JP4493468B2 - Flameproofing furnace - Google Patents
Flameproofing furnace Download PDFInfo
- Publication number
- JP4493468B2 JP4493468B2 JP2004318641A JP2004318641A JP4493468B2 JP 4493468 B2 JP4493468 B2 JP 4493468B2 JP 2004318641 A JP2004318641 A JP 2004318641A JP 2004318641 A JP2004318641 A JP 2004318641A JP 4493468 B2 JP4493468 B2 JP 4493468B2
- Authority
- JP
- Japan
- Prior art keywords
- hot air
- flow path
- heat treatment
- treatment chamber
- flameproofing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Inorganic Fibers (AREA)
Description
本発明は炭素繊維の前駆体である繊維を耐炎化する耐炎化処理炉、より詳しくは生産性に優れた炭素繊維の製造に適した前駆体繊維の耐炎化処理炉に関する。 The present invention relates to a flameproofing furnace for flameproofing a fiber that is a precursor of a carbon fiber, and more particularly to a flameproofing furnace for a precursor fiber suitable for producing a carbon fiber excellent in productivity.
炭素繊維の製造工程においては、前駆体繊維を耐炎化し、得られた耐炎化繊維を炭素化して炭素繊維とする。前駆体繊維を耐炎化する方法として、酸化雰囲気中で熱風を循環させ、この中に前駆体繊維を通過させる方法がある(例えば、特許文献1参照)。この耐炎化処理方法において、前駆体繊維は通常束ねられたストランドとして耐炎化炉に投入される。 In the carbon fiber manufacturing process, the precursor fiber is made flame resistant, and the obtained flame resistant fiber is carbonized to form carbon fiber. As a method for making the precursor fiber flame resistant, there is a method in which hot air is circulated in an oxidizing atmosphere and the precursor fiber is allowed to pass therethrough (see, for example, Patent Document 1). In this flameproofing method, the precursor fibers are usually fed into a flameproofing furnace as bundled strands.
図7は従来の耐炎化処理炉の一例を示す概略正面断面図である。図7中、112は耐炎化処理炉で、熱処理室114内には多数本のストランド116が水平に並んだストランド群(パス)を形成して走行している。このパスを形成しているストランド116は、熱処理室114の外部に配設された所定組の折返しローラー(不図示)によって折り返されて熱処理室114に繰り返し供給される。
FIG. 7 is a schematic front sectional view showing an example of a conventional flameproofing furnace. In FIG. 7,
上記パスに高温の酸化性気体を垂直方向に通過させることによって、ストランド116の酸化反応を促進すると共に、ストランド116の反応熱を除去し、耐炎化繊維を生産することが出来る。
By passing a high-temperature oxidizing gas through the path in the vertical direction, the oxidation reaction of the
熱処理室114は、その上方に上方流路(熱風吐出側流路)118が形成され、その下方に下方流路(熱風吸引側流路)120が形成されている。また、熱処理室114は、同室内を走行するストランド116の幅方向の片側に隔壁124を設けることにより、熱風循環路122が形成されている。
The
熱処理室114の熱風循環路122と対向する側には、熱処理室114と炉外とを隔てる外壁126が形成されている。
An
熱風循環路122内にはヒーター128が備えられている。このヒーター128で加熱された熱風がファン等の熱風循環手段130により熱処理室114の上方流路118から熱処理室114内に送られ、ここで前記パスを形成して走行しているストランド116が耐炎化処理される。次いで熱風は下方流路120を通って熱風循環路122に戻り、これを通って前記ヒーター128で加熱されることを繰返す。
A
耐炎化繊維の生産性を上げるために走行するストランド116の量を増やし、その幅を広げていくと、それに伴って熱処理室114の幅を広げることになる。
Increasing the amount of the
しかし、熱処理室114の幅が広くなると、上方流路118の幅も広くなり、上方流路118における隔壁124側と外壁126とでは、熱風温度、熱風風速の差が大きくなる。しかも、熱処理室114内における隔壁124側と外壁126とでは、パスの通気抵抗が加わり熱風温度、熱風風速の差は更に大きくなる。
However, as the width of the
なお熱風は、これを循環させることによりストランドを加熱すると同時に除熱する役割も担っている。 The hot air also circulates this to heat the strands and simultaneously remove the heat.
そのため、熱処理室114の幅が3m以上と幅広の耐炎化処理炉112では、熱処理室114内におけるストランドの温度分布は不均一なものになる。その結果、ストランドの温度が低い部分では反応速度が低下し、生産性が落ちる問題がある。ストランドの温度が高い部分では蓄熱による繊維の切断が発生し、この切断した繊維が他のストランドの繊維に絡み合い、トラブルが増大する問題がある。
本発明者は、上記問題を解決するために種々検討しているうちに、熱処理室の下方流路を隔壁側から外壁側にかけて仕切板で分割して複数の分割流路を形成した耐炎化処理炉を用い、熱処理室内における熱風の流速を制御して、熱処理室内を走行するストランドが均一な温度になるように熱風を供給することにより、耐炎化繊維の安定した生産ができることを知得し、本発明を完成するに到った。 While various studies have been made by the present inventor to solve the above problems, a flameproofing treatment in which a lower flow path of the heat treatment chamber is divided by a partition plate from the partition wall side to the outer wall side to form a plurality of divided flow paths. By using a furnace, controlling the flow rate of hot air in the heat treatment chamber and supplying hot air so that the strands running in the heat treatment chamber have a uniform temperature, it is known that stable production of flame resistant fibers can be achieved, The present invention has been completed.
従って、本発明の目的とするところは、上述した問題点を解決した耐炎化熱処理炉、より具体的には前駆体繊維ストランドの耐炎化処理を均一に行うことができ、品質を低下させることなく生産性を向上させうる耐炎化熱処理炉を提供することにある。 Therefore, the object of the present invention is to provide a flameproof heat treatment furnace that solves the above-mentioned problems, more specifically, flameproofing treatment of precursor fiber strands can be performed uniformly, without reducing the quality. An object of the present invention is to provide a flameproof heat treatment furnace capable of improving productivity.
上記目的を達成する本発明は、以下に記載するものである。 The present invention for achieving the above object is described below.
〔1〕 炉内を水平走行する前駆体繊維ストランドの垂直方向に熱風を送り前記ストランドを耐炎化する熱処理室と、熱処理室の上方に形成した上方流路と、熱処理室の下方に形成した下方流路と、前記上方流路及び下方流路を連通する熱風循環路とを有する耐炎化処理炉であって、前記下方流路及び上方流路の少なくとも一方が、熱処理室内の前記熱風循環路側から前記熱風循環路と対向する外壁側にかけて複数に分割された分割流路で構成され、これら分割流路により熱処理室内と熱風循環路とが連通してなる耐炎化処理炉。 [1] A heat treatment chamber in which hot air is sent in the vertical direction of the precursor fiber strand running horizontally in the furnace to make the strand flameproof, an upper flow path formed above the heat treatment chamber, and a lower portion formed below the heat treatment chamber A flameproof furnace having a flow path and a hot air circulation path communicating the upper flow path and the lower flow path, wherein at least one of the lower flow path and the upper flow path is from the hot air circulation path side in the heat treatment chamber A flameproofing treatment furnace comprising a divided flow path divided into a plurality of parts toward an outer wall facing the hot air circulation path, and the heat treatment chamber and the hot air circulation path communicated with each other through the divided flow paths.
〔2〕 分割流路が、それぞれ熱風風量調節用のダンパーを有する〔1〕に記載の耐炎化処理炉。 [2] The flameproofing treatment furnace according to [1], wherein each of the divided flow paths has a damper for adjusting the hot air flow rate.
〔3〕 分割流路が、それぞれ熱風風量調節用の通気性板材を有する〔1〕に記載の耐炎化処理炉。 [3] The flameproofing treatment furnace according to [1], wherein each of the divided flow paths has a breathable plate material for adjusting the amount of hot air.
〔4〕 熱処理室の外壁の外側に、上方流路及び下方流路を連通する熱風迂回路を有し、前記熱風迂回路が熱風風量調節用のダンパーを有する〔1〕に記載の耐炎化処理炉。 [4] The flameproofing treatment according to [1], including a hot air bypass route that communicates the upper flow path and the lower flow path outside the outer wall of the heat treatment chamber, and the hot air bypass path includes a damper for adjusting the amount of hot air flow. Furnace.
本発明の耐炎化処理炉は、前記のように構成したので、熱処理室内を走行するストランドの温度が均一になり、耐炎化繊維の安定した生産が出来る。 Since the flameproofing furnace of the present invention is configured as described above, the temperature of the strands running in the heat treatment chamber becomes uniform, and stable production of flameproofing fibers can be achieved.
以下、図面を参照して本発明を詳細に説明する。 Hereinafter, the present invention will be described in detail with reference to the drawings.
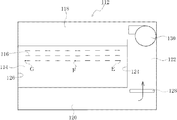
図1は本発明耐炎化処理炉における正面断面の一例を示す概略図である。 FIG. 1 is a schematic view showing an example of a front cross section in the flameproofing furnace of the present invention.
図1中、2は耐炎化処理炉で、熱処理室4内には多数本のストランド6が水平面(本紙面に垂直方向の面)に並んだストランド群(パス)を形成して走行している。このパスを形成しているストランド6は、熱処理室4の外部に配設された所定組の折返しローラー(不図示)によって折り返されて熱処理室4に繰り返し供給され、複数段のパスを形成している。
In FIG. 1, reference numeral 2 denotes a flameproofing treatment furnace, and a large number of
熱処理室4は、その上方に上方流路(熱風吐出側流路)8が形成され、その下方に下方流路(熱風吸引側流路)10が形成されている。また、熱処理室4は、同室内を走行するストランド6の幅方向の片側に熱風循環路12が形成されている。
In the
熱処理室4の熱風循環路12側には、熱処理室4と熱風循環路12とを隔てる隔壁14が形成されている。熱処理室4の熱風循環路12の向かい側には、熱処理室4と炉外とを隔てる外壁16が形成されている。
On the hot
熱風循環路12に備えられたヒーター18で加熱された熱風がファン等の熱風循環手段20により熱処理室4の上方流路8から熱処理室4内に送られ、ここで前記パスを形成して走行しているストランド6が耐炎化処理される。次いで熱風は下方流路10を通って熱風循環路12に戻り、これを通って前記ヒーター18で加熱されることを繰返す。
Hot air heated by the
下方流路10は、鉛直方向部材22、水平方向部材24からなり断面L字形状をなす仕切板26で分割され、熱処理室4の隔壁14側熱風が通過する流路(a)28と熱処理室4の外壁16側熱風が通過する流路(b)30からなる2個の分割流路が形成されている。
The
なお、仕切板26のストランド走行方向長さは、熱処理室4のストランド走行方向長さと等しく形成されている。
In addition, the strand running direction length of the
上記構成の耐炎化処理炉2を用い、熱処理室4内における熱風の流速を制御して、熱処理室4内を走行するストランド6が均一な温度になるように熱風を供給することにより、耐炎化繊維の安定した生産ができる。
Using the flameproofing treatment furnace 2 configured as described above, the flow rate of hot air in the
なお、分割流路(a)28、分割流路(b)30における流路長さ、流路幅の調節、通気抵抗の調節などにより各流路における熱風風量を調節できるように、仕切板26は鉛直方向部材22、水平方向部材24を可動な構造とすることが好ましい。
It should be noted that the
図2は本発明耐炎化処理炉における正面断面の他の例を示す概略図である。 FIG. 2 is a schematic view showing another example of a front cross section in the flameproofing treatment furnace of the present invention.
本例の耐炎化処理炉32においては、分割流路(a)28、分割流路(b)30には、それぞれ熱風風量調節用のダンパー34、36が設けられている。これにより通気抵抗を調節して各流路における熱風風量を調節できる。
In the flameproofing treatment furnace 32 of this example,
その他の構成は図1と同様であるので、同一箇所に同一参照符号を付してその説明を省略する。 Since other configurations are the same as those in FIG. 1, the same reference numerals are given to the same portions and the description thereof is omitted.
図3は本発明耐炎化処理炉における正面断面の更に他の例を示す概略図である。 FIG. 3 is a schematic view showing still another example of a front cross section in the flameproofing treatment furnace of the present invention.
本例の耐炎化処理炉42においては、分割流路(a)28、分割流路(b)30には、それぞれ熱風風量調節用の通気性板材44、46が設けられている。この通気性板材44、46としては開度が調節されたスリット板、網、パンチングプレートなどを用いることができる。これにより通気抵抗を調節して各流路における熱風風量を調節できる。
In the flameproofing treatment furnace 42 of this example, the divided flow path (a) 28 and the divided flow path (b) 30 are respectively provided with
その他の構成は図1と同様であるので、同一箇所に同一参照符号を付してその説明を省略する。 Since the other configuration is the same as that of FIG.
図4は本発明耐炎化処理炉における正面断面のまた更に他の例を示す概略図である。 FIG. 4 is a schematic view showing still another example of a front cross section in the flameproofing furnace of the present invention.
本例の耐炎化処理炉52においては、熱処理室4の外壁16の外側に、上方流路8及び下方流路10を連通する熱風迂回路54が設けられている。この熱風迂回路54には、通過する熱風の風量調節用のダンパー56が設けられている。これにより熱処理室4内における外壁16側のストランド6の温度制御が容易になる。
In the
その他の構成は図1と同様であるので、同一箇所に同一参照符号を付してその説明を省略する。 Since the other configuration is the same as that of FIG.
なお、上記各例においては、下方流路を2分割したが、これに限られず、任意の複数、好ましくは2〜4個に分割しても良く、また更に上記例においては分割流路幅を均等にしたが、任意の比率の分割流路幅にしても良く、その他本発明の要旨を変更しない限り、適宜変形して差支えない。 In each of the above examples, the lower flow path is divided into two. However, the present invention is not limited to this, and may be divided into any plural number, preferably 2 to 4, and in the above example, the divided flow path width is further increased. Although it is made equal, the divided flow path width of an arbitrary ratio may be used, and other appropriate modifications may be made unless the gist of the present invention is changed.
下方流路を任意の複数に分割したのと同様に、上方流路も任意の複数に分割しても良い。即ち、本発明耐炎化処理炉は、下方流路及び上方流路の少なくとも一方を任意の複数に分割したものである。 Just as the lower flow path is divided into an arbitrary plurality, the upper flow path may be divided into an arbitrary plurality. That is, the flameproofing furnace of the present invention is obtained by dividing at least one of the lower flow path and the upper flow path into an arbitrary plurality.
図5は、図2の例の構成において下方流路ばかりでなく上方流路も2分割した耐炎化処理炉の一例を示す概略正面断面図である。 FIG. 5 is a schematic front sectional view showing an example of a flameproofing furnace in which not only the lower flow path but also the upper flow path is divided into two in the configuration of the example of FIG.
本例の耐炎化処理炉62において、上方流路は、鉛直方向部材64、水平方向部材66からなり断面Γ字形状をなす仕切板68で分割され、熱処理室4の隔壁14側に熱風を供給する流路(c)70と熱処理室4の外壁16側に熱風を供給する流路(d)72からなる2個の分割流路が形成されている。
In the flameproofing
なお、仕切板68のストランド走行方向長さも、仕切板26のストランド走行方向長さと同様に、熱処理室4のストランド走行方向長さと等しく形成されている。
In addition, the strand running direction length of the
分割流路(c)70、分割流路(d)72には、それぞれ熱風風量調節用のダンパー74、76が設けられている。これにより通気抵抗を調節して各流路における熱風風量を調節できる。
The divided flow path (c) 70 and the divided flow path (d) 72 are provided with
分割流路(c)70、分割流路(d)72の各分割流路に供給する熱風風量を調節し易くするため、熱風循環手段78は、熱風循環路12の中央部付近に設置することが好ましい。
In order to make it easy to adjust the amount of hot air supplied to each of the divided flow paths (c) 70 and 72 (d) 72, the hot air circulation means 78 is installed near the center of the hot
その他の構成は図1及び/又は2と同様であるので、同一箇所に同一参照符号を付してその説明を省略する。 Since other configurations are the same as those in FIGS. 1 and / or 2, the same portions are denoted by the same reference numerals, and the description thereof is omitted.
以下、本発明を実施例及び比較例により更に具体的に説明する。 Hereinafter, the present invention will be described more specifically with reference to examples and comparative examples.
実施例1
耐炎化繊維及び炭素繊維製造用原料の前駆体繊維について、図6に示す耐炎化炉を用いて加熱空気中耐炎化処理し、耐炎化繊維を得た。
Example 1
The flame resistant fiber and precursor fiber of the raw material for producing carbon fiber were subjected to a flame resistant treatment in heated air using a flame resistant furnace shown in FIG. 6 to obtain a flame resistant fiber.
図6は、図2の例の構成において下方流路を3分割した耐炎化処理炉の一例を示す概略正面断面図である。 FIG. 6 is a schematic front sectional view showing an example of a flameproofing furnace in which the lower flow path is divided into three in the configuration of the example of FIG.
本例の耐炎化処理炉82において、下方流路10は、鉛直方向部材84、水平方向部材86からなり断面L字形状をなす隔壁14側仕切板88と、鉛直方向部材90、水平方向部材92からなり断面L字形状をなす外壁16側仕切板94とで分割され、熱処理室4の隔壁14側熱風が通過する流路(e)96と、熱処理室4の外壁16側熱風が通過する流路(g)100と、それらの中間の流路(f)98とからなる3個の分割流路が形成されている。
In the flameproofing treatment furnace 82 of this example, the
分割流路(e)96、分割流路(f)98、分割流路(g)100には、それぞれ熱風風量調節用のダンパー102、104、106が設けられている。各分割流路の幅は、隔壁14と鉛直方向部材84との間隔Xが1.4m、鉛直方向部材84と鉛直方向部材90との間隔Yが1.4m、鉛直方向部材90と外壁16との間隔Zが1.4mである。
The divided flow path (e) 96, the divided flow path (f) 98, and the divided flow path (g) 100 are provided with
熱処理室4の縦、横、高さはそれぞれ12m、4.2m、1.6mである。折返しローラーによる折返し数は7パスである。このパスは水平面に並んだ400本のストランドから構成されており、このストランドは前駆体繊維が24000本束ねられて構成されている。
The length, width, and height of the
その他の構成は図1と同様であるので、同一箇所に同一参照符号を付してその説明を省略する。 Since the other configuration is the same as that of FIG.
熱風循環手段20の吹出し口で温度250℃の熱風を循環させ、ダンパー102、104、106の開度を調節して、各分割流路における熱風風量を調節したところ、分割流路入口部単位断面積当りの風量(風速)で流路(e)96が1.2m/秒、流路(f)98が1.2m/秒、流路(g)100が1.2m/秒となり、ストランドの温度は、隔壁14側の地点Eで251℃、中央付近の地点Fで250℃、外壁16側の地点Gで250℃と均一な分布を示し、耐炎化繊維の安定した生産が出来た。
When hot air having a temperature of 250 ° C. is circulated at the outlet of the hot air circulation means 20 and the opening degree of the
比較例1
図7に示す従来の耐炎化炉を用いた以外は、実施例1と同様に耐炎化処理した。
Comparative Example 1
A flameproofing treatment was performed in the same manner as in Example 1 except that the conventional flameproofing furnace shown in FIG.
本例の耐炎化処理炉112において、下方流路120には、分割流路は形成されていないが、図6の分割流路(e)、分割流路(f)、分割流路(g)に相応する図7の部分における熱風風速は、それぞれ0.8m/秒、1.2m/秒、1.6m/秒で、ストランドの温度は、隔壁124側の地点Eで254℃、中央付近の地点Fで250℃、外壁116側の地点Gで248℃と不均一な分布を示し、隔壁124側近くでは繊維の切断が発生し、耐炎化繊維の生産は不安定であった。
In the flameproofing
2、32、42、52、62、82、112 耐炎化処理炉
4、114 熱処理室
6、116 ストランド
8、118 上方流路
10、120 下方流路
12、122 熱風循環路
14、124 隔壁
16、126 外壁
18、128 ヒーター
20、78、130 熱風循環手段
22、64、84、90 鉛直方向部材
24、66、86、92 水平方向部材
26、68、88、94 仕切板
28 分割流路(a)
30 分割流路(b)
34、36、56、74、76、102、104、106 ダンパー
44、46 通気性板材
70 分割流路(c)
72 分割流路(d)
96 分割流路(e)
98 分割流路(f)
100 分割流路(g)
E、F、G ストランド温度の測定地点
X、Y、Z 分割流路の幅
2, 32, 42, 52, 62, 82, 112
30 division flow path (b)
34, 36, 56, 74, 76, 102, 104, 106
72 Divided flow path (d)
96 Divided flow path (e)
98 Divided flow path (f)
100 Divided flow path (g)
E, F, G Strand temperature measurement point X, Y, Z Width of split flow path
Claims (5)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004318641A JP4493468B2 (en) | 2004-11-02 | 2004-11-02 | Flameproofing furnace |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004318641A JP4493468B2 (en) | 2004-11-02 | 2004-11-02 | Flameproofing furnace |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006132005A JP2006132005A (en) | 2006-05-25 |
| JP4493468B2 true JP4493468B2 (en) | 2010-06-30 |
Family
ID=36725804
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004318641A Expired - Fee Related JP4493468B2 (en) | 2004-11-02 | 2004-11-02 | Flameproofing furnace |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4493468B2 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5205767B2 (en) * | 2006-02-17 | 2013-06-05 | 東レ株式会社 | Heat treatment furnace and carbon fiber manufacturing method |
| DE102006037703B4 (en) * | 2006-08-11 | 2013-04-18 | Eisenmann Ag | Convection Oven |
| KR101076571B1 (en) | 2009-12-31 | 2011-10-24 | 주식회사 효성 | Flame Resisting Treatment Furnace For Precursors And Preparing Method Of Carbon Fiber Using The Same |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002115125A (en) * | 2000-10-05 | 2002-04-19 | Toray Ind Inc | Heat treatment oven and method for producing carbon fiber using the same |
| JP2003155629A (en) * | 2001-11-20 | 2003-05-30 | Toray Ind Inc | Heat treatment apparatus for making carbon fiber flameproof and method for producing carbon fiber |
| JP2004115983A (en) * | 2002-09-30 | 2004-04-15 | Toho Tenax Co Ltd | Heat treatment oven for making flame-resistant and method for heat treatment for making flame-resistant |
-
2004
- 2004-11-02 JP JP2004318641A patent/JP4493468B2/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002115125A (en) * | 2000-10-05 | 2002-04-19 | Toray Ind Inc | Heat treatment oven and method for producing carbon fiber using the same |
| JP2003155629A (en) * | 2001-11-20 | 2003-05-30 | Toray Ind Inc | Heat treatment apparatus for making carbon fiber flameproof and method for producing carbon fiber |
| JP2004115983A (en) * | 2002-09-30 | 2004-04-15 | Toho Tenax Co Ltd | Heat treatment oven for making flame-resistant and method for heat treatment for making flame-resistant |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006132005A (en) | 2006-05-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3868907B2 (en) | Flameproof heat treatment apparatus and method of operating the apparatus | |
| CN102782198B (en) | Oxidation furnace | |
| KR101604932B1 (en) | Flame-retardant heat treatment furnace | |
| JP2010100967A (en) | Heat-treatment furnace, flame retardant fiber bundle, and method for producing carbon fiber | |
| JP5037978B2 (en) | Flameproof furnace and flameproofing method | |
| JP2007247130A (en) | Heat-treating furnace and method for producing carbon fiber | |
| JP4493468B2 (en) | Flameproofing furnace | |
| EP0110557B1 (en) | Apparatus for producing oxidized filaments | |
| JP2006193863A (en) | Flame resisting treatment furnace | |
| JP2009242962A (en) | Flameproofing apparatus and method for flameproofing precursor fiber bundle | |
| JP2006057222A (en) | Flame resisting treatment furnace and method for flame resisting treatment | |
| JP2004115983A (en) | Heat treatment oven for making flame-resistant and method for heat treatment for making flame-resistant | |
| JP4961256B2 (en) | Flameproof heat treatment equipment | |
| CN107429441A (en) | Discharge nozzle plate for the fiber oxidation stove at center to end | |
| JPH034832B2 (en) | ||
| JP5812205B2 (en) | Gas supply blowout nozzle and method for producing flameproof fiber and carbon fiber using the same | |
| JPH10266023A (en) | Production of polyacrylonitrile-based flame resistant fiber and apparatus therefor | |
| JP4471779B2 (en) | Flameproofing furnace | |
| JP2006348463A (en) | Flame resistant rendering heat treating device, and operation method for the device | |
| JP4138368B2 (en) | Flameproof heat treatment apparatus and flameproof heat treatment method | |
| TW202035811A (en) | Flame resistance heat treatment oven, flame-resistant fiber bundles, and method for manufacturing carbon-fiber bundles | |
| JP5037977B2 (en) | Flameproofing furnace and method for producing flameproofed fiber | |
| JP2015168897A (en) | Method for manufacturing carbon fiber | |
| JPH034834B2 (en) | ||
| JP4740098B2 (en) | Carbon fiber production equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070822 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091027 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091214 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100406 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100406 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130416 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130416 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140416 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |