が塗付形成されている。このうち、その被膜が可撓性を有する厚付け仕上塗材は、立体感のある意匠性が表出されるとともに、下地のコンクリートやモルタル等の微細なひび割れに追従できる性能を有することから好んで使用されている。ここで、一般に厚付け仕上塗材は、骨材を含有し、その被膜表面は粗面となり、且つ、艶消し乃至3分艶の状態であるが、近年、ニーズの多様化により、半艶乃至艶有り仕上げや、被膜表面をより滑らかな仕上りにすることを要望される場合があり、この場合、各種の上塗材が塗装されている。
また、厚付け仕上塗材は、屋外において長期にわたり曝露されると、太陽光、降雨、粉塵等の影響により劣化や汚染が進行してしまう。このため、塗り替えの必要が生じる。また、劣化が進行してなくても、前述の如く、色や形状等の意匠性を変更する要望がある場合には、塗り替えが行われる。
【0003】
しかしながら、上述のような厚付け仕上塗材は、その被膜層の厚みが概ね4〜10mmとかなり厚く、水分や造膜助剤等の塗材中の成分が被膜内に残存しやすい傾向がある。さらに、被膜表面が外気に直接曝されていると、劣化の進行とともに降雨等による水分が被膜表面から吸収されやすくなり、その水分が被膜内に滞留しやすくなる。
【0004】
このように、可撓性を有する厚付け仕上塗材層の被膜内部には、水分や高沸点溶剤等の気化性成分が含まれるおそれがあり、そのような被膜層に対し、通常の塗料によって被膜を形成させると、施工後、経時的に膨れ、剥離等が発生する場合がある。
【0005】
【発明が解決しようとする課題】
本発明はこのような課題に鑑みなされたもので、建築物壁面において、経時的に膨れ、剥離等が生じることなく、長期にわたりその美観性を維持することができる被膜積層体を提供することを目的とするものである。
【0006】
【課題を解決するための手段】
このような課題を解決するため本発明者らは鋭意検討を行い、水蒸気透過性を有する特定組成の複数の積層体を重ねることが有効であることを見出した。すなわち、本発明は、建築物壁面の基材に対し、少なくとも3種の被膜が積層された積層体であって、可撓性を有する厚付け仕上塗材からなる第一の層(A)、JIS K5400「塗料一般試験方法」8.17の水蒸気透過度が500g/m2・24h以上で、結合剤として無機結合剤及びガラス転移温度が−80〜20℃である有機合成樹脂結合剤を含み、該無機結合剤と該有機合成樹脂結合剤との固形分重量比率が95/5〜50/50である第二の層(B)、JIS K5400「塗料一般試験方法」8.17の水蒸気透過度が20g/m2・24h以上で、有機合成樹脂結合剤及び顔料を含み、顔料容積濃度が10%以上である第三の層(C)、からなることを特徴とする被膜積層体である。
【0007】
【発明の実施の形態】
[基材]
本発明の被膜積層体は、建築物壁面の基材に対し適用するものである。適用可能な基材としては、建築物壁面を構成するものである限り特に限定されないが、例えば、モルタル、コンクリート、軽量モルタル、軽量コンクリート、サイディングボード等が挙げられる。このような基材は、何らかの表面処理層(例えば、シーラー層、サーフェーサー層等)を有するものであってもよい。
【0008】
[第一の層]
本発明における第一の層(以下「(A)層」ともいう)は、その被膜が可撓性を有する厚付け仕上塗材から形成されるものである。この層を形成する仕上塗材は、JIS A6909に規定されている厚付け仕上塗材に可撓性が付与されたものである。該仕上塗材は、主に、合成樹脂エマルション等の結合剤、寒水石、珪砂、砂、軽量細骨材、有機質骨材等の骨材、炭酸カルシウム、クレー、タルク、マイカ、珪藻土、珪石粉等の無機質粉体及び各種顔料等を構成成分とするものである。該仕上塗材の可撓性は、例えば、合成樹脂エマルションのガラス転移温度や、各成分の配合比率を調整することによって付与される。
【0009】
(A)層の膜厚は、通常4〜10mmであり、その断面が玉状、台形状等の凹凸形状を有するものであってもよい。一般に、断面が玉状となる被膜は吹放し仕上げによって形成することができ、断面が台形状となる被膜は、吹放し仕上げを行った後にローラー等を用いて凸部を押える処理を施すことにより形成することができる。
【0010】
[第二の層]
本発明における第二の層(以下「(B)層」ともいう)は、JIS K5400「塗料一般試験方法」8.17の水蒸気透過度が40g/m2・24h以上(好ましくは100g/m2・24h以上、さらに好ましくは500g/m2・24h以上)となる被膜である。水蒸気透過度が40g/m2・24hより低い場合には、蒸気拡散機能を発揮することが困難となり、膨れや剥れ等が発生しやすくなる。
【0011】
(B)層は、結合剤として無機結合剤及びガラス転移温度が−80〜20℃である有機合成樹脂結合剤を含むものである。
【0012】
(B)層に含まれる無機結合剤としては、例えば、コロイダルシリカ、コロイダルアルミナ等のコロイダル金属酸化物、ケイ酸ナトリウム、ケイ酸カリウム、ケイ酸リチウム等の水溶性ケイ酸アルカリ金属塩、普通ポルトランドセメント、早強ポルトランドセメント、超早強ポルトランドセメント、中庸熱ポルトランドセメント、耐硫酸塩ポルトランドセメント、白色ポルトランドセメント、アルミナセメント、超速硬セメント、膨張セメント、酸性リン酸塩セメント、シリカセメント、高炉セメント、フライアッシュセメント、キーンスセメント等の各種セメント等が挙げられ、これらの1種または2種以上を使用することができる。このような無機結合剤は、金属塩、有機酸、無機酸等と併用することもできる。
【0013】
有機合成樹脂結合剤としては、例えば、合成樹脂エマルション、水溶性樹脂、溶剤型樹脂、無溶剤型樹脂、粉末樹脂等を使用することができる。樹脂成分としては、クロロプレンゴム、スチレン−ブタジエンゴム、アクリロニトリル−ブタジエンゴム、メタクリル酸メチル−ブタジエンゴム、ブタジエンゴム、アクリル樹脂、酢酸ビニル樹脂、塩化ビニル樹脂、エポキシ樹脂、アスファルト、ゴムアスファルト等があげられる。このうち、アクリル樹脂エマルションが好適に用いられる。
【0014】
上記有機合成樹脂結合剤のガラス転移温度(以下「Tg」ともいう)は−80〜20℃、好ましくは−60〜−20℃である。有機合成樹脂結合剤のTgがこのような範囲であることにより、(A)層に対し適度に追従することができるとともに、被膜積層体の膨れや剥がれ発生を防止することが可能となる。
【0015】
無機結合剤と有機合成樹脂結合剤との固形分重量比率は、95/5〜50/50、好ましくは90/10〜70/30である。(B)層において併用する2種の結合剤がこのような比率であることにより、(A)層への追従性と蒸気拡散機能と強度とのバランスが最適となる。この比率より有機合成樹脂結合剤が少ない場合は、(A)層への追従性が不十分となり被膜に割れが生じやすく、有機合成樹脂結合剤が多い場合は蒸気拡散機能や強度が低下する傾向となる。
【0016】
(B)層においては、上述の成分の他、必要に応じ骨材、繊維等を含むこともできる。骨材としては、例えば、珪砂、寒水石、パーライト、バーミキュライト、スチレン樹脂発泡体、エチレン酢酸ビニル樹脂発泡体、塩化ビニル樹脂発泡体、重質炭酸カルシウム、クレー、カオリン、タルク、沈降性硫酸バリウム、炭酸バリウム、ホワイトカーボン、珪藻土等を使用することが可能である。繊維としては、例えば、ロックウール、ガラス繊維、シリカーアルミナ繊維、カーボン繊維等の無機繊維、あるいはパルプ繊維、ポリプロピレン繊維、ビニル繊維、アラミド繊維等の有機繊維があげられる。
【0017】
(B)層は、上述のような成分を各種混合機によって均一に混合した後、塗付、乾燥することによって形成することができる。このとき、必要に応じて水を配合することができる。
【0018】
(B)層の、(A)層に対する付着強さは1N/mm2以上であることが望ましい。このような付着強さを有することにより、密着性を長期にわたり維持することができる。
【0019】
(B)層は、(A)層が形成された後、任意の時期に積層することが可能である。この際、(A)層の形状をそのまま生かす場合は塗付量を少なくすることによって、また(A)層の形状を変える場合は塗付量を多くすることによって被膜を形成すればよい。被膜形成時には、コテ、リシンガン、ローラー、刷毛等の塗装器具を用いることができる。(B)層を、通常8〜48時間程度乾燥させた後、次の層を積層することができる。
【0020】
[第三の層]
本発明における第三の層(以下「(C)層」ともいう)は、水蒸気透過度が20g/m2・24h以上(好ましくは30g/m2・24h以上、さらに好ましくは40〜250g/m2・24h)の被膜である。このような性質を有することにより、(A)層の気化性成分を効率よく外部に放出することができるとともに、被膜の膨れや剥がれ発生を防止することができる。
【0021】
(C)層は、有機合成樹脂結合剤及び顔料を含むもので、顔料容積濃度は10%以上である。(C)層がこのような顔料容積濃度であることにより、(A)層の気化性成分を適度に外部に放出することができるとともに、被膜の膨れや剥がれの発生を防止することができる。顔料容積濃度が10%より小さい場合は、気化性成分を放出する機能が低下し、被膜に割れや剥がれが生じやすくなる。
【0022】
有機合成樹脂結合剤としては、合成樹脂エマルションが好適に用いられ、例えば、アクリル樹脂エマルション、ウレタン樹脂エマルション、酢酸ビニル樹脂エマルション、シリコン樹脂エマルション、フッ素樹脂エマルション、アクリル・酢酸ビニル樹脂エマルション、アクリル・ウレタン樹脂エマルション、アクリル・シリコン樹脂エマルション、等を使用することができる。
このような合成樹脂エマルションは、架橋反応性を有することもできる。このような架橋反応性を有することにより、耐候性、耐水性等の被膜物性を向上でき、さらに蒸気透過性を高めることができる。この他、溶剤可溶形樹脂、非水分散形樹脂等を用いることもできる。
【0023】
顔料としては、例えば、重質炭酸カルシウム、クレー、カオリン、タルク、沈降性硫酸バリウム、炭酸バリウム、ホワイトカーボン、珪藻土等の体質顔料、酸化チタン、酸化鉄、カーボンブラック、キナクリドン、ペリレン、フタロシアニン化合物、アゾ化合物等の着色顔料を使用することができる。
【0024】
(C)層を積層する際、(B)層の形状を保持する場合には、塗付量を少なくすることによって、また(B)層の形状を変える場合には、塗付量を多くすることによって被膜を形成すればよい。(C)層の仕上げ形状としては、ゆず肌状、さざ波状、スタッコ状、リシン状、石材状、岩肌状、平坦状、凹凸状、月面状等種々の形状が可能である。被膜形成時においては、スプレーガン、ローラー、刷毛等の塗装器具を使用することができる。
【0025】
(C)層は、建築物壁面の最表面に積層されるものであり、様々な色彩を付与することができるが、その色彩が白色系であれば被膜の温度上昇を抑制することができ、膨れや剥れの防止に有効となる。
【0026】
(C)層は、水蒸気透過度が20g/m2
・24h以上(好ましくは30g/m2 ・24h以上、さらに好ましくは40g/m2
・24h以上)の被膜からなる中間層を介して、(B)層に積層してもよい。この中間層は、第二及び(C)層との密着性に優れるものを使用することが望ましく、このような中間層としては、例えば、結合剤としてアクリル樹脂、ウレタン樹脂、エポキシ樹脂、塩化ゴム樹脂等の有機合成樹脂結合剤を含むものがあげられる。中間層の被膜形成時には、スプレーガン、ローラー、刷毛等の塗装器具を用いることができる。
【0027】
本発明では、第二の層及び第三の層からなる積層体の水蒸気透過度が、20g/m2
・24h以上(好ましくは30g/m2 ・24h以上、さらに好ましくは40g/m2
・24h以上)であることが望ましい。このような積層被膜は十分に被膜の膨れや剥がれを防止することができる。
【0028】
【実施例】
以下に実施例及び比較例を示し、本発明の特徴をより明確にする。
なお、第一乃至第三の層を形成する材料としては、以下のものを使用した。
・無機結合剤1:普通ポルトランドセメント
・無機結合剤2:コロイダルシリカ
・樹脂1:アクリル樹脂エマルション(固形分50%、Tg−40℃)
・樹脂2:アクリル樹脂エマルション(固形分50%、Tg35℃)
・樹脂3:アクリル樹脂エマルション(固形分50%、Tg0℃)
・樹脂4:アクリルシリコン樹脂エマルション(固形分50%、Tg15℃)
・顔料1:酸化チタン
・顔料2:重質炭酸カルシウム
・骨材1:珪砂
・骨材2:寒水石・ゴム粉
【0029】
(実施例1)
シーラー処理を施したスレート板に対して以下の方法により被膜を積層した。なお、被膜の塗付及び乾燥は、すべて温度20℃湿度65%下で行った。
まず、第一の層として、樹脂3、顔料1、顔料2、骨材2を主成分とする厚付け仕上塗材を玉状に吹付けた後、ミネラルスピリットを付けたプラスチックローラーで玉の凸部を押え、断面が台形状の凹凸を有する4〜8mmの層を形成させた。
【0030】
第一の層を形成させた24時間後、第二の層として、セメント1及び樹脂1を結合剤(固形分重量比率:セメント1/樹脂1=85/15)とし、骨材1を含む組成物を塗付し、第一の層上に0.3mmの層を形成させた。この厚みでの水蒸気透過度を、JIS K5400「塗料一般試験方法」8.17の水蒸気透過度の方法によって測定したところ、その値は710g/m2・24hであった。
【0031】
第二の層を形成させた24時間後、さらに、第三の層として、樹脂4を結合剤とし、顔料1を顔料容積濃度18%で含む組成物を塗付し、第二の層上に0.1mmの層を形成させた。この厚みでの水蒸気透過度を、JIS K5400「塗料一般試験方法」8.17の水蒸気透過度の方法によって測定したところ、その値は45g/m2・24hであった。
【0032】
このようにして得た被膜積層体について、試験Aとして、20℃において水浸漬18時間→−20℃3時間→50℃3時間の温冷繰返し試験を10サイクル行ない、被膜の表面状態の変化を目視にて観察したところ、特に異常は認められなかった。また、試験Bとして、20℃において水浸漬18時間→−20℃3時間→80℃3時間の温冷繰返し試験を10サイクル行ない、被膜の表面状態の変化を目視にて観察したところ、特に異常は認められなかった。
【0033】
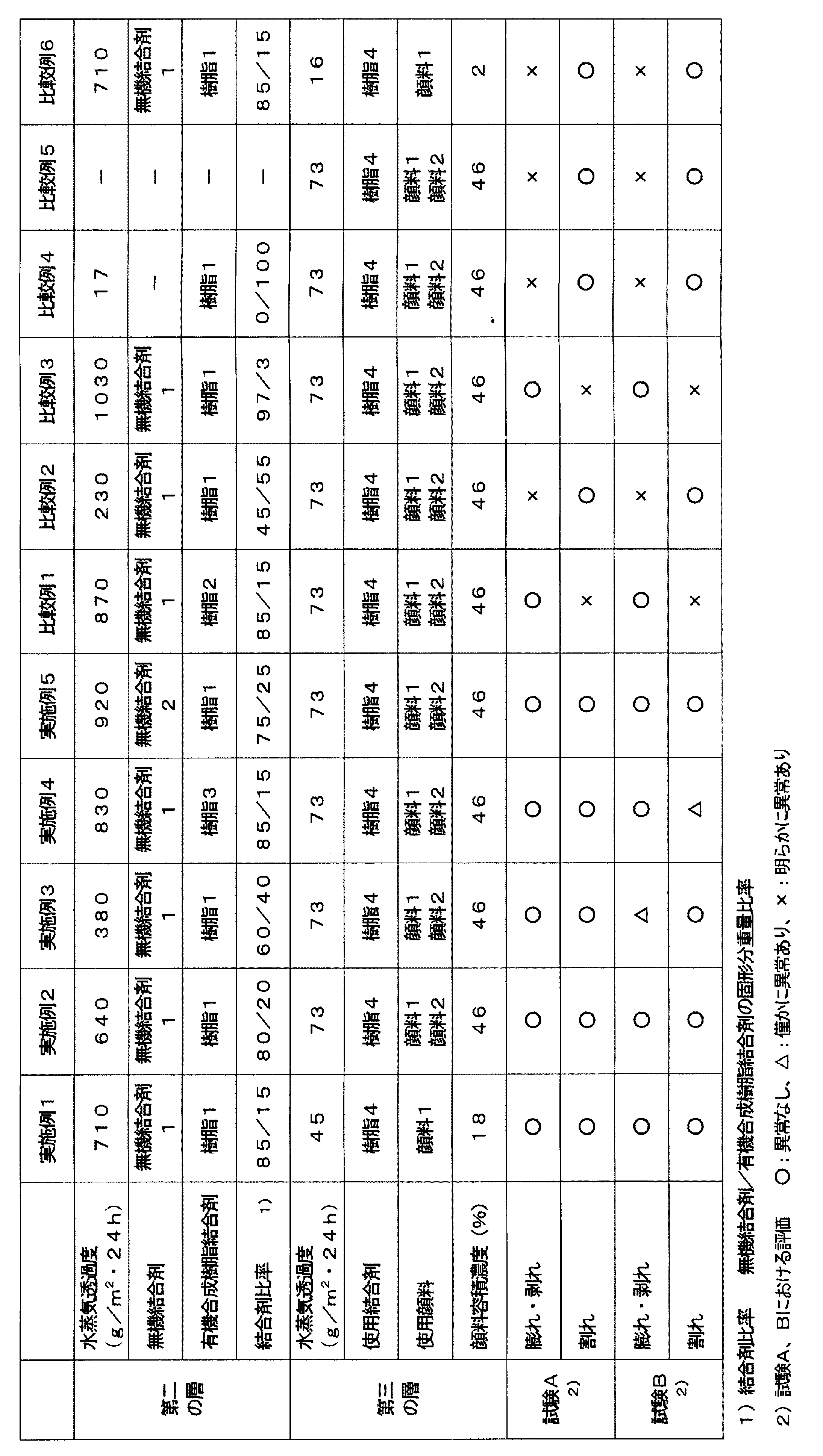
(実施例2)
第二及び第三の層として、表1に示す構成のものを使用した以外は、実施例1と同様にして被膜積層体を作製し、試験を行ったところ、特に異常は認められなかった。
【0034】
(実施例3〜4)
第二及び第三の層として、表1に示す構成のものを使用した以外は、実施例1と同様にして被膜積層体を作製し、試験を行ったところ、試験Aにおいて特に異常は認められなかった。
【0035】
(実施例5)
第二及び第三の層として、表1に示す構成のものを使用した以外は、実施例1と同様にして被膜積層体を作製し、試験を行ったところ、特に異常は認められなかった。
【0036】
(比較例1〜4)
第二及び第三の層として、表1に示す構成のものを使用した以外は、実施例1と同様にして被膜積層体を作製し、試験を行ったところ、比較例1及び比較例3においては割れが発生し、比較例2及び比較例4においては膨れ・剥れが発生した。
【0037】
(比較例5)
第二の層を省略し、第三の層として、表1に示す構成のものを使用した以外は、実施例1と同様にして被膜積層体を作製し、試験を行ったところ、膨れ・剥れが発生した。
【0038】
(比較例6)
第二及び第三の層として、表1に示す構成のものを使用した以外は、実施例1と同様にして被膜積層体を作製し、試験を行ったところ、膨れ・剥れが発生した。
【0039】
【表1】
【発明の効果】
本発明の被膜積層体は、経時的に膨れ、剥離等が生じることなく、長期にわたりその美観性を維持することができる。[0001]
[Industrial application fields]
The present invention relates to a coating laminate that can be applied to a building wall such as a building, an apartment house, and a detached house.
[0002]
[Prior art]
Various coating materials are applied and formed on the wall surfaces of buildings such as buildings, apartment houses, and detached houses in order to impart design properties. Of these, a thick finish coating material whose film is flexible is preferred because it exhibits a three-dimensional design and has the ability to follow fine cracks in the underlying concrete or mortar. in use. Here, in general, the thick finish coating material contains aggregate, the surface of the coating is rough, and is matt or 3 minutes glossy. There are cases where it is desired to have a glossy finish or to make the surface of the coating smoother, and in this case, various overcoat materials are applied.
Further, when the thick finish coating material is exposed outdoors for a long period of time, deterioration or contamination proceeds due to the influence of sunlight, rainfall, dust, or the like. For this reason, it is necessary to repaint. Even if the deterioration does not progress, repainting is performed if there is a request to change the design properties such as the color and shape as described above.
[0003]
However, the above-described thick finish coating material has a coating layer thickness of about 4 to 10 mm, and the components in the coating material such as moisture and a film-forming aid tend to remain in the coating. . Furthermore, when the coating surface is directly exposed to the outside air, moisture due to rainfall or the like is likely to be absorbed from the coating surface with the progress of deterioration, and the moisture tends to stay in the coating.
[0004]
Thus, there is a possibility that vaporizable components such as moisture and high boiling point solvent may be contained inside the coating of the thick finish coating material layer having flexibility. When a film is formed, it may swell or peel off over time after construction.
[0005]
[Problems to be solved by the invention]
The present invention has been made in view of such problems, and it is intended to provide a coating laminate that can maintain its aesthetics over a long period of time without causing swelling, peeling, or the like on a building wall. It is the purpose.
[0006]
[Means for Solving the Problems]
In order to solve such problems, the present inventors have intensively studied and found that it is effective to stack a plurality of laminated bodies having a specific composition having water vapor permeability. That is, the present invention is a laminate in which at least three kinds of coatings are laminated on a base material of a building wall surface, the first layer (A) comprising a thick finish coating material having flexibility, An organic synthetic resin binder having a water vapor permeability of JIS K5400 “Paint General Test Method” 8.17 of 500 g / m 2 · 24 h or more, an inorganic binder and a glass transition temperature of −80 to 20 ° C. as a binder. And the second layer (B) having a solid content weight ratio of 95/5 to 50/50 of the inorganic binder and the organic synthetic resin binder, JIS K5400 “General Test Method for Paints” 8.17 A film laminate comprising a third layer (C) having a transmittance of 20 g / m 2 · 24 h or more, containing an organic synthetic resin binder and a pigment, and having a pigment volume concentration of 10% or more. is there.
[0007]
DETAILED DESCRIPTION OF THE INVENTION
[Base material]
The film laminate of the present invention is applied to a base material of a building wall surface. The applicable base material is not particularly limited as long as it constitutes a building wall surface, and examples thereof include mortar, concrete, lightweight mortar, lightweight concrete, and siding board. Such a substrate may have some surface treatment layer (for example, a sealer layer, a surfacer layer, etc.).
[0008]
[First layer]
The first layer in the present invention (hereinafter also referred to as “(A) layer”) is formed from a thick finish coating material whose film has flexibility. The finish coating material for forming this layer is a thick finish coating material defined in JIS A6909 with flexibility. The finish coating materials mainly include binders such as synthetic resin emulsions, aggregates such as cryolite, quartz sand, sand, lightweight fine aggregates, organic aggregates, calcium carbonate, clay, talc, mica, diatomaceous earth, quartzite powder Ingredients such as inorganic powders and various pigments. The flexibility of the finish coating material is imparted, for example, by adjusting the glass transition temperature of the synthetic resin emulsion and the blending ratio of each component.
[0009]
The film thickness of the (A) layer is usually 4 to 10 mm, and the cross section thereof may have an uneven shape such as a ball shape or a trapezoidal shape. In general, a coating with a ball-shaped cross-section can be formed by blow-off finishing, and a coating with a trapezoidal cross-section can be formed by performing a process of pressing a convex portion with a roller after performing blow-off finishing. Can be formed.
[0010]
[Second layer]
The second layer in the present invention (hereinafter also referred to as “(B) layer”) has a water vapor transmission rate of 40 g / m 2 · 24 h or more (preferably 100 g / m 2 ) according to JIS K5400 “Paint General Test Method” 8.17. The film is 24 h or more, more preferably 500 g / m 2 · 24 h or more. When the water vapor permeability is lower than 40 g / m 2 · 24 h, it becomes difficult to exhibit the vapor diffusion function, and blistering and peeling are likely to occur.
[0011]
The layer (B) contains an inorganic binder and an organic synthetic resin binder having a glass transition temperature of −80 to 20 ° C. as a binder.
[0012]
Examples of the inorganic binder contained in the layer (B) include colloidal metal oxides such as colloidal silica and colloidal alumina, water-soluble alkali metal silicates such as sodium silicate, potassium silicate and lithium silicate, and ordinary Portland cement. Portland cement, super-strong Portland cement, medium-heated Portland cement, sulfate-resistant Portland cement, white Portland cement, alumina cement, super-hard cement, expanded cement, acid phosphate cement, silica cement, blast furnace cement, Various cements such as fly ash cement and keens cement can be used, and one or more of these can be used. Such inorganic binders can also be used in combination with metal salts, organic acids, inorganic acids and the like.
[0013]
As the organic synthetic resin binder, for example, a synthetic resin emulsion, a water-soluble resin, a solvent resin, a solventless resin, a powder resin, or the like can be used. Examples of the resin component include chloroprene rubber, styrene-butadiene rubber, acrylonitrile-butadiene rubber, methyl methacrylate-butadiene rubber, butadiene rubber, acrylic resin, vinyl acetate resin, vinyl chloride resin, epoxy resin, asphalt, and rubber asphalt. . Among these, an acrylic resin emulsion is preferably used.
[0014]
The glass transition temperature (hereinafter also referred to as “Tg”) of the organic synthetic resin binder is −80 to 20 ° C., preferably −60 to −20 ° C. When the Tg of the organic synthetic resin binder is in such a range, it is possible to follow the layer (A) appropriately, and it is possible to prevent the coating laminate from being swollen or peeled off.
[0015]
The solid content weight ratio of the inorganic binder to the organic synthetic resin binder is 95/5 to 50/50, preferably 90/10 to 70/30. When the two types of binders used in combination in the (B) layer have such a ratio, the balance between the followability to the (A) layer, the vapor diffusion function, and the strength is optimal. When the amount of the organic synthetic resin binder is less than this ratio, the followability to the layer (A) is insufficient, and the coating tends to crack, and when the amount of the organic synthetic resin binder is large, the vapor diffusion function and strength tend to decrease. It becomes.
[0016]
In the (B) layer, in addition to the above-described components, aggregates, fibers and the like can be included as necessary. As the aggregate, for example, silica sand, cryolite, perlite, vermiculite, styrene resin foam, ethylene vinyl acetate resin foam, vinyl chloride resin foam, heavy calcium carbonate, clay, kaolin, talc, precipitated barium sulfate, Barium carbonate, white carbon, diatomaceous earth, etc. can be used. Examples of the fibers include inorganic fibers such as rock wool, glass fibers, silica-alumina fibers, and carbon fibers, or organic fibers such as pulp fibers, polypropylene fibers, vinyl fibers, and aramid fibers.
[0017]
The layer (B) can be formed by uniformly mixing the above-described components with various mixers, and then applying and drying. At this time, water can be mix | blended as needed.
[0018]
The adhesion strength of the (B) layer to the (A) layer is preferably 1 N / mm 2 or more. By having such adhesion strength, the adhesion can be maintained for a long time.
[0019]
The (B) layer can be laminated at any time after the (A) layer is formed. In this case, the coating may be formed by reducing the coating amount when the shape of the (A) layer is utilized as it is, and by increasing the coating amount when changing the shape of the (A) layer. At the time of film formation, a coating instrument such as a trowel, a ricin gun, a roller, or a brush can be used. (B) After drying a layer normally for about 8-48 hours, the following layer can be laminated | stacked.
[0020]
[Third layer]
The third layer in the present invention (hereinafter also referred to as “(C) layer”) has a water vapor permeability of 20 g / m 2 · 24 h or more (preferably 30 g / m 2 · 24 h or more, more preferably 40 to 250 g / m. 2 · 24 h). By having such properties, the vaporizable component of the layer (A) can be efficiently released to the outside, and the occurrence of swelling and peeling of the coating can be prevented.
[0021]
The layer (C) contains an organic synthetic resin binder and a pigment, and the pigment volume concentration is 10% or more. When the (C) layer has such a pigment volume concentration, the vaporizable component of the (A) layer can be released to the outside appropriately, and the occurrence of swelling and peeling of the coating can be prevented. When the pigment volume concentration is less than 10%, the function of releasing the vaporizable component is lowered, and the coating is likely to be cracked or peeled off.
[0022]
As the organic synthetic resin binder, a synthetic resin emulsion is preferably used. For example, an acrylic resin emulsion, a urethane resin emulsion, a vinyl acetate resin emulsion, a silicon resin emulsion, a fluororesin emulsion, an acrylic / vinyl acetate resin emulsion, an acrylic / urethane Resin emulsion, acrylic / silicone resin emulsion, etc. can be used.
Such a synthetic resin emulsion can also have crosslinking reactivity. By having such crosslinking reactivity, film physical properties such as weather resistance and water resistance can be improved, and vapor permeability can be further improved. In addition, solvent-soluble resins, non-aqueous dispersion resins, and the like can also be used.
[0023]
Examples of pigments include heavy calcium carbonate, clay, kaolin, talc, precipitated barium sulfate, barium carbonate, white carbon, diatomaceous earth and other extender pigments, titanium oxide, iron oxide, carbon black, quinacridone, perylene, phthalocyanine compounds, Coloring pigments such as azo compounds can be used.
[0024]
(C) When laminating the layers, if the shape of the (B) layer is maintained, the coating amount is decreased, and if the shape of the (B) layer is changed, the coating amount is increased. The film may be formed by this. As the finished shape of the (C) layer, various shapes such as a yuzu skin shape, a ripple shape, a stucco shape, a lysine shape, a stone material shape, a rock surface shape, a flat shape, an uneven shape, and a moon surface shape are possible. At the time of film formation, a painting tool such as a spray gun, a roller, or a brush can be used.
[0025]
The (C) layer is laminated on the outermost surface of the building wall and can give various colors, but if the color is white, the temperature rise of the coating can be suppressed, This is effective for preventing swelling and peeling.
[0026]
The layer (C) has a water vapor permeability of 20 g / m 2.
24 h or more (preferably 30 g / m 2 · 24 h or more, more preferably 40 g / m 2
-You may laminate | stack on a (B) layer through the intermediate | middle layer which consists of a film of 24h or more. As this intermediate layer, it is desirable to use one having excellent adhesion to the second and (C) layers. Examples of such an intermediate layer include an acrylic resin, a urethane resin, an epoxy resin, and a chlorinated rubber as a binder. Examples include those containing an organic synthetic resin binder such as a resin. When forming the intermediate layer, a coating tool such as a spray gun, a roller, or a brush can be used.
[0027]
In the present invention, the water vapor permeability of the laminate composed of the second layer and the third layer is 20 g / m 2.
24 h or more (preferably 30 g / m 2 · 24 h or more, more preferably 40 g / m 2
・ It is desirable that it be 24 hours or more. Such a laminated coating can sufficiently prevent the swelling and peeling of the coating.
[0028]
【Example】
Examples and Comparative Examples are shown below to clarify the features of the present invention.
The following materials were used as materials for forming the first to third layers.
・ Inorganic binder 1: Ordinary Portland cement ・ Inorganic binder 2: Colloidal silica ・ Resin 1: Acrylic resin emulsion (solid content 50%, Tg-40 ° C.)
Resin 2: Acrylic resin emulsion (solid content 50%, Tg 35 ° C.)
Resin 3: Acrylic resin emulsion (solid content 50%, Tg 0 ° C.)
Resin 4: Acrylic silicone resin emulsion (solid content 50%, Tg 15 ° C.)
-Pigment 1: Titanium oxide-Pigment 2: Heavy calcium carbonate-Aggregate 1: Silica sand-Aggregate 2: Cold water stone-Rubber powder [0029]
Example 1
The coating was laminated | stacked with the following method with respect to the slate board which performed the sealer process. The coating and drying were all performed at a temperature of 20 ° C. and a humidity of 65%.
First, as a first layer, a thick finish coating material composed mainly of resin 3, pigment 1, pigment 2, and aggregate 2 is sprayed in a ball shape, and then the convexity of the ball is detected by a plastic roller with mineral spirits. The layer was pressed, and a 4 to 8 mm layer having a trapezoidal cross section was formed.
[0030]
24 hours after the formation of the first layer, as a second layer, a composition containing aggregate 1 with cement 1 and resin 1 as a binder (solid content weight ratio: cement 1 / resin 1 = 85/15) The object was applied to form a 0.3 mm layer on the first layer. When the water vapor transmission rate at this thickness was measured by the method of water vapor transmission rate of JIS K5400 “Paint General Test Method” 8.17, the value was 710 g / m 2 · 24 h.
[0031]
24 hours after the formation of the second layer, a composition containing resin 4 as a binder and pigment 1 at a pigment volume concentration of 18% was applied as a third layer, and the second layer was coated on the second layer. A 0.1 mm layer was formed. The water vapor permeability at this thickness was measured by the water vapor permeability method of JIS K5400 “Paint General Test Method” 8.17, and the value was 45 g / m 2 · 24 h.
[0032]
With respect to the coating laminate thus obtained, as test A, 10 cycles of repeated heating and cooling tests at 20 ° C. for 18 hours in water, −20 ° C. for 3 hours, and 50 ° C. for 3 hours were performed, and changes in the surface state of the coating When observed visually, no abnormality was observed. Further, as test B, 10 cycles of a hot / cold repeated test at 20 ° C. for 18 hours in water → −20 ° C. for 3 hours → 80 ° C. for 3 hours was conducted, and the change in the surface state of the film was visually observed. Was not recognized.
[0033]
(Example 2)
A coating laminate was prepared and tested in the same manner as in Example 1 except that the second and third layers having the configurations shown in Table 1 were used. No abnormality was found.
[0034]
(Examples 3 to 4)
As the second and third layers, except that the layers shown in Table 1 were used, a film laminate was prepared and tested in the same manner as in Example 1. In Test A, abnormalities were particularly observed. There wasn't.
[0035]
(Example 5)
A coating laminate was prepared and tested in the same manner as in Example 1 except that the second and third layers having the configurations shown in Table 1 were used. No abnormality was found.
[0036]
(Comparative Examples 1-4)
As the second and third layers, except that the structures shown in Table 1 were used, a coating laminate was prepared and tested in the same manner as in Example 1. In Comparative Example 1 and Comparative Example 3, Cracks occurred, and in Comparative Examples 2 and 4, swelling and peeling occurred.
[0037]
(Comparative Example 5)
A film laminate was prepared and tested in the same manner as in Example 1 except that the second layer was omitted and the third layer having the structure shown in Table 1 was used. This occurred.
[0038]
(Comparative Example 6)
As the second and third layers, except that the structures shown in Table 1 were used, a film laminate was produced and tested in the same manner as in Example 1. As a result, swelling and peeling occurred.
[0039]
[Table 1]
【The invention's effect】
The coating laminate of the present invention can maintain its aesthetics over a long period of time without causing swelling or peeling over time.
Claims (1)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001225295A JP4540264B2 (en) | 2001-07-26 | 2001-07-26 | Film laminate |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001225295A JP4540264B2 (en) | 2001-07-26 | 2001-07-26 | Film laminate |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003035022A JP2003035022A (en) | 2003-02-07 |
| JP4540264B2 true JP4540264B2 (en) | 2010-09-08 |
Family
ID=19058306
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001225295A Expired - Fee Related JP4540264B2 (en) | 2001-07-26 | 2001-07-26 | Film laminate |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4540264B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010264454A (en) * | 2003-12-05 | 2010-11-25 | Sk Kaken Co Ltd | Method of coating external wall of building |
| JP4959128B2 (en) * | 2003-12-05 | 2012-06-20 | エスケー化研株式会社 | How to paint exterior walls of buildings |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01281180A (en) * | 1988-05-07 | 1989-11-13 | Shikoku Kaken Kogyo Co Ltd | Formation of composite-layer film having moisture permeability |
| JPH0220758A (en) * | 1988-07-08 | 1990-01-24 | Jutaku Toshi Seibi Kodan | Incombustible flexible type multicolor laminate application method |
| JPH11290771A (en) * | 1998-04-15 | 1999-10-26 | Sk Kaken Co Ltd | Formation of moisture-permeable waterproof laminated coating film |
| JP2002161625A (en) * | 2000-09-18 | 2002-06-04 | Sk Kaken Co Ltd | Finishing construction method for building footing-beam section surface |
-
2001
- 2001-07-26 JP JP2001225295A patent/JP4540264B2/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01281180A (en) * | 1988-05-07 | 1989-11-13 | Shikoku Kaken Kogyo Co Ltd | Formation of composite-layer film having moisture permeability |
| JPH0220758A (en) * | 1988-07-08 | 1990-01-24 | Jutaku Toshi Seibi Kodan | Incombustible flexible type multicolor laminate application method |
| JPH11290771A (en) * | 1998-04-15 | 1999-10-26 | Sk Kaken Co Ltd | Formation of moisture-permeable waterproof laminated coating film |
| JP2002161625A (en) * | 2000-09-18 | 2002-06-04 | Sk Kaken Co Ltd | Finishing construction method for building footing-beam section surface |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003035022A (en) | 2003-02-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI570309B (en) | Building board and method for producing building board | |
| JP4176847B2 (en) | Thick film type elastic heat insulating coating material and coating heat insulating method using the same | |
| JP4350556B2 (en) | Building wall painting method | |
| JP4540264B2 (en) | Film laminate | |
| JP3835678B2 (en) | Method for forming decorative coating | |
| JP3795376B2 (en) | Film laminate | |
| JP6456755B2 (en) | Film formation method | |
| JP3809793B2 (en) | Thermal insulation structure | |
| JP3469103B2 (en) | Laminated roller coating method | |
| JP3285551B2 (en) | Stone tone roller coating composition | |
| JPH10238062A (en) | Work execution method for roller coating of natural-stone-like coating material | |
| JP2728131B2 (en) | Waterproof construction method | |
| JP4731824B2 (en) | Base adjustment coating material | |
| JPS63162770A (en) | Water-base covering composition for cement base plate | |
| JP2020139309A (en) | Coating material finish method | |
| JP2005007288A (en) | Method for applying linear pattern | |
| JP2003034994A (en) | Heat insulating structure | |
| JP2002161625A (en) | Finishing construction method for building footing-beam section surface | |
| JP6108424B2 (en) | Laminated structure | |
| JP7430873B2 (en) | Formation method of laminated coating film and intermediate coating paint | |
| JPH01153583A (en) | Primer for cement structure substrate and coating thereof | |
| JP6054671B2 (en) | Ceramic board and building board | |
| JPH0665531A (en) | Method of coating with stone-like coloring and finishing | |
| JP2023005343A (en) | Film formation method | |
| JPS63100987A (en) | Composite coated film |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080319 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100210 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100331 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100614 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100622 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4540264 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130702 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |