JP4444515B2 - タバコフィルタ - Google Patents
タバコフィルタ Download PDFInfo
- Publication number
- JP4444515B2 JP4444515B2 JP2000603533A JP2000603533A JP4444515B2 JP 4444515 B2 JP4444515 B2 JP 4444515B2 JP 2000603533 A JP2000603533 A JP 2000603533A JP 2000603533 A JP2000603533 A JP 2000603533A JP 4444515 B2 JP4444515 B2 JP 4444515B2
- Authority
- JP
- Japan
- Prior art keywords
- filter
- rod
- cigarette
- tobacco smoke
- length
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/04—Tobacco smoke filters characterised by their shape or structure
Landscapes
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
Description
本発明は、例えばパピロシタイプ(papirosi-type)のシガレットに適するフィルタに関する。
【0002】
現在高い信頼性で組立体を製造することができないため、硬いラップやロール状のチューブにフィルタを組み込むことへの従来の試みは商業的に成功していなかった。
【0003】
本発明は、熱形成されたフィルタロッドを具備するタバコ煙フィルタを提供することによって上記問題を解決する。この熱形成されたフィルタロッドは、少なくとも一方の端部が開いているタバコ煙フィルタ材料のチューブ状ボディを有すると共にチューブ状ボディと一体の上記タバコ煙フィルタ材料のフィルタプラグによって閉鎖される。チューブ状ボディは一方の端部において開いており且つ他方の端部においてフィルタプラグによって閉じられている。あるいは、両端部において開いていて、これら端部間においてフィルタプラグによって閉鎖されてもよく、この場合一体的なフィルタプラグによって連結された二つのチューブ状終端部分が存在することになる。上記すべての場合において、ロッドのチューブ状部分の長さは大抵少なくともフィルタプラグの長さと同じであり、好ましくはフィルタプラグの長さより二倍〜三倍またはそれ以上だけ長い。よって、チューブ状部分の長さとフィルタプラグの長さとの割合は6:1か、または約4:1であるが、特にロッドの全長が約70mmである時には大抵約5:2であるのが適している。
【0004】
外面的には、一体的に熱形成されたフィルタロッドは端部から端部まで大抵周の長さおよび外径が均一であり、より一般的には端部から端部まで均一な円筒状外面を有する。チューブ状ボディのボアは断面が円形であるが、非円形であってもよく、例えば三角形または他の多角形、十字形、または(例えば4、5または6点の)星形であってもよい。
【0005】
フィルタ付きシガレットで使用された場合、本発明のフィルタロッドは口側端部において終端にある一体的なフィルタプラグを有し、タバコに向かってチューブ状ボディの端部が開いている。しかしながら、好ましくは終端部または内部にある一体的なフィルタプラグを備えた本発明のフィルタロッドは、開いたチューブ状の口側端部を有するパピロシフィルタ式シガレットを形成するように巻きタバコロッドに連結される。短い巻きタバコロッド(例えば25〜50mm)と、短いフィルタプラグ(例えば10〜20mm、または約15mm)を備えた本発明の長いフィルタロッド(例えば、50〜80mm)とを備えたシガレットでは、シガレットは短い喫煙(例えば2〜5口、好ましくは3または4口)のみを望む喫煙者に適すると共に、(タバコロッドの消費が少量であるため)タールが低いにも関わらず(フィルタが主にフィルタプラグ部分に限定されるため)満足感のある喫煙を提供することができる。
【0006】
フィルタロッドは熱可塑性アチルセルロースの繊維または単繊維を束ねたトウから熱形成されるのが好ましいが、他の熱形成可能な繊維または単繊維(例えばポリオレフィン)、あるいは例えば熱形成可能なオープンセル発泡体等の他の熱形成可能なフィルタ材料を用いてもよい。フィルタロッドが熱形成されるので、チューブ状ボディは後の処理(例えばラッピングおよび/またはシガレットロッドとの組立て)または喫煙において硬さが保たれるか、または硬さが高められる。
【0007】
本発明の熱形成された強いフィルタロッドは、単一通路のライン処理によって高い信頼性で商業的的に利用可能な速度で製造される。このようなライン処理の一つの工程では、熱形成可能なフィルタ材料(例えば可塑化されたトウ、またはトウ混成体)は熱が加えられたロッド形成装置内を通って長手方向に送られる。そして、ロッド形成装置の出口からタバコ煙フィルタ材料から成る熱形成された一体的なロッドが連続的に退出するように中央マンドレルが長手方向にロッド形成装置内へ往復動する。なお、この一体的なロッドでは、フィルタ材料から成るチューブ状ボディ部分とフィルタ材料から成るフィルタプラグ部分とが長手方向に交互に続く。ロッドはロッド用ラップなしでも安定するが、ラップされたロッド製品を提供するために従来のロッド用ラップが同時に上記ロッド形成装置内を通って送られてもよい。ラップされたまたはラップされていない連続的に流れてくるロッドはチューブ状部分またはフィルタプラグの中央において横方向に切断され、これにより一方の端部に一体的なフィルタプラグを備えた本発明の個々のパピロシタイプのフィルタロッドが形成される。あるいは、流れてくるロッドをチューブ状部分のみにおいて切断して、一体的なフィルタプラグが開いている両端部から離間されているロッドを提供するのも好ましい。この実施例の利点は、初期に形成された一体的なフィルタプラグが完全なまま切断されていないため、再現性のある均一な圧力降下および捕捉性を有するロッドを容易に製造できることにある。フィルタプラグにおいて切断された実施例では、(現在回避するのが困難である)中央からずれて切断してしまうことにより、異なった長さのフィルタプラグを備えたロッド、したがって異なった圧力降下および捕捉係数を有するロッドが連続的に形成されてしまう。
【0008】
このように個々のロッドが初期に連続的に製造されたロッドから直接切断された場合、通常個々のロッドはロッド形成工程の一部としてラップされ、個々のラップされたロッドは通常リング状先端付設部材によってシガレットに取付けられる。両端部で開いたチューブ状部分の間にこれらチューブ状部分と一体の内部フィルタプラグを有する個々のロッドの付加的な利点は、これらロッドの両端部が同じであるので、タバコロッドに取付ける前にこれらロッドを方向付けしなくてもよいことにある。逆に、終端部にフィルタプラグを備えたロッドは、全てのフィルタプラグが確実に同じ端部において取付けられるタバコロッドに対峙するように方向付けされなければならない。
【0009】
あるいは、初期に連続的に製造されたロッドをまず二倍または数倍の長さの一体的なロッドへと切断して、次にこれらロッドを個々の長さに切断することも可能である。例えば、先端オーバーラップ式ラップが使用される場合、二倍の長さの一体的なロッドは、二つの巻きタバコロッドの間にこれら巻きタバコロッドと長手方向に整列して当接せしめられ、且つ二倍の長さのロッドとこのロッドに隣接したタバコロッドの端部とに亘って延びる先端オーバーラップ式ラップによって巻きタバコロッドに連結せしめられる。そして、ロッドとタバコロッドとの組立体は、二つのフィルタ付きシガレットを提供するように二倍の長さのロッドの中央で切断せしめられる。二倍の長さのロッドが各端部にフィルタプラグを有すると共にその間に二倍の長さの一体的なチューブ状ボディを有する場合、結果として生成されるフィルタ付きシガレットは口側端部で開いているチューブ状ボディを備えたパピロシフィルタ付きシガレットとなる。あるいは、二倍の長さのロッドは両端で開いた二つのチューブ状ボディの間にこれらチューブ状ボディと一体の二倍の長さのフィルタプラグを有するように切断されてもよい。この場合、結果として生成されるフィルタ付きシガレットは口側端部においてフィルタプラグを有し、チューブ状ボディがタバコロッドに対して開いている。上述した利点を与えるように一体的なフィルタプラグにおいて切断するのを避けるために、全ての切断を、すなわち初期の連続して製造されたロッドにおける切断からフィルタ付きシガレット製造における二倍の長さのロッドの切断までをチューブ状部分のみにおいて行うのが好ましい。その結果、口側端部および上流側端部において開いているチューブ状フィルタ部分を備えると共に、その間に一体的なフィルタプラグを備えるフィルタ付きシガレットが形成される。
【0010】
先端オーバーラップ式ラップが使用される場合、初期においてラップを備えたまたは備えていない二倍の長さまたは数倍の長さのロッドが製造される。個々のロッドが切り出される一体的な二倍の長さのロッドまたは数倍の長さのロッドは、本発明に含まれる。このような数倍の長さのロッドは、鏡像のように端部から端部まで一体的に連結された本発明の複数の別個のロッドを具備し、例えば各端部において晒されたフィルタプラグまたは各端部において開いているチューブ状ボディを有する。
【0011】
チューブ状部分の長さおよびフィルタプラグ部分の長さは、所望のフィルタ効果をもたらすパピロシタイプの製品を提供するように選択される。フィルタによる濾過の程度は煙フィルタ材料の同一性およびその圧縮の程度に依存し、且つ僅ではあるがチューブ状ボディのボアの表面積に依存する。
【0012】
本発明のフィルタロッドの長さは典型的には約70mmであるが、例えば20mm〜90mmの広範囲で変更してもよい。フィルタプラグ部分の長さは通常8mmまたは10mm〜50mmであるが、上述したようにチューブ状部分の長さより短いのが好ましい。フィルタプラグの長さは大抵(フィルタ効果が低下しすぎてしまうため)8mmまたは10mmより短いことはなく、大抵(フィルタ効果または吸引抵抗が大きくなりすぎるため)20mmまたは25mmまたは30mmより長いことはない。特に、パピロシフィルタ付きシガレットにとって、チューブ状部分の長さは大抵技術的な検討結果からではなく、最終的な製品に必要とされる全長から設定され、上述したようにフィルタプラグの2または3倍(例えば2.5倍)の長さである。
【0013】
本発明のロッドのチューブ状部分の壁は比較的薄いのが好ましく、例えばロッドの直径の約四分の一〜八分の一またはそれ以下であり、チューブ状部分のボアはロッドの外径の約二分の一から四分の三である。一体的なロッドのチューブ状部分の壁は製造、処理、保管および使用中における破壊に抵抗するのに十分なほと強くなければならない。チューブ状部分の壁の厚さは例えば1mm〜2mmであり、好ましくは約1.5mmである。ロッドの外径は7mm〜9mmであるのが好ましく、従来のパピロシシガレットの外径と同様である。
【0014】
本発明において製造された一つのフィルタロッドは全長が74mmであり、長さが18mmである終端にあるプラグと長さが56mmであるチューブ状ボディとを備え、チューブ状ボディの壁の厚さは約1.5mmである。このフィルタロッドは(通例通り梱包されたロッドで計測して)水位計で64mmの圧力降下が起こる。周の長さが24.5mmであるこのロッドは、フィルタプラグがタバコに当接するように長さが50mmの巻きタバコロッドに取付けられ、こうしてタール捕捉率が40%でニコチン捕捉率が38%である通気性のないフィルタ付きシガレットが提供される。
【0015】
本発明の熱形成されたフィルタロッドはラップされないか、またはロッドと長手方向に隣接するラップによってラップされる。フィルタロッドがラップを有する場合、フィルタ付きシガレットを形成するのに巻きタバコロッドにフィルタロッドを連結するのにリング状先端付設部材が使用される。この場合、最終的なフィルタ付きシガレット組立体において露出しているフィルタのラップは、喫煙中に唇に付着するのを防止するために防水性であるのが好ましい。あるいは、フィルタロッドがラップされなかろうとラップが提供されていようと、フィルタロッドはフィルタロッドの全長とフィルタロッドに隣接した巻きタバコの端部とを覆う完全な先端オーバーラップ式ラップによってフィルタ付きシガレット製品に組み込まれてもよい。この場合、先端オーバーラップ式ラップは防水性であるのが好ましい。フィルタ付きシガレットの巻きタバコロッドの長さは大抵30mmまたは40mmであるが、例えば90mmまでであってもよい。タバコは従来の可燃性のシガレット用の紙でラップされる。
【0016】
フィルタ付きシガレット製品によるタールの搬送量は、フィルタロッド周りのラップを介して熱形成されたフィルタロッドを通気させることによって減少せしめられることができる。例えばリング状先端付設部材が使用された場合、喫煙中に空気による希釈化をフィルタロッド内へもたらすためにロッドラップには予め孔が開けられてもよい。同様に、先端オーバーラップ式ラップが使用された場合、ロッドラップにはフィルタロッドを覆う領域において(あるとすれば、オーバーラップ部分とフィルタロッドとの間のロッドラップが空気通気性のある状態で)予め孔が開けられる。あるいは、熱形成されたフィルタロッド周りのロッドラップに通気孔を提供するためにフィルタ付きシガレット製品の組立て中にライン上でレーザ技術を用いてもよい。
【0017】
フィルタ付きシガレット製品のタールの搬送量は、タバコ要素のタール生成量と、フィルタロッドのフィルタ効果と、(あるとすれば)通気の程度とに応じる。タールの搬送量は標準的な国際標準化機構(ISO)が定めた状態において例えば1mg〜65mgであるが、15mg以下に制御されることができる。本発明のパピロシフィルタ付きシガレットは如何なるタールが搬送されてもフィルタの口側端部の汚れは最小限で済む。
【0018】
本発明のフィルタロッドおよびフィルタ付きシガレットを正確でない縮尺率で添付の図面に示す。
【0019】
図1に示した熱形成された被熱形成フィルタロッド(2)はフィルタ材料から成るフィルタプラグ(6)と一体のフィルタ材料から成るチューブ状ボディ(4)を有する。一体的な被熱形成フィルタロッド(2)は可塑性アチルセルロースの単繊維を束ねたトウ(tow)から成る。フィルタロッドの全長lは典型的には約70mmであり、チューブ状ボディの長さtは例えば50mmである。また、チューブ状ボディ(4)の壁(8)の厚さは約1.5mmである。さらに、フィルタロッドの外面(10)の断面はフィルタロッドの全長に亘って均一な円形断面であり、その直径は約8mmである。また、チューブ状ボディのボア(12)の断面も円形断面である。
【0020】
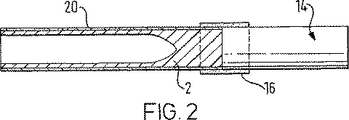
図2は図1のフィルタロッドを示すものであり、このフィルタロッドは該フィルタロッドと長手方向に隣接するロッドラップ(20)を有すると共にリング状先端付設部材(16)によってラップされた巻きタバコロッド(14)に連結される。図3は図1のフィルタロッドを示すものであり、このフィルタロッドは、ロッドラップ(20)を用いることなく先端オーバーラップ式ラップ(18)によって巻きタバコロッド(14)に連結される。図2および図3では、タバコロッド(14)の長さは約40mmである。
【0021】
図4において、被熱形成フィルタロッド(2)は図3における方向と反対方向を向いており、チューブ状ボディの開いた端部がタバコロッドに当接すると共にフィルタロッドのフィルタプラグが口側端部に位置するように先端オーバーラップ式ラップ(18)によって巻きタバコロッド(14)に連結される。ここでの各寸法は図1〜3に示した通りである。
【0022】
図2〜図4では、ラップ(20および18)は空気通気性がないが、場合に応じて通気性のあるラップにしてもよい。
【0023】
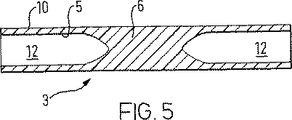
図5に示した被熱形成フィルタロッド(3)は本質的に図1のロッド(2)と同一であるが、フィルタプラグ(6)は二つのチューブ状ボディ部分(5)の中央に、これらチューブ状ボディ部分と一体に配置され、二つのチューブ状ボディ部分はフィルタロッドの二つの端部で開口している。フィルタロッドは可塑性アチルセルロースの単繊維を束ねたトウから成る。フィルタロッドの全長は70mmであり、この場合一体的なフィルタプラグ(6)の長さは約20mmであってチューブ状ボディ部分の長さの合計は約50mmであり、各チューブ状部分(5)の長さは約25mmである。チューブ状ボディ部分の壁(8)の厚さは約1.5mmであり、その外径は約8mmである。フィルタロッドの外面(10)の断面は均一な円形断面であり、且つボア(12)の断面も円形断面である。
【0024】
図5のフィルタロッド(3)にはこのフィルタロッドと長手方向に隣接する(通気性のあるまたは通気性のない)ロッドラップが設けられる。フィルタロッドは図2に示した方法でリング状先端付設部材によって巻きタバコロッドに連結せしめられる。あるいは、フィルタロッド(3)は、このような隣接するロッドラップを用いることなく、図3に示した方法でフィルタロッドの長さ方向に延びると共に巻きタバコロッドの下流端部を覆うように延びる(通気性のあるまたは通気性のない)先端オーバーラップ式ラップによってタバコロッドに連結される。
【0025】
例
本発明の様々な個々の被熱形成フィルタロッドとフィルタ付きシガレットの物理的詳細を以下の表において説明する。
【0026】
例A〜例Cは図1に示したタイプの一体型フィルタロッドである。これらフィルタロッドはそれぞれ長さが70mmであり、約50mmのチューブ状ボディと約20mmのフィルタプラグとから成る。
【0027】
例A、BおよびCでは、5Y40のアチルセルロースのトウと7Y34のアチルセルロースのトウとから50/50で混成される混成体を用いた。なお、「dYn」トウは、トウ全体がn×103デニールであって個々の単繊維のデニールがdであるY字状断面の単繊維から形成されたトウを示す。可塑性トウと空気通気性のあるラップとは上述したように往復動式マンドレルを備えた被加熱式ロッド形成装置内を通って長手方向に送られ、これにより熱形成されたトウから成る一体的なラップされたロッドが提供される。このロッドでは、長さが100mmのチューブ状部分と長さが40mmのフィルタプラグ部分とが交互に変わっており、チューブ状ボディのボアの断面形状はマンドレルの断面形状に対応する。連続して製造されたラップされたロッドはチューブ状部分およびフィルタプラグ部分を通って中央で横方向に切断され、これにより本発明の個々のパピロシタイプのフィルタロッドが形成される。フィルタロッドのフィルタプラグ部分において硬さの計測を行った。なお、チューブ状ボディ部分の壁はフィルタプラグの壁より僅かに硬さがある。
【0028】
例Lおよび例Tは例A〜例Cに関して形成したが、全体的に7Y/34のアチルセルロースのトウから形成される。フィルタプラグがタバコに当接すると共にチューブ状ボディが口側端部で開口するように、ラップされた各ロッドをリング状先端付設部材によって標準的な巻きタバコロッドに取付け、これによりパピロシフィルタ式シガレットが提供される。標準状態でタール捕捉率およびニコチン捕捉率を計測した。各場合において、タールの搬送量は約13mgに減少せしめられる。捕捉率以外の引用した値は取付けられていないフィルタロッドの値である。
【0029】
例Xおよび例Yのために、図5に示したタイプのロッドを全体的に8Y/39のアチルセルロースのトウから形成した。手順は実質的に例A、BおよびCに関して説明した手順であるが、初期の連続的に製造されたロッドは50mmのチューブ状部分とこれと一体的な20mmのフィルタプラグとを交互に有し、切断はチューブ状部分の中央においてのみ行った。このことは、連続的な個々のロッドが均一な長さのフィルタプラグを有する(すなわちほぼ均一な圧力降下および捕捉性を示す)という利点、および結果として形成されるロッドが対称的であり、フィルタ付きシガレットを製造するのに個々のロッドを方向付けするための特別な処理技術および特別な器具を必要としないという利点がある。ラップされたロッドXおよびYを、例Lおよび例Tで説明したようにフィルタ付きシガレットに組み込んだ(且つ、ロッドおよびフィルタ付きシガレット特性を計測し且つレポートした)。タール搬送量は約13mgまで減少せしめられた。
【表1】

例Dおよび例Eは、簡単な「喫煙休憩」のための短いタバコ柱状部材(column)と長いフィルタとを備えた本発明のフィルタ付きシガレットを示す。冷却効果とは別に、シガレットの端部は点火する時に喫煙者の鼻および顔から快適な距離だけ離されるので長いタバコが望まれる。これら例では、従来のシガレット用の紙におけるタバコ柱状部材の長さは30mmであり、本発明のフィルタロッドの長さは51mmである。また、タバコ柱状部材は例Dでは通気性がない従来の先端オーバーラップ式ラップによって、例Eでは通気性を与えるように微孔があけられた従来の先端オーバーラップ式ラップによってタバコロッドに連結される。フィルタロッドは単繊維が5デニールである可塑性アチルセルロースのトウから成る熱形成された一体的なボディであり、開いた口側端部から長さが17mmであるフィルタプラグまで延びる。フィルタプラグはタバコロッドに当接すると共に上流端においてチューブ状ボディを閉じる。タバコおよびフィルタロッドの外径は24.5mmであり、フィルタロッドのチューブ状ボディの壁の厚さは1.5mmである。
【0031】
例Dおよび例Eの他のデータを以下の表に示す。
【表3】
本発明の好適な実施例にはフィルタ材料(好ましくは接着された繊維および/または単繊維材料)の熱形成が含まれ、この熱形成により(端部においてまたは中間領域において)比較的短いフィルタプラグによって閉じられた比較的長くて薄い壁のチューブ状ボディを有する一体的なボディが提供される。このような特性を組み合わせることにより迅速に且つ経済的に製造可能なフィルタが提供され、このフィルタは製造、処理、保管および使用時に損傷を受けずに耐えるのに十分に強く、且つ冷却しながらも制御されたフィルタ効果によって満足な喫煙を提供し、さらに(例えば二口または三口または四口程度の)比較的短いタバコロッドと共に使用するのに特に適する。
【図面の簡単な説明】
【図1】 本発明の熱形成されたフィルタロッドの概略断面側面図である。
【図2】 リング状先端付設部材によってパピロシフィルタ式タバコに組み込まれたフィルタロッドの図1と同様な図である。
【図3】 先端オーバーラップ式ラップによってパピロシフィルタ式タバコに組み込まれたフィルタロッドの図1と同様な図である。
【図4】 口側端部においてフィルタプラグをフィルタ付きシガレットに組み込まれたフィルタロッドの図1と同様な図である。
【図5】 本発明の別の熱形成されたフィルタロッドの概略断面側面図である。
Claims (12)
- 熱形成された一体的なフィルタロッドであって、端から端まで均一の外周及び形状であり且つ口側端部で開いていると共に他方の端部でタバコ用煙フィルタ材料のフィルタプラグによって閉鎖されているフィルタロッドから成る、タバコ用煙フィルタ。
- 熱形成された一体的なフィルタロッドであって、端から端まで均一の外周及び形状であり且つ口側端部で開いていると共に他方の端部でタバコ用煙フィルタ材料のフィルタプラグによって閉鎖されているフィルタロッドと、
付加的に上記フィルタロッド周りのロッドラップとから成る、タバコ用煙フィルタ。 - 上記フィルタプラグの長さは8mm以上である、請求項1又は2に記載のタバコ用煙フィルタ。
- 上記フィルタプラグはフィルタロッドの残りの部分よりも短い、請求項1〜3のいずれか1項に記載のタバコ用煙フィルタ。
- 上記フィルタロッドは可塑化されたアセチルセルロースの繊維または単繊維を束ねたトウから熱形成される請求項1〜4のいずれか一つに記載のタバコ用煙フィルタ。
- 上記ロッドラップは長手方向においてフィルタロッドと同一の長さである請求項1〜5のいずれか一つに記載のタバコ用煙フィルタ。
- 上記ロッドラップは通気性のあるラップである、請求項6に記載のタバコ用煙フィルタ。
- 巻きタバコロッドに連結された、請求項1〜7のいずれか1項に記載のタバコ用煙フィルタ。
- リング状先端付設部材によって巻きタバコロッドに連結された、請求項8に記載のタバコ用煙フィルタ。
- 先端オーバーラップ式ラップによって巻きタバコロッドに連結された、請求項8に記載のタバコ用煙フィルタ。
- 当該タバコ用煙フィルタは通気性がある、請求項1〜10のいずれか1項に記載のタバコ用煙フィルタ。
- 請求項1〜7のいずれか1項に記載のロッドが切り出される一体的な整数倍の長さのロッドであって、各端部に上記フィルタプラグを有する、整数倍の長さのロッド。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB9905406A GB2347607B (en) | 1999-03-09 | 1999-03-09 | Papirosi cigarette filter |
| GB9905406.6 | 1999-03-09 | ||
| GB9921734A GB2356791B (en) | 1999-09-14 | 1999-09-14 | Cigarette filter |
| GB9921734.1 | 1999-09-14 | ||
| PCT/GB2000/000850 WO2000053037A1 (en) | 1999-03-09 | 2000-03-08 | Cigarette filter |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2002537863A JP2002537863A (ja) | 2002-11-12 |
| JP2002537863A5 JP2002537863A5 (ja) | 2007-07-05 |
| JP4444515B2 true JP4444515B2 (ja) | 2010-03-31 |
Family
ID=26315247
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000603533A Expired - Lifetime JP4444515B2 (ja) | 1999-03-09 | 2000-03-08 | タバコフィルタ |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP1164879A1 (ja) |
| JP (1) | JP4444515B2 (ja) |
| CN (1) | CN100358447C (ja) |
| AU (1) | AU2931400A (ja) |
| RU (1) | RU2333712C2 (ja) |
| WO (1) | WO2000053037A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100770519B1 (ko) * | 2002-08-09 | 2007-10-25 | 브리티쉬 아메리칸 토바코 (인베스트먼츠) 리미티드 | 개량 필터부착 담배 및 그 제조방법 |
| KR101696132B1 (ko) * | 2013-03-06 | 2017-01-13 | 니뽄 다바코 산교 가부시키가이샤 | 시가렛 제조방법 및 시가렛 및 더블 시가렛 |
| EP2952108B1 (en) * | 2013-03-06 | 2018-10-17 | Japan Tobacco Inc. | Cigarette production method and double cigarette |
| US10730688B2 (en) | 2013-06-03 | 2020-08-04 | Essentra Filter Products Development Co. Pte. Ltd | Dispenser for particulate material |
| WO2014195250A1 (en) | 2013-06-03 | 2014-12-11 | Essentra Filter Products Development Co. Pte. Ltd | Method of manufacture of a dispenser |
| GB201608928D0 (en) * | 2016-05-20 | 2016-07-06 | British American Tobacco Co | Article for use in apparatus for heating smokable material |
| GB2562764A (en) * | 2017-05-24 | 2018-11-28 | Robert Hopps Jason | Tobacco-containing consumable for aerosol generating devices |
| JP6864294B2 (ja) * | 2018-04-12 | 2021-04-28 | 株式会社東亜産業 | 電子タバコカートリッジ |
| SG10201901123SA (en) * | 2019-02-08 | 2020-02-27 | Ysq Int Pte Ltd | Method of producing filter elements for use with heatable tobacco products |
| US11291242B2 (en) | 2019-08-28 | 2022-04-05 | Aiger Group Ag | Apparatus and method for forming a smoke filter |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4007745A (en) * | 1971-03-23 | 1977-02-15 | Celanese Corporation | Filter |
| US4388934A (en) * | 1980-06-18 | 1983-06-21 | British-American Tobacco Company Limited | Filters |
| JPS6048156B2 (ja) * | 1982-07-07 | 1985-10-25 | 三菱アセテート株式会社 | タバコスモ−クフイルタ− |
| CN2139364Y (zh) * | 1992-09-26 | 1993-08-04 | 沈时谋 | 解毒过滤烟嘴 |
| CN2221877Y (zh) * | 1995-05-18 | 1996-03-13 | 王林 | 磁化保健香烟 |
| US5839449A (en) * | 1996-01-29 | 1998-11-24 | R.J. Reynolds Tobacco Company | Low CO cigarette |
| CN2262809Y (zh) * | 1996-03-01 | 1997-09-24 | 王林 | 活化低焦油香烟 |
-
2000
- 2000-03-08 AU AU29314/00A patent/AU2931400A/en not_active Abandoned
- 2000-03-08 JP JP2000603533A patent/JP4444515B2/ja not_active Expired - Lifetime
- 2000-03-08 CN CNB008061726A patent/CN100358447C/zh not_active Expired - Lifetime
- 2000-03-08 RU RU2006134558/12A patent/RU2333712C2/ru active
- 2000-03-08 EP EP00907850A patent/EP1164879A1/en not_active Withdrawn
- 2000-03-08 WO PCT/GB2000/000850 patent/WO2000053037A1/en not_active Application Discontinuation
Also Published As
| Publication number | Publication date |
|---|---|
| CN1347286A (zh) | 2002-05-01 |
| CN100358447C (zh) | 2008-01-02 |
| WO2000053037A1 (en) | 2000-09-14 |
| AU2931400A (en) | 2000-09-28 |
| EP1164879A1 (en) | 2002-01-02 |
| RU2333712C2 (ru) | 2008-09-20 |
| JP2002537863A (ja) | 2002-11-12 |
| RU2006134558A (ru) | 2008-04-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4357950A (en) | Tobacco smoke filter having improved tar/carbon monoxide ratio | |
| US4380241A (en) | Smoking articles | |
| US4508525A (en) | Method and apparatus for producing tobacco smoke filter having improved tar/carbon monoxide ratio | |
| JP7442485B2 (ja) | 口側端くぼみおよび換気を備えた喫煙物品 | |
| US4064791A (en) | Method and apparatus for making tobacco smoke filter | |
| US20060011206A1 (en) | Smokers filter | |
| JP2019092513A (ja) | タバコ煙フィルタ | |
| JP2017516472A (ja) | 換気された口側端くぼみを備えた喫煙物品 | |
| KR20200005077A (ko) | 궐련 | |
| JP4444515B2 (ja) | タバコフィルタ | |
| EP3355726B1 (en) | Smoking article with reduced sidestream smoke | |
| KR20150064731A (ko) | 마우스 말단의 오염이 감소된 흡연 물품 | |
| US10219540B2 (en) | Filter components, filters, smoking articles, and related methods, all for the controlled delivery of aerosols | |
| GB2119221A (en) | Cigarette filter | |
| GB2091078A (en) | Ventilated cigarette filter | |
| US4059043A (en) | Method and apparatus for making tobacco smoke filters | |
| US4423744A (en) | Tobacco smoke filter contoured to provide undiluted air flow and method and apparatus for manufacturing same | |
| KR20200099162A (ko) | 흡연 용품 마우스피스 | |
| EP0777425B1 (en) | Concentric core filter | |
| GB2347607A (en) | Cigarette filter | |
| GB2356791A (en) | Cigarette filter | |
| JPH11318419A (ja) | たばこフィルター | |
| JPH11318420A (ja) | シース・コア型たばこフィルター |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070308 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070308 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070413 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090512 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090811 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090818 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091215 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100114 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4444515 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130122 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140122 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |